operations management
TRANSCRIPT

[email protected] Page 1
Historical Evolution of Operations Management
Until the 19th century, the world was mostly rural and agricultural.
Most of the products were made by highly skilled people called artisans.
Under the apprenticeship system, an artisan supervised the work of several apprentices during long training
period.
In the 18th century, most manufacturing was performed by rural families in their own homes under the
domestic or cottage industry system.
Merchants supplied families in small towns with raw materials and later found markets for the finished
products.
The development of steam power and the introduction of labor-saving equipment (or automation) early in the
18th century led to the development of the factory system.
The principle of the factory systems was simple:
Assign workers a small set of tasks that they repeat over and over.
This reduces the time spent by workers in switching tasks and they become specialized.
The result is improved labor productivity and lower production costs.
Technological developments in 1850s transformed factory system into mass-production.
Factories became larger. They produced huge volumes of identical products.
Manufacturing costs were reduced because no time was needed for setting machines and people to produce
other types of products.
As the sizes of the factories increased, management of these operations became a major problem.
Frederick Taylor introduced systematic approaches to operations management at the turn of 19th century.
His intent was to eliminate waste, especially the wasted effort, in order to minimize costs.
Henry Ford combined the teachings of Taylor with the concepts of labor specialization and interchangeable
parts to design the first moving assembly line in 1913.
In 1920s and 1930s, a series of studies were conducted at the Hawthorne Works of Western Electric by Elton
Mayo.
The results showed that psychological factors were as important as scientific job design.
The Hawthorne Studies stimulated the development of human relations movement by demonstrating that
worker motivation is a crucial element in improving productivity.
As the complexity of operations increased, sophisticated decision-making tools were needed.
Some of the quantitative models and statistical techniques used by modern operations managers are:

[email protected] Page 2
1- Statistical Quality Control: Uses statistics in the control of product quality by controlling the processes by which
products are made.
2- Economic Order Quantity: Used for finding the least cost inventory ordering
3- Gantt charts for sequencing operations and Critical Path Method for finding optimum completion time of operations.
4- Linear programming: A management tool for optimum resource allocation given some restrictions of the resources.
The 1950s was the beginning of the information technology era.
The discovery of transistor by Shockley led to the ability process data and information at continuously
decreasing costs.
Today, you can imagine the difficulty of monitoring inventories of hundreds of units OR managing a large project
without a computerized system.
In the late 1950s and early 1960s scholars began to write books dealing specifically with the problems faced by
operations managers.
These books also contained information regarding the application of quantitative models to operations
management.
Nature of om
Operations management is often used along with production management in literature on the subject. It is therefore,
useful to understand the nature of operations management .Operations management is understood as the process
whereby resources or inputs are converted into more useful products .A second reading of the sentence reveals that,
there is hardly any difference between the terms produ7ction management and operations management .But, there are
a least two points of distinction between production management and operations management .First, the term
production management is more used for a system where tangible goods are produced .Whereas ,operations
management is more frequently used where various inputs are transformed into tangible services .Viewed from this
perspective, operations management will cover such services organization as banks ,airlines ,utilities ,pollution control
agencies super bazaars, educational institutions ,libraries ,consultancy firm and police departments, in addition ,of
course ,to manufacturing enterprises. The second distinction relates to the evolution of the subject. Operation
management is the term that is used now a days .Production management precedes operations management in the
historical growth of the subject
Scope of om
The scope of production and operations management is indeed vast .Commencing with the selection of location
production management covers such activities as acquisition of land, constructing building ,procuring and installing
machinery ,purchasing and storing raw material and converting them into saleable products.
Added to the above are other related topics such as quality management ,maintenance management ,production
planning and control, methods improvement and work simplification and other related areas.

[email protected] Page 3
The scope of operations management ranges across the organization. Operations management people are involved in
product and service design, process selection, selection and management of technology, design of work systems,
location planning, facilities planning, and quality improvement of the organization’s products or services.
The operations function includes many interrelated activities, such as forecasting, capacity planning, scheduling,
managing inventories, assuring quality, motivating employees, deciding where to locate facilities, and more.
We can use an airline company to illustrate a service organization’s operations system. The system consists of the
airplanes, airport facilities, and maintenance facilities, sometimes spread out over a wide territory. Most of the activities
performed by management and employees fall into the realm of operations management:
Forecasting such things as weather and landing conditions, seat demand for flights, and the growth in air travel.
Capacity planning, essential for the airline to maintain cash flow and make a reasonable profit. (Too few or too many
planes, or even the right number of planes but in the wrong places, will hurt profits.)
Scheduling of planes for flights and for routine maintenance; scheduling of pilots and flight attendants; and scheduling
of ground crews, counter staff, and baggage handlers.
Managing inventories of such items as foods and beverages, first-aid equipment, in-flight magazines, pillows and
blankets, and life preservers.
Assuring quality, essential in flying and maintenance operations, where the emphasis is on safety, and important in
dealing with customers at ticket counters, check-in, telephone and electronic reservations, and curb service, where the
emphasis is on efficiency and courtesy.
Motivating and training employees in all phases of operations.
Locating facilities according to managers’ decisions on which cities to provide service for, where to locate maintenance
facilities, and where to locate major and minor hubs.
Now consider a bicycle factory. This might be primarily an assembly operation: buying components such as frames, tires,
wheels, gears, and other items from suppliers, and then assembling bicycles. The factory also might do some of
the fabrication work itself, forming frames, making the gears and chains, and buy mainly raw materials and a few parts
and materials such as paint, nuts and bolts, and tires. Among the key management tasks in either case are scheduling
production, deciding which components to make and which to buy, ordering parts and materials, deciding on the style
of bicycle to produce and how many, purchasing new equipment to replace old or worn out equipment, maintaining
equipment, motivating workers, and ensuring that quality standards are met
Obviously, an airline company and a bicycle factory are completely different types of operations. One is primarily a
service operation, the other a producer of goods. Nonetheless, these two operations have much in common. Both
involve scheduling activities, motivating employees, ordering and managing supplies, selecting and maintaining
equipment, satisfying quality standards, and—above all—satisfying customers. And in both businesses, the success of
the business depends on short- and long-term planning.
Relationship with other functional areas

[email protected] Page 4
System perspective of operations management.
A System is a group of interrelated items in which no item studied in isolation will act in the same way as it would in the
system. A system is divided into a series of parts or subsystems, and any system is a part of a larger system. The
system’s boundary defines what is inside the system and what is outside. A system’s environment is everything outside
the system boundary that may have an impact on the behaviour of the system. A system’s inputs are the physical
objects of information that enter it from the environment and its outputs are the same which leave it for the
environment.

