pipeline quality natural gas from digesters guild ... · pipeline quality natural gas from...
TRANSCRIPT

Molecular
Guild Associates, Inc.
Pipeline Quality Natural Gas from Digesters Guild Molecular Gate Technology

Guild Products to the Natural Gas Industry
• Molecular Gate for N2 Rejection
• Molecular Gate for CO2 Removal
• Compressors
• Sulfatreat units
• TSA dehydration units
• Membrane units
• Chiller packages
• Sorbead “Quick-Cycle” dew point control
• NGL Removal for CARB standards
• CO2 removal for LNG / Peakshaver plants
• Helium purifiers

BUFFER
TANKS ADSORBER
VESSELS
VALVE
SKID
VACUUM
PUMP
FEED
COMPRESSOR
BUFFER
TANK
Guild Molecular Gate PSA System
City of Dayton, OH
Digester (Waste Water Plant)
700 SCFM (1125 nm3/hr) Feed
Product to Pipeline Quality (98% Methane)

BUFFER
TANKS
VALVE
SKID
ADSORBER
VESSELS FEED
COMPRESSOR
VACUUM
PUMPS
PRODUCT
COMPRESSOR
Guild Molecular Gate PSA System
San Antonio, TX (through Ameresco)
Digester (Waste Water Plant)
1300 SCFM (2100 nm3/hr) Feed
Product to Pipeline Quality (98% Methane)

Feed
Compressor
PSA
Buffer
Tank
Vacuum
pump
Guild Molecular Gate PSA System
Newark, Ohio
Digester (Waste Water Plant)
75 SCFM (120 nm3/hr) Feed
Product to Pipeline Quality (98% Methane)


Simplified Cycle
ADSORPTION DEPRESSURIZE VACUUM & PURGE REPRESSURIZE
REPRESSURIZE ADSORPTION DEPRESSURIZE VACUUM & PURGE
VACUUM & PURGE REPRESSURIZE ADSORPTION DEPRESSURIZE
DEPRESSURIZE VACUUM & PURGE REPRESSURIZE ADSORPTION
Time

Projects

Projects – Landfill in Yellow / Biogas in Blue

Flow Balance
Guild PSA
And Vacuum
Pump
TAIL GAS
3 psig
CO2, H2S, H2O
Lost Hydrocarbons
FEED
C1
CO2
H2S
H2O
10 psi lower
than feed PRODUCT
CO2 = ~2%
H2S = < 4 ppm
H2O = 7 lb/MM SCF 15 to
100 psig 0 psig

Process Steps – Digester Gas
Feed
Compression
Guild
PSA
Product
Compression
(if required)
Tail Gas
To Flare

CO2
H2S
Siloxanes
H2O
FEED
Sales Gas
CO2 = 1 to 2%
Adsorption
Flow
Upward
CO2
H2S
Siloxanes
H2O
Small Methane Purge
Regen
Flow
Down-
ward
“Tail Gas” Vacuum
Pump
Process Steps

Typical Material Balance (Methane Recovery 90% / Adjustable)
Feed Sales Gas Tail Gas
Flow 100 55 45
Pressure, psig 100 90 3
Temperature, F 100 100 150
Composition, Mol %
C1 60.00 99.00 13.20
CO2 39.60 1.00 85.92
H2S 0.40 < 4 ppm 0.88
Siloxanes ~ 10 ppm < 20 ppb By Difference
H2O Saturated 7 lb/MM SCF Wet
HHV BTU/FT3 609 1000 139

Pipeline Acceptance
• Intrepid Technology and Resources, ID (Two units)
– Extensive testing of product stream purity
– Quality accepted by Intermountain Gas Company
– Sales also accepted as CNG meeting DOT regulations
– Removes 40% CO2 to <2%, Dehydrates, Removes 4000 ppm to < 4 ppm.
• BioEnergy Solutions, CA (Vintage Dairy)
– Sales to PG&E pipeline
– Removes 30 to 40% CO2 to <1%, Dehydrates, A few hundred ppm H2S removed to < 4 ppm
• Newark WWTP (Ohio)
– Producing pipeline quality gas

Project Optimization
• H2S
– May or may not require treatment.
– Can treat on tail gas stream (preferred) or feed stream
– Options: No Treatment, Digester Additives, Biological Treatment, Sulfatreat / Iron Sponge, Liquid Redox
• Tail Gas Disposal
– Enclosed thermal oxidizer due to low heating value
– Digester heating possible with combustion of tail gas.
– Recovery of heat from compression or flare. Generally expensive and limited to larger flows
• Required Pipeline Pressure
– High pressure requires additional compressor

Processing Costs (Product Flow Basis)
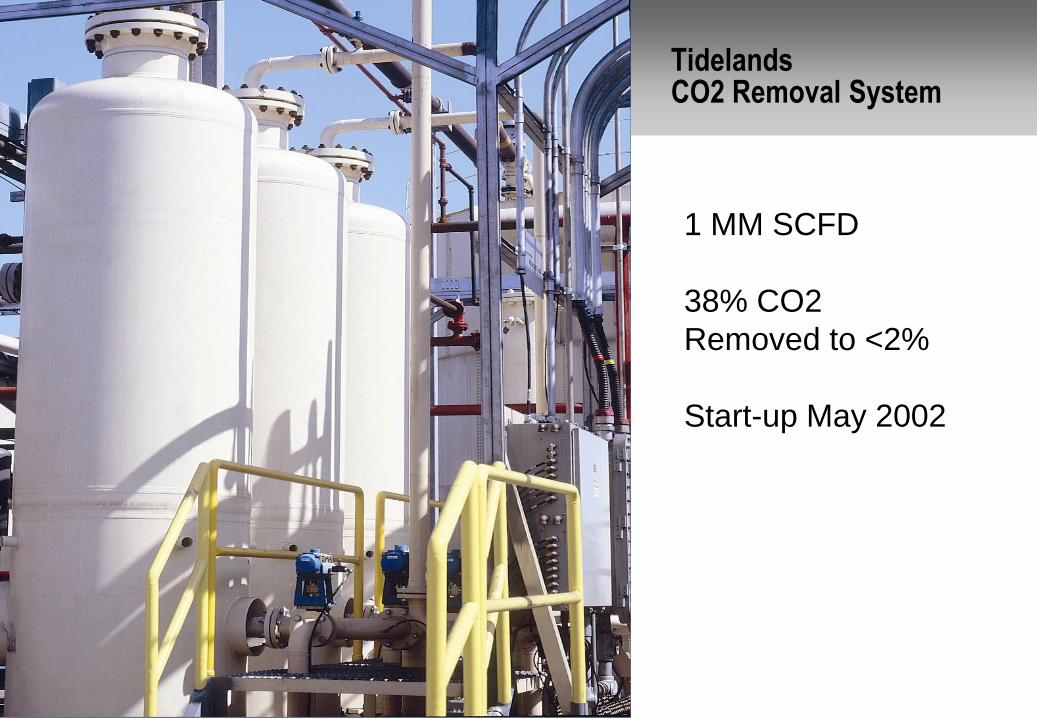
Tidelands CO2 Removal System
1 MM SCFD
38% CO2
Removed to <2%
Start-up May 2002


Spec Plant in Transit

Typical Deployment



Feed
Compressor