modelagem da classificaÇÃo de polpas de...
TRANSCRIPT

Universidade Federal do Rio de Janeiro
MODELAGEM DA CLASSIFICAÇÃO DE POLPAS DE BAUXITA E DE FOSFATO
EM HIDROCICLONES
Yanneth Yrenne Canaza Machaca
2010

COPPE/UFRJCOPPE/UFRJ
MODELAGEM DA CLASSIFICAÇÃO DE POLPAS DE BAUXITA E DE FOSFATO
EM HIDROCICLONES
Yanneth Yrenne Canaza Machaca
Dissertação de Mestrado apresentada ao
Programa de Pós-graduação em Engenharia
Metalúrgica e de Materiais, COPPE, da
Universidade Federal do Rio de Janeiro, como
parte dos requisitos necessários à obtenção do
título de Mestre em Engenharia Metalúrgica e de
Materiais.
Orientador: Luís Marcelo Marques Tavares
Rio de Janeiro
Agosto de 2010

MODELAGEM DA CLASSIFICAÇÃO DE POLPAS DE BAUXITA E DE
FOSFATO EM HIDROCICLONES
Yanneth Yrenne Canaza Machaca
DISSERTAÇÃO SUBMETIDA AO CORPO DOCENTE DO INSTITUTO ALBERTO
LUIZ COIMBRA DE PÓS-GRADUAÇÃO E PESQUISA DE ENGENHARIA
(COPPE) DA UNIVERSIDADE FEDERAL DO RIO DE JANEIRO COMO PARTE
DOS REQUISITOS NECESSÁRIOS PARA A OBTENÇÃO DO GRAU DE MESTRE
EM CIÊNCIAS EM ENGENHARIA METALÚRGICA E DE MATERIAIS.
Examinada por:
________________________________________________ Prof. Luís Marcelo Marques Tavares, Ph.D.
________________________________________________ Profa. Silvia Cristina Alves França, D.Sc.
________________________________________________ Prof. Ericksson Rocha e Almendra, D.Sc.
RIO DE JANEIRO, RJ - BRASIL
AGOSTO DE 2010

iii
Machaca, Yanneth Yrenne Canaza
Modelagem da classificação de polpas de bauxita e de
fosfato em Hidrociclones/ Yanneth Yrenne Canaza
Machaca. – Rio de Janeiro: UFRJ/COPPE, 2010.
XIX, 150 p.: il.; 29,7 cm.
Orientador: Luís Marcelo Marques Tavares
Dissertação (mestrado) – UFRJ/ COPPE/ Programa de
Engenharia Metalúrgica e de Materiais, 2010.
Referencias Bibliográficas: p. 136-144.
1. Modelagem da classificação. 2. Reologia de polpas
de bauxita e fosfato. 3. Hidrociclone. I. Tavares, Luís
Marcelo Marques. II. Universidade Federal do Rio de
Janeiro, COPPE, Programa de Engenharia Metalúrgica e
de Materiais. III. Título.

iv
Para meus pais Carmelo e Natty
e irmãos pelo apoio incondicional
nesta etapa de minha vida.

v
AGRADECIMENTOS
Agradeço a Deus por tudo.
Aproveito estas linhas para agradecer a todas aquelas pessoas que colaboram de
alguma forma, direta ou indiretamente, na realização deste trabalho. Muitas delas,
mesmo desde longe, contribuíram de forma significativa para que eu pudesse concluir
esta etapa importantíssima da minha vida.
Agradeço especialmente a meu orientador Prof. Luís Marcelo pela ajuda nestes
anos de pesquisa. O apoio que ele me brindara foi essencial no meu crescimento
profissional e pessoal e por isso sempre serei grata a ele.
Agradeço a meus pais pelo carinho e apoio incondicional nesta etapa de minha
vida. Agradeço profundamente às amizades que surgiram durante estes anos, em
especial, aos meus amigos, Emerson, Rodrigo, Evandro, Clarissa, Gabriel, e um
especial agradecimento a minha amiga Esther, que mesmo distante, esteve sempre
presente, por termos compartilhado momentos de alegria que sempre guardarei no meu
coração. Agradeço também à equipe do Laboratório de Tecnologia Mineral, em especial
a Jacinto pela realização da montagem do meu equipo de trabalho e pela realização dos
inúmeros ensaios que originaram os resultados necessários para a conclusão deste
trabalho.
Ao LABEST meu agradecimento pela disponibilidade e ajuda na realização das
minhas análises e em especial a Rosangela pela atenção e apoio dispensados.
Ao Laboratório de Reologia da Escola de Química, ao CETEM e à Carla Napoli
pelo auxílio na realização dos ensaios de reologia. À Dra. Silvia França pelas valiosas
discussões no transcorrer desse trabalho.

vi
Agradeço ao programa de Pós-Graduação de Engenharia Metalúrgica e
Materiais pela oportunidade e ao CNPq pelo apoio financeiro.

vii
Resumo da Dissertação apresentada à COPPE/UFRJ como parte dos requisitos
necessários para a obtenção do grau de Mestre em Ciências (M.Sc.)
MODELAGEM DA CLASSIFICAÇÃO DE POLPAS DE BAUXITA E DE
FOSFATO EM HIDROCICLONES
Yanneth Yrenne Canaza Machaca
Agosto/2010
Orientador: Luís Marcelo Marques Tavares
Programa: Engenharia Metalúrgica e de Materiais
No trabalho é realizada a modelagem matemática do desempenho de
hidrociclones, incluindo o efeito da reologia em polpas de bauxita e de fosfato, por meio
de ensaios de classificação nos quais foram variadas a percentagem de sólidos, os
diâmetros do apex e do vortex finder e a pressão de alimentação. Análises da reologia
das polpas de bauxita foram realizadas com o auxílio de um reômetro, tendo sido os
resultados ajustados pelo modelo de Herschel-Bulkley, obtendo comportamentos
aproximadamente plásticos de Bingham. Realizaram-se comparações dos principais
modelos matemáticos de classificação utilizados na indústria mineral utilizando
resultados de ensaios de classificação de polpas de fosfato com reologias complexas. Os
resultados indicaram que a viscosidade da polpa exerce um papel muito importante no
desempenho dos hidrociclones. Por fim, realizou-se também a previsão do d50C, levando
em consideração o comportamento reológico da polpa de bauxita apresentado no local
onde a velocidade vertical é nula, obtendo como resultados boas correlações com um
baixo desvio de interpolação.

viii
Abstract of Dissertation presented to COPPE/UFRJ as a partial fulfillment of the
requirements for the degree of Master of Science (M.Sc.)
MODELLING CLASSIFICATION OF BAUXITE AND OF PHOSPHATE SLURRIES
IN HYCROCYCLONES
Yanneth Yrenne Canaza Machaca
August/2010
Advisor: Luís Marcelo Marques Tavares
Department: Metallurgical and Materials Engineering
The present work presents results from modeling the performance of
hydrocyclones, including the effect of the slurry rheology of slurries of bauxite and of
phosphate in the classification trials varying percentages of solids, apex and vortex
finder diameter, and feed pressure. The rheological behavior of bauxite slurries was also
measured with the rheometer. The results were modeled by the Herschel-Bulkley
model, obtaining Bingham plastic behavior at high shear rates. Comparisons were made
of the major mathematical models of hidrocyclones used in the minerals industry of
using data from classification of phosphate slurries with complex rheology. Results
indicated that the slurry viscosity plays a very important role in the performance of
hydrocyclones. Predictions of d50C, taking into consideration the rheological behavior of
bauxite slurries made at the location where the vertical velocity is zero were in good
agreement with experiments, presenting only with a low interpolation deviation.
ix
ÍNDICE
Agradecimentos .......................................................................................................................... iv
Resumo ....................................................................................................................................... vii
Abstract ..................................................................................................................................... viii
ÍNDICE DE FIGURAS ............................................................................................................ xiii
ÍNDICE DE TABELAS ........................................................................................................... xvi
LISTA DE SÍMBOLOS ......................................................................................................... xviii
1. INTRODUÇÃO ................................................................................................................... 1
2. OBJETIVO .......................................................................................................................... 4
3. REVISÃO BIBLIOGRÁFICA ........................................................................................... 5
3.1 Reologia de Polpas ............................................................................................................ 5
3.1.1 Viscosidade .................................................................................................................. 6
3.1.2 Fluidos Newtonianos.................................................................................................... 8
3.1.3 Fluidos não-Newtonianos ............................................................................................ 9
3.1.4 Fluidos independentes do Tempo ................................................................................ 9
3.1.4.1 Fluidos Pseudoplásticos ................................................................................ 10
3.1.4.2 Fluidos Plásticos de Bingham ....................................................................... 10
3.1.4.3 Fluidos Dilatantes ......................................................................................... 11
3.1.5 Fluidos dependentes do Tempo .................................................................................. 11
3.1.5.1 Fluidos Tixotrópicos ..................................................................................... 11
3.1.5.2 Fluidos Reopéticos ........................................................................................ 12
3.2 Modelos de Reologia ....................................................................................................... 13
3.3 Importância do comportamento Reológico no Tratamento de Minérios ................... 16
3.4 Medições do comportamento reológico de polpas ........................................................ 19
3.5 Classificação .................................................................................................................... 21
3.5.1 Sedimentação da partícula esférica em queda livre ................................................... 22
3.5.2 Sedimentação da partícula esférica em queda retardada (impedida) ......................... 24

x
3.6 Hidrociclone ..................................................................................................................... 25
3.6.1 Escoamento do fluido no hidrociclone ....................................................................... 27
3.6.1.1 Velocidade tangencial ................................................................................... 29
3.6.1.2 Velocidade vertical ou axial ......................................................................... 32
3.6.1.3 Velocidade radial .......................................................................................... 33
3.7 A curva de partição ......................................................................................................... 33
3.8 Efeito da viscosidade em hidrociclones ......................................................................... 39
3.9 Teorias de Classificação em Hidrociclones ................................................................... 40
3.9.1 Órbita de Equilíbrio ................................................................................................... 40
3.9.2 Tempo de Residência ................................................................................................. 43
3.9.3 Balanço Populacional ................................................................................................. 44
3.10 Influência das variáveis operacionais e de projeto ..................................................... 45
3.10.1 Tamanho de corte ..................................................................................................... 45
3.10.2 Separação dos fluidos e densidades dos produtos .................................................... 46
3.10.3 Capacidade do hidrociclone ..................................................................................... 48
3.10.4 Capacidade do apex e efeito roping ......................................................................... 49
3.11 Modelagem do hidrociclone ......................................................................................... 51
3.11.1 Modelos fenomenológicos ....................................................................................... 52
3.11.2 Modelos empíricos e semi-empíricos....................................................................... 55
3.11.2.1 Modelo de Lynch e Rao ................................................................................ 56
3.11.2.2 Modelo de Plitt ............................................................................................. 58
3.11.2.3 Modelo de Nageswararao ............................................................................. 61
3.11.2.4 Modelo de Vallebuona .................................................................................. 64
3.11.2.5 Modelo de Asomah ....................................................................................... 65
3.11.2.6 Modelo de Tavares ....................................................................................... 67
3.11.3 Desvantagens dos modelos de hidrociclones ........................................................... 69
4. Metodologia ....................................................................................................................... 70
4.1 Preparação da amostra ................................................................................................... 70
4.2 Caracterização da amostra de bauxita .......................................................................... 73
4.2.1 Análise da distribuição de tamanhos de partículas .................................................... 73

xi
4.2.2 Composição química .................................................................................................. 74
4.2.3 Análise Mineralógica ................................................................................................. 75
4.2.4 Análise por Microscopia Eletrônica de Varredura ..................................................... 75
4.3 Reologia das polpas ......................................................................................................... 76
4.4 Sistemas de hidrociclonagem e ensaios de classificação............................................... 78
4.4.1 Calibração do medidor de vazão ................................................................................ 81
4.4.2 Condições usadas nos ensaios de classificação .......................................................... 84
4.4.3 Procedimento dos ensaios .......................................................................................... 85
4.4.4 Análises das amostras coletadas ................................................................................ 87
4.4.5 Cálculo dos balanços de massas ................................................................................. 88
4.4.6 Cálculo das curvas de partição ................................................................................... 90
4.4.7 Modelagem matemática ............................................................................................. 91
5. Resultados e discussão ...................................................................................................... 92
5.1 Comparação dos modelos matemáticos de classificação ............................................. 92
5.1.1 Investigação da classificação de polpas de fosfato .................................................... 92
5.1.2 Tamanho de Corte Corrigido (d50C) ........................................................................... 96
5.1.3 Recuperação de água para underflow (Rf) .................................................................. 99
5.1.4 Capacidade ............................................................................................................... 100
5.1.5 Validação dos modelos para reologias variáveis ..................................................... 102
5.2 Modelagem com minério de Bauxita ........................................................................... 107
5.2.1 Caracterização das amostras de bauxita e argila ...................................................... 107
5.2.2 Análises da distribuição de tamanho de partículas .................................................. 107
5.2.3 Composição química ................................................................................................ 108
5.2.4 Análise mineralógica................................................................................................ 110
5.2.5 Análises por Microscopia Eletrônica de Varredura (MEV) ..................................... 112
5.3 Ensaios de reologia ........................................................................................................ 113
5.4 Ensaios de Classificação ............................................................................................... 118
5.5 Modelagem da vazão ..................................................................................................... 126

xii
5.6 Modelagem da Rf ........................................................................................................... 129
5.7 Modelagem do d50C ........................................................................................................ 131
6. Conclusões ....................................................................................................................... 134
7. Referencias bibliográficas .............................................................................................. 136
ANEXO PARTIÇÃO REAL: VALORES OBTIDOS ........................................................ 143

xiii
ÍNDICE DE FIGURAS
Figura 3.1- Modelo de escoamento do fluxo entre duas placas paralelas utilizado por Newton. . 7
Figura 3.2- Tipos de comportamento reológico de fluidos (BAKASHI e KAWATRA, 1996). ... 9
Figura 3.3-Tipos de comportamento reológicos dos fluidos dependentes do tempo (SHARMA et
al., 2000). ................................................................................................................... 12
Figura 3.4- Evolução dos parâmetros da lei Herschel Bulkley versus tamanho médio de
partícula, (a) Tensão limite de escoamento, (b) índice de consistência do fluido e (c)
índice do comportamento reológico do fluido (GARCIA et al., 2003). ................. 15
Figura 3.5- Mudança do comportamento reológico com respeito: (a) concentração de sólidos (b)
tamanho de partícula (Yue e Klein, 2004). ................................................................ 17
Figura 3.6- Efeito das concentração de sólidos de polpa de limonita sobre suas propriedades
reológicas, para (a) polpas na faixa de 60 a 78,5 %, (b) polpas com porcentagem de
sólidos de 60 a 67 % e (c) polpas com porcentagens de sólidos de 70 a 78,5% (HE et
al., 2006). ................................................................................................................... 18
Figura 3.7- Efeito da temperatura sobre a viscosidade de suspensões de dióxido de titânio
(YANG et al., 2001). ................................................................................................. 19
Figura 3.8- Diagrama esquemático do hidrociclone (CARRISSO e CORREIA, 1998). ............ 26
Figura 3.9- Ilustração dos fluxos dentro do hidrociclone convencional. .................................... 28
Figura 3.10- Ilustração do envelope de velocidade vertical zero no hidrociclone (BRADLEY e
PULLING, 1959). ...................................................................................................... 32
Figura 3.11- Curvas de partição típicas do hidrociclone, ressaltando os diâmetros medianos de
corte (TAVARES, 2004). .......................................................................................... 34
Figura 3.12- Curva de eficiência onde se observa o efeito “Fish Hook” (NAGESWARARAO,
2000). ......................................................................................................................... 37
Figura 3.13- Ilustração da órbita de equilíbrio de uma partícula dentro do hidrociclone (a) vista
do topo, (b) vista lateral (KAWATRA, 1996). .......................................................... 42
Figura 3.14- Efeitos da concentração de sólidos na eficiência da separação (BRAUN e
BOHNET, 1990). ....................................................................................................... 47

xiv
Figura 3.15- a:Efeitos de cordão, b: efeito guarda chuva e c:ciclo de deslamagem; (II)curva de
partição obtidas a partir dos efeitos mostrados em (I). .............................................. 51
Figura 4.1- Diagramas de blocos do processo de preparação e seleção da amostra.................... 72
Figura 4.2- a) Reômetro ARES modelo AR-G2, b) geometria cilindro coaxial. ........................ 76
Figura 4.3- a) Circuito de hidrociclonagem; b) Diagrama esquemático dos componentes do
circuito ....................................................................................................................... 80
Figura 4.4- a) Localização do medidor da vazão dentro do sistema de hidrociclonagem; .......... 81
Figura 4.5- Calibração do medidor de vazão com água. ............................................................. 83
Figura 4.6- Correlação entre os resultados obtidos no indicador de vazão e os resultados
adquiridos pelo computador....................................................................................... 84
Figura 4.7- Preparação da polpa para o ensaio de hidrociclonagem. .......................................... 86
Figura 4.8- Balanço de massas com vários dados de tamanho de cada fluxo (fi, oi e ui). ........... 88
Figura 5.1- Resultados da previsão do tamanho de corte corrigido pelos modelos .................... 98
Figura 5.2- Comparações entre os valores observados e calculados de recuperação de água para
o underflow nos ensaios de classificação de polpas de minério de fosfato (natural).
................................................................................................................................. 100
Figura 5.3- Resultado da previsão dos modelos da capacidade do hidrociclone com polpas de
fosfato natural. ......................................................................................................... 101
Figura 5.4- Comparação entre tamanhos de corte previstos usando parâmetros dos modelos
ajustados para polpas naturais e medidas de tamanhos de corte para polpas com
aditivos variados (CMC, PSA e glicerina). .............................................................. 103
Figura 5.5- Resultados na previsão dos modelos da capacidade do hidrociclone com polpas com
aditivos variados (CMC, PSA e glicerina). .............................................................. 104
Figura 5.6- Correlações entre as previsões dos modelos para recuperação de água a dados
medidos para polpas com aditivos variados (CMC, PSA e glicerina). .................... 106
Figura 5.7- Distribuição granulométrica do calcário (CALCINA, 2010). ............................... 108
xv
Figura 5.8- Difratograma de raios X da amostra de bauxita utilizada nos ensaios de
hidrociclonagem. ..................................................................................................... 111
Figura 5.9- Difratograma de raios X da amostra de calcário utilizada como aditivo em alguns
ensaios de hidrociclonagem (CALCINA, 2010). ..................................................... 112
Figura 5.10- Resultado do ensaio no MEV, a) micrografia da amostra de bauxita, e b) EDS no
ponto “x”, mostrando os elementos presentes na amostra. ...................................... 113
Figura 5.11- Resultados da análise do comportamento reológico das polpas de bauxita natural.
................................................................................................................................. 115
Figura 5.12- Ilustração da relação do índice de consistência versus percentagens de sólidos a
diferentes temperaturas. ........................................................................................... 117
Figura 5.13- Resultados do ajuste do índice de consistência em função do comportamento
reológico médio apresentado pelas polpas de bauxita. ............................................ 118
Figura 5.14- Valores observados e ajustados da recuperação de água com polpas de bauxita
natural. ..................................................................................................................... 121
Figura 5.15- Distribuições granulométricas das alimentações dos ensaios de hidrociclonagem
com polpas naturais de bauxita. ............................................................................... 123
Figura 5.16- Parâmetro α para polpas 15% de sólidos espessada com aditivo natural argila. .. 124
Figura 5.17- Parâmetro α para polpas 25% de sólidos polpa natural. ....................................... 125
Figura 5.18- Parâmetro α para polpas 15% de sólidos polpa natural. ....................................... 125
Figura 5.19- Correlação entre as vazões observadas nos ensaios e as calculadas pelo modelo. 128
Figura 5.20- Correlação entre recuperação de água (ajustada pela equação de Whiten) e a ..... 131
Figura 5.21- Correlação entre o d50C (ajustada pela equação de Whiten) e o ............................ 133
xvi
ÍNDICE DE TABELAS
Tabela 3.1- Guia para evitar o problema do “Bypass” ................................................................ 47
Tabela 3.2- Efeito da descarga do underflow em função da razão dos diâmetros das saídas do
ciclone. ....................................................................................................................... 50
Tabela 4.1- Características das polpas utilizadas nas medições reológicas. ............................... 78
Tabela 4.2- Características dos hidrociclones e do minério utilizado no estudo. ....................... 79
Tabela 4.3 Dados de calibração de totalização, tempo e vazão obtidos por meio de médias
aritméticas de 3 leituras. ............................................................................................ 82
Tabela 4.4- Resumo das características das polpas da alimentação nos testes............................ 85
Tabela 4.5 –Pressões das alimentações dos ensaios. ................................................................... 85
Tabela 5.1- Distribuição granulométrica da amostra de fosfato (POSSA, 2000). ...................... 93
Tabela 5.2- Resumo das características das polpas usadas nos testes (Possa, 2000). ................. 94
Tabela 5.3- Características dos hidrociclones e do material usados nos ensaios com polpas de
minério de fosfato (POSSA, 2000). ........................................................................... 95
Tabela 5.5.4- Parâmetros ótimos de ajuste para cada modelo. .................................................... 97
Tabela 5.5 - Distribuição granulométrica da alimentação dos ensaios de hidrociclonagem com
polpas de bauxita. .................................................................................................... 107
Tabela 5.6- Composição dos principais óxidos presentes na amostra de bauxita. .................... 109
Tabela 5.7- Composição dos principais óxidos presentes no calcário (CALCINA, 2010) ....... 110
Tabela 5.8- Resultados da modelagem do comportamento reológico das polpas de bauxita. .. 117
Tabela 5.9- Resultados obtidos nos ensaios de ciclonagem em hidrociclone de 40 mm de
diâmetro. .................................................................................................................. 119
Tabela 5.10- Resultados obtidos nos ensaios de ciclonagem em hidrociclone de 75 mm de
diâmetro. .................................................................................................................. 120
Tabela 5.11- Variáveis e parâmetros utilizados na modelagem do desempenho dos hidrociclones
de 40 mm e 75 mm de diâmetro no processo de classificação. ............................... 127

xvii
Tabela 5.12- Resumo estatístico dos parâmetros obtidos pelo modelo para hidrociclones de 40
mm e 75 mm de diâmetro. ....................................................................................... 130
Tabela 5.13- Resumo estatístico dos parâmetros na previsão do d50C para hidrociclones de 40
mm e 75 mm de diâmetro. ....................................................................................... 132

xviii
LISTA DE SÍMBOLOS
Símbolos latinos
A área projetada da partícula. Ac ângulo do ciclone em relação à posição vertical. a e b constantes do modelo reológico de Ostwald de Waele. C fração da alimentação que é sujeita à classificação. Cd coeficiente de resistência ou arraste. CvA concentração volumétrica da alimentação. CpA concentração da polpa de alimentação. C
pv percentagem de sólidos em volume.
Cw percentagem de sólidos em massa. Cvu percentagem em volume no underflow. dp tamanho de partícula. d50 tamanho ou diâmetro mediano da partição real. d50C tamanho ou diâmetro mediano da partição corrigida. Dc diâmetro do ciclone. Di diâmetro do inlet. Do diâmetro do vortex finder. Du diâmetro do apex. E fração de alimentação que reporta ao underflow. E1...En parâmetros do ajuste do modelo de Tavares. F força requerida por unidade de área. Fc força centrífuga.
Fd força de resistência ou arraste. fi fração em massa da alimentação para uma classe de tamanho i. g aceleração da gravidade. h altura livre do ciclone. I imperfeição da curva de classificação. K índice de consistência do fluido, k0...kn parâmetros típicos para o sistema minério/ciclone. L comprimento total do ciclone. Lc comprimento da seção cilíndrica do ciclone. m parâmetro de qualidade da separação de Plitt. n índice do comportamento reológico do fluido. N constante da equação da velocidade tangencial. ao fração de água no overflow. oi fração de massa retida do overflow para uma classe de tamanhos i. P pressão da alimentação do ciclone. ∆P queda de pressão na alimentação. Pr comprimento da mistura de Prandtl. Qv vazão volumétrica da alimentação da polpa. Qa vazão de água na alimentação. Qau vazão de água no produto underflow. r distancia radial a partir do eixo de simetria. rc raio do ciclone. r*50 raio adimensional, distancia radial correspondente ao envelope de
velocidade zero.

xix
R partição dos fluxos = vazão do underflow/vazão da alimentação. Rf recuperação de água para o underflow. Rv partição da polpa para o underflow. Re número de Reynolds. ua fração de água no underflow. vi velocidade do inlet. vp velocidade da polpa. vθ velocidade tangencial. vs velocidade terminal de sedimentação. vt velocidade periférica. V velocidade relativa partícula/fluido. Vs* termo de correção da sedimentação em queda impedida da partícula. yi valores medidos. ŷi valores ajustados. Yi partição reduzida para a fração granulométrica i. Z parâmetro de redução da velocidade da alimentação da polpa a velocidade
tangencial. Símbolos gregos
Α parâmetro de eficiência da classificação. β recuperação dos sólidos para o underflow. γ taxa de cisalhamento. η viscosidade do líquido. ηp viscosidade plástica. ϕ parâmetro relacionado ao fish hook. κ−ε modelo de geração (κ) e dissipação (ε) de energia cinética do regime
turbulento. µ viscosidade absoluta. µa viscosidade da água. µap viscosidade aparente. µp viscosidade da polpa. θ ângulo da seção cônica do ciclone. ρ peso específico do material. ρL densidade do liquido. ρs densidade do sólido. ρp densidade da polpa. τ tensão de cisalhamento. τo tensão limite de escoamento. υ viscosidade cinemática. ζ potencial zeta.

1
1. INTRODUÇÃO
Dentre as operações unitárias, os processos de separação ou classificação são de
grande importância para a obtenção de produtos com especificações desejadas de
tamanho de partícula. Esses tipos de operações são amplamente utilizados nas indústrias
mineral, química e farmacêutica.
Um dos principais equipamentos empregados na classificação de partículas é o
hidrociclone, dada a sua grande versatilidade e capacidade de classificar minérios em
uma ampla faixa de tamanhos, incluindo-se a separação de tamanhos ultrafinos. Os
hidrociclones são de grande aplicabilidade nos processos de extração e processamento
mineral, podendo ser utilizados tanto na separação de partículas do fluido (separação
sólido-líquido) quanto na separação de partículas por diferença de tamanho ou
densidade.
Os hidrociclones são de grande importância nos circuitos de processamento
mineral, em particular nos circuitos fechados de moagem de minérios, incluindo
bauxitas. De acordo com dados do World Metal Statistics (2006), Brasil possui a
terceira maior reserva de bauxita do planeta, tendo produzido 22 milhões de toneladas,
no ano 2005, consolidando-se como o segundo maior produtor mundial de alumínio,
respondendo por 12,4% da produção mundial. Isso ressalta a importância de sua
produção e o aprimoramento do desempenho dos equipamentos de processamento desse
minério. A bauxita é principal fonte para a obtenção de alumínio, metal que ocupa uma
posição importante na fabricação de veículos em geral, na produção de ligas metálicas e
na manufatura de equipamentos resistentes à corrosão, encontrando sua maior
aplicabilidade na produção de embalagens no setor alimentício.
Uma característica comum na maioria dos tratamentos de polpas de bauxita é a
presença de lamas que compreendem partículas sólidas com granulometria muito fina e

2
compostos líquidos, formando lamas vermelhas produzidas durante a operação do
processo Bayer para a produção de alumina.
O tratamento das partículas finas é uma operação necessária nas diferentes
etapas do processamento mineral devido à ação das forças de arraste em comparação às
aplicadas pelos mesmos equipamentos mecânicos, tornando significativas ainda as
forças de atração e repulsão e outras associadas à viscosidade do meio. Esses fatores
determinam a importância do estudo da reologia. No beneficiamento de minérios, se faz
muito importante o entendimento do comportamento reológico das polpas, sendo que a
maioria delas apresenta um comportamento não-Newtoniano. O estudo desses fluidos é
ainda uma tarefa mais formidável, levando em conta o pouco conhecimento disponível
sobre o comportamento das partículas em líquidos não-Newtonianos (HE et al., 2004),
razão pela qual se tem verificado nos últimos anos um interesse cada vez maior em
avaliar os efeitos da reologia nas polpas, passando-se da fase de observação e
constatação para o estudo.
No caso especifico dos hidrociclones, uma polpa não-Newtoniana apresentará
diferentes viscosidades relacionadas às diferentes posições geométricas no interior dos
ciclones (POSSA, 2000). A viscosidade desempenha um papel significativo na
classificação de partículas utilizando hidrociclones. Uma variação na viscosidade da
mistura altera a velocidade das partículas e as velocidades da mistura dentro do
hidrociclone, afetando diretamente seu desempenho (TAVARES et al., 2002).
Ao longo dos anos foram realizados vários estudos no sentido de otimizar o
desempenho dos hidrociclones, baseando-se em vários fatores que podem ser
classificados como:
• configuração do equipamento, como as dimensões e as proporções entre
elas;

3
• características do material, como: densidade do sólido e do fluido,
viscosidades do fluido, distribuição granulométricas das partículas; e
• configurações operacionais como: vazão de fluidos e concentração de
sólidos na alimentação.
Dentro desse contexto, a avaliação e a caracterização do hidrociclone são
geralmente feitas a partir do tamanho de partícula que corresponde a uma eficiência de
separação de 50% e da relação entre a vazão e queda de pressão (perda de carga).
Na literatura podem ser identificadas as seguintes abordagens na modelagem
matemática de processos de classificação: os modelos fenomenológicos, empíricos e
semi-empíricos. Os modelos fenomenológicos são baseados em princípios básicos do
processo, contendo parâmetros que requerem ser ajustados por ensaios realizados em
laboratório ou em escalas piloto. Destacam-se nessa categoria o modelo de KELSALL
(1952, 1953) e de RIETEMA (1961), os quais foram os primeiros a explicar o
comportamento dos fluxos no interior dos ciclones. Outros modelos desenvolvidos são
os modelos empíricos e semi-empíricos. Esses modelos consistem de um conjunto de
equações de projeto, que muitas vezes têm limitações associadas ao modelo quando
aplicado a sistemas muito específicos. Exemplos desses tipos de modelos são os
modelos de LYNCH e RAO (1975), PLITT (1976), levemente modificado na
publicação de FLINTOFF et al. (1987) e NAGESWARARAO (1995). Esses dois
últimos modelos têm sido amplamente utilizados na indústria mineral, tendo sido
originalmente desenvolvidos para uma faixa relativamente limitada de diâmetros de
hidrociclones (100-380 mm). Sua aplicabilidade para hidrociclones de menor diâmetro
ainda não tem sido adequadamente verificada (NAPIER-MUNN et al., 1996).

4
Esses modelos consideraram de uma forma indireta o efeito da viscosidade
mediante o parâmetro de porcentagem de sólidos, mas os estudos realizados por SHI e
NAPIER-MUNN (1996a) demonstraram que a viscosidade da polpa não somente
depende da porcentagem de sólidos, como também da temperatura, da distribuição de
tamanhos e das características físico-químicas das partículas. Além disso, tem-se
utilizado modelos como os de KAWATRA et al. (1996) e ASOMAH e NAPIER-
MUNN (1997), que introduziram o parâmetro da viscosidade em hidrociclones
operando com polpas a altas taxas de cisalhamento, enquanto os modelos somente são
aplicáveis em polpas com comportamento Newtoniano.
Em função da complexidade do processo de classificação e de todas estas
variáveis envolvidas no mesmo, há a necessidade de se desenvolver um modelo
matemático que permita aos engenheiros de projeto predizer o desempenho de
hidrociclones nas operações de separação na indústria mineral, lidando com polpas
concentradas e considerando os efeitos reológicos presentes.
2. OBJETIVO
O presente trabalho tem por objetivo desenvolver e aprimorar um modelo
matemático semi-empírico capaz de descrever o comportamento e a influência da
reologia de polpas de minério no desempenho de hidrociclones.
No trabalho foram usadas polpas de bauxita, que apresentam um comportamento
reológico não-Newtoniano. A pesquisa leva em consideração a influência das variáveis
operacionais e geométricas dos hidrociclones de pequeno diâmetro, dados com os quais
foi avaliado o modelo que tem como objetivo prever o desempenho de hidrociclones e a
partição de água a partir do comportamento reológico da polpa.
5
3. REVISÃO BIBLIOGRÁFICA
3.1 Reologia de Polpas
De uma maneira geral a reologia pode ser definida como a ciência que trata do
estudo da deformação e escoamento de materiais deformáveis sob a ação de uma força.
O estudo da deformação e escoamento da matéria envolve os fenômenos da
elasticidade, plasticidade e viscosidade (WHORLOW, 1980; BARNES, 1994). Dentro
dos materiais que se inserem no estudo da reologia têm-se sólidos, líquidos ou gases,
entretanto, também pode ocorrer que um dado material possua características
simultâneas de sólido e de líquido, sendo esta propriedade conhecida como
viscoelasticidade.
Em função da ampla área em está incluía, a reologia se tornou um ramo de
estudo muito importante em muitas áreas de pesquisa, dentre eles, pode-se citar o
tratamento de minérios. Nesse contexto, muito esforço tem sido dedicado ao
entendimento do comportamento das partículas em polpas (minério e água). No caso
dos processos de classificação da partícula ela é particularmente relevante devido à sua
forte influencia no desempenho de classificadores, sendo uma importante ferramenta no
controle dos processos (YUE e KLEIN, 2004).
Na prática, as unidades de processamento mineral tendem a operar próximas dos
limites reológicos, com o intuito de maximizar a capacidade unitária de cada um dos
segmentos do processo. Apesar disto, há ainda relativamente pouca informação sobre
como a reologia afeta o funcionamento destas operações unitárias (YUE e KLEIN,
2004).
PAWLIK e LASKOWSKI (1999) desenvolveram uma metodologia de
caracterização de polpas na qual consideraram importante o balanço de três forças, as
originadas pela difusão Browniana, a interação hidrodinâmica e as forças entre as
6
partículas. A contribuição específica de cada uma dessas forças depende tanto do
tamanho quanto da forma das partículas, assim como da porcentagem de sólidos e das
condições físico-químicas da polpa.
A difusão Browniana é a tendência apresentada pelas partículas de migrarem de
uma região mais concentrada para outra de baixa concentração. A interação
hidrodinâmica é o resultado de um conjunto de forças que agem em diferentes sentidos,
tais como: força peso, força externa aplicada, empuxo e a força de resistência oferecida
pelo fluido à partícula em movimento, a qual depende principalmente da velocidade da
partícula, da magnitude da turbulência no interior do fluido, e da interação com outras
partículas adjacentes ou com as paredes do equipamento que as contém.
Observa-se que a baixas taxas de cisalhamento as forças hidrodinâmicas se
tornam insignificantes em comparação às forças de interação. Por outro lado, para
elevadas taxas de cisalhamento as forças hidrodinâmicas se tornam significativas,
ocasionando a quebra dos agregados (GARCIA et al., 2003).
A fricção exercida pelo equipamento sobre a polpa de minério, força essa que
envolve uma diversidade de fatores entre as mais importantes a resistência que oferece o
fluido a qualquer mudança irreversível de seus elementos de volume, é chamada de
“viscosidade” (SCHRAMM, 2006).
3.1.1 Viscosidade
A viscosidade é a propriedade do fluido que tem de apresentar uma maior ou
menor resistência às tensões cisalhantes, ou seja, é a resistência que oferece o fluido a
qualquer mudança irreversível de seus elementos, determinando assim o comportamento
reológico da polpa.
A medida da viscosidade leva em consideração os parâmetros iniciais do
escoamento no processo em que o fluido esta envolvido. Em função disso, existe a
7
necessidade de procurar as melhores condições para os testes, as quais permitam uma
medida objetiva e reprodutiva das propriedades do fluido (SCHRAMM, 2006).
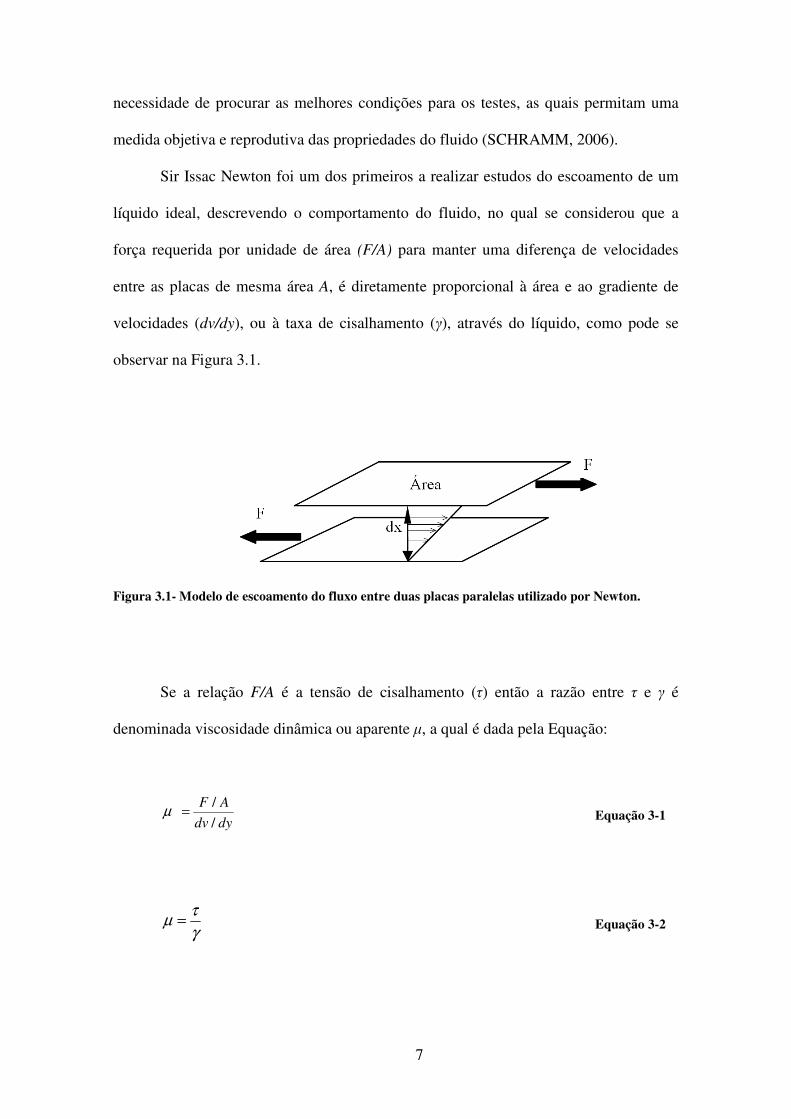
Sir Issac Newton foi um dos primeiros a realizar estudos do escoamento de um
líquido ideal, descrevendo o comportamento do fluido, no qual se considerou que a
força requerida por unidade de área (F/A) para manter uma diferença de velocidades
entre as placas de mesma área A, é diretamente proporcional à área e ao gradiente de
velocidades (dv/dy), ou à taxa de cisalhamento (γ), através do líquido, como pode se
observar na Figura 3.1.
Figura 3.1- Modelo de escoamento do fluxo entre duas placas paralelas utilizado por Newton.
Se a relação F/A é a tensão de cisalhamento (τ) então a razão entre τ e γ é
denominada viscosidade dinâmica ou aparente µ, a qual é dada pela Equação:
dydv
AF
/
/=µ Equação 3-1
γ
τµ = Equação 3-2

8
sendo τ a tensão de cisalhamento (Pa), γ a taxa de cisalhamento (s-1) e µ o coeficiente de
viscosidade. A unidade mais utilizada para o coeficiente de viscosidade é o mPa.s cuja
correspondência com outras unidades também empregadas é 1 mPa.s = 1cP = 0,001
N.s/m2.
Além da viscosidade aparente tem-se também a viscosidade cinemática (υ) a
qual é analisada com o auxilio de viscosímetros capilares, nos quais a viscosidade é
determinada pela força de gravidade que age como força motriz neste caso. O parâmetro
de importância para o cálculo da viscosidade cinemática é a massa específica da
amostra, como é mostrada na Equação 3-3.
ρ
µυ = Equação 3-3
na qual µ é a viscosidade dinâmica e ρ é a massa específica da amostra em (kg/m3). As
unidades da viscosidade cinemática são: Stokes (St) ou centiStokes (cSt), cuja
correspondência com outras unidades é 1St= 100cSt, e 1cSt = 1 mm2/s.
Por outro lado, o comportamento dos fluidos em relação à sua viscosidade, eles
pode ser classificado em Newtoniano e não-Newtoniano.
3.1.2 Fluidos Newtonianos
São os fluidos que exibem um comportamento ideal, nos quais a viscosidade
permanece constante com o incremento da taxa de cisalhamento. A partir desses fluidos
resulta a viscosidade independente da taxa de cisalhamento, caracterizando-se por
apresentar uma variação linear da tensão de cisalhamento em relação à taxa de
cisalhamento. Exemplos de fluidos representativos desse grupo são a água, o ar e a
gasolina em condições normais.

