nova uparjalnika za jedrsko elektrarno kr{ko
TRANSCRIPT

00-3stran 181
K. Nem~i}: Nova uparjalnika za JE Kr{ko - The New Steam Generators for the Kr{ko NPP
Èlanek predstavlja nova uparjalnika za JE Kr�ko in opisuje glavne izbolj�ave projekta in izdelave, kiso kot del stalnega napredka pri razvoju tehnologije uparjalnikov namenjene predvsem veèji zanesljivosti inla�jemu vzdr�evanju novih uparjalnikov.
Èlanek tudi podaja osnovne informacije o izdelavi novih uparjalnikov.© 2000 Strojni�ki vestnik. Vse pravice pridr�ane.(Kljuène besede: uparjalniki, Inconel 690TT, ekspanzija, izloèevalniki vlage)
This paper presents the new steam generators for the Kr�ko nuclear power plant and describes themain design and fabrication improvements, which are an ongoing research and development effort in steam-generator technology, aimed at improving the reliability and maintainability of the new steam generators.
The paper also provides basic information relating to the manufacturing of the new steam generators.© 2000 Journal of Mechanical Engineering. All rights reserved.(Keywords: steam generators, Inconel 690TT, expansion, moisture separators)
Nova uparjalnika za Jedrsko elektrarnoKr{koThe New Steam Generators for the Kr{ko Nuclear PowerPlant
Kre{imir Nem~i}
© Strojni{ki vestnik 46(2000)3,181-191ISSN 0039-2480UDK 621.184.2:621.311.25Strokovni ~lanek (1.04)
© Journal of Mechanical Engineering 46(2000)3,181-191 ISSN 0039-2480
UDC 621.184.2:621.311.25Speciality paper (1.04)
0 INTRODUCTION
The contract for manufacturing the newsteam generators for the Kr�ko nuclear power plant(NPP) was with the Consortium Siemens-Framatome. The other bidders were Westinghouse(USA), Babcock&Wilcox (Canada) and Mitsubishi(Japan). The consortium Siemens-Framatome waschosen because it best fulfilled the requirements thatwere specified in the procurement specification andwhich were evaluated in four areas: long term reli-ability of the pressure boundary, economy, steam-generator capability and delivery date.
Prior to Kr�ko NPP�s decision, other EuropeanNPPs had ordered Siemens or Consortium Siemens-Framatome designed steam generators as replacementsfor the original Westinghouse steam generators. Theseplants are: Ringhals 2&3 in Sweden, ASCO 1&2 andAlmaraz 1&2 in Spain, Doel 3 in Belgium.
The new steam generators were manufac-tured and delivered in 33 months, this included thetransport of the steam generators from Santander inSpain to Kr�ko, as specified in the contract.
The steam generators delivered by Consor-tium Siemens-Framatome were designed in accor-dance with the requirements of the ASME Boiler &
0 UVOD
Pogodba za izdelavo novih uparjalnikovje bila sklenjena s Konzorcijem SiemensFramatome. Drugi ponudniki so bili:Westinghouse, ZDA, Babcock & Wilcox, Kanadain Mitsubishi, Japonska. Konzorcij SiemensFramatome je bil izbran na podlagi izpolnjevanjazahtev, ki so bile doloèene v nabavni specifikacijiin vrednotene na podlagi �tirih glavnih kriterijev:dolgoroèna zanesljivost tlaène meje, ekonomskaupravièenost, zmogljivost uparjalnikov in datumizroèitve.
Pred JE Kr�ko so �e druge evropske jedrskeelektrarne kot nadomestilo za dotrajaneWestinghousove uparjalnike izbrale Siemens oz.konzorcij Siemens Framatome. Te elektrarne so:Ringhals 2 in 3 na �vedskem, ASCO 1 in 2 terAlmaraz 1 in 2 iz �panije, Doel 3 iz Belgije.
Nova uparjalnika sta bila izdelana inizroèena v 33 mesecih, vkljuèno z njunimtransportom iz Santanderja v �paniji do Kr�kega,kakor je zahtevala pogodba.
Uparjalnika Konzorcija SiemensFramatome sta izdelana v skladu z zahtevami ASMEpravilnika o vrelnih in tlaènih posodah, Del III,

00-3stran 182
K. Nem~i}: Nova uparjalnika za JE Kr{ko - The New Steam Generators for the Kr{ko NPP
Oddelek 1, Podskupina NB, kot komponenti razreda1. Komponente razreda 1 so tiste, ki sestavljajo tlaènomejo reaktorskega hladila.
