molas de suspensÃo produzidas em diferentes … · 2. materiais e experimentos foram produzidas...
TRANSCRIPT
MOLAS DE SUSPENSÃO PRODUZIDAS EM DIFERENTES PROCESSOS DE JATEAMENTO.
VIEIRA, R. F. P (1); Silva, O. M. M (2); Hashimoto, T. M (3)
(1) Mubea do Brasil, Taubaté Av. Eurico Ambogi Santos 2400, CEP 12042-010. [email protected]. (2) Centro Técnico Aeroespacial - CTA, Departamento de Ciências e Tecnologia Aeroespacial DCTA. (3) Escola de Engenharia – Campus de Guaratingueta, UNESP – Univ. Estadual Paulista.
RESUMO
Molas de suspensão veicular de aço SAE 9254, podem ser produzidas por vários processos de jateamento distintos, dois desses processos foram investigados, sendo que a diferença entre os processos estudados é a temperatura em que a mola foi jateada. Através de ensaios de fadiga, análise de tensão residual via raio X e análise de falha via microscópio eletrônico de varredura (MEV), foi possível concluir que o processo de jateamento a temperatura elevada (300 ºC) apresentou profundidade e intensidades maiores de tensão residual quando comparado ao processo de jateamento a temperatura ambiente, como consequência o processo de jateamento a quente elevou a durabilidade da mola em 64 % quando comprado ao processo de jateamento a frio. As análises das fraturas demonstraram que todas as molas quebraram pelo mesmo motivo, sendo assim confirmado que a diferença do desempenho das molas no teste de fadiga é devido ao método de jateamento empregado.
Palavras-chave: Mola de suspensão veicular, Processos de Jateamento, tensão residual,
análise de falha.
1. INTRODUÇÃO
As empresas fabricantes de automóveis estão exigindo de seus fornecedores o desenvolvimento de produtos mais leves e resistentes, visando a melhora na função do componente, redução de custo, e a preservação do meio ambiente devido à redução de CO2 na atmosfera. Neste contexto as molas de suspensão também são foco de estudo.
Para atingir as metas de otimização das empresas fabricantes de automóveis, e também oferecer vantagens econômicas, os fabricantes de mola de suspensão realizam trabalhos junto aos fornecedores de aço para reduzir a quantidade e o tamanho de impurezas no metal e também investem cada vez mais na pesquisa e desenvolvimento de novas tecnologias de processo, tais como os processos de jateamento que tem por objetivo induzir tensões residuais compressivas na superfície da mola evitando a iniciação e propagação de trincas que levam a quebra do componente.
21º CBECIMAT - Congresso Brasileiro de Engenharia e Ciência dos Materiais09 a 13 de Novembro de 2014, Cuiabá, MT, Brasil
6480

2. MATERIAIS E EXPERIMENTOS
Foram produzidas molas em três métodos diferentes, sendo o 1º método, molas sem jateamento, 2º método, molas com jateamento a frio seguido de um jateamento com a mola comprimida e o 3º método, jateamento a quente (300 ºC) seguido de um jateamento com a mola comprimida, a Figura 01 demonstra os fluxos de produção das amostras.
Figura 01. Fluxo de produção das molas.
A tabela 01 demonstra a composição química do aço SAE 9254 utilizado para a produção das amostras.
Tabela 1. Composição química do aço SAE 9254.
Elementos S C Mn P Si Cr
SAE 9254 especificado
Max. 0,040
0,50 0,59
0,60 0,80
Max. 0,030
1,20 1,60
0,60 0,80
Resultado 0,008 0,51 0,80 0,0047 1,30 0,69
Arame laminado, Ø 12,70 mm
Trefilação, Ø final do arame da
mola = 11,60 mm
Limite de resistência à tração após
têmpera em óleo e revenimento
(2000 – 2050) MPa
Enrolamento a frio
Forno de alívio de tensão
Pintura e identificação
Método 01 Método 02 Método 03
Jateamento a frio Granalha: 0,8 mm
Velocidade da granalha e tempo
de jateamento foi constante.
Temperatura ambiente
Jateamento com a mola
comprimida frio
Granalha: 0,6 mm
Velocidade da granalha e tempo
de jateamento foi constante.
Temperatura ambiente
Te
Te
Sem
jateamento Jateamento com a mola
comprimida frio
Granalha: 0,6 mm
Velocidade da granalha e tempo
de jateamento foi constante.
Temperatura ambiente
Jateamento a quente
Granalha: 0,8 mm
Velocidade da granalha e tempo
de jateamento foi constante.
Temperatura: 300 - 325ºC
21º CBECIMAT - Congresso Brasileiro de Engenharia e Ciência dos Materiais09 a 13 de Novembro de 2014, Cuiabá, MT, Brasil
6481
Para que os resultados sejam comparáveis todas as amostras foram produzidas
a partir de um mesmo lote de material, sendo assim o arame laminado foi trefilado
para uma bitola de 11,60 mm. Posteriormente o arame foi tratado termicamente por
temperado e revenido por indução ao qual adquiriu uma tensão de 2000 – 2050 MPa.