9
3.1.3 Fluidos não-Newtonianos
São todos os outros fluidos que não exibem um comportamento ideal, isto é, os
valores da viscosidade mudam coma a variação da taxa de cisalhamento.
A resistência oferecida pelos fluidos não-Newtonianos ao escoamento é medida
pela viscosidade aparente (µap), podendo aumentar ou diminuir, de acordo com as
características de cada fluido (FERREIRA et al., 2005). De acordo com a literatura, eles
podem ser classificados dependendo da sua dependência ou não do tempo.
3.1.4 Fluidos independentes do Tempo
Os fluidos não-Newtonianos independentes do tempo são aqueles nos quais a
viscosidade do fluido é função da taxa de cisalhamento. Esses fluidos são classificados
em pseudoplásticos, plásticos de Bingham e dilatantes (Figura 3.2).
Figura 3.2- Tipos de comportamento reológico de fluidos (BAKASHI e KAWATRA, 1996).
10
3.1.4.1 Fluidos Pseudoplásticos
Os fluidos pseudoplásticos se caracterizam pela aparente diminuição da
viscosidade com o incremento da taxa de cisalhamento. O efeito pseudoplástico é o
resultado da orientação, estiramento, deformação e, em alguns casos, da desagregação
das partículas que conformam o fluido, facilitando o escorregamento dos agregados.
Corroborando esta definição, se tem o trabalho de SHAW (1992), que infere que, em
um sistema de agregados (partículas sólidas, mais a fase liquida), submetido a uma
agitação, tem-se o rompimento dos mesmos e a liberação da fase líquida anteriormente
retida nessa estrutura, provocando a diminuição da viscosidade.
A maioria dos fluidos pseudoplástico apresenta um efeito reversível, ou seja,
eles tendem a recuperar sua viscosidade original quando o cisalhamento é reduzido ou
interrompido. Como exemplos têm-se alguns tipos de emulsões e vários tipos de
suspensões.
3.1.4.2 Fluidos Plásticos de Bingham
Este tipo de fluido também é denominado pseudoplástico com tensão de
escoamento. Podem ser classificados tanto como líquidos quanto como sólidos.
Na maioria das vezes este comportamento é apresentado por dispersões que, em
estado de repouso, suas partículas formam uma rede intermolecular, ficando
entrelaçadas, dificultando o escoamento, dando ao fluido uma viscosidade elevada.
O efeito é interrompido com a aplicação de uma força suficientemente alta capaz
de superar a força de reticulação denominada tensão de escoamento ou yield point.
De acordo com NGUYEN e BOGER (1983) este valor representa a transição de
um comportamento sólido para um líquido. Esse é um comportamento que o fluido
adquire devido ao rompimento das ligações intermoleculares, como conseqüência do
11
aumento da taxa de cisalhamento facilitando assim o escoamento do fluido e
diminuindo a viscosidade.
De acordo com CHAVES (1996) esse é o principal tipo de comportamento
observado em polpas minerais em usinas de processamento mineral.
3.1.4.3 Fluidos Dilatantes
São fluidos que depende da taxa de cisalhamento, ou seja, a viscosidade tende a
incrementar com o aumento da taxa de cisalhamento, apresentando um comportamento
inverso aos fluidos pseudoplásticos, sendo este tipo de comportamento associado à
dilatação da polpa. De acordo com SHAW (1992) a causa deste comportamento está
relacionada à grande quantidade de sólidos presentes no sistema, os quais causam a
insuficiência de liquido para preencher todos os vazios, formando partículas densamente
empacotadas, tornando-lho aparentemente mais viscoso.
3.1.5 Fluidos dependentes do Tempo
São os fluidos que guardam relação estreita entre a viscosidade e o tempo, ou
seja, onde a viscosidade varia em função do tempo de aplicação da tensão de
cisalhamento, podendo-se classificar em Tixotrópicos e Reopéticos.
3.1.5.1 Fluidos Tixotrópicos
São sistemas cuja viscosidade diminui com o aumento do tempo, para uma taxa
de cisalhamento constante. Este fenômeno é considerado reversível, pois uma vez
interrompida a tensão aplicada, as ligações estruturais das partículas do fluido são
reconstituídas, produzindo um incremento da viscosidade (SCHRAMM, 2006).

12
Os sistemas apresentam uma característica especial, quando é aplicada uma taxa de
cisalhamento inicial e acrescida gradualmente até um valor máximo e imediatamente depois
esta é decrescida novamente até a taxa de cisalhamento inicial, formando uma curva de
histerese. O valor dessa área define a magnitude da propriedade de tixotropia.
3.1.5.2 Fluidos Reopéticos
Estes são caracterizados pelo aumento da viscosidade com o tempo durante o
cisalhamento. Os comportamentos destes fluidos são completamente opostos àqueles
dos fluidos tixotrópicos. Este efeito pode ser observado na Figura 3.3, apresentando um
sentido de giro anti-horário da curva. Os líquidos reopéticos são de fato, muito raros.
Uma das razões para este comportamento é que o cisalhamento aumenta a
freqüência das colisões entre as moléculas ou partículas dos fluidos, resultando num
aumento dos agregados e, conseqüentemente, num aumento na viscosidade aparente do
fluido (McCLEMENTS, 2005).
Figura 3.3-Tipos de comportamento reológicos dos fluidos dependentes do tempo (SHARMA et al.,
2000).

13
3.2 Modelos de Reologia
A modelagem reológica permite obter uma melhor descrição do comportamento
reológico dos fluidos, cujo conhecimento é importante, e até indispensável no controle
intermediário em linhas de produção, no projeto e dimensionamento dos processos.
O modelo newtoniano é o mais simples, apresentando uma correlação linear
entre a tensão de cisalhamento e a taxa de cisalhamento. No entanto, na maioria dos
processos indústrias, as polpas minerais apresentam diferentes comportamentos
reológicos requerendo modelos mais complexos para sua caracterização.
A literatura compreende uma variedade de modelos reológicos, mas a escolha do
modelo depende muito das características dos fluidos. Os modelos mais utilizados nas
suspensões minerais são:
Modelo de Ostwald-De-Waele ou Lei de Potência
np
pk γτ = Equação 3-4
Modelo de Bingham
γηττ p+= 0 Equação 3-5
Modelo de Casson
( ) ( ) ( ) 2/12/10
2/1γηττ p+= Equação 3-6
Modelo de Sisko
n
p aγγητ += Equação 3-7

14
O modelo mais utilizado na caracterização do escoamento de um fluido
(comportamento reológico) é o modelo de Herschel-Bulkley. Ele é baseado na Lei de
Potência sendo expresso por
nh
hk γττ += 0 Equação 3-8
sendo τ a tensão de cisalhamento (Pa) , τo é a tensão limite de escoamento (Pa) e γ a
taxa de cisalhamento (1/s) sendo:
τo = tensão de escoamento, τo = 0 para fluidos Newtonianos,
pseudoplásticos e dilatantes;
k = índice de consistência do fluido sendo:
k = µ para um fluido Newtoniano; e
k = µap /(γ)n-1 para fluidos não – Newtonianos
(µap = τ/γ = k(γ)n-1 ); e
n, np e nh = índice do comportamento reológico do fluido, sendo;
n = 1 para um fluido Newtoniano;
n < 1 para um fluido Pseudoplástico; e
n > 1 para um fluido Dilatante.
ηp = viscosidade plástica; e
a = constantes.
Com o aumento da concentração de sólidos na polpa os parâmetros τo e k tendem
a aumentar. Em conseqüência das maiores concentrações de sólidos a evolução dos
parâmetros τo, k e n se tornam mais significativa em relação às áreas especificas de
superfície do material (GARCIA et al., 2003).

15
De acordo com GARCIA et al. (2003), pode-se deduzir que as propriedades da
suspensão do fluido compreendem não só as propriedades da fase liquida (viscosidade,
densidade), mas também aquelas da fase dispersa (distribuição de tamanho de partícula,
características da superfície, fração volumétrica, etc.), como é ilustrado na Figura 3.4.
Figura 3.4- Evolução dos parâmetros da lei Herschel Bulkley versus tamanho médio de partícula,
(a) Tensão limite de escoamento, (b) índice de consistência do fluido e (c) índice do comportamento
reológico do fluido (GARCIA et al., 2003).
A Figura 3.4 (a) mostra que com o aumento da quantidade de finos começa a
incrementar a tensão limite de escoamento da polpa, passando de um fluido
aproximadamente Newtoniano (n = 1) a um fluido não-Newtoniano. Na Figura 3.4 (c),
tem-se que, à medida que diminui o tamanho de partícula na polpa ela se torna mais
fortemente pseudoplástica, tendo em vista a redução de n. Por outro lado, a redução do
tamanho de partícula na polpa aumenta a tensão de escoamento. Em geral, os
parâmetros τ0 e k têm uma evolução inversamente proporcional à evolução de n, devido
à relação de dependência entre estes.

16
3.3 Importância do comportamento Reológico no Tratamento de Minérios
A reologia desempenha um papel muito importante no tratamento de minérios
devido às frações de partículas finas e ultrafinas que se nos apresentam em diversos
processos da usina. Esta área não era normalmente estudada no passado, devido à
dificuldade em investigar a reologia de suspensões instáveis, juntamente com a falta de
procedimentos estabelecidos para a medida da viscosidade (SHI e NAPIER-MUNN,
1996a).
De acordo com ORTEGA et al. (1997), o estudo do comportamento reológico
depende das seguintes características da polpa, tamanho de partícula, concentração de
sólidos, formato das partículas, efeitos da aglomeração, floculação de partículas,
temperatura e efeitos eletroviscosos.
Nos estudos realizados por DRIESSEN (1951), e FAHLSTROM (1963), foi
demonstrada a relevância da forma da partícula, uma vez que em seus ensaios de
ciclonagem com uma mistura de esferas de 0,36 mm de diâmetro e de discos de 3 mm
de diâmetro e de 0,03 mm de espessura, as espécies apresentaram uma mesma
velocidade terminal. O resultado foi que a recuperação do underflow foi de 5% das
partículas com forma de disco e de 95% de partículas de forma esféricas, concluindo-se,
que as partículas planas apresentaram um tamanho de separação muito mais grosseiro,
como conseqüência da diminuição do tamanho da partícula, ocorreu à diminuição da
ação das forças mecânicas sobre as mesmas, tornando-se significativas as forças
relacionadas aos fenômenos eletrostáticos, somadas àquelas devido à descontinuidade
do meio (viscosidade).
Por outro lado, YUE e KLEIN (2004) demonstram em seus estudos que a
concentração de partículas sólidas e o tamanho interagem para influenciar o
comportamento reológico da polpa, sendo evidente que as propriedades reológicas não
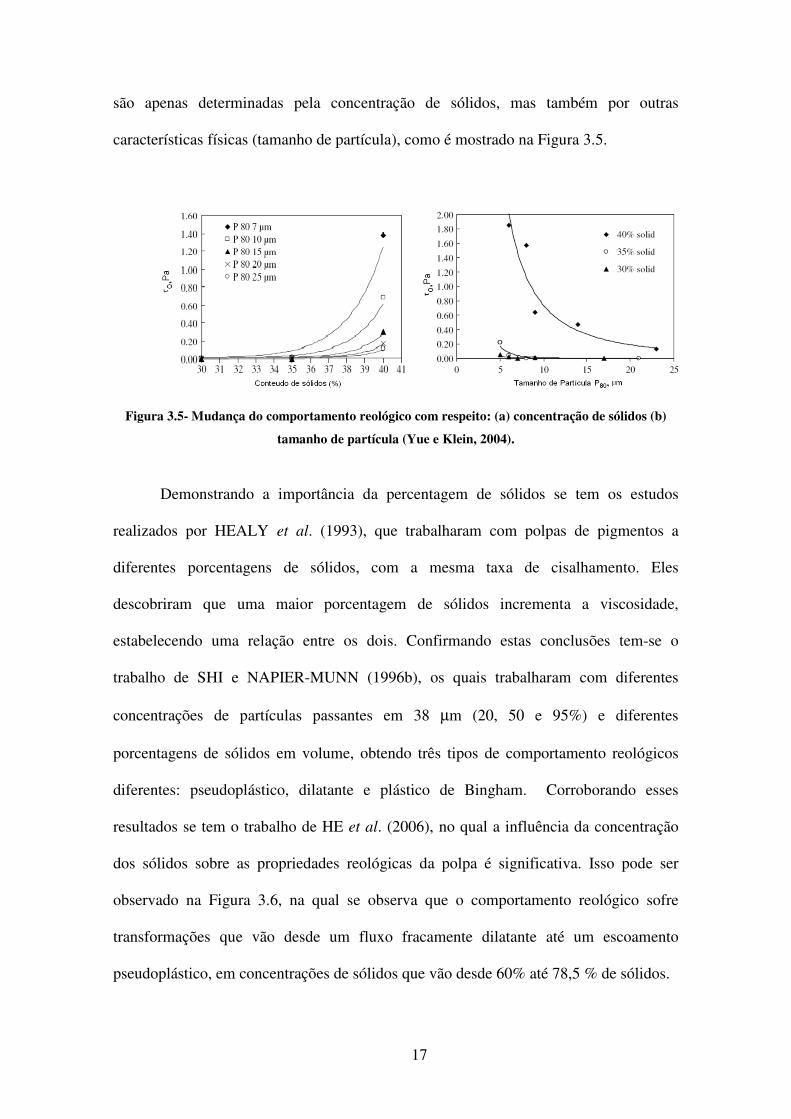
17
são apenas determinadas pela concentração de sólidos, mas também por outras
características físicas (tamanho de partícula), como é mostrado na Figura 3.5.
Figura 3.5- Mudança do comportamento reológico com respeito: (a) concentração de sólidos (b)
tamanho de partícula (Yue e Klein, 2004).
Demonstrando a importância da percentagem de sólidos se tem os estudos
realizados por HEALY et al. (1993), que trabalharam com polpas de pigmentos a
diferentes porcentagens de sólidos, com a mesma taxa de cisalhamento. Eles
descobriram que uma maior porcentagem de sólidos incrementa a viscosidade,
estabelecendo uma relação entre os dois. Confirmando estas conclusões tem-se o
trabalho de SHI e NAPIER-MUNN (1996b), os quais trabalharam com diferentes
concentrações de partículas passantes em 38 µm (20, 50 e 95%) e diferentes
porcentagens de sólidos em volume, obtendo três tipos de comportamento reológicos
diferentes: pseudoplástico, dilatante e plástico de Bingham. Corroborando esses
resultados se tem o trabalho de HE et al. (2006), no qual a influência da concentração
dos sólidos sobre as propriedades reológicas da polpa é significativa. Isso pode ser
observado na Figura 3.6, na qual se observa que o comportamento reológico sofre
transformações que vão desde um fluxo fracamente dilatante até um escoamento
pseudoplástico, em concentrações de sólidos que vão desde 60% até 78,5 % de sólidos.

18
Figura 3.6- Efeito das concentração de sólidos de polpa de limonita sobre suas propriedades
reológicas, para (a) polpas na faixa de 60 a 78,5 %, (b) polpas com porcentagem de sólidos de 60 a
67 % e (c) polpas com porcentagens de sólidos de 70 a 78,5% (HE et al., 2006).
O comportamento fracamente dilatante das polpas com percentagens de sólidos
inferiores a 65% se deve à diluição da polpa, que faz com que a distância entre as
partículas seja tão grande que as partículas da polpa do calcário não são submetidas às
força de atração de Van der Waals, tendendo até a apresentar um movimento individual
livre. Fenômenos semelhantes foram observados em polpas de galena (PRESTIDGE,
1997) e esfalerita (MUSTER e PRESTIDGE, 1995).
Outro efeito de importância para o estudo do comportamento reológico é a
temperatura, como se pode observar na Figura 3.7. A figura mostra resultados de
estudos realizados numa faixa de temperaturas de 20°C a 70°C. Observou-se que, em
temperaturas maiores a 50°C, ocorreu uma mudança no comportamento reológico das
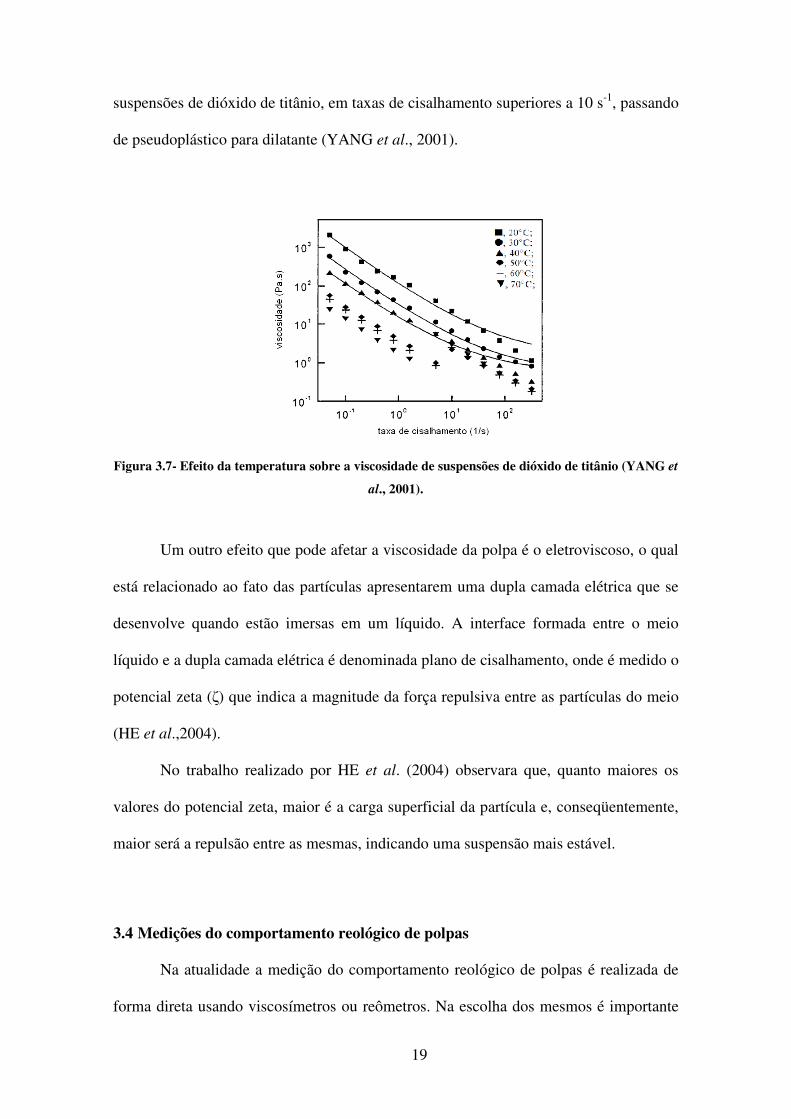
19
suspensões de dióxido de titânio, em taxas de cisalhamento superiores a 10 s-1, passando
de pseudoplástico para dilatante (YANG et al., 2001).
Figura 3.7- Efeito da temperatura sobre a viscosidade de suspensões de dióxido de titânio (YANG et
al., 2001).
Um outro efeito que pode afetar a viscosidade da polpa é o eletroviscoso, o qual
está relacionado ao fato das partículas apresentarem uma dupla camada elétrica que se
desenvolve quando estão imersas em um líquido. A interface formada entre o meio
líquido e a dupla camada elétrica é denominada plano de cisalhamento, onde é medido o
potencial zeta (ζ) que indica a magnitude da força repulsiva entre as partículas do meio
(HE et al.,2004).
No trabalho realizado por HE et al. (2004) observara que, quanto maiores os
valores do potencial zeta, maior é a carga superficial da partícula e, conseqüentemente,
maior será a repulsão entre as mesmas, indicando uma suspensão mais estável.
3.4 Medições do comportamento reológico de polpas
Na atualidade a medição do comportamento reológico de polpas é realizada de
forma direta usando viscosímetros ou reômetros. Na escolha dos mesmos é importante

20
levar em consideração as faixas de viscosidade e, as faixas de taxas de cisalhamento
necessárias para o trabalho. Além disso, é muito importante levar em consideração a
natureza do fluido a ser analisado; se apresenta alta ou baixa viscosidade, a dependência
da temperatura na viscosidade. A precisão do aparelho é outra consideração que se tem
de levar em conta na escolha do equipamento.
No caso de suspensões de minérios provenientes das operações minerais e metal,
como a moagem e a classificação, onde as polpas se caracterizam por apresentar uma
alta taxa de sedimentação, se torna ainda mais importante a adequada seleção do
aparelho e procedimento a ser usado na análise da reologia da polpa.
Atualmente, entre os reômetros e viscosímetros comercialmente disponíveis na
indústria estão basicamente os de tubo capilar, e os rotacionais, dentro dos quais estão o
tipo cilindro coaxiais e, por outro lado, os viscosímetros on-line do tipo esfera
vibratórios. (HE et al., 2004).
O viscosímetro capilar não permite variar a tensão de cisalhamento, de maneira
que não é adequado para a análise da viscosidade de líquidos não-Newtonianos, sendo
úteis para líquidos Newtonianos de baixa viscosidade.
Na maioria dos casos na determinação dos parâmetros reológicos de fluidos não-
Newtonianos, dentre os quais as suspensões minerais, são usados viscosímetros
rotacionais, sendo que estes equipamentos possuem uma variedade de geometrias como
elemento sensor, como é o caso do tipo cilindro coaxial, cone-placa e placas paralelas.
Eles são denominados rotacionais por que uma das partes gira em relação à outra,
produzindo o cisalhamento no fluido. A viscosidade é medida pela velocidade angular
necessária para produzir um determinado torque. Por outro lado se tem os viscosímetros
on-line do tipo esfera vibratória, utilizados na maioria dos casos em escala industrial.

21
Com o objetivo de incrementar a capacidade de medição dos viscosímetros
rotacionais coaxiais, esforços têm sido realizados no sentido de contornar dificuldades
associadas à sedimentação e deslizamento da superfície do rotor. O resultado foi
desenvolvimento de um rotor com formato de hélice denominado Vane, formato esse
que auxilia na homogeneização da polpa durante o ensaio (MARQUEZ et al., 2006).
Adicionalmente, foi desenvolvido um viscosímetro de medição on-line de
polpas, constituído por corpo e rotor, pela Debex, o qual foi testado pelo Julius
Kruttschnitt Mineral Research Centre (JKMRC) (SHI e NAPIER-MUNN, 1996).
Também existem viscosímetros especiais, os quais empregam a técnica de vibração
ultrasônica de um corpo, como os da Bendix Ultraviscoson, Nametre, e Automation
Products Dynatrol (BAKSHI e KAWATRA, 1996).
3.5 Classificação
A classificação é o mais importante processo unitário em diversas etapas do
processamento mineral, consistindo em separar uma população de partículas iniciais
(alimentação) em duas outras populações, que diferem entre si pela distribuição relativa
dos tamanhos das partículas que as constituem e, pela sua vez, pela diferente velocidade
de sedimentação em um meio fluido. A água é o meio mais freqüentemente utilizado
dentro dos processos de classificação, enquanto o ar em poucos casos.
Os produtos da separação estão constituídos, por partículas com velocidade de
sedimentação menor que a velocidade do fluido, representado pelas partículas finas
(chamado overflow), e outro constituído de partículas com velocidade de sedimentação
maior que a velocidade do fluido, formado predominantemente por partículas mais
grosseiras (chamado underflow).
22
A sedimentação é produzida pela diferença dos movimentos relativos do fluido
apresentados pela diversidade de tamanhos e pelas forças atuantes sobre as partículas,
quando estas se encontram submersas. Além disso, a sedimentação também é
influenciada pela forma da partícula, a densidade da partícula e a do líquido, bem como
a concentração de sólidos e a viscosidade da suspensão.
Diante isto, se tem as forças que favorecem o movimento da partícula e as forças
que se opõem a este movimento. Dentre as forças que agem sobre a partícula e que são
capazes de produzir uma aceleração se encontram as forças do campo, podendo ser a
gravitacional, a centrífuga e a eletrostática e, em contraposição, se tem a força de
arraste, que é a principal força que se opõe ao movimento da partícula, produzida pela
resistência do fluido.
CARRISSO e CORREIA (2004) propuseram que essa força de resistência
oferecida pelo fluido é baseada na diferença de velocidades de sedimentação. Observa-
se que a baixas velocidades, um movimento suave é produzido, pois a camada de fluido
em contato com as partículas move-se conjuntamente com elas, enquanto o fluido
permanece constante, sendo chamado de regime laminar. Por outro lado, quando as
velocidades são altas, a principal resistência é atribuída à perturbação do fluido
dificultando o movimento das partículas, sendo chamando de regime turbulento. Com
base nisso podem-se determinar duas formas de sedimentação da partícula, apresentadas
a seguir.
3.5.1 Sedimentação da partícula esférica em queda livre
Nos diferentes processos de classificação observa-se que, independente do tipo
de regime presente, a aceleração da partícula tende a decrescer com o passar do tempo,
adquirindo uma velocidade constante de sedimentação chamada de velocidade terminal,

23
conseqüência da resistência oferecida pelo fluido. A resistência que o fluido oferece é
muito bem expressada pela seguinte equação:
2
2
1VACF Ldd ρ=
Equação 3-9
sendo:
Fd = força de resistência ou arraste (kg.m/s2),
Cd = coeficiente de arraste, função de forma da partícula e do tipo de
regime do escoamento (adimensional),
ρL = massa específica do líquido (kg/m3),
A = área projetada da partícula (m2), e
V = velocidade relativa partícula/fluido (m/s).
De acordo com a literatura a força de resistência é composta por duas
componentes: a resistência superficial, denominada também de resistência viscosa e a
resistência de forma, sendo esta última a resultante do atrito produzido da partícula com
o escoamento do fluido e pela influência da partícula em função da geometria devido ao
gradiente de pressão, em decorrência de seu movimento.
A velocidade terminal é atingida quando as forças que atuam sobre a partícula
(gravitacional e de resistência oferecida pelo fluido), tornam-se iguais. No entanto, na
presença de altas velocidades a principal resistência é atribuída à perturbação oferecida
pelo fluido sobre a partícula, característica que é comum nas polpas no regime
turbulento.
24
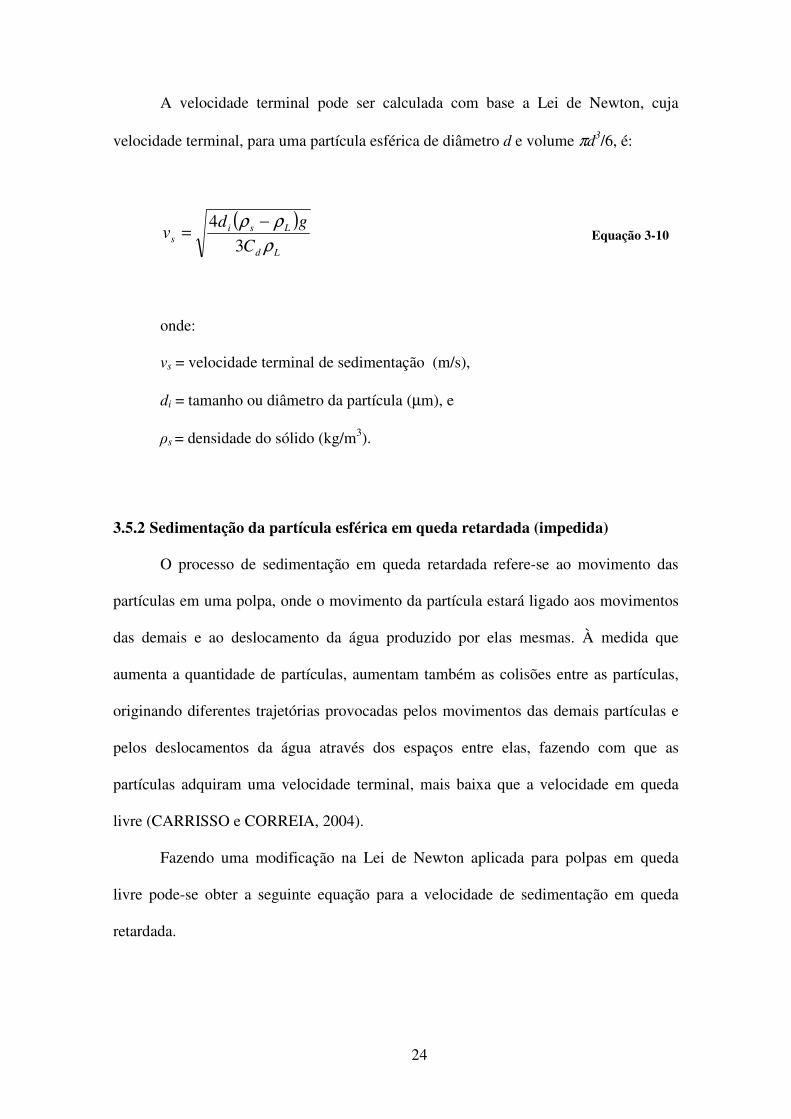
A velocidade terminal pode ser calculada com base a Lei de Newton, cuja
velocidade terminal, para uma partícula esférica de diâmetro d e volume πd3/6, é:
( )
Ld
Lsis
C
gdv
ρ
ρρ
3
4 −= Equação 3-10
onde:
vs = velocidade terminal de sedimentação (m/s),
di = tamanho ou diâmetro da partícula (µm), e
ρs = densidade do sólido (kg/m3).
3.5.2 Sedimentação da partícula esférica em queda retardada (impedida)
O processo de sedimentação em queda retardada refere-se ao movimento das
partículas em uma polpa, onde o movimento da partícula estará ligado aos movimentos
das demais e ao deslocamento da água produzido por elas mesmas. À medida que
aumenta a quantidade de partículas, aumentam também as colisões entre as partículas,
originando diferentes trajetórias provocadas pelos movimentos das demais partículas e
pelos deslocamentos da água através dos espaços entre elas, fazendo com que as
partículas adquiram uma velocidade terminal, mais baixa que a velocidade em queda
livre (CARRISSO e CORREIA, 2004).
Fazendo uma modificação na Lei de Newton aplicada para polpas em queda
livre pode-se obter a seguinte equação para a velocidade de sedimentação em queda
retardada.
25
( )pd
psi
sC
gdv
ρ
ρρ
3
4 −=
Equação 3-11
sendo, ρp a massa específica da polpa.
3.6 Hidrociclone
O hidrociclone é um tipo de separador industrial, utilizados há mais de 50 anos.
Devido à sua versatilidade, baixo custo e fácil operação é amplamente difundido nas
áreas tanto química quanto petroquímica, destacando-se na separação de líquidos
imiscíveis, como é o caso da lavagem de sólidos, e clarificação e a desgaseificação de
líquidos (PERTERSEN et al., 1996). Originalmente, os hidrociclones foram projetados
para promover a separação de sólido-líquidos (CASTILHO e MEDRONHO, 2000),
porém hoje além de serem amplamente utilizados na separação sólido-sólido (KLIMA e
KIM, 1998), eles também encontram aplicação na separação líquido-líquido (SMYTH e
THEW, 1996) e gás-líquido (MARTI, 1996). Entretanto a maior aplicação do
equipamento encontra-se na indústria de extração e processamento mineral, tanto na
separação sólido-líquido quanto na separação de partículas por diferença de tamanho ou
massa específica (KAIPRECH et al., 2005), destacando-se nos processos de moagem
em circuito fechado e, na remoção de partículas menores que 10µm (operação de
deslamagem) previamente às operações de flotação (SAMPAIO et al., 2007).
Na maioria dos processos de tratamento de minério os ciclones são alimentados
com uma polpa de minério, obtendo como produtos o undeflow e overflow. O
equipamento é constituído basicamente por uma câmara cilíndrica, com um
determinado diâmetro (Dc), interno ao revestimento, que contém uma entrada tangencial
por onde é injetada a alimentação a uma dada pressão, denominada inlet, com um

26
determinado diâmetro (Di). Na secção cilíndrica do hidrociclone encontra-se umas das
saídas localizadas no topo na parte central, denominado vortex finder, de diâmetro Do,
pela qual é descarregado o produto fino da classificação (overflow). Esta seção
cilíndrica é acoplada a um cone invertido, que possui em seu vértice a outra saída,
denominado apex, com um diâmetro (Du), através da qual é descarregado o produto
grosseiro (underflow).
Outras dimensões características do equipamento são a distância compreendida
entre as extremidades inferior do vortex finder e superior do apex, denominada altura
livre h, sendo o comprimento total do ciclone L e o comprimento da seção cilíndrica Lc
(RAJAMANI e DEVULAPALLI, 1994). A Figura 3.8 apresenta um diagrama
esquemático do hidrociclone.
Figura 3.8- Diagrama esquemático do hidrociclone (CARRISSO e CORREIA, 1998).
27
O processo de separação dentro dos hidrociclones é originado pela injeção
tangencial da alimentação a uma determinada pressão no topo da seção cilíndrica do
hidrociclone, induzindo o fluido a realizar um movimento rotacional, como
conseqüência das acelerações centrífugas atuantes diretamente sobre as partículas
presentes no meio, forçando-as a moverem-se em direção à parede do equipamento
(SVAROVSKY, 1990). Esse movimento é realizado principalmente por partículas com
diâmetros maiores, sendo descarregadas pelo apex, e de modo contrário às partículas de
diâmetros menores, as quais são deslocadas para a região central do hidrociclone,
formando um fluxo ascendente no interior do ciclone devido à presença do núcleo de ar
no eixo central do equipamento.
3.6.1 Escoamento do fluido no hidrociclone
Os primeiros estudos experimentais dos fluxos padrões em ciclones foram
realizados por KELSALL (1952, 1953). Com a ajuda de um microscópio acoplado a
pequenos hidrociclones transparentes, alimentados com partículas finas de alumínio
diluídas, foi capaz de observar que alguns objetos realizaram movimentos rotacionais.
O fluxo em um hidrociclone é comumente descrito como a combinação de dois
fluxos helicoidais. Um dos fluxos é descendente, em direção ao apex, formado em sua
maioria pelas partículas mais grossas presentes na suspensão (underflow). Devido à
pequena abertura do apex só uma parte desse fluxo é descarregado, fato pelo qual o
fluxo restante forma um vórtice ascendente interno, possibilitando, com isso, a sua saída
pelo vortex finder, que é formado essencialmente pelas partículas finas em suspensão
(FLINTOFF et al., 1987). Isso pode ser visto na Figura 3.9.
Pela intensidade dos campos centrífugos, há a formação de um núcleo de ar no
eixo central no corpo do equipamento, que se estende desde o vortex finder até o apex.