[email protected] Page 5
Systems view of operations management states that activities in an operations system can be classified as inputs,
transformation process and output. Inputs are classified into three general categories-external, market and primary
resources.
Transformation resources are the elements that act on, or carry out, the transformation process on other elements.
These include such elements as labour, equipment/plant and energy. The nature and mix of these resources will differ
between operations. The transformed resources are the elements which give the operations system its purpose and
goal. The operations system is concerned with converting the transformed resources from inputs into outputs in the
form of goods and services. There are three main types of transformed resource of materials which can be transformed
either physically(e.g. manufacturing),by location (e.g. transportation),by ownership(e.g. retail) or by storage(e.g.
Warehousing)
For our study of systems view of an organization we chose, Vedanta Resources Pvt.Ltd.We concentrated on its Goa unit,
which is called Vedanta Aluminium ManufacturingUnit.The unit produces aluminium from aluminium oxide through
electrolytic reduction. We consider the factory as a systems compromising of various subsystems. As we defined earlier,
a system consists of these major components:
Input- Input into an operation systems can be classified into these categories.:
External- Legal inputs (the Companies Act etc), Economic, Social, Technological (Electrolytic cells, power generation
machinery etc )
Market – Competition (HINDALCO, NALCO,BALCO etc), Customer Desires, Product info
Primary resources– Material (Alumina, raw aluminium ore ), personnel, capital, utilities Here the input is Al2 O3 or
Alumina. This is the aluminium ore which is extracted from earth
Conversion Subsystems
- The ore is transformed into pure aluminium. The transformation process is carried out mainly through electrolytic
reduction.
Output - The output consists of pure aluminium.
Direct

[email protected] Page 6
Products : Pure Aluminium
Services : Aluminium Manufacturing
Indirect
Waste
Pollution
Technological Advances
Carbon Section –This section basically deals with the preparation and maintenance of Carbon anode. The
electrolytic process used for reducing Alumina (Al 2 O3) to pure aluminium. For carrying out this process the
anode used is made up of carbon mainly graphite. This section deals with the construction and maintenance of
Carbon anodes.
Pot Room Cell– This is the section where the process of electrolysis actually takes place. Here the raw
aluminium ore is reduced to aluminium by electrolysis with the help of carbon anodes. This section deals with
the complete process. The electrolytic cells are called Pot and thus the department is called Pot Room Cell
Cast House– This section deals with processing of pure aluminium. Once the aluminium has been extracted
from the ore, it needs to be converted into more suitable forms which can be further sold in the markets. The
extracted aluminium is casted into ingots and plates which are more suitable for selling in the market.

[email protected] Page 7
Captive Power Plant – This section of the plant deals with generation of electricity for running the whole plant.
The electricity generated here is used by all the other departments.
Each section can be treated as a system in its own and can be divide into following general parts :
Human Resource
Finance
Production and Operation
Logistics
Information Technology
These sub systems are present in all the 4 major sections. They are centrally controlled by the Plant Management
Office(PMO).
These sub systems are present in all the 4 major sections. They are centrally controlled by the Plant Management
Office(PMO).The PMO controls the central decision making and is responsible for running all the departments in sync.
The PMO ensures that the decisions made by the departments do not contradict and a healthy harmony is maintained
so that all of them work together as a part of a system.
Conclusion
Thus we see how systems view in operations can be put to a practical use. The idea behind systems model is that the
operations function can concentrate solely on transforming input of raw material into goods and services without
considering the external environment. The systems view gives a very simplified view of the company and thus helps us
in understanding the basic processes in a company. We can see what are the major areas of attention in accompany and
helps us in understanding the hierarchy and layout of an organization. However the disadvantages of this model
includes the slowness of response to change in environment as they are transmitted through various connected
functions and the inability of operations to develop in response of the needs of the customers. Systems view gives us an
oversimplified view. In real life the processes are much more complex and cannot be differentiated so easily
Operations Strategy
Companies and organisations making products and delivering, be it for profit or not for profit rely on a handful of
processes to get their products manufactured properly and delivered on time. Each of the process acts as an operation
for the company. To the company this is essential. That is why managers find operations management more apealing.
We begin this section by looking at what operations actually are. Operations strategy is to provide an overall direction
that serves the framework for carrying out all the organization’s functions.

[email protected] Page 8
A plan specifying how an organization will allocate resources in order to support infrastructure and production. An
operations strategy is typically driven by the overall business strategy of the organization, and is designed to maximize
the effectiveness of production and support elements while minimizing costs.
Operations strategy looks at the long-term issues of how to manage the resources which produce products and services.
The more operational subject of operations management looks at the more detailed and ‘shop floor’ issues of designing,
planning and controlling, and improving the resources which produce products and services.
Operations strategy is the total pattern of decisions which shape the long-term capabilities of any type of
operations and their contribution to the overall strategy, through the reconciliation of market requirements with
operations resources. ”
Operations strategy is the tool that helps to define the methods of producing goods or a service offered to the customer
If different departments of a company work toward different Goals, individual efforts are wasted.
Top Managers are responsible for setting Overall Goals for everyone in the company.
The Corporate Strategy of a company states how will the company achieve its Overall Goals and
objectives.Through strategic planning, managers establish the direction for Company.
At the same time the corporate strategy is formulated, each functional area develops its own functional
strategy.
Each function in a business has a functional strategy.

