pigmentos de negro de humo en sistemas de … · ventajas desventajas pigmento de negro de humo en...
TRANSCRIPT

Pigmentos de negro de humo ensistemas de revestimiento modernos
Información de la Industria

2
Prólogo
En Informacion, se trata del uso de los pigmentos de negro de humo. Se da prioridad a los revestimientos en polvo, revestimientos UV y sistemas a base de agua. Además de los principios relevantes para estas aplicaciones, de describe en detalle la incorporación de estos pigmentos negros en sistemas de recubrimiento, así como también sus rendimiento y propiedades colorimétricas.
En la unidad complementaria del boletín se ven formulaciones sugeridas para uso práctico.
Se incluyen resultados de pruebas de degradación de recubrimientos con alta negrura obtenidos bajo el nuevo procedimiento de evaluación del Instituto Federal de prueba de materiales (Prueba ADF) en comparación con la prueba establecida en Florida.
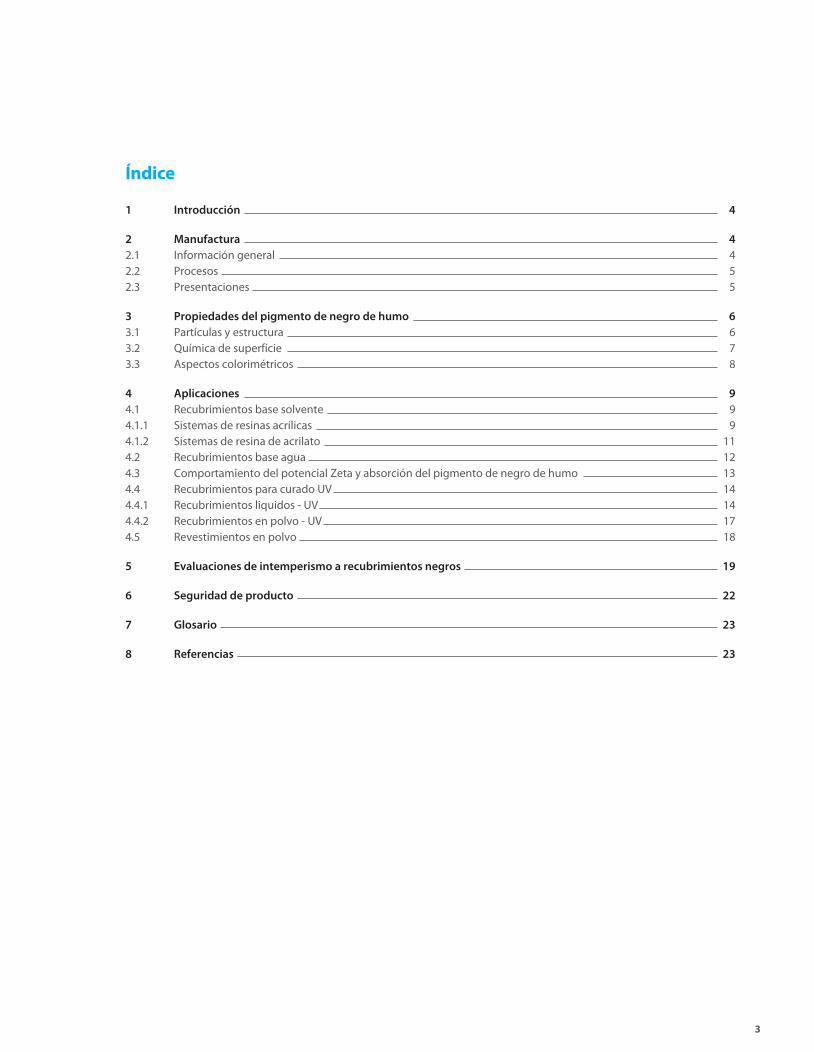
Índice
1 Introducción 4
2 Manufactura 42.1 Información general 42.2 Procesos 52.3 Presentaciones 5
3 Propiedades del pigmento de negro de humo 63.1 Partículas y estructura 63.2 Química de superfície 73.3 Aspectos colorimétricos 8
4 Aplicaciones 94.1 Recubrimientos base solvente 94.1.1 Sistemas de resinas acrílicas 94.1.2 Sistemas de resina de acrilato 114.2 Recubrimientos base agua 124.3 Comportamiento del potencial Zeta y absorción del pigmento de negro de humo 134.4 Recubrimientos para curado UV 144.4.1 Recubrimientos liquidos - UV 144.4.2 Recubrimientos en polvo - UV 174.5 Revestimientos en polvo 18
5 Evaluaciones de intemperismo a recubrimientos negros 19
6 Seguridad de producto 22
7 Glosario 23
8 Referencias 23
3

4
1 Introducción
La producción de negro de humo ascendió aproximadamente a 9 millones de toneladas métricas a nivel mundial en el 2009. De esto, más del 70% se utilizó como reforzantes relleno de refuerzo en productos de caucho, constituyendo la gran mayoría las llantas de automóviles. El saldo restante se utilizó en tintas de impresión, plásticos y recubrimientos. El negro de humo fabricado por oxidación de hidrocarburos liquidos o gaseos es el pigmento de negro de humo predominante en la industria de recubrimientos hoy en día. Los pigmentos tradicionales de negro de humo, también con base de carbón como por ejemplo el negro vid, negro de diamante, negro de marfil o las variantes de los pigmentos de brea negra son prácticamente irrelevantes el día de hoy.
2 Manufactura
2.1 Información generalEl negro de horno y el negro de humo se produjeron hace más de 4.000 años en China y Egipto para tintas y colorantes por combustión incompleta de sustancias orgánicas. En la antigua Grecia, el Imperio Romano y durante la Edad Media, se continuaron estas técnicas de producción de pigmento negro. Siguiendo a la invención de los libros impresos, la demanda de negro de humo se incrementó bruscamente.
Numerosos negocios pequeños surgieron para satisfacer esta demanda, mayormente con pigmentos de carbón de pinos altamente resinosos. En el siglo 19, el proceso de canal se desarrolló como el primero proceso de la industria a gran escala para la producción de pigmento de negro de humo, utilizándose como materia prima el gas natural disponible de manera abundante. La producción se disparó cuando se descubrió el efecto de refuerzo del negro de humo en las llantas de automóviles. Los procesos utilizados hoy en día en una gran escala industrial de producción de pigmento de negro de humo y las materias primas necesarias se listan en la Tabla 1(1),(2). Los pigmentos de negro de humo obtenidos por la descomposición térmica de hidrocarburos líquidos o gaseoso no son de relevancia para la industria de recubrimientos.
Tabla 1Métodos de fabricación del negro de humo
Descomposiciónoxidante térmica
Descomposicióntérmica
Proceso de negrode humo
Proceso del negrode canal
Proceso de negro degas (desarrollado porOrion EngineeredCarbons)
Aceites aromáticosdel carbón o petróleo,gas natural
Gas natural
Destilado de breade carbón
Proceso de negrode humo
Aceites aromáticosen base a petróleoo carbón
Proceso de negrotérmico, proceso denegro de acetileno
Petróleo (Aceites),acetileno
Proceso químicoMétodo demanufactura
Materias primasimportantes

5
A B
C
A) Negro de humo en polvo. B) Negro de humo rebodeado seco.C) Negro de humo rebodeado húmedo.
Figura 1Formas de entrega de pigmento de negro de humo
2.2 ProcesosOrion Engineered Carbons produce pigmento de negro de humo por medio de tres procesos, que se describen brevemente a continuación.
En el proceso de negro de gas (Gas Black), un gas con contenido de hidrógeno se bombea sobre creosota caliente. La parte evaporada de la creosota se quema de manera incompleta por numerosas llamas pequeñas. Estas llamas son dirigidas hacia rodillos enfriados por agua sobre los cuales se depositan la mayoría del pigmento de negro de humo que se forma. El saldo se separa por un sistema de filtrado y se fusiona con el primer flujo de producto. Los pigmentos de negro de humo producidos por este proceso presentan una excelente finura y una estrecha distribución del tamaño de partícula primario. Tiene una estructura aglomerada distintiva, la cual facilita la dispersión en sistemas líquidos pero también incrementa la viscosidad. Otras características del negro de gas son su alta pureza y su distintiva superficie de partículas hidrofílicas. Un precursor del proceso del negro de gas fue el proceso de negro de canal desarrollado en los Estados Unidos. En este proceso, se alimentaron muchas llamas pequeñas con gas natural, el cual ardía al contacto con los canales de hierro enfriados por agua. El proceso de canal fue descontinuado debido al muy bajo rendimiento.
El proceso de negro de horno es el proceso predominante utilizado para la producción de negro de humo. En este proceso, la materia prima líquida se alimenta a través de boquillas en una llama de aire caliente y gas natural, y se descompone por oxidación térmica a alta temperaturas. El pigmento de negro de humo se separa de los gases por sistemas de filtrado. El pigmento de negro de humo es flexible en cuanto a que permite una variabilidad con respecto a las materias primas y parámetros de procesos. La flexibilidad permite la producción de una amplia gama de pigmentos de negro de humo que tienen propiedades diferentes.
Los pigmentos de negro de humo obtenidos por los procesos de negro de humo son incomparables en algunos campos de aplicación. Por lo tanto este proceso, que puede parecer anticuado, aún es indispensable. La pieza central en dicha planta es un tanque que contiene la materia prima líquida situada debajo de una campana a prueba de incendio. La combustión incompleta se puede controlar por la separación entre el tanque y la campana. Los negros de humo presentan partículas primarias grandes, una amplia distribución de partículas y por lo tanto una baja aglomeración y densidades apisonadas relativamente altas de más de 250 g/l.
Por el contrario, los negros de gas en forma de polvo tienen densidades apisonadas entre 50 y 200 g/l. Las densidades apisonadas para negros de horno varían de 150 a 450 g/l. Cabe también mencionar que el negro de humo es casi similar en pureza al negro de gas.
2.3 PresentacionesLos negros de gas y de horno se producen como polvos muy sueltos que son difíciles de manejar. Por lo tanto, estos son comprimidos o granulados. Un proceso de granulación húmeda produce granulados estables grandes, los cuales también permiten un manejo fácil y casi libre de polvo. Sin embargo, no son adecuados para utilizarse en la industria de recubrimientos debido a su alta estabilidad mecánica. Además de los pigmentos de negro de humo en polvo se ofrecen para esta aplicación pigmentos de negro de humo rebordeados y secos (perlas), los cuales tienen propiedades de dispersión relativamente buenas. (Véase Figura 1 y Tabla 2).
Tabla 2Comparación de pigmento negro de humo en polvo y pigmento denegro de humo rebodeado seco
Ventajas Desventajas
Pigmento de negrode humo en polvo
Más fácilmentedispersable
Generación de polvo,alto volumen,propiedades conpoco flujo
Pigmento de negrode humo rebodeadoseco
Sin polvo volumencon poca masa fácilde manejar
Más difícil dedispersar