Dotrajane stare uparjalnike je trebazamenjati predvsem zaradi velikega �tevilapo�kodovanih cevi in s tem povezanimi stro�kivzdr�evanja. Pri projektiranju in izdelavi novihuparjalnikov smo zato predvideli precej�nje �tevilosprememb, ki bodo poveèale odpornost protipo�kodbam. Ker na nastanek po�kodb najboljvplivajo: materiali, okolje (tj. predvsem kemija vode)in projekt, je bilo med projektiranjem trebavzpostaviti primerne kriterije, in sicer:a/ Termohidravlièni vidiki- izogniti se gretju �pranj,- izogniti se zastajanju pretoka,- izogniti se koncentraciji neèistoè.b/ Mehanski vidiki- zmanj�ati zaostale napetosti v ceveh,- zmanj�ati vibracije cevi.c/ Vidiki obratovanja/vzdr�evanja- zagotoviti zadostno rezervo povr�ine za prenos
toplote, ki bi se med obratovanjem lahko zmanj�alazaradi èepljenja cevi in usedlin na ceveh,
- zmanj�ati dele� kapljevine v pari,- zmanj�ati toplotne obremenitve na prikljuèku
cevovoda napajalne vode na tlaèno mejo (lupino),- zagotoviti ustrezen dostop osebja za preglede in
vzdr�evanja.Da bi izpolnili zelo stroge zahteve nabavne
specifikacije, je bilo izvedenih velikopredkvalifikacijskih in kvalifikacijskih testiranj preduporabo doloèene tehnologije ali postopkov.Pomembnej�e kvalifikacije so bile: kvalifikacija ceviU pred izdelavo, kvalifikacija vrtanja cevne stene,ekspanzije cevi v cevno steno, varjenja, oblaganj znikljem in drugo, ki se nana�ajo na kakovost èi�èenjater kakovost povr�ine.
Zastopniki JE Kr�ko so bili navzoèi narazliènih lokacijah ves èas izdelave uparjalnikov.Izdelavo in testiranje novih uparjalnikov soneodvisno preverjale tudi slovenske poobla�èeneorganizacije, npr.: Fakulteta za strojni�tvo,In�titut za metalne konstrukcije, In�titut zakovinske materiale in tehnologije in In�titut zavarjenje.
1 PROJEKTNA ZASNOVA
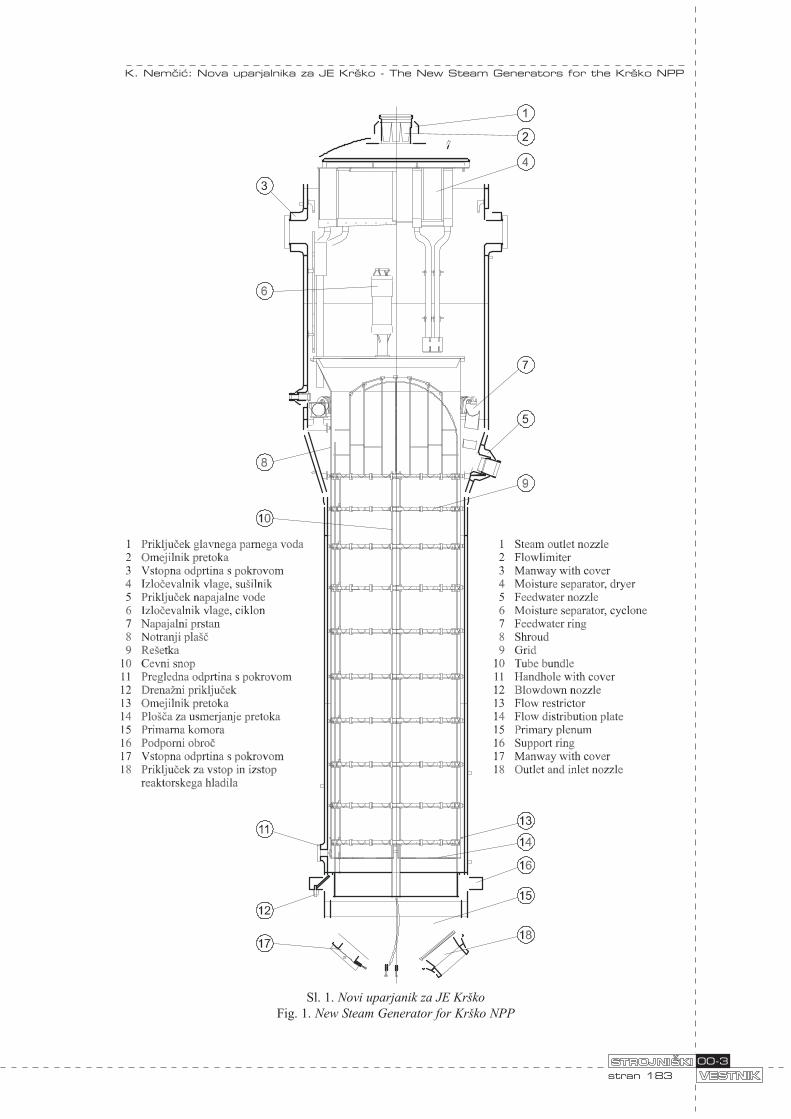
Nova uparjalnika sta projektirana vskladu s projektnimi kriteriji podjetja SiemensKWU. V naslednjih poglavjih je opisanaprojektna zasnova novih uparjalnikov za JE Kr�ko(sl. 1).
Pressure Vessel Code Section III, Division 1, Sub-section NB, Class 1 Components. Class 1 compo-nents are those which form the reactor coolant pres-sure boundary.
It is necessary to replace worn out steamgenerators because of the many degraded tubes andthe high cost of maintenance. In the design and manu-facture of the new steam generators a lot of changeswere anticipated which would ensure better resistanceto degradation. Because degradation mechanisms aremainly influenced by: materials, enviroment (waterchemistry) and design it was necessary in the designphase to establish the following adequate criteria:a/ Thermal-Hydraulic Aspects:- Avoid heated crevices,- Avoid flow stagnation zone,- Avoid concentration of impurities.b/ Mechanical Aspects:- Minimize residual stresses in the tubes,- Minimize tube vibrations.c/ Operational/Maintenance Aspects:- Provide sufficient margin of heat transfer area,
which can be used during operation to compen-sate for tube plugging and tube fouling,
- Minimize moisture carryover,- Minimize thermal loading on the feedwater
nozzle and pressure boundary,- Provide adequate access for people during inspec-
tion and maintenance.To fulfill the very stringent requirements of
the procurement specification, numerous prequalifi-cation/qualification tests were done before a particu-lar technology or operation was applied. The mostimportant qualifications were: preproduction quali-fication of U-tubes, drilling qualification of tubesheet, expansion of tube inside the tube sheet, weld-ing qualifications, nickel coating qualification andothers related to cleaning or surface quality.
