nozzle fault detection using recursive least squares · nozzle fault detection using recursive...
TRANSCRIPT

Experts in Spray TechnologySpray
NozzlesSpray
ControlSpray
AnalysisSpray
Fabrication
Nozzle Fault Detection using Recursive Least Squares
B. De Ketelaere*1, H. Saelens2, L. Wulteputte2 and J. Anthonis1
1Division of Mechatronics, Biostatistics and Sensors (MeBioS), Kasteelpark Arenberg 30, B-3001 Heverlee, Belgium
2AutoJet Technologies B.V.B.A., Buchtenstraat 2, B-9051 St.-Denijs-Westrem, Belgium
Abstract
A spraying device that sprays a mixture of fluids is monitored to determine whether it is functioning properly. The considered spraying device has inlets for two fluids, water and air, and a mixing chamber in which the fluids are mixed. A mixture pressure sensor is mounted on the tube carrying the mixture from mixing chamber to the outlet to detect the pressure of the mixture. The input pressures of the fluids entering the spraying device are also measured. The measured input pressures of
the fluids are used to calculate a predicted mixture pressure based on an empirical linear formula, which has parameters that are derived recursively when the spraying device is installed in its operating position. The calculated pressure and the measured actual mixture pressure are then used in a comparison process to determine whether or not the spraying device is functioning properly.
As presented at: ILASS–Americas, 20th Annual Conference on Liquid Atomization and Spray Systems, Chicago, IL, May 2007

2 www.sprayconsultants.com
Nozzle Fault Detection using Recursive Least Squares
Introduction
Spraying devices such as nozzles are widely used in a variety of industrial applications. In many applications, the proper performance of spraying devices is critical to the processing in which they are used. The failure of a spraying device may result in defective products and cause potentially significant economic losses.
For instance, in the steel industry, spraying nozzles of an internal-mixing type are used for steel cooling in a continuous casting process. An internal-mixing nozzle used in such a casting application provides a spray of a mixture of water and air, i.e., a mist. To that end, the spraying nozzle has an internal mixing chamber and water and air inlets with calibrated orifices. Water and air are fed through the inlet orifices into the internal mixing chamber, where they are mixed. The mixture is transported through a tube to a nozzle aperture that discharges the mixture in a desired spray pattern, such as a flat pattern. The spray generated by the nozzle is a function of the input water and air pressures, which may be
set at different values for different applications depending on the particular requirements thereof. For the nozzle to function properly, the input air and pressures have to be tightly controlled. Doing so, however, is not sufficient to guarantee the proper operation of the nozzle because the air and water inlet orifices and the nozzle tip may become worn out due to use or clogged, thereby preventing the nozzle from generating the desired spraying output. Such performance degradation or malfunction of the internal-mixing spray nozzles can develop gradually over time and has been difficult to monitor or detect.
Therefore, the main objective of this study is to provide a reliable way to effectively monitor the performance of a spraying device, especially an internal-mixing spray nozzle, to ensure that it is functioning properly. To this end, in a first step a simple linear spraying model is proposed. In a next step, a recursive estimation scheme of the model parameters is presented. Finally, a simple fault detection solution is given and verified on real life data.
Materials and Methods
An experimental set-up was constructed to obtain input and output pressures in a predefined range. Throughout all measurements, Spraying Systems nozzles (Spraying Systems Co., Wheaton, IL, USA, type CasterJet) were used. In order to construct the empirical model, a new, intact nozzle was used. Throughout validation, two other intact nozzles were considered. Besides, a defect nozzle was used with an obstruction in the mixing chamber to verify the sensitivity of the proposed detection algorithm (see further).
In order to record the input fluid pressures and the mixture pressure, Wika pressure sensors (Wika, Klingenberg, Germany, type OT-1) were used, which operate in a pressure range of 0 to 60 bar, being sufficient for the purpose. The input pressures are measured just before entry in the nozzle, on the pipes carrying the liquids. The output pressure is measured
downstream the mixing chamber, on the tube carrying the mixture from mixing chamber to the nozzle end.