6
3 Propiedades del pigmento de negro de humo
3.1 Partículas y estructuraEl tamaño de partícula primaria se menciona para indicar las propiedades de aplicación de los pigmentos del negro de humo. El negro de humo se suministra en la forma de agregados estrechamente ligados de partículas primarias, variando en tamaño y forma para impartir propiedades de aplicación específicas. El tamaño promedio de las partículas primarias de pigmentos de negro de humo está en un intervalo coloidal y depende en gran parte del proceso de manufactura. El tamaño promedio de la partícula primaria se puede ajustar con el proceso de negro de gas, mientras que el proceso de negro de humo presenta relativamente un tamaño promedio grande de la partícula primaria. Estos gruesos pigmentos de negro de humo también muestran una distribución muy amplia del tamaño de la partícula primaria. El proceso del negro de horno proporciona la escala más grande de variación, y el tamaño de la partícula primaria se puede ajustar bien. Por lo general, la curva de distribución del tamaño de la partícula primaria se vuelve más amplia con un tamaño creciente promedio de la partícula primaria (Véase Figura 2). El tamaño promedio de la partícula primaria y la distribución de tamaño de la partícula primaria son principalmente responsables de las propiedades de rendimiento –en particular la colorimetría del revestimiento (Véase Tabla 3).
Naturalmente, las partículas de pigmento de negro de humo no están presentes en forma aislada. Estas forman agregados por adhesión química y aglomerados por interacciones físicas (Véase DIN 53206)(3). Aunque el tamaño agregado de los negros de gas y negro de humo es difícil de controlar, se puede ajustar en los negros de horno agregando soluciones de sal metálica alcalina o de amonio a la llama. El grado de agregación de pigmentos de negro de humo se conoce como estructura. Los pigmentos de negro de humo con un alto grado de agregación se denominan altamente-estructurados, mientras que aquellos con agregación baja se denominan bajamente-estructurados. Los aglomerados de pigmentos de negro de humo muestran una estructurafractal (4).
La absorción de DBP en conformidad con la DIN 53601 (DBP= Dibutil ftalato) es un medidor de estructura. Es dado en ml DBP por 100 g de pigmento de negro de humo. Los pigmentos de negro de humo bajamente estructurados tienen valores de menos de 70 ml DBP por 100 g, mientras que los pigmentos de negro de humo altamente estructurados tienen valores de más de 110 ml DBP por 100 g. Los pigmentos de negro de humo mediamente estructurados son de tipo intermedio. La absorción DBP es un suplemento a la demanda de aceite de acuerdo a la DIN ISO 787/5, diseñada para los requerimientos de análisis de negro de humo y optimizada en términos de técnicas de medición. Debido a las bajas densidades de masa baja de los negros de gas, por lo general la demanda de aceite es determinada por razones de tecnología de medición. La influencia de estructura en el rendimiento de un pigmento de negro de humo en revestimientos (Véase la Tabla 4).
Figura 2Las curvas de distribución de tamaño de las partículas primarias delos pigmentos de negro de humo fabricados por procesos diferentes
Frecuencia (wt %)
90
80
70
60
50
40
30
20
10
00 10 20 30 40 50 60 70 80 90 100 110 120 130 140
Diámetro de partícula primaria (nm)
Negro de gasCOLOUR BLACK FW 1
Negro de hornoCORAX® N 339
Negro de humoLÁMPARA NEGRA 101
Tabla 3Influencia del tamaño de partícula primaria de pigmentos de negro de humo en las propiedades colorimétricas de los revestimientos
Grande
Bajo
Intensidad del tinte
Alto
Azul
Alta
Café
Café
Baja
Azul
Azul
Pequeño
Ligeramenteopaca
De café acafé rojizo
Brillante
Grado de Oscuridad
Tono
Tono
Tono
Transparencia
Tamaño departícula
A todo color
Mezcla de blanco
Transparencia – Coloración
7
Figura 3Grupos de superficie de pigmentos de negro de humo
Carboxil Fenol Lactone Quinone Anhídrido Éter
Acido Básico
HO HO
OH
O O O O O O O O
O
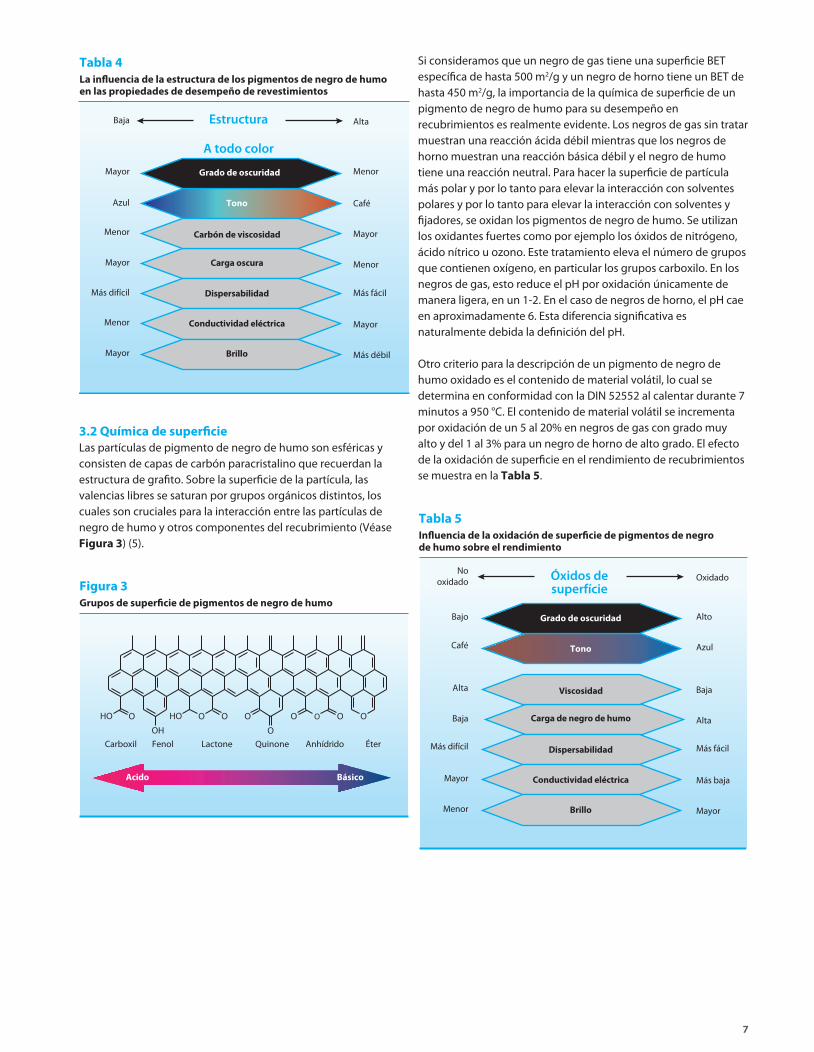
3.2 Química de superficieLas partículas de pigmento de negro de humo son esféricas y consisten de capas de carbón paracristalino que recuerdan la estructura de grafito. Sobre la superficie de la partícula, las valencias libres se saturan por grupos orgánicos distintos, los cuales son cruciales para la interacción entre las partículas de negro de humo y otros componentes del recubrimiento (Véase Figura 3) (5).
Si consideramos que un negro de gas tiene una superficie BET específica de hasta 500 m2/g y un negro de horno tiene un BET de hasta 450 m2/g, la importancia de la química de superficie de un pigmento de negro de humo para su desempeño en recubrimientos es realmente evidente. Los negros de gas sin tratar muestran una reacción ácida débil mientras que los negros de horno muestran una reacción básica débil y el negro de humo tiene una reacción neutral. Para hacer la superficie de partícula más polar y por lo tanto para elevar la interacción con solventes polares y por lo tanto para elevar la interacción con solventes y fijadores, se oxidan los pigmentos de negro de humo. Se utilizan los oxidantes fuertes como por ejemplo los óxidos de nitrógeno, ácido nítrico u ozono. Este tratamiento eleva el número de grupos que contienen oxígeno, en particular los grupos carboxilo. En los negros de gas, esto reduce el pH por oxidación únicamente de manera ligera, en un 1-2. En el caso de negros de horno, el pH cae en aproximadamente 6. Esta diferencia significativa es naturalmente debida la definición del pH.
Otro criterio para la descripción de un pigmento de negro de humo oxidado es el contenido de material volátil, lo cual se determina en conformidad con la DIN 52552 al calentar durante 7 minutos a 950 °C. El contenido de material volátil se incrementa por oxidación de un 5 al 20% en negros de gas con grado muy alto y del 1 al 3% para un negro de horno de alto grado. El efecto de la oxidación de superficie en el rendimiento de recubrimientos se muestra en la Tabla 5.
Tabla 5Influencia de la oxidación de superficie de pigmentos de negrode humo sobre el rendimiento
Nooxidado
Bajo Alto
AzulCafé
BajaAlta
AltaBaja
Más fácilMás difícil
Más bajaMayor
MayorMenor
OxidadoÓxidos desuperfície
Grado de oscuridad
Carga de negro de humo
Dispersabilidad
Conductividad eléctrica
Brillo
Viscosidad
Tono
Tabla 4La influencia de la estructura de los pigmentos de negro de humoen las propiedades de desempeño de revestimientos
Baja
Mayor Grado de oscuridad
Carga oscura
Dispersabilidad
Conductividad eléctrica
Brillo
Carbón de viscosidad
Tono
Menor
CaféAzul
MayorMenor
MenorMayor
Más fácilMás difícil
MayorMenor
Más débilMayor
AltaEstructura
A todo color