At every stage of manufacturing, NE Kr�korepresentatives were present at different locations.Additionally, manufacturing and testing of the newsteam generators was independently checked bySlovenian Authorized Inspection Agencies, includ-ing: the Faculty for Mechanical Engineering, the In-stitute for Metal Structures, the Institute of Metalsand Technology and the Welding Institute.
1 DESIGN CONCEPT
The new steam generators are designed inaccordance with the Siemens KWU design concept.The following sections describe the design conceptof the new steam generators (NSG) for the Kr�koNuclear Power Plant (Figure 1).
00-3stran 183
K. Nem~i}: Nova uparjalnika za JE Kr{ko - The New Steam Generators for the Kr{ko NPP
Sl. 1. Novi uparjanik za JE Kr�koFig. 1. New Steam Generator for Kr�ko NPP

00-3stran 184
K. Nem~i}: Nova uparjalnika za JE Kr{ko - The New Steam Generators for the Kr{ko NPP
1.1 Tlaène meje na primarni insekundarni strani
Stene tlaène posode so narejene izfinozrnatih odkovkov iz nizko legiranega jekla (SA508 CL 3a). Primarno stran sestavljajo primarnakomora, valjasti obroè in cevna stena. Ukrivljenaplo�èa iz zlitine Inconel 690TT (SB 168 UNSN06690), ki je privarjena na primarno glavo, valjastiobroè in spodnjo stran cevne stene, loèuje vstopni inizstopni prostor primarne komore. Vstopne inizstopne �obe imajo privarjene avstenitne konce, kizagotavljajo ustrezen prehod med feritnimi �obamiuparjalnika in avstenitnimi cevovodi za reaktorskohladilo. Znotraj primarne komore sta na podroèjuvstopne in izstopne �obe na nerjavno oblogo primarnekomore privarjeni prirobnici za vgradnjo tesnilnihpokrovov. V vsakem od obeh delov primarne komoreje vgrajen tudi avstenitni drena�ni prikljuèek.
Primarna stran cevne stene je opla�èena zveèplastno oblogo iz nikljeve zlitine. Oba delaprimarne komore, vkljuèno z notranjimi povr�inami�ob in valjastim obroèem, sta v celoti opla�èena znajmanj dvema plastema avstenitnega jekla. Cevnastena skupaj s cevnim snopom loèuje primarni deluparjalnika od sekundarnega, kakor je razvidno sslike 1.
Tlaèno mejo sekundarnega hladila sestavljajo:valjasta pla�èa v spodnjem delu, sto�èasti prehod zvaljastima koncema, valjasta pla�èa v zgornjem delu intorisferièna glava s �obo za izstop pare na vrhu, ki jeopremljena z omejilnikom pretoka. Valjasti pla�è,privarjen na cevno steno, ima �tiri pregledne odprtine �med njimi je kot 90°. Dve sta usmerjeni v smeri prostoramed snopoma cevi. Kro�ni �leb na obrobju sekundarnestrani cevne stene omogoèa z obema �obama,privarjenima na spodnjo stran podpornega obroèa cevnestene, zelo uèinkovito drena�o.
Dva nastavka za zgornji podporni sistemuparjalnika sta privarjena na valjasti podalj�ek sto�ca.�oba glavne napajalne vode je privarjena na sto�èastiprehod. Dve sekundarni vstopni odprtini sta nazgornjem valjastem pla�èu. Prikljuèek pomo�nenapajalne vode in prikljuèek za mokro shranjevanjesta privarjena na valjasti pla�è nad sto�cem.Prikljuèek za mokro shranjevanje je medobratovanjem stalno zaprt s èepom.
1.2 Cevi uparjalnika
Cevi novih uparjalnikov so izdelane izmateriala Inconel 690 TT (UNS N06690), ki so garazvili za èim bolj�o odpornost proti napetostnokorozijskim razpokam in proti splo�ni koroziji v vodiv visokotemperaturnih razmerah uparjalnika.
Inconel 690 je zlitina niklja z zmanj�animdele�em niklja (³ 58 ute�nih odstotkov) in veèjimdele�em kroma (27 do 31 ute�nih odstotkov) v
1.1 Primary- and Secondary-SidePressure Boundaries
The pressure-vessel walls are made offorgings of fine-grained low-alloyed ferritic steel (SA508 CL 3a). The primary side consists of the primaryhead, the cylindrical ring and the tubesheet. A bentplate made of Inconel Alloy 690TT (SB 168 UNSN06690) welded to the primary head, the cylindricalring and the underside of the tubesheet separates thetwo chambers of the head. The inlet and outlet nozzlesare provided with austenitic safe ends to have a suit-able transition between the ferritic nozzles and theaustenitic reactor-coolant piping. Inside the primaryhead, in the area of the inlet and outlet nozzle, eachflange ring for the installation of the nozzle dams iswelded to the cladding. For drainage, two austeniticdrain nozzles are installed in each chamber.
