multiplicando mejora participaci ón y compromiso · summit chile 2009 sergio landsberger s. here...
TRANSCRIPT
Multiplicando mejora participaciMultiplicando mejora participaci óón y compromison y compromiso
Equipos Gemba de mejora continua y proyectos Kaizen en FanalozaEquipos Gemba de mejora continua y proyectos Kaizen en Fanaloza
SummitSummit Chile 2009Chile 2009 Sergio Landsberger S.

Page 2Here comes your footer
PRESENTACIÓN CONTEXTUALIZADA
� Fanaloza pertenece a Holding CISA(6º productor mundial de salas de baño).
� 70% de participación en susmercados locales (Chile - Ecuador -Venezuela) y 10% demanda USA.
� Proceso intensivo en Mano de Obra, crítica en el éxito del proceso.
� En Chile el precio de los Factoresproductivos no ofrece ventajascompetitivas naturales.
SummitSummit Chile 2009Chile 2009 Sergio Landsberger S. : [email protected]

Page 3Here comes your footer
EQUIPOS GEMBA DE MEJORA CONTINUA
� Gerencia define: Objetivo-Meta, Facilitador y Supervisor.
� La actividad ocurre en el Gembacon participación protagónica de los Operarios.
� Compuesto por 6 a 7 personas (facilitador, propietario, cliente, +3)
� Aplican Método DMAIC.
� Presentan avance formal 1 vez x semana.
� Reciben apoyo y reconocimiento.
Tecnólogo
Supervisor Facilitador
Operarios
Desarrollo de Productos
Operarios
SummitSummit Chile 2009Chile 2009 Sergio Landsberger S. : [email protected]

Page 4Here comes your footer
EQUIPOS GEMBA DE MEJORA CONTINUA
Método DMAIC
Reuniones de Avance
Información Gemba
SummitSummit Chile 2009Chile 2009 Sergio Landsberger S. : [email protected]
CASO 1 : Equipos GEMBA de Mejora Continua
Proceso de Cocción

Page 6Here comes your footer
OBJETIVO: Disminuir % de Reproceso en la Cocción
SummitSummit Chile 2009Chile 2009 Sergio Landsberger S. : [email protected]
CASO 1 : Equipo GEMBA “Los Quemados” - Proceso Cocción
PARETO DEFECTOS = 11%
2,7
1,8
1,5
1,3
1,1
0,7
0,3
0,0
0,6
1,2
1,8
2,4
3,0
enfríe saltado-rayado
grietamanipul.
mancha pegado cuerpoextraño
retiromanipul.
otros
%
0%
20%
40%
60%
80%
100%

Page 7Here comes your footer
Horno
Máquina
Método
Materiales
Mano Obra
MugaPasta
Motivación
Ausentismo Rotación
remates
Aplicación de muga
Perfil de quema
Zona de juntas
SummitSummit Chile 2009Chile 2009 Sergio Landsberger S. : [email protected]
Manga surtidora
formulación
Diagrama Espina de Pescado para el defecto ENFRÍE
CASO 1 : Equipo GEMBA “Los Quemados” - Proceso Cocción

Page 8Here comes your footer
ACCIONES AL POCO VITAL : Defecto Enfríe
3 Fotos Defectos:mancha
Remate con paleta en zona crítica
Aumenta diámetro de muga
SummitSummit Chile 2009Chile 2009 Sergio Landsberger S. : [email protected]
CASO 1 : Equipo GEMBA “Los Quemados” - Proceso Cocción
Page 9Here comes your footer
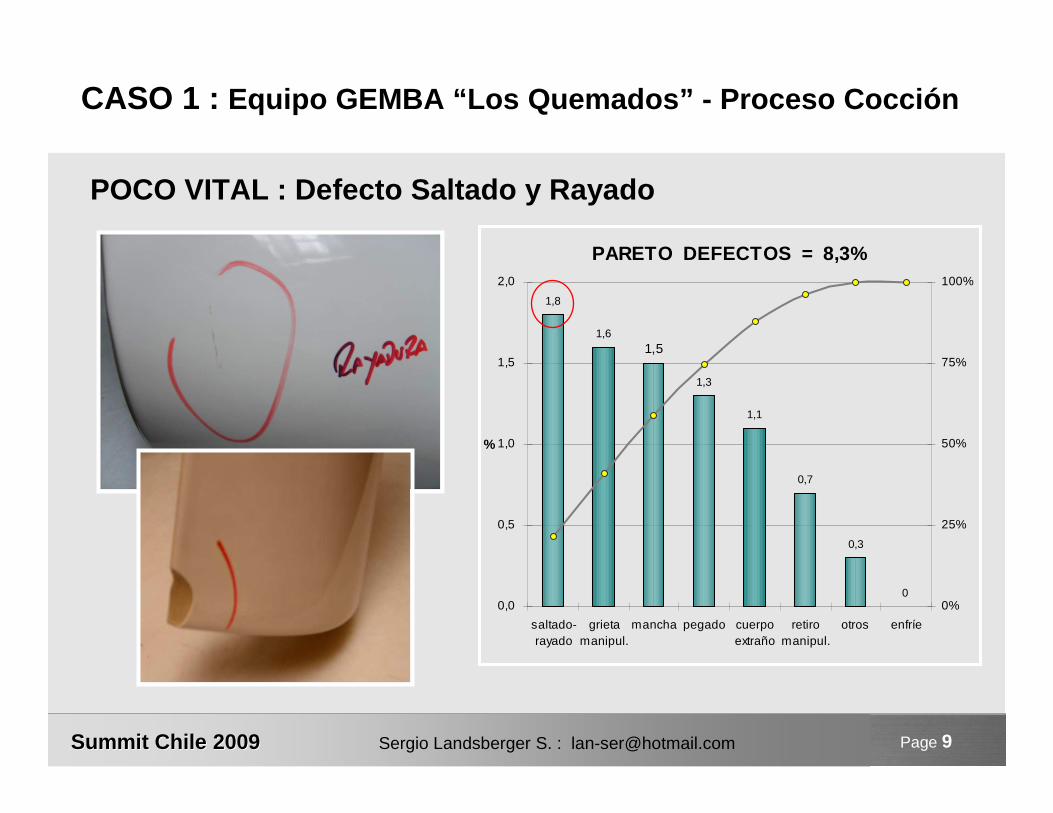
POCO VITAL : Defecto Saltado y Rayado
SummitSummit Chile 2009Chile 2009 Sergio Landsberger S. : [email protected]
PARETO DEFECTOS = 8,3%
1,8
1,6
1,3
1,1
0,7
0,3
0
1,5
0,0
0,5
1,0
1,5
2,0
saltado-rayado
grietamanipul.
mancha pegado cuerpoextraño
retiromanipul.
otros enfríe
%
0%
25%
50%
75%
100%
CASO 1 : Equipo GEMBA “Los Quemados” - Proceso Cocción