[email protected] Page 9
A functional strategy details how a functional area will contribute to the achievement of the firm’s corporate
goals and objectives.
The operations strategy is a statement of how operations function will contribute to the achievement of
corporate goals.
Operations function is responsible for producing goods.
Therefore, it has a major role in carrying out much of the business strategy.
Operations function has an important influence on the
COST
QUALITY
AVAILABILITY of the company’s products
Flexibility
Speed
Therefore, Operation’s strengths and weaknesses have a great impact on success of company’s overall strategy.
Internet can be used to strengthen existing competitive advantages by integrating new and traditional activities
GE’s Trading Process Network: an automated Web-based purchasing system
cut average purchasing cost in half
enabled a much larger group of suppliers to bid on jobs
customers were able to track their orders through shop in real time
Intel
sells $2 billion a month over the Internet
purchases 80% of its direct materials online
replaced 19,000 sales-order faxes received daily

[email protected] Page 10
Operations Strategy:
Products and Services
Make-to-Order
products and services are made to customer specifications after an order has been received
Make-to-Stock
products and services are made in anticipation of demand
Assemble-to-Order
products and services add options according to customer specifications
Production Strategy:
Processes and technology
Project
one-at-a-time production of a product to customer order
Batch Production
systems process many different jobs at the same time in groups (or batches)
Mass Production
large volumes of a standard product for a mass market
Continuous Production

[email protected] Page 11
used for very high volume commodity products
Service Strategy:
Processes and Technology
Professional Service
highly customized and very labor intensive
Service Shop
customized and labor intensive
Mass Service
less customized and less labor intensive
Service Factory
least customized and least labor intensive
Operations Strategy:
Capacity and Facility
Capacity strategic decisions include:
When, how much, and in what form to alter capacity
Facility strategic decisions include:
Whether demand should be met with a few large facilities or with several smaller ones
Whether facilities should focus on serving certain geographic regions, product lines, or customers
Facility location can also be a strategic decision
Operations Strategy: Human Resources
What are the skill levels and degree of autonomy required to operate production system?
What are the training requirements and selection criteria?
What are the policies on performance evaluations, compensation, and incentives?
Will workers be salaried, paid an hourly rate, or paid a piece rate?
Will profit sharing be allowed, and if so, on what criteria?
Will workers perform individual tasks or work in teams?
Will they have supervisors or work in self-managed work groups?
How many levels of management will be required?

[email protected] Page 12
Will extensive worker training be necessary?
Should workforce be cross-trained?
What efforts will be made in terms of retention?
Operations Strategy: Quality
What is the target level of quality for our products and services?
How will it be measured?
How will employees be involved with quality?
What will the responsibilities of the quality department be?
What types of systems will be set up to ensure quality?
How will quality awareness be maintained?
How will quality efforts be evaluated?
How will customer perceptions of quality be determined?
How will decisions in other functional areas affect quality?
Operations Strategy: Sourcing
Vertical Integration
degree to which a firm produces parts that go into its products
Strategic Decisions
How much work should be done outside the firm?
On what basis should particular items be made in-house?
When should items be outsourced?
How should suppliers be selected?
What type of relationship should be maintained with suppliers?
What is expected from suppliers?
How many suppliers should be used?
How can quality and dependability of suppliers be ensured?
How can suppliers be encouraged to collaborate?
Operations Strategy: Operating Systems

[email protected] Page 13
How will operating systems execute strategic decisions?
How does one align information technology and operations strategic goals?
How does information technology support both customer and worker demands for rapid access, storage, and
retrieval of information?
How does information technology support decisions making process related to inventory levels, scheduling
priorities, and reward systems?
Recent Trends in Operations Management
From Division of Labour to Scientific Management and Mass Production, Operations has always tried to adjust to the
need of the businesses by improving & innovating with several trends. Similarly, the following discussion illustrate
how Operations are strategized these days and what are the recent trends, which are affecting Operations
Management

[email protected] Page 14
Computer-aided Design and Manufacturing (CAD/CAM)
computer-aided operations meant that all the designing and manufacturing of the product would be done with
the help of computers making the operations way more efficient.
These systems immensely helped in new product development and redesigning the processes.
Shrinking product life cycle
In the past, product life cycle used to be comparatively longer and when a product was introduced, it
generally stayed in the market for a longer period of time. Now with the fast expansion of technology,
product life cycles have become short and almost every product gets replaced by a new product in shorter
time spans.
Due to this reason, companies are forced to introduce rapid development of new products with
encouraging innovation. This has provided a new challenge and requires redesigning of operations making
the process faster.
Mass Customization
In the past years , there used to be large-scale standardized mass production to gain economies of scale.
With the increased flexibility and competition, now companies are forced to respond with creative product
designs and flexible production processes that supply to the consumers.
The trend has now been changing towards customized production of goods, whenever and wherever needed.
This has led to change in the way operations were designed earlier leading to better and more efficient
processes.
Employee Involvement

[email protected] Page 15
In the past, employees were treated as just another input to the production process where they were
treated more or less like machines and worker concerns were generally ignored.
The knowledge explosion and more technical workplace have combined to require more competence in the
workplace. Operations managers now respond by moving more decision making to individual workers.
With the development of HRM alongside, firms tend to focus more on employee empowerment, treating
employees as resources that bring competitive edge to the firm.
Quality management training based on lean philosophy has been very popular recently, making employee
involvement an essential part of the improvement process
Sustainability, Environmentally sensitive production
In the past, the focus of the production was aimed on obtaining resources at lowest possible cost ignoring the
damage made to the environment.
Operations managers now are increasingly getting concerned with design of products and processes that
are ecologically sustainable . That means designing and packaging products that minimize resource use, are
biodegradable, can be recycled and generally environment friendly.
In other words, Green production has been seen as a recent trend in operations management concerning
ecological sustainability.
Product development
New Product Development
Development of original products, product improvements, product modifications, and new brands
through the firm’s own R & D efforts.
New Product Development Strategy
New products can be obtained via acquisition or development.
New products suffer from high failure rates.
Several reasons account for failure.
Stages of the New Product Development Process
Stage 1: Idea Generation
Internal idea sources:
▪ R & D