The primary side of the tube sheet is cladwith a multi-layer nickel-based cladding. Both cham-bers of the primary head, including the nozzle insidesurfaces and the cylindrical ring, are clad all overwith at least a two-layer austenitic cladding. Thetubesheet separates the primary from the secondaryside as shown in Figure 1.
The secondary side of the pressure boundaryconsists of: two cylindrical shells in the lower section;the conical transition with cylindrical ends; two cylin-drical shells in the upper section and the torisphericalhead with the integrated steam outlet nozzle on thetop, which is equipped with a flow limiter. The cylin-drical shell welded to the tube sheet is equipped withfour handholes located 90° apart. Two of them areplaced in the direction of the tube lane. A circulargroove on the periphery of the secondary side of thetube sheet gives, together with the two nozzles weldedto the underside of the tubesheet�s support ledge, thepossibility of a highly efficient blowdown.
The two trunnions for the SG upper sup-port are welded to the lower cylindrical extension ofthe cone. The main feedwater nozzle is welded tothe conical transition. The two secondary manwaysare welded to the upper cylindrical shell. The auxil-iary feedwater nozzle and the wet lay-up nozzle arewelded to the cylindrical shell above the cone. Thewet lay-up nozzle is closed permanently with a capduring operation.
1.2 Steam Generator Tubes
The NSG tubing is made from Alloy 690TT (UNS N06690). Alloy 690 TT was developed toresist SCC and general corrosion in the high-tem-perature aqueous environments associated withnuclear steam generators.
Alloy 690 is a nickel-based alloy with areduced Ni content (³ 58 wt% ) and a higher Crcontent (27 to 31 wt% ) compared with Alloy 600.

00-3stran 185
K. Nem~i}: Nova uparjalnika za JE Kr{ko - The New Steam Generators for the Kr{ko NPP
primerjavi z zlitino 600. V Siemensovi specifikacijicevi je najni�ji dele� kroma poveèan na ³ 28,5 ute�nihenot, kar poveèuje njeno odpornost na medkristalnonapetostno korozijo in razjedanje. Dele� niklja je od59,0 do 62,0 ute�nih odstotkov. Dele� bakra, kobalta,du�ika, bora in molibdena je omejen.
Mehanske lastnosti materialov, dobljene stestiranji, so naslednje:R
p02 (RT) 276 do 370 MPa (meja plastiènosti pri
sobni temperaturi)Rm (RT) ³ 586 MPa (natezna trdnost pri sobni
temperaturi)R
p02 (350°C)³ 243 MPa (meja plastiènosti pri 350°C)
Rm (350°C) ³ 552 MPa (natezna trdnost pri 350°C)
1.3 Spoj cev � cevna stena
Spoj cev � cevna stena je izveden v �tirihkorakih:1. uvaljanje koncev cevi zaradi uèvrstitve cevi v
cevno steno pred varjenjem,2. varjenje cev � cevna stena,3. hidravlièno raztezanje cevi po celotni vi�ini cevne
stene,4. mehanska raz�iritev cevi ob obeh koncih
hidravlièno raz�irjenega podroèja.
Uvaljanje
Med uvaljanjem cev namestijo v izvrtinocevne stene in uvaljajo na razdalji pribli�no 20 mm.Tako zaprejo re�o med cevjo in izvrtino. Optimalnevarilne razmere dose�ejo s primernim, vrtilnimmomentom stroja za uvaljanje, ki je nastavljen tako,da se med nadaljnjim delom cev ne more premakniti.Material cevi se pri tem relativno malo preoblikuje,kar pomeni sorazmerno malo zaostalih napetosti.
Varjenje cev � cevna stena
Pri varjenju cev � cevna stena se uporabljaavtomatski proces varjenja ozkega zvarnega roba skovinskim polnilom. Varilnik se namesti z uporabocentrirne naprave. To in natanèna priprava varjenja zvaljanjem in strojno obdelavo zvarnega robazagotavljajo enotno geometrijsko obliko zvarov.Neprepustnost spoja so preverili s helijevim testomprepustnosti.
Hidravlièna raz�iritev
Hidravlièna raz�iritev cevi po celotni vi�inicevne stene je izvedena z vodnim tlakom.Hidravlièni sistem je bil elektronsko nadzorovan.Oblika orodja s tesnili na obeh straneh omogoèagladek prehod med raz�irjenim in neraz�irjenimdelom cevi.
In the Siemens KWU material specifcation for thetubes the minimum Cr content is increased to ³28.5 wt% to improve the resistance against inter-granular stress corrosion and pitting. The Ni con-tent is specified as 59.0 to 62.0 wt%. The contentof Cu, Co, N, B and Mo has also been restricted.
The mechanical values according to thematerial test sheet were:R
p02 (RT) 276 to 370 MPa (Yield strength at room
temperature)Rm (RT) ³ 586 MPa (Tensile stress at room tem-
perature)R
p02 (350°C) ³ 243 MPa (Yield strength at 350°C)
Rm (350°C) ³ 552 MPa (Tensile stress at 350°C)
1.3 Tube-to-Tubesheet Joint
The tube-to-tubesheet joint is made in thefollowing four steps:1. Tack rolling of the tube ends to position and fix the
tubes in the tubesheet in preparation for welding.2. Tube-to-tubesheet welding.3. Hydraulic expansion of the tube over the entire
height of the tubesheet.4. Local mechanical expansion at both ends of the
hydraulic expanded region.