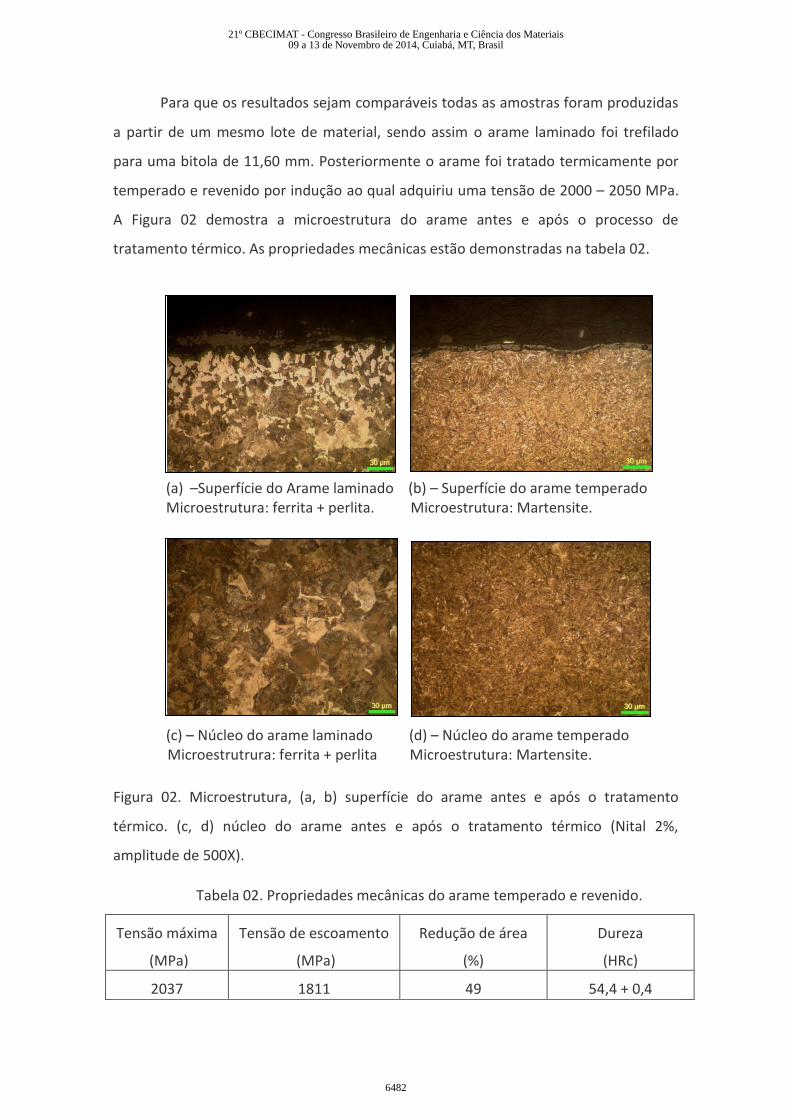
A Figura 02 demostra a microestrutura do arame antes e após o processo de
tratamento térmico. As propriedades mecânicas estão demonstradas na tabela 02.
(a) –Superfície do Arame laminado (b) – Superfície do arame temperado Microestrutura: ferrita + perlita. Microestrutura: Martensite.
(c) – Núcleo do arame laminado (d) – Núcleo do arame temperado Microestrutrura: ferrita + perlita Microestrutura: Martensite.
Figura 02. Microestrutura, (a, b) superfície do arame antes e após o tratamento
térmico. (c, d) núcleo do arame antes e após o tratamento térmico (Nital 2%,
amplitude de 500X).
Tabela 02. Propriedades mecânicas do arame temperado e revenido.
Tensão máxima
(MPa)
Tensão de escoamento
(MPa)
Redução de área
(%)
Dureza
(HRc)
2037 1811 49 54,4 + 0,4
21º CBECIMAT - Congresso Brasileiro de Engenharia e Ciência dos Materiais09 a 13 de Novembro de 2014, Cuiabá, MT, Brasil
6482

Após o tratamento térmico o arame foi conformado a frio em mola helicoidal
de suspensão, após a conformação a mola foi submetida ao forno de alívio de tensão,
jateamento e pintura. Os parâmetros dos processos de jateamento estão descritos na
tabela 03. As granalhas utilizadas nos processos estavam conforme a especificação.
Tabela 03. Parâmetros utilizados no jateamento.
Método
Condições de jateamento
Etapa de jateamento Granalha
(mm) Tempo de
jateamento (s)
Velocidade da granalha e
intensidade de jateamento
01 1º - Sem jato - - -
02
1º - Jateamento a frio
2º - Jateamento a frio com a mola comprimida
0,8
0,6
Constante entre os processos de
jateamento.
Constante entre os processos de jateamento.
