optimizaciÓn a nivel laboratorio del proceso de flotaciÓn me
TRANSCRIPT

OPTIMIZACIÓN A NIVEL LABORATORIO DEL PROCESO DE FLOTACIÓN MEDIANTE DISEÑOS EXPERIMENTALES DE UN MINERAL SULFURADO DE COBRE
PROVENIENTE DE CHILE
Orlando Ipanaqué Nizama Pedro López Principe

OPTIMIZACIÓN A NIVEL LABORATORIO DEL PROCESO DE FLOTACIÓN MEDIANTE DISEÑOS EXPERIMENTALES DE UN MINERAL SULFURADO DE COBRE PROVENIENTE
DE CHILE Orlando Ipanaqué Nizama* Pedro López Principe*
RESUMEN
El presente trabajo da a conocer las experiencias de aplicación de la teoría de Diseños Experimentales en la mejora del proceso de flotación de un mineral sulfurado de cobre, muestra proveniente de Chile. El proceso de flotación es empleado desde hace mucho tiempo como un proceso Físico-Químico convencional para la concentración de minerales de cobre, plomo, zinc, etc finamente molidos, la sensibilidad del proceso a diversos factores pueden afectar ostensiblemente su eficiencia haciéndolos menos competitivos con respecto a otros procesos. El presente estudio fue realizado en el laboratorio de Procesamiento de Minerales de la Facultad de Ingeniería, Departamento de Metalurgia de la Universidad de Santiago de Chile (USACH), gracias al convenio de investigación entre la Universidad Nacional Mayor de San Marcos y la Universidad de Santiago de Chile , con el firme propósito de incentivar a los alumnos y egresados de dichas Universidades a la investigación en el campo de la Metalurgia. Para este trabajo hemos aplicado el Diseño Experimental Factorial Fraccionado para la primera etapa de Investigación( Screening), ya que se contaba con suficiente muestra para llevar acabo las pruebas, se plantearon seis variables que a nuestro entender afectan el proceso de flotación y se determinaron las más significativas, se evaluó la influencia de Las siguientes variables: pH de la pulpa, % de granulometría (malla100), adición del colector principal (SF-323), adición del colector secundario (Hostaflot LIB-C), adición del espumante (MIBC) y agitación de la pulpa (rpm), posteriormente se realizo la etapa de escalamiento, utilizando el método de Pendiente Ascendente, para finalmente optimizar el modelo con un diseño hexagonal; Llegando a optimizar las variables influyentes en el proceso: % de Granulometría y Agitación. Los resultados obtenidos de las pruebas, han sido satisfactorios, se ha logrado incrementar la recuperación del Cobre en la etapa Rougher hasta 93%, superior al 87% con el cual estaba trabajando la concentradora.
*Instituto de Investigación de la Facultad de Ingeniería Geológica, Minera, Metalúrgica y Geográfica – UNMSM, Teléfax: (562 0000) E-mail: [email protected], [email protected]

1. INTRODUCCIÓN En el tratamiento de los minerales, para obtener resultados satisfactorios, es necesario la conjugación de muchos factores, dentro de ellos determinar los parámetros o condiciones optimas para el control del proceso, la finalidad es obtener una buena calidad de concentrados con las mínimas perdidas. Si bien el tratamiento de los datos estadísticos de muestras poblacionales tuvo sus comienzos en el campo de la Bioquímica y la Agricultura, desde aquellos años todas Las ramas de la Ingeniería han puesto énfasis en aplicarlos, y como era de esperarse la Metalurgia también ha encontrado en ella una herramienta muy útil, sobre todo con los Diseños Experimentales. Mediante estos diseños se determina Las variables que tienen mayor significancia en el proceso, ya sea mediante el Diseño Factorial, Factorial Fraccionado, Plackett y Burman, etc y posteriormente se optimiza dichas variables con los diseños de optimización, entre ellos: Diseño Pentagonal, Hexagonal, Octogonal, Compuesto, etc.
2. ANTECEDENTES, JUSTIFICACIÓN, OBJETIVOS, ESTRATEG IA DE TRABAJO ANTECEDENTES En la actualidad la tendencia mundial hacia una economía globalizada, ha incrementado competitividad en las industrias en general, obligando por lo tanto a las empresas a incrementar su eficiencia, a través de la optimización de sus diferentes procesos de fabricación, así como el desarrollo de nuevos procesos y productos. Por lo general para lograr estos objetivos, se hace uso de un método de experimentación, que puede ser desde la experimentación intuitiva, pasando por los Diseños Experimentales hasta los diseños robustos de Taguchi. JUSTIFICACION
Al optimizar un proceso de flotación en todo procesamiento de minerales mediante el uso racional de diseños experimentales y de una estrategia adecuada obtenemos las condiciones óptimas de una manera rápida, eficiente y confiable. OBJETIVOS El objetivo es realizar un estudio metalúrgico a escala de laboratorio de un mineral sulfurado con miras a determinar un modelo matemático para optimizar los índices de recuperación de un concentrado de cobre, en el proceso de flotación. ESTRATEGIA DE TRABAJO Para cumplir con los objetivos propuestos se desarrollará un plan de trabajo que contempla: 1. Preparación mecánica de las muestras, a través de etapas sucesivas de reducción de tamaño y tamizado se logrará un tamaño de 100% menos 10 mallas en la muestra inicial de trabajo, posteriormente a través de métodos de homogenización y cuarteo se obtendrá muestras representativas de aproximadamente 1 kilogramo.