Page 10Here comes your footer
SaltadoSaltadoRayadoRayado
ascensor
carro de traspaso
Máquina
Método
Materiales
Mano Obra
Vagonetahorno
Madera deapilamientoEsmalte no
resistente
Motivación
Ausentismo Rotación
Inestabilidad del equipo
apilamiento
descarguío
transporte
desplazamiento
New estándar
SummitSummit Chile 2009Chile 2009 Sergio Landsberger S. : [email protected]
CASO 1 : Equipo GEMBA “Los Quemados” - Proceso Cocción
Diagrama Espina de Pescado para el defecto Saltado y Raya do

Page 11Here comes your footerSummitSummit Chile 2009Chile 2009 Sergio Landsberger S. : [email protected]
2 tablas delgadas y sentidos aleatorios
1 tabla de mayor espesor y sentidos cambiados
Lavamanos sobre tablero de madera (se deja de usar tablas) y estanques con nuevo estándar
CASO 1 : Equipo GEMBA “Los Quemados” - Proceso Cocción
ACCIONES AL POCO VITAL : Defecto Saltado y Rayado
Page 12Here comes your footerSummitSummit Chile 2009Chile 2009 Sergio Landsberger S. : [email protected]
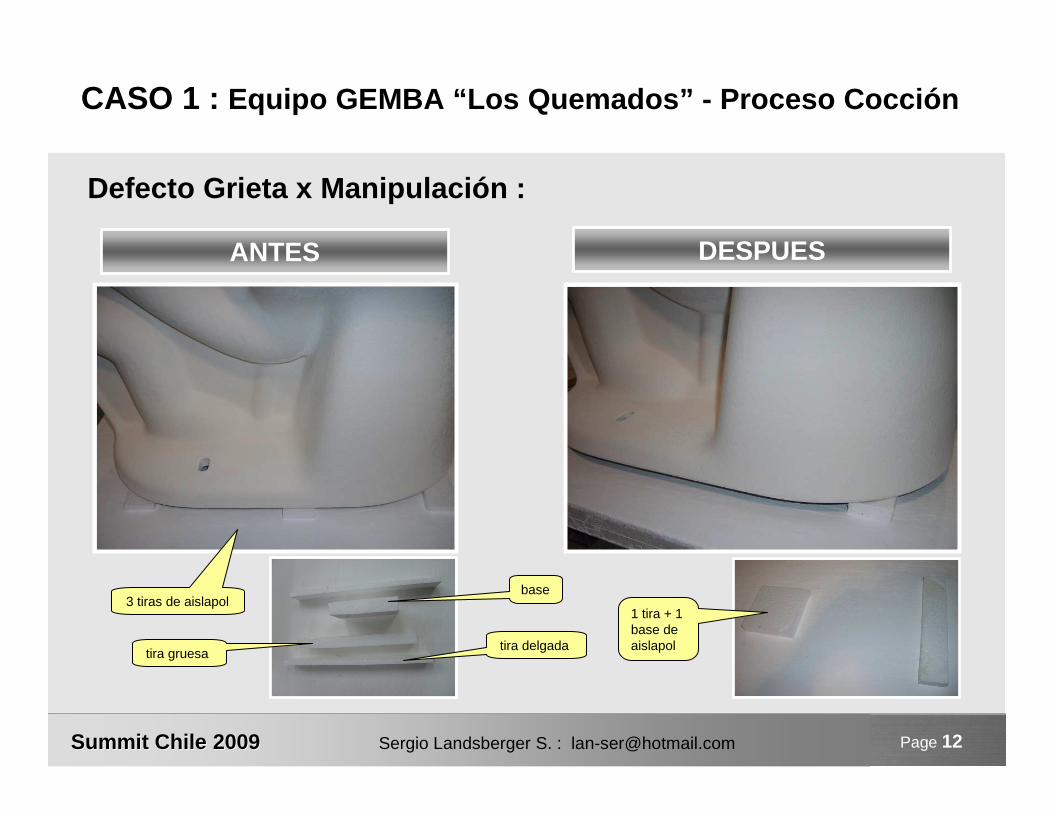
3 tiras de aislapol1 tira + 1 base de aislapol
ANTES DESPUES
base
tira gruesatira delgada
CASO 1 : Equipo GEMBA “Los Quemados” - Proceso Cocción
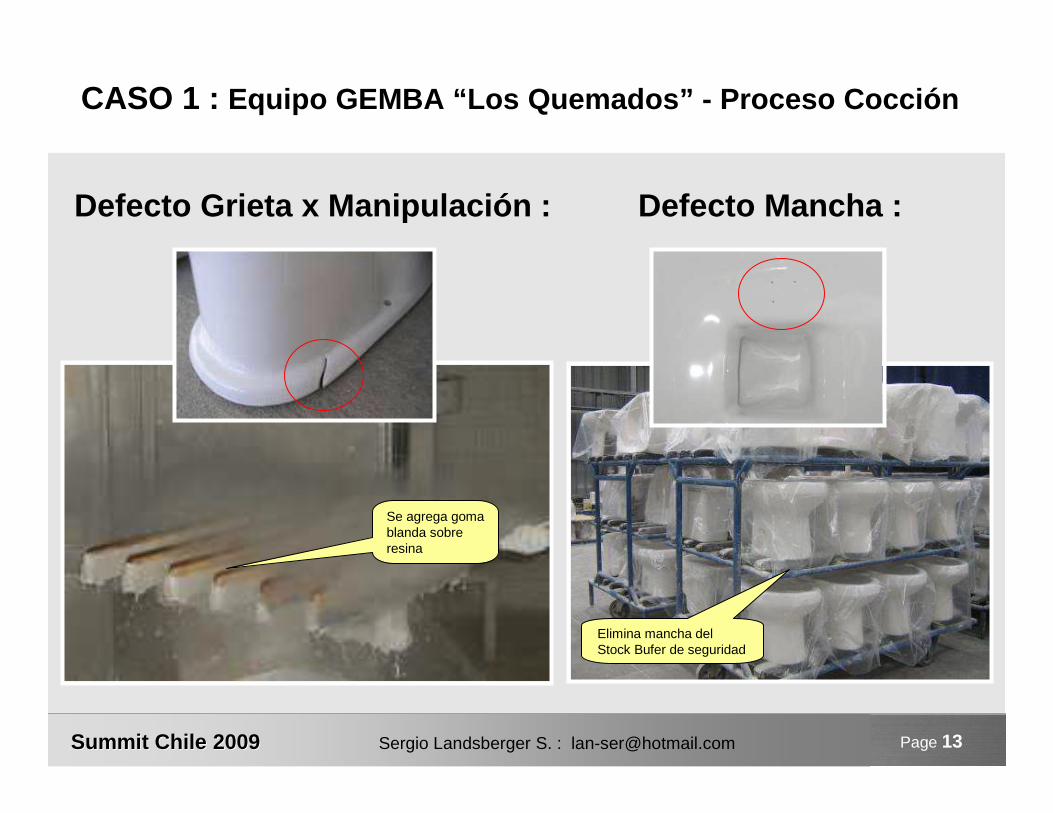
Defecto Grieta x Manipulación :
Page 13Here comes your footerSummitSummit Chile 2009Chile 2009 Sergio Landsberger S. : [email protected]
Elimina mancha del Stock Bufer de seguridad
Se agrega goma blanda sobre resina
CASO 1 : Equipo GEMBA “Los Quemados” - Proceso Cocción
Defecto Grieta x Manipulación : Defecto Mancha :
Page 14Here comes your footer
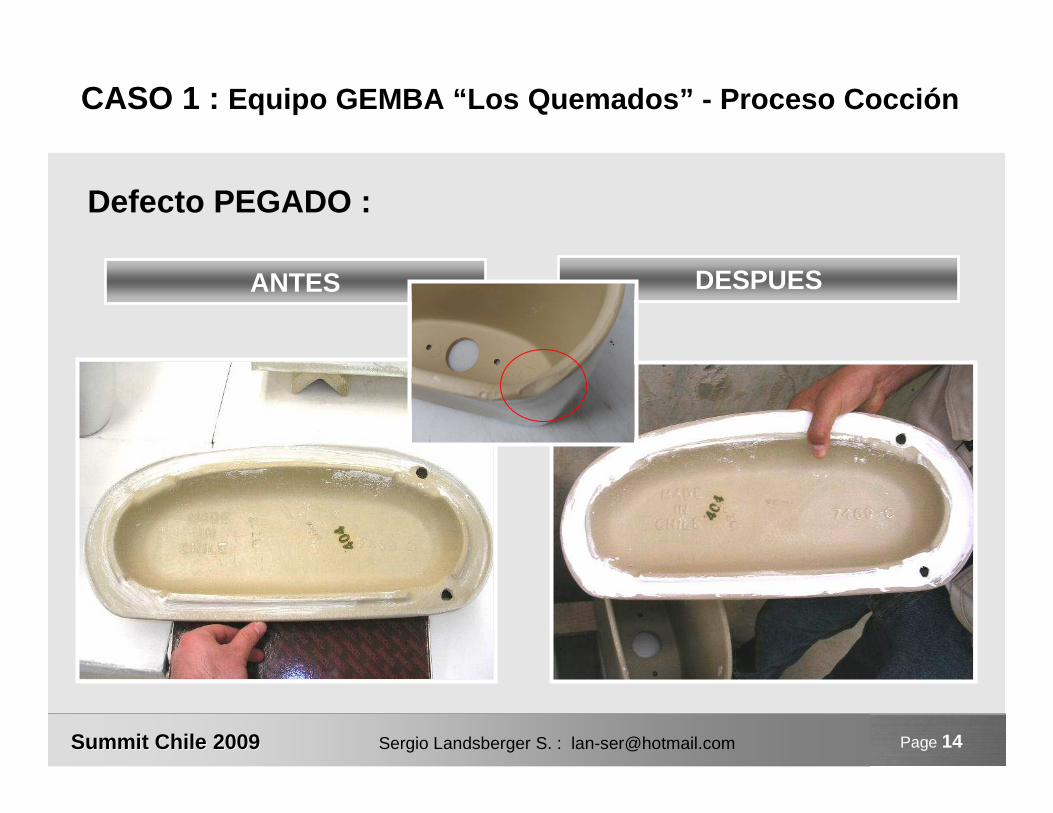
ANTES DESPUES
SummitSummit Chile 2009Chile 2009 Sergio Landsberger S. : [email protected]
CASO 1 : Equipo GEMBA “Los Quemados” - Proceso Cocción
Defecto PEGADO :