03
1º - Jateamento a quente
2º - Jateamento a frio com a mola comprimida
0,8
0,6
A figura 03 demonstra as condições superficiais das molas após o processo de
jateamento.
Figura 03. Condição superficial das molas após o processo de jateamento, (a)
mola sem jateamento, (b) mola com jateada conforme método 2, (c) mola jateada
conforme método 3.
Após a preparação das amostras foi realizado as medidas de tensões residuais
que foram realizadas na segunda espira da mola por difração de raios-x com
(a) (b) (c)
21º CBECIMAT - Congresso Brasileiro de Engenharia e Ciência dos Materiais09 a 13 de Novembro de 2014, Cuiabá, MT, Brasil
6483

decapagem por ácido. As profundidades em que as tensões residuais foram medidas
foram de aproximadamente: 5 µm; 50 µm; 120 µm; 210 µm e 320 µm.
Os ensaios foram realizados em uma mola de cada método de jateamento em
estudo, o equipamento utilizado foi um difratômetro de raios-x da marca Bruker AXS,
modelo D8 advance, a Figura 04 demonstra o equipamento utilizado.
(a) (b)
(c) (d)
Figura 04.
Para avaliar a durabilidade das molas foi realizado teste de fadiga em três níveis
de tensão, sendo testadas no mínimo quatro molas em cada nível de tensão,
totalizando no mínimo 12 testes por método de jateamento em estudo, sendo possível
determinar as curvas SN (Tensão aplicada, S / número de ciclos até a falha, N).
(a, b) Equipamento de difração de raios-x para determinação da tensão
residual; (c, d) equipamento para remoção de material com ácidos para
medir a tensão residual abaixo da superfície.
(Cortesia da Sra. Nicole Westerwinter – Mubea Weißensee, Alemanha).
21º CBECIMAT - Congresso Brasileiro de Engenharia e Ciência dos Materiais09 a 13 de Novembro de 2014, Cuiabá, MT, Brasil
6484
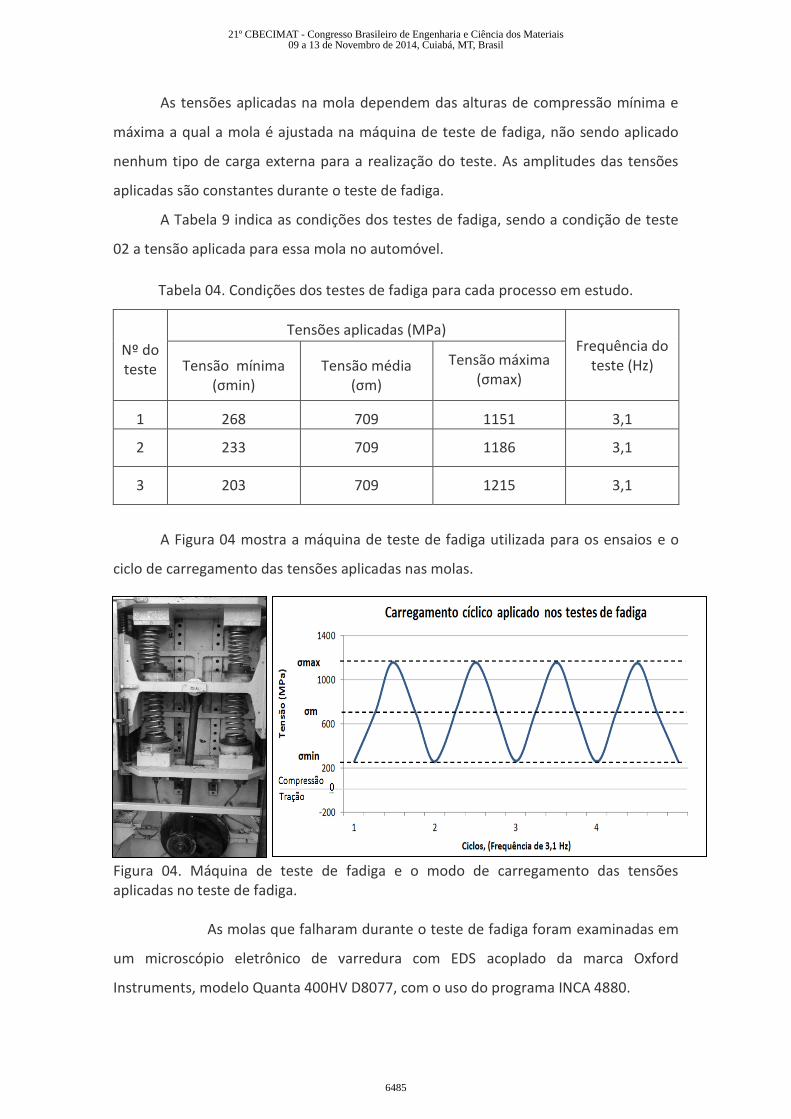
As tensões aplicadas na mola dependem das alturas de compressão mínima e
máxima a qual a mola é ajustada na máquina de teste de fadiga, não sendo aplicado
nenhum tipo de carga externa para a realização do teste. As amplitudes das tensões
aplicadas são constantes durante o teste de fadiga.