Cinética de molienda: ♦ Se establecerá la carga de bolas adecuadas para este trabajo ♦ Se realizará moliendas a diferentes tiempos (5, 10, 15, 20 minutos) ♦ Se realizará el análisis granulométrico, empleando las mallas tyler 28, 35, 48, 65, 100, 150, 200, 270, 325 y 400, a los productos de molienda, incluyendo la muestra inicial para determinar la curva de cinética de molienda. 2. Caracterización del mineral: a) Análisis químico: ♦ Ley de cobre total ♦ Ley de Fierro total b) Calibración de la curva de molienda. c) Ensayos de flotación: A partir de pruebas experimentales se determinará el tiempo óptimo de flotación (cinética de flotación), mediante este esquema establecido para el tratamiento de esta mena se evaluaran la influencia de las diferentes variables operacionales que influyen en este proceso, como son: ♦ pH ♦ Granulometría ♦ Dosis de reactivos ♦ Agitación, El trabajo de investigación se llevo acabo aplicando diseños experimentales probados en la industria minera peruana a escala industrial, para lo cual tendríamos que aplicar 3 etapas bien definidas de trabajo: I ETAPA : Llamada también etapa de depuración o scrrening , que consiste en realizar pruebas de flotación aplicando un diseño factorial, diseño factorial fraccionado, o diseño planckett y Burmann. En esta primera etapa aplicamos un modelo matemático de primer orden (ecuación de una recta), es el primer intento de estudiar y determinar la significancia de cada una de la mayor parte de variables, si son hasta 3 variables se utiliza un diseño factorial 2n, para mayor de 6 variables existe el diseño factorial fraccionado o Plancckett y Burmann. Se trata de determinar la influencia de Las variables sobre la respuesta elegida usando como estadístico de discreción el t – student. II ETAPA : Llamada etapa de escalamiento , cuando la región optima se encuentra lejos de los experimentos iniciales, se inicia el escalamiento, que consiste en escalar sucesivamente hacia la región optima hasta llegar a ubicarla, como quien empieza a caminar o escalar hacia el punto mas alto de un cerro, para este propósito se utiliza los diseños experimentales secuenciales a. Directos: . Búsqueda simple(simples search) . Búsqueda múltiple(múltiple search)

b. Indirectos: . Método de pendientes ascendentes o descendentes. IIIETAPA: Es la parte final de la investigación y lo llamamos etapa de optimización final , en esta región los efectos de segundo orden son mayores en valor absoluto a los efectos de primer orden, lo que indica que esta región puede ser descrito apropiadamente mediante modelos matemáticos de segundo orden, en esta parte existe varios modelos pero los mas conocidos son el diseño Hexagonal (cuando se quiere investigar solo dentro del rango elegido) o el diseño octogonal (si se desea ampliar el rango), o en tres variables usando el DCC o Diseño Compuesto Central. Se estiman finalmente los mejores valores de las variables para lograr un valor máximo o mínimo en la respuesta elegida, usando como estadísticos de discreción el F de la regresión y F de la tabla de ajuste.
3. MARCO TEORICO DEFINICION DEL PROCESO DE FLOTACION La flotación es un método físico-químico para la concentración de minerales finamente molidos. El proceso implica el tratamiento químico de una pulpa de mineral, a fin de crear condiciones favorables para la anexión de ciertas partículas minerales a burbujas de aire, las que al subir a la superficie de la pulpa llevan consigo los minerales seleccionados, formando una espuma estabilizada desde la cual se recuperan las especies útiles mientras que el material no útil permanece sumergido en la pulpa. Los reactivos agregados alteran las propiedades superficiales de la partícula mineral, desde una condición hidrofóbica, ocasionando un desplazamiento del agua, permitiendo la adherencia del sólido al aire de la burbuja. En general no pueden recuperarse de manera efectiva partículas de mineral sulfuroso mayores de la malla 48 Tyler (0,295mm), luego, para que un mineral pueda flotarse debe molerse aun tamaño lo suficientemente fino para que la mayor parte de él quede liberado. MECANISMO DE FLOTACION El mecanismo esencial de la flotación involucra la anexión de partículas a las burbujas de aire, de tal modo que dichas partículas sean llevadas a la superficie de la pulpa mineral, donde puedan ser removidas. Este proceso abarca las siguientes etapas: 1- Moler el mineral a un tamaño lo suficientemente fino para separar los minerales
valiosos uno de otro, así como de la ganga. 2.- Preparar las condiciones favorables para la adherencia de los minerales deseados a
las burbujas de aire. 3.- Crear una corriente ascendente de burbujas de aire en la pulpa del mineral. 4.- Formación de una espuma cargada de mineral en la superficie de la pulpa. 5.- Remoción de la espuma cargada.