8
Figura 4Grado de oscuridad MY, como una función de reflexión
Profundidad MY
Reflejo (%)
Negro
MY400
300
200
0.01 0.1 1 10 100
Gris
Blanco
Figura 5Grado de oscuridad de un revestimiento negro como unafunción de brillo
350
300
250
200
150
100
50
00 10 100
Grado de oscuridad MY
Brillo - 60º - valor del reflectómetro
COLOUR BLACK FW 200
SPECIAL BLACK 100
Tabla 6Clasificación colorimétrica del pigmento del negro de humopor grado de oscuridad
Negro de gás Negro de hornoMY MY
HCG > 270 HCF > 260
HCG (o) > 270
MCG 250 – 270 MCF 250 – 260
MCG (o) 250 – 270
RCG < 250 RCF 240 – 250
RCG (o) < 250 RCF (o) 240 – 250
LCF < 240
HC =Color alto, MC = Color medio, RC = Color regular, LC = Color bajo,G = Negro de gas, F = Negro de horno, o = oxidado
Existen unas cuantas excepciones. Uno de estos son los recubrimientos superiores para cuero artificial, en donde se utilizan combinaciones de agentes de recubrimiento altamente transparentes con base de sílice. En la Tabla 6 se clasificaron los pigmentos de negro de humo de acuerdo a su grado de negrura.
3.3 Aspectos colorimétricosPor lo general, con respecto a la coloración del tono completo, una disminución en el tamaño promedio de la partícula primaria del pigmento de negro de humo de los aglomerados conduce a un incremento en el grado de negrura. La apariencia de la superficie del tono tiene un creciente subtono azulado, lo cual eleva la oscuridad visual. En la vista transparente, se observa un incremento en el subtono café. Sin embargo, los pigmentos de negro de humo más grandes muestran un subtono café sobre la superficie y un subtono azul en la vista transparente.
En una combinación blanca con dióxido de titanio, la intensidad de tinte del pigmento de negro de humo también se incrementa con un tamaño promedio decreciente de la partícula primaria. Sin embargo, en términos del tono, el comportamiento observado es opuesto a aquel de la coloración de tono de la masa o tono completo. Mientras más finas son las partículas del pigmento del negro de humo, más intenso es el tinte café. Las partículas más gruesas proporcionan un tinte azul más intenso. Debe considerarse que dicha combinación blanca por lo general muestra una tendencia hacia un tinte azul, debido a que el componente rojo de la luz penetra más profundamente y por lo tanto es absorbido de modo más intenso por las partículas del pigmento de negro de humo. Un tamaño de partícula menor del dióxido de titanio produce un mayor tono azul (6). En el caso de coloraciones transparentes, se logra un tinte café con un pigmento de negro de humo con partículas finas, mientras que un pigmento de negro de humo con partícula gruesa produce un tono azul con transparencia reducida.
El grado de oscuridad u oscuridad o “negrura” de los pigmentos de negro de humo se pueden cuantificar por el valor de oscuridad independiente de color como el valor MY en conformidad con la DIN 55979, utilizando un empaste del pigmento de negro de humo con aceite de linaza hervido. La pasta se aplica a una placa de vidrio bajo condiciones definidas de modo preciso y se mide la reflexión del componente verde, responsable de la sensación de brillo. La fracción reflejada se convierte en el valor MY (Véase glosario) (7). La Figura 4 ilustra cómo la reflexión disminuida se toma en cuenta de manera
súper-proporcional, como es el caso en general con una escala logarítmica. En revestimientos negros, los negros de pigmentos muestran valores MY entre 200 y 300 e incluso mayores.
El valor de negrura dependiente del color MC se puede determinar con pruebas colorimétricas adicionales (Véase glosario) (8). El tono de la coloración del negro dM se puede determinar por la diferencia entre MC y Mr. El brillo tiene una influencia importante sobre el grado de oscuridad medible de una pintura negra y sobre la “percepción del negro” subjetiva de un observador. Como regla primordial, mientras menor sea el brillo, menor será el grado de negrura (La Figura 5 ilustra esto).

9
Figura 6Grado de oscuridad de MY de negros de gas oxidados(COLOUR BLACK FW 200 y SPECIAL BLACK 4, 5 y 6) con diferentestamaños promedios de partícula primaria en un esmalte de hornoalquídico de melamina con una concentración del 5%
305
295
285
275
265
255
245
235
15
10
5
0
-5
-10
-15
-20
-25
MY
dM
Tabla 7Formulación con base de molienda de solvente basada enCOLOUR BLACK FW 200 (Índice de pigmento de negro de humoa adherente = 20%)
Componentes Partes por peso, g
Alquídico F 310 60% (Bayer) 55,0
Shelisol A 18,4
COLOUR BLACK FW 200 6,6
COLOUR BLACKFW 200
SPECIALBLACK 6
SPECIALBLACK 5
SPECIALBLACK 4
4 Aplicaciones
Los pigmentos de negro de humo se utilizan en pinturas como revestimientos para coloración de tono de masa, tinte de revestimientos blancos y en color, incluyendo pinturas decorativas, y para coloración transparente. Para coloración de tono de masa de revestimientos a base de solventes, se prefiere el uso de negros de gas con tamaño de partícula fina (HCG o / MCG (o)). Y también se utilizan negros de gas de horno oxidados con tamaño de partícula fina sin tratar (HCG/HCF) en revestimientosa base de agua, por razones de estabilidad del pH. La cantidad a agregarse depende del tipo de pigmento de negro de humo, el sistema de revestimiento y las propiedades colorimétricas necesarias. Como regla, la concentración varía desde 3 a 6% en base al adherente. Un requisito para optimizar el rendimiento de un pigmento de negro de humo es la presencia de los aglomerados más pequeños en lo posible y suficientemente estabilizados. Se ha determinado en la mayoría de los casos que los pigmentos de negro de humo oxidados tienen menos tendencia a flocular que aquellos sin tratar.
La estabilización de los pigmentos de negro de humo en el revestimiento líquido se asegura frecuentemente en sistemas con contenido de solvente por medio del uso de aditivos. En revestimientos a base de agua, el uso de aditivos es esencial. En algunos casos, se debe agregar un 50% o más de aditivos en base al pigmento del negro de humo. Sea cual sea el mejor de los numerosos aditivos disponibles, debe determinarse de modo experimental.
La estructura y forma de entrega también deben considerarse en el procesamiento de negros de humo. Los pigmentos de negro de humo altamente estructurados, aunque son más fáciles de dispersar, tienen un efecto de engrosamiento mayor. Los pigmentos de negro de humo rebordeado secos, aunque son más fáciles de manejar, demandan un mayor esfuerzo de dispersión. De cualquier manera, se recomienda utilizar la dispersión más intensa en lo posible para utilizar totalmente las propiedades colorimétricas del pigmento de negro de humo. En muchos casos, las preparaciones de pigmento de negro de humo facilitan la manufactura de revestimientos negros o tinturados. Estos productos semiterminados están disponibles de manera comercial o son fabricados por compañías especializadas en conformidad con contratos conforme a las especificaciones del cliente.
4.1 Revestimientos a base de solventes4.1.1 Sistemas de resina alquídicosLa Figura 6 muestra los valores de grado de oscuridad de cuatro negros de gas oxidados en un esmalte para secado al horno alquídico de melamina. El grado de oscuridad disminuye con un tamaño promedio creciente de la partícula principal. El COLOUR BLACK FW 200 con un tamaño promedio pequeño de la partícula primaria alcanza un grado de oscuridad de MY de 300 a una concentración de 5% en base al adherente, mientras que el SPECIAL BLACK 4 con un tamaño promedio mediano de partícula primaria genere un grado de oscuridad de MY de 248. Para la preparación de estos revestimientos negros, se hizo una mezcla previa base molida durante 5 minutos con un disolvente de laboratorio (Pendraulic LR 34, velocidad periférica de 8,4 m/s) y se dispersó de modo subsiguiente durante 1 hora (Skandexdispenser DAS 200 o BAS 20 de LAU® Company). Se utilizaron esferas de acero de 500g: (diámetro de 2 mm) como medio de molienda. Como un ejemplo, la Tabla 7 muestra una formulación para revestir como COLOUR BLACK FW 200.
10
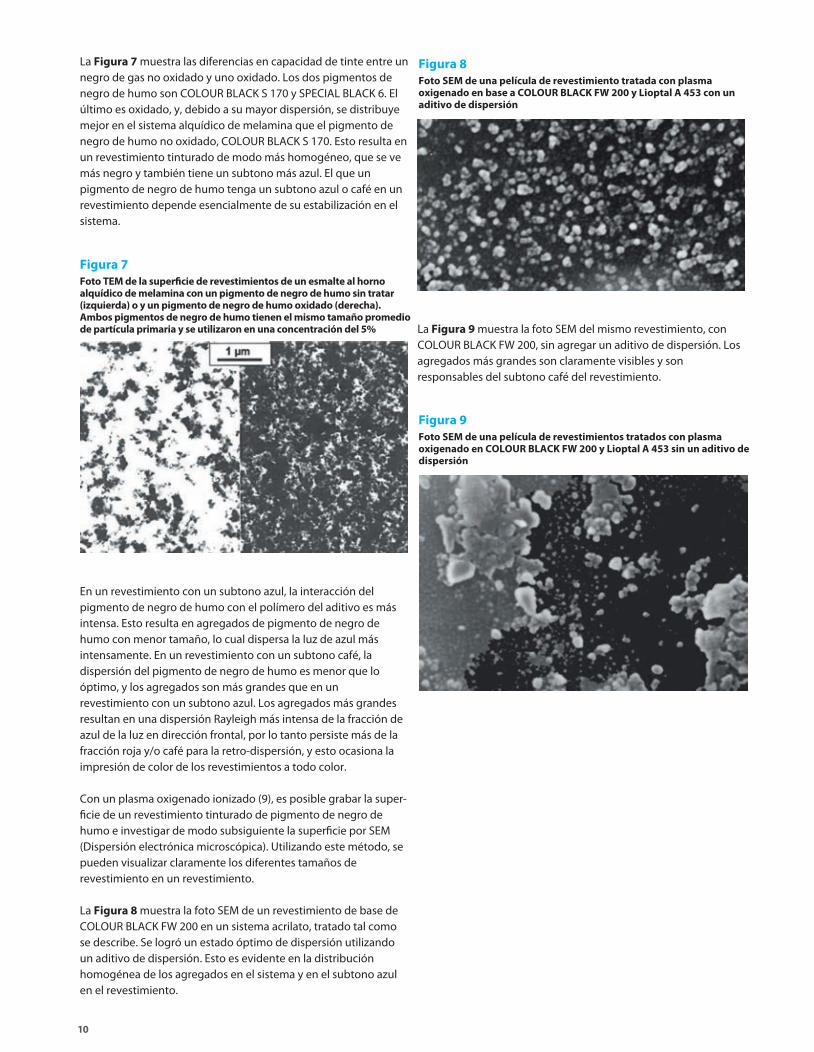
La Figura 9 muestra la foto SEM del mismo revestimiento, con COLOUR BLACK FW 200, sin agregar un aditivo de dispersión. Los agregados más grandes son claramente visibles y son responsables del subtono café del revestimiento.
La Figura 7 muestra las diferencias en capacidad de tinte entre un negro de gas no oxidado y uno oxidado. Los dos pigmentos de negro de humo son COLOUR BLACK S 170 y SPECIAL BLACK 6. El último es oxidado, y, debido a su mayor dispersión, se distribuye mejor en el sistema alquídico de melamina que el pigmento de negro de humo no oxidado, COLOUR BLACK S 170. Esto resulta en un revestimiento tinturado de modo más homogéneo, que se ve más negro y también tiene un subtono más azul. El que un pigmento de negro de humo tenga un subtono azul o café en un revestimiento depende esencialmente de su estabilización en el sistema.
Figura 7Foto TEM de la superficie de revestimientos de un esmalte al horno alquídico de melamina con un pigmento de negro de humo sin tratar (izquierda) o y un pigmento de negro de humo oxidado (derecha). Ambos pigmentos de negro de humo tienen el mismo tamaño promedio de partícula primaria y se utilizaron en una concentración del 5%
Figura 8Foto SEM de una película de revestimiento tratada con plasma oxigenado en base a COLOUR BLACK FW 200 y Lioptal A 453 con un aditivo de dispersión
Figura 9Foto SEM de una película de revestimientos tratados con plasma oxigenado en COLOUR BLACK FW 200 y Lioptal A 453 sin un aditivo de dispersión
En un revestimiento con un subtono azul, la interacción del pigmento de negro de humo con el polímero del aditivo es más intensa. Esto resulta en agregados de pigmento de negro de humo con menor tamaño, lo cual dispersa la luz de azul más intensamente. En un revestimiento con un subtono café, la dispersión del pigmento de negro de humo es menor que lo óptimo, y los agregados son más grandes que en un revestimiento con un subtono azul. Los agregados más grandes resultan en una dispersión Rayleigh más intensa de la fracción de azul de la luz en dirección frontal, por lo tanto persiste más de la fracción roja y/o café para la retro-dispersión, y esto ocasiona la impresión de color de los revestimientos a todo color.
Con un plasma oxigenado ionizado (9), es posible grabar la super-ficie de un revestimiento tinturado de pigmento de negro de humo e investigar de modo subsiguiente la superficie por SEM (Dispersión electrónica microscópica). Utilizando este método, se pueden visualizar claramente los diferentes tamaños de revestimiento en un revestimiento.
La Figura 8 muestra la foto SEM de un revestimiento de base de COLOUR BLACK FW 200 en un sistema acrilato, tratado tal como se describe. Se logró un estado óptimo de dispersión utilizando un aditivo de dispersión. Esto es evidente en la distribución homogénea de los agregados en el sistema y en el subtono azul en el revestimiento.