A Tabela 9 indica as condições dos testes de fadiga, sendo a condição de teste
02 a tensão aplicada para essa mola no automóvel.
Tabela 04. Condições dos testes de fadiga para cada processo em estudo.
Nº do teste
Tensões aplicadas (MPa) Frequência do
teste (Hz) Tensão mínima (σmin)
Tensão média (σm)
Tensão máxima (σmax)
1 268 709 1151 3,1
2 233 709 1186 3,1
3 203 709 1215 3,1
A Figura 04 mostra a máquina de teste de fadiga utilizada para os ensaios e o
ciclo de carregamento das tensões aplicadas nas molas.
Figura 04. Máquina de teste de fadiga e o modo de carregamento das tensões aplicadas no teste de fadiga.
As molas que falharam durante o teste de fadiga foram examinadas em
um microscópio eletrônico de varredura com EDS acoplado da marca Oxford
Instruments, modelo Quanta 400HV D8077, com o uso do programa INCA 4880.
21º CBECIMAT - Congresso Brasileiro de Engenharia e Ciência dos Materiais09 a 13 de Novembro de 2014, Cuiabá, MT, Brasil
6485

3. RESULTADOS E DISCUSSÕES
3.1. Análise de tensão residual
A Figura 05 demonstra o resultado de análise de tensão residual realizado em
uma mola de cada método em estudo.
Figura 05. Comparação das tensões residuais.
A mola que não foi jateada (método 1) apresentou apenas tensões residuais
trativas, ou seja, susceptível à nucleação e propagação de trincas.
Nas molas jateadas pelo método 2 (jateamento a frio na qual a mola está a
temperatura ambiente) e pelo método 3 (jateamento a quente na qual a mola está a 300
ºC durante o processo de jateamento).
Comparando os resultados de tensão residual para ambos os métodos de
jateamentos podemos observar que, o efeito da temperatura na curva de tensão residual
foi significativo, tanto no valor máximo de tensão residual compressiva que aumentou
21º CBECIMAT - Congresso Brasileiro de Engenharia e Ciência dos Materiais09 a 13 de Novembro de 2014, Cuiabá, MT, Brasil
6486
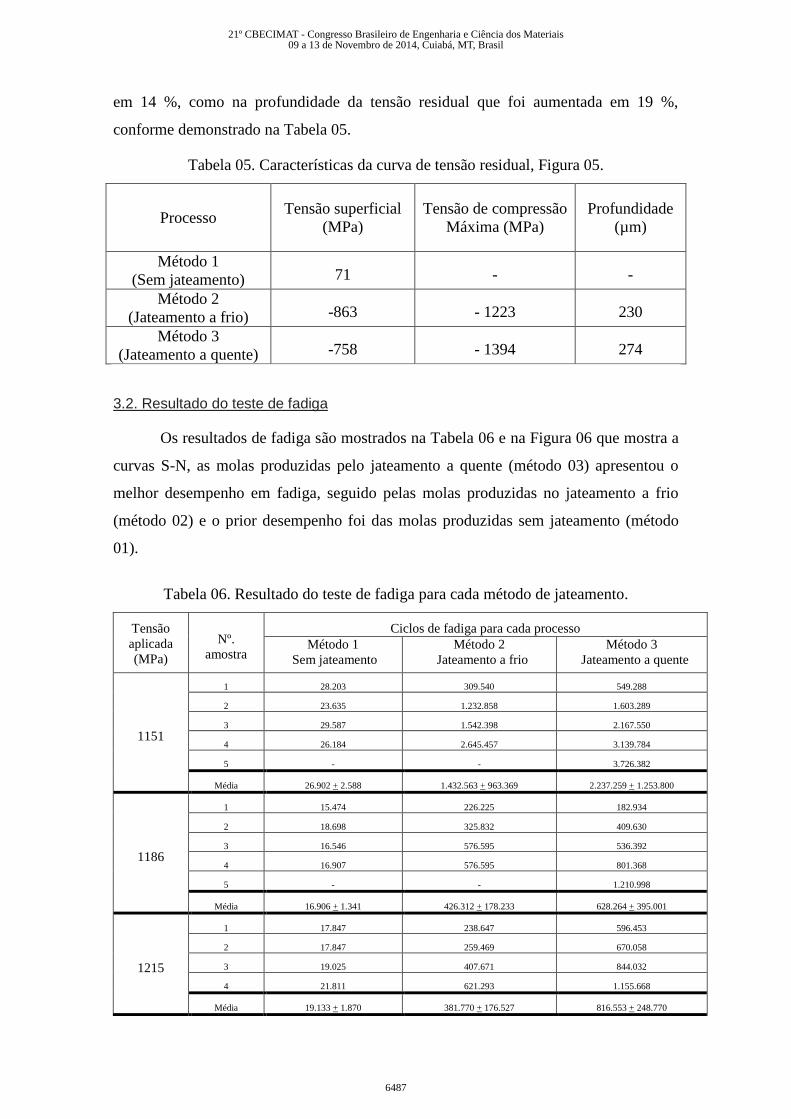
em 14 %, como na profundidade da tensão residual que foi aumentada em 19 %,
conforme demonstrado na Tabela 05.