[email protected] Page 16
External idea sources:
▪ Customers, competitors, distributors, suppliers
Stage 2: Idea Screening
Product development costs increase substantially in later stages so poor ideas must be dropped
Ideas are evaluated against criteria; most are eliminated
Stage 3: Concept Development and Testing
Concept development creates a detailed version of the idea stated in meaningful consumer terms.
Concept testing asks target consumers to evaluate product concepts.
Stage 4: Marketing Strategy Development
▪ The target market, product positioning, and sales, share, and profit goals for the first few years.
▪ Product price, distribution, and marketing budget for the first year.
▪ Long-run sales and profit goals and the marketing mix strategy.
Stage 5: Business Analysis
Sales, cost, and profit projections
Stage 6: Product Development
Prototype development and testing
Stage 7: Test Marketing
Standard test markets
Controlled test markets
Simulated test markets
Stage 8: Commercialization
Concurrent Engineering
Concurrent engineering is a work methodology based on the parallelization of tasks (i.e. performing tasks concurrently).
It refers to an approach used in product development in which functions of design engineering, manufacturing
engineering and other functions are integrated to reduce the elapsed time required to bring a new product to the
market.
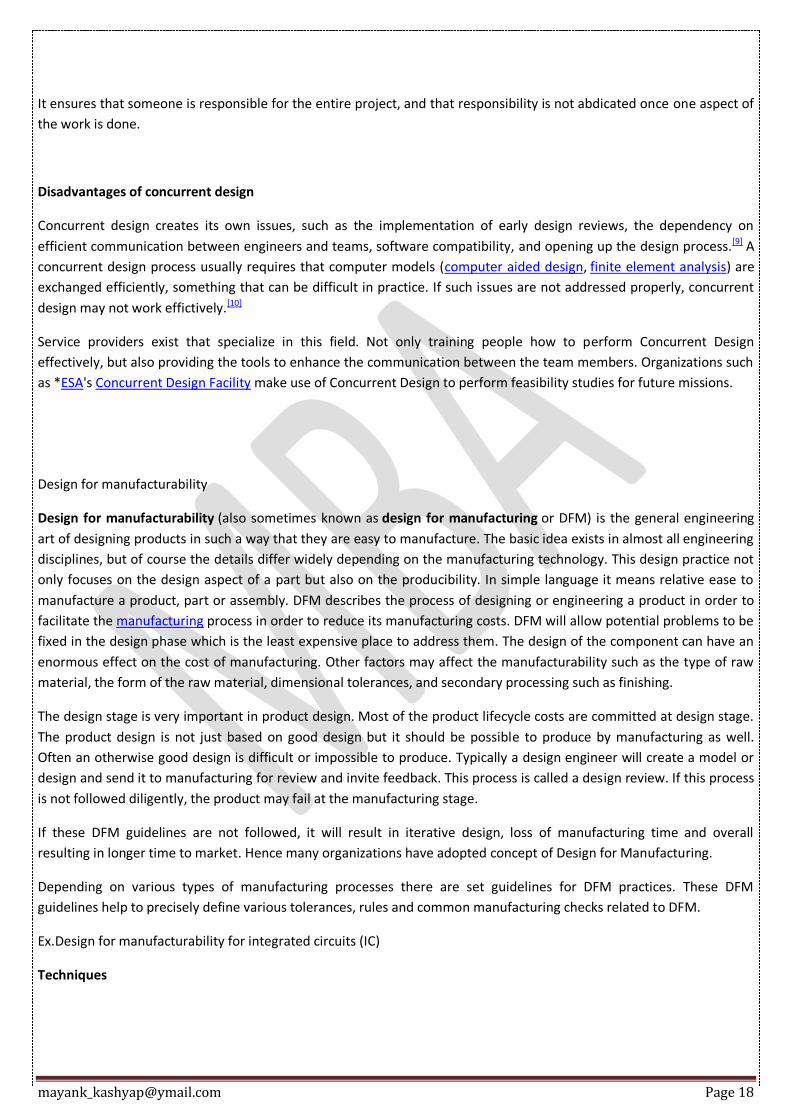
Concurrent engineering replaces the more traditional sequential design flow, or ‘Waterfall Model’.[5][6] In Concurrent
engineering an iterative or integrated development method is used instead[7] The difference between these two
methods is that the ‘Waterfall’ method moves in a linear fashion by starting with user requirements and sequentially
moving forward to design, implementation and additional steps until you have a finished product. In this design system,

[email protected] Page 17
a design team would not look backwards or forwards from the step it is on to fix possible problems. In the case that
something does go wrong, the design usually must be scrapped or heavily altered. On the other hand, the iterative
design process is more cyclic in that, all aspects of the life cycle of the product are taken into account, allowing for a
more evolutionary approach to design.[8] The difference between the two design processes can be seen graphically in
Figure 1.
Traditional “Waterfall” or Sequential Development Method vs. Iterative Development Method in concurrent
engineering
A significant part of the concurrent design method is that the individual engineer is given much more say in the overall
design process due to the collaborative nature of concurrent engineering. Giving the designer ownership is claimed to
improve the productivity of the employee and quality of the product that is being produced, based on the assumption
that people who are given a sense of gratification and ownership over their work tend to work harder and design a
more robust product, as opposed to an employee that is assigned a task with little say in the general process.[4]
Concurrent engineering elements
Cross-functional teams
Include members from various disciplines involved in the process, including manufacturing, hardware and software
design, marketing, and so forth
Concurrent product realization
Process activities are at the heart of concurrent engineering. Doing several things at once, such as designing various
subsystems simultaneously, is critical to reducing design time.
Incremental information sharing
It helps minimize the chance that concurrent product realization will lead to surprises. As soon as new information
becomes available, it is shared and integrated into the design. Cross functional teams are important to the effective
sharing of information in a timely fashion.
Integrated project management
[email protected] Page 18
It ensures that someone is responsible for the entire project, and that responsibility is not abdicated once one aspect of
the work is done.
Disadvantages of concurrent design
Concurrent design creates its own issues, such as the implementation of early design reviews, the dependency on
efficient communication between engineers and teams, software compatibility, and opening up the design process.[9] A
concurrent design process usually requires that computer models (computer aided design, finite element analysis) are
exchanged efficiently, something that can be difficult in practice. If such issues are not addressed properly, concurrent
design may not work effictively.[10]
Service providers exist that specialize in this field. Not only training people how to perform Concurrent Design
effectively, but also providing the tools to enhance the communication between the team members. Organizations such
as *ESA's Concurrent Design Facility make use of Concurrent Design to perform feasibility studies for future missions.
Design for manufacturability
Design for manufacturability (also sometimes known as design for manufacturing or DFM) is the general engineering
art of designing products in such a way that they are easy to manufacture. The basic idea exists in almost all engineering
disciplines, but of course the details differ widely depending on the manufacturing technology. This design practice not
only focuses on the design aspect of a part but also on the producibility. In simple language it means relative ease to
manufacture a product, part or assembly. DFM describes the process of designing or engineering a product in order to
facilitate the manufacturing process in order to reduce its manufacturing costs. DFM will allow potential problems to be
fixed in the design phase which is the least expensive place to address them. The design of the component can have an
enormous effect on the cost of manufacturing. Other factors may affect the manufacturability such as the type of raw
material, the form of the raw material, dimensional tolerances, and secondary processing such as finishing.
The design stage is very important in product design. Most of the product lifecycle costs are committed at design stage.
The product design is not just based on good design but it should be possible to produce by manufacturing as well.
Often an otherwise good design is difficult or impossible to produce. Typically a design engineer will create a model or
design and send it to manufacturing for review and invite feedback. This process is called a design review. If this process
is not followed diligently, the product may fail at the manufacturing stage.
If these DFM guidelines are not followed, it will result in iterative design, loss of manufacturing time and overall
resulting in longer time to market. Hence many organizations have adopted concept of Design for Manufacturing.
Depending on various types of manufacturing processes there are set guidelines for DFM practices. These DFM
guidelines help to precisely define various tolerances, rules and common manufacturing checks related to DFM.
Ex.Design for manufacturability for integrated circuits (IC)
Techniques