11
Tabla 8Formulación a base de molienda para un adherente de acrilatocon COLOUR BLACK FW 200
Componentes Partes por peso, g
*Dilución = 60% de Butilacetato (85%), 28% Xilol, 12% Butanol
Figura 10Información colorimétrica del Sistema Degalan VP 4157/Desmodur N75 al 5%
MY
dM
Figura 11Los datos colorimétricos de la Lioptal sistema A MF 453/590Maprenal al 5%, sin capa transparente
325
280
250
235
220
310
295
265
15
10
-5
-15
-20
-25
5
0
-10
MY
dM
300
285
270
255
240
225
210
15
10
5
0
-5
-10
-15
-20
-25
COLOUR BLACK FW 200 8,1
Lioptal A 453, 66% 41,1
Dilución * 25,1
BorchiGen® 0451, 100% 5,7
SPECIALBLACK 4
COLOURBLACKFW 200
COLOURBLACKFW 2
SPECIALBLACK 6
PRINTEX®U
COLOURBLACKFW 1
SPECIALBLACK 4
COLOURBLACKFW 200
COLOURBLACKFW 2
SPECIALBLACK 6
PRINTEX®U
COLOURBLACKFW 1
4.1.2 Sistemas de resina de acrilatoEn particular en la industria automotriz, los sistemas se resina de acrilato son utilizados con frecuencia. Las propiedades elástico-mecánicas de este tipo de adherente son mucho mejores en comparación con adherentes alquídicos. Sin embargo, las propiedades de humectación de los pigmentos de negro de humo en resinas de acrilato son inferiores que en resinas alquídicas, demandando el uso de aditivos de dispersión para algunas resinas de acrilato para lograr superficies de revestimiento con un negro profundo y un subtono azulado. Se han investigado varios pigmentos de negro de humo en dos sistemas de acrilato.
Adherentes y aditivos utilizados1. Sistema de dos componentes:
Degalan VP 4157 (Acrilato con contenido de Grupo OH)EvonikDesmodur N 75 (Polímero con contenido de Isocianato) Bayer, Leverkusen
2. Sistema de acrilato/melamina 70/30:Lioptal A 453 (Polímero de acrilato)Synthopol-Chemie, BuxtehudeMaprenal MF 590 (Resina de melamina)Ineos Melamines GmbH, FrankfurtBorchiGen® 0451 (Aditivo de humectación y dispersión)Borchers, Leverkusen
En los sistemas con contenido de solventes, se hizo un tinturado utilizando un 5% de pigmento de negro de humo.
Manufactura de revestimientos negros(Sistemas a base de solventes)Se realizó una dispersión previa con un disolvente Pendraulik LM 34 a 400 revoluciones por minuto y un diámetro de disco de 40 mm (velocidad circunferencial: 8,4 m/seg.). Se realizó la dispersión principal con un dispersor Skandex (DAS 200 o BAS 20). El medio de molienda utilizado fue 550 g de esferas de acero de 2 mm de diámetro y un tiempo de dispersión de 60 min. La Tabla 8 muestra, como un ejemplo, la formulación a base de molienda de un sistema de acrilato con COLOUR BLACK FW 200.
Como vemos en las Figuras 10 y 11, se recomienda el uso de COLOUR BLACK FW 200 o COLOUR BLACK FW 2 para aplicaciones con alto grado de oscuridad como por ejemplo revestimientos para líneas de ensamblaje de automóviles. Estos negros de humo proporcionan el grado de oscuridad, particularmente los tintes azules, requeridos por la industria. En ambos sistemas, el sistema de dos componentes Degalan VP 4157 y el sistema de acrilato Lioptal A 453, COLOUR BLACK FW 200 es el negro superior.

12
Figura 12Influencia de concentración de COLOUR BLACK FW 171 en el gradode oscuridad y el tono azul en un revestimiento a base de agua
340
310
290
280
1.0 3.0 4.0 5.0270
330
320
300
12
10
4
0
8
6
2
MY
Concentración total de pigmento de negro de humo
dM
2.0
Tabla 9Propiedades físicas de solventes
Calor de evaporación 309 342 2453
Punto de ebullición 126 139 100
Índice de evaporación 12 13 80
Tensión superficial 29 29 73
Punto de solidificación –77
kJ/kg
°C
mN/m
°C –50 0
AguaPropiedades delproducto Unidad
Butillacetato Xileno
Para la mayor parte, los pigmentos de negro de humo con grado de oscuridad bajo se utilizan para tinturado. Se pueden utilizar negros de gas oxidado (RCG), negros de horno sin tratar y oxidados (RCF y LCF) y negro de humo 101. En revestimientos grises, los pigmentos de negro de humo más gruesos producen un tinte azul, mientras que aquellos divididos de manera más fina tienden a producir un tinte café. Cuando los pigmentos de carbón se utilizan en combinación con pigmentos blancos o de color, los pigmentos de negro de humo son más sensibles a los otros componentes del revestimiento que otros pigmentos, debido a su química compleja en la superficie, fineza extrema y morfología especial (10).
4.2 Revestimientos a base de aguaEn el futuro, los revestimientos a base de agua continuarán adquiriendo importancia en comparación a los sistemas a base de solventes. En Alemania, más del 90% de todo el revestimiento de la línea de ensamblaje de automóviles era a base de agua en el año 2000. Para el uso de pigmento de negro de humo en revestimientos a base de agua, se deben tomar precauciones especiales, ya que el agua es un solvente altamente polar con alta tensión superficial y tiene propiedades de humectación insuficientes del pigmento de negro de humo. Por lo tanto, el pigmento de negro de humo y también el aditivo o adherente de dispersión de polímero deben seleccionarse cuidadosamente y ser compatibles el uno con el otro. La Tabla 9 muestra las propiedades relevantes del revestimiento de dos solventes orgánicos en comparación al agua.
Se pueden utilizar distintos procesos para la dispersión de pigmento de negro de humo en agua:1. El pigmento de negro de humo se dispersa en un sistema de
adherente, en donde el polímero se disuelve en agua o está presente como una dispersión acuosa, por ejemplo, una dispersión de poliuretano. Además, se agregan agentes humectantes si es necesario estabilizar el sistema acuoso.
2. La dispersión se realiza sin adherente. Los aditivos dedispersión polimérica toman el lugar del adherente y proporcionan la viscosidad y estabilidad necesaria al sistema acuoso. El en proceso de descenso, se agrega la opción del adherente.
La ventaja del procedimiento en el punto 2 es el potencial para lograr concentraciones más altas de pigmento de negro de humo en la base de molienda. El criterio más importante para la selección del pigmento de negro de humo es el grado de oscuridad a lograrse en el sistema de revestimientos deseados. Los pigmentos de negro de humo oxidados son cargados de modo negativo por los grupos carboxil sobre la superficie, en pHs mayores, como por ejemplo aquellos observados en sistemas de revestimiento acuosos.
La Figura 12 muestra, como un ejemplo, la influencia de la concentración de pigmento de negro de humo en un sistema de poliuretano acuoso sobre el grado de oscuridad y el tinte azul. El pigmento de negro de humo utilizado aquí es el no oxidado COLOUR BLACK FW 171.