The data from the pressure sensors are fed to a data acquisition board (National Instruments Inc., Zaventem, Belgium) and digitized with a 16-bit resolution. The sampling rate used was 8 Hz.
The incoming water and air pressures were used to calculate a predicted output (mixture) pressure. Initial theoretical considerations have shown that the relation between input and output pressures is highly nonlinear (calculations not shown). This offers the choice of using the complex model for prediction, or to use a much simplified (linear) model, eventually in a recursive way, to be able to account for a broad working range. We have chosen the second option for the following reason. Although nozzles are produced in such a way that they should be identical, this is not the case so that model parameters are to
EQUIPMENT & METHODS

3 www.sprayconsultants.com
Nozzle Fault Detection using Recursive Least Squares
be recalculated for each individual nozzle. In order to avoid this tedious and unwanted operation, the use of recursive estimators is a clear asset and the advantage of the complex nonlinear model that works in the whole operation range of the nozzle is cancelled out. In view of this, it needs no further argument that linear recursive least squares are easier to handle than their nonlinear version.
The proposed model is is linear in its parameters and given in Eq. 1:
(1)
air i water i iθ ε+ +
, , ,mix i air i water iP P P
( )0 1 2
3 , ,P P
θ θ θ= + +
where Pmix,i is the pressure of the water–air mixture at time i [Bar], Pwater,i the water pressure [Bar] and Pair,i the air pressure [Bar]; θ0, θ1, θ2 & θ3 are the to be estimated model parameters. As can be noticed, all model parameters enter in a linear way. In matrix notation:
(2) φ θ ε= +TmixP
where
(3) = ⋅
[ ]0 1 2 3
1T
air water air water
T
P P P P
β β β β=
φ
θ
Recursive Least Squares (RLS). In least square estimation, the unknown parameters of a linear model are chosen in such a way that the sum of the squares of the difference between the actually observed and the computed values is a minimum. For a linear system (e.g. the considered model shown in Eq. 1) this translates into finding the parameters that minimize the following loss function V:
(4) V n y iˆ ˆ= −θ φ θ( ) ( )( )
2
1
12
,n
T
i=∑
Minimization of the loss function results in the closed form solution which requires the calculation of a matrix inverse:
(5)
i i i y i ∑ ∑φ φ φ
( ) ( ) ( ) ( )
1
1 1
ˆ
n n
i i
−
= =
=
T
θ
Since we are interested in real-time parameter estimation, it is computationally more efficient to update the estimates in Eq. 4 in a recursive way as soon new data become available [1]. The recursive form of Eq. (5) is given by:
(6)
φ θL k y k k k+ − −
= −k kˆ ˆθ θ( ) ( )( ) ( ) ( ) ( )( )
1
1ˆT
where k denotes the time point. L(k) is given by
(7)
+ −k k kφ P φ1 1
k k= − ⋅
( ) ( ) ( )( ) ( )
( ) ( ) ( )( ) 1
1T
L k k k
−
= P φP φ
and
(8) = − −φ Pk L k k kP I( ) ( ) ( )( ) ( )1T
completing the recursive estimation scheme. Remark that this operation does not require calculating a matrix inverse. In previous equations, P(k) is usually referred to as the covariance matrix. Eq. 6 updates the estimates at each step based on the difference between the predicted and measured output. The recursive scheme can be viewed as a filter that averages the data to give optimal estimates. Although averaging is a good option if the parameters of the model are constant in nature, it does not hold in cases where parameters are time-varying. In our practical case, parameters will be time-varying since the considered model (Eq. 1) is a linear approximation with different optimal parameter estimates depending on the values of the input pressures.
EQUIPMENT & METHODS

4 www.sprayconsultants.com
Nozzle Fault Detection using Recursive Least Squares
EQUIPMENT & METHODS
Therefore, the recursive estimation scheme is broadened by including a forgetting factor λ. Eq. 7 and 8 are now replaced by:
(9)
k k k+ −φ P φ
L k k k= − ⋅( ) ( ) ( )
( ) ( ) ( )( ) 1
1
1Tλ−
P φ
and
(10) = − −φ Pk L k k kP I( ) ( ) ( )( ) ( )1 1T
λ
The main difference with the classical least square method is how the covariance matrix is updated. In the classical RLS the covariance vanishes to zero with time if the system remains invariant, losing its capability to keep track of changes in the parameters. In Eq. 10, however, the covariance matrix is divided by λ at each update. This type of forgetting, however, holds the disadvantage that, in cases where no or few new information becomes available, the systems forgets old information while no new information becomes available. This is often referred to as covariance wind-up.
In our practical example, the wind-up problem might be of particular relevance, since in practice input pressures will not change often so that system excitation remains poor. In order to compensate for this potential wind-up, several authors proposed a time-varying forgetting factor of which the most widely used is the one proposed by Fortescue [2]. In that approach, the squared actual residual is used in combination with the leverage φT(k)P(k–1)φ(k) – large residuals lead to low lambda values and high leverage points (those points that are extreme in terms of the input space) result in a high λ:
(11)
1 1k k k+ −φ P φ
( )( )
( ) ( ) ( )
2
2
11T
k
k
λ
εσ
=
−
where σ² is the expected measurement variance (prior knowledge) and ε²(t) the actual squared residual.
In a fault diagnosis system as discussed here, including the squared residual as a tuning parameter for λ is not desirable since large errors typically would indicate nozzle faults and it is not desirable that the RLS algorithm learns this fault. In order to overcome this potential drawback, a simple adaptive forgetting factor is proposed that only takes into account the leverage φT(k)P(k–1)φ(k): µ
(12)
k k kφ P φ
= −( )
( ) ( ) ( )
111
1T
kλ ζ+
−
In this equation, ζ is a constant (ζ ∈ ℜ+). It can be noticed that the reasoning of Fortescue is altered here: high leverage points will result in a low λ. Indeed, when input settings are altered (resulting in a high leverage), it is desirable that the system quickly adapts to this new situation because the considered model (Eq. 1) is a linear approximation that only holds for a rather narrow range of inputs. On the other hand, if inputs are not changing so that leverages are low, λ should be close to 1. In a sense, the leverage takes over the role of the error in the Fortescue approach while the error is omitted.
All data processing steps and graphics were made using the Matlab® software (The Mathworks, Inc., USA, version 6.5).

5 www.sprayconsultants.com
Nozzle Fault Detection using Recursive Least Squares
RESULTS & DISCUSSION
Results and discussions
In a first step, the simplified model (Eq. 1) was verified using an intact nozzle. Input pressures (for water and air) were altered over the whole working range of the nozzle, i.e. between 1 and 6 bar. Figure 1 shows the input patterns (left) and the output mixture pressure (right). The RLS algorithm with a time varying forgetting factor as defined by Eqs. 6, 9–10 & 12 was applied to these data. The constant ζ was set to 4 throughout all analyses.
The resulting estimation scheme proved to be able to capture the input–output relation very well, having a root mean squared error (RMSE) of 0.0276 bar. With the constant ζ set to 4, the Figure 2 shows the wind–up problem in case of the classical fixed forgetting factor set at 0.9942 (upper figure, solid line). Indeed, from 2000 to 2300 seconds after start, there is very little variation in the input patterns and, as a result, the trace of the covariance matrix increases exponentially (by a factor 600, solid line). The proposed time varying forgetting factor from Eq. 12 is rather insensitive to low input excitations (50 % increase, dotted line). Also the Fortescue approach (Eq. 11) seems effective towards the wind–up problem (increase by a factor 10, dashed line). For clarity, the inputs in the considered time span are given, too (lower figure). Average forgetting factor over the whole experiment was 0.9942. As a comparison, a model with λ fixed at 0.9942 had a comparable RMSE (0.0285, being 3 % higher).
Figure 2 shows the wind–up problem in case of the classical fixed forgetting factor set at 0.9942 (upper figure, solid line). Indeed, from 2000 to 2300 seconds after start, there is very little variation in the input patterns and, as a result, the trace of the covariance matrix increases exponentially (by a factor 600, solid line). The proposed time varying forgetting factor from Eq. 12 is rather insensitive to low input excitations (50 % increase, dotted line). Also the Fortescue approach (Eq. 11) seems effective towards the wind–up problem (increase by a factor 10, dashed line). For clarity, the inputs in the considered time span are given, too (lower figure).
Figure 1: Input pressures (water – dotted line; air – dashed line) and output pressure (full line). Intact nozzle.
Figure 2: Upper: Trace of the covariance matrix for the fixed (solid line), proposed (Eq. 12, dotted line) and Fortescue (dashed line) time varying forgetting factor. Lower: corresponding input pressures (water – solid line and air – dotted line).
By adapting λ based on the leverage φT(k)P(k–1)φ(k), a fast response to sudden input changes is guaran-teed. Figure 3 shows the proposed adaptive and constant forgetting factor (upper figure) together with the output pressure (lower figure) for the same part of the data. It can clearly be observed that the system is learning quickly (low lambda) when new situations occur, and that in case where there is low excitation of the system, λ is nearly 1 in order to avoid wind–up problems.
6 www.sprayconsultants.com
Nozzle Fault Detection using Recursive Least Squares
RESULTS & DISCUSSION
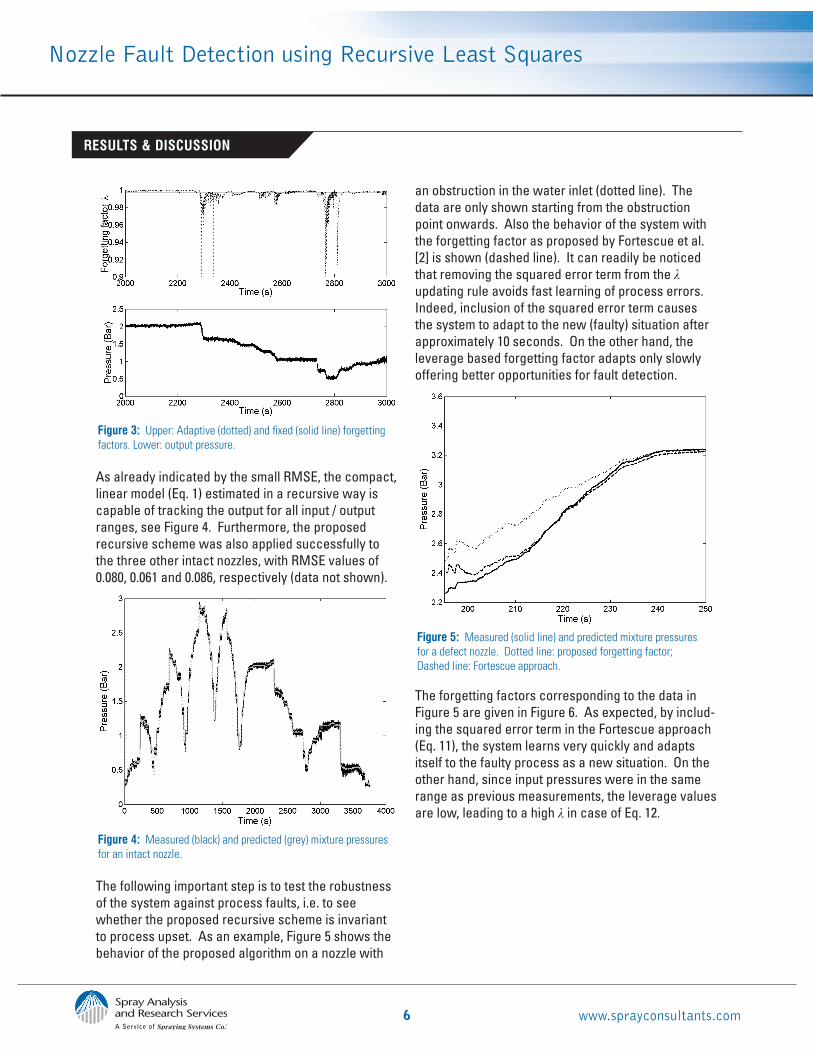
Figure 3: Upper: Adaptive (dotted) and fixed (solid line) forgetting factors. Lower: output pressure.
As already indicated by the small RMSE, the compact, linear model (Eq. 1) estimated in a recursive way is capable of tracking the output for all input / output ranges, see Figure 4. Furthermore, the proposed recursive scheme was also applied successfully to the three other intact nozzles, with RMSE values of 0.080, 0.061 and 0.086, respectively (data not shown).
Figure 4: Measured (black) and predicted (grey) mixture pressures for an intact nozzle.
The following important step is to test the robustness of the system against process faults, i.e. to see whether the proposed recursive scheme is invariant to process upset. As an example, Figure 5 shows the behavior of the proposed algorithm on a nozzle with
an obstruction in the water inlet (dotted line). The data are only shown starting from the obstruction point onwards. Also the behavior of the system with the forgetting factor as proposed by Fortescue et al. [2] is shown (dashed line). It can readily be noticed that removing the squared error term from the λ updating rule avoids fast learning of process errors. Indeed, inclusion of the squared error term causes the system to adapt to the new (faulty) situation after approximately 10 seconds. On the other hand, the leverage based forgetting factor adapts only slowly offering better opportunities for fault detection.
Figure 5: Measured (solid line) and predicted mixture pressures for a defect nozzle. Dotted line: proposed forgetting factor; Dashed line: Fortescue approach.
The forgetting factors corresponding to the data in Figure 5 are given in Figure 6. As expected, by includ-ing the squared error term in the Fortescue approach (Eq. 11), the system learns very quickly and adapts itself to the faulty process as a new situation. On the other hand, since input pressures were in the same range as previous measurements, the leverage values are low, leading to a high λ in case of Eq. 12.

7 www.sprayconsultants.com
Nozzle Fault Detection using Recursive Least Squares
Figure 6: Forgetting factors for the proposed (dotted line) and Fortescue (dashed line) approach.
Based on the residuals of the model, the fault diagnosis system can now be completed. This can for instance be based on a very simple indicator, e.g. when the absolute value of the residual exceeds a certain preset value, say δ. This value can simply be said to equal 4·RMSE so the false alarm rate theoretically equals approx. 3 out of 100,000 samples. In our practical example, setting δ to 0.11 (4·0.0276) leads to a fast detection of the process fault. More advanced detection schemes for smaller process upsets are, among others, cumulative sum (CUSUM) and exponentially weighed moving average (EWMA) charts. Both are concepts of Statistical Process Control (SPC) [3]. This is the object of future research.
Conclusions
An in-line nozzle monitoring system was developed. The basis of the system is a recursive estimation of the nozzle behavior. In order to allow model param-eters to change over time, an adaptive forgetting factor was proposed, based on the leverage of the considered new data point. The advantage of such an adaptive scheme above other forgetting schemes was shown. The methodology elucidated in this paper was capable of tracking the input–output relation in a wide range of operation conditions, while being sensitive to process faults.
In future research, a further improvement of the proposed forgetting factor will be searched for, taking into account different rates of change for the different model parameters. This is often referred to as vector type forgetting.
Furthermore, future research will focus on fast detec-tion algorithms based on the residuals. Hereto, con-cepts of Statistical Process Control (SPC) will be used.
RESULTS & DISCUSSION
Acknowledgements
Bart De Ketelaere is Industrial research Fellow sponsored by the Industrial Research Fund. Jan Anthonis holds a postdoctoral grant of the FWO-Vlaanderen.
References
1. Wellstead, P.E and Zarrop, M.B. Self-Tuning Systems: Control and Signal Processing. John Wiley & Sons, USA, 1994.
2. Fortescue, T.R., Kershenbaum, L.S. and Ydstie, B.E. Automatica 17(6):831-835 (1981).
3. Montgomery, D.C. Introduction to statistical quality control, John Wiley & Sons, Inc., Hoboken, NJ, USA, 2005.