28
Para que ocorra a formação desse núcleo, o campo centrifugo deve ser muitas vezes
mais intenso do que o campo gravitacional.
Outro efeito, que é a fricção das paredes dentro do hidrociclone, faz com que
ocorra a formação de um fluxo lento na forma de remoinho, devido ao atrito contra a
parede superior do hidrociclone. Por outro lado, tem-se o fluxo do curto circuito,
causado pela combinação de elevada pressão e baixa velocidade tangencial, sendo
ambos os fluxos desenvolvidos na área compreendida entre a base do vortex finder e a
parede superior do hidrociclone (no teto) (BERGSTROM e VOMHOFF, 2006).
O efeito do curto circuito faz com que as partículas sejam descarregadas
diretamente pelo vortex sem sofrer qualquer tipo de classificação (KELLY e
SPOTTISWOOD, 1982), o que afeta diretamente o desempenho do equipamento.
Figura 3.9- Ilustração dos fluxos dentro do hidrociclone convencional.
29
Apesar do equipamento apresentar grande simplicidade em sua estrutura, o
escoamento das partículas em seu interior é bastante complexo (BAKASHI e
KAWATRA, 1996). O escoamento pode ser explicado pelas componentes de
velocidade: axial ou vertical, radial e tangencial.
3.6.1.1 Velocidade tangencial
A velocidade tangencial é a que dá origem à força centrifuga, ao balanço de
forças para a classificação e à força de arraste gerada pela velocidade radial. Uma das
características desta velocidade é que ela também ajuda a manter liberada de acúmulos
de sólidos as paredes do ciclone. Em função de todas estas características ela tem sido
estudada com freqüência (BERGSTROM e VOMHOFF, 2006).
KELSALL (1952) mediu a distribuição da velocidade tangencial e identificou
dois comportamentos diferentes da velocidade, a primeira que começa na parede do
ciclone, onde a velocidade aumenta com a diminuição do raio até atingir um valor
máximo definido pela equação:
=srvθ Equação 3-12
O segundo comportamento da velocidade começa tão logo o ponto máximo da
velocidade tangencial seja alcançado para depois diminuir rapidamente em direção ao
interior do vortex finder e às paredes do ciclone, sendo calculada pela equação:
=−1rvθ Equação 3-13
constante
constante

30
sendo vθ, a velocidade tangencial, r o raio, e s é uma constante determinada
experimentalmente ( s <1).
Nos estudos realizados por BERGSTROM e VOMHOFF (2006) observou-se
que o valor do parâmetro n varia em função da geometria do ciclone, como também
com a presença do núcleo de ar na seção central do equipamento. Assim pode-se citar o
trabalho de YOSHIKA e HOTTA (1955), onde foi estudada a velocidade tangencial em
polpas diluídas em presença do núcleo de ar no centro do hidrociclone, obtendo valores
para n de 0,8. Em um trabalho posterior realizado por KNOWLES et al. (1973), foram
obtidos valores mais baixos para n, de 0,2 e 0,4. Isso pode ser parcialmente atribuído ao
fato que eles operaram um ciclone sem o núcleo de ar, fato que influencia
substancialmente o campo de fluxo.
De acordo com a literatura a velocidade máxima tangencial guarda uma relação
direta com a geometria do ciclone. Estudos de KELSALL (1952) sugeriram que a
velocidade tangencial no hidrociclone é atingida para Dc/16,7, entretanto LILGE (1962)
e HEISKANEN (1993) sugerem que isso ocorre em Dc/12.
Estudos mais recentes têm destacado principalmente o uso do método de Laser
Doppler velocimeter (LDV) ou Laser Doppler Anemometry (LDA), técnica que é usada
para medir a direção e a velocidade do fluido. Entre eles pode-se citar o trabalho de
HSIEH e RAJAMANI (1988), que mostraram que a velocidade tangencial máxima é
alcançada em lugares geométricos onde ela permanece constante, ou seja, onde as forças
centrífugas são aproximadamente constantes para raios constantes. Esses são
localizados na seção cilíndrica logo abaixo do vortex finder para Dc/10,5 e mais para
baixo em Dc/14,9.
Outra relação foi proposta por BRADLEY e PULLING (1959), que propuseram
uma relação entre a velocidade de alimentação da polpa e a velocidade tangencial,

31
concluindo que a velocidade da polpa vp diminui ao ingressar na seção cilíndrica do
hidrociclone em um parâmetro de redução (Ζ), calculado experimentalmente,
convertendo se em velocidade tangencial vθ, definido pela seguinte equação:
pvvZ /θ= Equação 3-14
A partir das observações dos estudos anteriores, LLIGE (1962) propôs uma
relação do parâmetro de redução Ζ, em função da geometria do ciclone, determinada
pela equação
131
54,
c
i
D
D,Z
= Equação 3-15
Seguindo o mesmo postulado, em um estudo posterior BRADLEY et al. (1965)
propuseram uma outra relação de Ζ, dada pela expressão:
c
i
D
D,Z 73= Equação 3-16
Estudos demonstraram que o parâmetro de redução Ζ, aumenta com o aumento
da plasticidade em polpas, cujo comportamento reológico pode ser expresso pela Lei de
Potência (UPADRASHTA et al., 1987).

32
3.6.1.2 Velocidade vertical ou axial
Componente de velocidade responsável pela descarga das partículas no
hidrociclone, influenciando indiretamente o balanço das forças da classificação.
Medições dos perfis da velocidade axial efetuados por KELSALL (1952) e realizados
em diferentes níveis na vertical determinaram que a velocidade vertical aumentava no
sentido das paredes do ciclone e diminuía em direção ao núcleo de ar na parte central do
equipamento, fazendo com que as partículas localizadas próximas às paredes do ciclone
tendem a direcionar-se para o apex, formando uma camada limite, cuja espessura
depende da concentração de sólidos presentes na alimentação (BLOOR et al., 1980).
Os estudos de KELSALL também determinaram a existência de uma zona morta
onde a velocidade vertical do fluido é zero, denominada envelope de velocidade vertical
zero (EVVZ), apresentando uma forma de cilindro com terminação cônica. O local se
origina em decorrência do fato que, nessa região, as partículas se encontram
balanceadas pela ação das forças centrífuga e de arraste, conformado por tamanhos de
partícula com as mesmas probabilidades de se dirigir para um dos produtos. Segundo o
relato de HEISKANEN (1993), o EVVZ segue o contorno do ciclone, se direcionando
no sentido da secção cônica até atingir uma cota de 0,7 Dc (Figura 3.10).
Figura 3.10- Ilustração do envelope de velocidade vertical zero no hidrociclone (BRADLEY e PULLING, 1959).

33
Entretanto, BHATTACHARYYA (1984) afirma que a formação do EVVZ é
influenciada pelo comprimento do vortex finder, caso este seja maior do que 0,6 Dc.
3.6.1.3 Velocidade radial
A velocidade radial é provavelmente a componente de maior importância no que
diz a respeito aos mecanismos da classificação (BERGSTROM e VOMHOFF, 2006).
Essa velocidade é originada pela parte do fluido que não pode ser descarregada pelo
apex, formando um fluxo interno na direção do vortex finder para sua descarga, devido
ao fato que é a menor componente de velocidade em termos absolutos em relação à
tangencial e axial, tornando difícil a sua medição.
KELSALL (1952) apresentara perfis de velocidade radial em diferentes níveis
verticais que foram calculados em base na suas medições das velocidades tangencial e
axial, determinando que o valor máximo da velocidade radial se obtém nas paredes do
ciclone para logo diminuir em direção ao centro. No mesmo trabalho ele comentou que,
uma inspeção visual na área posicionada logo abaixo do vortex finder, apresentara
velocidades radiais muito elevadas.
3.7 A curva de partição
As curvas de partição representam o desempenho dos classificadores em termos
de separação de tamanhos ou recuperação dos sólidos. Elas permitem determinar a
percentagem de massa da alimentação, contida em cada classe de tamanhos, que é
direcionada para um dos produtos (underflow ou overflow). Ela também é denominada
como curva de distribuição, de desempenho, de eficiência ou, ainda, curva de Tromp.
No caso de uma separação ideal as duas populações obtidas da classificação
deveriam ser uma fina e outra grossa, mas na prática, isso não ocorre, sendo partículas

34
finas encontradas no underflow e partículas grossas no overflow, deduzindo-se que a
classificação não é perfeita. Além disso, na realidade se tem a presença do curto-
circuito, característica presente em quase todos os classificadores. Esse fenômeno é
denominado by-pass, α, o qual corresponde à fração de partículas da alimentação que
não sofrem classificação e dirigem-se diretamente ao underflow (FRACHON e
CILLIERS, 1999). Na prática, a maioria dos casos o curto-circuito das partículas finas
para o produto grosseiro é significativo, como se pode apreciar na Figura 3.11.
Figura 3.11- Curvas de partição típicas do hidrociclone, ressaltando os diâmetros medianos de corte (TAVARES, 2004).
O processo de classificação é representado pelas curvas de partição real e
corrigida. A curva de partição corrigida é determinada uma vez descontado o efeito de
curto circuito ou by-pass (Figura 3.11). Os parâmetros que caracterizam a operação de
separação de tamanhos são d50 e d50c, os quais são o tamanho de partícula no qual o
classificador corta a população de partículas com o 50% de probabilidade de se dirigir tanto
para o underflow como para o overflow, sendo denominados de diâmetros medianos de
corte ou diâmetros medianos de partição real e da partição corrigida, respectivamente. No

35
caso da curva de partição corrigida o d50c, é o tamanho para o qual e (dp) é 0,5, sendo que
este parâmetro é obtido uma vez que o efeito do fluxo do curto circuito foi eliminado.
O processo de classificação do equipamento é descrito pela função de classificação
corrigida e o curto-circuito,
)()1()( dpedC p αα −+= Equação 3-17
sendo, e(dp) a função corrigida de classificação e c(d
p) a função real de classificação.
No entanto apenas os valores d50 e d50c não descrevem adequadamente a qualidade
da separação, obtendo-se na prática que diferentes processos de classificação podem
apresentar os mesmos valores de d50 e d50c. Diante disso, TERRA (1938) determinou outro
parâmetro que permite calcular a eficiência da classificação, estimada mediante a relação:
50
2575
2d
ddI
−= Equação 3-18
sendo, I proporcional ao coeficiente angular da reta que liga os pontos do tamanho de
partícula que tem a mesma chance de 25 e 75 %, respectivamente, de se dirigirem para o
underflow, definidas por d25 e d75. Quanto mais próximo de zero o valor de I, melhor a
eficiência do processo.
Observa-se ainda na realidade que qualquer que seja o processo de classificação, a
curva de partição não passa pela origem, apresentando o efeito de by-pass. Esse fenômeno
foi estudado por diversos autores, entre eles, KELSALL (1953) que determinou uma
relação entre o by-pass e as frações de água, afirmando que o by-pass é diretamente
proporcional à fração de água alimentada que é reportado ao underflow (Rf), definida como:
36
aa
auf
Q
QR = Equação 3-19
sendo:
Qaa = vazão de água na alimentação (m3/h), e
Qau = vazão de água no produto underflow (m3/h).
No mesmo trabalho, ele propôs uma equação para o cálculo da curva de partição
corrigida, levando em consideração o Rf , sendo definida como:
f
fobs
R
Rdpedpe
−
−=
1
)()( . Equação 3-20
De acordo com a literatura, o modelo mais utilizado para o ajuste da curva foi
proposto por PLITT (1971) cuja função é do tipo Rosin-Rammler, tendo sido também
proposta independentemente por REID (1971), definida como:
−−=
m
cd
d,e(dp)
50
6930exp1 Equação 3-21
sendo m o parâmetro que caracteriza a qualidade ou precisão de separação, variando
normalmente de 1,5 a 3,5. Quanto maior o valor de m, maior será a precisão da
separação. Normalmente as curvas de partição apresentam a configuração apresentada
na Figura 3.11, mas podem ser observados casos em que um efeito, denominado anzol,
ou fish hook, aparece na região das partículas finas (Figura 3.12). Graças aos avanços
tecnológicos na última década é agora possível a determinação da distribuição de
tamanhos de partículas ultrafinas menores que 10 µm, sobretudo com o auxílio de
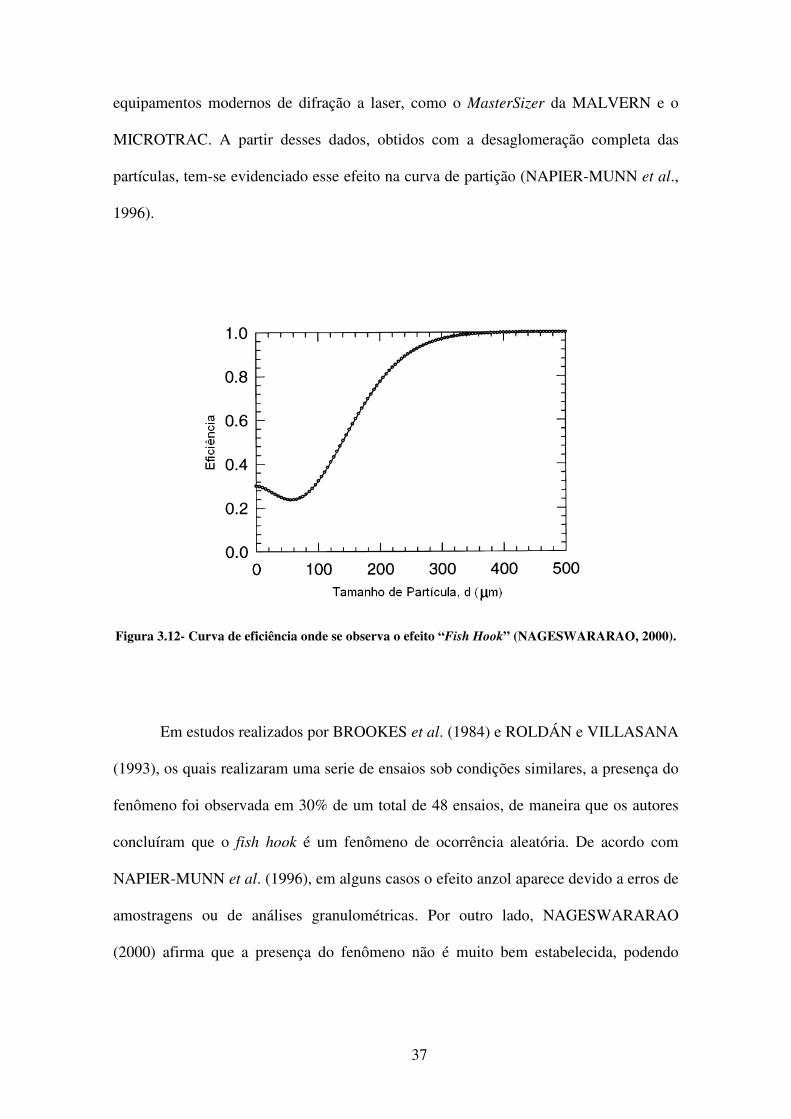
37
equipamentos modernos de difração a laser, como o MasterSizer da MALVERN e o
MICROTRAC. A partir desses dados, obtidos com a desaglomeração completa das
partículas, tem-se evidenciado esse efeito na curva de partição (NAPIER-MUNN et al.,
1996).
Figura 3.12- Curva de eficiência onde se observa o efeito “Fish Hook” (NAGESWARARAO, 2000).
Em estudos realizados por BROOKES et al. (1984) e ROLDÁN e VILLASANA
(1993), os quais realizaram uma serie de ensaios sob condições similares, a presença do
fenômeno foi observada em 30% de um total de 48 ensaios, de maneira que os autores
concluíram que o fish hook é um fenômeno de ocorrência aleatória. De acordo com
NAPIER-MUNN et al. (1996), em alguns casos o efeito anzol aparece devido a erros de
amostragens ou de análises granulométricas. Por outro lado, NAGESWARARAO
(2000) afirma que a presença do fenômeno não é muito bem estabelecida, podendo

38
ocorrer devido ao efeito de camada limite sobre as partículas mais finas, fazendo com
que elas sejam arrastadas junto com as partículas mais grossas.
Ainda assim, NAPIER-MUNN et al. (1996), propuseram um modelo empírico,
aplicado para explicar este efeito pela modificação do modelo previamente proposto por
Whiten, sendo dado por:
−+
−+−=
2)exp()exp(
)1))(exp(1(1 *
*
ααϕ
αϕϕ
X
XCe Equação 3-22
onde e é a fração da alimentação que reporta ao underflow, C é a fração da alimentação
que é sujeita à classificação, ou seja, um menos a fração de by-pass, α é o parâmetro de
eficiência da curva, φ é o parâmetro do anzol e φ* é o parâmetro que mantém a
definição d= d50c quando e =1- 0,5C. A equação utiliza a definição o tamanho de
partícula reduzido, dado por X = dp/ d50c, na qual dp é o tamanho de partícula. Quando a
curva de partição não apresenta o efeito de anzol, o parâmetro φ se torna igual a zero e o
parâmetro φ* = 1, obtendo a equação:
−+
−−=
2)exp()exp(
)1)(exp(1
αα
α
XCe Equação 3-23
Por outro lado LYNCH e RAO (1975) apresentaram uma equação desenvolvida
por Whiten, onde ele mostra que a curva de partição reduzida é independente das
dimensões do ciclone e das condições operacionais para uma dada alimentação. Esses
autores presumiram similaridade entre os diferentes tamanhos dos hidrociclones,
representando esta variabilidade do processo pelo parâmetro α. A equação de Whiten

39
utilizada no modelamento de Lynch e Rao, para descrever a curva de partição reduzida,
é dada por
( )[ ]
−+
−=
2)exp()exp(
1exp
αα
α
X
Xe Equação 3-24
onde o parâmetro α, segundo HSIEH e RAJAMANI (1991), decresce com o aumento da
viscosidade da polpa. Mais recentemente ASOMAH et al. (1997), concluíram que α
varia com as condições operacionais e as dimensões do ciclone.
3.8 Efeito da viscosidade em hidrociclones
Em função do aprimoramento do estudo do desempenho do hidrociclone,
diferentes pesquisadores enfocaram seu estudo no comportamento da polpa de minério
dentro do ciclone. Dentre eles pode-se citar o trabalho de KAWATRA et al. (1996), no
qual os autores concluíram que a variação da viscosidade em polpas que variam de 19 a
40 % de sólidos em massa não apresenta um efeito significativo na curva de partição
reduzida, embora provocasse uma maior diferença entre os valores de d50 e d50c. No
mesmo trabalho eles apresentaram uma equação relacionando a taxa de cisalhamento
com parâmetros operacionais e a geometria do ciclone, definida como:
=
+n
a
cir
rZnv1
1γ Equação 3-25
sendo n e Z parâmetros determinados experimentalmente das Equação 3-12 e Equação
3-14, respectivamente, e

40
vi = velocidade do inlet (cm/s),
rc = raio do ciclone (cm),
r = distância radial a partir do eixo de simetria (cm).
DYAKOWSKI et al., (1994) e ASOMAH e NAPIER-MUNN(1997)
determinaram que a maior concentração das partículas era encontrada em lugares que
apresentam altas taxas de cisalhamento devido ao incremento da viscosidade com a
redução da pressão.
Um dos grandes problemas para incorporar o parâmetro de viscosidade aparente
no beneficiamento das polpas não-Newtonianas é a determinação do lugar geométrico
do equipamento onde ocorre o processo da separação ou classificação no interior do
ciclone. Nos estudos realizados por TAVARES et al. (2002), considerou-se que o lugar
geométrico onde ocorre o processo de classificação é o envelope de velocidade vertical
zero (EVVZ).
3.9 Teorias de Classificação em Hidrociclones
A maioria dos modelos que buscam descrever a eficiência da separação das
partículas e quedas de pressão está baseada geralmente em um ou mais das seguintes
teorias:
3.9.1 Órbita de Equilíbrio
De acordo com esta teoria, as partículas atingem um equilíbrio radial na posição
do ciclone onde a magnitude da velocidade terminal é igual à velocidade radial do
líquido. Isso significa que, se os fluxos têm direção externa às partículas, essas serão
direcionadas às paredes do ciclone, em direção ao underflow. Se o balanço de forças

41
tem sentido para o interior do ciclone, as partículas serão dirigidas junto com o líquido
em direção ao overflow (CHEN et al., 2000).
Este equilíbrio é obtido quando as forças centrífugas e de arraste atuantes sobre a
partícula adquirem o mesmo módulo, como se pode verificar na Figura 3.13.
considerando um fluxo de regime laminar de sedimentação para partículas esféricas, a
força centrifuga pode ser descrita como:
( )r
vdF t
Lsi
c
23
6ρρπ −= Equação 3-26
onde:
Fc = força centrífuga,
vt = velocidade periférica, e
r = raio da trajetória.
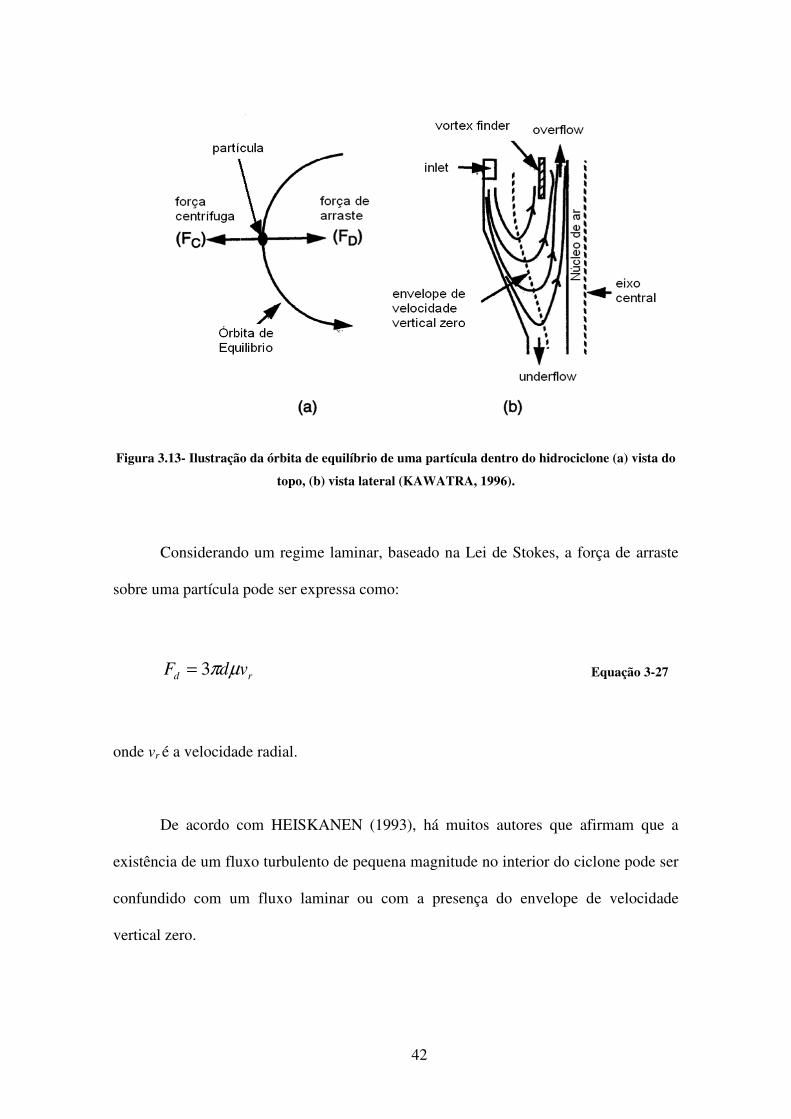
42
Figura 3.13- Ilustração da órbita de equilíbrio de uma partícula dentro do hidrociclone (a) vista do
topo, (b) vista lateral (KAWATRA, 1996).
Considerando um regime laminar, baseado na Lei de Stokes, a força de arraste
sobre uma partícula pode ser expressa como:
rd vdF µπ3= Equação 3-27
onde vr é a velocidade radial.
De acordo com HEISKANEN (1993), há muitos autores que afirmam que a
existência de um fluxo turbulento de pequena magnitude no interior do ciclone pode ser
confundido com um fluxo laminar ou com a presença do envelope de velocidade
vertical zero.
43
Diante disso, conforme é relatado por HEISKANEN (1993) alguns autores
decidiram fazer a medição do envelope de velocidade vertical zero, no interior do
ciclone, com a ajuda de sistema de velocimetria por laser doppler.
3.9.2 Tempo de Residência
Esta teoria parte do princípio de que todas as partículas se encontram
homogeneamente distribuídas pela seção transversal ao eixo do ciclone e que o tempo
de residência das partículas dentro do ciclone varia de acordo com suas próprias
características. COHEN et al. (1966) observaram que o maior tempo de residência está
associado a partículas que apresentam tamanhos próximos ao de corte do hidrociclone.
A distribuição do tempo de residência das partículas contidas em uma dada
classe de tamanhos de partículas é aleatória e pode ser atribuída à turbulência na polpa
da alimentação. Os tempos de permanência das partículas muito grossas dependem
muito do atrito com as paredes, das características das mesmas e do nível de interação
entre as partículas próximas ao orifício do apex (HEISKANEN, 1993).
RIETEMA (1961) observou que o número de Reynolds dentro do ciclone era
muito baixo, validando a Lei de Stokes na separação das partículas. Ele ainda concluiu
que as partículas com diâmetro d50 injetadas próximas ao topo da seção do inlet serão
diretamente descarregadas pelo overflow, e os injetados na seção mediana e inferior do
inlet eram descarregadas no underflow. Diante disso, obteve a seguinte expressão para o
d50:
( )
it
cv
vL
Ls
Dv
Dv
Q
PLd
πµρ
ρρ 18250 =
∆− Equação 3-28

44
sendo:
L = comprimento do ciclone (cm),
∆P = queda pressão (N/m2), e
Qv = vazão da polpa em volume da alimentação (L/min).
A razão (vv/vt) é praticamente constante para cada tipo do hidrociclone, acima de
pequenos valores de numero de Reynolds, sendo denominada um número característico
do ciclone.
Um fator que influencia no incremento do tempo de residência é dado pela
geometria do hidrociclone, de maneira que quanto maior o comprimento da seção
cilíndrica e maior o ângulo, maior é o tempo de residência das partículas dentro do
ciclone, provocando uma classificação mais fina (SAMPAIO et al., 2007). Na prática o
comprimento da seção cilíndrica do ciclone tem sido escolhido como sendo equivalente
ao diâmetro.
3.9.3 Balanço Populacional
FAHLSTROM (1963) propôs que o desempenho da classificação em
hidrociclones é determinado pela capacidade da descarga do apex, e pela sua
distribuição granulométrica. O orifício do underflow (apex) representa numa barreira
para a passagem das partículas, fazendo com que as partículas restantes sejam
descarregadas pelo vortex finder. Dessa maneira a abertura do apex representa uma
limitação para a descarga de algumas partículas junto pela ação da força centrífuga,
fazendo com que a probabilidade que uma partícula passe pelo underflow é determinada
pelo seu tamanho e densidade.
45
3.10 Influência das variáveis operacionais e de projeto
O entendimento da operação e a previsão de desempenho dos hidrociclones em
geral podem ser realizados utilizando equações de projeto, as quais utilizam uma
variedade de variáveis do equipamento e do processo. A seleção dessas variáveis é
normalmente complexa, devido à forte inter-relação de vários dos parâmetros que
influenciam o desempenho de hidrociclones. De acordo com muitos autores as variáveis
mais utilizadas na previsão do desempenho de ciclones são determinadas pela geometria
do ciclone, variáveis operacionais e de projeto. Equações importantes nesse contexto
são as que estabelecem a relação entre a capacidade e a queda de pressão, a recuperação
do fluxo de água no underflow, o tamanho de corte corrigido e a função classificação,
definidos a seguir.
3.10.1 Tamanho de corte
O parâmetro de maior relevância representa o tamanho da partícula que tem 50%
de chance de dirigir-se tanto ao underflow como ao overflow. KAWATRA et al. (1996)
encontraram uma correlação entre a viscosidade e o tamanho de corte, d50 α µn, onde os
valores n oscilam entre 0,5 a 0,6 e o diâmetro de corte d50 sendo ser determinada pelo
seguinte equação:
( ) 250
18
tLs
r
v
rvd
ρρ
µ
−= Equação 3-29
DOHEIM et al. (1995) e CHAVES (1996) demonstraram que o tamanho de
corte diminui em função do aumento da pressão, devido ao aumento da força centrifuga.
Eles também relataram que a porcentagem de sólidos na alimentação é uma variável

46
operacional muito importante no desempenho do ciclone, apresentando as seguintes
correlações, tanto para a pressão (Equação 3-30) quanto para a porcentagem de sólidos
na alimentação (Equação 3-31).
3308,050
−Pd cα Equação 3-30
3077,050 wc Cd α
Equação 3-31
Na prática, sabe-se que o diâmetro de corte é fortemente influenciado pelas
dimensões do hidrociclone. Segundo SAMPAIO et al. (2007), quanto maior o diâmetro
do hidrociclone, maior será tamanho de corte da classificação, uma vez que o tamanho
do equipamento tende a proporcionar uma maior ou menor aceleração às partículas,
sendo que a força de aceleração centrífuga é inversamente proporcional ao diâmetro do
hidrociclone.
3.10.2 Separação dos fluidos e densidades dos produtos
A separação de água e sólidos está fortemente correlacionada com a
classificação de sólidos, e ambos determinaram as densidades dos produtos, as quais são
muito importantes em cargas circulantes de circuitos de moagem. Infelizmente, esse é,
geralmente, o ponto fraco nos cálculos de desempenho do ciclone, devido às condições
de escoamento do apex e o teor de sólidos, como é mostrado na Figura 3.14, na qual
BRAUN e BOHNET (1990) mostraram o efeito negativo na eficiência de separação
com incremento do teor de sólidos e engrossamento do tamanho do corte.

47
Figura 3.14- Efeitos da concentração de sólidos na eficiência da separação (BRAUN e BOHNET,
1990).
Por causa do efeito de by-pass discutido na seção 3.7, geralmente é desejável
limitar a proporção de água que reporta ao underflow a menos de 40%,
aproximadamente. A Tabela 3.1 apresenta a eficiência do equipamento com relação à
porcentagem de sólidos reportados no underflow, podendo ser usada como um guia
geral para evitar o problema do curto-circuito (NAPIER-MUNN et al., 1996).
Tabela 3.1- Guia para evitar o problema do “Bypass”
% de água no Underflow
Eficiência
>50% muito pobre
40-50% Pobre
30-40% Razoável
20-30% Bom
10-20% Submetido pela densidade do
underflow e efeito de roping;
<10% Realizável somente com a válvula do underflow para produzir o
produto para transportar ou armazenar

48
De acordo com ASOMAH e NAPIER-MUNN(1996), o Rf pode ser reduzido
pela redução do apex, aumento do vortex finder, aumento das pressões, aumento do
diâmetro do ciclone ou mudança de inclinação do ciclone. Altas viscosidades na
alimentação ou as altas concentrações de sólidos tendem a aumentar a proporção de
polpa reportada para o underflow (NAPIER-MUNN et al., 1996).
3.10.3 Capacidade do hidrociclone
A capacidade da alimentação é uma das variáveis mais importantes, junto com
os limites de separação. De acordo com NAPIER- MUNN et al. (1996) esta pode ser
expressa em termos de queda de pressão e do diâmetro do ciclone, obtendo a seguinte
relação:
2310*5,9 cv DPQ −≈ Equação 3-32
sendo:
Qv = vazão da alimentação (m3/h),
P = Pressão (kPa), e
Dc = Diâmetro do ciclone (cm).
Esse equação é baseada no trabalho realizado por LYNCH (1979) com
diferentes tamanhos de hidrociclones industriais. HEISKANEN (1993) sugere as
seguintes relações das variáveis com a capacidade do hidrociclone:
� A capacidade aumenta em função da raiz quadrada da pressão.

49
� A capacidade aumenta não-linearmente com o aumento do diâmetro do
vortex finder.
� A capacidade aumenta linearmente com pequenos aumentos do diâmetro
do apex.
3.10.4 Capacidade do apex e efeito roping
A partir da análise da literatura, observa-se que o hidrociclone pode ser
identificado por três modos de descarga do underflow, uma em guarda-chuva
(umbrella), uma em forma de cordão (roping) e uma última em forma de Chuveiro.
Quando o formato da descarga no underflow é de tipo guarda-chuva, isso caracteriza um
apex muito aberto. Por outro lado, se a descarga no underflow é de tipo cordão, denota-
se uma sobrecarga no apex com acumulo de partículas grossas, produzindo
indiretamente, seu estrangulamento. Isso faz com que as partículas que não conseguem
sair pelo underflow tendam a sair pelo overflow, prejudicando a eficiência da
classificação (SAMPAIO et al., 2007).
Uma vez que o apex é o ponto de descarga das partículas grosseiras, ele tende a
sofrer um maior desgaste em relação à outra saída do equipamento, fato pelo qual é
aconselhável que o apex possua um diâmetro menor que um quarto do diâmetro do
vortex finder. Entretanto, se o diâmetro do apex for muito pequeno, ele pode acumular
material grosso no cone, fazendo com que as partículas que foram rejeitadas pelo vortex
finder possam retornar ao apex para sua descarga, incrementando a concentração de
sólidos no underflow, resultando no efeito roping ou cordão (SAMPAIO et al., 2007).
Tanto os efeitos de guarda-chuva quanto o roping representam problemas que
influenciam negativamente na eficiência de corte, sobretudo no curto-circuito,
produzindo um tanto o curto circuito pata o underflow como para o overflow, conforme

50
se observa na Figura 3.15. O efeito do “guarda-chuva” é normalmente encontrado em
polpas excessivamente diluídas, enquanto o efeito do cordão é encontrado quando a
densidade do underflow é elevada. PLITT et al. (1990) oferece um critério para
identificar esse problema, dado por
−>
60exp13,62 50x
Cvu Equação 3-33
sendo x50 o tamanho médio da partícula para o underflow (µm) e Cvu a
percentagem em volume dos sólidos no underflow. Por outro lado, CONCHA et al.
(1994) propõem as seguintes relações das geometrias do ciclone para evitar a descarga
de “guarda chuva”, apresentada na
Tabela 3.2.
Tabela 3.2- Efeito da descarga do underflow em função da razão dos diâmetros das saídas do
ciclone.
Razão das saídas Efeito de descarga do Underflow
Du /Do < 0,45 descarga de cordão
0,45 < Du / Do < 0,5 guarda chuva ou cordão
dependendo da pressão
0,56 < Du / Do < 0,90 guarda chuva
A Figura 3.15 ilustra exemplos desses efeitos, sugerindo o seu uso benéfico na
separação em duplo estágio de hidrociclonagem.