[email protected] Page 19
After understanding the causes of yield loss, the next step is to make the design as resistant as possible. Techniques
used for this include:
Substituting higher yield cells where permitted by timing, power, and routability.
Changing the spacing and width of the interconnect wires, where possible
Optimizing the amount of redundancy in internal memories.
Substituting fault tolerant (redundant) vias in a design where possible
Design for assembly
Design for assembly (DFA) is a process by which products are designed with ease of assembly in mind. If a product
contains fewer parts it will take less time to assemble, thereby reducing assembly costs. In addition, if the parts are
provided with features which make it easier to grasp, move, orient and insert them, this will also reduce assembly time
and assembly costs. The reduction of the number of parts in an assembly has the added benefit of generally reducing
the total cost of parts in the assembly. This is usually where the major cost benefits of the application of design for
assembly occur.ex. The IBM Proprinter used design for automated assembly (DFAA) rules. These DFAA rules help design
a product that can be assembled automatically by robots, but they are useful even with products assembled by manual
assembly.[
Mass customization
Mass customization, in marketing, manufacturing, call centres and management, is the use of flexible computer-aided
manufacturing systems to produce custom output. Those systems combine the low unit costs of mass
production processes with the flexibility of individual customization.
Many implementations of mass customization are operational today, such as software-based product configurators that
make it possible to add and/or change functionalities of a core product or to build fully custom enclosures from scratch.
This degree of mass customization, however, has only seen limited adoption. If an enterprise's marketing department
offers individual products (atomic market fragmentation) it doesn't often mean that a product is produced individually,
but rather that similar variants of the same mass-produced item are available.
Companies that have succeeded with mass-customization business models tend to supply purely electronic products.
However, these are not true "mass customizers" in the original sense, since they do not offer an alternative to mass
production of material goods.
Service industries are also waking up to the power of a mass customization orientation. Call centres are
leveraging Agent-assisted automation to build pre-programmed, pre-recorded call flows to handle customers' inquiries.
The agent executes the process, varying it only as they need to because of something the customer says or needs, as
opposed to varying everything, every time
Process Selection
Process selection is based on five considerations

[email protected] Page 20
Type of process; range from intermittent to continuous
Degree of vertical integration
Flexibility of resources
Mix between capital & human resources
Degree of customer contact
Process types can be:
Project Process
Batch Process
Line Process
Continuous Process
Types of Processes
Intermittent operations:
Capable of producing a large variety of product designs in relatively low volumes
Continuous operations:
Capable of producing one (or a few) standardized designs in very high volumes
Facilities Layout

[email protected] Page 21
Layout: the configuration of departments, work centers, and equipment, with particular emphasis on
movement of work (customers or materials) through the system
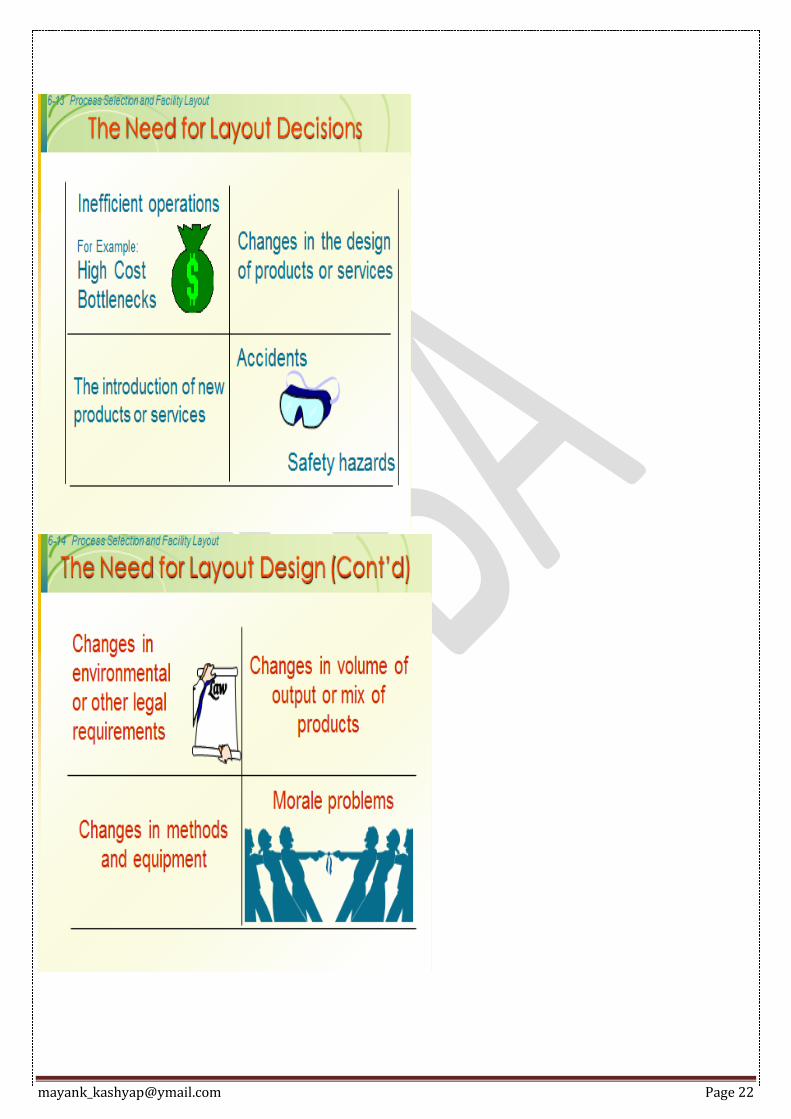
Importance of Layout Decisions
Requires substantial investments of money and effort
Involves long-term commitments
Has significant impact on cost and efficiency of short-term operations
[email protected] Page 22

