paulo de oliveira coelho dutra lealarquivo.ufv.br/dep/engprod/trabalhos de graduacao/paulo...paulo...
TRANSCRIPT
PAULO DE OLIVEIRA COELHO DUTRA LEAL
REVISÃO DA LITERATURA E ANÁLISE CRÍTICA SOBRE A TEORIA DAS RESTRIÇÕES NO CONTEXTO ATUAL
Trabalho apresentado ao Departamento de Engenharia Elétrica e de Produção da Universidade Federal de Viçosa como parte das exigências para a conclusão do curso de Engenharia de Produção.
Orientador
Prof. Heleno do Nascimento Santos
VIÇOSA MINAS GERAIS – BRASIL
2005
SUMÁRIO
1. INTRODUÇÃO ...........................................................................................................................2
2. MATERIAL E MÉTODO............................................................................................................3
3. REVISÃO DA LITERATURA....................................................................................................3
3.1 HISTÓRICO...........................................................................................................................4 3.2 A TOC....................................................................................................................................4 3.3 OS PRINCÍPIOS BÁSICOS DA TOC ..................................................................................6 3.4 ETAPAS DO GERENCIAMENTO.......................................................................................7 3.5 CONTABILIDADE DE GANHOS .......................................................................................7 3.6 PERCEPÇÃO DE VALOR DOS PRODUTOS DA EMPRESA ..........................................8 3.7 SINCRONIZAÇÃO DA PRODUÇÃO .................................................................................9 3.8 OS PROCESSOS DE RACIOCÍNIO ..................................................................................11 3.9 TOC FOR EDUCATION.....................................................................................................13 3.10 TOC ASSOCIADA A OUTRAS FERRAMENTAS EM OUTROS SETORES ..............14
4. ESTUDO DE CASO ..................................................................................................................15
4.1 CONSIDERAÇÕES INICIAIS............................................................................................15 4.2 A PRODUÇÃO NA EMPRESA..........................................................................................15 4.3 AS IDÉIAS DA TOC E A EMPRESA ................................................................................16
5. CONCLUSÕES..........................................................................................................................17
7. REFERÊNCIAS BIBLIOGRÁFICAS.......................................................................................19
1. INTRODUÇÃO O século XXI já está marcado por grandes mudanças constantes, principalmente no
ambiente dos negócios, fato que vem acontecendo desde o final do século passado. A
competitividade cada vez mais acirrada e os clientes mais exigentes, associados a outros fatores,
tornam difícil a sobrevivência de organizações e fazem necessárias mudanças de paradigmas,
com desenvolvimento de estratégias inovadoras e transformações nos sistemas produtivos.
Ao comparar o sistema de uma empresa moderna e o de uma tradicional, observa-se a
tendência a mudanças, uma vez que a flexibilização da produção com a finalidade de evitar
trabalho improdutivo e ineficiência é uma necessidade em organizações modernas, enquanto nas
tradicionais a tendência é de se acomodarem (BORNIA, 2002).
Segundo Corrêa & Gianesi (1993), o crescente interesse por diversificadas estratégias de
manufatura por empresas é acelerado pela pressão por competitividade demandada pelo mercado,
pelo desenvolvimento de novas tecnologias de processo e de gestão de manufatura, como por
exemplo sistemas integrados por computador ou sistemas flexíveis, e pela conscientização do
papel estratégico que a produção tem no atingimento de objetivos globais da organização.
Visando a um apoio em suas decisões, administradores tradicionais costumam ter grande
preocupação em buscar medidas de desempenho baseadas apenas produtividade, eficiência e o
custo unitário do produto determinado pela tradicional contabilidade de custos para obter o preço
de venda. Isso levou muitas empresas no último século à direção contrária à desejada por eles.
A Contabilidade de Custos criada por Daniel Brown no início do século XX foi uma
solução poderosa que viabilizou a indústria automobilística americana. Toda solução, quanto
mais poderosa, mais rapidamente se torna obsoleta. E foi isso que passou a ocorrer com ela desde
que a Teoria das Restrições (TOC – Theory of Constraints) surgiu e fez surgirem controvérsias
entre estudiosos, visto que suas idéias vão de encontro às do sistema tradicional de contabilidade
de custos (NOREEN et al., 1996).
Ainda conforme Noreen, o conhecimento da TOC provocou a necessidade incessante de
se perseguir ganhos incrementais em empresas, principalmente pela melhoria contínua do
desempenho global nas linhas de produção. Na conceituação da TOC, ganho é uma das condições
liminares da vitalidade de qualquer empreendimento economicamente organizado. Entretanto, o
modo de apurar e avaliar esse ganho não se adequa às regras tradicionais e acadêmicas da
contabilidade gerencial, mesmo em textos mais atualizados ou que apregoam virtudes
consideráveis.
2
Considerando que os conceitos propostos pela TOC já são de conhecimento público há
bastante tempo e aceitos por vários administradores e engenheiros, mesmo rompendo com a
contabilidade tradicional, por que ainda existem problemas relacionados à pouca utilização da
capacidade em linhas de produção e a atrasos de pedidos?
Desde que os métodos de administração da produção aplicados à TOC foram divulgados
por seu criador, Eliyahu Goldratt, ela se mostrou muito comentada e passou a ser utilizada por
muitas empresas. Por meio da revisão da literatura, busca-se verificar se atualmente essas idéias
continuam válidas e aplicadas, não somente em linhas de produção, como também em outras
áreas e se realmente elas trazem bons resultados a organizações.
Então, o objetivo geral deste trabalho é fazer uma análise da TOC, desde quando surgiu
até o contexto atual. Para isso, será apresentada uma revisão da literatura tendo como objetivos
específicos descrever o histórico da TOC, mostrar suas aplicações, determinar como está sua
evolução, verificar como está sendo aplicada em organizações e comparar a forma como se
encontra atualmente frente às suas idéias iniciais. Por fim, será verificado se há utilização dos
métodos relacionados em uma indústria de laticínios de pequeno porte.
2. MATERIAL E MÉTODO
O trabalho foi desenvolvido a partir de um levantamento sobre o que há disponível na
literatura sobre a Teoria das Restrições em publicações, livros, periódicos, internet, entre outros.
A partir daí, foi feita uma revisão bibliográfica com as idéias fundamentais dos principais
autores.
Então, as idéias de diversos autores foram expostas e analisadas, com a finalidade de
compará-las, mostrar algumas peculiaridades e verificar a aceitação da TOC no contexto atual,
assim como seus novos campos de aplicação.
Visando a uma aplicação da TOC, foi realizado um estudo de caso superficial em uma
indústria de laticínios de pequeno porte. Para este estudo, realizou-se observação direta e
entrevistas com funcionários. Em seguida, mostrou-se como a empresa se comporta frente aos
princípios estabelecidos pela TOC e suas particularidades.
3. REVISÃO DA LITERATURA
3
3.1 HISTÓRICO
No início dos anos 70, o então estudante de física Eliyahu Goldratt, com a finalidade de
ajudar um amigo no planejamento de sua fábrica de gaiolas para aves, desenvolveu uma
formulação matemática que se tornou a base do software de programação da produção chamado
OPT (Optimized Production Technology) (GUERREIRO, 1996). Na década de 80, intrigado por
achar que os métodos tradicionais de administração da produção não faziam sentido lógico,
Goldratt desenvolveu a TOC, que era uma ampliação das técnicas do OPT.
Tendo em vista a dificuldade em comercializar o software no mercado restrito de Israel,
Goldratt criou filiais de sua empresa Creative Output Inc. na Inglaterra, Estados Unidos e
Holanda e em 1984, juntamente com Jeff Cox, lançou o livro A Meta, em que apresenta
princípios de sua teoria de forma prática na forma de um romance, tendo como objetivo principal
divulgar suas idéias a um grande número de pessoas. Segundo Corbett (1997), muitos executivos
de empresas leram o livro e passaram a aplicar princípios da TOC o mais rápido possível. Grande
parte das empresas que implementaram os métodos de administração propostos por Goldratt
tiveram melhoras tão significantes que os problemas passavam a surgir em outras áreas delas.
Então, Goldratt desenvolveu soluções para outras áreas das empresas, como por exemplo
gerenciamento de projetos.
Ao perceber que a cada vez que criava soluções prontas para as empresas, elas obtinham
uma melhora considerável e depois estagnavam, Goldratt, em 1991, decidiu passar a ensinar o
raciocínio lógico que usava para solucionar os problemas para que as organizações aprendessem
a resolvê-los. Em 1994, lançou o livro Não É Sorte para poder divulgar os Processos de
Raciocínio. Estes, por sua vez, não são aplicados apenas a linhas de produção, rompendo limites
e sendo utilizados em muitas áreas do conhecimento humano (CORBETT, 1997).
3.2 A TOC
A TOC prega que todo sistema tangível, assim como uma instituição com fins lucrativos,
têm pelo menos uma restrição, que é aquilo que o impede de conseguir mais do que almeja, ou
seja, mais do que sua meta. Caso contrário, o sistema produziria uma quantidade infinita do que
anseia. Considerando uma instituição com fins lucrativos, seriam lucros infinitos (NOREEN,
1996). As restrições podem ser classificadas em físicas ou políticas. A primeira é composta por
4
mercado, fornecedores, máquinas, materiais, pedidos, projeto, pessoas. A segunda é formada por
normas, procedimentos e práticas usuais do passado (GUERREIRO, 1996).
Grande parte dos negócios podem ser vistos como uma seqüência de processos
interdependentes em uma cadeia que transforma as entradas em produções vendáveis. A TOC faz
uma analogia entre esse sistema e uma corrente. Para aumentar a resistência de uma corrente da
forma mais eficiente, deve-se identificar o elo mais fraco e concentrar esforços em fortalecer
unicamente esse elo. Assim, o elo mais fraco passa a ser outro, que será identificado e
fortalecido. Esse processo segue assim sucessivamente. Para uma linha de produção, isso
significa identificar o recurso restrição, concentrar esforços para aumentar sua capacidade e o
aperfeiçoamento contínuo é realizado (NOREEN et al., 1996).
Conforme Goldratt & Cox (1997), a meta de toda empresa é ganhar dinheiro, hoje e
sempre. Muitas vezes a meta é confundida com ações produtivas, ou seja, ações que levam a
empresa a atingir seu objetivo, tais como comprar sem pagar muito, empregar bom pessoal, alta
tecnologia, fazer produtos de boa qualidade e conquistar uma participação no mercado.
Para saber se uma empresa está realmente ganhando dinheiro, é necessário saber acerca da
situação de três medidas: o lucro líquido, que é uma medida absoluta determinada pela diferença
entre o ganho e a despesa operacional; o retorno sobre o investimento, que é uma medida relativa
que compara o dinheiro ganho e o investido, sendo definido pela razão entre lucro líquido e
inventário; e por fim o fluxo de caixa, que é uma medida de sobrevivência da empresa
(GOLDRATT & COX, 1997). A empresa então deve estar sempre buscando aumentar as duas
primeiras medidas e ter um fluxo de caixa suficiente.
Entretanto, essas medidas são úteis apenas para o desempenho global da empresa. Para o
caso de ações operacionais que visam ao cumprimento da meta, Goldratt & Cox (1997)
desenvolveram um conjunto diferente de medidas composto por três parâmetros: ganho, que é o
índice pelo qual o sistema ganha dinheiro por meio de vendas; inventário, que consiste em todo
dinheiro que o sistema investiu na compra do que algum dia pretende vender, o que inclui desde
estoque de matérias-primas até máquinas e a própria fábrica; e despesa operacional, composta por
todo dinheiro gasto pelo sistema para transformar inventário em ganho, o que inclui mão-de-obra,
energia elétrica, depreciação, entre outros. Por isso não leva em consideração o valor agregado ao
produto.
5
Essas definições de medidas eliminam a confusão de decidir se o dinheiro gasto é
investimento ou despesa. Então, para que uma organização atinja seu objetivo de ganhar dinheiro,
ela deve aumentar o ganho ao mesmo tempo em que reduz o inventário e a despesa operacional.
3.3 OS PRINCÍPIOS BÁSICOS DA TOC
Segundo Goldratt & Cox (1997), a TOC trata da organização como um todo, ou seja, não
se interessa em ótimos isolados. Sendo assim, propõe que “a soma dos ótimos locais não é igual
ao ótimo total” e estabelece nove princípios básicos identificados a seguir:
1. O fluxo deve ser balanceado em vez da capacidade. Isso por meio da identificação
dos gargalos do sistema, ou seja, dos recursos que limitam o fluxo do sistema como um todo.
2. A utilização de um recurso não-gargalo não é determinada por sua disponibilidade,
mas por alguma outra restrição do sistema.
3. Isso leva ao terceiro princípio: utilização e ativação de um recurso não são
sinônimos. Utilização é o uso de um recurso não-gargalo de acordo com a capacidade do recurso
gargalo. Já ativação corresponde ao uso de um recurso não-gargalo em volume superior ao
requerido pelo recurso gargalo.
4. O quarto princípio diz que uma hora perdida no gargalo é uma hora perdida no
sistema global. Isso porque os recursos não-gargalos devem trabalhar de acordo com o fluxo
estabelecido pelo gargalo.
5. De maneira análoga, pode-se extrair outro princípio: uma hora ganha num recurso
não-gargalo não é nada, apenas uma miragem. Isso provocaria ociosidade no recurso ou acúmulo
de estoque em processo.
6. O lote de transferência não pode e, freqüentemente, não deve ser igual ao lote de
processamento. A transferência de material processado antes mesmo de que todo o material do
lote de processamento esteja processado permite que os lotes sejam divididos, reduzindo o tempo
de passagem dos produtos pela fábrica.
7. O lote de processamento deve ser variável e não fixo. Diferentes operações
solicitam que tamanhos de lotes também sejam diferentes.
8. Os gargalos determinam o ganho e o inventário. Antes do gargalo, cria-se um time
buffer, que é um estoque por tempo de segurança, ou seja, os materiais são programados para
6
chegarem ao gargalo um tempo antes do instante em que ele irá iniciar sua operação, a fim de
evitar que qualquer eventual atraso no recurso não-gargalo provoque parada no gargalo.
9. Por fim, a programação de atividades deve ser estabelecida considerando todas as
restrições simultaneamente. Assim, os lead-times, ou tempo de atravessamento da matéria-prima,
devem ser resultados da programação e não estabelecidos a priori.
3.4 ETAPAS DO GERENCIAMENTO
Goldratt & Cox (1997) sugerem as seguintes etapas a serem seguidas para que se possa
gerenciar um sistema produtivo de acordo com a TOC:
1. Identificar a(s) restrição(ões) do sistema: identificar os recursos que restringem a
capacidade do sistema.
2. Decidir como explorar a(s) restrição(ões) do sistema: tirar o máximo das restrições,
de modo que não se perca tempo algum nos gargalos.
3. Subordinar o resto à decisão anterior: os gargalos que definem o fluxo de produção,
os materiais em estoque e a ocupação dos recursos não-gargalos.
4. Elevar a(s) restrição(ões): aumentar de alguma forma a capacidade do gargalo para
que a capacidade de fluxo do sistema também seja aumentada.
5. Se, nas etapas anteriores, mudar alguma restrição, voltar ao primeiro passo, sem
permitir que a inércia gere uma restrição no sistema: ao aumentar a capacidade de um gargalo e
torná-lo uma não-restrição, deve-se identificar a(s) nova(s) restrição(ões).
3.5 CONTABILIDADE DE GANHOS
Com as várias críticas sofridas ultimamente pela contabilidade de custos tradicional, TOC
rompe este paradigma utilizando a contabilidade de ganhos, que é um modo mais simples de
solucionar problemas relativos à contabilidade gerencial, tornando de pouca utilidade os outros
meios mais complexos.
Segundo Corbett (1999, p.33), “aqueles que acham que o problema com o predominante
sistema de contabilidade gerencial é que ele não aloca bem os custos aos produtos tendem a
defender o custeio ABC como solução”. Mas há pessoas que acreditam que custos não devem ser
alocados ao produto. Nisto se baseia a contabilidade de ganhos, que não calcula custos do
7
produto. Ela vai indicar exatamente se decisões na empresa a estão levando em direção à sua
meta, que é ganhar dinheiro.
As três diferenças básicas entre os métodos da contabilidade tradicional e a contabilidade
de ganhos são que esta não se preocupa em determinar os custos do produto, não os calcula e
utiliza e, para auxiliar na tomada de decisão, usa o ganho por unidade do produto, tempo que
cada produto utiliza do gargalo e despesas operacionais da empresa (CORBETT, 1999).
Outra grande diferença está na maneira como a contabilidade tradicional lida com relação
a eficiência, ao afirmar que eficiências locais levam à alta eficiência global. Essa busca por
eficiências locais resulta no conceito de custo de um produto. Assim, gerentes são induzidos a
focar seus esforços no aumento de eficiência, em qualquer setor que seja, a fim de reduzir o custo
unitário do produto.
A contabilidade de ganhos utiliza como ferramentas planilhas simples que necessitam
apenas de dados sobre os preços de seus produtos, o custo variável total ou despesa operacional e
o tempo utilizado por cada produto no recurso restrição. Este é o único processo em que tempo de
processo que é requerido. Essas planilhas permitem à empresa fazer a previsão de seu
desempenho financeiro de acordo com o mix de vendas e fazer várias simulações (CORBETT,
1999).
3.6 PERCEPÇÃO DE VALOR DOS PRODUTOS DA EMPRESA
Várias empresas têm um mercado inexplorado muito grande e suas políticas de marketing,
normalmente derivadas do mundo do custo, as impedem de explorá-lo (CORBETT, 1997). Além
disso, o mundo do custo impõe um preço único, determinado ao produto de acordo com os
métodos da contabilidade tradicional.
Conforme Goldratt (2004), para aumentar significativamente as vendas, é necessário
aumentar a percepção de valor dos produtos e para isso não é preciso criar produtos novos e
aperfeiçoados. A imposição de um preço único leva os clientes que possuem uma percepção de
valor elevada a pagarem um preço reduzido por seus produtos, ou seja, clientes estariam
dispostos a pagar mais do que o preço atual.
A percepção é diferente em relação ao mercado do produto e seu fornecedor. Para este,
como afirma Goldratt (2004, p.150) “o produto é o produto físico real”, ao passo que, para o
mercado, “o produto é a oferta total”. Melhorar um produto do ponto de vista de um fabricante
8
significa investir em engenharia, em equipamentos e em tempo. Enquanto isso, para mudar a
percepção aos olhos do mercado, não é necessário mudar o produto físico, mas sim sua periferia,
ou a parte da oferta que não é produto físico, o que exige pouco investimento.
3.7 SINCRONIZAÇÃO DA PRODUÇÃO
Goldratt & Cox (1997) definem uma fábrica balanceada como aquela onde a capacidade
de todos os recursos é equilibrada exatamente com a demanda do mercado. Para ele, uma fábrica
na qual todos estão trabalhando todo o tempo é muito ineficiente, uma vez que quando a
capacidade de uma fábrica é diminuída a ponto de ficar exatamente igual à demanda do mercado,
o ganho cai e o inventário sobe. Como aumenta inventário, aumenta também seu custo de
manutenção, resultando em despesa operacional.
Conforme Noreen (1996), a partir de uma mudança na maneira como as atividades são
programadas numa fábrica, pode-se aumentar o ganho e reduzir os inventários. A produção
sincronizada, definida como um modo sistemático de buscar fazer o produto em processo passar
pelos recursos de forma rápida e uniforme de acordo com a demanda do mercado, é um meio de
obter êxito neste sentido.
Rocha Neto (2001 : p.39) define produção sincronizada como “uma ferramenta de gestão
de produção cuja prioridade é identificar as restrições de um sistema para poder administrar todo
o sistema priorizando as ações com base na restrição.” Assim o inventário é mantido a um nível
razoavelmente baixo e o ganho é aumentado.
Baseado nos nove princípios da TOC, Goldratt criou uma técnica para o planejamento,
programação e controle da produção chamada Tambor-Pulmão-Corda (TPC).
Nesta técnica, o tambor é uma programação que vai ditar o ritmo da produção na fábrica
de acordo com a capacidade do recurso de restrição, ou gargalo. Essa programação contém os
itens a serem produzidos, suas quantidades e os horários do início e final do processo. Para
proteger uma restrição não é necessário apenas desenvolver o tambor, pois ao criá-lo, lida-se com
a condição necessária para solucionar os problemas de capacidade. Ou seja, ele só vai determinar
se o planejamento da produção é possível. Então, deve-se proteger o planejamento de algumas
incertezas no processo (CORBETT, 2003).
Corbett cita como um exemplo de incerteza a parada de um recurso que alimenta a
restrição. Caso isso aconteça, a restrição pára de trabalhar por falta de material e a perda por esta
9
parada será uma perda para todo o sistema. Assim, criam-se pequenos estoques logo antes do
gargalo para que, caso algo ocorra com os recursos que o alimentam, ele ainda continue
trabalhando por um certo tempo. Esses estoques de proteção são criados por meio da chegada de
material a ser processado no gargalo pouco tempo antes do horário previsto para o início. Este
“pouco tempo antes” é o que a TOC chama de pulmão.
A função principal do pulmão então é proteger a restrição de qualquer tipo de flutuação
estatística, a fim de garantir o suprimento de materiais ao gargalo de modo que produza em 99%
do tempo, já que para garantir 100% seria necessário um pulmão infinito. Então, um dos fatores
que influenciam no tamanho do pulmão é a variância no processo. Quanto maior ela for, maior o
pulmão será. A capacidade dos outros recursos, os recursos não-restrição, também tem influência
no tamanho do pulmão. Quanto maior for a capacidade da não-restrição, menor será o pulmão.
Um pulmão menor do que o ideal coloca em risco o planejamento pelo tambor e,
conseqüentemente, o desempenho da companhia. Em contrapartida, um pulmão além do ideal
não aumenta a proteção e aumenta o inventário (CORBETT, 2003).
Rodrigues (1994) apud Guerreiro (1996) caracteriza os pulmões, ou buffers, em três tipos:
shipping buffer, que é o intervalo de tempo que protege a restrição de mercado; resource buffer,
que protege o gargalo contra interrupções no processo; e assembly buffer, que se localiza antes de
um setor de montagem para protegê-lo contra um eventual atraso na entrega de partes pelo
gargalo.
A corda é o mecanismo que determina a distribuição de materiais para a fábrica de acordo
com o gargalo, impedindo que elementos do sistema ultrapassem o ritmo definido pelo tambor,
mesmo que a capacidade não esteja sendo totalmente utilizada. Segundo Srinivasan et al. (2004),
a corda vai garantir que material não-trabalhado não seja introduzido ao chão de fábrica a uma
taxa maior do que a que o gargalo suporta. Caso a restrição não seja um gargalo da fábrica, a
corda garante que o material não seja introduzido no chão de fábrica a uma taxa maior do que a
da demanda do mercado.
Em uma de suas pesquisas, Corbett & Csillag (2001) analisaram a implementação do TPC
em sete empresas no Brasil e encontraram bons resultados em grande parte delas como redução
considerável dos lead-time, aumento de capacidade de produção efetiva sem crescimento nos
investimentos, melhora no cumprimento de prazos de entrega e aumento de receitas por
funcionário por ano. Além disso, puderam ser observadas algumas melhoras não-mensuráveis,
10
como maior disponibilidade de tempo para que supervisores e gerentes se dedicassem a outras
atividades na empresa, redução nos atritos entre os diferentes setores, balanceamento do fluxo,
foco maior nos processos de aprimoramento contínuo e redução de horas-extras.
Entretanto, na mesma pesquisa, os autores identificaram três desvantagens na aplicação da
técnica TPC: em primeiro, os defensores da TOC são vistos dentro da organização como
concorrentes, pelo fato de a TOC desafiar as técnicas tradicionais de gestão; também há um certo
relaxamento no controle de despesas operacionais no início da implementação, uma vez que a
teoria sugere um foco no ganho, mesmo sem, em momento algum, sugerir que as despesas não
sejam controladas; e, por fim, o crescimento do refugo causado pelas novas preparações em
máquinas, já que os lotes geralmente são reduzidos.
3.8 OS PROCESSOS DE RACIOCÍNIO
Conforme Noreen et al. (1996), o aprimoramento constante da área de produção pode
levar eventualmente a um excesso de capacidade produtiva, sem aumento do lucro. Então, a
restrição muda para fora da fábrica e normalmente ela passa a ser representada por uma restrição
política, que impede a empresa de aumentar seus lucros. Há ocasiões em que a restrição parece
ser uma demanda insuficiente, mas na verdade é uma política que impede a exploração de novas
oportunidades de mercado.
Por meio de ferramentas dos Processos de Raciocínio (PR), é possível resolver problemas
relacionados às políticas. Essas ferramentas permitem às pessoas pensar de modo criativo e
podem ser usadas para tratar de qualquer problema organizacional, pessoal ou interpessoal,
passível de solução. Assim, define-se processo de raciocínio como um sistema lógico e elaborado
utilizado para compreender e lidar com relações de causa e efeito (NOREEN et al., 1996).
Com o objetivo de obter um aprimoramento contínuo e dado que qualquer melhora é uma
mudança, então a TOC vai examinar três questões relacionadas à modificação: “o que mudar?”,
que nada mais é do que identificar o problema central do sistema, já que tratar da restrição em
vez de lidar com os sintomas poderá melhorar o sistema como um todo; “para o que mudar?”,
construindo soluções para o problema central e assegurando que elas não causarão mais
problemas; e “como mudar?”, delineando um plano estratégico para as soluções e decidindo a
tática apropriada. Para que ocorra o processo de aprimoramento contínuo, depois de
11
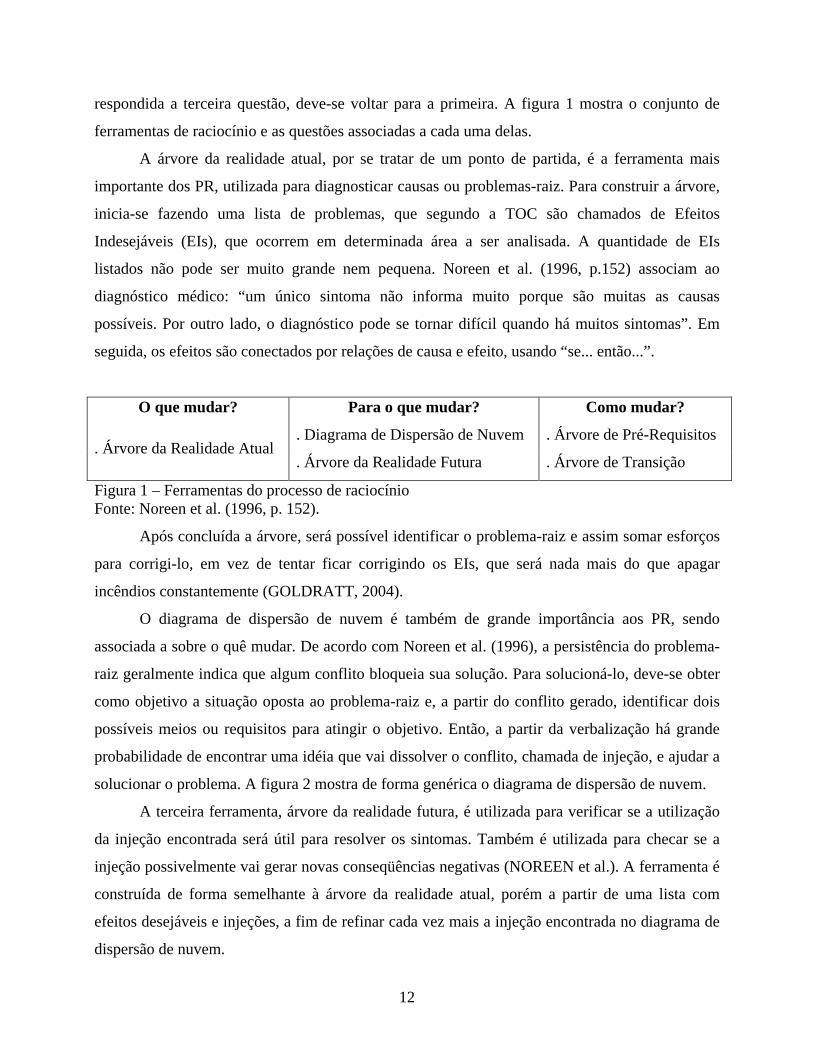
respondida a terceira questão, deve-se voltar para a primeira. A figura 1 mostra o conjunto de
ferramentas de raciocínio e as questões associadas a cada uma delas.
A árvore da realidade atual, por se tratar de um ponto de partida, é a ferramenta mais
importante dos PR, utilizada para diagnosticar causas ou problemas-raiz. Para construir a árvore,
inicia-se fazendo uma lista de problemas, que segundo a TOC são chamados de Efeitos
Indesejáveis (EIs), que ocorrem em determinada área a ser analisada. A quantidade de EIs
listados não pode ser muito grande nem pequena. Noreen et al. (1996, p.152) associam ao
diagnóstico médico: “um único sintoma não informa muito porque são muitas as causas
possíveis. Por outro lado, o diagnóstico pode se tornar difícil quando há muitos sintomas”. Em
seguida, os efeitos são conectados por relações de causa e efeito, usando “se... então...”.
O que mudar? Para o que mudar? Como mudar?
. Diagrama de Dispersão de Nuvem . Árvore de Pré-Requisitos . Árvore da Realidade Atual
. Árvore da Realidade Futura . Árvore de Transição
Figura 1 – Ferramentas do processo de raciocínio Fonte: Noreen et al. (1996, p. 152).
Após concluída a árvore, será possível identificar o problema-raiz e assim somar esforços
para corrigi-lo, em vez de tentar ficar corrigindo os EIs, que será nada mais do que apagar
incêndios constantemente (GOLDRATT, 2004).
O diagrama de dispersão de nuvem é também de grande importância aos PR, sendo
associada a sobre o quê mudar. De acordo com Noreen et al. (1996), a persistência do problema-
raiz geralmente indica que algum conflito bloqueia sua solução. Para solucioná-lo, deve-se obter
como objetivo a situação oposta ao problema-raiz e, a partir do conflito gerado, identificar dois
possíveis meios ou requisitos para atingir o objetivo. Então, a partir da verbalização há grande
probabilidade de encontrar uma idéia que vai dissolver o conflito, chamada de injeção, e ajudar a
solucionar o problema. A figura 2 mostra de forma genérica o diagrama de dispersão de nuvem.
A terceira ferramenta, árvore da realidade futura, é utilizada para verificar se a utilização
da injeção encontrada será útil para resolver os sintomas. Também é utilizada para checar se a
injeção possivelmente vai gerar novas conseqüências negativas (NOREEN et al.). A ferramenta é
construída de forma semelhante à árvore da realidade atual, porém a partir de uma lista com
efeitos desejáveis e injeções, a fim de refinar cada vez mais a injeção encontrada no diagrama de
dispersão de nuvem.
12
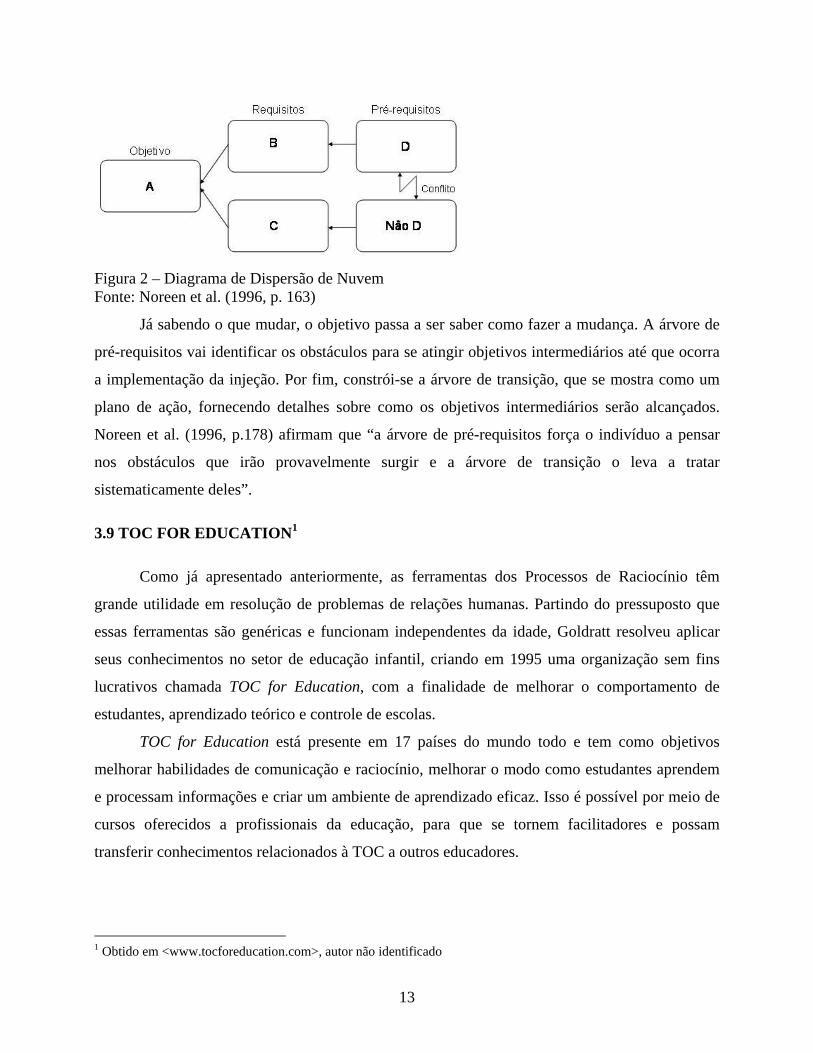
Figura 2 – Diagrama de Dispersão de Nuvem Fonte: Noreen et al. (1996, p. 163)
Já sabendo o que mudar, o objetivo passa a ser saber como fazer a mudança. A árvore de
pré-requisitos vai identificar os obstáculos para se atingir objetivos intermediários até que ocorra
a implementação da injeção. Por fim, constrói-se a árvore de transição, que se mostra como um
plano de ação, fornecendo detalhes sobre como os objetivos intermediários serão alcançados.
Noreen et al. (1996, p.178) afirmam que “a árvore de pré-requisitos força o indivíduo a pensar
nos obstáculos que irão provavelmente surgir e a árvore de transição o leva a tratar
sistematicamente deles”.
3.9 TOC FOR EDUCATION1
Como já apresentado anteriormente, as ferramentas dos Processos de Raciocínio têm
grande utilidade em resolução de problemas de relações humanas. Partindo do pressuposto que
essas ferramentas são genéricas e funcionam independentes da idade, Goldratt resolveu aplicar
seus conhecimentos no setor de educação infantil, criando em 1995 uma organização sem fins
lucrativos chamada TOC for Education, com a finalidade de melhorar o comportamento de
estudantes, aprendizado teórico e controle de escolas.
TOC for Education está presente em 17 países do mundo todo e tem como objetivos
melhorar habilidades de comunicação e raciocínio, melhorar o modo como estudantes aprendem
e processam informações e criar um ambiente de aprendizado eficaz. Isso é possível por meio de
cursos oferecidos a profissionais da educação, para que se tornem facilitadores e possam
transferir conhecimentos relacionados à TOC a outros educadores.
1 Obtido em <www.tocforeducation.com>, autor não identificado
13
3.10 TOC ASSOCIADA A OUTRAS FERRAMENTAS EM OUTROS SETORES
Srinivasan et al. (2004) mostraram como a aplicação de princípios da Teoria das
Restrições combinados ao pensamento enxuto propiciou mudanças satisfatórias no Centro de
Manutenção da Marinha Americana em Albany, Geórgia, no que se refere a redução de despesas,
agendamento de tarefas e cumprimento de prazos.
O Centro estava com dificuldades para completar reparos de equipamentos a tempo e isso
estava causando um crescente acúmulo de trabalho. Lá a programação das operações de
manutenção era baseada no sistema de planejamento dos recursos de manufatura (MRP II). Por
levar em conta uma demanda antecipada do consumidor e ser um sistema de empurrar, estava
resultando em uma freqüente reprogramação. Isso levava a atrasos, crescimento de níveis de
estoque e baixo fluxo. Então, o gargalo não era uma restrição de recurso físico, mas sim uma
restrição política introduzida pelo processo de programação.
Ao aplicar a TOC para tratar dos problemas do Centro, modelando-o como uma corrente
crítica, ficou claro que a instalação tinha capacidade mais do que suficiente para conduzir as
atividades necessárias para atender à demanda mensal de reparos e revisões. Enquanto a
aplicação da TOC tratava da restrição do sistema, o pensamento enxuto focou na redução de
perdas no processo e de forma geral no Centro. Assim, foi possível descobrir capacidade
adicional que poderia proporcionar mais crescimento.
Torres & Klippel (2002) citam a contribuição da sinergia entre a TOC e o Sistema Toyota
de Produção (STP) para a programação da produção. Pelo STP, sistemas produtivos constituem-
se de uma rede de processos e operações e não de um somatório de operações. Seus princípios e
técnicas foram estruturados para contribuir diretamente na determinação do fluxo de materiais
dentro do sistema produtivo. O fluxo é um dos pontos essenciais para a TOC, dada a necessidade
de priorização de recursos críticos pela manufatura sincronizada, através da técnica Tambor-
Pulmão-Corda.
Outro exemplo da sinergia citado por Torres & Klippel é o fato de após identificados os
recursos críticos no fluxo, passo fundamental na aplicação de idéias da TOC, é possível aplicar
técnicas e conceitos sustentados pelo STP diretamente nesses recursos, como Manutenção
Produtiva Total, Troca Rápida de Ferramentas, entre outras, a fim de eliminar pontos de
ineficiência do sistema.
14
Rocha Neto (2001) aplicou ferramentas dos Processos de Raciocínio da TOC para auxiliar
na resolução de problemas em um curso de graduação de uma Instituição de Ensino Superior.
Com a utilização das cinco ferramentas foi definido o que mudar, para o que mudar e como
realizar a mudança para eliminar o problema-raiz, que era o fato de existir muitas disciplinas no
curso, e, conseqüentemente, eliminar os efeitos indesejáveis. Algumas ações propostas já foram
ou estão sendo implementadas na instituição. Uma grande dificuldade encontrada pelo autor foi
com relação a adquirir habilidade suficiente para aplicar as ferramentas de forma satisfatória,
mesmo com a leitura de todo o material disponível.
4. ESTUDO DE CASO
4.1 CONSIDERAÇÕES INICIAIS
Com a finalidade de identificar características de uma empresa inerentes à TOC dentro de
um sistema que não tem conhecimento das idéias da Teoria, foi realizado um estudo de
observação em uma indústria de laticínios de pequeno porte localizada na região serrana do
estado do Espírito Santo. No presente estudo, são mostradas situações que ocorrem na empresa
sob a ótica da administração da produção tradicional que diferem das relativas à TOC.
A empresa, chamada por X, está há pouco mais de um ano no mercado e tem em seu
portfolio apenas queijos, de cinco tipos: Saint Paulin, minas padrão, minas frescal, queijo coalho
e ricota.
Seus principais clientes são supermercados da Grande Vitória, responsáveis por 80% das
vendas. O resto das vendas fica destinado ao pequeno varejo da região onde a fábrica se localiza.
Esses 20% restantes do mercado são compostos por padarias, lanchonetes, mercearias e turistas
que visitam a fábrica em fins de semana.
4.2 A PRODUÇÃO NA EMPRESA
A empresa tem uma capacidade máxima de ativação, seguindo a política contra hora-
extra, de processar dois mil litros de leite e obter aproximadamente 250 kg de queijo diariamente.
O processo produtivo é muito semelhante para os queijos da empresa, salvo a ricota. Esta
se difere bastante pelo fato de não ser produzida a partir de leite, mas sim do soro eliminado pela
15
fabricação do queijo que foi produzido anteriormente. A matéria-prima principal, o leite, é obtida
nas próprias instalações da fábrica.
A produção é determinada de acordo com as ordens de pedido, que chegam uma vez por
semana. Todos os dias são produzidos dois tipos de queijo: ricota e um dos quatro restantes. Toda
a ricota produzida é vendida. Quanto aos outros queijos, atualmente a empresa vem produzindo
mais do que vende.
Por estar há pouco tempo no mercado, a empresa X ainda vem passando por várias
modificações. Há pouco mais de dois meses, mudou o gerente industrial. Até então a fábrica
produzia a uma capacidade entre 180 e 200 kg de queijo por dia. Atualmente a fábrica opera com
capacidade média de 80 a 120 kg diários. Recentemente houve a contratação de um supervisor de
vendas para trabalhar com o gerente de vendas em busca de um aumento de mercado.
4.3 AS IDÉIAS DA TOC E A EMPRESA
Toda a ricota produzida na fábrica é vendida e sua produção se encontra abaixo da
demanda. Isso ocorre por falta de matéria-prima, ou seja, por falta do soro eliminado na produção
do queijo anterior. Neste caso, pode-se identificar inicialmente a matéria-prima como restrição do
sistema. A empresa descarta a possibilidade de comprar o soro de outras empresas em
decorrência da qualidade da matéria-prima.
Em seguida, ao explorar esta restrição, observa-se que para obtê-la em maior quantidade, a
empresa deveria produzir mais queijos de outros tipos. Mas como está operando abaixo da
capacidade máxima e ainda assim produz queijos à base de leite mais do que os vende, então
produzir a mais para obter o soro ocasionaria um acúmulo de produto final em estoque, o que já
acontece na fábrica. Gargalos dentro da seqüência de produção são desconsiderados, uma vez que
não há formação de estoques em processo, em decorrência da perecibilidade do produto. Então, a
restrição passa a ser o mercado, ou seja, existe capacidade suficiente para produzir esses tipos de
queijo, porém os pedidos são insuficientes.
Na exploração dessa nova restrição do sistema, a empresa busca, por meio da contratação
de outro funcionário de vendas, crescer no mercado. Assim, se tudo correr conforme as
expectativas, aumentarão os pedidos de queijos à base de leite e será possível subordinar os
recursos da fábrica à utilização demandada, objetivando aumentar a capacidade de utilização da
fábrica.
16
Apesar de não haver estoque em processo, a ativação de capacidade muito além da
demandada, anteriormente, provocou um acúmulo considerável de produto final em estoque,
principalmente dos queijos com maior prazo de validade: saint-paulin, minas padrão e queijo
coalho. O objetivo principal dessa capacidade acima da demandada era atender aos consumidores
esporádicos, como visitantes da empresa, sócios, pequenos estabelecimentos comerciais, entre
outros. Para reduzir essa quantidade de produto em estoque, atualmente, a capacidade foi
reduzida mesmo sem uma redução nos pedidos.
Neste caso, tendo em vista a possibilidade do crescimento de mercado e a efetivação dos
planos para reduzir o estoque, sugere-se para a empresa redimensionar o estoque do produto que
é destinado ao cliente de modo a formar um pulmão de entrega (shipping buffer), para não
acumular pilhas de produto em estoque e conseguir atender à demanda do mercado em
crescimento.
Como na situação atual a empresa está investindo no setor de vendas para aumentar seus
pedidos e está produzindo abaixo da demanda para reduzir seu estoque de produto final, sob a
ótica da TOC, pode-se concluir que ela está buscando aumentar o ganho com vendas, reduzir o
inventário e, conseqüentemente, reduzir a despesa operacional com a manutenção dos estoques.
Isso mostra que está passando por um processo de mudança na maneira de administrar a
produção, deixando para trás o modo tradicional e se submetendo a alguns princípios da TOC.
A disponibilidade do tempo ocioso dos funcionários, ocasionada pela redução na produção
diária, é utilizada para realização de outras tarefas relacionadas à limpeza de instalações e
equipamentos e à organização industrial.
5. CONCLUSÕES
Tendo em vista que os conceitos e idéias da Teoria das Restrições (TOC) já estão no
conhecimento público há bastante tempo e são bem aceitos por gerentes em geral, o trabalho teve
como objetivo analisar a TOC desde quando surgiu até o contexto atual a fim de verificar às
quantas anda sua utilização, por que ocorrem problemas relacionados a pouca utilização de
capacidades, de que forma vem sendo aplicada nos últimos anos e se está sendo aplicada também
em outros setores.
Atendendo aos objetivos específicos do trabalho, foi mostrado por meio da revisão da
literatura o histórico da TOC, seus princípios fundamentais, suas principais ferramentas e
17
técnicas, seus novos campos de aplicação e, por fim, foi realizado um estudo de observação em
uma pequena indústria de laticínios que iniciou suas atividades no mercado recentemente.
Não é de admirar que as idéias de todos os autores tenham uma tendência a convergir
sempre ao mesmo ponto e não provoquem muitas discussões entre eles. Isso porque Goldratt, que
pode ser considerado um cientista das organizações, teve um imenso cuidado ao elaborar as
definições relacionadas à TOC com bastante precisão e clareza. Entretanto, é possível observar
que, com o tempo, o universo de aplicação da TOC foi muito ampliado e não se encontra preso às
linhas de produção, como proposto inicialmente.
Nos últimos anos, tem-se visto exemplos de aplicações da TOC combinadas com outros
métodos a fim de obter um desempenho melhor. Também foi observado que sua aplicação teve
uma mudança considerável, deixando de se restringir às linhas de produção e passando a ter até
mais importância em questões relacionadas ao que ocorre fora do chão de fábrica. Além disso,
por meio dos processos de raciocínio, a utilização da TOC extrapolou ao sair das instituições com
fins lucrativos e passar a ser aplicada também em organizações sem fins lucrativos, como ocorre
com o TOC for Education, que oferece conhecimentos acerca dos processos de raciocínio a
crianças e jovens em dezessete países do mundo nos cinco continentes.
Além de romper com paradigmas sobre métodos de administração da produção
tradicionais, outro ponto interessante a respeito da TOC é que todas as suas ferramentas e
princípios partem simplesmente do bom senso e intuição. Aí está o porquê da simplicidade da
técnica e o fato de ela oferecer soluções simples para problemas que até então pareciam ser
absurdos. A TOC não considera que métodos tradicionais sejam completamente errados, mas
apenas aponta suas falhas e as considera complexas.
Assim, é visível a importância não só da utilização dos processos de raciocínio da TOC,
como da constante utilização de suas ferramentas para que se busque um aprimoramento contínuo
no que se refere ao domínio delas.
18
7. REFERÊNCIAS BIBLIOGRÁFICAS
BORNIA, A. C. Análise gerencial de custos em empresas modernas. Porto Alegre: Bookman, 2002. 202 p.
CORBETT NETO, T. Contabilidade de ganhos. São Paulo: Nobel, 1997. 191 p.
CORBETT NETO, T. Making better decisions. CMA Management, nov/1999. p. 33 – 37. Disponível em <http://www.corbett.pro.br> . Acesso em: 12 abr. 2005.
CORBETT NETO, T.; CSILLAG, J. M. Analysis of the effects of seven drum-buffer-rope implementations. Production and Inventory Management Journal, 2001. Disponível em <http://www.corbett.pro.br> . Acesso em: 12 abr. 2005.
CORBETT NETO, T. Drum-buffer-rope. 2003. Disponível em <http://www.corbett.pro.br> . Acesso em: 12 abr. 2005.
CORRÊA, H. L.; GIANESI, I.G. N. Just in time, MRP II e OPT: um enfoque estratégico. 2 ed. São Paulo: Atlas, 1996. p. 143 – 166.
GOLDRATT, E. M.; COX, J. A meta: um processo de aprimoramento contínuo. Tradução de Claudiney Fullmann. São Paulo: Educator, 1997.385 p.
GOLDRATT, E. M. Não é sorte: a aplicação dos Processos de Raciocínio na Teoria das Restrições. Tradução de Thomas Corbett Neto. São Paulo: Nobel, 2004. 248 p.
GUERREIRO, R. A meta da empresa: seu alcance sem mistérios. São Paulo: Atlas, 1996. p. 13 – 55.
SRINIVASAN, M. M.; JONES, D.; MILLER, A. Applying the theory of constraints principles and lean thinking at the marine corps maintenance center. Defense Acquisition Review Journal, set/out. 2004. Disponível em: <http://toc-goldratt.com/toc-update/2004/09-10> Acesso em: 12 abr. 2005.
MARTINS, F. A. O Processo de Raciocínio da Teoria das Restrições na indústria moveleira de pequeno porte: um estudo de caso. 2002. 105f. Dissertação (Mestrado em Engenharia de Produção) - Programa de Pós-Graduação em Engenharia de Produção, UFSC. Florianópolis. 2002.
NOREEN, E.; SMITH, D.; MACKEY, J. T. A teoria das restrições e suas implicações na contabilidade gerencial: um relatório independente. Tradução de Claudiney Fullmann. São Paulo: Educator, 1996. 184 p.
ROCHA NETO, A. O Processo de Raciocínio da Teoria das Restrições em Instituições de Ensino Superior: um estudo de caso. 2001. 116f. Dissertação (Mestrado em Engenharia de
19
Produção) – Programa de Pós-Graduação em Engenharia de Produção, UFSC, Florianópolis. 2001.
RODRIGUES, L. H. Developing an approach to help companies synchronise manufacturing. Tese de doutorado – Department of Management Sciences, University of Lancaster. 1994.
TOC FOR EDUCATION. Disponível em: <www.tocforeducation.com>. Acesso em: 12 Abr. 2005.
TORRES, M. S.; KLIPPEL, M. Considerações sobre o planejamento, programação e controle da produção e materiais com base na sinergia entre o Sistema Toyota de Produção e a Teoria das Restrições. In: XXII Encontro Nacional de Engenharia de Produção, 2002.
20