organizing for lean: autonomy, recursion and cohesion
TRANSCRIPT

Organizing for Lean
Autonomy, Recursion and Cohesion
Insights from the Viable System modelby Ben Sagalovsky 2015
SIL
O
SIL
O
SIL
O
SIL
O

Organizing for LeanAutonomy, Recursion and Cohesion
Insights from the Viable System model
Version 2.1 November 2015
Benjamin Sagalovsky
This publication may be reproduced, as a whole or in part, remixed or transformed, provided that acknowledgement of the source is made. Notification of such would be appreciated.
by Ben Sagalovsky 2015

The Viable System modelWhy a model:• Lean often turns out to be much harder to establish and sustain than expected.
• Part of the difficulty arises from discounting its organizational aspects – what is needed organizationally so that Lean can succeed and take root.
• A good (mental) model of organizational issues can shed light on the areas to focus in order to ensure the success of a Lean initiative. Value Stream Mapping, for instance, contributes such an insight at the production line level.
The Viable System model (VSm)
• Written here with a lowercase “m” to differentiate it from Value Stream Mapping.
• Developed and presented in several books in the 1970s and ‘80s by Stafford Beer (former Production Controller and Operations Research manager at United Steel).Beer challenges some key ideas on what constitutes an organization and thus the VSm approach, not unlike many Lean concepts, takes a while to fully grasp.
• These slides present a very partial view of the VSm, focusing on its application in support of Lean deployments. The discussion follows the terminology and approach of Raul Espejo, who has advanced the development and application of the VSm and elaborated on the key deployment tools to be discussed below, the unfolding of complexity and the primary activity-function table.
3by Ben Sagalovsky 2015

The VSm’s Perspective on OrganizationsThe VSm models the viable enterprise as a Recursive organization
of Autonomous Units within Autonomous Units.
4by Ben Sagalovsky 2015
EN
VI
RO
NM
EN
T
The overall organization…
…whose main value-adding activities…
…an autonomous unit…
… in interaction with its environment…
…are each carried out by its own autonomous unit…
…and so on…
A Unit is Autonomous if it is able to conceive, implement, execute and evolve its own processes, products and services in continuous interaction with its environment, and in alignment with the goals and policies agreed with its embedding organization.
Supporting and orienting functions
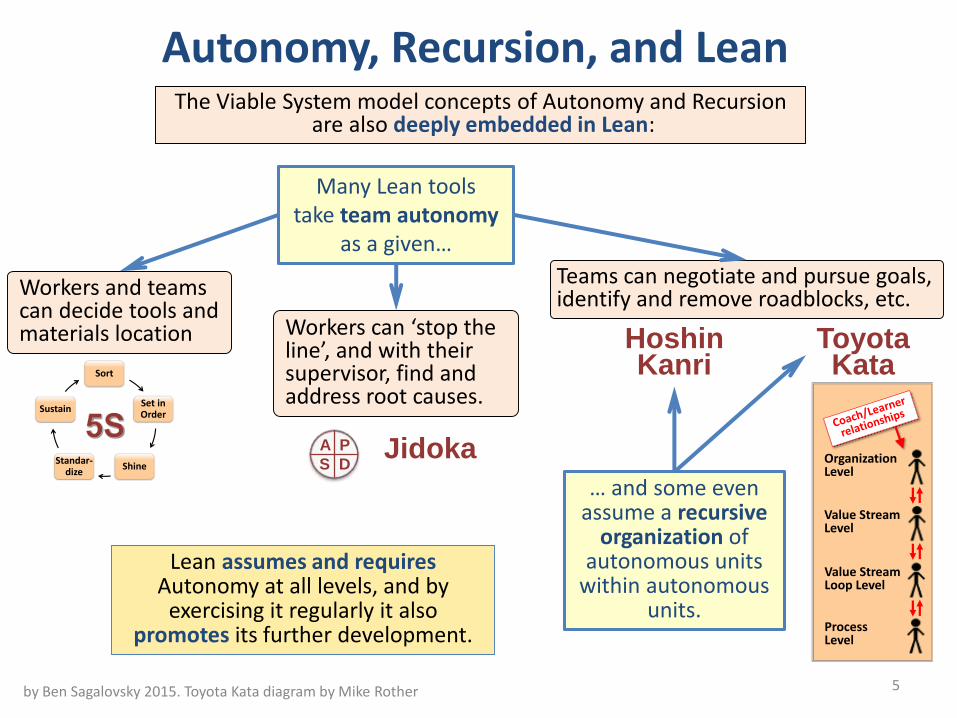
Autonomy, Recursion, and Lean
5by Ben Sagalovsky 2015. Toyota Kata diagram by Mike Rother
Lean assumes and requires Autonomy at all levels, and by
exercising it regularly it also promotes its further development.
Value StreamLevel
Value StreamLoop Level
ProcessLevel
OrganizationLevel
Many Lean tools take team autonomy
as a given…
Workers and teams can decide tools and materials location Workers can ‘stop the
line’, and with their supervisor, find and address root causes.
Teams can negotiate and pursue goals, identify and remove roadblocks, etc.
Sort
Set in Order
ShineStandar-
dize
Sustain
Jidoka
HoshinKanri
ToyotaKata
… and some even assume a recursive
organization of autonomous units
within autonomous units.
The Viable System model concepts of Autonomy and Recursionare also deeply embedded in Lean:
A P
S D