13
Tabla 10Cuaderno de base libre para la formulación y la transmisión por elagua sobre la base de recubrimientos COLOUR BLACK FW 171
Figura 13Influencia de los aditivos de dispersión en la información colorimétrica.10% de COLOUR BLACK FW 171 y 70% de aditivos de dispersiónrelacionados a pigmento de negro de humo. Se realizó un descensocon Alberdingk U 710
Componentes Partes por peso, g
COLOUR BLACK FW 171,Orion Engineered Carbons
10,4
TEGO® Dispers 760 W, 35% peso, Evonik 20,8
TEGO® Foamex 830, Evonik 0,2
DMEA 0,1
Água 48,4
MY dM
270
-10 -6 -2 2 6 10
275 280 285 290 295 300 305 310 315
TEGO® Disperse 760 W (a)
SOLSPERSE® 44000 (b)
Metolat® 392 (c)
Edaplan® 472 (c)
Edaplan® 482 (c)
DISPERBYK® 190 (d)
DISPERBYK® 191 (d)
DISPERBYK® 194 (d)
BorchiGen® 0451 (e)
BorchiGen® SN 95 (e)
HYDROPALAT® 3275 (f)
EFKA® 4590 (g)
Tabla 11Fabricantes de aditivos utilizados en la dispersión
(a) TEGO®, Evonik
(b) Avecia
(c) Münzing-Chemie
(d) BYK
(e) Borchers
(f ) Cognis
(g) Efka
Figura 14Potencial zeta de distintos negros de gas con el mismo tamañopromedio de tamaño de partícula
Potencial zeta (mV)
Valor de pH
80
40
0
-40
-80
-1200 2 4 6 8 10
La figura muestra que, además del grado de oscuridad, el tinte azul también se incrementa al inicio con una concentración de pigmento de negro de humo creciente en el producto terminado y alcanza un valor estable. La Tabla 10 incluye una formulación acuosa libre de adherente con COLOUR BLACK FW 171. Se utilizó para el descenso final, Alberdingk U 710® de Alberdingk & Boley. El índice de base de molienda para el adherente fue de 1:5.
El uso de aditivos de dispersión es absolutamente necesario en los revestimientos a base de agua, tal como se mencionó anteriormente. En dispersiones sin adherentes, se han investigado numerosos aditivos de dispersión para determinar sus beneficios en términos de grado de oscuridad y tono. El análisis de colorimetría se realizó luego del descenso en una dispersión PU, evaluación de un grosor de película húmeda de 200 μm. Los resultados se muestran en la Figura 13. Los fabricantes de aditivos de dispersión utilizados se listan en la Tabla 11.
COLOUR BLACK FW 1
COLOUR BLACK FW 2
COLOUR BLACK FW 200
4.3 Comportamiento del potencial Zeta y absorción del pigmento de negro de humoNumerosas investigaciones han demostrado qué tipos de pigmentos de negro de humo se estabilizan mejor en agua. Estos negros de humo deben mostrar un potencial zeta únicamente en la escala débilmente negativa sobre una amplia escala de pH. El potencial zeta proporciona una expresión del cambio de las partículas suspendidas en el agua. La Figura 14 muestra el potencial zeta de tres negros de gas como una función del pH. Vemos que el COLOUR BLACK FW 1 tiene el potencial negativo más bajo. El COLOUR BLACK FW 1 es un pigmento de negro de humo no oxidado con un tamaño de partícula primaria comparable como los otros dos pigmentos de negro de humo oxidados COLOUR BLACK FW 2 y COLOUR BLACK FW 200, mostrado en la figura. Los negros de gas no oxidados se pueden estabilizar bien en revestimientos a base de agua y son por lo tanto la alternativa de opción para la formulación de un revestimiento de base para automóviles a base de agua. Una explicación para un mejor rendimiento de los negros de gas no oxidados en agua debe ser su pH más alto.
Tal como se mencionó anteriormente, los negros de gas tienen un pH de 4, que es débilmente ácido. Los negros de gas oxidados pueden tener pHs bajos hasta aproximadamente 2 y son por lo tanto relativamente algo fuertes en acidez. Debido a que los revestimientos a base de agua se estabilizan en medios alcalinos, debido a los adherentes utilizados, se encuentra por lo general un pH de 8 y 9. Mientras mayor el grado de oxidación del pigmento de negro de humo, se deberán agregar más neutralizadores, por lo general aminas como por ejemplo DMEA o AMP 90. Esto puede tener efectos negativos sobre otros componentes del sistema de revestimientos.

14
Figura 17Influencia de distintos pigmentos negros sobre cura de UV (14)
80
70
60
50
40
30
20
10
0
Carpeta: poliéster acrilato / HDDA / TM PTA; Fotoiniciador: 3% de concentración BAPOPigment 3%, el endurecimiento de 2 x 80 W / cm, 3 m / min de espesor
200
180
160
140
120
100
80
60
40
20
0
Figura 15Mediciones ESA para la absorción de Nopcocolorsperse 188 Asobre la superficie de negros de gas
Concentración de polímeros (peso %)
1.5
1.4
1.3
1.2
1.1
1.0
0.9
0.80 1 2 3 4 5 6 8 10 12
COLOUR BLACK S 170 COLOUR BLACK FW 285 COLOUR BLACK FW 200
COLOUR BLACK FW 1 COLOUR BLACK FW 2 SPECIAL BLACK 6
Movilidad relativa de partículas
Figura 16Medición ESA de la absorción de Viacryl SC 303 sobre lasuperficie de distintos negros de gas como una función deconcentración de adherente
COLOUR BLACK S 170 COLOUR BLACK FW 285
COLOUR BLACK FW 1 COLOUR BLACK FW 2
2
3
1
0
Movilidad relativa de partículas
Concentración de polímeros (peso %)0 1 2 3 4 5 6 8 10 12
Vemos que las películas más delgadas se pueden obtener con el COLOUR BLACK FW 200 oxidado y SPECIAL BLACK 6. Ambos pigmentos de negro de humo pertenecen a la categoría HCG, la cual, gracias a sus tamaños de partículas muy pequeñas, tienen un grado de oscuridad considerablemente mayor que el SPECIAL BLACK 250. El SPECIAL BLACK 250 se ha desarrollado especialmente para revestimientos UV y por lo tanto absorbe menos luz UV. El grosor de película alcanzable con El SPECIAL BLACK 250 es casi el doble de grosor que con el COLOUR BLACK FW 200 y SPECIAL BLACK 6.
La Figura 15 muestra investigaciones de movilidad con ESA (Amplitud Electro-Cinética). La absorción de polímeros o de aditivos para dispersión de polímeros en la superficie de pigmento de negro de humo se puede investigar por medio de este método (11) (12). Se utilizó para las pruebas un aditivo de dispersión de polímero Nopcocolorsperse 188 de Henkel. El cambio en la movilidad relativa de las partículas de pigmento de negro de humo se puede considerar una indicación de la absorción de un adherente sobre la superficie del pigmento de negro de humo. Vemos que los pigmentos de negro de humo no oxidados muestran un cambio distintivo en la movilidad, indicando la absorción de moléculas de polímero sobre la superficie del pigmento de negro de humo en el agua. Como en el caso de las mediciones de potencial zeta, concluimos que la estabilización de negros de gas no oxidados o menos oxidados es más fácil de lograr en agua.
La Figura 16 ilustra las pruebas de movilidad con Viacryl SC 303, un adherente de acrilato de Solutia. Aquí también, los negros de gas no oxidados muestran una mayor absorción del adherente y por lo tanto se pueden estabilizar mejor en agua.
4.4 Revestimientos UV4.4.1 Revestimientos líquidos UVLos revestimientos UV continuarán teniendo importancia, particularmente desde el punto de vista de las pautas cada vez más estrictas de la VOC. Además, el curado rápido e idoneidad de substratos sensibles a la temperatura favorece los revestimientos UV. Para los revestimientos UV, la cuidadosa selección de pigmentos de negro de humo es aún más esencial que con las otras aplicaciones y procesos. Esto es porque los pigmentos de negro de humo absorben también luz en la escala de UV, por lo tanto una fracción más pequeña de la luz UV está disponible para el proceso de polimerización de los adherentes. Así, los fotoiniciadores que comienzan la polimerización por absorción en la escala UV "compiten" con el pigmento de negro de humo por la energía proporcionada al sistema por la luz UV. El substrato sobre el cual se debe aplicar el revestimiento UV también es crucial para la opción del pigmento de negro de humo.
En un fondo sin reflexión como por ejemplo madera, el revestimiento UV es más difícil de curar, debido a que el secado de todo el grosor de la película del revestimiento no tiene un soporte adicional de la luz reflejada como es el caso de una superficie de metal pareja. Para aplicación sobre substratos sin reflejo, se ha demostrado que los pigmentos de negro de humo oxidados con partículas más gruesas en combinación con rellenos son mejores para aplicaciones sobre substratos sin reflexión (13). La Figura 17 muestra la influencia de los diferentes pigmentos de negro de humo sin pigmentos adicionales o rellenos en el endurecimiento UV (14).
Máximo de la película alcanzable (µm) Dureza del péndulo (seg)
SPECIALBLACK 4
SPECIALBLACK 250
COLOUR BLACKFW 200
SPECIALBLACK 6