51
Figura 3.15- a:Efeitos de cordão, b: efeito guarda chuva e c:ciclo de deslamagem; (II)curva de
partição obtidas a partir dos efeitos mostrados em (I).
3.11 Modelagem do hidrociclone
De acordo com FINCH et al. (1983) a modelagem matemática de processos se
define como uma descrição matemática simplificada que expressa os mecanismos
envolvidos no processo, a partir dos conhecimentos já adquiridos, sendo uma
representação idealizada de uma realidade física sobre a forma de um conjunto de
equações consistentes no processo. Tipicamente as equações do modelo prevêem
características de saída a partir das variáveis de entrada (NAGESWARARAO et al.,
2004).
A facilidade da aplicação e a utilidade de todo modelo depende da escolha das
características a serem previstas, ou seja, dos fatores ou variáveis que supostamente vão

52
afetar o processo, e as suposições usadas para expressar estas variáveis na estrutura
matemática (NAGESWARARAO et al., 2004).
Os atuais métodos de simulação do desempenho de hidrociclones baseiam-se em
dados experimentais, teóricos ou na combinação de ambos (KRAIPECH et al., 2006),
podendo ser classificados em três categorias: fenomenológicos, empíricos e semi-
empíricos.
Os modelos fenomenológicos são baseados na descrição dos princípios básicos
do processo, contendo um mínimo de parâmetros que devem ser ajustados
experimentalmente a partir de observações do próprio processo em escala industrial,
piloto ou de laboratório.
Os modelos empíricos são baseados exclusivamente em dados experimentais do
processo. Os dados obtidos utilizam, freqüentemente, números adimensionais de
similaridade (KRAIPECH et al., 2006), os quais são correlacionados por meio de
técnicas de regressões lineares e não-lineares, correlacionando variáveis operacionais,
como a geometria dos equipamentos e parâmetros de desempenho do processo.
Geralmente estes modelos tendem a fornecer informações adequadas para
sistemas semelhantes ao que foram utilizados no seu desenvolvimento, os limitando.
Os modelos semi-empíricos se diferenciam dos anteriores porque são baseados
em equações que descrevem alguns princípios básicos do processo, mas demandando
ajuste de vários parâmetros empíricos.
3.11.1 Modelos fenomenológicos
Estes modelos baseiam-se no estudo e no entendimento da complexidade do
comportamento dos fluxos dentro do hidrociclone. Diferentes pesquisadores buscaram
seu aprimoramento, dentre eles pode-se citar o trabalho de BLOOR e INGHAM (1980),

53
os quais realizaram um dos primeiros estudos sobre o escoamento dos fluxos dentro do
hidrociclone, baseados na solução analítica da equação de Navier-Stokes com simetria
axial. Eles presumiram em seus cálculos as seguintes condições: fluido
aproximadamente “inviscido” (fluido ideal com viscosidade nula) e consideraram o
ângulo de cone muito pequeno.
REIETEMA (1961) foi o primeiro a propor uma solução às equações de Navier-
Stokes, presumindo que a velocidade radial no ciclone ao longo do eixo vertical e a
velocidade tangencial são constantes, fundamentos usados para a avaliação do efeito da
turbulência dentro do ciclone.
Os estudos posteriores alcançaram melhores resultados, graças aos avanços
computacionais. PERICLEOUS e RHODES (1986) foram os primeiros que previram os
resultados experimentais de KELSALL (1952) para as três componentes da velocidade
em hidrociclone, sendo o primeiro trabalho bem sucedido em predizer o fluxo do fluido
dentro dos hidrociclones, solucionando as equações diferenciais parciais com a ajuda do
programa computacional Phonenics.
DYAKOWSKI e WILLIAMS (1999) optaram por utilizar o modelo de k-ε
modificado, onde, k é a dissipação e ε representa a energia cinética do regime
turbulento.
Por outro lado, com a sofisticação de instrumentos de medidas de fluxos, como é
o caso da utilização da técnica de anemometria por Laser Doppler tornou-se possível
realizar medições sem interferência sobre os componentes do fluxo em pontos
específicos do ciclone.
Mais tarde, HSIEH e RAJAMANI (1991) resolveram numericamente as
equações de momento de turbulência para obter as velocidades e comparar com os
resultados medidos pela anemometria em um hidrociclone de 75 mm de diâmetro,

54
observando que, para um balanço de forças simples sobre uma partícula no campo de
fluxo, a trajetória da partícula pode ser rastreada no interior do ciclone, o que resulta no
cálculo completo da eficiência da classificação. Em estudos posteriores, MONREDON
et al. (1992) observaram que o mesmo é evidentemente aplicável ainda que as
dimensões do vortex finder e apex forem alteradas de forma drástica, além das
condições de operação do ciclone.
Com base nesses estudos, PEREIRA (1997) determinou alguns procedimentos
na utilização dessas equações, baseando-se na realização de simplificações, reduzindo
as equações à sua forma analítica. Embora este procedimento seja útil, as equações
continuam conservando sua complexidade.
Dentre outros procedimentos tem-se os utilizados por CONCHA e
BARRIENTOS (1992) que empregaram um conjunto de equações diferenciais. Eles
desenvolveram um modelo para ciclone baseado na modelagem de ciclones
pneumáticos. Nesse caso o ciclone é dividido em seis zonas, sendo que os autores
desenvolveram equações de velocidade de fluxos para cada zona, levando em
consideração a interação entre elas. Nesse modelo as trajetórias das partículas são
obtidas através do balanço de momentos linear, tendo como resultado final, as curvas de
partição real e corrigida. Segundo HEISKANEN (1993), este modelo ainda precisa ser
validado em escala industrial.
Na atualidade um progresso considerável está sendo realizado na modelagem
empregando códigos de computação para solucionar as equações básicas do escoamento
do fluido, iniciando assim o Computational Fluid Dynamics (CFD). O CFD é um meio
versátil de prever os perfis de velocidade no âmbito de uma vasta gama de
características de projeto e operação, permitindo o tratamento numérico das equações de
Navier-Stokes que são amplamente utilizadas na análise do hidrociclone desde o início

55
dos anos 80, e com isso melhorar a compreensão numérica dos tratamentos de
turbulência (NARASIMHA et al., 2005). É provável que esta abordagem irá fornecer
em breve resultados úteis, em particular no que diz respeito à otimização de projeto do
hidrociclone.
Em geral, é importante destacar que estes modelos permitiram alcançar um
maior conhecimento do comportamento dos fluxos em hidrociclones. No entanto, a sua
aplicação requer normalmente um elevado esforço computacional, o que impossibilitou,
até agora, a sua implementação em simuladores de processos.
3.11.2 Modelos empíricos e semi-empíricos
Os modelos empíricos são os mais comumente utilizados na previsão do
desempenho de hidrociclones e, devido à sua fácil codificação, representam a base
principal de simuladores de processos a nível industrial.
Estes modelos são muito utilizados em equipamentos como classificadores e em
circuitos fechados de moagem da indústria mineral. De acordo com
NAGESWARARAO et al. (2004), os modelos de maior relevância no desempenho do
hidrociclone são os de Plitt (PLITT, 1976 e FLINTOFF et al., 1987),
NAGESWARARAO (1978, 1995), SVAROVSKY (1984), ASOMAH (1996) e
ASOMAH e NAPIER-MUNN(1996). Cabe ressaltar que o modelo de LYNCH e RAO
(1975) também é considerado como um dos modelos de maior aplicabilidade nos
processos de ciclonagem.
Uma característica comum dos modelos, especificamente, em hidrociclones é
que eles baseiam-se nas previsões de:
• Relação entre pressão e vazão da alimentação;
• Cálculo do tamanho de corte corrigido (d50C);

56
• A distribuição de água nos produtos em geral, como a recuperação de
água no underflow, mas algumas vezes predizer a relação entre os fluxos
para os produtos, S.
A literatura ainda apresenta modelos semi-empíricos, como é o modelo de
TAVARES et al. (2002), o qual segue o mesmo formato na predição do desempenho de
hidrociclones dos anteriores, mas com a diferença que ele incorporando uma variável
muito importante, contida indiretamente nos outros modelos, que é a viscosidade da
polpa, ponto de foco do presente trabalho.
3.11.2.1 Modelo de Lynch e Rao
Foi o primeiro modelo empírico amplamente utilizado na previsão de processos
de ciclonagem. As suas equações foram estruturadas na forte correlação observada entre
a abordagem dos fatores do desempenho d50 e geometria do ciclone, os sólidos
provenientes de alimentação e as taxas de fluxo. A eficiência da curva para underflow
foi representada por Whiten (1977). A equação geral para d50 é da forma:
6543215010log KQKCKDKDKDKd fwiuoc +−++−= Equação 3-34
sendo:
42,086,073,0
7K PDDQ iof = Equação 3-35
109
8 KQ
K
Q
DKR
ff
uf +−=
Equação 3-36

57
( )[ ]( )[ ] 2)exp(/exp
1/exp
50
50
−+
−=
αα
α
ci
cii
dd
ddY Equação 3-37
di = tamanho médio da partícula (mm);
d50c = tamanho mediano de partição corrigida (mm);
K1....Kn = parâmetro típicos para o sistema minério/ciclone;
D0 = diâmetro do vortex finder (cm);
Du = diâmetro do apex (cm);
Di = diâmetro do inlet (cm);
Qv = vazão volumétrica de polpa na alimentação (L/min);
Cw = percentagem de sólidos em massa da alimentação (%);
P = pressão da alimentação (kPa);
Qf = vazão de água na alimentação (t/h);
Rf = partição da água para o underflow;
Yi = partição reduzida; e
α = parâmetro de eficiência da separação.
Todos os testes foram realizados em hidrociclones do tipo Krebs, de maneira que
a aplicação deste modelo em hidrociclones com geometrias diferentes não é
normalmente aconselhável.
De forma similar, os valores das constantes foram derivados para materiais
como o quartzo e o calcário com uma determinada distribuição de tamanhos de
partícula. Isto faz que o modelo não possa ser facilmente utilizado para outros tipos de
materiais. Em particular, é necessária uma correção para a densidade:

58
5,0
50
50
)(
)(
)(
)(
−
−=
Las
Lbs
bc
ac
d
d
ρρ
ρρ Equação 3-38
Sendo (ρs)a e (ρs)b a denominação da densidade dos minerais a e b respectivamente.
POSSA (2000) observou que o modelo possui limitações quando aplicado em
uma série de ciclones de pequenos diâmetros. Outra limitação é que modelo não
explicita o termo da viscosidade, ajustando, indiretamente, este efeito por meio de um
termo que depende da concentração de sólidos na polpa. No entanto, sabe-se que a
concentração de sólidos não é o único parâmetro que afeta a reologia da polpa.
3.11.2.2 Modelo de Plitt
Plitt desenvolveu um modelo semi-empírico baseado em dados experimentais
obtidos por Lynch e Rao (PLITT 1976). Modificado levemente na publicação de PLITT
(1976) e FLINTOFF et al. (1987), gerando um modelo amplamente utilizado na
indústria mineral, contido no software de simulação MODSIM, desde o início dos anos
80. O modelo baseia-se nas seguintes variáveis:
• Variáveis dependentes:
o Vazão de alimentação, Qv;
o Tamanho de corte, d50C;
o Razão entre as vazões volumétricas da polpa no underflow e no overflow:
o S; parâmetro de desenho e classificação, m.
• Variáveis independentes:
o Diâmetros do ciclone, (Dc); vortex finder, (Do); apex, (Du) e inlet, (Di); e
correlações entre eles (Du2 + Do
2) e (Du/ Do); e altura livre do vortex, (h).

59
Na referência original, PLITT (1976) oferece duas formas de equação para o
d50c, cuja diferença entre elas é que em uma inclui-se o efeito do tamanho médio das
partículas passante 50% da alimentação, o F50 (NAGESWARARAO et al., 2004). Em
uma análise posterior ele observou que o efeito do tamanho da alimentação não era
significativo, podendo ser desprezado em situações normais. Embora ele tenha
posteriormente desconsiderado este parâmetro, ele mostra que, à medida que o tamanho
de partícula torna-se mais fino, o d50c começa a aumentar.
O modelo de Plitt na sua forma atual revisada por FLINTOFF et al. (1987)
apresenta as seguintes equações para o desempenho do hidrociclone.
n
svu
C
oicc
QhD
eDDDKd
PV
−=
6,1
1
7,39
45,038,071,0
063,05,021,16,046,0
150ρ
η
Equação 3-39
87,02228,094,037,0
0055,08,1
2)(
88,1
ouic
C
v
DDhDD
eQKP
PV
+=
Equação 3-40
240111
0054036022540313240
3
6218,,
c
C,,
ou
,,
ou
,
p
PD
e)D(Dh)/D(Dρ,KS
PV+
=
Equação 3-41
−
−
= S
S
v
c eQ
hDKm 1
58,115,02
4 94,1
Equação 3-42

60
Definindo-se:
Dc = diâmetro do ciclone (cm);
η = viscosidade do líquido (cP);
P
VC = percentagem de sólidos por volume na alimentação (%);
h = altura livre do ciclone (cm);
n = expoente hidrodinâmico, a ser estimado a partir dos dados (valores padrões
para os regimes laminar = 0,5 e turbulento = 1);
ρs = densidade do minério (g/cm3);
ρp = densidade da polpa (g/cm3);
S = razão entre as vazões volumétricas da polpa no underflow e no overflow; e
m = parâmetro de nitidez da separação.
O modelo é amplamente utilizado porque oferece uma completa previsão de
processos em função das variáveis de projeto e operação. O modelo tem a desvantagem
de basear se na função de PLITT (1971) e REID (1971) (Equação 3-21), que não leva
em consideração o efeito de fish hook, efeito esse que é muitas vezes evidente a altas
recuperações de sólidos no underflow. A partir de experiências realizadas no Julius
Kruttschnitt Mineral Research Centre (JKMRC), observou-se que o modelo não era
capaz de acomodar variações de tamanhos de alimentação em projetos diferentes dos
quais haviam sido originalmente desenvolvidos.
Plitt observou que a equação para o parâmetro de nitidez da separação, m, não
produz uma boa correlação com a realidade, sendo até sugerido por
NAGESWARARAO (1999) que a equação para m (Equação 3-42) seja de pouca
utilidade prática.

61
KING (2001) observou que a principal fonte de incerteza no modelo de Plitt está
relacionada ao cálculo do S. Na estimativa da recuperação de água no underflow, Rf (o
parâmetro efetivamente necessário para os cálculos adicionais) de S, por um processo
indireto, a propagação do erro do cálculo de S torna-se inevitável (HINDE, 1977;
PLITT et al., 1990; KING, 2001).
De acordo com NAGESWARARAO et al. (2004), no cálculo da pressão da
alimentação do ciclone (Equação 3-40), a relação funcional escolhida para a unidade de
P com Cv claramente torna os dados utilizados inconsistentes para a regressão para
baixas porcentagens de sólidos. Até agora, não foram realizados esforços para corrigir
esses defeitos, com exceção daqueles propostos no trabalho de CILLIERS e HINDE
(1991).
3.11.2.3 Modelo de Nageswararao
Este modelo é baseado em dados obtidos experimentalmente por LYNCH e
RAO (1975) e, NAGESWARARAO (1978). O material usado nos ensaios foi
predominantemente calcário, utilizando hidrociclones de geometria Krebs na faixa de
102 a 381mm, sendo publicado com algumas modificações em LYNCH e MORRELL,
(1991), NAGESWARARAO (1995) e NAPIER-MUNN et al. (1996). Ele considera
como fatores relevantes na descrição do desempenho do ciclone o cálculo do diâmetro
mediano da separação, da partição da água, da partição da polpa e da vazão volumétrica
da alimentação do ciclone. Embora o parâmetro da partição da polpa seja considerado
como um fator redundante, este dado foi desenvolvido de forma que se possa fazer uma
comparação direta com outras equações disponíveis para a água.
O modelo leva em consideração parâmetros geométricos e operacionais não
considerados pelo modelo de PLITT et al. (1976) e FLINTOFF et al. (1987), como o

62
ângulo da seção cônica do ciclone (θ) e a razão entre as velocidades terminais da
partícula (λ), fator que foi incluído para representar, de certa forma, os efeitos da
viscosidade da polpa, devido às mudanças do teor de sólidos da alimentação. O modelo
também considera os efeitos da força centrifuga pelo termo (P/ρpgDc).
Uma vez obtido o d50C previsto pelo modelo, este é inserido na equação de
Whiten (Equação 3-24), para a determinação da curva de partição. O parâmetro α é
determinado a partir dos ensaios de laboratório.
Este modelo é o principal modelo utilizado no simulador JKSimMet. Ele
apresenta as seguintes equações:
15,0
2050220
930
470520
6501
50 θλ
,
c
c
,
c
i
,
p
,
,
c
u
,
c
o,
c
c
c
D
L
D
D
gDcρ
P)(
D
D
D
D)(DK
D
d
=
−−−
−
Equação 3-43
1,0
2,045,068,05,0
22
−
= θ
ρ c
c
c
i
c
o
p
cvD
L
D
D
D
DPDKQ
Equação 3-44
24,0
22,05,0
27,0
53,040,219,1
3 )( −
−−−
= θλ
ρ c
c
c
i
cpc
u
c
of
D
L
D
D
gD
P
D
D
D
DKR
Equação 3-45
24,0
22,025,031,083,194,0
4−
−−−
= θ
ρ c
c
c
i
cpc
u
c
ov
D
L
D
D
gD
P
D
D
D
DKR
Equação 3-46

63
Definindo-se:
Dc = diâmetro do ciclone (m);
Do = diâmetro do vortex finder (m);
Du = diâmetro do apex (m);
Di = diâmetro equivalente a área de entrada do inlet (m);
ρp = densidade da polpa (t/m3);
Lc = comprimento da seção cilíndrica (m);
Qv = vazão volumétrica de polpa na alimentação (m3/h);
Rv = partição de polpa em volume para o underflow (%);
Rf = partição de água para o underflow (%);
θ = ângulo da seção cônica do ciclone (graus); e.
λ = termo de correção da sedimentação em queda impedida da
partícula = 101,82C
v /[8,05(1-Cv )2].
De acordo com NAGESWARARAO et al. (2004), a precisão das variáveis do
modelo depende inteiramente da base de dados de LYNCH e RAO (1975) e
NAGESWARARAO (1978). Outro fato é que o modelo ignora algumas variáveis de
projeto como a rugosidade do revestimento interno do equipamento e o tipo de entrada
da alimentação (tais como tangencial e em voluta ou curva envolvente), que, se for
significativa introduziriam um erro no modelo. Por outro lado, a construção do modelo
foi realizada mantendo fixas as propriedades do meio líquido, o que limita a sua
aplicação a processos cujo meio liquido é diferente da água.
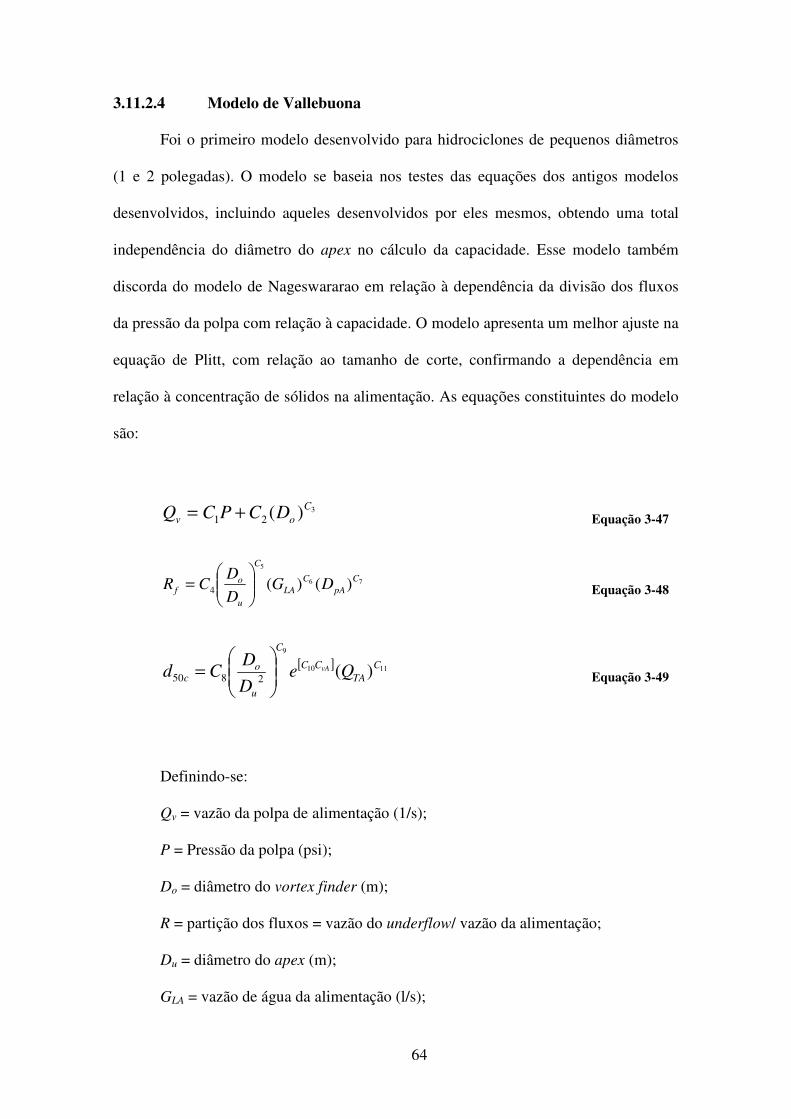
64
3.11.2.4 Modelo de Vallebuona
Foi o primeiro modelo desenvolvido para hidrociclones de pequenos diâmetros
(1 e 2 polegadas). O modelo se baseia nos testes das equações dos antigos modelos
desenvolvidos, incluindo aqueles desenvolvidos por eles mesmos, obtendo uma total
independência do diâmetro do apex no cálculo da capacidade. Esse modelo também
discorda do modelo de Nageswararao em relação à dependência da divisão dos fluxos
da pressão da polpa com relação à capacidade. O modelo apresenta um melhor ajuste na
equação de Plitt, com relação ao tamanho de corte, confirmando a dependência em
relação à concentração de sólidos na alimentação. As equações constituintes do modelo
são:
3)(21C
ov DCPCQ += Equação 3-47
76
5
)()(4C
pA
C
LA
C
u
of DG
D
DCR
= Equação 3-48
[ ] 1110
9
)(2850C
TA
CC
C
u
oc Qe
D
DCd vA
= Equação 3-49
Definindo-se:
Qv = vazão da polpa de alimentação (1/s);
P = Pressão da polpa (psi);
Do = diâmetro do vortex finder (m);
R = partição dos fluxos = vazão do underflow/ vazão da alimentação;
Du = diâmetro do apex (m);
GLA = vazão de água da alimentação (l/s);

65
CpA = concentração da polpa de alimentação, % de sólidos por peso;
d = tamanho de partícula (µm);
d50c= tamanho mediano de partição corrigida (µm);
CvA = concentração volumétrica da alimentação (%); e
C1,... ,C11 = parâmetros para ser estimados para cada sistema de dados.
A limitação do modelo está em sua aplicação, já que só é aplicável a
hidrociclones de pequenos diâmetros, apresentando ainda discordâncias com trabalhos
prévios.
3.11.2.5 Modelo de Asomah
O modelo incorpora pela primeira vez a inclinação do ciclone em relação à
posição vertical (Ac), a viscosidade da polpa e o tamanho pelo qual passam 40% do
minério alimentado (P40) (NAPIER-MUNN et al., 1996 e LIMA, 1997), resultando nas
equações

66
[ ] ( )
−−
=
−−−
−
180392,1expRe1 719,0155,0941,2)180/1(
948,0457,0
40229,0150
cA
v
u
o
o
cC
AC
D
D
D
PDKd c θ
Equação 3-50
( ) ( )
−
−
= −−
−
−
180357,1expRe1 478,0175,0
287,0806,1
825,0
214,0
40471,02
c
c
c
u
ov
o
cf
A
D
L
D
DC
D
PDKR θ
Equação 3-51
( )
−
−
=
−
−−−
−
180094,0expRe 429,0107,0
182,2854,0161,0046,1
148,03
c
s
cs
a
p
c
u
c
oc
AL
D
D
D
DDK θ
ρ
ρ
µ
µα
Equação 3-52
( ) ( )
−
−=
−
−−
180113,0exp1 246,0
455,0
538,1435,0478,124
c
c
coivpcp
A
D
LDDCDQKP θρ
Equação 3-53
( )( ) ( )[ ]
5,0
246,0435,0
455,0538,1739,0
5180/113,0exp1
−−=
cvp
coicv
AC
PLDDDKQ
θρ
Equação 3-54
Definindo-se:
d50c= tamanho mediano de partição corrigida (µm);
Lc = comprimento d seção cilíndrica (cm);
P40 = tamanho pelo qual passam 40% da alimentação;
Re = número de Reynolds = p
psci Dv
µ
ρρ )( − (adimensional);
Ac = ângulo do ciclone em relação à posição vertical (graus);
µp = viscosidade da polpa (cP);
µa = viscosidade da água (cP);
ρs = densidade do sólido (kg/L);

67
ρs = densidade da polpa (kg/L); e
α = nitidez de separação.
O modelo de Asomah confirmou que a viscosidade da mistura só influencia o
d50c a altas viscosidades. Além disso, de acordo com SHI e NAPIER-MUNN(1996),
eles determinaram que a viscosidade depende de mais variáveis (temperatura,
distribuição granulométrica e propriedades químicas do mesmo material), causando
incerteza para o bom funcionamento do modelo de polpas com diferentes
comportamentos reológicos.
3.11.2.6 Modelo de Tavares
Este modelo foi o primeiro modelo semi-empírico desenvolvido em
hidrociclones de pequenos diâmetros (2,5 a 5 cm). A característica primordial do
modelo é que a modelagem centra-se no estudo da reologia de polpas. O modelo se
baseia nas seguintes equações:
10,0
20,068,0
0
45,05.0
21
−
∆= θ
ρ c
c
cc
i
p
cvD
L
D
D
D
DPDKQ
Equação 3-50
( ) 24,0
22,040,219,1
0
50,0
2
3
21 −
−−
= θ
ρ c
c
c
u
cc
i
E
cp
E
v
E
cfD
L
D
D
D
D
D
D
gD
PCgDKR
Equação 3-51
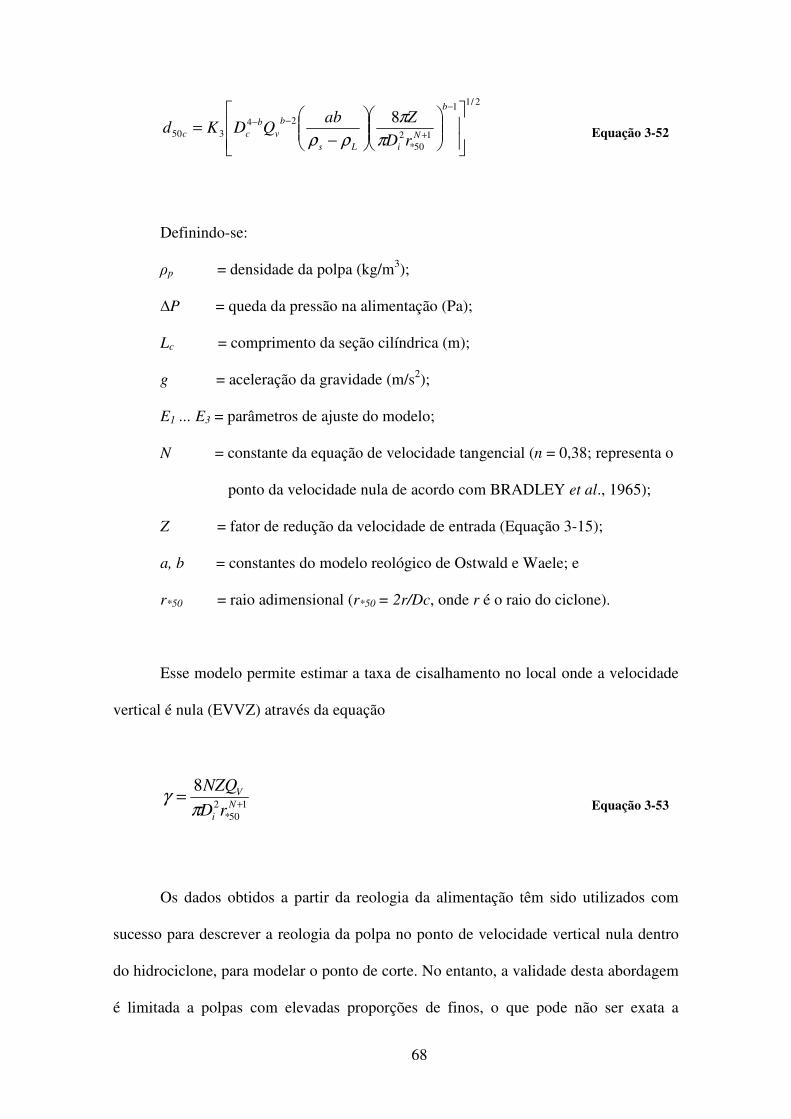
68
2/11
150*
2
24350
8
−=
−
+
−−
b
N
iLs
b
v
b
ccrD
ZabQDKd
π
π
ρρ Equação 3-52
Definindo-se:
ρp = densidade da polpa (kg/m3);
∆P = queda da pressão na alimentação (Pa);
Lc = comprimento da seção cilíndrica (m);
g = aceleração da gravidade (m/s2);
E1 ... E3 = parâmetros de ajuste do modelo;
N = constante da equação de velocidade tangencial (n = 0,38; representa o
ponto da velocidade nula de acordo com BRADLEY et al., 1965);
Z = fator de redução da velocidade de entrada (Equação 3-15);
a, b = constantes do modelo reológico de Ostwald e Waele; e
r*50
= raio adimensional (r*50 = 2r/Dc, onde r é o raio do ciclone).
Esse modelo permite estimar a taxa de cisalhamento no local onde a velocidade
vertical é nula (EVVZ) através da equação
150*
2
8+
=N
i
V
rD
NZQ
πγ Equação 3-53
Os dados obtidos a partir da reologia da alimentação têm sido utilizados com
sucesso para descrever a reologia da polpa no ponto de velocidade vertical nula dentro
do hidrociclone, para modelar o ponto de corte. No entanto, a validade desta abordagem
é limitada a polpas com elevadas proporções de finos, o que pode não ser exata a
69
afirmação da existência de um estado estacionário no ponto onde a velocidade vertical é
zero no hidrociclone (TAVARES et al., 2002).
3.11.3 Desvantagens dos modelos de hidrociclones
Embora uma serie de trabalhos tenham sido realizados para estudar o
comportamento do fluxo dentro dos hidrociclones, diversos efeitos ainda não estão
totalmente entendidos, uma vez que os modelos apresentados na literatura estão sujeitos
a alguma limitação, sendo apenas aproximações da realidade física. Por tanto, qualquer
erro nos dados medidos, utilizados para avaliar os parâmetros do modelo, serão
incluídos no modelo e, conseqüentemente, nas previsões do modelo. Algumas outras
características que limitam a sua utilização são apresentadas com detalhe a seguir.
A maioria dos modelos fenomenológicos foi desenvolvida a partir de fluidos
Newtonianos. Assim, estes modelos ainda não foram avaliados com as polpas mais
freqüentemente encontradas em usinas de processamento mineral. Apesar desses
modelos levarem em consideração os princípios físicos do movimento da partícula em
um meio líquido, não representam um impacto significativo na previsão do desempenho
do hidrociclone e nas aplicações na indústria do processamento mineral
(BARRIENTOS e CONCHA, 1993; CONCHA et al., 1996; MONREDON et al., 1992;
NAGESWARARAO et al., 2004). Estes modelos, por sua vez, requerem programas
computacionais avançados para o desenvolvimento das suas equações, como é o caso
das ferramentas de mecânica dos fluidos computacional (CFD).
No caso dos modelos empíricos, embora quase toda a modelagem em processos
de tratamento de minérios se encontra nesta área, eles apresentam uma desvantagem,
sendo que a capacidade destes modelos só pode permitir previsões razoavelmente

70
precisas se os ensaios forem realizados dentro dos limites dos dados experimentais
usados para a determinação dos parâmetros das equações (KRAIPECH et al., 2006).
Outra desvantagem dos modelos empíricos é que eles não são muito sujeitos à
extrapolação, como tem sido demonstrado em estudos recentes desenvolvidos em
hidrociclones de pequenos diâmetros com um tipo de polpa com grande conteúdo de
finos e características reológicas muito variáveis (TAVARES et al. 2002).
A maioria dos modelos é limitada, devido às aproximações da realidade física,
com base em hipóteses simplificadoras, usualmente medidas no processo. Qualquer erro
cometido no quadro da avaliação dos parâmetros do modelo será remetido para a
utilização do modelo e, portanto, do processo de simulação (NAGESWARARAO et al.
2004).
Infelizmente, os efeitos do material e outras características de funcionamento do
ciclone, como o d50c, não são ainda quantificáveis (FLINTOFF et al., 1987;
NAGESWARARAO et al. 1978; 1995; e ASOMAH e NAPIER-MUNN et al.; 1997).
4. METODOLOGIA
Neste capítulo são apresentadas as metodologias de preparação das amostras, de
caracterização mineral e de determinação do comportamento reológico das polpas para
os diferentes ensaios de hidrociclonagem.
4.1 Preparação da amostra
A amostra usada no presente trabalho, o minério de bauxita provém da
alimentação da usina piloto da Mineração Paragominas. Na época de propriedade da
71
Vale S.A., a jazida mineral se situa no estado do Pará, sendo a amostra caracterizada por
conter bauxita classificada como cristalizada (BC), com predominância do mineral
gibbsita com um elevado índice de cristalinidade.
A preparação da amostra global constituiu-se, inicialmente, na seleção de uma
amostra predominantemente composta de bauxita cristalizada com granulometrica
menor que 150 mm. A Figura 4.1, mostra o diagrama de blocos das etapas de
preparação da amostra no Laboratório de Tecnologia Mineral.

72
MINÉRIO (BAUXITA) <150 mm
PENEIRAMENTO >100 mm
BRITAGEM Britador de Mandíbulas
PENEIRAMENTO >22,4 mm
BRITAGEM Britador Cônico
PENEIRAMENTO >3,35 mm
PENEIRAMENTO >212 µµµµm
BRITAGEM Manual
AMOSTRA GERAL PARA OS ENSAIOS DE
HIDROCICLONAGEM
MOAGEM Moinho de bolas
Figura 4.1- Diagramas de blocos do processo de preparação e seleção da amostra.