An Example: Levels of Autonomyin a Value Stream - Based Organization
6by Ben Sagalovsky 2015
Consider an organization that, after much effort, has organized itself along value streams, in the spirit of Learning to See.
Loop 1a Loop 1b Loop 1c Loop 1d
Value Stream 1
Loop 2a Loop 2b Loop 2c
Value Stream 2
Loop 3a Loop 3b Loop 3c Loop 3d
Value Stream 3For simplicity’s sake some items are not shown:information flows, customer pull, shared processes, suppliers, etc.
on the organizational decisions taken when the value streams
were established!
Value Stream 1
Value Stream 2
Value Stream 3
Loop
Loop
Loop
Loop
Loop
Loop
Loop
Would this constitute a Recursive organization of Autonomous Units within Autonomous Units?
It depends…
The following slides present three possible scenarios . . .

7by Ben Sagalovsky 2015
Organizational Scenario 1: Top-down Lean
The value stream structure is conceived, implemented and updated by a Lean
specialist team.Product changes, decided elsewhere, are implemented by Production Engineering
and the Lean specialist team.
Production Control does not have to call all the shots, thanks to Lean tools and practices:• Loops self-schedule based on clear
Pull signals• Value Streams decide on Kanban and
supermarket sizes, heijunka job sequencing, etc.
A unit is autonomous if it is able to conceive, implement, execute and evolve its own processes, products and services in continuous interaction with its environment,
and in alignment with the goals and policies agreed with its embedding organization.
“Operational Discretion”
Operational complexity is addressed right where it arises, at the loops and value streams.
Production Control can now focus on interfacing with marketing, sales, planning, etc. – addressing the residual complexity that in this Scenario cannot be locally dealt with.
Production Engineering and the Lean team overwhelmed by the complexity of addressing all the details, breakdowns and evolution of the production processes.
This results in queues for their time and attention, problems getting out of control for lack of timely and appropriate care, long stabilization times at product startup, etc.

8by Ben Sagalovsky 2015
Organizational Scenario 2: Engaged, Evolving Lean
The structure is the outcome of Value Stream Mapping efforts where all levels
participate. Future State Maps are periodically updated, and seen as Challenges to strive for as part
of an ongoing Toyota Kata process.
A unit is autonomous if it is able to conceive, implement, execute and evolve its own processes, products and services in continuous interaction with its environment,
and in alignment with the goals and policies agreed with its embedding organization.
“Internal Process Discretion”
Internal process complexity is addressed at the level it arises, at the time it arises, by the people directly involved in each process.
Production Engineering and the Lean team provide support and training and work on planning ahead and on the residual process complexity that cannot be locally addressed.
Production Control deals with the residual complexity of interfacing with marketing, sales, planning, etc.
Involvement of high level personnel (above the value streams) is often required to address trade-offs and reach agreement with those groups.
Production Engineering and the Lean team do not need to focus on process details:
• VSM exercises lead to new visions of how work is to be conducted.
• The Toyota Kata process brings those visions to life.