15
Tabla 12Formulación de un revestimiento de madera UV con distintospigmentos de negro de humo (pesos listados en g)
SPECIAL BLACK 100 SPECIAL BLACK 250 COLOUR BLACK FW 200
Pigmento 0,7 0,7 0,7
Ebecryl 12901 8,0 8,0 8,0
Ebecryl 2851 9,0 9,0 9,0
Ebecryl 60402 10,7 10,7 10,7
OTA 4803 26,6 26,6 26,6
TMPTA4 3,5 3,5 3,5
Laromer PE 44 F5 27,0 27,0 27,0
Disperbyk 1616 1,0 1,0 1,0
AEROSIL® R 9727 0,5 0,5 0,5
Blanc Fixe micro8 10,0 10,0 10,0
BYK 0576 0,5 0,5 0,5
Irgacure 17009 2,5 2,5 2,5
1 Acrilato de uretano (UCB); 2 Epoxi acrilato (UCB); 3 Polieter acrilato (UCB); 4 Trimetiol acrilato (UCB); 5 Poliester acrilato (BASF); 6 Aditivo de dispersión (Byk-Chemie); 7 Sílice humeado hidrofóbico (Evonik); 8 Sulfato de bario (Sachtleben); 9 Agente reticulante UV (BASF)
Para aplicación sobre superficies no reflejantes, funcionan mejor los pigmentos de negro de humo oxidado y más gruesos en combinación con rellenos. Los rellenos como el carbonato de calcio o sulfato de bario no sólo incrementan la densidad del sistema y por lo tanto la concentración de volumen del pigmento, sino que también actúan como centros de dispersión para la luz UV. Esto eleva la densidad de endurecimiento total y la efectividad del pigmento de negro de humo. Así, se puede elevar el poder de ocultamiento agregando aproximadamente 10% de sulfato de bario en base a un pigmento de negro de humo. Para obtener una capa opaca, se debe utilizar por lo menos 0,8% de un pigmento de negro de humo con partícula gruesa como el SPECIAL BLACK 100. Los revestimientos de UV con pigmentos de negro de humo con partículas finas han resultado ineficientes para aplicación sobre substratos no reflejantes. En este caso, la fracción de luz absorbida es muy alta para asegurar un curado completo y suficiente. Las superficies reflejantes siempre se pueden revestir más fácilmente con una capa superior de un revestimiento UV negro. En este caso, se pueden utilizar los pigmentos de negro de humo utilizados en la fase líquida para los revestimientos con alto grado de oscuridad, como por ejemplo COLOUR BLACK FW 200.
En sistemas de revestimiento UV, se comprobó lo siguiente para su aplicabilidad:• SPECIAL BLACK 250
• COLOUR BLACK FW 285
• PRINTEX ®95
• SPECIAL BLACK 100
• SPECIAL BLACK 200
En base a investigaciones ya emprendidas, las formulaciones en las cuales se combinaron pigmentos de negro de humo con los rellenos se utilizaron para incrementar el poder de ocultamiento (Véase Tabla 12).
Para la formulación o aplicación de materiales, se proporcionó lo siguiente:• Sistemas para aplicación manual o de rociado en caliente
sobre acero (Q-Panel R-36)
• Sistemas para la aplicación manual sobre madera (Cartón conenchapado en ceniza preparado con revestimiento UV incoloro y lijado; pintura afinada para viscosidad rodante)
• Se establecieron como objetivos revestimientos superiores deendurecimiento total con un grosor de película seca de aproximadamente 50 μm.
El poder de ocultamiento debía evaluarse adicionalmente por aplicación sobre vidrio y observación de las muestras utilizando cuadros de contraste. Las Figuras 18 y 19 muestran el grado de oscuridad de algunos pigmentos de negro de humo comunes en formulaciones de revestimiento líquido UV. El SPECIAL BLACK 100 y el SPECIAL BLACK 250 son especialmente idóneos para uso en revestimientos líquidos de UV. Los resultados de pruebas de corte cruzadas antes y después de la remoción de la cinta son también relevantes en este campo.
Figura 18Los grados de oscuridad de un revestimiento UV sobre madera condistintos pigmentos de negro de humo
250
300
200
150
100
50
0
MY
SPECIALBLACK 100
SPECIALBLACK 250
COLOURBLACKFW 200
COLOURBLACKFW 285
PRINTEX® 95

16
Figura 19Grados de oscuridad de revestimiento UV con distintos pigmentosde negro de humo aplicados en metal
250
260
240
230
220
210
200
MY
Tabla 13Formulación de un revestimiento de metal UV con distintos pigmentos de negro de humo (Pesos listados en g)
Ebecryl 12901
5,5 5,5 5,5
Craynor CN 9232
10,0 10,0 10,0
Viaktin VTE 61713
29,0 29,0 29,0
Sartomer SR 3684
12,0 12,0 12,0
BYK 0575
0,5 0,5 0,5
Disperbyk 1685
1,0 1,0 1,0
AEROSIL® 9726
0,5 0,5 0,5
Finntalc M 107
5,0 5,0 5,0
Pigment 0,5 0,5 0,5
Irgacure 1848
1,0 1,0 1,0
Irgacure 8198
1,0 1,0 1,0
Benzophenone 1,0 1,0 1,0
TEGO® Rad 21009
0,5 0,5 0,5
Ebecryl CL 103910
14,5 14,5 14,5
Laromer LR 888711
14,5 14,5 14,5
Ebecryl 17012
4,0 4,0 4,0
1 Acrilato de uretano (UCB); 2 Acrilato de uretano (Cray Valley); 3 Poliester Acrilato (Solutia); 4 Isocianurato triacilato (Cray Valley);
5 Agente de nivelación/aditivo de dispersión (BYK); 6 Sílice humeante hidrofóbico (Evonik); 7 Talco (Omya); 8 Agente reticulante UV (BASF);9 Agente reticulante (Evonik/Tego); 10 Acrilato de uretano (UCB); 11 Acrilato (BASF); 12 Acrilato-fosfórico Ácido ester (UCB)
SPECIAL BLACK 100 SPECIAL BLACK 250 COLOUR BLACK FW 200
SPECIALBLACK 100
SPECIALBLACK 250
COLOURBLACKFW 200
COLOURBLACKFW 285
El COLOUR BLACK FW 200 y COLOUR BLACK FW 285 son menos adecuados para aplicación de UV, sobre madera, ya que los productos alteran la cura completa y proporcionan resultados negativos en esta prueba. El PRINTEX® 95 no proporciona capas opacas en grosor de película seca de 40-65 μm y por lo tanto no es adecuado para utilizarse en el campo de revestimientos sobre madera.
El efecto de reflexión es mucho más grande sobre metales, por lo tanto hay disponibles pigmentos de negro de humo para tinturado. Sin embargo, con la excepción de PRINTEX® 85 y 95, se debe utilizar un grosor de película húmedo de 150 μm para obtener revestimientos con suficiente poder de ocultamiento. La Tabla 13 muestra formulaciones para un revestimiento de metal UV.
La Figura 19 muestra los grados de oscuridad de revestimientos de metal UV con pigmentos de negro de humo. Por consiguiente, se pueden fabricar revestimientos de metal con un alto grado de oscuridad con COLOUR BLACK FW 285 y COLOUR BLACK FW 200.

17
Tabla 14Formulación de un revestimiento de polvo UV en base a poliésteresfuncionalizados de maleato/fumarato (Sistema Uracross) conpigmentos de negro de humo (pesos en g)
SPECIAL BLACK 4 SPECIAL BLACK 100
Uracross 31251
244,0 244,0
Uracross 33072
26,3 26,0
Uracross 38982
105,0 105,0
Irgacure 8193
12,0 12,0
Irgacure 29593
3,0 3,0
Worlée Add. 9004
2,0 2,0
Resiflow PV 55
4,0 4,0
Pigmento 3,2 3,2
Tabla 15Formulación de un revestimiento de polvo UV en base a poliésterfuncionalizado de metacrilato/acrilato con pigmento de negrode humo (pesos en g)
Uvecoat 21001 302,2 308,0
Uvecoat 9010 2 75,6 75,5
Irgacure 819 2 12,0 12,0
Irgacure 2959 2 3,0 3,0
BYK 366 3 4,0 4,0
Pigment 3,2 3,2
4.4.2 Revestimientos en polvo UVSe prepararon revestimientos en polvo con los adherentes Uracross de DSM y Uvecoat™ de Cytech para nuestras pruebas. Las resinas de Uracross fueron una combinación de poliésteres con una funcionalización de maleato/fumarato utilizando uretanos de vinilo éter cristalinos. El sistema Uvecoat™ utilizado consiste de un poliéster de acrilato/metacrilato funcionalizado y una resina de poliéster no saturada cristalina.
En revestimientos UV en polvo se utilizaron revestimientos al 0,8% COLOUR BLACK FW 200, COLOUR BLACK FW 285, SPECIAL BLACK 100, PRINTEX® 95, PRINTEX® 85, PRINTEX® 60 o SPECIAL BLACK 4. Los revestimientos de polvo se aplicaron a paneles de aluminio y MDF, derretidos y curados en conformidad con las condiciones descritas para los adherentes. Para garantizar una cura completa aceptable y comparación de resultados, se establecieron como objetivos grosores de 50 a 55 μm. Las Tablas 14 y 15 muestran ejemplos de formulaciones de revestimiento en polvo con SPECIAL BLACK 4 Y SPECIAL BLACK 100.
1 Acrilato de uretano (Cytech)2 Reticulante UV (BASF)3 Agente de nivelación (BYK)
SPECIAL BLACK 4 SPECIAL BLACK 100
1 Poliésteres funcionalizados de Maleato/Fumarato (DSM)2 Uretanos de vinilo éter cristalizados (DSM)3 UV Reticulante (BASF)4 Agente de desaireación (Worlée)5 Agente de nivelación (Worlée)
18
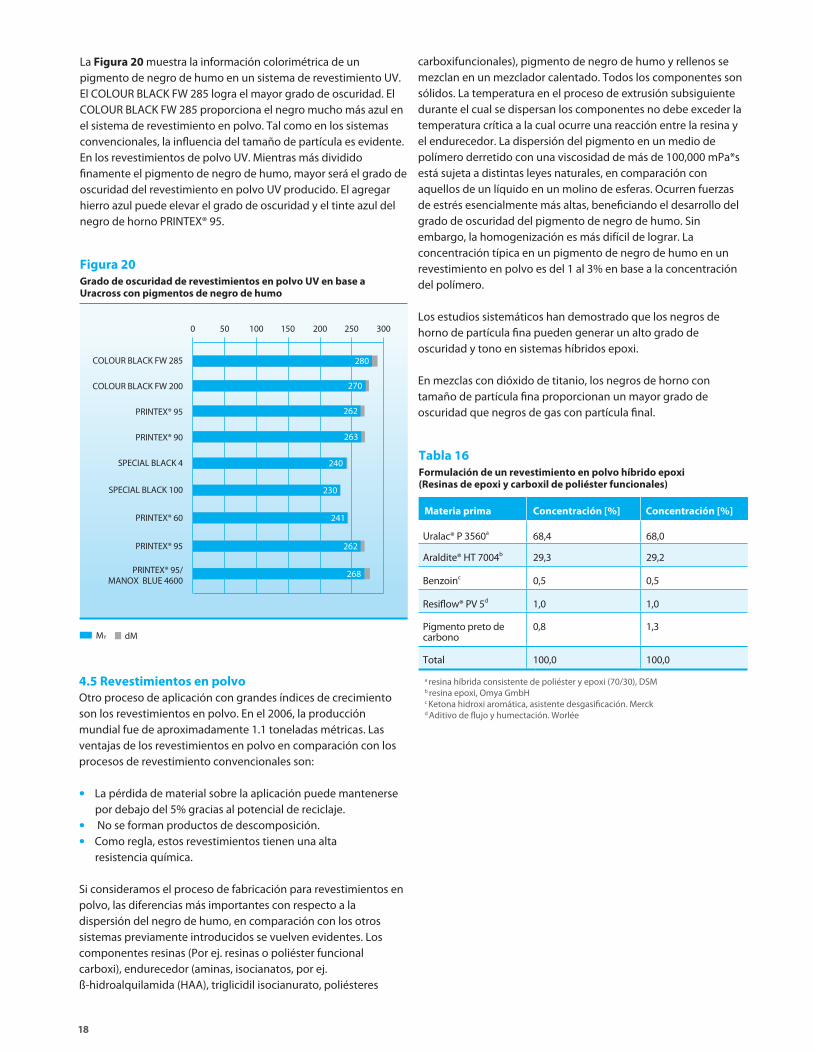
La Figura 20 muestra la información colorimétrica de un pigmento de negro de humo en un sistema de revestimiento UV. El COLOUR BLACK FW 285 logra el mayor grado de oscuridad. El COLOUR BLACK FW 285 proporciona el negro mucho más azul en el sistema de revestimiento en polvo. Tal como en los sistemas convencionales, la influencia del tamaño de partícula es evidente. En los revestimientos de polvo UV. Mientras más dividido finamente el pigmento de negro de humo, mayor será el grado de oscuridad del revestimiento en polvo UV producido. El agregar hierro azul puede elevar el grado de oscuridad y el tinte azul del negro de horno PRINTEX® 95.
4.5 Revestimientos en polvoOtro proceso de aplicación con grandes índices de crecimiento son los revestimientos en polvo. En el 2006, la producción mundial fue de aproximadamente 1.1 toneladas métricas. Las ventajas de los revestimientos en polvo en comparación con los procesos de revestimiento convencionales son:
• La pérdida de material sobre la aplicación puede mantenersepor debajo del 5% gracias al potencial de reciclaje.
• No se forman productos de descomposición.
• Como regla, estos revestimientos tienen una altaresistencia química.
Si consideramos el proceso de fabricación para revestimientos en polvo, las diferencias más importantes con respecto a la dispersión del negro de humo, en comparación con los otros sistemas previamente introducidos se vuelven evidentes. Los componentes resinas (Por ej. resinas o poliéster funcional carboxi), endurecedor (aminas, isocianatos, por ej. ß-hidroalquilamida (HAA), triglicidil isocianurato, poliésteres
carboxifuncionales), pigmento de negro de humo y rellenos se mezclan en un mezclador calentado. Todos los componentes son sólidos. La temperatura en el proceso de extrusión subsiguiente durante el cual se dispersan los componentes no debe exceder la temperatura crítica a la cual ocurre una reacción entre la resina y el endurecedor. La dispersión del pigmento en un medio de polímero derretido con una viscosidad de más de 100,000 mPa*s está sujeta a distintas leyes naturales, en comparación con aquellos de un líquido en un molino de esferas. Ocurren fuerzas de estrés esencialmente más altas, beneficiando el desarrollo del grado de oscuridad del pigmento de negro de humo. Sin embargo, la homogenización es más difícil de lograr. La concentración típica en un pigmento de negro de humo en un revestimiento en polvo es del 1 al 3% en base a la concentración del polímero.
Los estudios sistemáticos han demostrado que los negros de horno de partícula fina pueden generar un alto grado de oscuridad y tono en sistemas híbridos epoxi.
En mezclas con dióxido de titanio, los negros de horno con tamaño de partícula fina proporcionan un mayor grado de oscuridad que negros de gas con partícula final.
Figura 20Grado de oscuridad de revestimientos en polvo UV en base aUracross con pigmentos de negro de humo
0 50 100 150 200 250 300
MY dM
280
270
262
263
240
230
241
262
268
COLOUR BLACK FW 285
COLOUR BLACK FW 200
PRINTEX® 95
PRINTEX® 90
SPECIAL BLACK 4
SPECIAL BLACK 100
PRINTEX® 60
PRINTEX® 95
PRINTEX® 95/MANOX BLUE 4600
Tabla 16Formulación de un revestimiento en polvo híbrido epoxi(Resinas de epoxi y carboxil de poliéster funcionales)
Materia prima Concentración [%] Concentración [%]
Uralac® P 3560a 68,4 68,0
Araldite® HT 7004b 29,3 29,2
Benzoinc 0,5 0,5
Resiflow® PV 5d 1,0 1,0
Pigmento preto de 0,8 1,3carbono
Total 100,0 100,0
a resina híbrida consistente de poliéster y epoxi (70/30), DSMb resina epoxi, Omya GmbHc Ketona hidroxi aromática, asistente desgasificación. Merckd Aditivo de flujo y humectación. Worlée