Tack Rolling
During tack rolling the tube ends are positioned inthe tubesheet hole and expanded slightly over a length ofapproximately 20 mm. This eliminates the gap between thetube and hole. To achieve optimum welding conditions thetorque of the expansion tool is adjusted in such a way thatthe tube will not be dislocated during the subsequent worksteps. The tube material receives a relatively low transfor-mation and therefore relatively low residual stresses.
Tube-to-Tubesheet Welding
The tube-to-tubesheet welding utilizes anautomatic welding process applying a single-passpulsed gas tungsten arc (GTA) weld with filler metal.The welding gun was positioned by means of a cen-tering device. This, together with the precise weldpreparation by tack rolling and machining of the cham-fer, ensures a uniform weld geometry. The leak-tight-ness of the joint was verified by a helium leak test.
Hydraulic Expansion
Hydraulic expansion of the tubes over thefull height of the tubesheet was performed byhydroswaging. The hydraulic system was electroni-cally controlled. The design of the mandrel with theseals at both ends ensures smooth transitions fromthe expanded to the unexpanded tube area.

00-3stran 186
K. Nem~i}: Nova uparjalnika za JE Kr{ko - The New Steam Generators for the Kr{ko NPP
Lokalna mehanska raz�iritev
Da bi lahko trdno pritrdili cevi na cevnosteno in v celoti zatesnili �pranjo na sekundarni strani,se cevi mehansko raz�irijo na obeh koncih hidravliènoraz�irjenega podroèja. Dol�ina raz�iritve na vsakistrani je 50 mm.
1.4 Podporni sistem cevnega snopa
Sistem cevnih podpor sestavljajo trijeosnovni elementi: re�etkaste podpore ravnega delacevi (sl. 2), vodoravni in navpièni trakovi v lokucevnega snopa (sl. 3) in valoviti trakovi, ki so na vrhucevnih lokov.
Projektiranje cevnih podpor izpolnjujeosnovne zahteve:- izdelavo z zelo majhnimi tolerancami,- zagotovitev preproste vgradnje cevi,- prena�anje obremenitev med izdelavo, prevozom
in vgradnjo,- prena�anje obremenitev zaradi normalnega
obratovanja in nezgodnih situacij, posebej tistih,ki nastanejo zaradi:- vibracij med stabilnim obratovanjem in
prehodnimi pojavi, ki so posledicapoveèanega pretoka pare,
- deformacij zaradi toplotnih in tlaènihobremenitev,
- pospe�kov zaradi naravnih tveganj in nezgod,ki jih povzroèi èlove�ki dejavnik,
- zmanj�anje tlaènih izgub, kar prispeva k veèjirecirkulaciji pare,
- zmanj�anje nalaganja usedlin na cevnih podporah,- poveèanje odpornosti cevi in njihovih elementov na
korozijo, obrabo zaradi trenja in na utrujenost materiala,- prepreèenje stiskanja cevi zaradi oblog v �pranjah.
Vsak izmed novih uparjalnikov je opremljenz 10 re�etkami (sl. 2), ki so pribli�no enakomernorazporejene po ravni dol�ini cevi med cevno stenoin cevnimi zavoji.
Pri lokih cevi U je bilo �e posebej treba pazitina:- zagotovitev trdnosti sestave, ki je praktièno brez
zraènosti med cevmi in podpornimi trakovi(gibanje cevi je blokirano),
- valoviti trakovi postavijo loke v navpièno smerin tako vzdr�ujejo stalno razdaljo med sosednjimicevmi.
1.5 Re�etke
Re�etko (sl. 2) sestavljata dve vrsti trakoviz nerjavnega jekla, ki so na robu vpeti v notranjiobroè. Kot med trakovi je 60°, vsake cevi pa sedotikajo �tirje trakovi. Robovi trakov so vpeti vzarezanem notranjem obroèu iz nerjavnega jekla, kije vpet v zunanji okvir iz feritnega jekla. Vsak osmi
Local Mechanical Expansion
To fasten the tubes firmly to the tubesheetand to completely seal the gap on the secondary sidethe tubes are locally mechanically expanded at bothends of the hydraulically expanded area. The lengthof this expansion was 50 mm at each end.
1.4 Tube Bundle Support System
The tube support system consists of threebasic elements which are the egg-crate-type supportsin the straight run of the tubes (Fig. 2), the horizontaland vertical strips in the bend portion of the tubebundle (Fig. 3) and the corrugated strips which arelocated in the apex of the tube bends.
The design of the tube supports (grids) ful-fils the basic requirements to:- facilitate manufacture with very tight tolerances,- ensure ease of tube insertion,- accommodate all loads imposed during manufac-
ture, shipment and installation,- accommodate all operational and accident-in-
duced loads, especially those due to:- steady-state and transient flow-induced vibra-
tion,- thermal and pressure-induced expansion,- accelerations due to natural and extemal man-
made hazards,- minimize flow pressure losses (contribute to high
circulation ratio),- minimize accumulation of crud deposits on the
tube supports,- maximize resistance of tubes and their support-
ing elements against corrosion, fretting and fa-tigue,
- avoid denting.Each NSG is equipped with 10 full grids
which are appoximately equally distributed over thestraight tube length between the tube sheet and U-bend.