9by Ben Sagalovsky 2015
Organizational Scenario 3: Integrated UnitsSimilar to Scenario 2, with the following changes:
• The product development, marketing and sales groups for each of the product families have been integrated with the corresponding value stream.
• A Hoshin Kanri process aligns efforts across all levels of the organization.
• The Value Stream and loop teams maintain ongoing conversations with suppliers and equipment manufacturers in order to identify opportunities and trends.
Production Control role absorbed into the integrated units.
Higher level involvement only required for setting direction, goals and boundary conditions.
A unit is autonomous if it is able to conceive, implement, execute and evolve its own processes, products and services in continuous interaction with its environment,
and in alignment with the goals and policies agreed with its embedding organization.
“Autonomy”
Overall complexity is addressed right where it arises, by those most affected and vested in the viability and success of each product family
The more self-contained organizational units allow for all the complexity of the interactions among production, sales, product development and marketing to be addressed directly.
This results in a more agile and flexible response to requirements and a faster integration of changes in business conditions and market trends.

Autonomy and Lean Deployment
10by Ben Sagalovsky 2015
SIL
O
SIL
O
SIL
O
SIL
OCoordination and decisions only possible here
Even when the structure is not conducive, it is still tempting to deploy Lean along the existing organization. But a lack of autonomy and the resulting organizational struggle could sabotage the process.
Deploying for instance Hoshin Kanri objectives along an unfavorable pre-existing structure may end up in failure if a lack of autonomy makes it difficult to achieve any significant, ambitious goals. Same with TPM, cells, Lean materials supply, and so on.
But, how could an organizational structure be defined than can actually promote autonomy and
thus facilitate Lean implementation?
In some cases (a crisis?), a complete reorganization may be considered.If this is not warranted, a temporary Deployment Structure can be set up to ease the Lean implementation and to pull the existing structure in its direction.
These scenarios illustrate how organizational decisions impact autonomy and, along with it, the reach and the depth of Lean implementations. Not all organizations are able to sustain autonomy, and this can create significant barriers to Lean deployment.

Organizing for Autonomy
11by Ben Sagalovsky 2015
Products and Services
Variety
Market Segments
Variety
Process and Technology
Variety
GeographicalVariety
Organization
Organizations are complex because they need to be able to cope with all the complexity inherent in the business.
The development of a structure based on Autonomous Units needs to start by splitting that complexity into pieces that can each be addressed autonomously.
SOME Products and Services
Variety
SOMEMarket
Segments Variety
SOME Process and Technology
Variety
SOMEGeographical
Variety
Unit 1SOME Products
and ServicesVariety
SOMEMarket
Segments Variety
SOME Process and Technology
Variety
SOMEGeographical
Variety
Unit 2
SOME Products and Services
Variety
SOMEMarket
Segments Variety
SOME Process and Technology
Variety
SOMEGeographical
Variety
Unit 3
By successively splitting the complexity along its different dimensions we can identify possible ways to create a whole structure of autonomous units within autonomous units.

The unfolding proceeds down to the lowest levels, reaching down to Value Streams and Loops.
A Value-Creation Centered Structure
12by Ben Sagalovsky 2015. Diagram from “Organizing for Lean” (Sagalovsky, 2015)
The successive “unfolding” of the complexity that has to be managed can help define a structure for the primary (value-adding) activities, those that generate the products and services that the clients value.
Note that an alternative unfolding could have split Markets at the highest level, thus suggesting a different structure based on top-level Industrial and Consumer divisions.
The decision on the order in which to unfold the complexity is strategic, based on expected market trends, on synergies to leverage and promote, etc. Whatever the order, the unfolding should ensure that each “chunk”, at each level, can be autonomously managed.
This example unfolds the complexity of a hypothetical company along its Geography, Market and Process dimensions.