19
La Figura 21 muestra el grado de oscuridad y tintes azules de varios negros de horno y de gas en un sistema de revestimiento en polvo convencional (Véase Tabla 16). Los negros de horno con tamaño de partícula pequeña PRINTEX® 95 y PRINTEX® 85 muestran un alto grado de oscuridad en el sistema híbrido epoxi. Debido a la concentración de pigmento de negro de humo los negros de gas COLOUR BLACK FW 200 Y SPECIAL BLACK 6 muestran los valores de grado de oscuridad más altos. En general, los negros y gas y negros de horno con tamaño de partícula primaria pequeña tienen un subtono azulado y valores dM que no se pueden lograr por COLOUR BLACK FW 200 en este sistema.
5 Comportamiento de desgaste enrevestimientos negros
Aparte de la colorimetría, la resistencia al desgaste es un criterio de calidad fundamental en revestimientos negros. Un ejemplo son los revestimientos de automóviles. Con negros de gas, estos revestimientos muestran por lo general menos pérdida de brillo y menos bruma que aquellos con negros de horno. Los pigmentos de negro de humo oxidado han proporcionado además mejore propiedades que los no tratados (15). Este efecto positivo se puede atribuir a la fineza y excelente grado de dispersión, y a la marcada absorción UV del pigmento de negro de humo.
La energía de radiación se transforma en energía térmica, limitando las reacciones de degradación radical del adherente. Mientras más grande sea el área de superficie del pigmento de negro de humo expuesta a la radiación UV, más significante es la acción protectora.
La estabilidad cuantitativa al desgaste de un pigmento de negro de humo es un criterio importante para la selección. La conocida prueba de Florida es una prueba de desgaste acelerado al aire libre relacionada a las condiciones del Centro de Europa. La literatura indica que un año del desgaste Florida corresponde aproximadamente a 2.5 años en Europa (16). Debido a que los revestimientos modernos a prueba de desgaste por lo general están permitidos por el usuario únicamente después de dos años de prueba en Florida, el rendimiento de para aproximadamente 5 años en Europa Central puede predecirse sin tomar en cuenta influencias como por ejemplo el ángulo de inclinación. Asumiendo una disposición de 90°, lo cual es relevante para un revestimiento de fachada, en comparación a una exposición de45°, se puede utiliza el factor dos con respecto al desgaste. El desgaste resultante luego de 24 meses en Florida puede por lo tanto extrapolarse en 8 a 10 años de desgaste en Europa Central.
Figura 21Las propiedades colorimétricas de los pigmentos de negro dehumo en un revestimiento en polvo de resina expoxi en distintascargas de negro de humo
200
-6 -4 -2 0 2 4 6
210 220 230 240 250 260 270 280 290 300
MY – 0.8% MY – 1.3% dM – 0.8% dM – 1.3%
Grado de oscuridad MY
dM
NEGRO DE HUMO 101
PRINTEX® G
PRINTEX® 45
PRINTEX® 60
PRINTEX® 85
PRINTEX® 95
SPECIAL BLACK 4
COLOUR BLACK 8160
SPECIAL BLACK 6
COLOUR BLACK FW 200

20
Figura 23Información climática para Florida en 1995-2000 (16)
310 3500
3000
2500
2000
1500
1000
500
0
305
300
295
290
285
280
275
270
26595–96 96–97 97–98 98–99 99–00
Radiación UV Precipitación
Figura 22Brillo residual en % en paneles de revestimiento negro luego de12 y 24 meses de pruebas en Florida
100
90
80
70
60
50
40
30
20
10
0
12 meses 24 meses
Se contiene información detallada sobre las pruebas de Florida en (15). La Figura 22 muestra los valores de brillo residuales para algunos negros de gas oxidados y algunos pigmentos de negro de humo competitivos. Es evidente que los negros de gas oxidados COLOUR BLACK FW 200, COLOUR BLACK FW 2, y SPECIAL BLACK 6 proporcionan de manera considerable, valores de brillo residual más altos en comparación con negros de hornos de clase HCF y Ox. HCF (EEUU I, EEUU II, EEUU III, Japón I) luego de 12 y 24 meses en desgaste al aire libre en Florida. Por esta razón siempre se han preferido los negros de gas oxidado en la industria de revestimientos.
La Figura 23 representa la información climática en Florida para algunos años. Tanto la radiación UV como la cantidad de precipitación fluctúan de manera amplia, resultando imponderables en la evaluación de paneles que han sido almacenados durante el mismo tiempo en Florida pero en épocas diferentes (17).
Valor de reflectómetro (%)
Radiación UV (MJ/m2) Precipitación (mm)
EE.UU. 1 Japão I EE.UU. III EE.UU. II
Aparte de las indiscutibles ventajas de una prueba que trate las condiciones muy similares a las de campo en conformidad con condiciones, el desgaste en Florida también tiene algunas desventajas significativas. El resultado de la evaluación depende en gran medida a la temporada del año en la cual se inicia la exposición. Si los paneles son expuestos en la época de primavera en Florida, ocurre un post-curado intensivo en los meses desde Marzo hasta Agosto antes de que comience la época lluviosa actual, y el revestimiento está expuesto a lluvia ácida de manera más extensiva. Sin embargo, si los paneles se envían a Florida al final del verano o al inicio de otoño para un desgaste al aire libre, estos paneles son inmediatamente expuestos a una lluvia intensiva al inicio de la prueba, causando resultados distintivamente negativos en términos de brillo y bruma residual.
Además, la probabilidad de que los paneles también sean expuestos a tormentas durante la exposición, causando un estrés pesado adicional sobre la superficie de los revestimientos es muy alta. Por consiguiente, no se puede conducir una evaluación en cuanto a cuáles rasguños sean atribuibles a tormentas y cuáles a la influencia real de la lluvia, y una combinación de lo mismo.
El BAM-Bundesanstalt für Materialforschung und Prüfung (Instituto Federal para Investigación y Prueba de Materiales) en Berlín ha desarrollado un proceso que reproduce las condiciones climáticas en Florida y asegura exactamente las mismas condiciones (18). El trabajo de desarrollo se hizo en conjunto con fabricantes bien conocidos de la industria automotriz y de revestimientos. En la prueba ADF (Rocío y neblina ácida), se someten paneles revestidos a un desgaste en cámaras. Se alternan continuamente el calor, lluvia y radiación UV. El agua correspondiente al pH y a los contenidos de NO2 /SO2 de la lluvia y rocío en Florida se utilizan como lluvia. El proceso puede proporcionar información confiable sobre la estabilidad de desgaste de paneles de metal revestidos dentro de sólo 42 días. En muchos casos, los resultados de un desgaste al aire libre en Florida se reprodujeron con el método ADF. Esto es particularmente importante en la industria automotriz, lo cual depende en pruebas precisas aceleradas para lanzar nuevos productos al mercado.
También se han comprobado varios pigmentos de negro de humo con el proceso ADF. Así como en las pruebas al aire libre de Florida, los negros de gas mostraron su superioridad sobre los pigmentos de negro de humo fabricados por medio del proceso de negro de horno.
Las Figuras 24 y 25 muestran las pérdidas de brillo o valores de neblina luego de 42 días de desgaste de paneles de metal revestidos con revestimientos tinturados de pigmento de negro de humo. Tal como lo vemos en las figuras, tanto los valores de pérdida de brillo como los de neblina de los paneles tratados con negro de gas que contienen revestimientos negros son menores que en negros de horno comparables de manera colorimétrica (EEUU I, EEUU II, EEUU III, EEUU IV, Japón I). La Figura 26 muestra la comparación de paneles revestidos durante y al final del desgaste.
COLOURBLACKFW 200
COLOURBLACKFW 2
SPECIALBLACK
6