73
No passo seguinte, procedera-se à homogeneização da amostra global com
formação de pilha longitudinal, com o objetivo de obter pequenas amostras (alíquotas)
representativas da amostra global, tanto para os ensaios de caracterização do minério,
quanto para as diferentes medições do comportamento reológico da polpa.
4.2 Caracterização da amostra de bauxita
Para a caracterização do minério de bauxita, material utilizado nos ensaios de
hidrociclonagem, realizaram-se as seguintes análises e ensaios:
4.2.1 Análise da distribuição de tamanhos de partículas
As análises da distribuição de tamanhos das partículas foram realizadas com
amostras representativas da alimentação dos ensaios de hidrociclonagem.
Elas foram analisadas utilizando o peneiramento híbrido (úmido/seco) e a
técnica de espalhamento da luz laser. No peneiramento foram utilizadas um conjunto de
peneiras da serie Tyler 2 com aberturas entre 0,300 mm e 0,038mm, acopladas a um
agitador mecânico do tipo Ro-Tap®. As amostras foram previamente secas na estufa,
seguido de um quarteamento para a obtenção das alíquotas representativas para as
análises apresentada em detalhe mais adiante.
A técnica de espalhamento de luz se realizara por meio de um analisador de
partículas laser (Malvern Martersizer®), utilizando-se a fração do minério menor que
0,038mm. O princípio de operação do equipamento consiste na medição dos ângulos de
raio laser, produzidos pelo espalhamento da luz ao passar através da polpa sendo
defletido pelas partículas sólidas, os quais são relacionados aos tamanhos das partículas
contidas na amostra. Uma vantagem do equipamento é que permite obter uma boa
74
reprodutibilidade dos resultados dando como resultado final uma média de três medidas
individuais (SAMPAIO et al., 2007).
Para a medição foi preenchido um béquer com água deionizada, utilizada como
meio dispersante. A quantidade da amostra em solução foi determinada de forma que a
obscuração, medida pelo equipamento, ficasse em uma faixa de 12% a 13%. A
suspensão foi mantida sob agitação constante a uma freqüência de 1500 rpm por um
período de 10 minutos, dos quais no último minuto e meio se precedeu a ativar o ultra-
som para melhorar a dispersão da amostra, sendo, em seguida, iniciada a medida. As
análises foram realizadas no Laboratório de Estruturas e Materiais (LABEST) do
Programa de Engenharia Civil (COPPE/UFRJ).
4.2.2 Composição química
Após a preparação de toda a amostra de bauxita, realizou-se a determinação da
composição química do minério. Para isto foi empregado um espectrômetro de
fluorescência de raios X, modelo EDX-700/800 da Shimadzu, no qual a composição
química das amostras é estimada através de uma análise semi-quantitativa. Os
resultados das análises químicas do minério demonstraram a existência de diferentes
óxidos: Al2O3, Fe2O3, SiO2, TiO2, P2O5, ZrO2, CaO, Cr2O3, MnO, Ga2O3, SrO, CuO e
NbO.
A fim de realizar uma análise mais completa, determinou-se através da perda ao
fogo a quantidade de material orgânico e materiais calcináveis presente no minério. Este
ensaio consiste principalmente na queima da amostra, durante 15 minutos, a uma
temperatura de 950 ± 50°C, sendo que a taxa de aquecimento, a partir da temperatura
ambiente, usada foi de 10°C/min. Este procedimento foi repetido até atingir uma massa
final constante, corroborando assim para a eliminação da umidade e dos materiais
voláteis presentes.
75
4.2.3 Análise Mineralógica
A técnica empregada na análise mineralógica do minério foi o difratometria de
raios X (DRX), a qual permite a identificação e a análise semi-quantitativa dos materiais
cristalinos presentes na amostra. Na realização da análise mineralógica foi empregada
uma amostra representativa da alimentação dos ensaios de hidrociclonagem. As
medidas foram realizadas em um equipamento Bruker-AXS D5005 equipado com
espelho de Goebel para feixe paralelo de raios X, nas seguintes condições de operação:
radiação Co Kα (40 kV/40 mA); velocidade do goniômetro de 0,02o 2θ por passo com
tempo de contagem de 1,0 segundo por passo e coletados de 4 a 80º 2θ. A interpretação
qualitativa de espectro foi efetuada por comparação dos padrões contidos no banco de
dados PDF02 (ICDD, 1996) em software Bruker DiffracPlus.
4.2.4 Análise por Microscopia Eletrônica de Varredura
Através da Microscopia Eletrônica de Varredura (MEV), foi possível a
determinação e caracterização morfológica dos grãos de bauxita, também realizada com
uma amostra representativa da alimentação dos ensaios de hidrociclonagem.
A análise consiste basicamente na visualização, por elétrons retro-espalhados
(contraste por número atômico ou contraste de fases). Também foi feita a visualização
por elétrons secundários para a obtenção da morfologia e topografia da amostra, o que
permitiu determinar e corroborar os dados das fases identificadas na análise de difração
de raios X.
As análises foram realizadas em microscópio eletrônico de varredura Jeol JSM
6460 LV, equipado com espectrômetro de dispersão de energia (EDS - Energy
Dispersive Spectrometry) Noran System Six 200, do Laboratório de Microscopia
Eletrônica do Programa de Engenharia Metalúrgica e Materiais (COPPE/UFRJ). O

76
preparo da amostra foi feito espalhando uma pequena porção da amostra geral de
bauxita sobre uma fita condutora de carbono e recobrindo-a com ouro para torná-la
condutora, com o auxilio do metalizador Emitech K550.
4.3 Reologia das polpas
O estudo reológico foi realizado com polpas preparadas com amostras
representativas da amostra geral utilizada nos ensaios de hidrociclonagem, utilizando o
reômetro ARES (Figura 4.2) de geometria cilindro coaxial, modelo AR-G2. O principio
de operação do AR-G2, consiste na medição do cilindro interno “rotor”, sendo este
movimentado por um motor com uma velocidade programada, enquanto o outro
cilindro, o “copo”, é fixo e conta com um banho termostático para um controle de
temperatura das amostras. As medições foram realizadas no Programa de Engenharia
Química (COPPE/UFRJ).
Figura 4.2- a) Reômetro ARES modelo AR-G2, b) geometria cilindro coaxial.

77
O movimento do cilindro interno força o líquido presente no espaçamento anular
entre os cilindros (gap) a fluir. A resistência que apresenta o líquido cisalhado é
determinada entre os limites estacionário e rotacional, o que resulta em um torque, o
qual é relacionado à viscosidade do fluido (SCHRAMM, 2006).
Na preparação das amostras foi utilizado um agitador mecânico eletrônico da
Quimis com motor com eixo vazado, permitindo assim, movimentar a haste para cima e
para baixo, facilitando a colocação e retirada da amostra, com velocidade regulável
entre 150 e 1500 rpm. A amostra foi agitada a uma velocidade de rotação de 1500 rpm
por um lapso de tempo de 5 minutos, obtendo uma amostra homogeneizada. Em seguida
se precedeu à obtenção da alíquota, com ajuda duas seringas obtendo um volume de 18
mL, requerida pelo equipamento para a leitura da viscosidade.
Os parâmetros estabelecidos nas medições da viscosidade foram determinados
pelas condições nas quais representaram as alimentações dos ensaios de
hidrociclonagem com bauxita pura, variando as percentagens de sólidos, temperaturas e
distribuições granulométricas. As medições foram realizadas em taxas de cisalhamento
na faixa de 500 até 3000 s-1. Na Tabela 4.1 são apresentadas as características das
polpas utilizadas.

78
Tabela 4.1- Características das polpas utilizadas nas medições reológicas.
Polpas Temperatura
°C
Viscosidade
(mPa.s) % sólidos em
massa % sólidos em volume
20 9,55 25
35
2,83-7,51
2,59-6,99
30 15,33 25
35
3,76-8,91
3,50-8,04
40 21,98 25
35
5,70-12,12
5,66-11,28
50 29,70 25
35
23,39-21,05
25,06-18,71
Com cada tipo de polpa utilizada nos ensaios foi realizado o estudo do
comportamento reológico das mesmas. Com os resultados obtidos, em conjunto às taxas
de cisalhamento aplicadas, foi caracterizado o comportamento reológico das polpas,
estabelecendo a equação do modelo de Herschel-Bulkley (Equação 3.8). O ajuste dos
parâmetros dos modelos foi realizado com o auxilio do programa de STATISTICA®.
4.4 Sistemas de hidrociclonagem e ensaios de classificação
Para a realização dos ensaios de classificação foi necessário a adaptação de dois
hidrociclones ao sistema de operação em circuito fechado existente no Laboratório de
Tecnologia Mineral, com o objetivo de aperfeiçoar os testes no que diz respeito ao
aproveitamento da polpa em ambos hidrociclones. Dessa forma, tornou-se viável
trabalhar com um maior conjunto de parâmetros, variando os diâmetros do ciclone, do
apex, do vortex finder, bem como as pressões para cada um dos testes.
O sistema de hidrociclonagem é composto por um tanque homogeneizador de
150 litros, acoplado a uma bomba horizontal centrifuga (multiestágios, modelo 2 ½ x 2x
7 ½, 15 cv, marca Baker Hughes) através de uma tubulação de 50 mm de diâmetro,
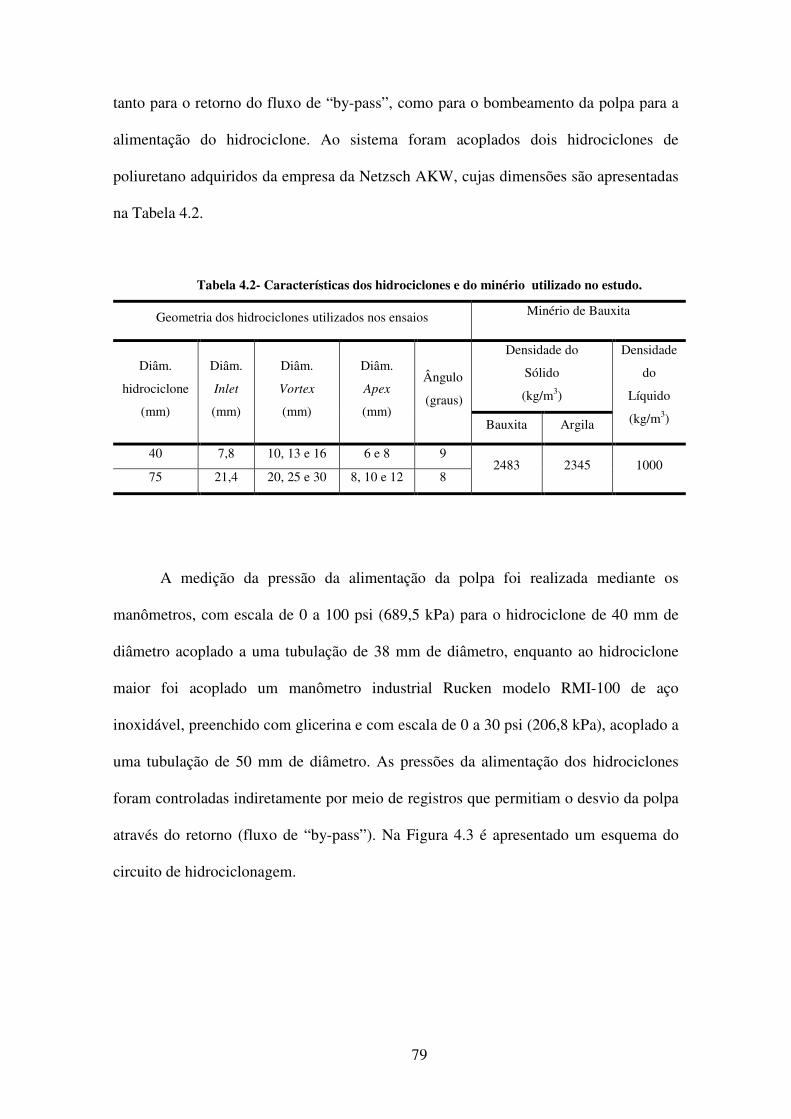
79
tanto para o retorno do fluxo de “by-pass”, como para o bombeamento da polpa para a
alimentação do hidrociclone. Ao sistema foram acoplados dois hidrociclones de
poliuretano adquiridos da empresa da Netzsch AKW, cujas dimensões são apresentadas
na Tabela 4.2.
Tabela 4.2- Características dos hidrociclones e do minério utilizado no estudo.
Geometria dos hidrociclones utilizados nos ensaios Minério de Bauxita
Diâm.
hidrociclone
(mm)
Diâm.
Inlet
(mm)
Diâm.
Vortex
(mm)
Diâm.
Apex
(mm)
Ângulo
(graus)
Densidade do
Sólido
(kg/m3)
Densidade
do
Líquido
(kg/m3) Bauxita Argila
40 7,8 10, 13 e 16 6 e 8 9 2483 2345 1000
75 21,4 20, 25 e 30 8, 10 e 12 8
A medição da pressão da alimentação da polpa foi realizada mediante os
manômetros, com escala de 0 a 100 psi (689,5 kPa) para o hidrociclone de 40 mm de
diâmetro acoplado a uma tubulação de 38 mm de diâmetro, enquanto ao hidrociclone
maior foi acoplado um manômetro industrial Rucken modelo RMI-100 de aço
inoxidável, preenchido com glicerina e com escala de 0 a 30 psi (206,8 kPa), acoplado a
uma tubulação de 50 mm de diâmetro. As pressões da alimentação dos hidrociclones
foram controladas indiretamente por meio de registros que permitiam o desvio da polpa
através do retorno (fluxo de “by-pass”). Na Figura 4.3 é apresentado um esquema do
circuito de hidrociclonagem.

80
Figura 4.3- a) Circuito de hidrociclonagem; b) Diagrama esquemático dos componentes do
circuito
Adicionalmente, para a obtenção de uma medição mais precisa da vazão
instalou-se um medidor de vazão eletromagnético fornecido pela empresa Incontrol S.A.
(Figura 4.4), com uma transmissão de sinal de 4 a 20 mA. O sinal é transmitido para um
módulo eletrônico modelo CEV-1000, possibilitando assim, as leituras da vazão
instantânea e vazão totalizada simultaneamente e transmissão dos dados para um
computador.
a) b

81
Figura 4.4- a) Localização do medidor da vazão dentro do sistema de hidrociclonagem;
b) medidor de vazão eletrônico e c) painel de medição da vazão (módulo eletrônico).
4.4.1 Calibração do medidor de vazão
De acordo com a forma do sistema de hidrociclonagem precedeu-se à realização
da calibração do medidor de vazão em relação ao sistema (Figura 4.4). Primeiramente,
segundo o certificado de calibração fornecido pela empresa Incontrol S.A., o medidor
de vazão foi calibrado seguindo o método de pesagem estático baseado na norma
técnica ISO 4185:1980, a qual normaliza os procedimentos para a medição de vazão em
tubulações fechadas, através da massa de líquido coletada em um tanque de pesagem,
em um intervalo de tempo conhecido. Na Tabela 4.3 observam-se os resultados da
calibração, com medições realizadas na faixa de 2,18 a 12,45 m3/h. Nessa, faixa de
trabalho o erro de leitura foi considerado baixo, variando de 0,0068 até 0,2363. Assim,
foi possível concluir que as medidas obtidas pelo medidor são o suficientemente
confiáveis, atingindo um erro de medição médio de 0,1 %.
a b c

82
Tabela 4.3 Dados de calibração de totalização, tempo e vazão obtidos por meio de médias
aritméticas de 3 leituras.
Resultados de calibração
Totalização do padrão
(l)
Totalização
do medidor
em teste (l)
Tempo
(s)
Vazão do
padrão
(m3/h)
Vazão inst.
do medidor
em teste
(m3/h)
Erro de
leitura (%)
Incerteza
Expandida
(%)
1378,6
1137,3
679,6
543,2
523,6
1376,2
1137,1
679,3
534,2
524,9
99,6
105,0
99,8
154,5
867,7
49,84
39,06
24,52
12,45
2,17
49,75
39,05
24,51
12,45
2,18
-0,1781
-0,0192
-0,0393
0,0068
0,2363
0,0653
0,0712
0,0987
0,1216
0,1196
Em função das vazões obtidas do medidor, realizaram-se testes de calibração do
medidor de vazão, em relação ao sistema de hidrociclonagem. Foram realizados 44
testes com água no hidrociclone de maior diâmetro, com na finalidade de obter vazões
na faixa de trabalho. Foram realizadas amostragens em diferentes tempos com o auxilio
de um cronômetro.
No mesmo período de amostragem observaram-se as vazões dadas pelo medidor,
comparando-as com os dados coletados. Na Figura 4.5 são apresentados os resultados
das correlações das medições das vazões observadas no medidor de vazão e as vazões
calculadas, onde a correlação apresenta um erro relativo médio de 14,7%, sendo esta
percentagem de erro atribuída aos inevitáveis erros experimentais, incluindo os do
sistema (circuito de ciclonagem).

83
Figura 4.5- Calibração do medidor de vazão com água.
Realizada a calibração, para um melhor monitoramento da medição da vazão, o
módulo eletrônico do medidor de vazão foi acoplado a um computador com um
programa que possibilita o armazenamento dos dados por segundo durante os ensaios. O
armazenamento é realizado através da transformação do sinal analógico em um sinal
digital na forma de voltagem. Com o objetivo de obter valores de vazão de fluxo
estudou-se a correlação dos valores de voltagem com os valores de vazão, utilizando o
método de mínimos quadrados.
Em seguida, também se estudou a correlação dos dados do medidor da vazão
com os dados obtidos mediante o programa do computador, os quais deram como
resultado um erro relativo médio de 1,8%, com um desvio de correlação bastante baixo,
como se pode observar na Figura 4.6.

84
Figura 4.6- Correlação entre os resultados obtidos no indicador de vazão e os resultados
adquiridos pelo computador.
4.4.2 Condições usadas nos ensaios de classificação
No referente ao material utilizado nos ensaios, foram preparados dois tipos de
polpas para alimentação. Em 27 ensaios utilizou-se a polpa em seu estado natural e em
6, a polpa foi espessada com o aditivo natural argila, com o objetivo de modificar a
viscosidade da polpa de bauxita. Na Tabela 4.4 são apresentadas as características das
polpas utilizadas nos ensaios.

85
Tabela 4.4- Resumo das características das polpas da alimentação nos testes.
Polpas
Estado da polpa
Variação de
Temperatura
°C
Modificador da polpa
% sólidos /amostra % sólidos em
massa
% sólidos em
volume
16
26
15
14,88
24,07
13,14
natural
natural
espessada
28-44
27-40
31-44
-
-
Argila (5% sólidos)
Dentro das variáveis operacionais do estudo destaca-se também a pressão de
alimentação do sistema que, de acordo com DOHEIM (1995) e CHAVES (1996), o
efeito do incremento da pressão acarreta num decréscimo do diâmetro de corte devido
ao aumento da força centrífuga. Na Tabela 4.5 são listadas as pressões utilizadas nos
ensaios.
Tabela 4.5 –Pressões das alimentações dos ensaios.
Diâmetro do Hidrociclone
(mm)
Pressão
(psi)
Pressão
(kPa)
40 11-12; 17-18 e 20-22 75,84 - 82,74; 117,21 - 124,11 e
137,90 - 151,68
75 11-12; 16-17 e 19-22 75,84 - 82,74; 110,32 - 117,21 e
131,00 - 151,68
Todos os ensaios foram realizados no Laboratório de Tecnologia Mineral
(COPPE/UFRJ).
4.4.3 Procedimento dos ensaios
Na preparação da polpa de minério procedeu-se ao preenchimento do tanque
com 100 litros de água e à adição do minério até atingir a percentagem de sólidos
desejada (Figura 4.7), mantendo-se agitação constante. Cada batelada de polpa

86
preparada foi utilizada na realização de 4 a 6 ensaios de hidrociclonagem, sob condições
variadas de operação.
Figura 4.7- Preparação da polpa para o ensaio de hidrociclonagem.
Uma vez iniciado o ensaio de hidrociclonagem com a polpa devidamente
homogeneizada e com os parâmetros do ensaio ajustados, se precedeu à coleta
simultânea das amostras dos produtos underflow e overflow, e, em seguida, da
alimentação. Assim, o procedimento geral, que incluiu as trocas dos apex e
modificações da pressão de alimentação foi planejado de forma a obter o menor gasto
possível de tempo para evitar que a polpa sofresse aquecimento em decorrência do
bombeamento, influindo assim na sua viscosidade.
O tempo de amostragem foi determinado pela quantidade de amostra requerida
para as análises e suas respectivas duplicatas, caso fossem necessárias.

87
4.4.4 Análises das amostras coletadas
Uma vez amostrados tanto os produtos como a alimentação, estas amostras
foram pesadas para a obtenção de uma estimativa preliminar do balanço de massas e
água. As amostras do underflow e da alimentação foram secas e, posteriormente,
quarteadas, para a obtenção de amostras representativas para as análises
granulométricas. Por outro lado, as amostras do overflow foram devidamente
quarteadas, ainda em polpa. Para isso foi usado um quarteador de polpa que consistia de
um tanque com agitação constante com capacidade para 12 litros, o que possibilitava a
obtenção de alíquotas de 1/12 da mesma.
Com todas as alíquotas obtidas foram realizadas as análises granulométricas e a
medição da porcentagem de sólidos, parâmetros necessários para o cálculo do balanço
de massas.
As amostras do underflow e overflow foram analisadas pelo método de
peneiramento híbrido (úmido/seco) para o material maior que 38 µm, enquanto para o
material menor que 38 µm as análises foram realizadas com o auxilio da técnica de
espalhamento da luz laser.
Na combinação das análises realizadas utilizando as diferentes técnicas foi
empregada uma rotina do programa Matlab®, na qual, se encontra implementado o
método de inter-conversão desenvolvido por AUSTIN e SHAH (1983), para converter a
distribuição do peneiramento para os dados equivalentes à distribuição de tamanhos
obtidos pela técnica de espalhamento de luz laser, obtendo assim análises coerentes das
amostras.

88
4.4.5 Cálculo dos balanços de massas
No fechamento do balanço de massas foram utilizados como dados de entrada os
resultados das análises granulométricas da alimentação e dos produtos overflow e
underflow. Por meio do método de multiplicadores de Lagrange (KING, 2001) a
recuperação de sólidos no underflow foi estimada por
∑
∑−
−−
−=
i
ii
i
iiii
uo
ofuo
2)(
))((β Equação 4-1
sendo, oi, ui, e fi o material retido em cada classe de tamanhos analisada para o
overflow, underflow. O balanço de massas é ilustrado na Figura 4.8.
Figura 4.8- Balanço de massas com vários dados de tamanho de cada fluxo (fi, oi e ui).
Em seguida calculou-se a recuperação de água do underflow a partir das
porcentagens de sólidos dos produtos e da recuperação de sólidos no underflow (Rf),
segundo as equações:

89
−= 1
.%
100
u
asól
u β Equação 4-2
1.%
)1(100−+
−= β
β
o
asól
o Equação 4-3
Cálculo da recuperação de água a partir dos resultados das frações de água nos produtos
foi realizado pela equação:
aa
af
ou
uR
+= Equação 4-4
sendo:
oa = fração de água no overflow,
ua = fração de água no underflow, e
Rf = recuperação de água do underflow.
No fechamento do balanço de massas de cada ensaio foram observados dois
casos nos quais as distribuições granulométricas das alimentações se mostravam
incompatíveis com as demais, sugerindo problemas durante a sua amostragem ou
análise. Nesses casos, utilizou-se uma média das distribuições granulométricas das
alimentações obtidas nos ensaios daquela mesma batelada na representação da
alimentação desses ensaios, com vistas ao fechamento do balanço de massas.

90
4.4.6 Cálculo das curvas de partição
A partir dos dados obtidos como do fechamento de balanço de massas foi
realizada a avaliação do desempenho de hicrociclones com o auxilio de curvas de
partição. Baseando-se nos dados corrigidos pelo programa de Matlab foram traçadas as
curvas de partição real e corrigida para cada um dos ensaios. A curva de partição foi
calculada a partir da equação
ii
i
ou
uc
)1(100
ββ
β
−+= Equação 4-5
sendo ui e oi são o material retido em cada classe de tamanhos i e c fração da
alimentação que é sujeita a classificação. Esses resultados foram lançados em gráfico,
em função do tamanho médio de partícula de cada classe de tamanhos. Dos dados
obtidos estes foram estimados utilizando uma combinação das Equações 3-20 e 3-24
proposta por Kelsall e Whiten, a qual é expressa por
−+
−
−+=
2)exp(exp
1exp
)1(
50
50
αα
α
C
C
ff
d
dp
d
dp
RRe Equação 4-6
A metodologia empregada na estimação dos parâmetros Rf, α e d50c foi a regressão
multivariada, utilizando o método numérico de otimização Quasi-Newton, programado
no software STATISTICA®.
Os parâmetros do modelo foram ajustados de maneira a minimizar o desvio de
interpolação, dado por
91
2/1
1
2)(1
1
−
−= ∑
=
∧N
i
ii yyN
Desvio Equação 4-7
sendo yi e ∧
iy os valores medidos e ajustados, respectivamente, e N o número de dados
experimentais. Dessa forma, quanto menor for o desvio, melhor será o ajuste do modelo
escolhido para a determinação dos valores previstos.
4.4.7 Modelagem matemática
A modelagem matemática foi baseada na avaliação da aplicabilidade do modelo
matemático semi-empírico desenvolvido por TAVARES et al. (2002), em relação aos
diferentes modelos existentes na simulação do desempenho do hidrociclone.
Com o auxilio do software STATISTICA®, foram estimados os parâmetros para
cada um dos modelos utilizados no presente trabalho. Por outro lado também se
realizaram algumas mudanças no modelo de Tavares na previsão do d50C, tendo como
base os efeitos das variáveis operacionais e na geometria dos hidrociclones nos ensaios
de classificação. O modelo desenvolvido por NAGESWARARAO (1995) foi também
levado em consideração, devido ao fato que ele correlaciona o maior número de
variáveis tanto operacionais como as da geometria do hidrociclone no calculo do d50C.
Para a avaliação dos resultados previstos pelos modelos foi considerado o desvio
de correlação, conforme a Equação 4-7.

92
5. RESULTADOS E DISCUSSÃO
Nesta capitulo são apresentados os resultados do trabalho, o qual é dividido em
duas partes. A primeira parte, consiste numa avaliação dos principais modelos
empíricos e semi-empíricos do processo de classificação, propondo mudanças no
modelo de Tavares (TAVARES et al., 2002) foco do estudo do presente trabalho. Na
avaliação foram usados resultados obtidos na pesquisa do processo de deslamagem de
minério de fosfato (POSSA, 2000). Já na segunda parte dos resultados, são apresentados
os resultados experimentais do presente trabalho, que incluem a caracterização do
minério de bauxita, os resultados dos ensaios de hidrociclonagem, as análises das
amostras dos ensaios, e os resultados da modelagem matemática.
5.1 Comparação dos modelos matemáticos de classificação
A seguir são comparados alguns dos principais modelos matemáticos empíricos
e semi-empíricos utilizados na indústria mineral, sendo estes os modelos de Lynch e
Rao, Plitt, Nageswararao e Tavares. Foi realizada a previsão do desempenho de
hidrociclones de pequeno diâmetro na classificação de polpas de fosfato, provenientes
da alimentação do processo de deslamagem da usina Serrana S.A (Axará, Brasil)
(POSSA, 2000).
5.1.1 Investigação da classificação de polpas de fosfato
Na investigação da classificação de polpas de fosfato, apresentada a seguir,
foram utilizados resultados da caracterização obtidos por POSSA (2000). A distribuição
granulométrica da alimentação é mostrada na Tabela 5.1.
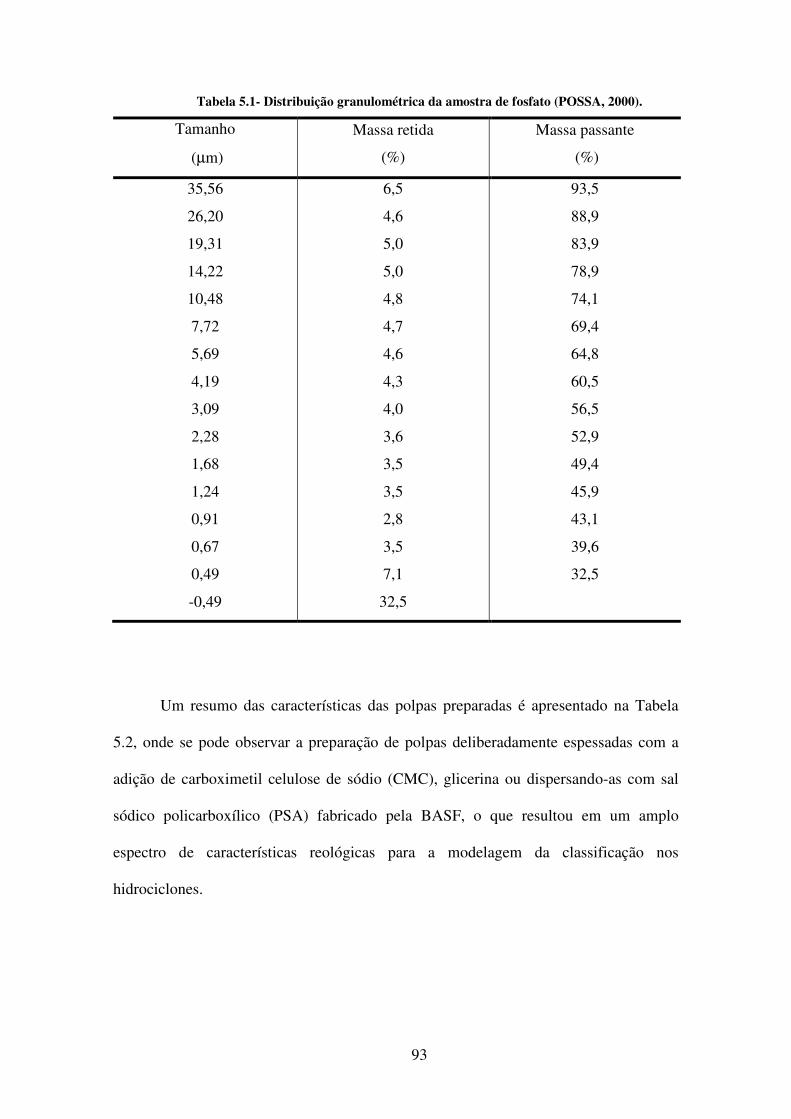
93
Tabela 5.1- Distribuição granulométrica da amostra de fosfato (POSSA, 2000).
Tamanho
(µm)
Massa retida
(%)
Massa passante
(%)
35,56
26,20
19,31
14,22
10,48
7,72
5,69
4,19
3,09
2,28
1,68
1,24
0,91
0,67
0,49
-0,49
6,5
4,6
5,0
5,0
4,8
4,7
4,6
4,3
4,0
3,6
3,5
3,5
2,8
3,5
7,1
32,5
93,5
88,9
83,9
78,9
74,1
69,4
64,8
60,5
56,5
52,9
49,4
45,9
43,1
39,6
32,5
Um resumo das características das polpas preparadas é apresentado na Tabela
5.2, onde se pode observar a preparação de polpas deliberadamente espessadas com a
adição de carboximetil celulose de sódio (CMC), glicerina ou dispersando-as com sal
sódico policarboxílico (PSA) fabricado pela BASF, o que resultou em um amplo
espectro de características reológicas para a modelagem da classificação nos
hidrociclones.

94
Tabela 5.2- Resumo das características das polpas usadas nos testes (Possa, 2000).
% de sólidos
(w/w)
% de sólidos
(v/v)
Aditivos (peso do
aditivo por ton. de
minério seco)
Viscosidade
(mPa s)
Modelo Reológico
(Equação III-8)
15
25
35
15
15
35
35
5,0
9,0
13,4
5,0
5,0
13,4
13,4
-
-
-
27 kg de CMC
4900 kg de glicerina
0,95 kg de PSA
2,6 kg de PSA
23 – 24
108 – 140
232 – 240
114 – 120
100 – 108
112 – 130
20 – 24
τ = 0,32 + 0,010γ 0,80
τ = 1,40+ 0,026 γ0,78
τ = 5,80 + 0,084 γ0,69
τ = 0,48 + 0,52 γ0,58
τ = 1,45 + 0,040 γ0,96
τ = 2,30 + 0,021 γ0,80
τ = 0,10 + 0,0060 γ0,85
Pelos resultados mostrados na Tabela 5.2, observa-se que todas as polpas
apresentaram um comportamento reológico pseudoplástico, destacando-se a polpa com
15% de sólidos espessada com carboximetil celulose de sódio (CMC), que apresentou a
maior plasticidade, devido ao menor valor do índice n.
Nesta seção também são apresentados de forma sucinta as características dos
hidrociclones e dos materiais utilizados nos ensaios com o minério de fosfato. Na
Tabela 5.3 é apresentado um resumo das características do material usado, assim como
das características dos hidrociclones utilizados nos testes. Como pode-se observar, as
dosagens dos espessastes são extremadamente elevadas, tendo em vista que os ensaios
foram realizados com o objetivo de avaliar os efeitos da viscosidade da polpa no
desempenho de hidrociclones de pequeno diâmetro.

95
Tabela 5.3- Características dos hidrociclones e do material usados nos ensaios com polpas
de minério de fosfato (POSSA, 2000).
Sistema
Geometria do
Hidrociclone
Minério do Fosfato
Propriedades do
material Natural
CMC/
Glicerina PSA
Diâmetro do ciclone (cm)
Diâmetro do apex (cm)
Diâmetro do vortex (cm)
Diâmetro do inlet (cm)
Comprimento do cilindro
(cm)
Altura livre do vortex (cm)
Ângulo do cone (graus)
2,54 e 5,08
0,95 e 0,95
0,95 e 1,27
0,62 e 1,43
23,5 e 32,50
149,20 e
298,41
9 e 10
Densidade dos
sólidos (kg/m3)
Densidade do
líquido (kg/m3)
Viscosidade do
liquido (cP)
3430
1000
0,890
3430
1390 / 1256
3,500 / 750
3430
1310
100-300
Conforme apresentado na revisão da literatura, ao longo dos anos foram
realizados vários estudos no sentido de descrever o desempenho dos hidrociclones
utilizando-se curvas de partição ou de Tromp. Essas curvas permitem estimar a
proporção de partículas contidas em diferentes intervalos de tamanhos que reportam ao
produto underflow ou overflow do hidrociclone. Dentro deste contexto, a avaliação e a
caracterização do hidrociclone do ponto de vista industrial são geralmente realizadas
levando em conta os seguintes parâmetros:
• O tamanho de corte corrigido (d50C),
• A capacidade do hidrociclone - vazão da polpa, (Qv) ou a queda de
pressão (P),
• A partição de água para o underflow, (Rf) ou a razão das vazões de
underflow/overflow (S).
Em função desses parâmetros foi realizada a avaliação dos modelos, sendo
realizada a partir a 41 ensaios de hidrociclonagem com minério de fosfato. Em uma
primeira etapa, foram utilizados resultados de 21 ensaios realizados com ambiente
físico-químico inalterado (polpa “natural”), modificando-se apenas a percentagem de

96
sólidos das polpas da alimentação. A partir desses ensaios, os parâmetros dos diferentes
modelos matemáticos foram ajustados aos resultados de classificação.
5.1.2 Tamanho de Corte Corrigido (d50C)
Todos os modelos consideram amplamente as variáveis geométricas do ciclone.
Dos modelos estudados apenas o de TAVARES et al. (2002) leva em consideração a
influência da reologia da polpa no tamanho de corte, sendo que os demais modelos
levam em consideração esse efeito apenas de forma indireta, através do termo que
contém a fração de sólidos da polpa. Além disso, um ajuste do modelo inicial (Equação
3-57) foi realizado, o qual consistiu na adição da relação da influência do diâmetro do
apex com o diâmetro do ciclone variando para cada tipo de geometria através de um
expoente k2, e da adição da geometria do ciclone considerado no modelo de
Nageswararao, conforme a equação
15,0
2,05,052,02/11
150*
224
350
84
θπρρ
−
=
−−
+
−−
c
c
c
i
c
o
b
N
is
bb
c
k
c
uc
D
L
D
D
D
D
rD
NZabQD
D
DKd
Equação 3-57
Na Tabela 5.4 é apresentado um resumo dos parâmetros de ajuste das regressões
dos modelos, enquanto a Figura 5.1 compara os resultados medidos aos estimados pelos
modelos. Todos os modelos testados forneceram bons ajustes aos dados de diâmetro de
corte, ressaltando o modelo de Plitt com o menor desvio de interpolação.
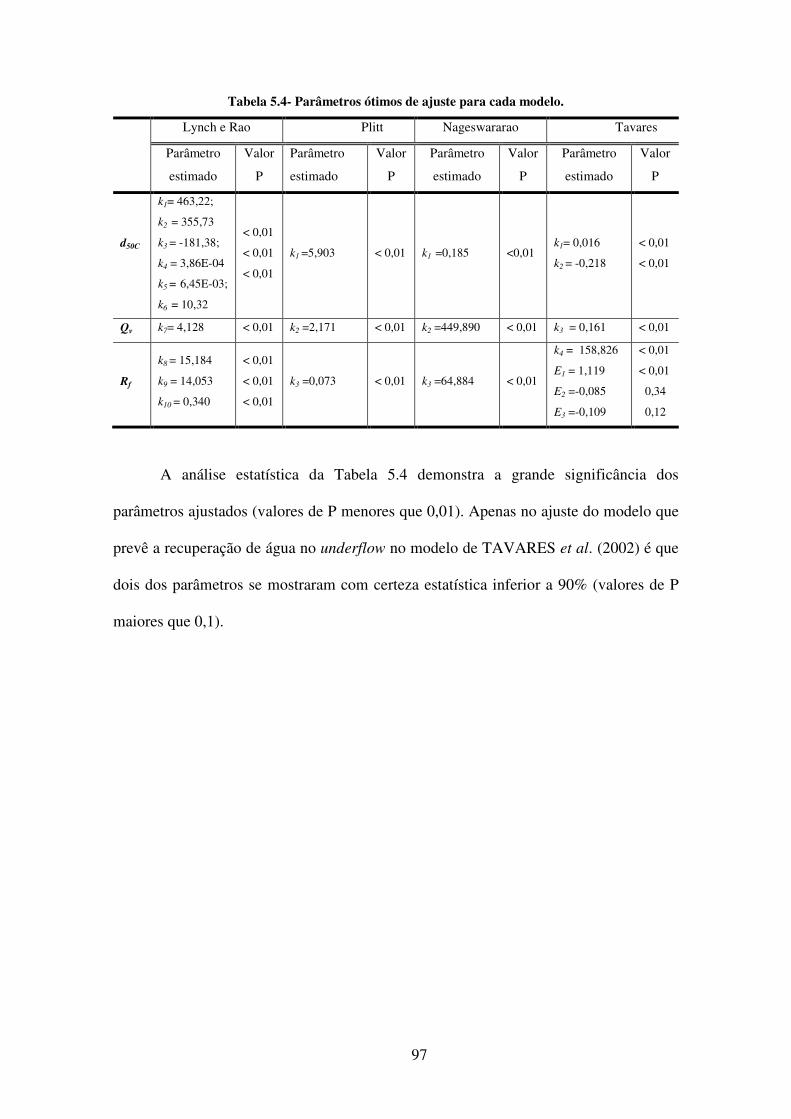
97
Tabela 5.4- Parâmetros ótimos de ajuste para cada modelo.
Lynch e Rao Plitt Nageswararao Tavares
Parâmetro
estimado
Valor
P
Parâmetro
estimado
Valor
P
Parâmetro
estimado
Valor
P
Parâmetro
estimado
Valor
P
d50C
k1= 463,22;
k2 = 355,73
k3 = -181,38;
k4 = 3,86E-04
k5 = 6,45E-03;
k6 = 10,32
< 0,01
< 0,01
< 0,01
k1 =5,903
< 0,01 k1 =0,185 <0,01 k1= 0,016
k2 = -0,218
< 0,01
< 0,01
Qv k7= 4,128 < 0,01 k2 =2,171 < 0,01 k2 =449,890 < 0,01 k3 = 0,161 < 0,01
Rf
k8 = 15,184
k9 = 14,053
k10 = 0,340
< 0,01
< 0,01
< 0,01
k3 =0,073 < 0,01 k3 =64,884 < 0,01
k4 = 158,826
E1 = 1,119
E2 =-0,085
E3 =-0,109
< 0,01
< 0,01
0,34
0,12
A análise estatística da Tabela 5.4 demonstra a grande significância dos
parâmetros ajustados (valores de P menores que 0,01). Apenas no ajuste do modelo que
prevê a recuperação de água no underflow no modelo de TAVARES et al. (2002) é que
dois dos parâmetros se mostraram com certeza estatística inferior a 90% (valores de P
maiores que 0,1).
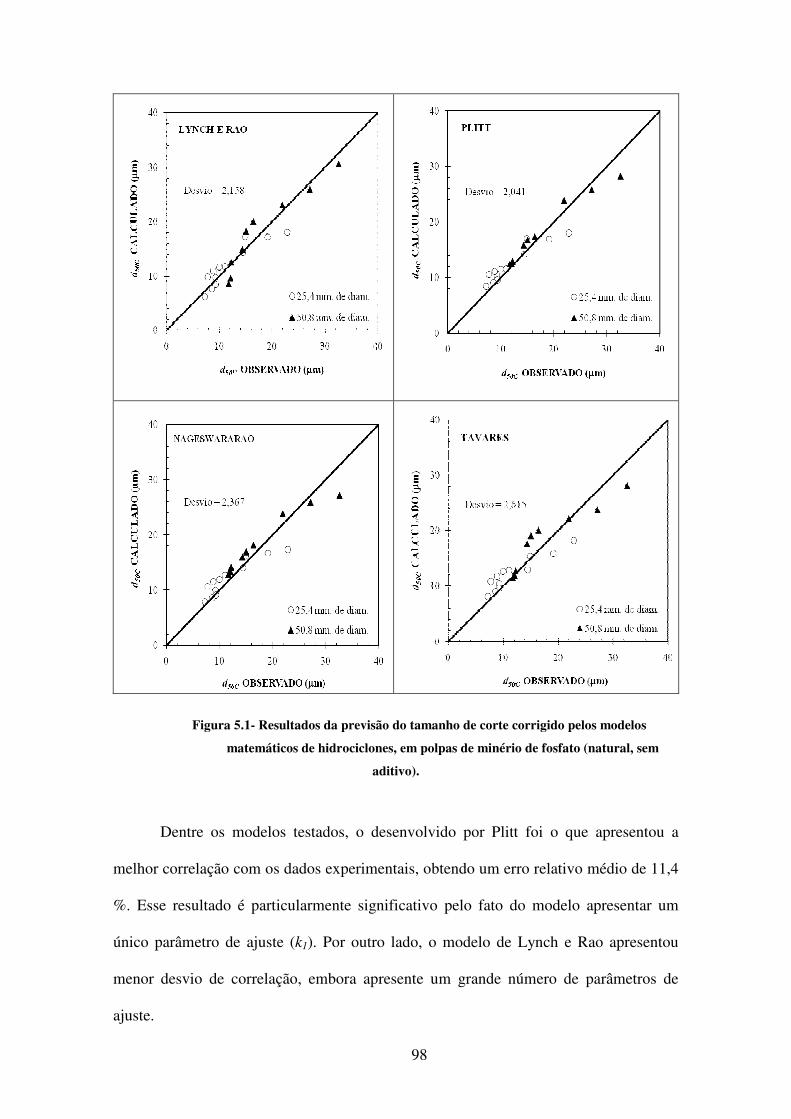
98
Figura 5.1- Resultados da previsão do tamanho de corte corrigido pelos modelos
matemáticos de hidrociclones, em polpas de minério de fosfato (natural, sem
aditivo).
Dentre os modelos testados, o desenvolvido por Plitt foi o que apresentou a
melhor correlação com os dados experimentais, obtendo um erro relativo médio de 11,4
%. Esse resultado é particularmente significativo pelo fato do modelo apresentar um
único parâmetro de ajuste (k1). Por outro lado, o modelo de Lynch e Rao apresentou
menor desvio de correlação, embora apresente um grande número de parâmetros de
ajuste.
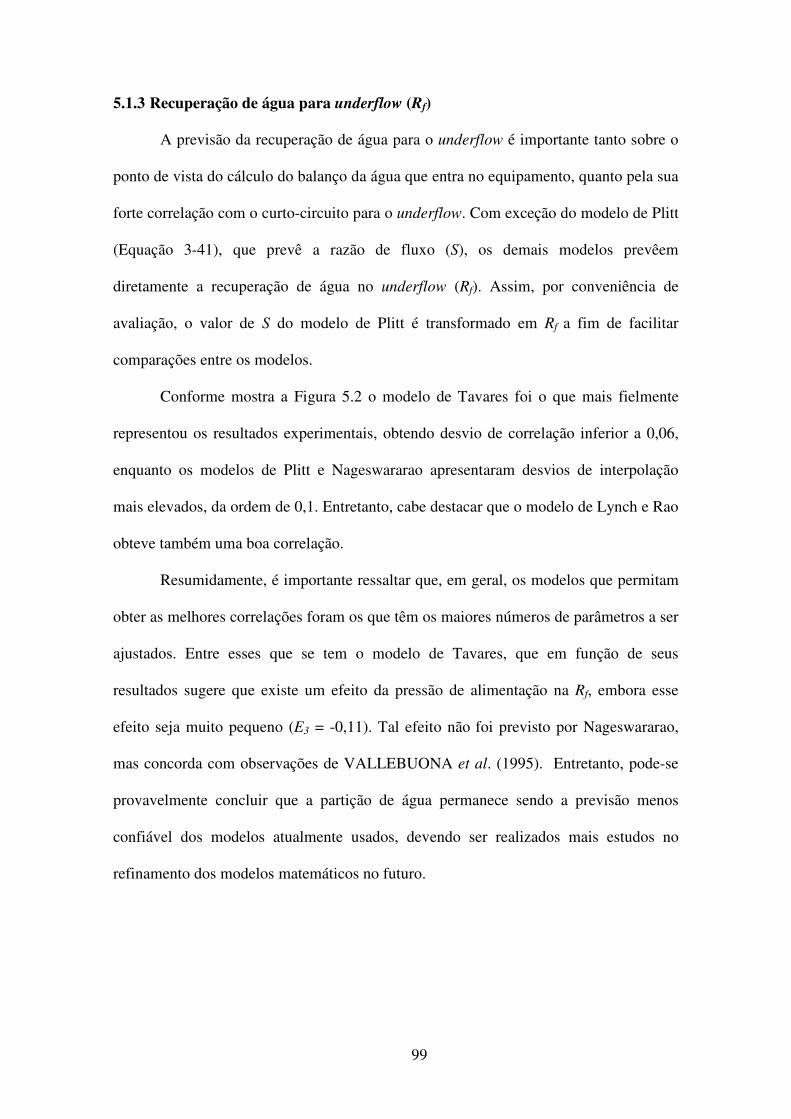
99
5.1.3 Recuperação de água para underflow (Rf)
A previsão da recuperação de água para o underflow é importante tanto sobre o
ponto de vista do cálculo do balanço da água que entra no equipamento, quanto pela sua
forte correlação com o curto-circuito para o underflow. Com exceção do modelo de Plitt
(Equação 3-41), que prevê a razão de fluxo (S), os demais modelos prevêem
diretamente a recuperação de água no underflow (Rf). Assim, por conveniência de
avaliação, o valor de S do modelo de Plitt é transformado em Rf a fim de facilitar
comparações entre os modelos.
Conforme mostra a Figura 5.2 o modelo de Tavares foi o que mais fielmente
representou os resultados experimentais, obtendo desvio de correlação inferior a 0,06,
enquanto os modelos de Plitt e Nageswararao apresentaram desvios de interpolação
mais elevados, da ordem de 0,1. Entretanto, cabe destacar que o modelo de Lynch e Rao
obteve também uma boa correlação.
Resumidamente, é importante ressaltar que, em geral, os modelos que permitam
obter as melhores correlações foram os que têm os maiores números de parâmetros a ser
ajustados. Entre esses que se tem o modelo de Tavares, que em função de seus
resultados sugere que existe um efeito da pressão de alimentação na Rf, embora esse
efeito seja muito pequeno (E3 = -0,11). Tal efeito não foi previsto por Nageswararao,
mas concorda com observações de VALLEBUONA et al. (1995). Entretanto, pode-se
provavelmente concluir que a partição de água permanece sendo a previsão menos
confiável dos modelos atualmente usados, devendo ser realizados mais estudos no
refinamento dos modelos matemáticos no futuro.

100
Figura 5.2- Comparações entre os valores observados e calculados de recuperação de água para o
underflow nos ensaios de classificação de polpas de minério de fosfato (natural).
5.1.4 Capacidade
A capacidade do hidrociclone está normalmente representada pela vazão da
polpa (Q) e pela queda de pressão (∆P) que, juntas representam a capacidade útil do
hidrociclone (NAPIER-MUNN et al., 1996). Enquanto a maioria dos modelos baseia-se
na previsão da vazão volumétrica de polpa na alimentação (Qv), o modelo de Plitt
calcula a queda de pressão associada a uma vazão conhecida de alimentação. Dentre os

101
modelos estudados, o modelo de Nageswararao ofereceu uma previsão mais fiel da
capacidade do ciclone, com os modelos de Lynch e Rao e de Tavares uma descrição
intermediária, enquanto o de Plitt apresentou um desvio de correlação
comparativamente maior (0,5) (Figura 5.3).
Figura 5.3- Resultado da previsão dos modelos da capacidade do hidrociclone com polpas de fosfato
natural.
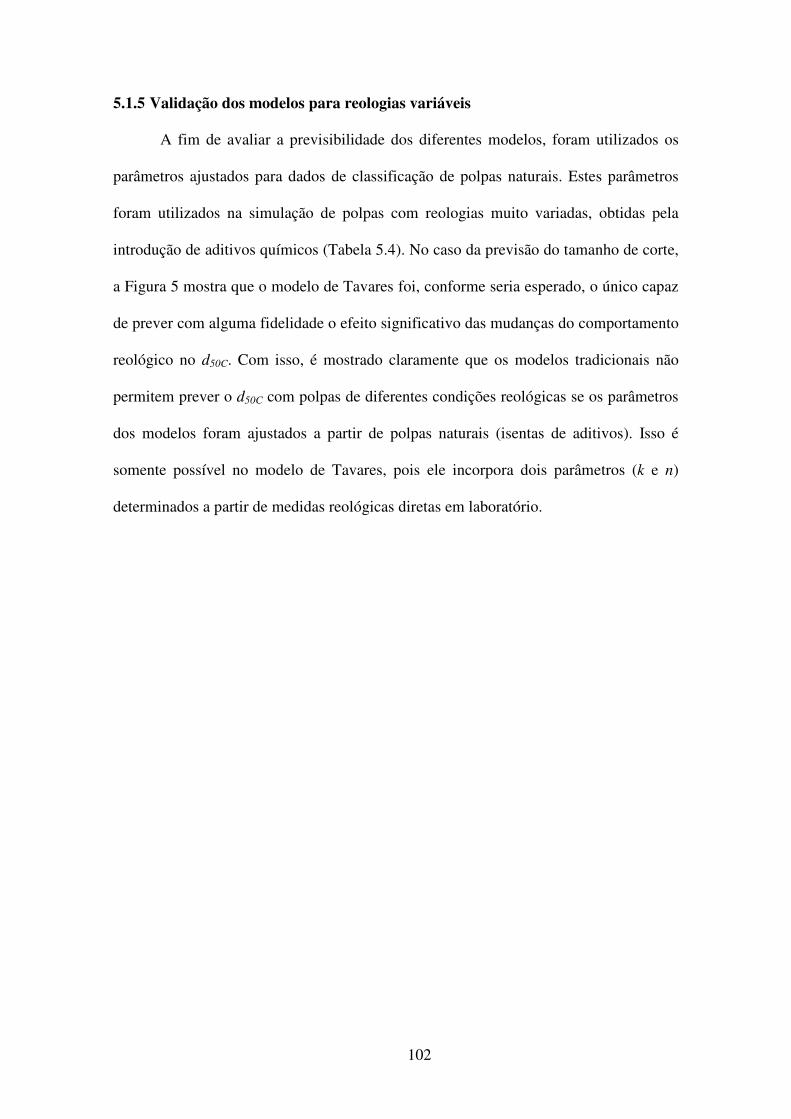
102
5.1.5 Validação dos modelos para reologias variáveis
A fim de avaliar a previsibilidade dos diferentes modelos, foram utilizados os
parâmetros ajustados para dados de classificação de polpas naturais. Estes parâmetros
foram utilizados na simulação de polpas com reologias muito variadas, obtidas pela
introdução de aditivos químicos (Tabela 5.4). No caso da previsão do tamanho de corte,
a Figura 5 mostra que o modelo de Tavares foi, conforme seria esperado, o único capaz
de prever com alguma fidelidade o efeito significativo das mudanças do comportamento
reológico no d50C. Com isso, é mostrado claramente que os modelos tradicionais não
permitem prever o d50C com polpas de diferentes condições reológicas se os parâmetros
dos modelos foram ajustados a partir de polpas naturais (isentas de aditivos). Isso é
somente possível no modelo de Tavares, pois ele incorpora dois parâmetros (k e n)
determinados a partir de medidas reológicas diretas em laboratório.
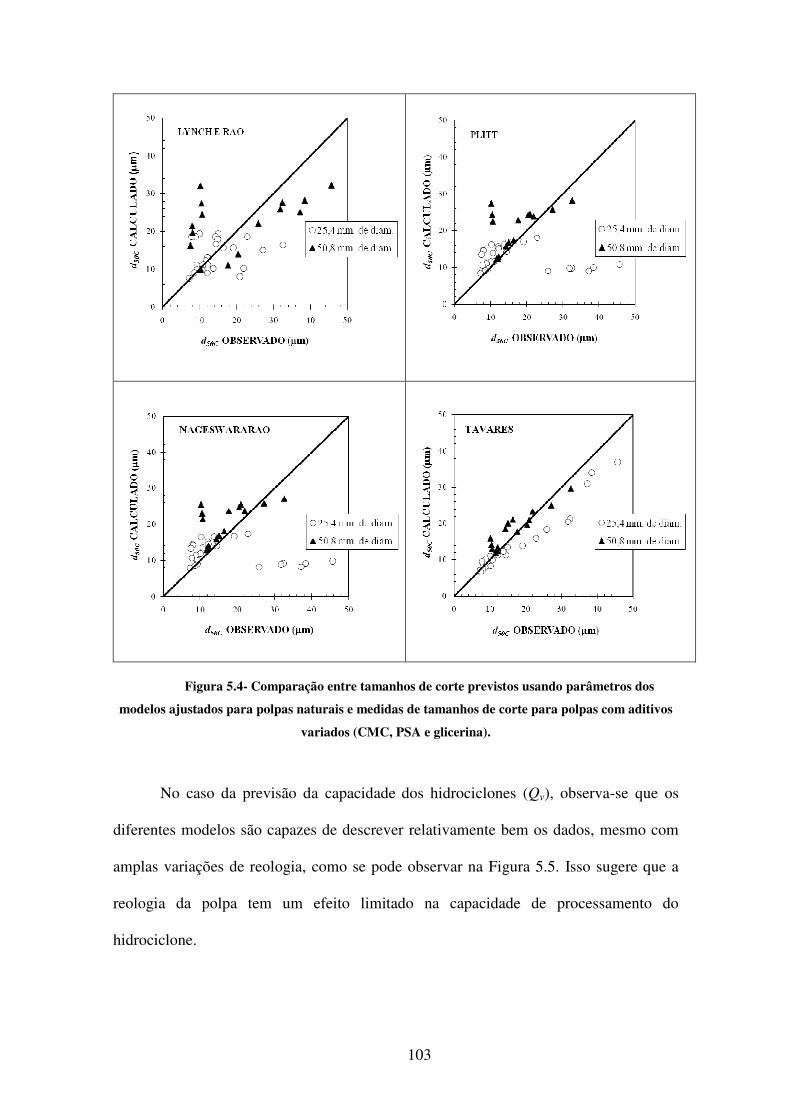
103
Figura 5.4- Comparação entre tamanhos de corte previstos usando parâmetros dos
modelos ajustados para polpas naturais e medidas de tamanhos de corte para polpas com aditivos
variados (CMC, PSA e glicerina).
No caso da previsão da capacidade dos hidrociclones (Qv), observa-se que os
diferentes modelos são capazes de descrever relativamente bem os dados, mesmo com
amplas variações de reologia, como se pode observar na Figura 5.5. Isso sugere que a
reologia da polpa tem um efeito limitado na capacidade de processamento do
hidrociclone.
104
Figura 5.5- Resultados na previsão dos modelos da capacidade do hidrociclone com polpas
com aditivos variados (CMC, PSA e glicerina).
Conforme mostra a Figura 5.5, dentre os modelos estudados, o modelo de
Nageswararao ofereceu a melhor predição da capacidade do ciclone apresentando o
menor desvio de interpolação com um desvio relativo de 15%, seguido do modelo de
Lynch e Rao e do modelo de Tavares, os quais apresentaram os erros relativos de 19,3%
e 20,9%, respectivamente. O modelo de Plitt apresentou o maior desvio de interpolação,
podendo ser explicado, pelo fato de que o modelo prevê de forma indireta a capacidade
do ciclone, mediante o cálculo da pressão de alimentação, tendo que considerar tanto os
105
erros na modelagem, como o cálculo do rearranjo matemático da variável da capacidade
em função da pressão, realizados por conveniência para facilitar a comparação.
No caso da previsão da recuperação de água no underflow, o modelo de Tavares
foi o que mais fielmente se ajustou aos dados experimentais, obtendo o menor desvio de
interpolação, como se pode observar na Figura 5.6, com um erro relativo médio de
7,6%, seguido do modelo de Lynch e Rao. Estes resultados corroboram que as melhores
correlações são obtidas pelos modelos que têm mais parâmetros a ser ajustados.

106
Figura 5.6- Correlações entre as previsões dos modelos para recuperação de água a dados
medidos para polpas com aditivos variados (CMC, PSA e glicerina).
Por outro lado, conforme os resultados apresentados dos diferentes modelos
matemáticos ajustados usando dados de classificação de polpas “naturais” (isentas de
aditivos), na previsão de resultados de classificação de polpas cuja reologia havia sido
modificada artificialmente pela introdução de aditivos, pode-se concluir que apenas o
modelo de Tavares foi capaz de fornecer previsões de tamanhos de corte com alguma
fidelidade, apresentando também as melhores previsões de recuperação de água para o
underflow. No caso da capacidade, observou-se que todos os modelos estudados foram

107
capazes de prever razoavelmente bem os resultados de classificação de polpas com
reologias complexas a partir de modelos previamente calibrados usando dados de polpas
“naturais, ou seja, ajustando os parâmetros “K” que representam as características do
material da alimentação que não são contidas no modelo.
5.2 Modelagem com minério de Bauxita
5.2.1 Caracterização das amostras de bauxita e argila
5.2.2 Análises da distribuição de tamanho de partículas
Na Tabela 5.5 é apresentado o resultado da análise da distribuição de tamanhos
de partículas da amostra de bauxita, material representativo da alimentação dos ensaios
de hidrociclonagem.
Tabela 5.5 - Distribuição granulométrica da alimentação dos ensaios de hidrociclonagem com
polpas de bauxita.
Tamanho
(µm)
Massa retida
(%)
Massa passante
(%)
300
212
150
106
75
53
38
-38
0,00
4,31
9,89
12,30
10,81
5,53
10,52
46,65
100,00
95,69
85,81
73,51
62,70
57,17
46,65
0,00
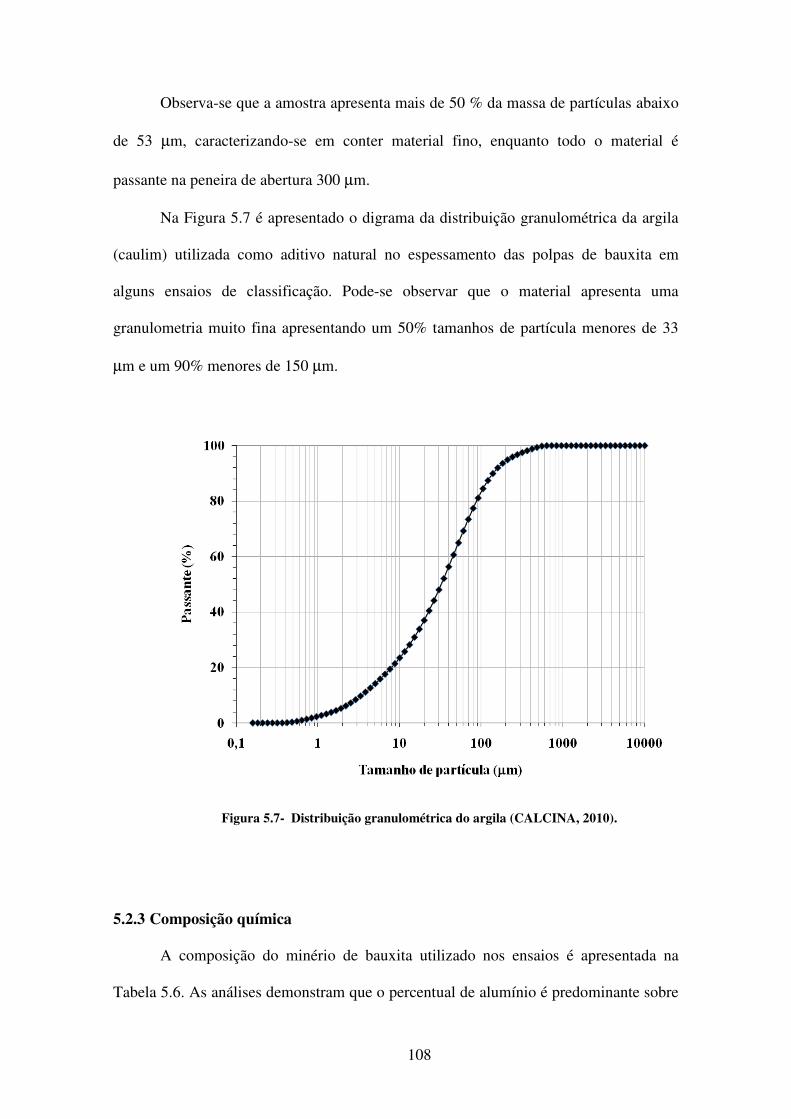
108
Observa-se que a amostra apresenta mais de 50 % da massa de partículas abaixo
de 53 µm, caracterizando-se em conter material fino, enquanto todo o material é
passante na peneira de abertura 300 µm.
Na Figura 5.7 é apresentado o digrama da distribuição granulométrica da argila
(caulim) utilizada como aditivo natural no espessamento das polpas de bauxita em
alguns ensaios de classificação. Pode-se observar que o material apresenta uma
granulometria muito fina apresentando um 50% tamanhos de partícula menores de 33
µm e um 90% menores de 150 µm.
Figura 5.7- Distribuição granulométrica do argila (CALCINA, 2010).
5.2.3 Composição química
A composição do minério de bauxita utilizado nos ensaios é apresentada na
Tabela 5.6. As análises demonstram que o percentual de alumínio é predominante sobre

109
os outros elementos presentes, cuja ocorrência é na forma de Al2O3, representado 49,9%
da amostra. Por outro lado, as análises também indicam teores significativos de
impurezas como o ferro, na forma de hematita, que representa 14,2%, o quartzo com
8,1% entre outras em menores quantidades, como: TiO2 (1,8%), P2O5 (0,34%) e ZrO2
(0,28%).
A amostra também apresenta um teor de voláteis bastante elevado, que pode ser
justificado, em parte, pela presença de minerais fortemente hidratados.
Tabela 5.6- Composição dos principais óxidos presentes na amostra de bauxita.
Óxidos Presentes Massa (%)
Al2O3
Fe2O3
SiO2
TiO2
P2O5
ZrO2
CaO
Cr2O3
MnO
SrO
CuO
NbO
Perda ao fogo
50,95
14,50
8,29
1,84
0,34
0,28
0,08
0,04
0,03
0,02
0,02
0,01
23,61

110
Por outro lado, o material utilizado como aditivo natural (argila) apresentou
como principal componente predominância do óxido de silício, com mais do 40% em
massa, seguido do oxido de alumínio com 39,56% em massa, como pode-se observar na
Tabela 5.7.
Tabela 5.7- Composição dos principais óxidos presentes na argila (CALCINA, 2010)
Óxidos Presentes Massa (%)
Al2O3
SiO2
Fe2O3
TiO2
P2O5
K2O
Na2O
CaO
Perda ao fogo
39,56
41,07
2,09
1,41
0,35
0,14
0,10
0,05
15,23
5.2.4 Análise mineralógica
O difratograma da amostra de bauxita revela que este material é constituído
essencialmente por uma fase cristalina bem definida, que é a gibbsita (Al(OH)3-γ),
seguido do argilo-mineral caulinita (Al2Si2O5(OH)4-γ), característica própria da bauxita
cristalizada, comumente presente no nordeste do Pará, além de outras como a bauxita
cristalizada amorfa a qual contém maior quantidade de finos abaixo de -37 µm em
comparação com a bauxita cristalizada, o qual faz que esta seja um 12% mais viscoso

111
que a bauxita cristalizada (BARBATO et al., 2010), como pode ser observado na
Figura 5.8. A partir desses resultados foram identificadas percentagens menores de
algumas impurezas como a hematita, calcita e calcita monohidratada.
Figura 5.8- Difratograma de raios X da amostra de bauxita utilizada nos ensaios de
hidrociclonagem.
Na figura 5.9 observa-se o difratograma da argila (caulim), o qual revela que o
material como era de esperar-se esta constituído principalmente por uma fase cristalina
bem definida, que é a caulinita e em poucas quantidades de gibbsita.

112
Figura 5.9- Difratograma de raios X da amostra de calcário utilizada como aditivo em
alguns ensaios de hidrociclonagem (CALCINA, 2010).
5.2.5 Análises por Microscopia Eletrônica de Varredura (MEV)
A análise por microscopia eletrônica de varredura possibilitou a obtenção de
resultados que comprovam a predominância de gibbsita, sendo sinalizados na Figura
5.10 (a) pelo ponto “x”, onde podem ser observados picos significativos de alumínio,
oxigênio, carbono, silício e ferro. Em meio a estes estão presentes também algumas
fases cristalinas de caulinita e hematita, sendo comprovados pela técnica de EDS,
conforme mostrado na Figura 5.10 (b).

113
Figura 5.10- Resultado do ensaio no MEV, a) micrografia da amostra de bauxita, e b) EDS no
ponto “x”, mostrando os elementos presentes na amostra.
5.3 Ensaios de reologia
Os resultados obtidos no estudo do comportamento reológico com o reômetro
ARES-G2, com polpas preparadas com alíquotas da amostra utilizada nos ensaios de
ciclonagem são apresentados nas Figuras 5.11. Neles foi observado que a maioria das
polpas com percentagens de sólidos abaixo de 40% apresentam um comportamento
reológico marginalmente dilatante, efeito que pode ser parcialmente associado à
sedimentação da amostra durante a análise da reologia, devido ao fato dilatância a
x
EDS do ponto x
a)
b)
x

114
baixos percentagens de sólidos é rara. Por outro lado, a 50% de sólidos o
comportamento mostrado foi, aproximadamente, plástico de Bingham, sendo esta
medição mais confiável pelo fato que, a maiores concentrações de sólidos, a velocidade
de sedimentação das partículas tende a diminuir.
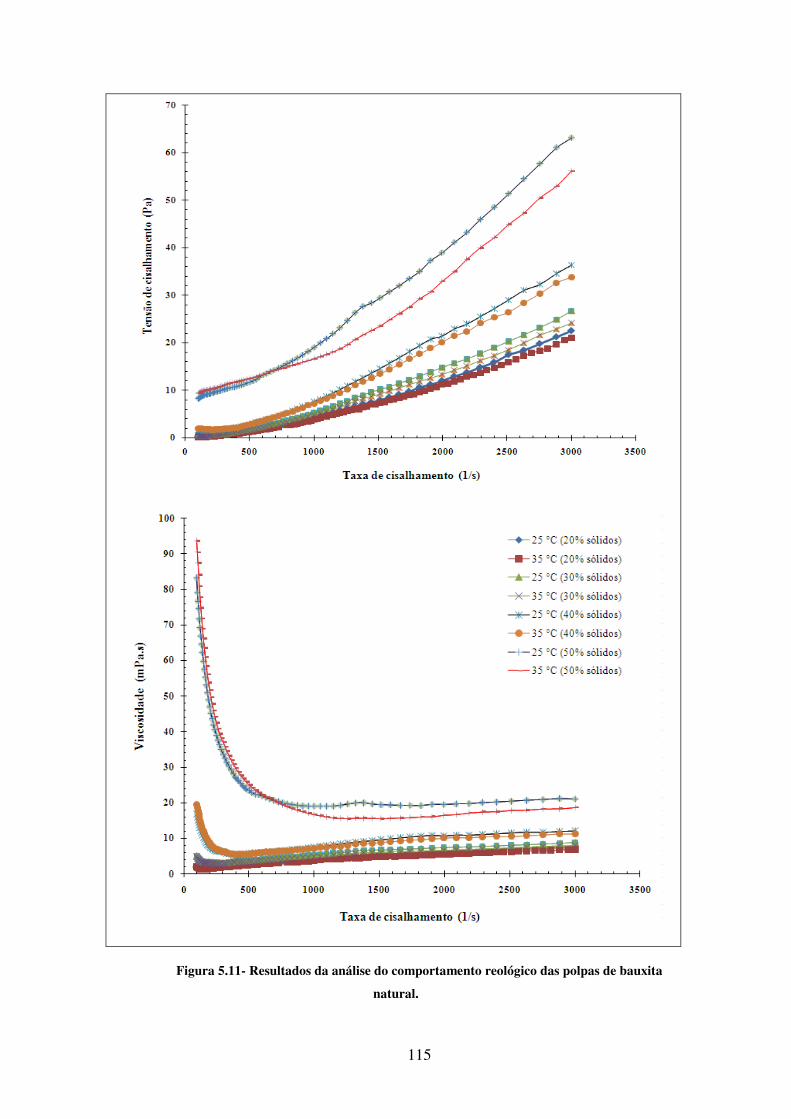
115
Figura 5.11- Resultados da análise do comportamento reológico das polpas de bauxita
natural.
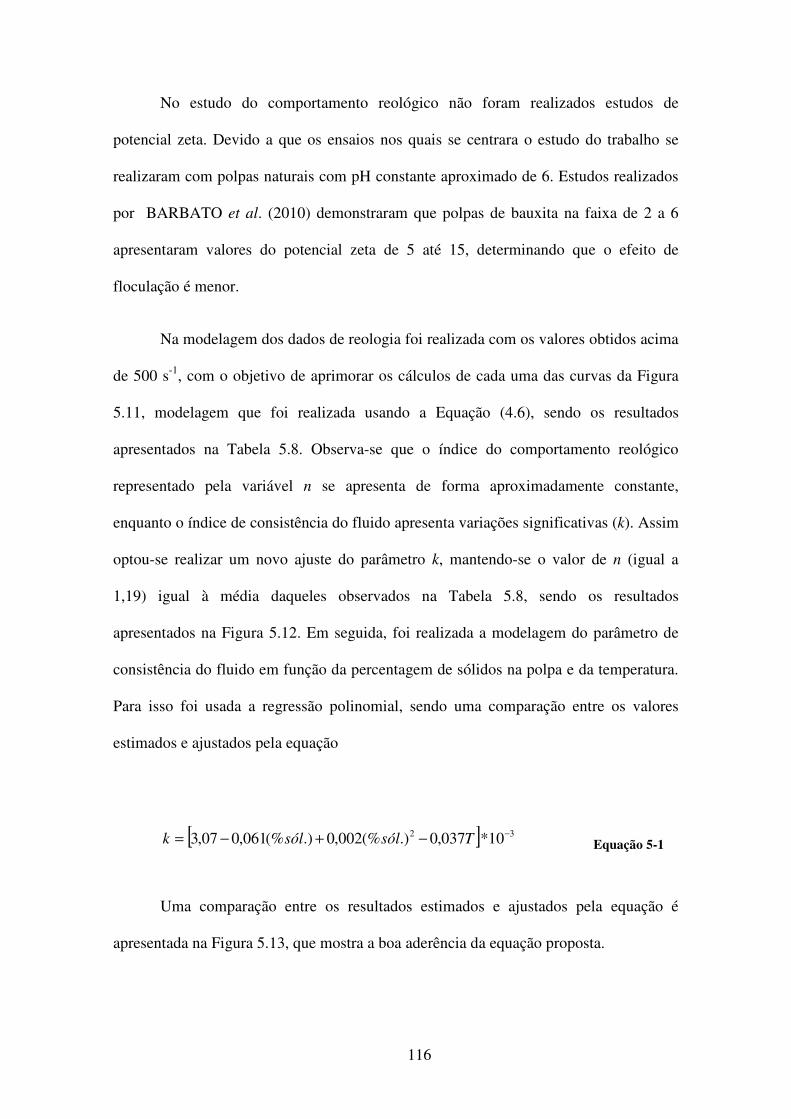
116
No estudo do comportamento reológico não foram realizados estudos de
potencial zeta. Devido a que os ensaios nos quais se centrara o estudo do trabalho se
realizaram com polpas naturais com pH constante aproximado de 6. Estudos realizados
por BARBATO et al. (2010) demonstraram que polpas de bauxita na faixa de 2 a 6
apresentaram valores do potencial zeta de 5 até 15, determinando que o efeito de
floculação é menor.
Na modelagem dos dados de reologia foi realizada com os valores obtidos acima
de 500 s-1, com o objetivo de aprimorar os cálculos de cada uma das curvas da Figura
5.11, modelagem que foi realizada usando a Equação (4.6), sendo os resultados
apresentados na Tabela 5.8. Observa-se que o índice do comportamento reológico
representado pela variável n se apresenta de forma aproximadamente constante,
enquanto o índice de consistência do fluido apresenta variações significativas (k). Assim
optou-se realizar um novo ajuste do parâmetro k, mantendo-se o valor de n (igual a
1,19) igual à média daqueles observados na Tabela 5.8, sendo os resultados
apresentados na Figura 5.12. Em seguida, foi realizada a modelagem do parâmetro de
consistência do fluido em função da percentagem de sólidos na polpa e da temperatura.
Para isso foi usada a regressão polinomial, sendo uma comparação entre os valores
estimados e ajustados pela equação
[ ] 32 10*037,0.)(%002,0.)(%061,007,3 −−+−= Tsólsólk Equação 5-1
Uma comparação entre os resultados estimados e ajustados pela equação é
apresentada na Figura 5.13, que mostra a boa aderência da equação proposta.
117
Tabela 5.8- Resultados da modelagem do comportamento reológico das polpas de bauxita.
% sólidos
(w/w)
Temperatura
°C
Modelo reológico
τ = τ0 + kγn
τ0 k n
20 25
35
-1,2760
-2,8569
0,0007
0,0238
1,2931
0,8194
30 25
35
-1,8193
-2,1818
0,0007
0,0028
1,2931
1,1386
40 25
35
-3,0838
-2,4790
0,0041
0,0035
1,1432
1,1547
50 25
35
3,3906
5,4010
0,0050
0,0019
1,1704
1,2641
Figura 5.12- Ilustração da relação do índice de consistência versus percentagens de sólidos
a diferentes temperaturas.

118
Figura 5.13- Resultados do ajuste do índice de consistência em função do comportamento
reológico médio apresentado pelas polpas de bauxita.
Os resultados demonstraram a influência significativa da temperatura e da
concentração de sólidos sobre a viscosidade da polpa, observando-se que a maior
concentração de sólidos, maior interação superficial resultando um incremento na
viscosidade. Enquanto que a elevadas temperaturas produzi-se um incremento na
energia cinética das partículas produzindo uma diminuição da viscosidade.
5.4 Ensaios de Classificação
Os resultados obtidos nos ensaios de hidrociclonagem são apresentados na
Tabela 5.9 para o hidrociclone de 40 mm de diâmetro e na Tabela 5.10 para
hidrociclone de 75 mm de diâmetro. Adicionalmente, resultados detalhados dos mesmos
são apresentados nos Anexos.

119
Tabela 5.9- Resultados obtidos nos ensaios de ciclonagem em hidrociclone de 40 mm de diâmetro.
Ensaios Estado da
Polpa
Pressão
(psi)
Vazão
(m3/h)
Diam.
Vortex
Finder
(cm)
Diam.
Apex
(cm)
Du/
Do
% sol.
(w/w)
% sol.
(v/v)
Ru
(ajus.)
Rf
(obs.)
Rf
(ajus.)
Parâmetro
nitidez
separação
(α)
d50C
(ajus.) I
3C
3A
5B
Bauxita
natural
19,91
11,38
11,38
3,25
2,06
1,67
1,3
1,3
1,3
0,6
0,48
0,48
0,48
16,33
16,48
23,98
7,62
7,70
11,76
0,60
0,62
0,47
0,05
0,11
0,06
0,03
0,08
0,02
3,45
0,99
2,75
19,90
23,90
25,28
0,35
0,80
0,40
6E
1C*
2C*
6F
4B
5F
20,62
21,34
12,09
17,07
19,91
17,78
3,08
3,90
2,55
3,08
2,66
2,53
1,6
1,3
1,3
1,0
1,3
1,0
0,8
0,49
0,60
0,60
0,49
0,60
0,78
14,34
16,98
18,05
23,81
24,19
29,53
6,60
7,96
8,51
22,20
11,88
27,68
0,55
0,66
0,66
0,67
0,60
0,52
0,08
0,11
0,09
0,28
0,18
0,08
0,01
0,14
0,05
0,23
0,08
0,11
1,79
1,23
3,72
1,15
1,04
1,63
18,13
21,10
14,64
14,50
15,02
16,54
0,52
0,81
0,34
1,07
0,77
0,66
5D
Bauxita
+
Argila
19,91 3,00 1,3
0,8
0,6 14,01 6,44 0,5 0,16 0,02 1,02 17,38 0,30
* ensaios com agitação no momento de amostragens

120
Tabela 5.10- Resultados obtidos nos ensaios de ciclonagem em hidrociclone de 75 mm de diâmetro.
ensaios Estado da
Polpa
Pressão
(psi)
Vazão
(m3/h)
Do
(cm)
Du
(cm)
Du/
Do
% sol.
(w/w)
% sol.
(v/v)
Ru
(ajus.)
Rf
(obs.)
Rf
(ajus.)
Nitidez
separação
(α)
d50C
(ajus.) I
5E
1A
2A
3B
Bauxita
natural
11,38
11,73
19,91
11,38
7,44
7,36
9,51
6,70
3,0
2,5
2,5
2,5
0,8
0,27
0,32
0,32
0,32
12,9
16,8
17,30
26,09
11,76
7,86
8,12
12,98
0,52
0,6
0,58
0,44
0,03
0,04
0,05
0,07
0,03
0,11
0,03
0,04
3,12
2,96
3,23
4,16
31,43
32,53
29,79
57,26
0,36
0,44
0,36
0,31
6C
5C
1E*
2E*
3F
4F
12,80
19,91
11,38
19,91
11,38
22,05
6,01
9,35
8,51
10,38
5,36
7,88
2,5
2,5
3,0
3,0
2,0
2,0
1,0
0,40
0,40
0,33
0,33
0,50
0,50
12,65
16,05
16,72
18,11
22,38
24,36
5,77
7,47
7,82
8,55
20,84
22,73
0,48
0,52
0,62
0,67
0,58
0,49
0,07
0,03
0,07
0,07
0,15
0,06
0,05
0,02
0,03
0,04
0,21
0,06
2,19
4,07
2,48
2,25
2,74
3,38
21,22
25,50
34,44
28,15
38,78
31,73
0,48
0,29
0,45
0,47
0,65
0,37
4C
3E
4E
4A
1F*
2F*
1B
2B
16,36
11,38
19,91
19,20
11,38
19,91
11,38
19,91
6,47
7,56
10,50
8,57
5,97
7,36
7,18
8,76
2,5
3,0
3,0
2,5
2,0
2,0
2,5
2,5
1,2
0,48
0,40
0,40
0,48
0,60
0,60
0,48
0,48
15,10
15,68
16,01
17,48
23,28
26,85
29,20
29,80
6,99
7,28
7,45
8,21
21,70
25,11
14,84
15,21
0,53
0,63
0,57
0,63
0,54
0,69
0,70
0,57
0,07
0,06
0,05
0,09
0,12
0,23
0,15
0,09
0,04
0,06
0,02
0,06
0,08
0,18
0,19
0,06
2,87
2,51
3,60
1,68
3,39
1,48
1,82
3,66
20,19
26,65
26,16
18,41
37,43
18,57
23,95
35,68
0,40
0,46
0,33
0,59
0,38
0,83
0,77
0,34
6D
4D
3D
1D*
2D*
Bauxita
+
Argila
12,09
11,38
19,91
19,20
11,73
6,00
7,20
9,00
8,40
6,60
2,5
2,5
2,5
2,5
2,5
1,0
0,40
0,40
0,40
0,48
0,48
12,92
14,09
14,96
14,61
14,66
5,90
6,48
6,92
6,74
6,77
0,45
0,40
0,43
0,47
0,49
0,24
0,11
0,09
0,41
0,19
0,05
0,01
0,02
0,05
0,11
1,47
3,81
3,30
2,61
2,03
34,30
35,72
39,47
26,67
26,52
0,61
0,30
0,35
0,44
0,60
* ensaios com agitação no momento de amostragens

121
Nos resultados apresentados na Tabela 5.9 e na Tabela 5.10 observa-se que a
maioria dos valores da recuperação de água (Rf) observados são maiores que aqueles
previstos pela Equação 4.6 (Figura 5.14), fato pelo qual se pode concluir que o “by-
pass” é proporcional à fração de água recuperada no underflow, conforme o postulado
por KELSALL (1953). Outra observação importante a partir desses resultados, na qual
os valores tão baixos do Rf, observados nos ensaios, devem-se ao efeito cordão
apresentado na maioria dos ensaios. Podendo ser explicada pela influência do diâmetro
do vortex finder sob o diâmetro do apex, apresentada por CONCHA et al. (1994).
Nas Tabelas 5.9 e 5.10 também se pode concluir que os valores de d50C tornam-
se maiores com o incremento da percentagem de sólidos, bem como a diminuição do
diâmetro do apex. Concluindo-se que a variável que mostrou maior relevância foi a
concentração dos sólidos na alimentação.
Figura 5.14- Valores observados e ajustados da recuperação de água com polpas de bauxita
natural.

122
Outras observações importantes a partir desses resultados são a variabilidade do
parâmetro de nitidez da separação (α) para os diferentes ensaios, podendo ser, ao menos
em parte, explicado pelas mudanças significativas na distribuição de tamanhos de
partícula da alimentação dos ensaios (NAGESWARARAO, 1999b), além das polpas
preparadas com argila, embora tenha sido preparada inicialmente uma só amostra do
minério para os diferentes ensaios. Isso é mostrado na Figura 5.15, que apresenta as
distribuições granulométricas das alimentações dos ensaios para polpas naturais,
mostrando que as alimentações do ciclone tornaram-se mais finas no transcorrer das
amostragens, apresentando variações significativas. Este efeito pode ser explicado pela
sedimentação devido a que só nos primeiras amostragens foram levados a cabo com
agitação constante, pelo fato da diminuição do volume da polpa. Além disso, a própria
recirculação da polpa por tempos prolongados pode ter sido responsável pela geração de
finos, ou seja, a degradação do minério.

123
Figura 5.15- Distribuições granulométricas das alimentações dos ensaios de hidrociclonagem com
polpas naturais de bauxita.
Nas Figuras 5.16, 5.17 e 5.18 são apresentados resultados típicos de curvas de partição
medidas e ajustadas pela combinação das equações de Kelsall e Whiten, com os valores
ótimos dos parâmetros de nitidez (α), Rf e d50C. A Figura 5.16 é típica da maioria dos
casos de ajuste nos ensaios, mostrando que a equação utilizada (Equação 4-6) se ajustou
muito bem aos valores obtidos a partir do balanço de massas ajustado pela Equação 4-5,
ainda para polpas com adição de modificadores reológicos (argila). O ajuste das curvas
de partição pela Equação 4-6 apresentou desvios de interpolação na faixa de 0,83 a 2,63.
Na Figura 5.17 e Figura 5.18 são apresentados o melhor e pior ajuste dos valores
obtidos pelo balanço em polpas naturais, respectivamente. O pior ajuste observa-se na
parte grossa sendo explicado pelo fato que 20% do material grosso na faixa de 30 µm a

124
110 µm dirigiram-se direto a overflow, como pode-ser observado na Figura 5.18. Em
geral as curvas foram adequadamente descritas pela Equação 4-6.
Uma análise dos valores de α permite concluir que, de modo geral, os valores ajustados
indicaram boas classificações, apresentando uma média de 2,5, sendo contida numa
faixa aceitável, segundo LYNCH e RAO (1975), que sugere que valores na faixa de 1,5
até 3,5, representam boas classificações.
Figura 5.16- Parâmetro αααα para polpas 15% de sólidos espessada com aditivo natural argila.
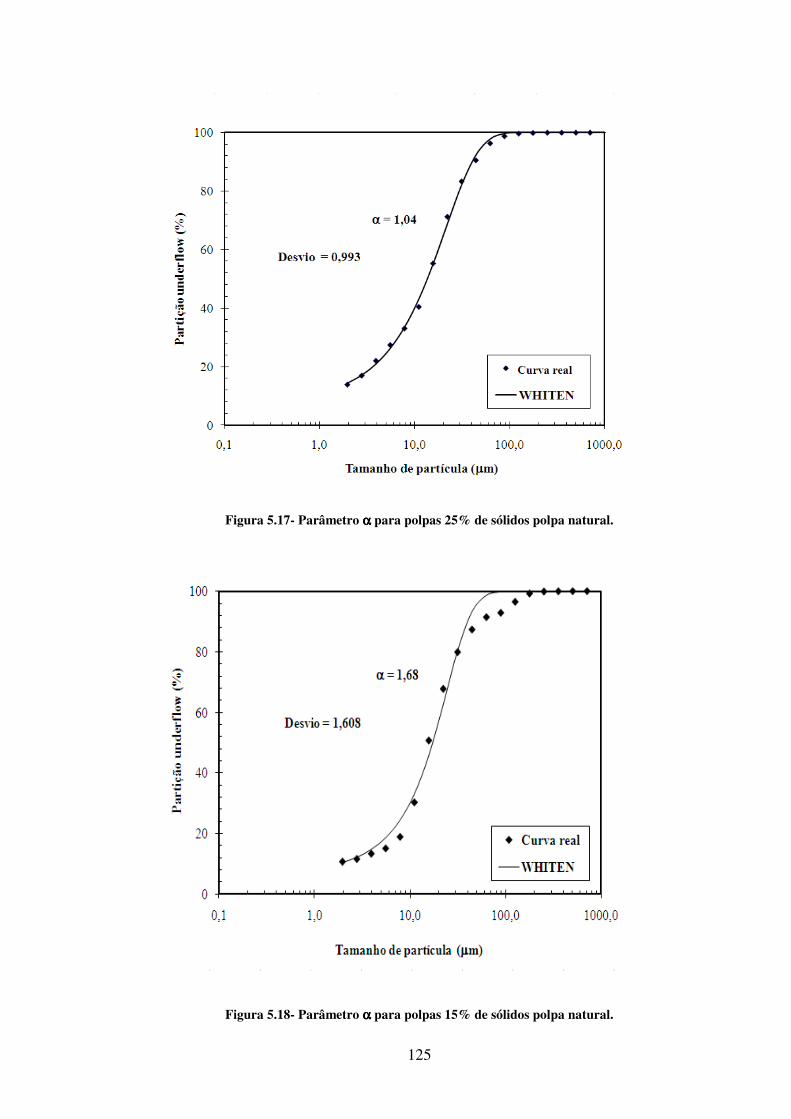
125
Figura 5.17- Parâmetro αααα para polpas 25% de sólidos polpa natural.
Figura 5.18- Parâmetro αααα para polpas 15% de sólidos polpa natural.
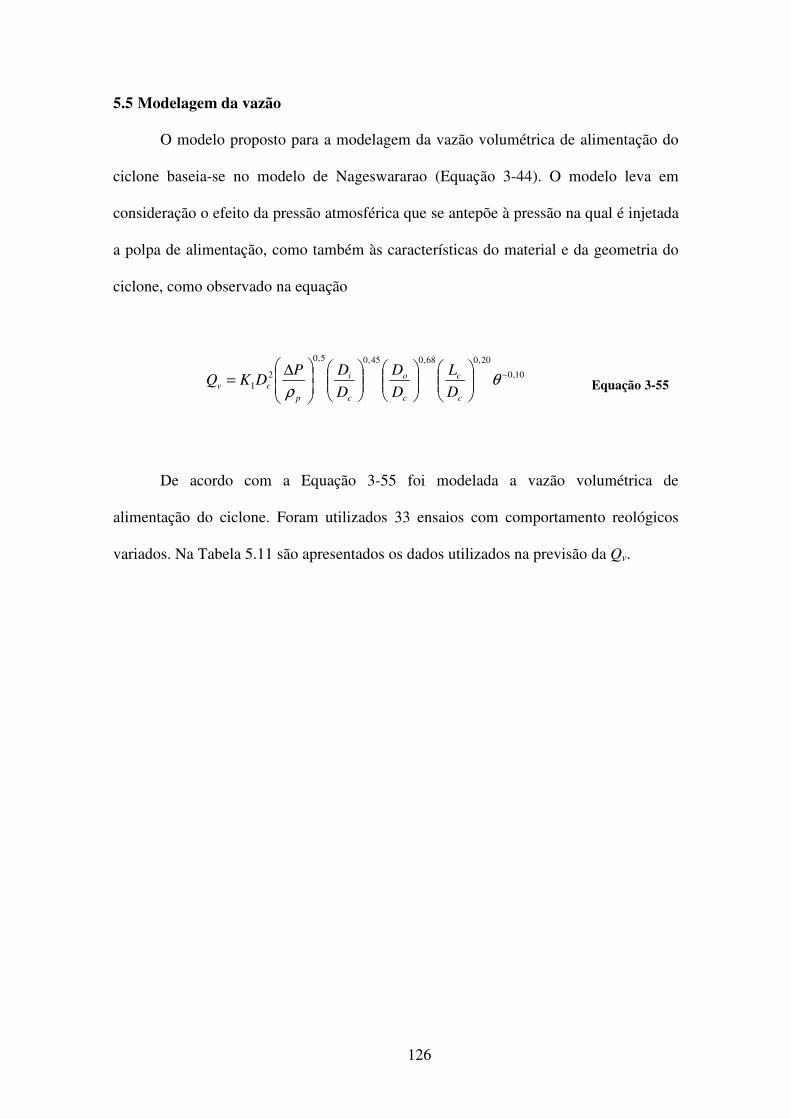
126
5.5 Modelagem da vazão
O modelo proposto para a modelagem da vazão volumétrica de alimentação do
ciclone baseia-se no modelo de Nageswararao (Equação 3-44). O modelo leva em
consideração o efeito da pressão atmosférica que se antepõe à pressão na qual é injetada
a polpa de alimentação, como também às características do material e da geometria do
ciclone, como observado na equação
10,0
20,068,045,05,0
21
−
∆= θ
ρ c
c
c
o
c
i
p
cvD
L
D
D
D
DPDKQ Equação 3-55
De acordo com a Equação 3-55 foi modelada a vazão volumétrica de
alimentação do ciclone. Foram utilizados 33 ensaios com comportamento reológicos
variados. Na Tabela 5.11 são apresentados os dados utilizados na previsão da Qv.
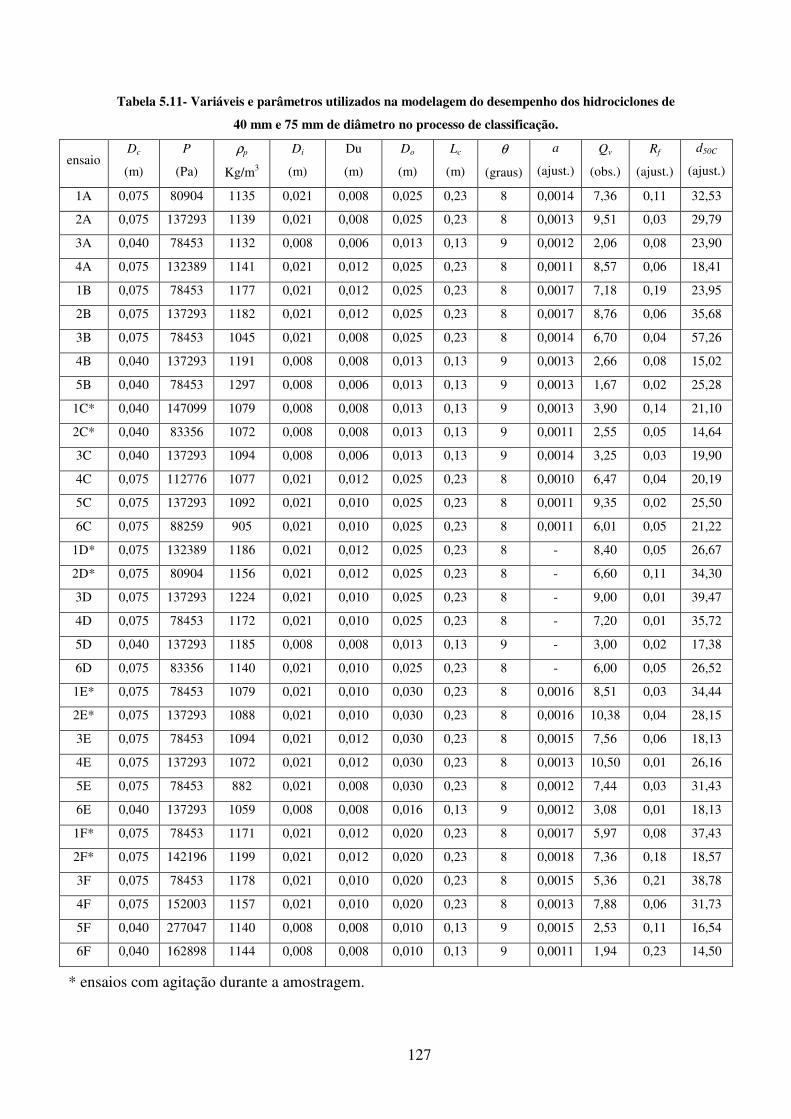
127
Tabela 5.11- Variáveis e parâmetros utilizados na modelagem do desempenho dos hidrociclones de
40 mm e 75 mm de diâmetro no processo de classificação.
ensaio Dc
(m)
P
(Pa)
ρp
Kg/m3
Di
(m)
Du
(m)
Do
(m)
Lc
(m)
θ
(graus)
a
(ajust.)
Qv
(obs.)
Rf
(ajust.)
d50C
(ajust.)
1A 0,075 80904 1135 0,021 0,008 0,025 0,23 8 0,0014 7,36 0,11 32,53
2A 0,075 137293 1139 0,021 0,008 0,025 0,23 8 0,0013 9,51 0,03 29,79
3A 0,040 78453 1132 0,008 0,006 0,013 0,13 9 0,0012 2,06 0,08 23,90
4A 0,075 132389 1141 0,021 0,012 0,025 0,23 8 0,0011 8,57 0,06 18,41
1B 0,075 78453 1177 0,021 0,012 0,025 0,23 8 0,0017 7,18 0,19 23,95
2B 0,075 137293 1182 0,021 0,012 0,025 0,23 8 0,0017 8,76 0,06 35,68
3B 0,075 78453 1045 0,021 0,008 0,025 0,23 8 0,0014 6,70 0,04 57,26
4B 0,040 137293 1191 0,008 0,008 0,013 0,13 9 0,0013 2,66 0,08 15,02
5B 0,040 78453 1297 0,008 0,006 0,013 0,13 9 0,0013 1,67 0,02 25,28
1C* 0,040 147099 1079 0,008 0,008 0,013 0,13 9 0,0013 3,90 0,14 21,10
2C* 0,040 83356 1072 0,008 0,008 0,013 0,13 9 0,0011 2,55 0,05 14,64
3C 0,040 137293 1094 0,008 0,006 0,013 0,13 9 0,0014 3,25 0,03 19,90
4C 0,075 112776 1077 0,021 0,012 0,025 0,23 8 0,0010 6,47 0,04 20,19
5C 0,075 137293 1092 0,021 0,010 0,025 0,23 8 0,0011 9,35 0,02 25,50
6C 0,075 88259 905 0,021 0,010 0,025 0,23 8 0,0011 6,01 0,05 21,22
1D* 0,075 132389 1186 0,021 0,012 0,025 0,23 8 - 8,40 0,05 26,67
2D* 0,075 80904 1156 0,021 0,012 0,025 0,23 8 - 6,60 0,11 34,30
3D 0,075 137293 1224 0,021 0,010 0,025 0,23 8 - 9,00 0,01 39,47
4D 0,075 78453 1172 0,021 0,010 0,025 0,23 8 - 7,20 0,01 35,72
5D 0,040 137293 1185 0,008 0,008 0,013 0,13 9 - 3,00 0,02 17,38
6D 0,075 83356 1140 0,021 0,010 0,025 0,23 8 - 6,00 0,05 26,52
1E* 0,075 78453 1079 0,021 0,010 0,030 0,23 8 0,0016 8,51 0,03 34,44
2E* 0,075 137293 1088 0,021 0,010 0,030 0,23 8 0,0016 10,38 0,04 28,15
3E 0,075 78453 1094 0,021 0,012 0,030 0,23 8 0,0015 7,56 0,06 18,13
4E 0,075 137293 1072 0,021 0,012 0,030 0,23 8 0,0013 10,50 0,01 26,16
5E 0,075 78453 882 0,021 0,008 0,030 0,23 8 0,0012 7,44 0,03 31,43
6E 0,040 137293 1059 0,008 0,008 0,016 0,13 9 0,0012 3,08 0,01 18,13
1F* 0,075 78453 1171 0,021 0,012 0,020 0,23 8 0,0017 5,97 0,08 37,43
2F* 0,075 142196 1199 0,021 0,012 0,020 0,23 8 0,0018 7,36 0,18 18,57
3F 0,075 78453 1178 0,021 0,010 0,020 0,23 8 0,0015 5,36 0,21 38,78
4F 0,075 152003 1157 0,021 0,010 0,020 0,23 8 0,0013 7,88 0,06 31,73
5F 0,040 277047 1140 0,008 0,008 0,010 0,13 9 0,0015 2,53 0,11 16,54
6F 0,040 162898 1144 0,008 0,008 0,010 0,13 9 0,0011 1,94 0,23 14,50
* ensaios com agitação durante a amostragem.
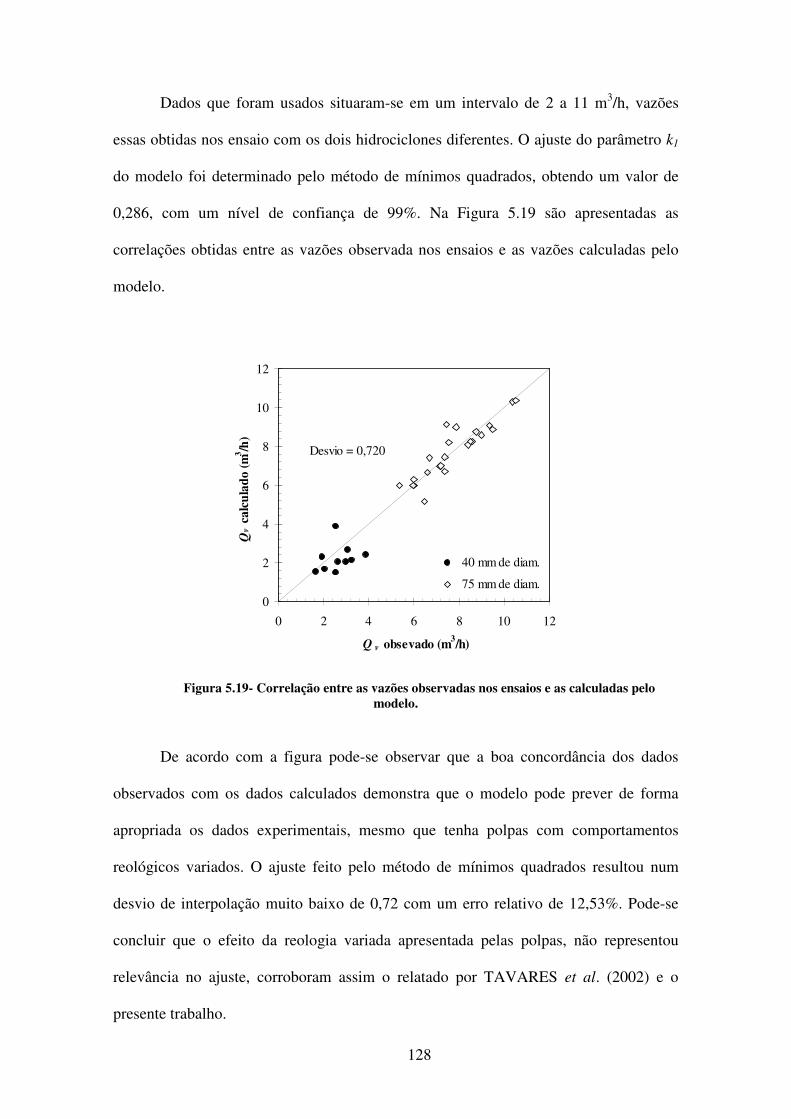
128
Dados que foram usados situaram-se em um intervalo de 2 a 11 m3/h, vazões
essas obtidas nos ensaio com os dois hidrociclones diferentes. O ajuste do parâmetro k1
do modelo foi determinado pelo método de mínimos quadrados, obtendo um valor de
0,286, com um nível de confiança de 99%. Na Figura 5.19 são apresentadas as
correlações obtidas entre as vazões observada nos ensaios e as vazões calculadas pelo
modelo.
0
2
4
6
8
10
12
0 2 4 6 8 10 12
Q v obsevado (m3/h)
Qv c
alcu
lado
(m3 /h
)
40 mm de diam.
75 mm de diam.
Desvio = 0,720
Figura 5.19- Correlação entre as vazões observadas nos ensaios e as calculadas pelo modelo.
De acordo com a figura pode-se observar que a boa concordância dos dados
observados com os dados calculados demonstra que o modelo pode prever de forma
apropriada os dados experimentais, mesmo que tenha polpas com comportamentos
reológicos variados. O ajuste feito pelo método de mínimos quadrados resultou num
desvio de interpolação muito baixo de 0,72 com um erro relativo de 12,53%. Pode-se
concluir que o efeito da reologia variada apresentada pelas polpas, não representou
relevância no ajuste, corroboram assim o relatado por TAVARES et al. (2002) e o
presente trabalho.

129
Por outro lado, entre os modelos mais amplamente utilizados encontrados na
literatura o modelo apresentado foi o que melhor combinou qualidade de ajuste e
simplicidade de formulação. Devido ao fato que ele só requer um parâmetro de ajuste
para a previsão dos resultados. Além disso, é baseado em uma correlação bem
conhecida de mecânica dos fluidos derivado da conservação de energia e da dinâmica
no equipamento (TAVARES et al., 2002).
5.6 Modelagem da Rf
Na modelagem da recuperação de água para o underflow se utilizou a Equação
3-56 proposta por TAVARES et al. (2002) a qual toma como referência o modelo de
Nageswararao (1978), como se pode observar na Equação 3-56.
( ) 24.0
22.040,219,1
0
50,0
2
3
21 −
−−
= θ
ρ c
c
c
u
cc
i
E
cp
E
v
E
cfD
L
D
D
D
D
D
D
gD
PCgDKR
Equação 3-56
Essa equação leva em consideração no parâmetro g(Cv) a relação da
sedimentação livre e a velocidade terminal de sedimentação retardada, indicada por
STEINOUR (1944). Embora esta relação tenha sido proposta inicialmente para
partículas esféricas, no modelo o relaciona a uma constante E2 o qual o leva a sua
utilização para partículas não esféricas, como é apresentado no presente trabalho. A
influência da geometria do ciclone também é considerada. Os dados experimentais
contidos nos ensaios chegaram a cobrir na faixa de 0,01 até 0,30 (Tabela 5.11), sobre os
quais se realizara a modelagem, baseados nos parâmetros apresentados na Tabela 5.12.
Pode-se observar, que apesar da maioria dos parâmetros ajustados pelo modelo não

130
terem significância estatística, o valor do E2 alcançou uma boa significância estatística,
obtendo uma certeza estatística superior a 90%. Isso sugere que a concentração dos
sólidos influi-se de forma positiva na recuperação de água para o underflow,
corroborando o que foi sugerido no modelo de Nageswararao.
Tabela 5.12- Resumo estatístico dos parâmetros obtidos pelo modelo para hidrociclones de 40 mm e
75 mm de diâmetro.
Parâmetro Valor estimado Erro padrão (%) Valor P
K2
E1
E2
E3
18,3
0,27
0,56
-0,50
16,09
0,63
0,21
0,32
0,2654
0,6728
0,0140
0,1231
Conforme mostra a Figura 5.20, observa-se que o modelo não foi capaz de
prever adequadamente vários resultados de recuperação de água no underflow, embora
tenha apresentado um desvio de interpolação de 0,044. Essa dificuldade de ajuste do
modelo pode ser associada às baixas recuperações de água no underflow e à
proximidade da condição de operação do ciclone ao roping. Pode-se provavelmente
concluir que a recuperação de água para o underflow permanece sendo a previsão
menos confiável dos modelos atualmente usados, concordando com o postulado por
NAPIER-MUNN et al., (1996), devendo-se realizar mais investigações com o objetivo
de refinar as previsões dos modelos. Dentro dessas pode-se mencionar o estudo do
efeito cordão e guarda-chuva.

131
Figura 5.20- Correlação entre recuperação de água (ajustada pela equação de Whiten) e a
recuperação de água obtida pelo modelo, em hidrociclones de 40mm e 75 mm de
diâmetro.
5.7 Modelagem do d50C
Na modelagem do tamanho mediano de partição corrigida, foi levado
inicialmente em consideração o comportamento reologico das polpas, que ocupa uma
posição central no modelo de Tavares. Pela Equação 3.58, que indica a taxa de
cisalhamento no local onde a velocidade vertical dentro do ciclone é nula (EVVZ), é
possível estimar a taxa de cisalhamento neste ponto, as quais foram estimadas com
valores na faixa de 500 a 1000 s-1 para o hidrociclone de 75 mm de diâmetro e, no caso
do hidrociclone de 40 mm de diâmetro, na faixa de 1800 a 3000 s-1, que se encontra
dentro da faixa analisada experimentalmente (Figura 5.11).
A previsão do d50C foi baseada na Equação 5.4, para a qual b foi tomado igual a
1,19,

132
15.0
2,05,052,02/119,0
150*
281,081,2
350
819,14
θπ
π
ρρ
−
=
−
+c
c
c
i
c
o
N
is
c
K
c
uc
D
L
D
D
D
D
rD
ZaQD
D
DKd
Equação 5-2
Uma consideração adicional do modelo diz respeito ao fator de correção da
velocidade do inlet com relação à entrada da polpa dentro do ciclone, expressa pelo
parâmetro Z (Equação 3.15), apresentado por LILGE (1962).
Na Tabela 5.13 são apresentados os parâmetros ajustados do d50C, obtidos para
cada um dos ensaios de classificação para os hidrociclones de 40 mm e 75 mm. Nesses
resultados também estão contidos os parametros utilizados na modelagem, tendo sido
utilizados apenas os dados dos ensaios com bauxita natural.
Tabela 5.13- Resumo estatístico dos parâmetros na previsão do d50C para hidrociclones de
40 mm e 75 mm de diâmetro.
Parâmetro Valor estimado Erro padrão (%) Valor P
K3
K4
0,002
-1,091
0,00
0,23
0,0474
0,0001
Uma comparação entre os valores medidos e ajustados de tamanho de corte
corrigido mostra que o ajuste do modelo foi muito bom (Figura 5.21). Isso também é
evidenciado pelo baixo desvio da interpolação obtido (6,3 µm).

133
Figura 5.21- Correlação entre o d50C (ajustada pela equação de Whiten) e o
d50C obtida pelo modelo com polpas de bauxita natural.
Uma outra observação que se pode fazer é que o modelo adequa-se muito bem
na previsão da classificação de polpas diluídas.
134
6. CONCLUSÕES
Na comparação dos modelos matemáticos aplicados aos resultados de
classificação de polpas de fosfato pode-se concluir:
A comparação do ajuste de diferentes modelos matemáticos de classificação em
polpas naturais de minério de fosfato mostrou que em sua maioria os modelos
ofereceram boas previsões do d50C, Rf e Qv. Conclui-se que o ajuste foi muito bom,
devido aos dados escolhidos para serem usados na previsão de polpas com reologias
complexas. Assim, o único modelo capaz de prever com alguma fidelidade o d50C foi o
modelo levemente modificado de Tavares, ressaltando a importância do efeito da
reologia das polpas, ou seja, a viscosidade.
A realização da modelagem do d50C também permitiu concluir que o
comportamento reológico desempenha um papel muito mais importante na classificação
com polpas contendo partículas finas e ultrafinas.
A metodologia empregada na previsão do tamanho médio de partição corrigida
(d50C) baseada no modelo de Tavares e no modelo de Nageswararao, em função do
estudo do comportamento da reologia, das variáveis operacionais e geométricas, foi
adequada.
No caso da previsão da vazão de alimentação de polpa e da recuperação de água
para o underflow para polpas com reologias complexas, os modelos conseguiram obter
correlações boas mais não o suficiente no caso de hidrociclones de pequeno diâmetro e
mais ainda no caso de previsão do Rf concluindo-se que se requerem muitos mais
estudos para preencher essa lacuna.
Os resultados do estudo da reologia da polpa da alimentação conseguiram
satisfatoriamente descrever o comportamento reológico no ponto envelope de

135
velocidade vertical zero. No entanto a validade de tal abordagem é, provavelmente,
limitada à classificação de polpas com grande conteúdo de finos e ultrafinos.
Na modelagem da classificação de polpas de bauxita, pode-se concluir que:
O modelo desenvolvido por Herschel-Bukley se adequou muito bem à
caracterização do comportamento reologico das polpas de bauxita.
Ainda que a variavél de maior influência seja a percentagem de sólidos no
estudo do comportamento reológico, demonstrou-se também que a temperatura é uma
variavél que influenciou fortemente no estudo da reologia das polpas de bauxita.
Pode-se concluir que a variação do parâmetro de nitidez da separação (α) nos
ensaios pode ser devido às diferentes distribuições granulometrias obtidas nos ensaios.
A equivalência proposta por Kelsall entre a recuperação de água no underflow e
o curto-circuito da curva de partição não foi observada, tendo apenas se identificado
uma correlação entre as medidas, mas com significativa dispersão.
A dificuldade de ajuste na modelagem da recuperação de água pode estar
associada ao roping apresentado na maioria dos ensaios. Pode-se provavelmente
concluir que a recuperação de água para o underflow permanece sendo a previsão
menos confiável dos modelos atualmente usados.
O modelo de Tavares modificado para o cálculo do d50C, o qual é baseado no
envelope de velocidade vertical nula e a teoria de orbita de equilibrio, se mostrou capaz
de prever o tamanho de corte corrigido em ensaios nos quais a polpa natural de bauxita
foi separada usando hidrociclones de diferentes diâmetros.

136
7. REFERENCIAS BIBLIOGRÁFICAS
ASOMAH, A.K., NAPIER-MUNN, T.J., 1997, “An empirical model of cyclone
inclination”, Minerals Engineering, v. 10, n. 3, pp. 339-347.
AUSTIN, L.G., CONCHA, F.A., 1993, “Diseño y Simulacion de Circuitos de Molienda
y clasificación”, CYTED, Chile, varias paginações, pp. 392.
AUSTIN, L.G., SHAH, I., 1983, “A method for Inter-Conversion of Microtac and Sieve
Size Distributions”, Powder Technology, v. 35, pp. 271-278.
BAKSHI, A.K., KAWATRA, S.K., 1996, “Rapid determination of non-Newtonian flow
behaviour in mineral suspensions”, Minerals and Metallurgical Processing,
v.13, n.4, pp. 165-169.
BARBATO, N.C., FRANÇA, A.S.C., SOUZA, N.S., 2010, “Study on the Rheological
Behavior of Crystallized and Crystallized-Amorphous Bauxites”, TMS Light
Metals, v. 1, pp. 87-91.
BARBATO, N.C., FRANÇA, A.S.C., SOUZA, N.S., 2010, “Influência da concentração
de sólidos, da distribuição de tamanho de partículas, da temperature e do pH na
viscosidade da polpa de bauxite”. In: XVIII Congreso Brasilero de Engenharia
Química – COBEQ, Brasil.
BARNES, H.A., 1994, Rheology of emulsions a review. Colloids and Surfaces:
Physicochem Eng. pp. 89-95.
BARNES, H, A., HUTTON, J. F., WALTERS, K., 1994, An introduction to rheology.
1ed. New York: Elsevier, (Rheology Series, 3), pp. 198-199.
BERGSTRÖM, J., VOMHOFF, H., 2006, “Experimental hydrocyclone flow field
studies”, Separation and Purification Technology, v 53, pp. 8-20.
BHATTACHARYYA. P., 1984, “The flow fields inside a conventional hydrocyclone”.
Proc. 2nd Int. Conf. Hydrocyclones, Bath. British Hydromechanics Research
Association, Cranfield, Paper H2.
BRADLEY, D., 1965, The hydrocyclone, Pergamon Press, Oxford, pp.330.

137
BRADLEY, D., PULLING, D.J., 1959, “Flow patterns in the hydraulic cyclone and
their interpretation in terms of performance”, Transaction of the institution of
Chemical Engineers, v. 27, pp. 99-123.
BLOOR, M.I.G., INGHAM, D.B., LAVERACK, S.D., 1980, “An analysis of boundary
layer effects in a hydrocyclone”, Proc. Ist. Int. Conf. Hydrocyclones,
Caambridge, British Hydromechanics Research Association, Cranfield, Paper 5,
pp. 49-62.
BROOKES, G.F., MILES, N.J., CLAYTON, J.S., 1984, “Hydrocyclone performance
related to velocity parameters”, Proc. 2 nd. Int. Conf. Hydrocyclones, Bath,
British Hydromechanics Research Association, Cranfield, Paper C1, pp. 67-83.
BROUN, T., BOHNET, M., 1990, “Eifluiss der Feststoff-konzentration auf das
Trennverhalten und den Druckverlust von Hydrozyklonen”, Chemical
Engineering Technology, v.62, pp. 344-345.
CALCINA, F.Y., 2010, Produção de aditivos minerais finos a nanometricos por
moagem de alta energia e avaliação de sua atividade pozolânica, Dissertação de
Mestrado, Universidade Federal de Rio de Janeiro, Rio de Janeiro, Brazil.
CILLIERS, J.J., HINDE, A.l., 1991, “An improved hydrocyclone model for backfill
preparation”, Minerals Engineering, v. 4, pp. 683-693.
CARRISSO, R.C.C., CORREIA, J.C.G., 2004, “Classificação e Peneiramento”, In: Luz,
A. B.; Sampaio, J. S e Almeida, S. L. M. (Ed). Tratamento de Minérios. 4a ed.
CETEM, Rio de Janeiro, pp.197-237.
CASTILHO, L.R., MEDRONHO, R.A., 2000, “A simple procedure for design and
performance prediction of Bradley and Rietema hydrocyclones”, Minerals
Engineering, v. 13, pp. 183-191.
CONCHA, F., BARRIENTOS, A., 1992, “Avances en la modelacion de hidrociclones”.
In: V Simposium Chileno de Aplicación de la computación en la industria
Minera – EXPOMIN’92, Chile.

138
CONCHA, F., BARRIENTOS, A., MONTERO, J., SAMPAIO, R., 1994, “Air core and
roping in hydrocyclones”, Proceedings 8th European Symp on Comminution,
Stockholm, Europa, pp. 814-823.
COHEN, E., MIZRAHI, J., BEAVEN, C.H.J., FERN, N., 1966, “The residence time of
mineral particles in hydrocyclones”, Transaction of the institution of Mineral
Metallurgical, Sect. C, 75, C129-C138.
CHAVES, A.P., 1996, Teoria e Prática do Tratamento de Minérios. Editora Signus, v.
1, pp. 235.
CHEM W., ZYDEK, N., PARMA, F., 2000, “Evaluation of hydrocyclone models for
practical applications”, Chemical Engineering Journal, v. 80, pp. 295-303.
DOHEIN, M.A., AHMED, M.N.M., SAYED, S.A., 1995, “Hydrocyclone investigation
and modeling at medium feed solids concentration of mixed minerals.
Transactions of Institution of Mining and Metallurgy, Section C, v. 104, pp.
C37-C44, Jan- April.
DRIESSEN, M.G., 1951, Theory of flow in a cyclone, Revue de L’ Industrie
Minerale/num. Special. Saint-Etienne, pp. 449-461.
DYAKOWSKI, T., HORNUNG, G., WILLIAMS, R.A., 1994, “Simulation of non-
newtonian flow in a hydrocyclone”, Transaction of the institution of Chemical
Engineers, v. 72, pp. 513-520.
DYAKOWSKI, T., NOWAKOWSKI, A.F., KRAIPECH, W., WILLIAMS, R.A., 1999,
“A Three dimensional simulation of hydrocyclone behaviour”, In: Second
International Conference on CDF in the Minerals and Process Industries.
CSIRO, Melbourne, Australia, pp. 205-210.
FAHLSTROM, P.H., 1963, “Studies of hydrocyclone as a classifier”, In: 6th
International Mineral Processing Congress, France, pp. 87-114.
FERREIRA, E.E., BRANDAO, P.R.G., KLEIN, B., PERES, A.E.C., 2005, Reologia de
suspensões minerais: uma revisão. Rem: Ver. Esc. Minas, v. 58, pp. 83-87.

139
FINCH, J.A., 1983, “Modelling a fish-hook in hydrocyclone selectivity curves”,
Powder Technology, v. 36, pp. 127–129.
FLINTOFF. B.C., PLITT, L.R., TURAK, A.A., 1987, Cyclone modeling: A review of
present Technology, CIM Bull., pp. 39-50.
FRACHON, M., CILLIERS, J.J., 1999, “A general model for hydrocyclone partition
curves”, Chemical Engineering Journal, v. 73, pp. 53–59.
GARCIA, F., LE BOLAY, N., FRANCES, C., 2003, “Rheological behaviour and
related granulometric properties of dense aggregated suspensions during an
ultrafine comminution process”, Powder Technology, v 130, pp. 407-414.
HE, M., WANG, Y., FORSSBERG, E., 2004, “Slurry Rheology in Wet Ultrafine
Grinding of Industrial minerals: a Review”, Powder Technology, v. 147, pp. 94-
112.
HE, M., WANG, Y., FORSSBERG, E., 2006, “Parameter Studies on the Rheology of
Limestone Slurries”, International Journal of Mineral Processing, v. 78, pp. 63-
77.
HEISKANEN, K.G.H., 1993 “Particle Classification “, Powder Technology Series,
Brian Scarlet ed., varias paginações, 321 p.
HSIEH, K.T., RAJAMANI, K., 1991, “Mathematical model of hydrocyclone based on
physics of fluid flow”, American Institute of Chemical Engineers Journal, v. 37,
pp. 735-746.
KAWATRA, S.K., BAKSHI, A.K. (1996),”On-line measurement of viscosity and
determination of flow types for mineral suspensions”, International Journal of
Mineral Processing, v. 47, p. 275-83.
KAWATRA, S.K.; BAKSHI, A.K.; RUSESKY, M.T. (1996), “The effect of viscosity
on the cut (d50) size of hydrocyclone classifiers”, Minerals Engineering, v. 9,
pp. 881-891.
KELSALL, D.F., 1952, “A study of the in motion of solid particles a hydraulic
cyclone”. Transaction of the Institution of Chemical Engineers.

140
KELSALL, D.F., 1953, “A further study of the hydraulic cyclone”, Chemical
Engineering Science, v. 2, pp. 254-272.
KELLY, E.G., SPOTTISWOOD, D.J., 1982, Introduction to Mineral Processing,
Wiley, New York.
KING, R.P, 2001, Modelling and Simulation of Mineral Processing Systems,
Butterworth-Heinemann, Oxford.
KLIMA, M.S., KIM, B.H., 1998, “Dense-medium separation of heavy-metal particles
from soil using a wide-angle hydrocyclone”, Journal of Environmental Science
and Health, Part A, v. 33, pp. 1325-1340.
KNOWLES, S.R., WOODS, D.R., FEUERSTEIN, L.A., 1973, “The velocity
distribution within a hydrocyclone operayingwithout an air-core”, Can.J.
Chemical Engineers, v. 51, pp. 263-271.
KRAIPECH, W., WASKOWSKI, A., DYAKOWSKI, T., SUKSANGPANOMRUNG,
A., 2005, “A investigation of the particle-fluid and particle-particle interactions
on the flow within a hydrocyclone”, Chemical Engineers Japan, v. 111, pp. 189-
197.
LILGE, L.O., 1962, “Hydrocyclones fundamentals”. Transaction of the institution of
Mineral Metallurgical, Sect. C, 71, C285-C337.
LIMA, J.R.B., 1997, Estudo da modelagem matemática da microciclonagem. Tese de
Livre Docência, Escola Politécnica da Universidade de São Paulo, São Paulo,
Brazil.
LYNCH, A.J., 1979, “Mineral Crushing and Grinding Circuits”, Their Simulation
Optimization, Desing and Control, Elsevier, Amsterdam, pp. 340
LYNCH, A..J., RAO, T.C., 1975, “Modelling and scale-up of hydrocyclone classifiers”.
XI International Mineral Processing Congress, paper 9, Calgari, Italy.
McCLEMENTS, D.J., 2005, Food Emulsions: Principles, Practice and Techniques, 2nd
Edition, CRC Press. Boca Raton, FL.
141
MARTI, S., 1996, “Analysis of gas carry-under in gas-liquid cylindrical cyclones”. In:
Hydrocyclones'96, eds. D. Claxton, L. Svarovsky and M. Thew, Mechanical
Engineering Publications, London & Bury Saint Edmunds.
MUSTER, T.H., PRESTIDGE, C.A., 1995, “Rheological investigations of sulphide
mineral slurries”, Minerals Engineering, v.8, pp. 1541-1555.
MONREDON, T.C., HSIEH, K.T., RAJAMANI, R.K., 1992, “Fluid flow model of the
hydrocyclone: an investigation of device dimensions”, International Journal of
Mineral Processing, v. 35, pp. 66–83.
NAGESWARARAO, K., 1978, Further developments in the modelling and scale-up of
industrial hydrocyclones. Ph.D. Thesis, University of Queensland (JKMRC),
Brisbane, Australia.
NAGESWARARAO, K., 1995, “A generalised model for hydrocyclone classifiers”,
Proceedings of Australasian Institute of Mining and Metallurgy, pp. 21,
Australia.
NAGESWARARAO, K., 2000, “A critical analysis of fish-hook effect in hydrocyclone
classifiers”, Chemical Engineering Journal, v. 80 n. 1–3, pp.251–256.
NAGESWARARAO, K., WISEMAN, D.M., NAPIER-MUNN, T.J., 2004, “Two
empirical hydrocyclone models revisited”, Minerals Engineering, v. 17, pp. 671-
687.
NARASIMHA, M., SRIPRIYA, R., BANERJEE, P.K., 2004, “CFD modeling of
hydrocyclones-prediction of cut size”, International Journal of Mineral
Processing, v. 75, pp. 53–68.
NAPIER-MUNN, T.J., MORREL, S., MORRISON, R.D., KOJOVIC, T. 1996,
“Mineral Comminution circuits”. In: Their operation and optimisation, JKMRC
Monograph Series, University of Queensland, Brisbane, Austrália.
NGUYEN, Q.D., BOGER, D.V., 1983, “Application of rheology to solving tailings
disposal problems”, International Journal of Mineral Processing, v. 54, pp.
217–233.

142
ORTEGA, F.S., PANDOLFELLI, V.C., RODRIGUES, J.A., SOUZA, D.P.F., 1997,
Artigo Revisão: Aspectos da Reologia e da Estabilidade de Suspensões
Cerâmicas, Parte II: Mecanismo de Estabilidade Eletrostática e Estérica.
Cerâmica.
PAWLIK, M., LASKOSWSKI, J.S., 1999, “Evaluation of flocculants and dispersants
through rheological tests, In: Polymers in Mineral Processing. 38 th Annual
conference of Metallurgists of CIM, Quebec, Canada.
PEREIRA, C.M.S., 1997, Separação sólido-fluido não-newtoniano em hidrociclone.
Tese de Doutorado, Engenharia Agrícola, Universidade Federal do rio de
Janeiro, COPPE, Rio de Janeiro, Brazil.
PERICLEOUS, K.A., RHODES, N., 1986, “The hydrocyclone classifier – a numerical
approach”. International Journal of Mineral Processing, v. 17, n.1–2, pp. 23–43.
PLITT, L.R., 1976, “A mathematical model of the hydrocyclone classifier”, CIM
Bulletin v. 69, pp.114–123.
PLITT, L.R., CONIL, P., BROUSSAUD, P., 1990, “An improved method of
calculating the water spilt in hydrocyclones”, Minerals Engineering, v. 3, pp.
533–535.
POSSA, M.V., 2000, Efeitos da viscosidade no processo de deslamagem com
microciclones em polpa não-Newtoniana de rocha fosfática, Tese de Doutorado,
Escola Politécnica da Universidade de São Paulo, São Paulo, Brazil.
PRESTIDGE, C.A., 1997, “Rheological investigations of ultra-fine galena particle
slurries under flotation-related conditions”, International Journal Mineral
Processing, v. 51, pp. 241-254.
RAJAMANI, R.K., DEVULAPALLI, B., 1994. “Hydrodynamic modeling of swirling
flow and particle classification in large-scale hydrocyclones”, KONA Powder
and Particle, v.12, pp. 95-104.
REID, K.J., 1971, “Derivation of an equation for classifier reduced performance curves”
Canadian Metallurgical Quarterly , v. 10, pp. 253–254.
143
RIETEMA, K., 1961, “Performance and design of hydrocyclones”, Parts I to IV.
Chemical Engineering Science, v. 15, pp. 298-325.
ROLDAN-VILLASANA, E.J., WILLIAMS, R.A., DYAKOWSKI, T., 1993, “The
origin of Fish-hook effect in hydrocyclone separators”, Powder Technology, v.
77, pp. 243–250.
SHAW, D.J., 1992, Rheology, In: Introduction to Colloid and Surface Chemistry,
Butterworths-Heinemann Ltd, fourth edition.
SCHRAMM, G., 2006, Reologia e Reometria Fundamentos Teóricos e Prácticos.
Artliber Editora. 2ª Ed.
SHI, F.N., NAPIER-MUNN, T.J., 1996a, “Measuring the rheology of slurries using an
on-line viscometer”, International Journal of Minerals Processing, v. 47, pp.
153-176.
SHI, F.N., NAPIER-MUNN, T.J., 1996b, “A model for slurry rheology”, International
Journal of Mineral Processing, v. 47, pp. 103-123.
SOUZA, F.J., VIEIRA, L.G.M., DAMASCENO, J.J.R., BARROZO, M.A.S., 2000,
“Analysis of the influence of the filtering medium on the behaviour of the
filtering hydrocyclone”, Powder Technology, v.107, pp. 259-267.
SVAROVSKY, L., 1990, Hydrocyclones. In: SVAROVSLY, L., ed., Solid-Lquid
Separation, Butterworths & Co. Ltd., 3 th edition.
TAVARES, L.M., SOUZA, L.L.G., LIMA, J.R.B., POSSA, M.V., 2002, “Modeling
classification in small diameter hydrocyclones under variable rheological
conditions”, Minerals Engineering, v.15, pp. 613–622.
TERRA, A., 1938, Essay d’une théorie de la lavage. Révue de I’industrie Minerale, v.
18, pp. 383-403.
UPADRASHTA, K.R., KETCHAM, V.J., MILLER, D.J., 1987, “Tangencial velocity
profile for pseudoplastic power-law fluids in the hydrocyclone- a theoretical
derivation”, International Journal of Mineral Processing, v. 20, pp. 309-318.

144
VALLEBUONA, G., CASALI, A., FERRARA, G., LEAL, O., BEVILACQUA, P.,
1995, “Modelling for small diameter hydrocyclones”, Minerals Engineering, v.
7, pp. 321–327.
WHORLOW, R. W., 1980, Rheological techniques, Chichester[Eng.]; New York:
Halsted Press, book.
YANG, H.G. LI, C.Z., GU, H.C., FANG, T.N., 2001, “Rheological Behavior of
Titanium Dioxide Suspensions”, Journal of Colloid and Interface Science, v.
236, pp. 96-103.
YUE, J., KLEIN, B., 2004, “Influence of rheology on the performance of horizontal
stirred mills”, Minerals Engineering, v. 17, pp. 1169-1177.

145
ANEXO
PARTIÇÃO REAL
VALORES OBTIDOS

146
Abertura
(µm) Partição observada - Hidrociclone de 40 mm
(di) P= 11,38psi P=12,09 P= 17,07psi P=17,78psi P=19,91psi P=20,62psi P=21,34psi
(%) (%) (%) (%) (%) (%) (%) (%)
Ensaio 3A 5B 2C 6F 5F 4B 3C 5D 6E 1C
707,58
500,33
353,79
50, 7
176,89
125,0
88,45
62,54
44,22
31,27
22,11
15,64
11,06
7,82
5,53
3,91
2,76
1,95
1,38
0,98
0,69
0,49
-0,49
100,00
100,00
99,98
99,89
99,25
96,20
91,38
89,75
78,54
66,17
53,08
39,61
27,99
23,19
20,98
18,40
15,19
13,08
13,06
15,27
18,85
21,91
24,21
100,00
100,00
100,00
99,98
98,62
97,35
97,83
96,51
86,24
68,76
45,08
22,92
11,29
10,11
8,95
6,74
4,80
3,99
4,24
5,38
7,05
8,10
5,78
99,99
99,99
99,98
99,93
99,76
99,72
99,84
99,28
97,26
93,36
83,13
63,23
32,76
13,64
9,15
7,93
6,03
4,99
6,43
10,52
12,27
2,10
0,00
100,00
100,00
99,99
99,96
99,68
98,86
98,75
98,35
95,49
88,87
76,53
62,21
50,46
45,33
41,81
37,31
31,51
26,86
24,38
24,83
28,18
34,28
53,29
96,25
94,17
97,99
99,31
99,34
98,68
97,62
93,93
88,01
84,22
73,89
56,48
37,48
27,51
22,85
19,09
14,86
11,97
10,96
11,98
14,90
19,44
30,67
100,00
100,00
100,00
99,98
99,90
99,68
98,78
96,34
90,54
83,34
71,25
55,31
40,46
33,10
27,45
22,03
16,97
13,89
13,13
15,07
19,24
22,98
22,46
100,00
100,00
100,00
99,99
99,95
99,87
99,81
98,79
93,18
83,65
64,23
37,24
13,67
7,16
6,63
5,55
4,27
3,83
4,38
5,73
7,60
8,96
7,52
100,00
100,00
100,00
99,99
99,83
98,30
97,52
94,02
82,95
75,19
65,59
51,95
36,53
24,88
15,54
9,81
6,51
5,32
5,52
6,87
9,24
11,69
44,23
100,00
100,00
99,99
99,96
99,83
99,67
99,06
94,58
84,32
76,89
65,17
46,93
26,64
15,68
10,93
8,58
6,86
6,13
6,44
7,74
9,99
12,69
14,29
100,00
99,99
99,99
99,94
99,78
99,64
99,29
94,62
83,24
73,48
61,50
46,89
34,72
28,90
24,67
22,15
21,67
23,35
26,53
29,24
29,65
26,50
14,52

147
Abertura
(µm) Partição observada - Hidrociclone de 75 mm
(di) P=11,38psi P11,73psi
(%) (%)
Ensaio 1B 3B 1E 3E 5E 1F 3F 4D 1A 2D
707,58
500,33
353,79
250,17
176,89
125,08
88,45
62,54
44,22
31,27
22,11
15,64
11,06
7,82
5,53
3,91
2,76
1,95
1,38
0,98
0,69
0,49
-0,49
100,00
100,00
99,99
99,96
99,82
99,48
98,85
96,17
86,29
74,36
56,25
38,57
33,53
34,45
30,95
25,27
20,01
17,33
17,29
19,54
23,00
25,49
24,48
100,00
99,99
99,98
99,88
99,37
97,22
87,17
64,64
29,12
13,03
9,74
8,55
7,54
6,27
4,99
4,21
3,80
3,77
4,08
4,63
5,07
4,88
3,37
100,00
100,00
100,00
99,98
99,33
96,87
94,36
88,85
68,85
48,32
29,28
15,46
10,29
10,22
8,89
6,92
5,63
5,56
6,67
8,58
10,27
9,76
4,83
100,00
100,00
99,99
99,96
99,80
99,58
98,93
94,56
80,34
66,19
48,49
27,63
12,42
10,04
9,45
7,61
5,89
5,55
6,87
9,45
12,08
12,30
6,81
100,00
100,00
99,99
99,95
99,79
99,58
99,23
96,71
75,16
54,09
32,27
14,13
5,81
5,86
5,60
4,26
3,20
2,99
3,52
4,49
5,53
5,89
3,65
77,88
90,18
95,18
96,53
96,51
95,85
94,43
90,36
68,86
42,00
24,73
15,25
11,40
11,06
10,73
9,68
8,43
7,66
7,62
8,35
9,64
10,91
12,13
100,00
100,00
99,98
99,89
99,43
98,29
95,16
88,53
67,96
50,73
37,26
27,48
23,85
25,39
26,25
23,97
19,87
16,60
14,93
14,91
16,40
21,14
58,31
100,00 100,00
100,00 100,00
99,99 100,00
99,96 99,99
99,82 99,83
99,44 98,30
98,35 97,52
95,57 94,02
69,73 82,95
41,20 75,19
18,14 65,59
6,23 51,95
3,63 36,53
4,06 24,88
3,42 15,54
2,40 9,81
1,80 6,51
1,72 5,32
1,99 5,52
2,46 6,87
3,06 9,24
3,57 11,69
2,63 44,23
100,00 100,00
99,99 100,00
99,98 99,99
99,88 99,96
99,23 99,83
96,48 99,67
92,84 99,06
91,40 94,58
87,30 84,32
79,84 76,89
67,71 65,17
50,63 46,93
30,18 26,64
18,78 15,68
14,94 10,93
13,22 8,58
11,46 6,86
10,57 6,13
11,33 6,44
13,79 7,74
17,10 9,99
19,31 12,69
18,36 14,29
100,00
100,00
100,00
99,98
99,70
97,98
96,57
92,17
76,45
60,51
44,82
31,95
23,56
19,08
14,79
11,30
8,84
7,68
7,38
7,78
8,79
10,20
12,05
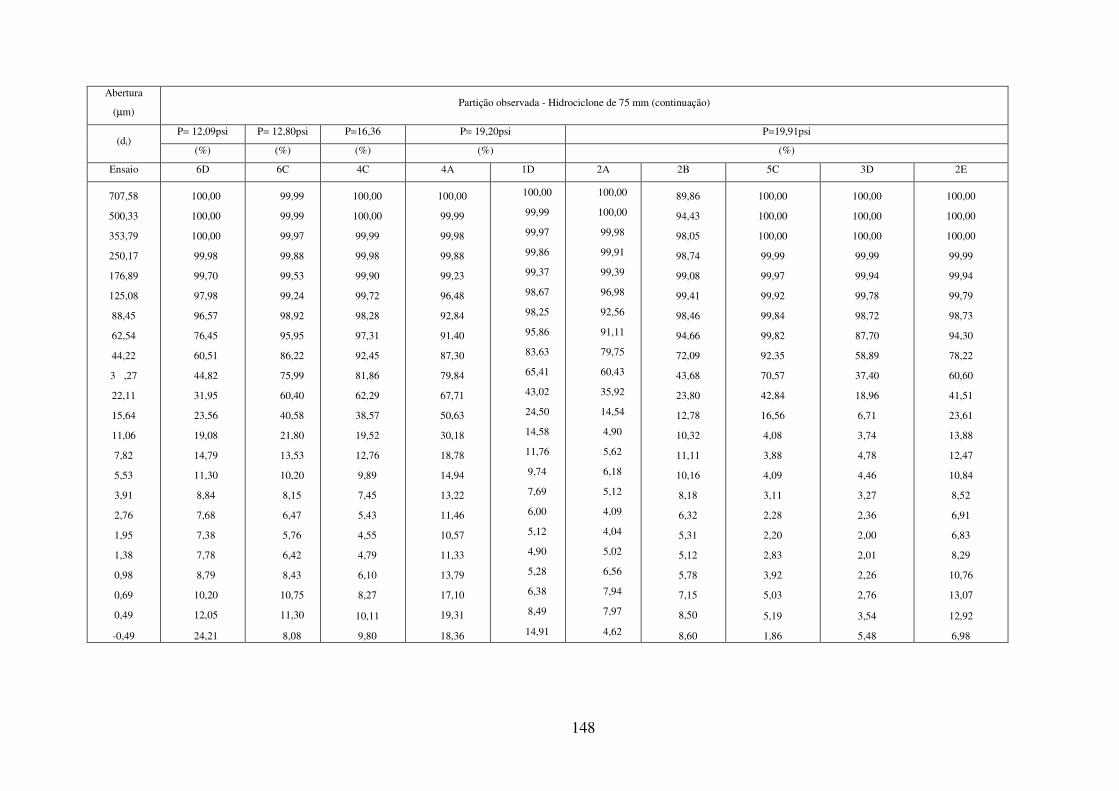
148
Abertura
(µm) Partição observada - Hidrociclone de 75 mm (continuação)
(di) P= 12,09psi P= 12,80psi P=16,36 P= 19,20psi P=19,91psi
(%) (%) (%) (%) (%)
Ensaio 6D 6C 4C 4A 1D 2A 2B 5C 3D 2E
707,58
500,33
353,79
250,17
176,89
125,08
88,45
62,54
44,22
3 ,27
22,11
15,64
11,06
7,82
5,53
3,91
2,76
1,95
1,38
0,98
0,69
0,49
-0,49
100,00
100,00
100,00
99,98
99,70
97,98
96,57
76,45
60,51
44,82
31,95
23,56
19,08
14,79
11,30
8,84
7,68
7,38
7,78
8,79
10,20
12,05
24,21
99,99
99,99
99,97
99,88
99,53
99,24
98,92
95,95
86,22
75,99
60,40
40,58
21,80
13,53
10,20
8,15
6,47
5,76
6,42
8,43
10,75
11,30
8,08
100,00
100,00
99,99
99,98
99,90
99,72
98,28
97,31
92,45
81,86
62,29
38,57
19,52
12,76
9,89
7,45
5,43
4,55
4,79
6,10
8,27
10,11
9,80
100,00
99,99
99,98
99,88
99,23
96,48
92,84
91,40
87,30
79,84
67,71
50,63
30,18
18,78
14,94
13,22
11,46
10,57
11,33
13,79
17,10
19,31
18,36
100,00
99,99
99,97
99,86
99,37
98,67
98,25
95,86
83,63
65,41
43,02
24,50
14,58
11,76
9,74
7,69
6,00
5,12
4,90
5,28
6,38
8,49
14,91
100,00
100,00
99,98
99,91
99,39
96,98
92,56
91,11
79,75
60,43
35,92
14,54
4,90
5,62
6,18
5,12
4,09
4,04
5,02
6,56
7,94
7,97
4,62
89,86
94,43
98,05
98,74
99,08
99,41
98,46
94,66
72,09
43,68
23,80
12,78
10,32
11,11
10,16
8,18
6,32
5,31
5,12
5,78
7,15
8,50
8,60
100,00
100,00
100,00
99,99
99,97
99,92
99,84
99,82
92,35
70,57
42,84
16,56
4,08
3,88
4,09
3,11
2,28
2,20
2,83
3,92
5,03
5,19
1,86
100,00
100,00
100,00
99,99
99,94
99,78
98,72
87,70
58,89
37,40
18,96
6,71
3,74
4,78
4,46
3,27
2,36
2,00
2,01
2,26
2,76
3,54
5,48
100,00
100,00
100,00
99,99
99,94
99,79
98,73
94,30
78,22
60,60
41,51
23,61
13,88
12,47
10,84
8,52
6,91
6,83
8,29
10,76
13,07
12,92
6,98
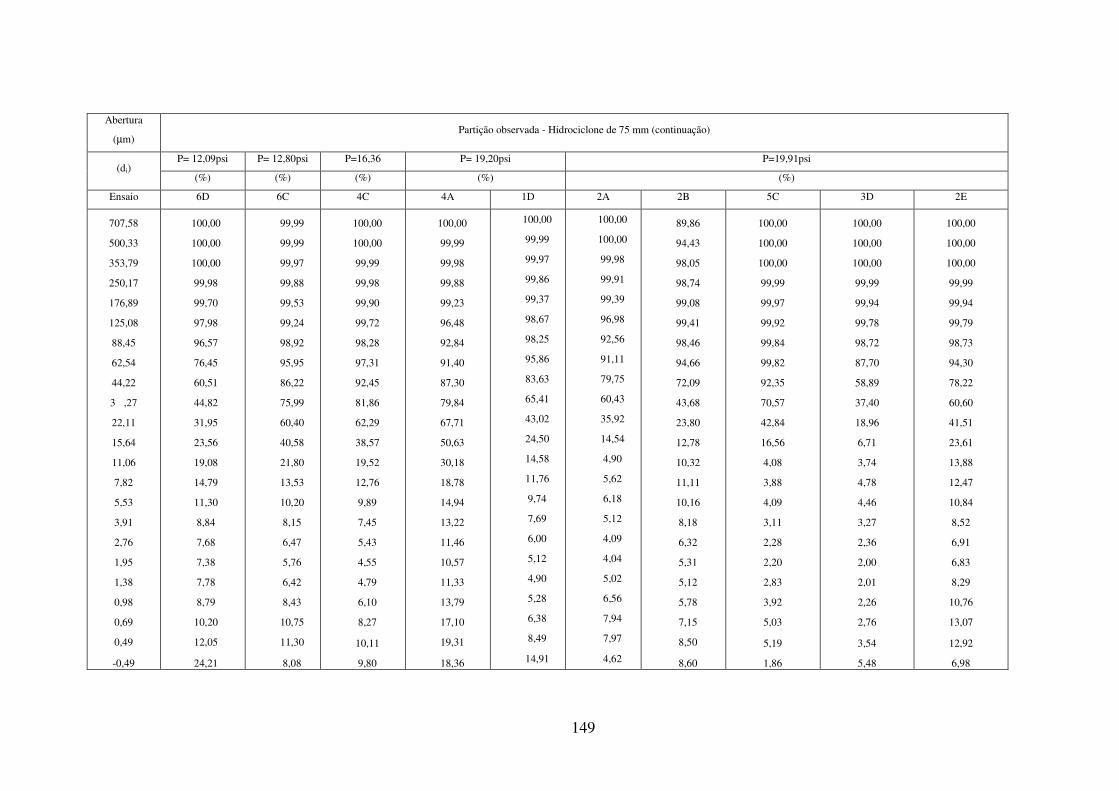
149
Abertura
(µm) Partição observada - Hidrociclone de 75 mm (continuação)
(di) P= 12,09psi P= 12,80psi P=16,36 P= 19,20psi P=19,91psi
(%) (%) (%) (%) (%)
Ensaio 6D 6C 4C 4A 1D 2A 2B 5C 3D 2E
707,58
500,33
353,79
250,17
176,89
125,08
88,45
62,54
44,22
3 ,27
22,11
15,64
11,06
7,82
5,53
3,91
2,76
1,95
1,38
0,98
0,69
0,49
-0,49
100,00
100,00
100,00
99,98
99,70
97,98
96,57
76,45
60,51
44,82
31,95
23,56
19,08
14,79
11,30
8,84
7,68
7,38
7,78
8,79
10,20
12,05
24,21
99,99
99,99
99,97
99,88
99,53
99,24
98,92
95,95
86,22
75,99
60,40
40,58
21,80
13,53
10,20
8,15
6,47
5,76
6,42
8,43
10,75
11,30
8,08
100,00
100,00
99,99
99,98
99,90
99,72
98,28
97,31
92,45
81,86
62,29
38,57
19,52
12,76
9,89
7,45
5,43
4,55
4,79
6,10
8,27
10,11
9,80
100,00
99,99
99,98
99,88
99,23
96,48
92,84
91,40
87,30
79,84
67,71
50,63
30,18
18,78
14,94
13,22
11,46
10,57
11,33
13,79
17,10
19,31
18,36
100,00
99,99
99,97
99,86
99,37
98,67
98,25
95,86
83,63
65,41
43,02
24,50
14,58
11,76
9,74
7,69
6,00
5,12
4,90
5,28
6,38
8,49
14,91
100,00
100,00
99,98
99,91
99,39
96,98
92,56
91,11
79,75
60,43
35,92
14,54
4,90
5,62
6,18
5,12
4,09
4,04
5,02
6,56
7,94
7,97
4,62
89,86
94,43
98,05
98,74
99,08
99,41
98,46
94,66
72,09
43,68
23,80
12,78
10,32
11,11
10,16
8,18
6,32
5,31
5,12
5,78
7,15
8,50
8,60
100,00
100,00
100,00
99,99
99,97
99,92
99,84
99,82
92,35
70,57
42,84
16,56
4,08
3,88
4,09
3,11
2,28
2,20
2,83
3,92
5,03
5,19
1,86
100,00
100,00
100,00
99,99
99,94
99,78
98,72
87,70
58,89
37,40
18,96
6,71
3,74
4,78
4,46
3,27
2,36
2,00
2,01
2,26
2,76
3,54
5,48
100,00
100,00
100,00
99,99
99,94
99,79
98,73
94,30
78,22
60,60
41,51
23,61
13,88
12,47
10,84
8,52
6,91
6,83
8,29
10,76
13,07
12,92
6,98

150
Abertura (µm)
Partição observada - Hidrociclone de 75 mm (continuação)
(di) P=19,91psi P=22,05psi
(%) (%) Ensaio 4E 2F 4F
707,58
500,33
353,79
250,17
176,89
125,08
88,45
62,54
44,22
31,27
22,11
15,64
11,06
7,82
5,53
3,91
2,76
1,95
1,38
0,98
0,69
0,49
-0,49
100,00
100,00
99,99
99,96
99,83
99,63
99,25
96,89
86,01
68,67
42,76
15,96
3,21
4,19
4,75
3,48
2,25
2,05
3,21
5,39
5,83
0,84
0,00
100,00
100,00
99,99
99,96
99,81
99,53
99,18
98,25
92,18
82,05
66,29
49,78
39,44
36,95
33,30
27,46
21,59
18,43
18,52
22,09
28,52
34,19
35,45
100,00
100,00
99,99
99,94
99,71
99,17
98,40
95,92
78,21
55,58
30,41
14,31
10,33
11,96
11,80
9,56
7,05
5,63
5,28
5,82
7,13
9,12
15,44
151