AGENTES DE FLOTACION Los agentes de flotación pueden clasificarse como colectores, espumantes o modificadores. COLECTOR Es el reactivo que produce la película hidrofóbica sobre la partícula mineral. Cada molécula colectora contiene un grupo polar y uno no polar. Cuando se adhieren a la partícula mineral, estas moléculas quedan orientadas en tal forma que el grupo no polar o hidrocarburo queda extendido hacia fuera. Tal orientación resulta en la formación de una película de hidrocarburo hidrofóbico en la superficie del mineral. El largo de la cadena hidrocarburado está asociado a la mayor o menor repelencia al agua. La parte que se adhiere al mineral dará la fuerza y selectividad. ESPUMANTE El propósito principal del espumante es la creación de una espuma capaz de mantener las burbujas cargadas de mineral hasta que puedan ser removidas de la maquina de flotación. Este objetivo se logra impartiendo cierta dureza temporal a la película que cubre la burbuja. Una vez sacada de la maquina de flotación, la espuma debe disgregarse rápidamente, a fin de evitar interferencias con las etapas posteriores del proceso. Una característica primordial es la aptitud para reducir la tensión superficial del agua. También un espumante debe ser efectivo en concentraciones pequeñas y libre de propiedades colectoras. La mayoría de los espumantes son compuestos heteropolares orgánicos, en que la parte orgánica no polar repele al agua, mientras que la parte polar atrae a esta. MODIFICADORES Se incluye aquí todos los reactivos cuya función no es colectar ni espumar.
4. PARTE EXPERIMENTAL SCREENING: En la primera etapa de Optimización de un proceso de flotación de un mineral sulfurado de cobre proveniente de CHILE, se eligió seis variables, que según nuestro criterio pueden mejorar la recuperación metálica de cobre (Y), estas variables son las siguientes:
NIVELES DE FACTORES
VARIABLES NIVEL (-)
NIVEL (0)
NIVEL (+)
Z1 = pH (unidades de pH) 10 10.5 11
Z2 = % Granulometría (malla 100) 78 85 92
Z3 = Colector principal: SF - 323 (gr/ tn) 5.1 7.1 9.1
Z4 = Colector secundario: Hostaflot LIB-C (gr/ tn) 4.5 6.5 8.5
Z5 = MIBC (gr/ tn) 5.2 7.2 9.2
Z6 = Agitación de la pulpa (RPM) 900 1000 1100

Podemos investigar seis variables (n = 6) utilizando 32 pruebas experimentales, es decir
que podemos fraccionar para k = 1. N = 2n-k N = 26-1 N = 32 Como mencionamos anteriormente, podemos elegir como relación de generación a X6 = X1.X2.X3.X4.X5, si nuestro interés fundamental es investigar el efecto de cada uno de las variables independientemente. La programación de las pruebas experimentales y las respuestas para el Diseño Factorial Fraccionado (DFF) se muestra en la tabla siguiente:
TABLA DE PLANIFICACION DEL DISEÑO EXPERIMENTAL
N°
NATURAL CODIFICADA Z1 Z2 Z3 Z4 Z5 Z6 X1 X2 X3 X4 X5 X6 Y
1 10 78 5.1 4.5 5.2 900 -1 -1 -1 -1 -1 -1 86.50
2 11 78 5.1 4.5 5.2 1100 1 -1 -1 -1 -1 1 76.54 3 10 92 5.1 4.5 5.2 1100 -1 1 -1 -1 -1 1 88.87 4 11 92 5.1 4.5 5.2 900 1 1 -1 -1 -1 -1 92.83 5 10 78 9.1 4.5 5.2 1100 -1 -1 1 -1 -1 1 83.28 6 11 78 9.1 4.5 5.2 900 1 -1 1 -1 -1 -1 98.78 7 10 92 9.1 4.5 5.2 900 -1 1 1 -1 -1 -1 91.55 8 11 92 9.1 4.5 5.2 1100 1 1 1 -1 -1 1 88.82 9 10 78 5.1 8.5 5.2 1100 -1 -1 -1 1 -1 1 81.99
10 11 78 5.1 8.5 5.2 900 1 -1 -1 1 -1 -1 90.76 11 10 92 5.1 8.5 5.2 900 -1 1 -1 1 -1 -1 88.13 12 11 92 5.1 8.5 5.2 1100 1 1 -1 1 -1 1 82.37 13 10 78 9.1 8.5 5.2 900 -1 -1 1 1 -1 -1 90.67 14 11 78 9.1 8.5 5.2 1100 1 -1 1 1 -1 1 85.69 15 10 92 9.1 8.5 5.2 1100 -1 1 1 1 -1 1 92.71 16 11 92 9.1 8.5 5.2 900 1 1 1 1 -1 -1 93.63 17 10 78 5.1 4.5 9.2 1100 -1 -1 -1 -1 1 1 85.49 18 11 78 5.1 4.5 9.2 900 1 -1 -1 -1 1 -1 86.51 19 10 92 5.1 4.5 9.2 900 -1 1 -1 -1 1 -1 89.34 20 11 92 5.1 4.5 9.2 1100 1 1 -1 -1 1 1 90.84 21 10 78 9.1 4.5 9.2 900 -1 -1 1 -1 1 -1 89.15 22 11 78 9.1 4.5 9.2 1100 1 -1 1 -1 1 1 83.53 23 10 92 9.1 4.5 9.2 1100 -1 1 1 -1 1 1 92.59 24 11 92 9.1 4.5 9.2 900 1 1 1 -1 1 -1 93.27 .25 10 78 5.1 8.5 9.2 900 -1 -1 -1 1 1 -1 90.41 26 11 78 5.1 8.5 9.2 1100 1 -1 -1 1 1 1 84.85 27 10 92 5.1 8.5 9.2 1100 -1 1 -1 1 1 1 92.23 28 11 92 5.1 8.5 9.2 900 1 1 -1 1 1 -1 93.70 29 10 78 9.1 8.5 9.2 1100 -1 -1 1 1 1 1 86.21 30 11 78 9.1 8.5 9.2 900 1 -1 1 1 1 -1 89.96 31 10 92 9.1 8.5 9.2 900 -1 1 1 1 1 -1 92.47 32 11 92 9.1 8.5 9.2 1100 1 1 1 1 1 1 90.82