[email protected] Page 23
Basic Layout Types
Product layout
Layout that uses standardized processing operations to achieve smooth, rapid, high-volume flow
Process layout
Layout that can handle varied processing requirements
Fixed Position layout
Layout in which the product or project remains stationary, and workers, materials, and equipment are
moved as needed
Cellular Production
Layout in which machines are grouped into a cell that can process items that have similar processing
requirements
Group Technology
The grouping into part families of items with similar design or manufacturing characteristics
JOB DESIGN

[email protected] Page 24
Job Design typically refers to the way that a set of tasks, or an entire position, is organized
Job design is an effort to organize task, duties, and responsibilities into a unit of work to achieve a certain
objectives.
It has critical impact on organization and employee objectives.
It specifies the content of the job and determines how work is distributed within an organization.
OBJECTIVES OF JOB DESIGN
Technical feasibility
Ability to handle equipments and machinery
Economic feasibility
Cost effectiveness
Behavioral feasibility
Motivation and morale to work
It explores:
what tasks are done
when and how the tasks are done
how many tasks are done
in what order the tasks are done
factors which affect the work

[email protected] Page 25
Approaches to Job Design
Broadly speaking the various factors that affect a job design can classified under three heads. They are:
Organizational Factors
Environmental Factors
Behavioural Factors
Organizational factors
that affect job design can be work nature or characteristics, work flow, organizational practices and ergonomics.
Work Nature: There are various elements of a job and job design is required to classify various tasks into a job or
a coherent set of jobs. The various tasks may be planning, executing, monitoring, controlling etc and all these
are to be taken into consideration while designing a job.
Ergonomics: Ergonomics aims at designing jobs in such a way that the physical abilities and individual traits of
employees are taken into consideration so as to ensure efficiency and productivity. Ergonomics is concerned
with designing and shaping jobs to fit the physical abilities and characteristics of individuals so that ,they
perform the jobs effectively .Ergonomics helps employees to design jobs in such a way that workers' physical
abilities and job demands are balanced .It does not alter the nature of job tasks, but alters the location of tools
,switches and other facilities, keeping in view that handling the job is the primary consideration.
Workflow: Product and service type often determines the sequence of work flow. A balance is required
between various product or service processes and a job design ensures this.

[email protected] Page 26
Culture: Organizational culture determines the way tasks are carried out at the work places. Practices are
methods or standards laid out for carrying out a certain task. These practices often affect the job design
especially when the practices are not aligned to the interests of the unions.
Environmental factors
affect the job design to a considerable extent. These factors include both the internal as well as external factors.
They include factors like employee skills and abilities, their availability, and their socio economic and cultural
prospects.
Employee availability and abilities: Employee skills, abilities and time of availability play a crucial role while
designing of the jobs. The above mentioned factors of employees who will actually perform the job are taken
into consideration. Designing a job that is more demanding and above their skill set will lead to decreased
productivity and employee satisfaction.
Socio economic and cultural expectations: Jobs are nowadays becoming more employee centered rather than
process centered. They are therefore designed keeping the employees into consideration. In addition the
literacy level among the employees is also on the rise. They now demand jobs that are to their liking and
competency and which they can perform the best.
Behavioral factors or human factors are those that pertain to the human need and that need to be satisfied
for ensuring productivity at workplace. They include the elements like autonomy, diversity, feedback etc. A brief
explanation of some is given below:
Autonomy: Employees should work in an open environment rather than one that contains fear. It promotes
creativity, independence and leads to increased efficiency.
Feedback: Feedback should be an integral part of work. Each employee should receive proper feedback about
his work performance.
Diversity: Repetitive jobs often make work monotonous which leads to boredom. A job should carry sufficient
diversity and variety so that it remains as interesting with every passing day. Job variety / diversity should be
given due importance while designing a job.
Use of Skills and abilities: Jobs should be employee rather than process centered. Though due emphasis needs
to be given to the latter but jobs should be designed in a manner such that an employee is able to make full use
of his abilities and perform the job effectively.
TECHNIQUES OF JOB DESIGN
Work Simplification
Job Rotation
Job Enlargement
Job Enrichment
High Performance work Design

[email protected] Page 27
Work simplification
describes the making of daily tasks easier in order to reduce strain, or to decrease the amount energy required
to complete an activity.
Example:
Using an automated can opener instead of the manual version
Lengthening a short handle on a dustpan to avoid bending
Sliding heavy objects or using a wheeled cart to avoid lifting
Job Rotation
is a management approach where employees are shifted between two or more assignments or jobs at regular
intervals of time in order to expose them to all verticals of an organization. It is a pre-planned approach with an
objective to test the employee skills and competencies in order to place him or her at the right place. In addition
to it, it reduces the monotony of the job and gives them a wider experience and helps them gain more insights.
JOB ROTATION OBJECTIVES
Reducing Monotony of the Job
Succession Planning
Creating Right-Employee Job Fit
Exposing Workers to All Verticals of the Company
Testing Employee Skills and Competencies
Developing a Wider Range of Work Experience
Job enrichment
is an attempt to motivate employees by giving them the opportunity to use the range of their abilities.
It can be contrasted to job enlargement which simply increases the number of tasks without changing the
challenge. As such job enrichment has been described as 'vertical loading' of a job, while job enlargement is
'horizontal loading'.
An enriched job should ideally contain:
A range of tasks and challenges of varying difficulties (Physical or Mental)
A complete unit of work - a meaningful task
Feedback, encouragement and communication
Benefits of Job Design