Tabela 05. Características da curva de tensão residual, Figura 05.
Processo Tensão superficial
(MPa)
Tensão de compressão
Máxima (MPa)
Profundidade
(µm)
Método 1
(Sem jateamento) 71 - -
Método 2
(Jateamento a frio) -863 - 1223 230
Método 3
(Jateamento a quente) -758 - 1394 274
3.2. Resultado do teste de fadiga
Os resultados de fadiga são mostrados na Tabela 06 e na Figura 06 que mostra a
curvas S-N, as molas produzidas pelo jateamento a quente (método 03) apresentou o
melhor desempenho em fadiga, seguido pelas molas produzidas no jateamento a frio
(método 02) e o prior desempenho foi das molas produzidas sem jateamento (método
01).
Tabela 06. Resultado do teste de fadiga para cada método de jateamento.
Tensão
aplicada
(MPa)
Nº.
amostra
Ciclos de fadiga para cada processo
Método 1
Sem jateamento
Método 2
Jateamento a frio
Método 3
Jateamento a quente
1151
1 28.203 309.540 549.288
2 23.635 1.232.858 1.603.289
3 29.587 1.542.398 2.167.550
4 26.184 2.645.457 3.139.784
5 - - 3.726.382
Média 26.902 + 2.588 1.432.563 + 963.369 2.237.259 + 1.253.800
1186
1 15.474 226.225 182.934
2 18.698 325.832 409.630
3 16.546 576.595 536.392
4 16.907 576.595 801.368
5 - - 1.210.998
Média 16.906 + 1.341 426.312 + 178.233 628.264 + 395.001
1215
1 17.847 238.647 596.453
2 17.847 259.469 670.058
3 19.025 407.671 844.032
4 21.811 621.293 1.155.668
Média 19.133 + 1.870 381.770 + 176.527 816.553 + 248.770
21º CBECIMAT - Congresso Brasileiro de Engenharia e Ciência dos Materiais09 a 13 de Novembro de 2014, Cuiabá, MT, Brasil
6487
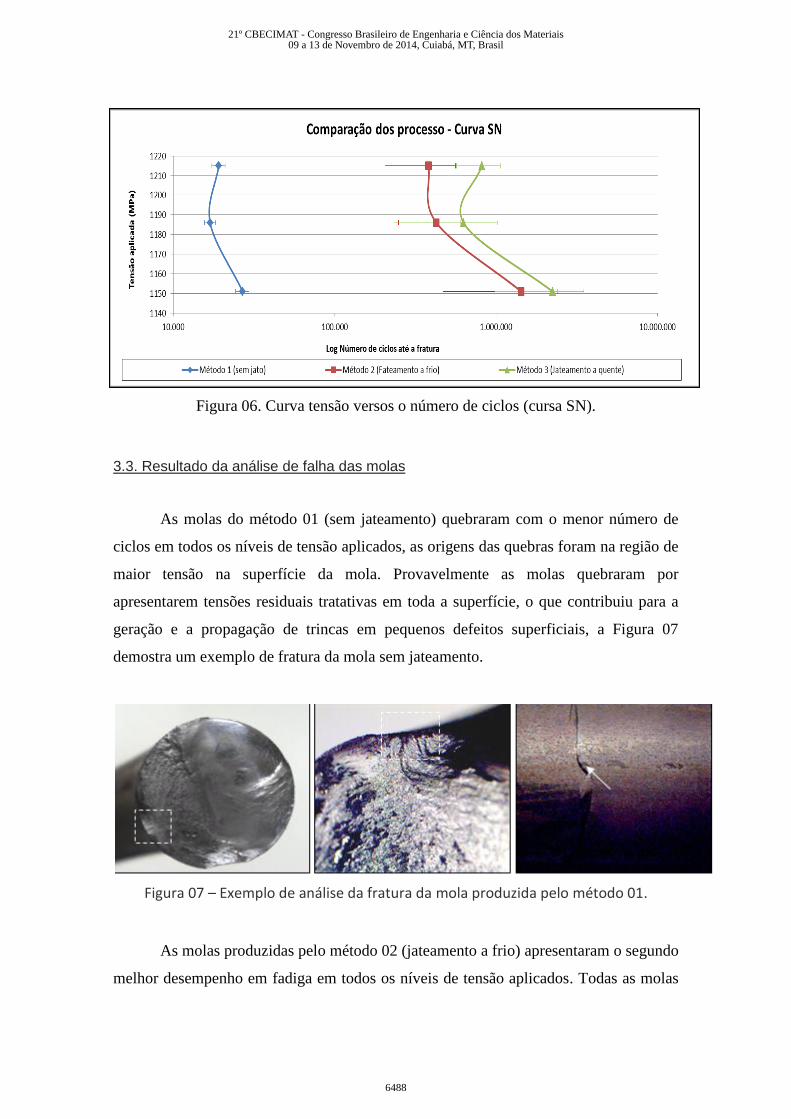
Figura 06. Curva tensão versos o número de ciclos (cursa SN).
3.3. Resultado da análise de falha das molas
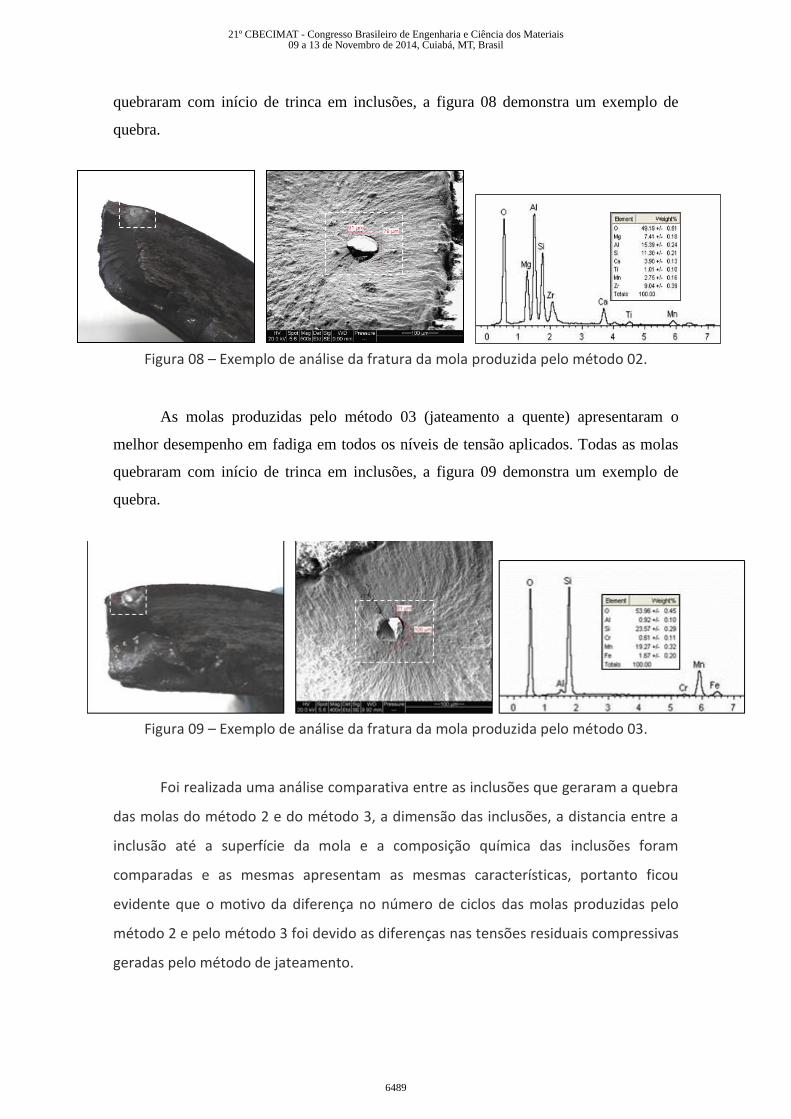
As molas do método 01 (sem jateamento) quebraram com o menor número de
ciclos em todos os níveis de tensão aplicados, as origens das quebras foram na região de
maior tensão na superfície da mola. Provavelmente as molas quebraram por
apresentarem tensões residuais tratativas em toda a superfície, o que contribuiu para a
geração e a propagação de trincas em pequenos defeitos superficiais, a Figura 07
demostra um exemplo de fratura da mola sem jateamento.
Figura 07 – Exemplo de análise da fratura da mola produzida pelo método 01.
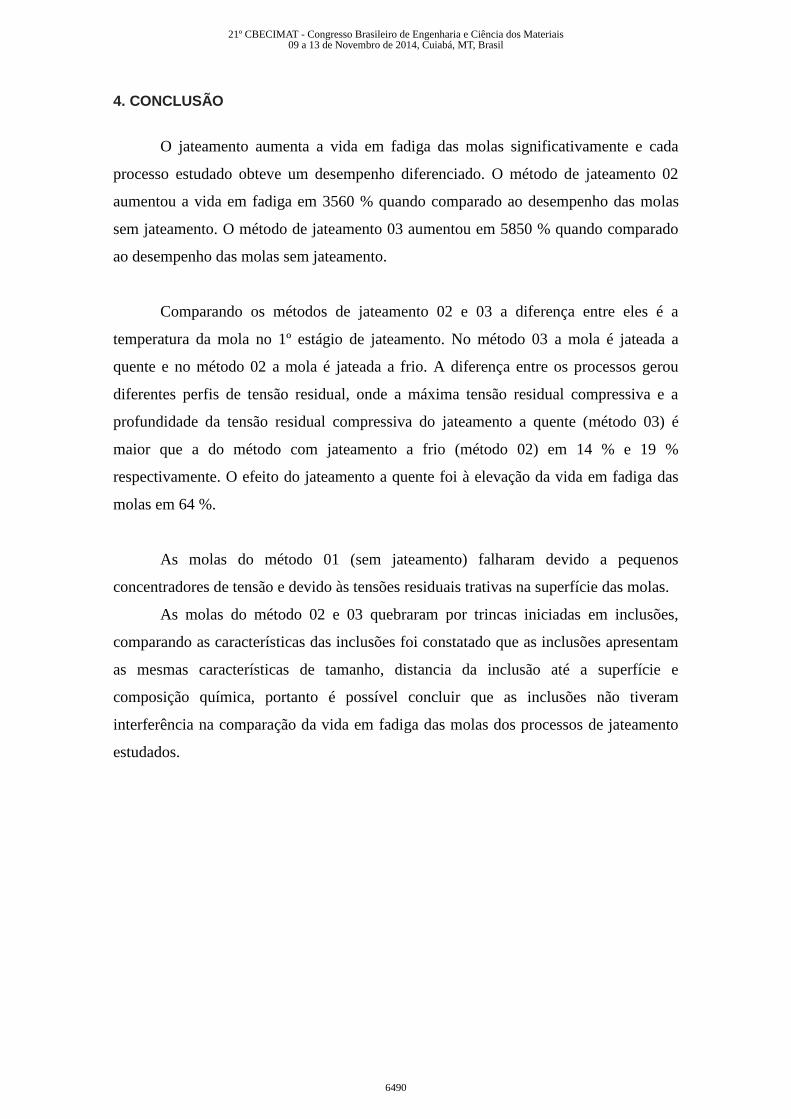
As molas produzidas pelo método 02 (jateamento a frio) apresentaram o segundo
melhor desempenho em fadiga em todos os níveis de tensão aplicados. Todas as molas
21º CBECIMAT - Congresso Brasileiro de Engenharia e Ciência dos Materiais09 a 13 de Novembro de 2014, Cuiabá, MT, Brasil
6488
quebraram com início de trinca em inclusões, a figura 08 demonstra um exemplo de
quebra.
Figura 08 – Exemplo de análise da fratura da mola produzida pelo método 02.
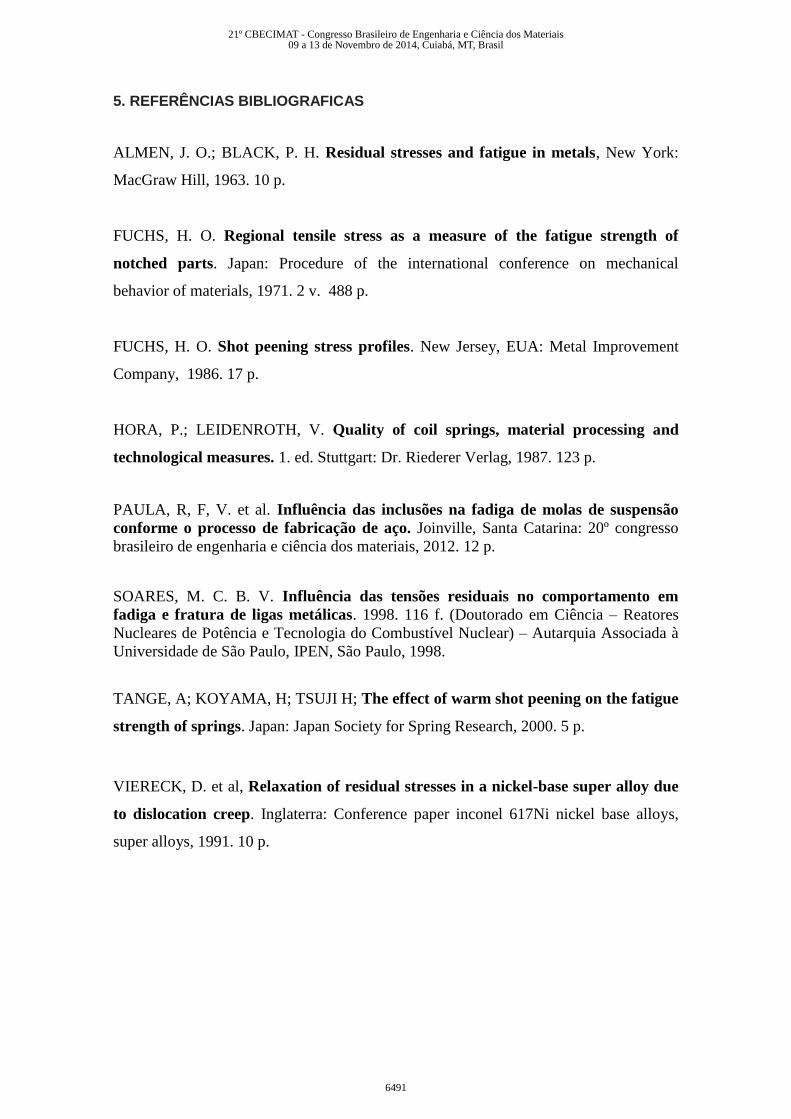
As molas produzidas pelo método 03 (jateamento a quente) apresentaram o
melhor desempenho em fadiga em todos os níveis de tensão aplicados. Todas as molas
quebraram com início de trinca em inclusões, a figura 09 demonstra um exemplo de
quebra.