Para saber cuantitativamente cuánto afectan las variables sobre la respuesta de un proceso se determina el cálculo de los efectos , los cuales se definen como la diferencia entre los valores medios de las respuestas, cuando en los tratamientos respectivos la variable se encuentra en su nivel inferior y cuando se encuentra en su nivel superior definido por:
donde: ∑Y+: Sumatoria de las respuestas correspondiente al nivel superior de la variable en
cuestión ∑Y-: Sumatoria de las respuestas correspondientes al nivel inferior de las variables en
cuestión. N : Número de pruebas experimentales (32) Luego se muestra la matriz de variables independientes:
[ ][ ]2/2/ N
YX
N
YYE
T
X i=
−= ∑∑ −+

N Xo X1 X2 X3 X4 X5 X6 X1X2 X1X3 X1X4 X1X5 X1X6 X2X3 X2X4 X2X5 X2X6 1 1 -1 -1 -1 -1 -1 -1 1 1 1 1 1 1 1 1 1 2 1 1 -1 -1 -1 -1 1 -1 -1 -1 -1 1 1 1 1 -1 3 1 -1 1 -1 -1 -1 1 -1 1 1 1 -1 -1 -1 -1 1 4 1 1 1 -1 -1 -1 -1 1 -1 -1 -1 -1 -1 -1 -1 -1 5 1 -1 -1 1 -1 -1 1 1 -1 1 1 -1 -1 1 1 -1 6 1 1 -1 1 -1 -1 -1 -1 1 -1 -1 -1 -1 1 1 1 7 1 -1 1 1 -1 -1 -1 -1 -1 1 1 1 1 -1 -1 -1 8 1 1 1 1 -1 -1 1 1 1 -1 -1 1 1 -1 -1 1 9 1 -1 -1 -1 1 -1 1 1 1 -1 1 -1 1 -1 1 -1
10 1 1 -1 -1 1 -1 -1 -1 -1 1 -1 -1 1 -1 1 1 11 1 -1 1 -1 1 -1 -1 -1 1 -1 1 1 -1 1 -1 -1 12 1 1 1 -1 1 -1 1 1 -1 1 -1 1 -1 1 -1 1 13 1 -1 -1 1 1 -1 -1 1 -1 -1 1 1 -1 -1 1 1 14 1 1 -1 1 1 -1 1 -1 1 1 -1 1 -1 -1 1 -1 15 1 -1 1 1 1 -1 1 -1 -1 -1 1 -1 1 1 -1 1 16 1 1 1 1 1 -1 -1 1 1 1 -1 -1 1 1 -1 -1 17 1 -1 -1 -1 -1 1 1 1 1 1 -1 -1 1 1 -1 -1 18 1 1 -1 -1 -1 1 -1 -1 -1 -1 1 -1 1 1 -1 1 19 1 -1 1 -1 -1 1 -1 -1 1 1 -1 1 -1 -1 1 -1 20 1 1 1 -1 -1 1 1 1 -1 -1 1 1 -1 -1 1 1 21 1 -1 -1 1 -1 1 -1 1 -1 1 -1 1 -1 1 -1 1 22 1 1 -1 1 -1 1 1 -1 1 -1 1 1 -1 1 -1 -1 23 1 -1 1 1 -1 1 1 -1 -1 1 -1 -1 1 -1 1 1 24 1 1 1 1 -1 1 -1 1 1 -1 1 -1 1 -1 1 -1 25 1 -1 -1 -1 1 1 -1 1 1 -1 -1 1 1 -1 -1 1 26 1 1 -1 -1 1 1 1 -1 -1 1 1 1 1 -1 -1 -1 27 1 -1 1 -1 1 1 1 -1 1 -1 -1 -1 -1 1 1 1 28 1 1 1 -1 1 1 -1 1 -1 1 1 -1 -1 1 1 -1 29 1 -1 -1 1 1 1 1 1 -1 -1 -1 -1 -1 -1 -1 -1 30 1 1 -1 1 1 1 -1 -1 1 1 1 -1 -1 -1 -1 1 31 1 -1 1 1 1 1 -1 -1 -1 -1 -1 1 1 1 1 -1 32 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
[X]T[Y] 2833.42 -9.78 74.90 30.67 19.82 29.30 -59.77 6.56 -0.64 3.68 0.93 -30.07 4.39 -23.87 3.40 28.42 Efectos ......... -0.61 4.68 1.92 1.24 1.83 -3.74 0.41 -0.04 0.23 0.06 -1.88 0.27 -1.49 0.21 1.78