Page 15Here comes your footer
partículas
SummitSummit Chile 2009Chile 2009 Sergio Landsberger S. : [email protected]
CASO 1 : Equipo GEMBA “Los Quemados” - Proceso Cocción
Defecto CUERPO EXTRAÑO :
ANTES DESPUES
cordierita
Ladrillo espuma
Page 16Here comes your footer
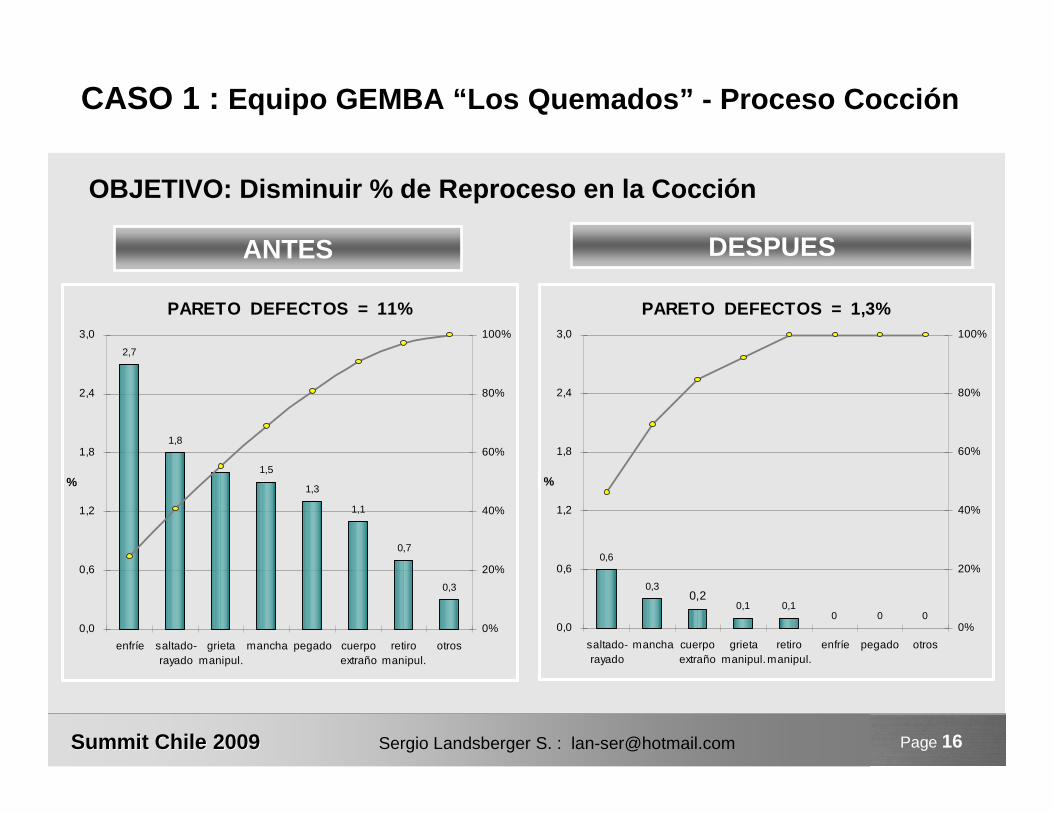
OBJETIVO: Disminuir % de Reproceso en la Cocción
SummitSummit Chile 2009Chile 2009 Sergio Landsberger S. : [email protected]
PARETO DEFECTOS = 11%
2,7
1,8
1,5
1,3
1,1
0,7
0,3
0,0
0,6
1,2
1,8
2,4
3,0
enfríe saltado-rayado
grietamanipul.
mancha pegado cuerpoextraño
retiromanipul.
otros
%
0%
20%
40%
60%
80%
100%
PARETO DEFECTOS = 1,3%
0,6
0,3
0,1 0,10 0 0
0,2
0,0
0,6
1,2
1,8
2,4
3,0
saltado-rayado
mancha cuerpoextraño
grietamanipul.
retiromanipul.
enfríe pegado otros
%
0%
20%
40%
60%
80%
100%
ANTES DESPUES
CASO 1 : Equipo GEMBA “Los Quemados” - Proceso Cocción