Figura 09 – Exemplo de análise da fratura da mola produzida pelo método 03.
Foi realizada uma análise comparativa entre as inclusões que geraram a quebra
das molas do método 2 e do método 3, a dimensão das inclusões, a distancia entre a
inclusão até a superfície da mola e a composição química das inclusões foram
comparadas e as mesmas apresentam as mesmas características, portanto ficou
evidente que o motivo da diferença no número de ciclos das molas produzidas pelo
método 2 e pelo método 3 foi devido as diferenças nas tensões residuais compressivas
geradas pelo método de jateamento.
21º CBECIMAT - Congresso Brasileiro de Engenharia e Ciência dos Materiais09 a 13 de Novembro de 2014, Cuiabá, MT, Brasil
6489
4. CONCLUSÃO
O jateamento aumenta a vida em fadiga das molas significativamente e cada
processo estudado obteve um desempenho diferenciado. O método de jateamento 02
aumentou a vida em fadiga em 3560 % quando comparado ao desempenho das molas
sem jateamento. O método de jateamento 03 aumentou em 5850 % quando comparado
ao desempenho das molas sem jateamento.
Comparando os métodos de jateamento 02 e 03 a diferença entre eles é a
temperatura da mola no 1º estágio de jateamento. No método 03 a mola é jateada a
quente e no método 02 a mola é jateada a frio. A diferença entre os processos gerou
diferentes perfis de tensão residual, onde a máxima tensão residual compressiva e a
profundidade da tensão residual compressiva do jateamento a quente (método 03) é
maior que a do método com jateamento a frio (método 02) em 14 % e 19 %
respectivamente. O efeito do jateamento a quente foi à elevação da vida em fadiga das
molas em 64 %.
As molas do método 01 (sem jateamento) falharam devido a pequenos
concentradores de tensão e devido às tensões residuais trativas na superfície das molas.
As molas do método 02 e 03 quebraram por trincas iniciadas em inclusões,
comparando as características das inclusões foi constatado que as inclusões apresentam
as mesmas características de tamanho, distancia da inclusão até a superfície e
composição química, portanto é possível concluir que as inclusões não tiveram
interferência na comparação da vida em fadiga das molas dos processos de jateamento
estudados.
21º CBECIMAT - Congresso Brasileiro de Engenharia e Ciência dos Materiais09 a 13 de Novembro de 2014, Cuiabá, MT, Brasil
6490
5. REFERÊNCIAS BIBLIOGRAFICAS
ALMEN, J. O.; BLACK, P. H. Residual stresses and fatigue in metals, New York:
MacGraw Hill, 1963. 10 p.
FUCHS, H. O. Regional tensile stress as a measure of the fatigue strength of
notched parts. Japan: Procedure of the international conference on mechanical
behavior of materials, 1971. 2 v. 488 p.
FUCHS, H. O. Shot peening stress profiles. New Jersey, EUA: Metal Improvement
Company, 1986. 17 p.
HORA, P.; LEIDENROTH, V. Quality of coil springs, material processing and
technological measures. 1. ed. Stuttgart: Dr. Riederer Verlag, 1987. 123 p.
PAULA, R, F, V. et al. Influência das inclusões na fadiga de molas de suspensão
conforme o processo de fabricação de aço. Joinville, Santa Catarina: 20º congresso
brasileiro de engenharia e ciência dos materiais, 2012. 12 p.
SOARES, M. C. B. V. Influência das tensões residuais no comportamento em
fadiga e fratura de ligas metálicas. 1998. 116 f. (Doutorado em Ciência – Reatores
Nucleares de Potência e Tecnologia do Combustível Nuclear) – Autarquia Associada à
Universidade de São Paulo, IPEN, São Paulo, 1998.
TANGE, A; KOYAMA, H; TSUJI H; The effect of warm shot peening on the fatigue
strength of springs. Japan: Japan Society for Spring Research, 2000. 5 p.
VIERECK, D. et al, Relaxation of residual stresses in a nickel-base super alloy due
to dislocation creep. Inglaterra: Conference paper inconel 617Ni nickel base alloys,
super alloys, 1991. 10 p.
21º CBECIMAT - Congresso Brasileiro de Engenharia e Ciência dos Materiais09 a 13 de Novembro de 2014, Cuiabá, MT, Brasil
6491