[email protected] Page 28
The following are the benefits of a good job design:
1. Employee Input: A good job design enables a good job feedback. Employees have the option to vary tasks as per
their personal and social needs, habits and circumstances in the workplace.
2. Employee Training: Training is an integral part of job design. Contrary to the philosophy of “leave them alone’
job design lays due emphasis on training people so that are well aware of what their job demands and how it is
to be done.
3. Work / Rest Schedules: Job design offers good work and rest schedule by clearly defining the number of hours
an individual has to spend in his/her job.
4. Adjustments: A good job designs allows for adjustments for physically demanding jobs by minimising the energy
spent doing the job and by aligning the manpower requirements for the same.
Job design is a continuous and ever evolving process that is aimed at helping employees make adjustments with
the changes in the workplace. The end goal is reducing dissatisfaction, enhancing motivation and employee
engagement at the workplace.
Demand forecasting
Demand forecasting is the activity of estimating the quantity of a product or service that consumers will purchase.
Demand forecasting involves techniques including both informal methods, such as educated guesses, and quantitative
methods, such as the use of historical sales data or current data from test markets. Demand forecasting may be used in
making pricing decisions, in assessing future capacity requirements, or in making decisions on whether to enter a new
market.
Methods that rely on qualitative assessment
Forecasting demand based on expert opinion. Some of the types in this method are,
Unaided judgment
Prediction market
Delphi technique
Game theory
Judgmental bootstrapping
Simulated interaction
Intentions and expectations surveys
Conjoint analysis

[email protected] Page 29
jury of executive method
Methods that rely on quantitative data
Discrete Event Simulation
Extrapolation
Reference class forecasting
Quantitative analogies
Rule-based forecasting
Neural networks
Data mining
Causal models
Segmentation
Some of the other methods
a) time series projection methods this includes:
moving average method
exponential smoothing method
trend projection methods
b) casual methods this includes:
chain-ratio method
consumption level method
end use method
There are three techniques of trend projection
Graphical
Fitting Trend Equation
Box-Jenkins method
Delphi method: it consists of an effort to arrive at a consensus in an uncertain area by questioning a group of
experts repeatedly until the results appear to converge along a single line of the issues causing disagreement
are clearly defined.

[email protected] Page 30
Capacity planning
Capacity planning is the process of determining the production capacity needed by an organization to meet
changing demands for its products.[1] In the context of capacity planning, "design capacity" is the maximum amount of
work that an organization is capable of completing in a given period, "effective capacity" is the maximum amount of
work that an organization is capable of completing in a given period due to constraints such as quality problems, delays,
material handling, etc. The phrase is also used in business computing as a synonym for Capacity Management.
The objectives of capacity planning are:
To identify and solve capacity problem in a timely manner to meet consumer needs.
To maintain a balance between required capacity and available capacity.
The goal of capacity planning is to minimize this discrepancy.
Capacity is calculated: (number of machines or workers) × (number of shifts) × (utilization) × (efficiency).
THE NEED FOR CAPACITY PLANNING:
Capacity planning is done in order to estimate whether the demand is higher than capacity or lower than
capacity. That is compare demand versus capacity.
It helps an organization to identify and plan the actions necessary to meet customer’s present and future
demand.
The broad classes of capacity planning are lead strategy, lag strategy, match strategy, and adjustment strategy.
Lead strategy is adding capacity in anticipation of an increase in demand. Lead strategy is an aggressive
strategy with the goal of luring customers away from the company's competitors by improving the service
level and reducing leadtime. It is also a strategy aimed at reducing stockout costs. A large capacity does not
necessarily imply high inventory levels, but it can imply in higher cycle stock costs. Excess capacity can also be
rented to other companies.
Lag strategy refers to adding capacity only after the organization is running at full capacity or beyond due to
increase in demand (North Carolina State University, 2006). This is a more conservative strategy. It decreases
the risk of waste, but it may result in the loss of possible customers either by stockout or low service levels.
Match strategy is adding capacity in small amounts in response to changing demand in the market. This is a
more moderate strategy.
Adjustment strategy is adding or reducing capacity in small or large amounts due to consumer's demand, or,
due to major changes to product or system architecture.
Capacity planning normally involves the following activities:

[email protected] Page 31
1. Assessing existing capacity.
2. Forecasting capacity needs.
3. Identifying alternative ways to modify capacity.
4. Evaluating financial, economical, and technological capacity alternatives.
5. Selecting a capacity alternative most suited to achieving strategic mission.
THREE STEPS OF CAPACITY PLANNING:
Determine Service Level Requirements:
The first step on the capacity planning process is to categorize the work done by systems and to quantify users’
expectation for how the work gets down.
(a) Define workloads
(b) Determine the unit of work
(c) Identify service levels for each workload
Analyze current capacity:
Next, the current capacity of the system must be analyzed to determine how it is meeting the needs of the users.
(a) Measure service levels and compare to objectives
(b) Measure overall resources usages.
(c) Measure resource usages by workload
(d) Identify components of response time
Planning for future:
Finally, using forecasts of future business activity, future system requirements are determined. Implementing the
required changes in system configuring will ensure that sufficient capacity will be available to maintain service level,
even as circumstanced change in the future.
(a) Determine future processing requirements
(b) Plan future system configuration
WHAT ARE THE MODELS AND TECHNIQUES THAT ARE USEFUL FOR CAPACITY PLANNING?

[email protected] Page 32
Present value analysis: It is used to evaluate the time of capital investment and fund flows.
Aggregate planning models: it is useful for examining the way of using the examining the way of using the
existing capacity in the short terms.
Break even analysis: to determine the minimum break even volumes of production.
Linear programming: this is helpful in determining the optimum product mix for maximizing contribution,
considering the capacity constraints.
Computers simulation: it is helpful to determine the effects of various scheduling policies.
Decision tree analysis: this can be applied for long term capacity problems.
THEORY OF CONSTRAINTS
• The Theory of Constraints is a methodology for identifying the most important limiting factor (i.e. constraint)
that stands in the way of achieving a goal and then systematically improving that constraint until it is no longer
the limiting factor. In manufacturing, the constraint is often referred to as a bottleneck. The Theory of
Constraints takes a scientific approach to improvement. It hypothesizes that every complex system, including
manufacturing processes, consists of multiple linked activities, one of which acts as a constraint upon the entire
system (i.e. the constraint activity is the “weakest link in the chain”).
• The theory of constraints (TOC) is a management paradigm that views any manageable system as being limited
in achieving more of its goals by a very small number of constraints. There is always at least one constraint, and
TOC uses a focusing process to identify the constraint and restructure the rest of the organization around it.
• TOC adopts the common idiom "a chain is no stronger than its weakest link". This means that processes,
organizations, etc., are vulnerable because the weakest person or part can always damage or break them or at
least adversely affect the outcome.
The Theory of Constraints provides a powerful set of tools for helping to achieve that goal, including:
1. The Five Focusing Steps (a methodology for identifying and eliminating constraints)
2. The Thinking Processes (tools for analyzing and resolving problems)
3. Throughput Accounting (a method for measuring performance and guiding management decisions)
Synchronous Manufacturing
In synchronous manufacturing, production occurs in different production centers; some centers have constraints that
limit the rate of production and some centers do not. Both types of centers must focus on using raw materials to
produce goods that are nearly ready for shipment to customers, with the production schedule closely following the level