CASO 2: Proyectos Kaizen
Proceso de Empaque
Page 18Here comes your footer
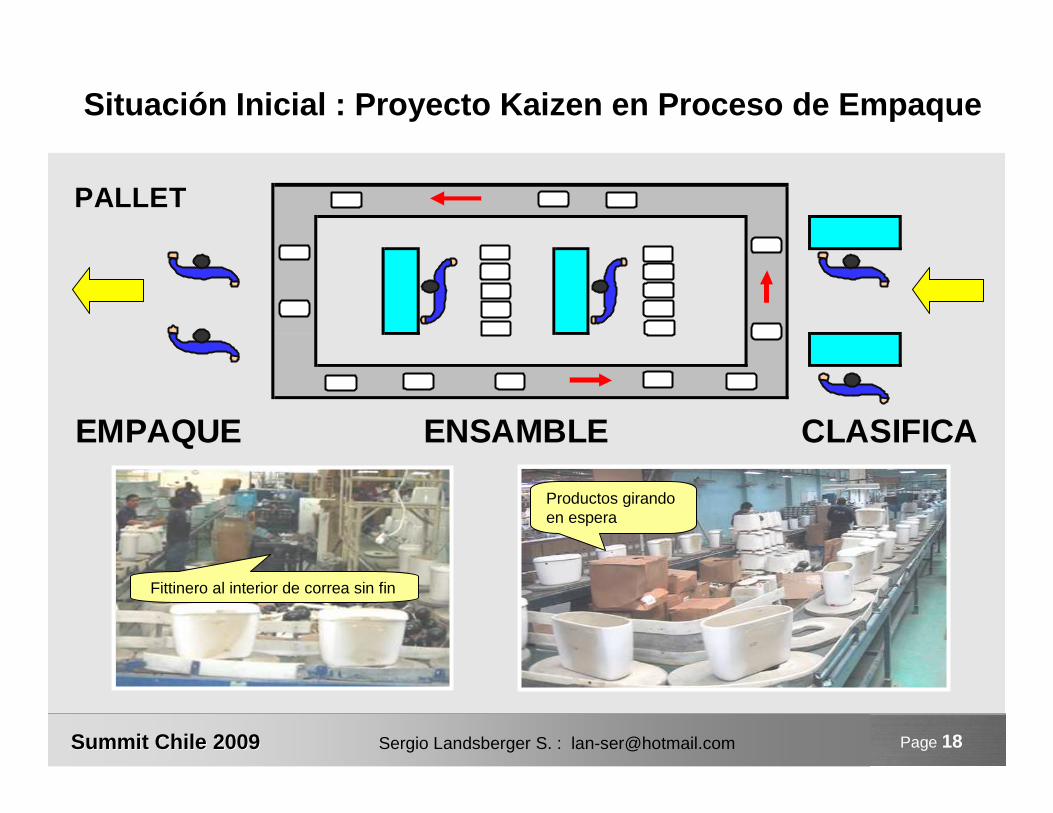
Situación Inicial : Proyecto Kaizen en Proceso de E mpaque
SummitSummit Chile 2009Chile 2009 Sergio Landsberger S. : [email protected]
Productos girando en espera
Fittinero al interior de correa sin fin
PALLET
EMPAQUE ENSAMBLE CLASIFICA