X3X4 X3X5 X3X6 X4X5 X4X6 X5X6 X1X2X3 X1X2X4 X1X2X5 X1X2X6 X1X3X4 X1X3X5 X1X3X6 X1X4X5 X1X4X6 X1X5X6 Y 1 1 1 1 1 1 -1 -1 -1 -1 -1 -1 -1 -1 -1 -1 86.50 1 1 -1 1 -1 -1 1 1 1 -1 1 1 -1 1 -1 -1 76.54 1 1 -1 1 -1 -1 1 1 1 -1 -1 -1 1 -1 1 1 88.87 1 1 1 1 1 1 -1 -1 -1 -1 1 1 1 1 1 1 92.83 -1 -1 1 1 -1 -1 1 -1 -1 1 1 1 -1 -1 1 1 83.28 -1 -1 -1 1 1 1 -1 1 1 1 -1 -1 -1 1 1 1 87.71 -1 -1 -1 1 1 1 -1 1 1 1 1 1 1 -1 -1 -1 91.55 -1 -1 1 1 -1 -1 1 -1 -1 1 -1 -1 1 1 -1 -1 88.82 -1 1 -1 -1 1 -1 -1 1 -1 1 1 -1 1 1 -1 1 81.99 -1 1 1 -1 -1 1 1 -1 1 1 -1 1 1 -1 -1 1 90.76 -1 1 1 -1 -1 1 1 -1 1 1 1 -1 -1 1 1 -1 88.13 -1 1 -1 -1 1 -1 -1 1 -1 1 -1 1 -1 -1 1 -1 82.37 1 -1 -1 -1 -1 1 1 1 -1 -1 -1 1 1 1 1 -1 90.67 1 -1 1 -1 1 -1 -1 -1 1 -1 1 -1 1 -1 1 -1 85.69 1 -1 1 -1 1 -1 -1 -1 1 -1 -1 1 -1 1 -1 1 92.71 1 -1 -1 -1 -1 1 1 1 -1 -1 1 -1 -1 -1 -1 1 93.63 1 -1 -1 -1 -1 1 -1 -1 1 1 -1 1 1 1 1 -1 85.49 1 -1 1 -1 1 -1 1 1 -1 1 1 -1 1 -1 1 -1 86.51 1 -1 1 -1 1 -1 1 1 -1 1 -1 1 -1 1 -1 1 89.34 1 -1 -1 -1 -1 1 -1 -1 1 1 1 -1 -1 -1 -1 1 90.84 -1 1 -1 -1 1 -1 1 -1 1 -1 1 -1 1 1 -1 1 89.15 -1 1 1 -1 -1 1 -1 1 -1 -1 -1 1 1 -1 -1 1 83.53 -1 1 1 -1 -1 1 -1 1 -1 -1 1 -1 -1 1 1 -1 92.59 -1 1 -1 -1 1 -1 1 -1 1 -1 -1 1 -1 -1 1 -1 93.27 -1 -1 1 1 -1 -1 -1 1 1 -1 1 1 -1 -1 1 1 90.41 -1 -1 -1 1 1 1 1 -1 -1 -1 -1 -1 -1 1 1 1 84.85 -1 -1 -1 1 1 1 1 -1 -1 -1 1 1 1 -1 -1 -1 92.23 -1 -1 1 1 -1 -1 -1 1 1 -1 -1 -1 1 1 -1 -1 93.70 1 1 1 1 1 1 1 1 1 1 -1 -1 -1 -1 -1 -1 86.21 1 1 -1 1 -1 -1 -1 -1 -1 1 1 1 -1 1 -1 -1 89.96 1 1 -1 1 -1 -1 -1 -1 -1 1 -1 -1 1 -1 1 1 92.47 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 90.82
4.72 -21.43 10.25 0.07 -5.98 23.29 -7.25 -20.51 10.29 -20.92 -1.12 -1.90 16.73 -2.80 -1.50 12.96 0.29 -1.34 0.64 0.00 -0.37 1.46 -0.45 -1.28 0.64 -1.31 -0.07 -0.12 1.05 -0.17 -0.09 0.81


ANÁLISIS DE VARIANCIA
0Y = (86.50 + 76.54 + ... + 90.82) /32 = 88.54
0iY = (87.14 + 88.73 + 87.47) / 3 = 87.78
Como se sabe, en el diseño factorial a dos niveles, asume que la relación entre las variables y la respuesta es representada por un modelo matemático lineal. De ser cierta dicha linealidad, el modelo debe predecir adecuadamente todos los puntos del diseño, inclusive el punto central del diseño. Por supuesto, es innecesaria la linealidad perfecta y el sistema 2k-p funcionará bastante bien incluso cuando la suposición de linealidad se cumple sólo de manera aproximada. De no ser cierta esta hipótesis, es decir que no prediga adecuadamente, especialmente el punto central del diseño, podemos afirmar que el modelo matemático lineal no es suficiente para explicar las respuestas en dicha región experimental y podemos asumir una posible existencia de curvatura. Para ello la adición de pruebas en el punto central del diseño nos sirve para dar una estimación promediada del efecto curvatura.
Donde: SSE = Suma de cuadrados del error Yi
0 = Replicas en el punto central del diseño no = Número de replicas en el centro del diseño Y0 = Promedio de todas las pruebas La suma de cuadrados para la curvatura está dada por:
0Y = Promedio de todas las pruebas
De acuerdo a las formulas planteadas se obtienen los siguientes resultados:
0Y 88.54 0
iY 87.78
SSerror 1.41 SScurvatura 3.37
Con el cálculo de los efectos podemos aproximadamente a priori saber qué variables o factores pueden ser significativos, y la manera precisa y estadísticamente de medir se hace mediante el Teorema de Cochran, el cual puede resumirse en la siguiente expresión.
Donde:
( )2
1
00∑
=
−=on
iiE YYSS
( )o
ocurvatura nN
YYNnSS
+−=
200 )(
2
10 /
/
fSS
fSSF
EError
Efectos=