For the U-bend the following requirementshave also to be taken care of:- ensuring a compact assembly with nearly no
clearances between the tubes and support stripsblock-type tubing).
- corrugated strips locate the U-bends in their ver-tical direction, thereby preventing contacts be-tween tubes.
1.5 Egg-crate-Type Supports (Grids)
The egg-crate-type grid (Fig. 2) consists of tworows of stainless steel strips standing on edge and set at60° to each other; four strips hold the tubes. The endsof the strips are engaged in a slotted stainless steel innerring, which is engaged in an outer frame of ferritic ma-terial. Every eighth strip in the grid consists of a higher

00-3stran 187
K. Nem~i}: Nova uparjalnika za JE Kr{ko - The New Steam Generators for the Kr{ko NPP
1 � notranji obroè2 � zgornji okvir3 � spodnji okvir4 � ni�ji trak5 � spona6 � vi�ji trak
1 � inner ring2 � upper frame3 � bottom frame4 � low bar5 � spacer6 � high bar
Sl. 2. Podporna re�etkaFig. 2. Egg-crate-type support (grid)
trak v re�etki je vi�ji podporni trak (69,5 x 3 mm) iznerjavnega jekla, ki povezuje sicer po vi�inirazmaknjene ni�je trakove. Visoki podporni trakoviso vpeti z zarezami, speti med sabo, kar omogoèatrdnost podpore v vodoravni smeri. Dve vrsti ni�jihtrakov (20 x 3,0 mm) sta vstavljeni v zareze obzgornjih in spodnjih robovih vi�jih podpornih trakov.Med obroèem iz nerjavnega jekla in feritnimzunanjim okvirom je zaradi razliènega toplotnegaraztezanja naèrtovana ustrezna zraènost.
Oblika re�etk in podpor cevnih lokovonemogoèajo ohlapnost in medsebojno premikanjetrakov. Vse vijaène zveze so zavarovane s podlo�kamiali zavarjene.
Togost re�etke poveèujeta avstenitnipalici, ki sta name�èeni na zgornji in spodnji stranire�etke, ki se v prostoru med cevmi raztezata prekcelotne re�etke. Palici sta privarjeni in pomenita
support strip (69.5 x 3 mm) also made of stainless steeland spanning the height of both low strip rows. Thehigh-support strips are engaged into each other at theslotted points of the intersection, thus providing struc-tural rigidity in the horizontal direction. The two rowsof low-strips (20 x 3,0 mm) engage in slots along thetop and bottom edges of the high support strips. To ac-commodate differential thermal expansion, suitableclearance is provided at the interface between the stain-less steel ring and the ferritic frame.
The design of the egg-crate-type supportsand the tube bend supports makes it impossible forthe strips to work loose or move out of position. Allscrewed connections in the tube-support system aresecured either by lock washers or by lock welds.
Additional stiffness is provided for the grid bytwo austenitic bars on the top and bottom side of the grid,which stretch over the grid diameter at the tube lane loca-

00-3stran 188
K. Nem~i}: Nova uparjalnika za JE Kr{ko - The New Steam Generators for the Kr{ko NPP
tudi oviro za tok v prostoru med cevmi (zmanj�anobvodni tok).
1.6 Podpora cevnih lokov
V podroèju snopa cevnih lokov jename�èena podporna struktura iz avstenitneganerjavnega jekla (sl. 3), ki cevi podpira na optimalnihlokacijah. Podporne lokacije so doloèene na podlagikonzervativnih projektnih �tudij vibracij, rezultatovtestiranj in odliènih obratovalnih izku�enj.
Podpora cevnih lokov je narejena iz trakov,neodvisnih med sabo, to so:- navpièni valoviti trakovi na vrhu cevnega zavoja,- navpièni ravni trakovi na obeh straneh valovitih
trakov,- vodoravni ravni trakovi na obeh straneh valovitih
trakov.
tion. Welded pins connect the bars tightly. In addition,these bars form the tube lane block (reduced bypass flow).
1.6 Tube-Bend Support
In the U-bend region of the tube bundle anaustenitic stainless steel support structure (Fig. 3) is usedto support the tube bends at optimally spaced locations.The support locations are established in a conservativeway after consideration of vibration design studies, ex-perimental results and excellent operational experiences.
The tube-bend support is made up of inde-pendent strip elements, namely:- Vertical corrugated strips located at the apex of
tube bend,- Vertical flat strips located at both sides of the cor-
rugated strips,- Horizontal flat strips located at both sides of the
corrugated strips.
Sl. 3. Podpore lokov ceviFig. 3. U-bend tube supports

00-3stran 189
K. Nem~i}: Nova uparjalnika za JE Kr{ko - The New Steam Generators for the Kr{ko NPP
1.7 Razdelilni sistem glavne napajalne vode
Razdelilni sistem glavne napajalne vode vnovih uparjalnikih sestavljajo: �oba glavne napajalnevode s toplotnim tulcem, cevovodi z razteznimelementom in razpr�ilnik napajalne vode.
Razdelilni sistem glavne napajalne vodeizpolnjuje vse toplotne in hidravliène zahteve glede:majhnih toplotnih napetosti, onemogoèanja razplastitvetoka tekoèine, enakomerne porazdelitve pretoka vpovratnem kanalu in prepreèevanja vodnega udara.