Page 19Here comes your footerSummitSummit Chile 2009Chile 2009 Sergio Landsberger S. : [email protected]
Mucho Gemba, observación y cronómetro
23.400 seg/turno
1.352 pzas/turno17,3 seg/pza=
23.400 seg/turno
1.298 pzas/turno= 18 seg/pza
MEDIR y ANALIZAR en el GEMBA : Proyecto Kaizen
Page 20Here comes your footerSummitSummit Chile 2009Chile 2009 Sergio Landsberger S. : [email protected]
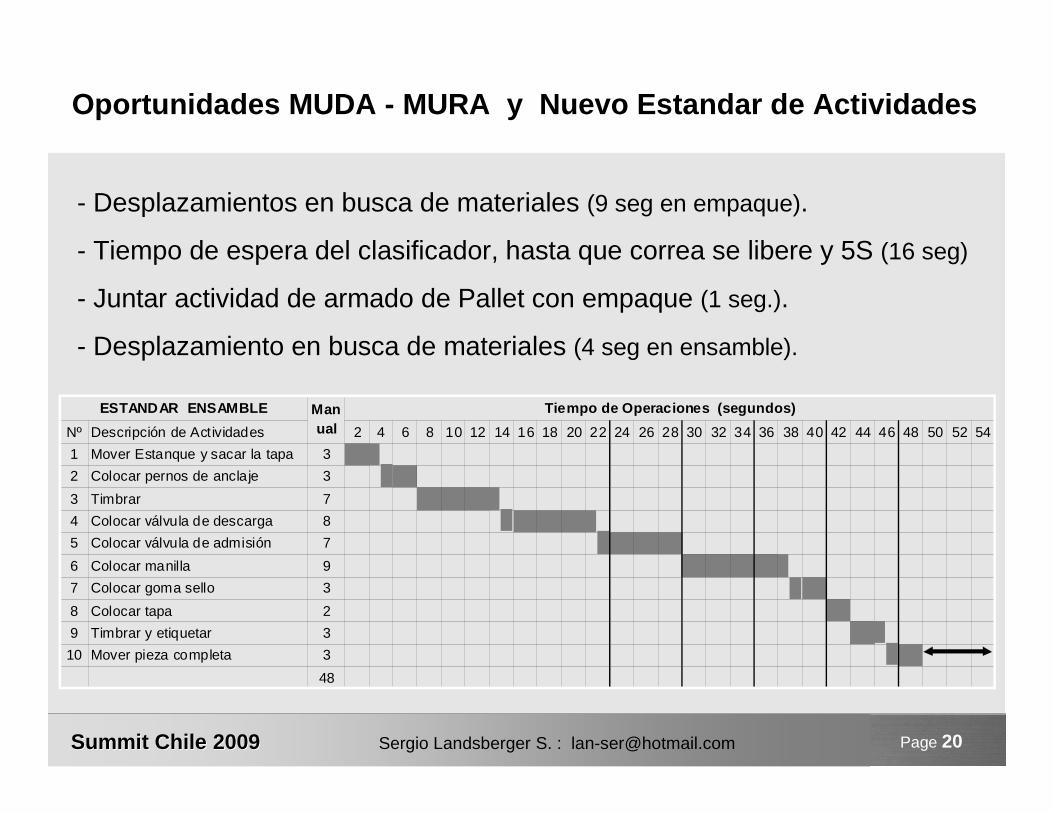
Oportunidades MUDA - MURA y Nuevo Estandar de Acti vidades
- Desplazamientos en busca de materiales (9 seg en empaque).
- Tiempo de espera del clasificador, hasta que correa se libere y 5S (16 seg)
- Juntar actividad de armado de Pallet con empaque (1 seg.).
- Desplazamiento en busca de materiales (4 seg en ensamble).
Nº Descripción de Actividades 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32 34 36 38 40 42 44 46 48 50 52 54
1 Mover Estanque y sacar la tapa 3
2 Colocar pernos de anclaje 3
3 Timbrar 7
4 Colocar válvula de descarga 8
5 Colocar válvula de admisión 7
6 Colocar manilla 9
7 Colocar goma sello 3
8 Colocar tapa 2
9 Timbrar y etiquetar 3
10 Mover pieza completa 3
48
Manual
Tiempo de Operaciones (segundos)ESTANDAR ENSAMBLE

Page 21Here comes your footerSummitSummit Chile 2009Chile 2009 Sergio Landsberger S. : [email protected]
ANTES DESPUES
13 13
3
18
0,0
3,0
6,0
9,0
12,0
15,0
18,0
21,0
clasificado ensamble empaque pallet
seg
/ pz
a
1716
18
0,0
3,0
6,0
9,0
12,0
15,0
18,0
21,0
clasificado ensamble empaque y palletse
g /
pza
clasificado ensamble empaque pallet
seg/pza 66,0 52,0 73,0 6,9 198dotación 5 4 4 2 15
seg/pza/dot. 13,2 13,0 18,3 3,5 48
clasificado ensamble empaque pallet
seg/pza 50,0 48,0 64,0 6,0 168dotación 3 3 10+1
seg/pza/dot. 16,7 16,0 504
17,5
24% 8% 12%36%
mejora productividad
TIEMPOS TAKT : Proyecto Kaizen en Proceso de Empaque