[email protected] Page 33
of customer orders. The manufacturer saves money on the cost of transporting raw materials to production centers and
by preventing the storage of raw materials near production centers that aren't required for satisfying actual customer
orders
Lean production
Just in time production (JIT)
• Just in time is a ‘pull’ system of production, so actual orders provide a signal for when a product should be
manufactured. Demand-pull enables a firm to produce only what is required, in the correct quantity and at the
correct time.
• This means that stock levels of raw materials, components, work in progress and finished goods can be kept to
a minimum. This requires a carefully planned scheduling and flow of resources through the production process.
• Uses a systems approach to develop and operate a manufacturing system
• Organizes the production process so that parts are available when they are needed
• A method for optimizing processes that involves continual reduction of waste
CHARACTERISTICS
• Uniform work stations
• Small lot Sizes
• Closer supplier ties
• Maintenance of High QUALITY
• Quick and economic setups
• Flexible facilities and multi skilled workforce
• Preventive maintenance

[email protected] Page 34
• Continuous Improvements
• People Involvement
• Team Work
• Discipline
• Supplier Involvement
• Total Quality Control
Advantages of JIT
• Lower stock holding means a reduction in storage space which saves rent and insurance costs
• As stock is only obtained when it is needed, less working capital is tied up in stock
• There is less likelihood of stock perishing, becoming obsolete or out of date
• Avoids the build-up of unsold finished product that can occur with sudden changes in demand
• Less time is spent on checking and re-working the product of others as the emphasis is on getting the work right
first time
Disadvantages of JIT
• There is little room for mistakes as minimal stock is kept for re-working faulty product
• Production is very reliant on suppliers and if stock is not delivered on time, the whole production schedule can
be delayed
• There is no spare finished product available to meet unexpected orders, because all product is made to meet
actual orders – however, JIT is a very responsive method of production
Supply chain management

[email protected] Page 35
Supply chain Management: Integration of various activities encompassed by the supply chain through improved
supply chain relationships to achieve a sustainable competitive advantage. Supply chain management (SCM) is
the management of a interconnected or interlinked between network, channel and node businesses involved in
the provision of product and service packages required by the end customers in asupply chain.[2] Supply chain
management spans all movement and storage of raw materials, work-in-process inventory, and finished goods
from point of origin to point of consumption.

[email protected] Page 36
Objectives of a Supply Chain
The objectives are :
1. To maximise the overall value generated. The value a supply chain generates is the difference between
what the final product is worth to the customer and the effort the supply chain expends in filling the
customer’s request.
2. To achieve maximum supply chain profitability. Supply chain profitability is the total profit to be shared
across all supply chain stages.
3. To reduce the supply chain costs to the minimum possible level.
Activities Involved in Supply Chain Management
Four major activities involved in supply chain management are:
1. Purchasing
2. Logistics
3. Warehousing
4. Expediting.
key critical supply business processes which combine these processes stated by Lambert such as:
a. Customer service management
b. Procurement
c. Product development and commercialization
d. Manufacturing flow management/support

[email protected] Page 37
e. Physical distribution
f. Outsourcing/partnerships
g. Performance measurement
h. Warehousing management
Managing the Supply Chain
1. Postponement
2. Channel assembly
3. Drop shipping and special packaging
4. Blanket orders
5. Invoiceless purchasing
6. Electronic ordering and funds transfer
7. Stockless purchasing
8. Standardisation
Measuring Supply Chain Performance
Four measures of supply chain performance are:
1. Delivery
2. Quality
3. Time
4. Cost
Structural Improvement
There are two basic ways to improve supply chains, by changing structure or infrastructure.
Infrastructure
Structural change in a supply chain involves :
• Vertical Integration
• Process Simplification
• Configuration
• Changes
• Product redesign

[email protected] Page 38
• Outsourcing logistics
Improvements in Infrastructure
Infrastructure changes in supply chain involves
1. Cross-functional teams
2. Partnerships
3. Set-up time reduction
4. Information systems
5. Cross-docking
Types of production system
Intermittent Production
• Intermittent means something that starts (initiates) and stops (halts) at irregular (unfixed) intervals (time gaps).
• These goods are produced on a small scale.
• In other words, the flow of production is not continuous. In this system, large varieties of products are
produced.
• These products are of different sizes.

[email protected] Page 39
• The design of these products goes on changing.
• It keeps changing according to the design and size of the product. Therefore, this system is very flexible.
• The types of intermittent production system include:
• Project production flows,
• Jobbing production flows, and
• Batch production flows.

[email protected] Page 40

[email protected] Page 41


[email protected] Page 43
• Kanban (かんばん(看板)?) (literally signboard or billboard) is a scheduling system for lean and just-in-time (JIT)
production.[2] Kanban is a system to control the logistical chain from a production point of view, and is not
an inventory control system. Kanban was developed by Taiichi Ohno, at Toyota, to find a system to improve and
maintain a high level of production. Kanban is one method through which JIT is achieved.[3]
• Kanban became an effective tool in support of running a production system as a whole, and it proved to be an
excellent way for promoting improvement. Problem areas were highlighted by reducing the number of kanban
in circulation
• A system that uses replenishment signals to simplify inventory management
– Signals (usually cards) hold product details
• What to make, when to make it, how much to make, and where to send it
– Cards stay attached to a bin that holds the product
– When bin is empty, it is returned to the start of the assembly line for replenishment
– Full bins are returned to the customer, and the cycle continues
Benefits of Kanban
• Highly visible systems
• Simple, effective, and inexpensive
• Reduces inventory and eliminates stock-outs
• Improves the quality of service
• Improves lead times

[email protected] Page 44