21
Revestimiento base –COLOUR BLACK FW 200
Exp
osic
ión
28 d
Exp
osic
ión
42 d
Revestimiento baseHCF
Revestimiento base – revestimientotransparente – COLOUR BLACK FW 200
Revestimiento base – revestimientotransparente – HCF
Figura 24Pérdida de brillo de paneles revestidos de negro luego de 42días de pruebas de ADF (5% de pigmento de negro de humoen base a Lioptal A 453)
Figura 25Neblina de paneles con revestimiento negro, luego de 42 díasde pruebas ADF (5% de pigmento de negro de humo en basea Lioptal A 453)
0 5 10 15 20Pérdida de brillo (%)
Figura 26Resultados de prueba ADF de desgaste de paneles revestidos
0 10050 150 200 250
gas, luego de 42 días de desgaste. Estos se atribuye a su mejor distribución de pigmento en el sistema de adherente y por lo tanto la absorción de una mayor fracción de la luz UV, en comparación con los negros de horno.
Neblina
Estos paneles fueron revestidos con sistemas que contenían pigmentos de negro de humo COLOUR BLACK FW 200 y HCF (EEUU). Es claramente evidente que los paneles muestran un desgaste considerablemente menor, en el caso de los negros de
COLOUR BLACK FW 200
COLOUR BLACK FW 1
COLOUR BLACK FW 2
SPECIAL BLACK 6
EE. UU. I
Japón I
EE. UU. II
SPECIAL BLACK 4
PRINTEX® U
EE.UU. III
EE.UU. IV
COLOUR BLACK FW 200
COLOUR BLACK FW 1
COLOUR BLACK FW 2
SPECIAL BLACK 6
EE. UU. I
Japón I
EE. UU. II
SPECIAL BLACK 4
PRINTEX® U
EE.UU. III
EE.UU. IV

22
6 Seguridad de Producto
Los pigmentos de negro de humo se utilizan en una amplia gama de aplicaciones. Durante las décadas de producción y procesamiento de negro de humo, no se han observado peligros significativos en humanos. Los estudios toxicológicos mostraron que no hay toxicidad aguda luego de una exposición oral o dérmica.
El negro de humo es referido como seguro desde el punto de vista de irritación en la piel, sensibilización en la piel, mutagenecidad y toxicidad reproductiva. Además, la exposición de dosis repetidas a la piel y la ingestión oral repetida no mostraron ningún resultado crítico. En 1996 el negro de humo fue clasificado por la IARC en el grupo 2B (posiblemente carcinogénico para los seres humanos). Esta evaluación fue sustentada por IARC a inicios del 2006. Esta clasificación está basada en experimentos de largo plazo en ratas. Sin embargo, los ratones y los hámsteres no desarrollaron tumores pulmonares bajo condiciones de pruebas similares. Aquí no se ha determinado aún la importancia de las especies animales y el mecanismo desencadenante de tumores. Se llevaron a cabo investigaciones de alta calidad en nombre de la ICBA (Asociación
Internacional de Negro de Humo). La ICBA es una asociación de productores líderes de negro de humo. El resultado de estos estudios de mortalidad no muestra ninguna evidencia de un vínculo entre la exposición al negro de humo y tasas más altas de mortalidad por cáncer pulmonar en humanos.
También se investigaron las partículas ultra finas como parte de estos estudios. Las partículas ultra finas son partículas que miden menos de 100 nanómetros. El ICBA encomendó una evaluación sistemática de la exposición a partículas ultra finas en el lugar de trabajo en tres instalaciones de negro de humo. Los resultados muestran cómo la exposición a las partículas finas está por debajo de los límites de regulación. La proporción de partículas ultra finas encontradas en el aire en las instalaciones no fue mayor a lo normal en las áreas fuera de las instalaciones. Por lo tanto, la fabricación de negro de humo no incrementó el número de partículas ultra finas en el aire.
Se lista información concerniente a la seguridad de nuestros productos en las Hojas Técnicas de Seguridad de Producto correspondientes, las cuales serán enviadas con la primera entrega o al actualizarse.

23
7 Glosario
AgregadoCompuesto o agrupación agregada. partículas primarias, la superficie de las cuales es más pequeña que la suma de las superficies de las partículas primarias involucradas (DIN 53206)
AglomeradoCompuesto no agregado de partículas primarias y/o agregados agrupados, por ejemplo, en esquinas y bordes, la superficie total de la cual no se desvía significativamente de la suma de las superficies individuales (DIN 53206)
Superficie BETLa superficie específica de un sustancia dividida finamente según lo determina la absorción de nitrógeno en base a DIN 6131
Grado de oscuridadUna medida de la intensidad de una sensación de color(DIN 53235)
TonoDescribe el tipo de cromatismo (DIN 5033)
Contribución de dM tonodM = MC – MY
dM > 0 subtono de azuldM < 0 subtono de café
Partículas primariasPartícula identificable como individual por procesos físicos adecuados (Por ej. con el microscopio de luz óptica, microscopio electrónico, etc.) (DIN 53206)
Valor de oscuridad MY, independiente del colorMY = 100 • log (100 / Y) Y ; (Y = valor de color estándar, verde) oMY = 100 • Dvis (Dvis = densidad visual)
Valor de oscuridad MC, dependiente del colorMC = 100 (log Xn / X – log Zn / Z + log Yn / Y)Xn, Zn, Yn = valores de color estándar del tipo de luz deiluminación (DIN 6174)
8 Referências
1. “What is Carbon Black?” Company publication of Orion Engineered Carbons GmbH, Hanau (2011).
2. Ferch, H. Pigmentrub. Curt R. Vincentz Verlag,Hannover (1995).
3. Ferch, H. and Seibold K. farbe + lack 90 (2), 88 (1984).
4. Sigrist, S.; Jullien, R. and Lahaye, J. Cement & Concrete Composites 23, 153 (2001).
5. Böhm, H. P. Rub 32 (5), 759 (1994).
6. Schriftenreihe Pigmentrub, No. 37. Company publication of Degussa AG, Frankfurt am Main (1988).
7. Lippok-Lohmer, K. farbe + lack 92 (11), 1024 (1986).
8. Mathias, J. and Lippok-Lohmer, K., Welt der Farben 10/97, 28.
9. Mozetic, M.; Zalar, A.; Panjan, P.; Bele, M.; Pejovnik, S. and Grmek, R., Thin Solid Films 376 (2000) 5–8.
10. Ferch, H.; Eisenmenger, E. and Schäfer, H. farbe + lack 87 (2), 88 (1981).
11. Schaller, C.; Schauer, T.; Dirnberger, K. and Eisenback, C., farbe + lack 107 (11), 58.
12. O’Brien, R. W.; Camron, D. W. and Rowlands, W. N. J. Colloid, Interface Sci. 173 (1985) 406 (2001).
13. Pietschmann, N.; Peter, L. and Stroh, P., ECJ 2000 (7/8), 44.
14. Jung, T. farbe + lack 104 (12), 81 (1998).
15. Schriftenreihe Pigmentrub No. 22, Company publication of Degussa AG, Frankfurt am Main (1987).
16. Koch, W. Oberfläche-Surface 22, 107 (1981).
17. Herzenshaut, M., farbe + lack 107 (5), 58 (2001).
18. Schulz, U. and Trubiroha, P., Welt der Farben 10, 23 (1997).

OEC-3061/6-2012
Se considera como exacta y verdadera toda la información y declaraciones contenidas en el presente, pero Orion Engineered Carbons LLC, sus agentes y/o asociados no ofrecen garantías con respecto a lo mismo, incluyéndose sin limitaciones cualquier resultado a obtenerse o la violación de cualquier derecho propietario. El uso inapropiado o no autorizado, o aplicación de dicha información o declaraciones o el material o sistemas descritos en el presente queda a criterio y riesgo exclusivo del usuario, y por consiguiente el usuario reconoce que Orion Engineered Carbons LLC no asume ninguna responsabilidad u obligaciones por lo mismo. No se considerará nada del presente como una autorización de licencia o recomendación de uso, lo cual infringe cualquier derecho propietario. Todas las ventas están sujetas a los Términos y Condiciones Normativos de Orion Engineered Carbons LLC, incluyéndose sin limitaciones a su Garantía Limitada.
© 2012 Orion Engineered Carbons LLC
Las AméricasOrion Engineered Carbons LLC4501 Magnolia Cove DriveSuite 106Kingwood, TX 77345 USA
Teléfono +1 832-445-3300fax +1 832-445-0250
Europa / Medio Oriente / ÁfricaOrion Engineered Carbons GmbHRodenbacher Chaussee 463457 Hanau-WolfgangAlemania
Teléfono +49 6181 59-6052fax +49 6181 59-4096
Asia del PacíficoOrion Engineered Carbons Co. Ltd.Technology Center94 Galsan 1-Dong, Bupyeong-guIncheon, 403-081 Corea
Teléfono +82 32 510 6075fax +82 32 527 6023