Page 22Here comes your footerSummitSummit Chile 2009Chile 2009 Sergio Landsberger S. : [email protected]
PALLET ENSAMBLE
EMPAQUE CLASIFICA
MEJORAR en el GEMBA : Nuevo Layout Proyecto Kaize n

Page 23Here comes your footer
Correa con 4 tanques
Árbol de flotadores
Se juntan estaciones de clasificado, ensamble y empaque
Empaque y Pallet
Estación de clasificado (ataque al muda)
Estación intermedia (2 piezas)
Estación de ensamble (ataque al muda)
SummitSummit Chile 2009Chile 2009 Sergio Landsberger S. : [email protected]
MEJORAR en el GEMBA : Nuevo Layout Proyecto Kaize n

Page 24Here comes your footer
36% Productividad (de 87 a 118 pzas/operario)
58% WIP (de 65 a 27 piezas)
27% Dotación (de 15 a 11 operarios)
63% Espacio (de 295 a 108 m²)
74% Desplazamiento x operario (mts)
15% Tiempo de ciclo (de 198 a 168 seg.)
SummitSummit Chile 2009Chile 2009 Sergio Landsberger S. : [email protected]
RESULTADOS : Proyecto Kaizen en Proceso de Empaque

CASO 3 : Equipos GEMBA de Mejora Continua
Proceso de Esmaltado

Page 26Here comes your footer
OBJETIVO: Disminuir % de Reproceso en el Esmaltado
SummitSummit Chile 2009Chile 2009 Sergio Landsberger S. : [email protected]
PARETO DEFECTOS = 10%
7,4
1,8
0,30,1
0,4
0,0
2,0
4,0
6,0
8,0
retiro bajo espesor exceso ondulado pitting
%
20%
40%
60%
80%
100%
CASO 3 : Equipo GEMBA “Cara Pintada” - Proceso Esmaltado

Page 27Here comes your footer
Pistola soplado Torreta
Máquina
Método
Materiales
Mano Obra
Pistola Robot
Esmalte
MotivaciónAusentismo Rotación
Personal nuevo
volteo
soplado
Limpieza resina
New estándar
SummitSummit Chile 2009Chile 2009 Sergio Landsberger S. : [email protected]
adherenciaBoquillaacumula esmalte
CASO 3 : Equipo GEMBA “Cara Pintada” - Proceso Esmaltado
Diagrama Espina de Pescado para el defecto RETIRO

Page 28Here comes your footerSummitSummit Chile 2009Chile 2009 Sergio Landsberger S. : [email protected]
Limpieza de Resina microporosa
AguaAgua
CASO 3 : Equipo GEMBA “Cara Pintada” - Proceso Esmaltado
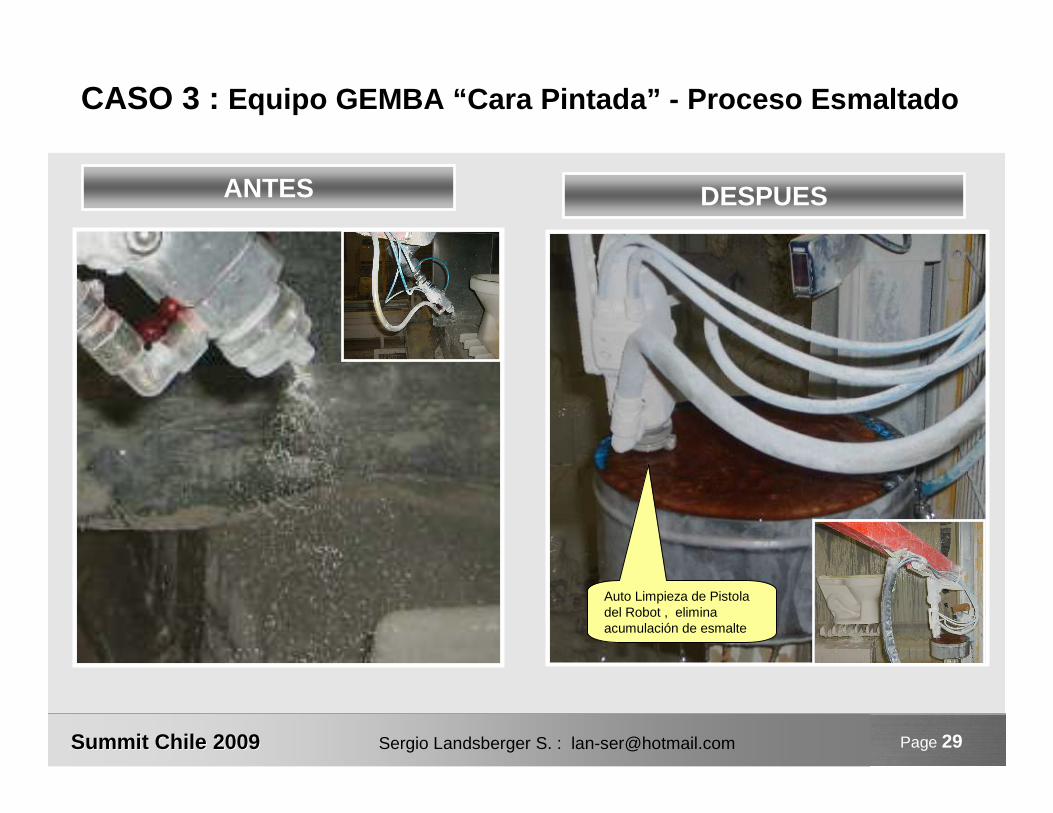
Page 29Here comes your footer
DESPUESANTES
Auto Limpieza de Pistola del Robot , elimina acumulación de esmalte
SummitSummit Chile 2009Chile 2009 Sergio Landsberger S. : [email protected]
CASO 3 : Equipo GEMBA “Cara Pintada” - Proceso Esmaltado

Page 30Here comes your footer
DESPUESANTES
Cambio de boquilla focaliza el soplado
SummitSummit Chile 2009Chile 2009 Sergio Landsberger S. : [email protected]
CASO 3 : Equipo GEMBA “Cara Pintada” - Proceso Esmaltado

Page 31Here comes your footer
15 cm
Espesor:Desplazamiento de aspa agitador
Ondulado : tiempo de soaking 25 minutos
Espesor : Puntos cero visuales
SummitSummit Chile 2009Chile 2009 Sergio Landsberger S. : [email protected]
Page 32Here comes your footer
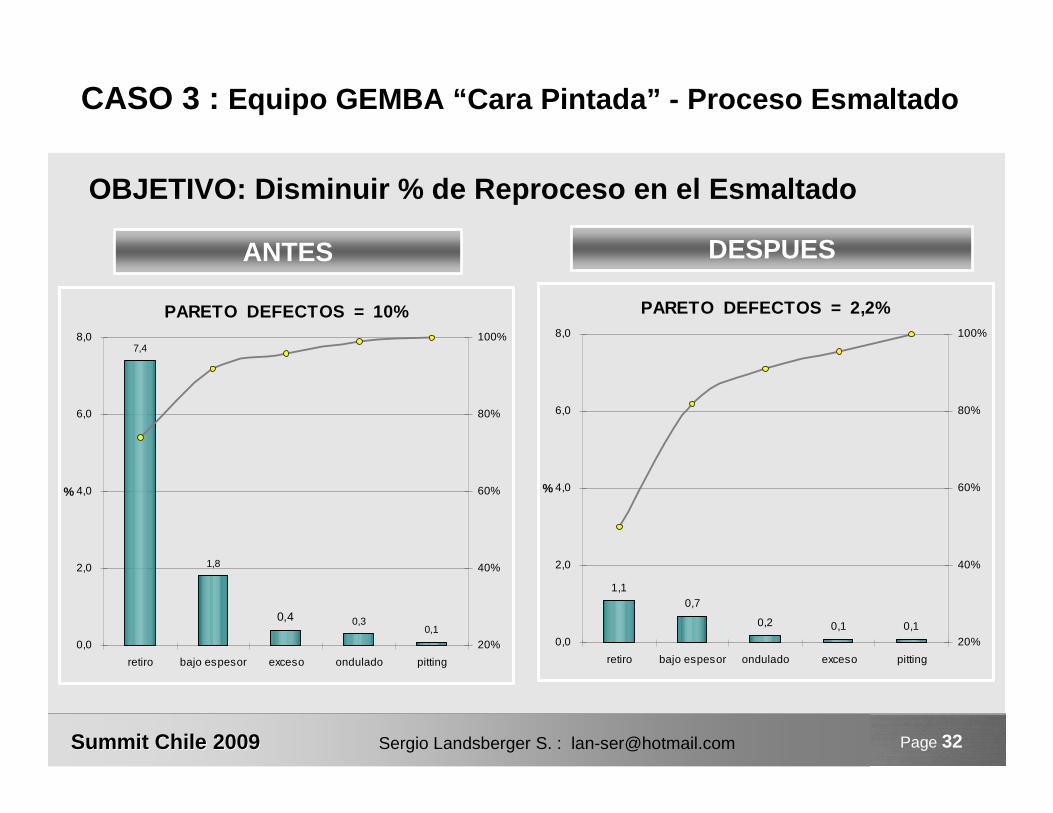
OBJETIVO: Disminuir % de Reproceso en el Esmaltado
SummitSummit Chile 2009Chile 2009 Sergio Landsberger S. : [email protected]
PARETO DEFECTOS = 10%
7,4
1,8
0,30,1
0,4
0,0
2,0
4,0
6,0
8,0
retiro bajo espesor exceso ondulado pitting
%
20%
40%
60%
80%
100%
PARETO DEFECTOS = 2,2%
1,10,7
0,1 0,10,2
0,0
2,0
4,0
6,0
8,0
retiro bajo espesor ondulado exceso pitting
%
20%
40%
60%
80%
100%
ANTES DESPUES
CASO 3 : Equipo GEMBA “Cara Pintada” - Proceso Esmaltado

Page 33Here comes your footer
“No importa cuanto conocimiento puedaobtener, ni cuantas herramientas conozca, no sirven de nada si no se ponen en práctica en forma diaria”
Masaaki Imai

Page 34Here comes your footer