f1: Grados de libertad de los efectos e interacciones, generalmente iguales a 1 en los diseños factoriales a dos niveles.
f2: Grados de libertad de la suma de cuadrados del error; lo cual está calculado como la diferencia de los grados de libertad de la suma total de cuadrados menos la suma de los efectos o tratamientos (f3-f1).
f3: Grados de libertad de la suma total de cuadrados, definido como el número de pruebas experimentales realizadas (incluyendo las réplicas) menos 1 definido por la relación (N+r-1).
Ahora bien, un efecto o interacción es significativo si se cumple la siguiente relación: Fo>=Fα,f1,f2
Donde Fα,f1,f2 es lo que denomina F de tablas, siendo α el nivel de confiabilidad o significancia.
TABLA DE ANALISIS DE VARIANZA
Fuente de variación
Suma de cuadrados
Grados de Libertad
Media de Cuadrados Fo
Ftabla (f1,f2=1,2)
99 %
X1 2.987 1 2.987 4.241
98.50
X2 175.305 1 175.305 248.930 X3 29.392 1 29.392 41.735 X4 12.271 1 12.271 17.425 X5 26.828 1 26.828 38.095 X6 111.628 1 111.628 158.509
X1X2 1.344 1 1.344 1.909 X1X3 0.013 1 0.013 0.018 X1X4 0.423 1 0.423 0.601 X1X5 0.027 1 0.027 0.038 X1X6 28.254 1 28.254 40.120 X2X3 0.602 1 0.602 0.855 X2X4 17.809 1 17.809 25.288 X2X5 0.361 1 0.361 0.512 X2X6 25.241 1 25.241 35.842 X3X4 0.695 1 0.695 0.987 X3X5 14.345 1 14.345 20.370 X3X6 3.280 1 3.280 4.658 X4X5 0.000 1 0.000 0.000 X4X6 1.116 1 1.116 1.585 X5X6 16.944 1 16.944 24.060
X1X2X3 1.643 1 1.643 2.333 X1X2X4 13.143 1 13.143 18.663 X1X2X5 3.307 1 3.307 4.696 X1X2X6 13.682 1 13.682 19.428 X1X3X4 0.039 1 0.039 0.055 X1X3X5 0.113 1 0.113 0.161 X1X3X6 8.748 1 8.748 12.422 X1X4X5 0.245 1 0.245 0.348 X1X4X6 0.070 1 0.070 0.100 X1X5X6 5.249 1 5.249 7.454
Curvatura 1.594 1 1.594 SSMerror 1.408 2 0.704
Total 518.108 34
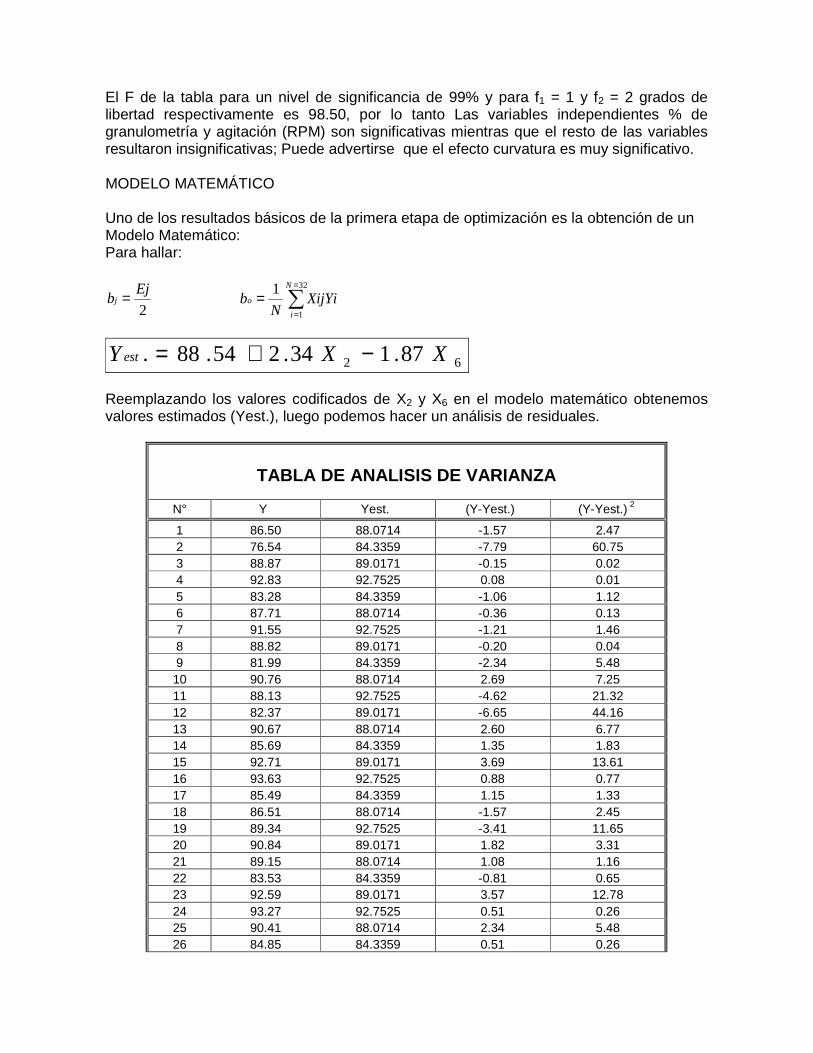
El F de la tabla para un nivel de significancia de 99% y para f1 = 1 y f2 = 2 grados de libertad respectivamente es 98.50, por lo tanto Las variables independientes % de granulometría y agitación (RPM) son significativas mientras que el resto de las variables resultaron insignificativas; Puede advertirse que el efecto curvatura es muy significativo. MODELO MATEMÁTICO Uno de los resultados básicos de la primera etapa de optimización es la obtención de un Modelo Matemático: Para hallar:
2
Ejbj = ∑
=
==
32
1
1 N
i
o XijYiN
b
62 87.134.254.88. XXY est −+= Reemplazando los valores codificados de X2 y X6 en el modelo matemático obtenemos valores estimados (Yest.), luego podemos hacer un análisis de residuales.
TABLA DE ANALISIS DE VARIANZA
N° Y Yest. (Y-Yest.) (Y-Yest.) 2
1 86.50 88.0714 -1.57 2.47 2 76.54 84.3359 -7.79 60.75 3 88.87 89.0171 -0.15 0.02 4 92.83 92.7525 0.08 0.01 5 83.28 84.3359 -1.06 1.12 6 87.71 88.0714 -0.36 0.13 7 91.55 92.7525 -1.21 1.46 8 88.82 89.0171 -0.20 0.04 9 81.99 84.3359 -2.34 5.48 10 90.76 88.0714 2.69 7.25 11 88.13 92.7525 -4.62 21.32 12 82.37 89.0171 -6.65 44.16 13 90.67 88.0714 2.60 6.77 14 85.69 84.3359 1.35 1.83 15 92.71 89.0171 3.69 13.61 16 93.63 92.7525 0.88 0.77 17 85.49 84.3359 1.15 1.33 18 86.51 88.0714 -1.57 2.45 19 89.34 92.7525 -3.41 11.65 20 90.84 89.0171 1.82 3.31 21 89.15 88.0714 1.08 1.16 22 83.53 84.3359 -0.81 0.65 23 92.59 89.0171 3.57 12.78 24 93.27 92.7525 0.51 0.26 25 90.41 88.0714 2.34 5.48 26 84.85 84.3359 0.51 0.26

27 92.23 89.0171 3.21 10.33 28 93.70 92.7525 0.95 0.90 29 86.21 84.3359 1.88 3.52 30 89.96 88.0714 1.89 3.56 31 92.47 92.7525 -0.29 0.08 32 90.82 89.0171 1.80 3.25
SSresidual 228 SCMerror 7.87 F 11.17
Donde: N = 32, I = 3 La diferencia (N – I), se denomina grados de libertad del residual, el cual denotaremos como f4 =29. Ahora bien para saber estadísticamente si el modelo matemático hallado representa adecuadamente a los datos experimentales mediante el Test ´
0F .
∑=
= −−=
32
1
2
)(
.)(N
i IN
YestYlSCMresidua
SSMerror
lSCMresiduaF =´
0 704.0
87.7´0 =F
17.11´
0=F
´
0F < )2,4,( ffF α Donde: α = 99%
f4 = 29 f2 = 2 F tabla = 99.47, por lo tanto: 11.17 < 99.47 Para un nivel de confianza de 99% y para 29 y 2 grados de libertad el F de la tabla es: 99.47, entonces el modelo ajusta a los datos experimentales. DECODIFICACION DEL MODELO MATEMÁTICO A ESCALA NATURAL Es importante decodificar el modelo matemático hallado a escala natural especialmente cuando se desea graficar a través de un graficador o para aplicar la etapa siguiente de Optimización. Se ha deducido formulas para la descodificación. Para el termino independiente:
∑ ∑=
≠−−=N
j
jiijbijijbjba1
00 ,εε
Para el termino lineal:
87.7332
228 =−
=lSCMresidua

∑−
=≠
∆=
∆=
1
1
0 ,N
ijj ji
Zij
bij
Zj
bjajZ
Para el termino interacción:
ZjZi
bijZaijZ JI ∆∆
=00
Donde:
0jZ = Centro del diseño para la variable j =
2
minmax ZZ +
Zj∆ =Radio del diseño para la variable j =2
minmax ZZ −
ε = Resultado de la división Zj entre Zj∆ = Zj
Z j
∆
0
Partiendo del modelo matemático hallado:
62 87.134.254.88. XXYest −+=
Z2 Z6
Nivel (-) 78 900
Nivel (+) 92 1100
Centro del diseño 0jZ 85 1000
Radio del diseño Zj∆ 7 100
Relación ε 12.14 10
Reemplazando datos con Las formulas anteriores:
83.78)10)(87.1()149.12)(34.2(54.880 =−−−=a
33.07
34.22 ==a , 02.0
100
87.13 −=−=a
Por lo tanto el modelo matemático a escala natural es:
62 02.033.083.78 ZZY −+= GRAFICO

Estimated Response Surfacex1=10.5,x3=7.1,x4=6.5,x5=7.2
x2 x6
R
78 81 84 87 90 93 90094098010201060110083
85
87
89
91
93
ESCALAMIENTO La variables, % de granulometría y agitación de la pulpa son factores que inciden directamente en la recuperación del cobre.
Z2 Z6
Centro del diseño 0jZ 85 1000
Radio del diseño Zj∆ 7 100
Relación ε 12.14 10
bj 2.34 -1.87
bj . Zj∆ 16.38 -187
jε∆ 2.19 -25
kk
x
ZbZbZbZb ∆∆=
∆∆=
∆∆=
∆∆ εεεε
...1
33
3
22
2
11
jZZ jj ε∆±=+ 0
Los recorridos experimentales y los resultados obtenidos se muestran en la siguiente tabla.
N Z2 Z6 Y
1 85.00 1000 84.19
2 87.19 975 87.58
3 89.39 950 88.72
4 91.58 925 89.85
5 93.77 900 92.11

Como puede observarse en la tabla anterior, la prueba N° 5 muestra la mayor recuperación de cobre, se muestra un incremento en Y cuando se incrementa el % de granulometría (tiempo de molienda) y cuando se disminuye la agitación de la pulpa, no se continuo con mas experimentos debido a que a agitación menor de 900 rpm no había producción de espumas. Por lo tanto la prueba N° 5 muestra la mayor recupe ración de cobre, por lo tanto podemos afirmar que en este punto se encuentra la región optima y que para describirla necesitamos aplicar un diseño experimental de segundo orden. OPTIMIZACION FINAL
VARIABLES
NIVELES
(-) (0) (+)
Z5 90 92 94
Z6 900 925 950
DISEÑO HEXAGONAL Es el diseño más popular usado por los investigadores, muy útil para estimar modelos de segundo orden, el cual consiste en seis puntos experimentales correspondientes a un hexágono regular, mas los puntos necesarios replicados en el centro para estimar la varianza del error experimental.
La matriz codificada del diseño hexagonal:
N X2 X6
1 1 0
60 X1
X2
1
2 3
4
5 6
0

2 0.5 0.866 3 -0.5 0.866 4 -1 0 5 -0.5 -0.866 6 0.5 -0.866 7 0 0 8 0 0
Para calcular los valores de Las variables a escala natural, se emplea la siguiente expresión:
ZjXjZZj j ∆+= 0
N Z2 Z6
(-) 90 900
(+) 94 950 0Z 92 925
Z∆ 1 25
ε 92 37
Reemplazando datos en la expresión anterior los valores a escala natural, la matriz a escala natural del diseño hexagonal:
N Z2 Z6
1 93 925 2 92.5 946.65 3 91.5 946.65 4 91 925 5 91.5 903.35 6 92.5 903.35 7 92 925 8 92 925
N CODIFICADO NATURAL RECUPERACIÓN
X2 X6 Z2 Z6 (Y) 1 1 0 93 925 92.10 2 0.5 0.866 92.5 946.65 89.84 3 -0.5 0.866 91.5 946.65 86.47 4 -1 0 91 925 90.99 5 -0.5 -0.866 91.5 903.35 92.13 6 0.5 -0.866 92.5 903.35 93.25 7 0 0 92 925 90.95 8 0 0 92 925 90.99
Los efectos estimados para Recuperación de Cobre: Esta tabla muestra cada uno de los efectos estimados e interacciones. También muestra el error normal de cada uno de los efectos.

FACTORES EFECTO ERROR NORMAL Promedio 90.97 + / - 0.690085 Factor A: Granulometría 4.47333 + / - 2.25381 Factor B: Agitación -5.23672 + / - 1.12694 AA 4.6 + / - 7.80742 AB 5.1963 + / - 4.50775 BB -1.84344 + / - 1.95197
La ecuación final de Optimización es la siguiente:
2122
2121 20.584.160.424.547.497.90 XXXXXXY +−+−+=
Los errores normales son basados en el error total con 2 d.f.(grados de libertad)
Estimated Response Surface
GranulometriaAgitacionR
ecup
erac
ion
de c
obre
90 91 92 93 94 900 910 920 930 940 95084868890929496
La meta: Aumentar al máximo Recuperación del cobre El valor óptimo = 93.1354 Esta tabla muestra la combinación de niveles de los factores que aumentan al máximo
El factor Bajo Alto Óptimo
Granulometría 91.0 93.0 93.0
Agitación 903.35 946.65 907.082
5. CONCLUSIONES:
1. Se logro incrementar la recuperación de cobre de 87 a 93%. 2. Las variables más significativas: % de granulometría y agitación fueron
optimizados.

3. Las condiciones optimas en el proceso fueron:
% Granulometría = 93% malla 100 Agitación = 907 rpm Recuperación de cobre = 93.14%
4. La superficie adoptada por el modelo matemático de segundo orden es de tipo “silla de montar hacia arriba” (mínimax), cuando b11 = (+) y b22 = (-).
5. Los Diseños Experimentales son técnicas de Optimización confiables y probadas a nivel Industrial en nuestro País.
6. BIBLIOGRAFÍA
1. Determinación de parámetros de control en el tratamiento de los minerales de Iscaycruz, Paucar Romero, Pedro A.
2. Diseño Experimental, estadística aplicada, Manzaneda Cabala, José – 2000.
3. Optimización por Diseños Experimentales, Ayala Mina, Jorge y Pardo Mercado,
Richard.
4. Curso de Computación Aplicad a la Metalurgia 1990 – UNI, Rizopatrón, Peter.
5. Diseños Experimentales, editorial trillas, 1973, William G. Cochran and Gertrude M. Cox.
6. Programa de Optimización STATGRAPHICS plus 4.0, Palacios C., Severo.
7. Diseño experimental (Analisi e interpretación), Palacios C., Severo.
8. Herramientas Estadísticas Básicas para el mejoramiento de la Calidad, editorial
norma 1993, Hitoshi, Kume.
9. Aplicación del Diseño Experimental Plackett y Burman en la mejora del Procdeso Merrill-Crowe y el Lavado en Contracorriente, Bardales Torres, Wilson; Mamani Vidal; Alvarado , Edgar; Compañía Minera Poderosa S.A.