1.8 Sistem pomo�ne napajalne vode
Poleg sistema glavne napajalne vode jeuparjalnik opremljen tudi s pomo�nim sistemomnapajalne vode. Pomo�na napajalna voda teèe skozi�obo pomo�ne napajalne vode do prhe, ki jeprojektirana kot povr�inski kondenzator. V prhi sevoda intenzivno me�a s prihajajoèo paro. Toplota parepoveèa temperaturo napajalne vode in tako bistvenoomili toplotne udare tlaène meje in notranjih delovuparjalnika.
1.9 Razdelilnik pretoka
Namen razdelilnika pretoka (sl. 4) jepoveèati pretok kapljevine in zmanj�ati parnepraznine med cevmi nad cevno steno. S temzmanj�amo odlaganje in zbiranje go�èe. Sistemrazdelilnika pretoka je sestavljen iz dveh plo�è zizrezano odprtino.
1.10 Sistem izloèevanja vlage
Siemensov sistem izloèevanja vlagesestavljajo prvostopenjski in drugostopenjskiizloèevalniki vlage.
Ta sistem so razvili in testirali v razliènihobratovalnih razmerah. Testiranja s paro in vodo sodoloèila podatke o izloèevanju vlage, to so: prenoskapljic, tlaène izgube in prenos kapljic pri razliènihtlakih pare, nivojih vode in pretokih pare ter napajalnevode. Prvostopenjski izloèevalniki (sistem:Siemensovi cikloni) so projektirani tako, da izloèijoèim veè vode iz mokre pare, ki zapu�èa cevni snop.Uparjalnik ima 48 prvostopenjskih izloèevalnikov.
Drugostopenjski izloèevalniki so privarjenina torisferièno glavo in imajo �tiri privarjenepodporne okvire za valovito ploèevino (sistem:Peerless). Drena�ne cevi na dnu vsakega izmedpodpornih okvirov usmerijo izloèene vodnekapljice na dno vodnih pasti. Te vodne pasti pariprepreèijo, da bi jo odpihnilo navzgor protidrena�i, kadar nivo vode pade pod dno drena�.Velikost drena�nih cevi je projektirana tako, daodvajajo vodo, ne da bi zmanj�ale uèinkovitostsu�ilnikov.
1.7 Main Feedwater Distribution System
The design of the NSG internal feedwaterdistribution system consists of the feedwater nozzlewith thermal sleeve, piping with expansion bellowsand a feedwater sparger.
The main feedwater distribution system ful-fills all thermal and hydraulic requirements with re-spect to: low thermal stresses, destratification effect,equal flow distribution into downcomer and waterhammer prevention.
1.8 Auxiliary Feedwater System
In addition to the main feedwater system thesteam generator is equipped with an auxiliary feedwatersystem. The auxiliary feedwater is fed via the auxiliaryfeedwater nozzle to the auxiliary feedwater distributor,designed as a surface condenser. In the distributor thewater is mixed intensively with the upcoming steam. Thecondensing heat of the steam increases the temperatureof the feedwater and so thermal shocks of the pressureboundary as well as of the internals are prevented.
1.9 Flow-Distribution Plate
The purpose of the flow-distribution plate(Fig. 4) is to increase the liquid flow and to minimizesteam voiding zones in the tubed region above thetubesheet so as to reduce sludge deposition or accu-mulation. The flow distribution baffle system consistsof two orifice plates, each with an integrated cutout.
1.10 Moisture-Separation System
The Siemens KWU moisture separation sys-tem consists of first-stage separators and second-stage separators.
This system was developed and tested under avariety of operating conditions. The steam/water tests in-cluded obtaining separator performance data such as mois-ture carry-over, pressure loss and carry-under as a functionof steam pressure, water level and steam and water massflows. The first-stage separators (System: Siemens cy-clones) are designed to separate as much water as possibleout of the wet steam leaving the tube bundle. The steamgenerator accommodates 48 first stage separators.
The second-stage-separator assembly iswelded to the torispherical head and consists of fourwelded support frames that accommodate the sec-ond-stage-separator plates (System: Peerless). Draintubes in the bottom of each end of the support framesdirect the separated water droplet downward into con-nected water traps. These water traps prevent steamfrom blowing up through the drains when the waterlevel drops below the bottom of the drains. The draintube sizes are designed to ensure that the water drainsoff without affecting drier efficiency.

00-3stran 190
K. Nem~i}: Nova uparjalnika za JE Kr{ko - The New Steam Generators for the Kr{ko NPP
V drugostopenjskih izloèevalnikih je preostalavlaga v pari , ki zapu�èa prve izloèevalnike, izloèenado tak�ne mere, da iz uparjalnika do turbine potujepraktièno suha para. Suhost pare na izstopu izuparjalnika je najmanj 99,9 %, najveèji prenos vlagena izhodu omejilnika iztoka pare je 0,1 odstotek.
1.11 Splo�ni podatki
In the second stage separators the residualmoisture in the steam leaving the first stage separatorsis removed to such an extent that almost dry steam flowsfrom the steam generator to the turbine. The quality ofextracted steam is 99.9%, the maximum moisture carryover is 0.1% at the outlet of the steam flow limiter.