Allocating the Functional Support Roles
13
A support task would best be de-centralized to a specific unit if it is a critical success factor for the unit, if it needs to be performed in a specific way for that unit, and if the demand and resources at the unit make such a de-centralization possible.
by Ben Sagalovsky 2015. Diagram from “Organizing for Lean” (Sagalovsky, 2015)
On their part, the support functions (internal HR, finance, sales, supply chain, etc.), need to be deployed so as to optimally support the work and the autonomy of the primary activity units.
The Primary Activity-Function table can be used to display the allocation of that support.
Pu
rch
as
ing
Co
ntr
ac
ts
Ma
rketi
ng
Pro
du
ct
De
ve
lop
me
nt
Sa
les
Ma
inte
nan
ce
Pla
nn
ing
Inte
rna
l C
on
tro
l
Bu
dg
et
an
d F
ina
nc
e
Sa
fety
Fo
rma
lT
rain
ing
Hir
ing
/ F
irin
g
Metallic, Inc.
Americas
North America
Consumer Products
Manufacturing
Distribution
Distribution Centers
Industrial Products
Manufacturing
Plants
Installation
Northeast
Prefab Shops
Onsite Crews
Primary Activities
Support Functions
At the level of the Americas unit there is no involvement on Purchasing and Marketing, but there is in Contracts, Planning, and Formal Training.
Onsite Crews are involved in Purchasing and Hiring/Firing, but not on Contracts or Marketing.
A dot in the table indicates that some tasks of that function are delegated to the Unit engaged in that primary activity; the specific tasks need to be clearly documented.

A Structure for Lean Deployment
14by Ben Sagalovsky 2015
SIL
O
SIL
O
SIL
O
SIL
O
At the start of a Lean deployment, the organization will likely not be structured as “autonomous units within autonomous units” (just like value streams will not be neatly made up of autonomous loops)
These are target states, to be pursued as part of the Lean deployment itself.
Pu
rch
as
ing
Co
ntr
acts
Mark
eti
ng
Pro
du
ct
Develo
pm
en
t
Sale
s
Main
ten
an
ce
Pla
nn
ing
Inte
rnal C
on
tro
l
Bu
dg
et
an
d F
inan
ce
Sa
fety
Fo
rmalTra
inin
g
Hir
ing
/ F
irin
g
Metallic, Inc.
Americas
North America
Consumer Products
Manufacturing
Distribution
Distribution Centers
Industrial Products
Manufacturing
Plants
Installation
Northeast
Prefab Shops
Onsite Crews
Primary Activities
Support Functions
Initial cascading of value-added activities groupings.
Support activities to be integrated at each grouping.
Makeup of leadership teams to hold accountable for the goals of each grouping.
Hoshin objectives, and other Lean tools, can now be effectively deployed along this structure.
It is in fact the pursuit of business objectives that provides direction, energy and motivation for setting up a Deployment Structure!
If a complete reorganization is not warranted, the VSm concepts and tools can still serve as a guide for setting up a temporary Deployment Structure:
The details of the deployment structure will need to be developed recursively, figuring out what splitting of complexity at the next level can best help achieve the goals of each grouping. At some point this will demand a complete value stream mapping effort!

Building Up the Units’ Capacity for Autonomy
15by Ben Sagalovsky 2015
It is not enough for the structure to “allow” Autonomy; each unit has to be able to effectively exercise it.
The VSm identifies three systemic functions that need to be active in units at all levels for them to be able to exercise Autonomy.
Setting direction and goals,
or localizing, negotiating and
incorporating goals from
higher-up in the organization.
Policy
Ensuring that the unit’s producing
activities(autonomous
units themselves) effectively
contribute to the overall unit’s
goals.
Cohesion
Identifying and assessing trends, opportunities and
threats in the environment, arising
from client needs, suppliers, competitors,
and the rest of the internal organization.
Intelligence
Even in the case of front-line teams, Lean emphasizes the importance of Cohesion (flow, pull, shared understanding via tracking boards, etc.),Intelligence (clear client and ‘next process’ requirements), and Policy (negotiating and setting goals, as with A3 or Toyota Kata).
These functions do not demand dedicated resources, but dedicated attention and effective processes

Securing Organizational Cohesion
16by Ben Sagalovsky 2015
Cohesion is a necessary counterpart to Autonomy – the “glue” that binds autonomous units together and ensures that they all share a common purpose and that their work is harmonized in the direction of that purpose
Lean developed naturally to attend to this complementarity: while it furthers the autonomy of teams at all levels, it also ensures cohesion through practices and tools that enhance Alignment, Monitoring and Coordination (see Table on the following slide).
The VSm seeks to recursively secure the organization’s Cohesion through mechanisms that, implemented at each unit, ensure its cohesion with its own embedded primary activity units, and so on.
Alignment: by Negotiating the goals and programs to pursue at each embedded unit and the necessary resources, Defining non-negotiable items (safety, compliance, etc.), and Intervening directly (only when absolutely necessary).
Coordination amongst the embedded units to ensure synergy, to avoid inconsistency and conflicts, and to reduce the residual complexity that has to be brought up to higher levels.
Monitoring (sporadically) the activities at the embedded units, so as to better understand their capabilities and constraints.
The columns of this table can help identify tools to use for reinforcing a particular dimension of Cohesion.
Rows can help assess if full advantage is being taken of a tool (e.g., is Standard Work used only for Alignment, and not for Monitoring?)

Lean Practices as Cohesion Enablers
17by Ben Sagalovsky 2015
Alignment Monitoring Coordination
Hoshin Kanri Negotiated goals and resour-ces. Tracking and reporting.
Deep understanding gained through PDSA review cycles.
Improvement and CoachingKata, A3
Negotiated goals and resources.
Supervisor in a coaching role, learning of issues and
difficulties. Can be used to improve upon coordination issues.
PDSA, Kaizen events Addressing stated goals.Deep understanding of issues
and blockages.
Going to Gemba ,Standing in the circle
First-hand witnessing of work processes.
Pull: Supermarkets, Kanban, etc.
Supermarket and Kanban status provide quick high-level
view of process and issues.
Enables direct coordination of production between
processes.
Value Stream MappingAgreements and
expectations clearly statedthrough Future State VSMs.
Direct witnessing of work processes.
One key focus is improving coordination among the value stream processes.
Standard Work, Production Boards, Visual Controls, 5S
Clear expectations, and negotiated evolution of
standards. Easy and promptidentification of issues
and workarounds.Stability and consistency
simplify coordination among processes.
Cycle Time specification and tracking
Clarity of goals, ease of tracking. Basis for assigning
resources.
Mistake-proofing, Jidoka, TPM
Lean Culture: Continuous Improvement, 7 Wastes, etc.
Provides common grounding for collective action.

Incorporating the Organizational Dimension into Lean Deployment Efforts
The prior discussion suggests some actions that can help establish a conducive organizational infrastructure when initiating (or re-energizing) a Lean Deployment:
Identify the organizational scope of the effort, and the goals to be pursued.• If the scope is not the whole organization, but a “slice”, or “pilot area”, make sure it
represents indeed an Autonomous unit – this may require enlarging it by securing the participation of some support functions and complementary value-added activities.
Agree on the outlines of a possible Deployment Structure.• If the target organization is not itself structured as “autonomous units within
autonomous units” then come to agreement on an initial Unfolding of Complexity and an associated Primary Activity – Function table.
Unfold, recursively, both the goals and the Deployment Structure.• Starting with the top level, identify a high-level lead team and validate the initially
stated goals with them.
• Recursively, with the help of the unfolding of complexity and the primary activity -function table, identify lead teams to hold accountable for each area at the next level down, and unfold the established goals to them, in the spirit of Hoshin Kanri.
• Support each team in establishing processes to attend to the Policy, Intelligence and Cohesion functions, making use of Lean tools to support Cohesion as appropriate.
•As the structure takes shape, leverage Lean processes such as Toyota Kata or A3 to advance towards the stated goals.
18by Ben Sagalovsky 2015

• This discussion has hopefully illustrated how the Viable System model can provide a much-needed perspective on what is needed organizationally so that Lean initiatives can succeed and take root and, more generally, on what it means organizationally to “go Lean”. This can also serve to orient and focus efforts aimed at setting up a Lean culture and organization.
• These slides represent an adaptation, with minor updates, of the paper "Organizing for Lean: autonomy, recursion and cohesion“, B. Sagalovsky (2015), Kybernetes, Vol. 44, iss: 6/7, pp.970 – 983
• For a comprehensive overview of the VSm and of Espejo’s work on this area, please refer to Organizational Systems: Managing Complexity with the Viable System Model, by Espejo, R. and Reyes, A., Springer-Verlag, Berlin-Heidelberg (2011),.
I would greatly appreciate learning about the thoughts that may have come up for you as you went through the presentation. Please share those thoughts, along with comments, questions and experience, in the Comments section below or directly via email at
Thanks!
Organizing for LeanInsights from the Viable System model
19by Ben Sagalovsky 2015