1.11 General Data
Sl. 4. Razdelilnik pretokaFig. 4. Flow-distribution plate
UPARJALNIK STEAM GENERATOR
Stari D4 Old D4
Novi 72W New 72 W
toplotna moè
thermalpower per SG
povr�ina prenosa toplote
heat transfer area
material cevi
tube material
�tevilo cevi
number of tubes
zunanji premer cevi
outer diameter of tube
tlak pare
steam pressure
najveèja vla�nost
max. steam moisture
obtoèno razmerje
circulation ratio
masa suhega uparjalnika
total dry weight
941MWt
4487 m²
Inconel 600MA
4578
19,05 mm
6,35 MPa
0,25
2,06
330 t
1000 MWt
7177 m²
Inconel 690TT
5428
19,05
6,50 MPa
0,10
3,7
345 t
2 IZDELAVA
Izdelava uparjalnikov je bila zelo zapletenanaloga, ki so jo uspe�no opravili v �paniji (ENSA).Konzorcij Siemens/Framatome je kot glavniizvajalec dobro vsklajeval dela s �tevilnimisoizvajalci. Odkovki za tlaèno mejo so bili izdelanina Japonskem (Japan Steel Works). Izdelava ceviU je potekala na �vedskem (Sandvik Steel). Glavnepodkomponente: primarna glava, notranji pla�è,zunanji pla�è, re�etke, razdelilnik napajalne vodeso bile izdelane v Italiji (ANSALDO). Tudi vijaki,matice, podalj�ani tulci so bili izdelani v Italiji(OME). Iz Nemèije so dobili: primarneizloèevalnike (Mechanic Center), tesnilne obroèe
2 MANUFACTURING
Manufacturing of the steam generator was avery complex task which was very successfully com-pleted in Spain (ENSA). Consortium Siemens-Framatome, as the main contractor, coordinated thenumerous subsuppliers. The forgings for the pressureboundary were manufactured in Japan (Japan SteelWorks). Manufacturing of the U-Tubes was performedin Sweden (Sandvik Steel). Major sub-assemblies suchas: primary head, shroud, shell, grids, feedwater distri-bution, were manufactured in Italy (ANSALDO). Studs,nuts, extension sleeves were also manufactured in Italy(OME). Some parts came from Germany: primary sepa-rators (Mechanic Center), sealing discs (Kempchen) and

00-3stran 191
K. Nem~i}: Nova uparjalnika za JE Kr{ko - The New Steam Generators for the Kr{ko NPP
expansion compensators (Witzenmann). Peerless sepa-rator vanes (GSS Sarre Union) and material for open-ing covers (CLI) came from France.
3 IMPROVEMENTS
The NSG is different from the existing steamgenerator. The essential differencies are visible in thechosen materials, manufacturing and design.a. Materials
Tubing material, alloy 690TT, replaced alloy 600MAPressure boundary material, SA 508 Cl.3a, re-placed SA 533
b. ManufacturingForging vs. plate (no longitudinal welds in thenew steam generators)More precise tube processingExpansion of tubesQuality of channel head cladding surface finish(Principle As Low As Reasonable Achievable,ALARA, for radiation exposure of personnel))Steam flow limiter nickel coating
c. Design featuresTube bundle design (enlarged heat exchangerarea, grids, AVB)Feedwater concept (position of feedwater nozzle,feedwater distribution system)Internals design (auxiliary feedwater, separators,shroud and deckplate)Cylindrical ring between tubesheet and channel headManway opening diameter enlarged.
4 CONCLUSION
The new steam generators were transportedfrom Santander (Spain) to Koper by ship and fromKoper to Kr�ko by truck without any damage. Theyare sited in the Kr�ko storage area and are waiting toreplace the existing generators.
(Kempchen) in raztezne elemente (Witzenmann).Peerless izloèevalniki (GSS Sarre Union) in mate-rial za pokrove (CLI) so iz Francije.
3 IZBOLJ�AVE
V primerjavi s sedanjima uparjalnikoma stanova v zasnovi drugaèna. Glavna razlika je vidna priizbiri materialov, pri izdelavi in projektiranju.a. Materiali
Zlitina Inconel 690TT za cevi nadomesti zlitinoInconel 600MA.Material za tlaèno mejo SA 508 CL.3a, prej SA533 Gr.B.
b. IzdelavaOdkovki, prej varjena ploèevina (v novihuparjalnikih ni vzdol�nih zvarov).Natanènej�a izdelava cevi.Vpetje cevi v cevno steno (minimizacija zaostalihnapetosti).Kakovost povr�ine obloge primarne glave(minimizacija obsevanosti osebja).Nikljeve obloge na omejilniku pretoka pare.
c. Projektne znaèilnostiProjekt cevnega snopa (bistveno poveèanapovr�ina za prenos toplote, re�etke, uèvrstitevproti vibracijam).Koncept napajanja z vodo (lega prikljuèkovnapajalne vode, razdelilni sistem napajalne vode).Valjasti obroè med cevno steno in primarno glavo.Poveèani premer vstopnih odprtin.
4 SKLEP
Nova uparjalnika sta bila z ladjo pripeljanaiz Santandra (�panija) do Kopra, iz Kopra v Kr�kopa brez te�av s cestno-transportno kompozicijo.Spravljena sta v posebnem prostoru, kjer èakata nazamenjavo.
Avtorjev naslov: Kre�imir NemèiæNuklearna elektrarna Kr�koVrbina 128270 Kr�ko
Author�s Address: Kre�imir NemèiæNuclear Power Plant Kr�koVrbina 128270 Kr�ko, Slovenia
Prejeto: 10.2.2000
Sprejeto: 5.4.2000
Received: Accepted: