mixed liquid bag packing system
TRANSCRIPT

i
MIXED LIQUID BAG PACKING SYSTEM USING PLC
A PROJECT REPORT
Submitted by,
YAGNIK PATEL (090420117013)
MOHAMMED PAGHDIWALA (090420117019)
PARTH BHIMANI (090420117021)
SAGAR THAKKAR (100420117003)
In fulfilment for the award of the degree
Of
BACHELOR OF ENGINEERING
In
INSTRUMENTATION & CONTROL
SARVAJANIK COLLLAGE OF ENGINEERING AND TECHNOLOGY
SURAT
Gujarat Technological University, Ahmedabad
December, 2011
SARVAJANIK COLLEGE OF ENGINEERING AND TECHNOLOGY

ii
SURAT
DEPARTMENT OF INSTRUMENTATION & CONTROL
CERTIFICATE
Date:
This is to certify that the dissertation entitled “MIXED LIQUID BAG PACKING
SYSTEM USING PLC” has been carried out by Yagnik Patel, Parth Bhimani, Sagar
Thakkar, Mohammed Paghdiwala under my guidance in fulfilment of the degree of
Bachelor of Engineering in INSTRUMENTATION & CONTROL(7th Semester) of
Gujarat Technological University, Ahmedabad during the academic year 2012-13.
Guide: Prof. Tejal Dave
Prof. Utpal Pandya
Head of the Department

iii
Abstract
The report of Project entitled “Mixed Liquid Bag Packing System” has mainly description of the
Mechanical Assembly section, Electronics Hardware and Software Section.
In the mechanical assembly section all the mechanical hardware like motor, gear box, chain &
cams and support are described in details. The specification of all the parts are given. The
Principle and working of all the mechanical parts are described.
In the electronics hardware section the description and specification of different IC’s like voltage
regulator (KA7812), relays (MY2N), LED, solid state relay voltage limiter, pt100 with digital
display and solenoid valve.
In the software section the programming language in ladder diagram using the software WPLSoft
2.33.
PLC has evolved as an important controller in industries these days because of its simplicity and
robustness. It is used for controlling many mechanical movements of the heavy machines or to
control the voltage and frequency of the power supplies.
In this project, study of the PLC has been done in great detail and also several industrial
applications have been studied and realized through ladder diagrams. The applications on which
we have stressed are the liquid mixing system and continuous bag packing system. Both parts
are PLC based and automated. It is batch process. This process has wide application in
processing industries.

iv
Acknowledgement
We would like to thank all the people who helped in the completing this Project and the report
possible:
The Almighty Lord
Nothing is possible without the blessing of the Almighty and we would like to thank him with
all my heart and soul for giving us mental and physical strength to prepare this project and report.
Our Respected guide
First of all, we would like to express your gratitude and sincere thanks to my respected
Faculty assistant Prof. Tejal Dave for his professional guidance, advice, motivation, endurance
and encouragements d u r i ng his supervision pe r iod . The present work would have never
been possible without his vital supports and valuable assistance.
Then w e would like to thank all yo u r friends who have knowingly or unknowingly tips and
views were useful indeed and then thanks to the other faculty members and staff of the
Department of Instrumentation and Control Engineering, SCET, Surat for their extreme help
throughout my course of study at this institute.
v
List of figures:-
Figure 1.1 Automation: typical installation...................................................................... . .4
Figure 1.2 Automation: Advanced technology...............................................................5
Figure 2.1 PLC conceptual application diagram …….............................................................6
Figure 2.2 Basic parts of PLC ……………………………………………………………………………...…7
Figure 2.3 Hardwired logic circuit and its PLC ladder diagram representation ……………..13
Figure 2.4 Hardwired logic circuit and its Boolean expression ……………………………....13
Figure 3.1 Worked Flow Diagram…………………………………………………………….15
Figure 3.2 Solenoid valve………………………………………………………………………16
Figure 3.3 DC Motor………………..………………………………………………………….17
Figure3.4RelayMY2N……………..……………………………………………………………19
Figure 4.1 Block diagram…………………………………………………………………..21
Figure 4.2 Complete Flow diagram…………………………………………………………21

1
TABLE OF CONTENTS
Acknowledgement
Abstract
List of Figures
Table of Contents
iii
iv
v
vi
Chapter : 1 Industrial Automation
1.1 Introduction
2
1.2 History of Automation 3
1.3 Industrial Automation Components 4
1.4 Automation : Advanced Technology 5
Chapter : 2 Programmable Logic Controller (PLC)
2.1 What is PLC? 6
2.2 Need of PLC 11
2.3 Delta DVP28SV 12
2.4 Programming languages 14
2.5 Advantages of PLC 15
Chapter: 3 Liquid Mixing System
3.1 Introduction
15
3.2 List of Components 16
3.2.1 Level Sensor 16 3.2.2 Solenoid Valve
16
3.2.3 Stirrer 17
3.2.4 DC Motor 17
3.2.5 2/2way continuous diaphragm type valve 19
3.2.6 Relay MY2N 19
3.2.7 IC KA7812 20
Chapter: 4 Works until now
Chapter: 5 Future planning
4.1 Bag packing system 26
References 27
.
2
Chapter 1
Industrial Automation
1.1 Introduction
Automation is the use of machines, control systems and information technologies to optimize
productivity in the production of goods and delivery of services. The correct incentive for applying
automation is to increase productivity, and/or quality beyond that possible with current human labor
levels so as to realize economies of scale, and/or realize predictable quality levels.
The incorrect application of automation, which occurs most often, is an effort to eliminate or replace
human labor. Simply put, whereas correct application of automation can net as much as 3 to 4 times
original output with no increase in current human labor costs, incorrect application of automation can
only save a fraction of current labor level costs. In the scope of industrialization, automation is a step
beyond mechanization. Whereas mechanization provides human operators with machinery to assist
them with the muscular requirements of work, automation greatly decreases the need for human
sensory and mental requirements while increasing load capacity, speed, and repeatability.
Automation plays an increasingly important role in the world economy and in daily experience.
Automation has had a notable impact in a wide range of industries beyond manufacturing (where it
began). Once-ubiquitous telephone operators have been replaced largely by automated telephone
switchboards and answering machines. Medical processes such as primary screening in
electrocardiography or radiography and laboratory analysis of human genes, sera, cells, and tissues are
carried out at much greater speed and accuracy by automated systems.
Automated teller machines have reduced the need for bank visits to obtain cash and carry out
transactions. In general, automation has been responsible for the shift in the world economy from
industrial jobs to service jobs in the 20th and 21st centuries. The term automation, inspired by the
earlier word automatic (coming from automaton), was not widely used before 1947, when General
Motors established the automation department. At that time automation technologies were electrical,
mechanical, hydraulic and pneumatic. Between 1957 and 1964 factory output nearly doubled while the
number of blue collar workers started to decline.
1.2 History of Automation
1) Programmable Logic Controller
2) Electronic Control using Logic Gates
3) Hard wired logic Control
4) Pneumatic Control
5) Manual Control

3
1) Programmable Logic Controller :
In 1970s with the coming of microprocessors and associated peripheral chips, the whole process of
control and automation underwent a radical change. Instead of achieving the desired control or
automation through physical wiring of control devices, in PLC it is achieved through a program or
say software. The programmable controllers have in recent years experienced an unprecedented
growth as universal element in Industrial Automation. It can be effectively used in applications
ranging from simple control like replacing small number of relays to complex automation problems.
2) Electronic Control using Logic Gates :
In 1960s with the advent of electronics, the logic gates started replacing the relays and auxiliary
contactors in the control circuits. The hardware timers & counters were replaced by electronic timer.
Advantages
Reduced space requirements
Energy saving
Less maintenance & greater reliability Drawbacks
Changes in control logic not possible
More project time reduced space
Ease of maintenance
Economical
Greater life & reliability
3) Hard wired logic Control
The contractor and relays together with hardware timers and counters were used in achieving the
desired level of automation.
Drawbacks
Bulky panels
Complex wiring
Longer project time
Difficult maintenance and troubleshooting
4) Pneumatic Control
Industrial automation, with its machine and process control, had its origin in the 1920s with the
advent of "Pneumatic Controllers".
Actions were controlled by a simple manipulation of pneumatic valves, which in turn were
controlled by relays and switches.
Drawbacks
Bulky and Complex System
Involves lot of rework to implement control logic
Longer project time

4
5) Manual Control
All the actions related to process control are taken by the Operators.
Drawbacks
Likely human errors and consequently its effect on quality of final product
The production, safety, energy consumption and usage of raw material are all subject to the
correctness and accuracy of human action.
1.3 Industrial Automation Components
Field Instruments
Control Hardware
Control Software
Fig. 1.1 Automation: Typical installation
1.4 Automation: Advanced Technology

5
Fig. 1.2 Automation: Advanced Technology
6
Chapter 2 Programmable Logic Controller (PLC)
2.1 What is PLC?
Introduction
A programmable logic controller, commonly known as PLC, is a solid state, digital, industrial
computer using integrated circuits instead of electromechanical devices to implement control functions.
It was invented in order to replace the sequential circuits which were mainly used for machine control.
They are capable of storing instructions, such as sequencing, timing, counting, arithmetic, data
manipulation and communication, to control machines and processes.
According to NEMA (National Electrical Manufacture’s Association, USA), the definition of PLC has
been given as
“Digital electronic devices that uses a programmable memory to store instructions and to
implement specific functions such as logic , sequencing, timing, counting, and arithmetic to control
machines and processes.”
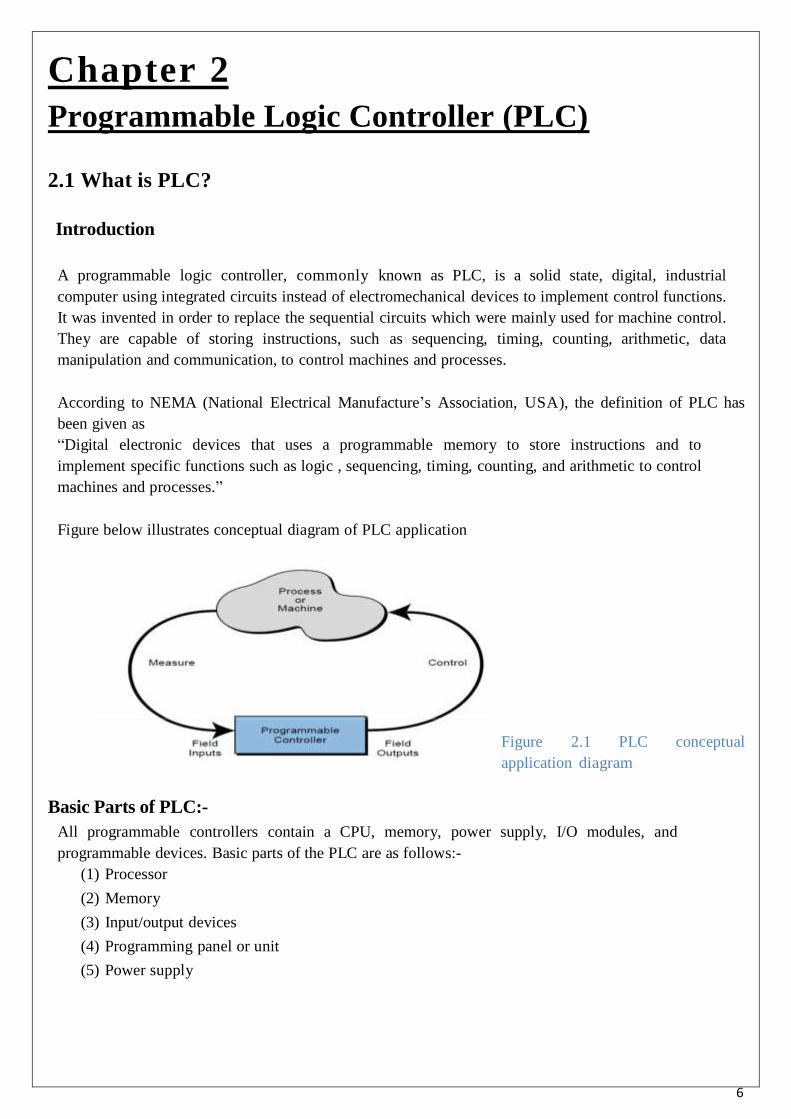
Figure below illustrates conceptual diagram of PLC application
Figure 2.1 PLC conceptual
application diagram
Basic Parts of PLC:-
All programmable controllers contain a CPU, memory, power supply, I/O modules, and
programmable devices. Basic parts of the PLC are as follows:-
(1) Processor
(2) Memory
(3) Input/output devices
(4) Programming panel or unit
(5) Power supply

7
Processor’s Module:-
Processor module is the brain of the PLC. Intelligence of the PLC is derived from microprocessor
being used which has the tremendous computing and controlling capability.
Central processing unit (CPU) performs the following tasks:-
Scanning
Execution of program
Peripheral and external device communication
Self- diagnostic
Power of PLCs depends on the type of microprocessors being used. Small size PLCs use 8-bit
microprocessors where as higher order controllers use bit-slice microprocessor in order to achieve
faster instruction execute
Modern day PLCs vary widely in their capabilities to control real world devices, like some processors
are able to handle the I/O devices as few as six and some are able to handle 40000 or more. The no. of
input/output control of PLCs depends on the, hardware, software, overall capacity and memory
capability of the PLCs.
The CPU upon receiving instruction from the memory together with feedback on the status of the I/O
devices generates commands for the output devices. These commands control the devices on a machine
or a process. Devices such as solenoid valves, indicator lamps, relay coils and motor starters and typical
loads to be controlled.
The machine or process input elements transmit signal to input modules which in turn, generates logic
signal to the CPU.CPU monitors the input like selector switches, push buttons etc.
8
Operating system is the main workhouse of the system and hence performs the following tasks:-
1. Executions of application program
2. Management of memory
3. Communication between programmable controller and other units
4. I/O handling of interfaces
5. Resource sharing
6. Diagnostics
Note: - operating system stored in ROM (non –volatile) memory, whereas application program are
stored in RWM (read-write memory).
Input modules:-
There are many types of input modules to choose from. The type of input module selection depends
upon the process, some example of input modules are limit :-switches, proximity switches and push
buttons etc. nature of input classification can be done in three ways, namely:-
low/high frequency
analog/digital (two-bit, multi-bit)
maintained or momentary
5V/24V/110V/220V switched
Some most industrial power systems are inherently noisy: -
Electrical isolation is provided between the input and the processor. Electromagnetic interference
(EMI) and radio frequency interference (RFI) can cause severe problems in most solid state
control systems. The component used often to provide electrical isolation within I/O cards is
called an optical isolator or opto-coupler. Typically, there are 8 to 32 input points on any one
input modules. Each input point is assigned a unique address by the processor.
Output modules:-
Output modules can be used for devices such as solenoids, relays, contractors, pilot lamps and led
readouts. Output cards usually have 6 to 32 output points on a single module. Output cards, like input
cards, have electrically isolation between the load being connected and the PLC. Analog output cards
are a special type of output modules that use digital to analog conversion. The analog output module
can take a value stored in a 12 bit file and convert it to an analog signal. Normally, this signal is 0-10
volts dc or 4-20ma. This analog signal is often used in equipment, such as motor-operated valves and
pneumatic position control device. Each output point is identified with a unique address.
Addressing scheme:-
Each I/O device has to be identified with a unique address for exchange of data. Different manufacturer
apply different method to identify I/O devices. One of the addressing schemes may be “X1 X2 X3 X4
X5” where
X1 = input or output designation fixed by hardware (I/p = 1, O/p = 0)
X2 = I/O rack number in PLC (user designation)
X3 = modules slot number in I/O rack (fixed by hardware) X4, X5 =

9
terminal number (fixed by hardware)
For example,” 1 2 3 13” implies that input is at rack 2, module slot no.3 and terminal address
no.13.
Programming unit:-
It is an external, electronic handheld device which can be connected to the processors of the PLC when
programming changes are required. Once a program has been coded and is considered finished, It can be
burned in to ROM. The contents of ROM cannot be altered, as it is not affected by power failure. Now a
days EPROM/EEPROM are provided in which program can be debugged at any stage. Once the
program is debugged, programming unit is disconnected; and the PLC can operate process according to
the ladder diagram or the statement list.
Communications in PLC:-
There are several methods how a PLC can communicate with the programmer, or even with
another PLC. PLCs usually built in communication ports for at least RS232, and optionally for RS
485, and Ethernet. Modbus is the lowest common denominator communication protocol. Others are
various fieldbuses such as profibus, interbus-s, foundation field bus, etc.
PLCs are becoming more and more intelligent .in recent years, PLCs have been integrated in to
industrial networks, and all the PLCs in an industrial environment have been plugged in to a network.
The PLCs are then supervised by a control center. There exist many types of networks, SCADA
(supervisory control and data acquisition)
Operation in PLC:-
During program execution, the processor reads all the inputs, and according to control application
program, energizes and de-energizes the outputs. Once all the logic has been solved, the processors will
update all the outputs. The process of reading the inputs, executing the control application program, and
updating the output is known as scan. During the scan operation, the processor also performs
housekeeping tasks.
The inputs to the PLCs are sampled by processor and the contents are stored in memory. Control
program is executed, the input value stored in memory are used in control logic calculations to
determine the value of output. The outputs are then updated.
The cycle consisting of reading of inputs, executing the control program, and actuating the output is
known as “scan” and the time to finish this task is known as “scan time”. The speed at which PLC scan
depends upon the clock speed of CPU. The time to scan depends upon following parameter:-
Scan rate
Length of the program
Types of functions used in the program
Faster scan time implies the inputs and outputs are updated frequently. Due to advance techniques of
ASIC (application specific integrated circuit) within the microcomputer for specific functions, scan time
of different PLCs have reduced greatly.
10
2.2 Need of PLC Before PLCs came into existence; sequencing, safety interlock logic for manufacturing, and other
controls were accomplished using physical relays, timers, and dedicated closed-loop controllers.
A relay is a simple device that uses a magnetic field to control a switch .When a voltage is applied to the
input coil; the resulting current creates a magnetic field to control a switch. When a voltage is applied to
the input coil, the resulting current creates a magnetic field. The magnetic field pulls a metal switch (or
reed) towards it and the contacts touch, closing the switch. The contact that closes when the coil is
energized is called Normally Open (NO).The normally closed (NC) close when the input coil is not
energized and open when the input coil is energized.
But the control industries were looking forward to eliminate the high costs associated with
inflexible, relay controlled systems. The specifications required a solid-state system with computer
flexibility which must be able to
(1) Survive in an industrial environment,
(2) Be easily programmed and maintained by plant engineers and technicians, and
(3) Be reusable.
Such a control system would reduce machine downtime and provide expandability for the future.
Some of the initial specifications included the following:-
• The new control system had to be price competitive with the use of relay systems.
• The system had to be capable of sustaining an industrial environment.
• The input and output interfaces had to be easily replaceable.
• The controller had to be designed in modular form, so that subassemblies could be removed easily
for replacement or repair.
• The control system needed the capability to pass data collection to a central system.
• The system had to be reusable.
• The method used to program the controller had to be simple, so that it could be easily understood by
plant personnel.
The first programmable controller:-
By 1969, the first programmable controller was developed. These early controllers met the original
specifications and opened the door to the development of a new control technology.
The first PLCs offered relay functionality and replaced the original hardwired relay logic, which used
electrically operated devices to mechanically switch electrical circuits. They met the requirements of
modularity, expandability, programmability, and ease of use in an industrial environment. These
controllers were easily installed, used less space, and were reusable.
The controller programming, although a little tedious, had a recognizable plant standard: the ladder
diagram format. By 1971 PLC had spread to other automation industries such as food and beverage,
metals and manufacturing, pulp and paper.
11
The conceptual design of PLC:-
The first programmable controllers were more or less just relay replacers. Their primary function was to
perform the sequential operations that were previously implemented with relays. These operations
included ON/OFF control of machines and processes that required repetitive operations, such as transfer
lines and grinding and boring machines. However, these programmable controllers were a vast
improvement over relays. They were easily installed, used considerably less space and energy, had
diagnostic indicators that aided troubleshooting, and unlike relays, were reusable if a project was
scrapped.
Although PLC functions, such as speed of operation, types of interfaces, and data-processing
capabilities, have improved throughout the years, their specifications still hold to the designers’
original intentions—they are simple to use and maintain.
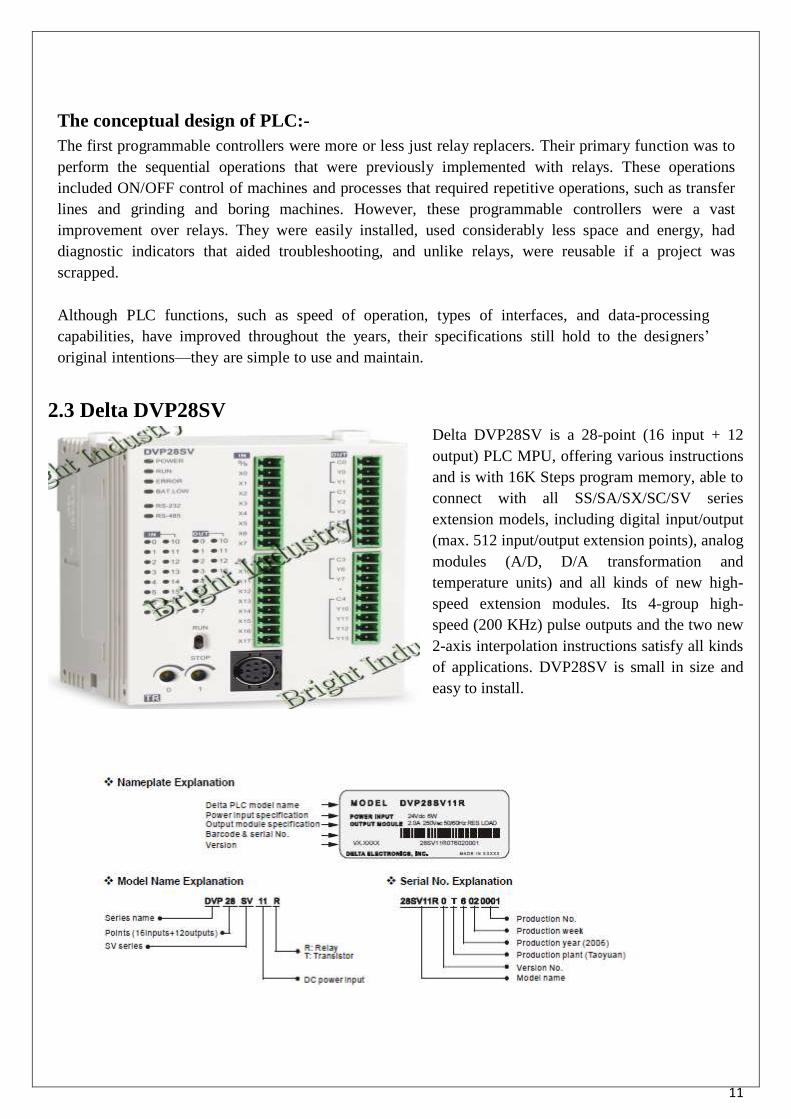
2.3 Delta DVP28SV Delta DVP28SV is a 28-point (16 input + 12
output) PLC MPU, offering various instructions
and is with 16K Steps program memory, able to
connect with all SS/SA/SX/SC/SV series
extension models, including digital input/output
(max. 512 input/output extension points), analog
modules (A/D, D/A transformation and
temperature units) and all kinds of new high-
speed extension modules. Its 4-group high-
speed (200 KHz) pulse outputs and the two new
2-axis interpolation instructions satisfy all kinds
of applications. DVP28SV is small in size and
easy to install.

12
Product Profile and Outline
1) 1 POWER/RUN/BAT.LOW/ERROR indicator
2) COM1 (RS-232) receiving communication (Rx) indicator
3) COM2 (RS-485) sending communication (Tx) indicator
4) Input/output indicator
5) RUN/STOP switch
6) VR0: M1178 enabled/D1178 corresponding value
7) VR1: M1179enabled/D1179 corresponding value
8) Input/output terminal
9) COM1 (RS-232) program I/O communication port
10) DIN rail clip
11) Extension module positioning hole
12) Extension module connection port
13) DIN rail (35mm)
14) Extension module fastening clip
15) COM2 (RS-485) communication port (Master/Slave)
16) Power input port
17) 3 P removable terminal (standard component)
18) Power input connection cable (standard component)
19) New high-speed extension module connection port
20) Nameplate
21) Direct fastening hole

13
Electrical specification of DVP28SV:
Model and I\O Specifications:

14
2.4 Programming languages
PLCs have developed and expanded, programming languages have developed with them.
Programming languages allow the user to enter a control program into a PLC using an established
syntax. Today’s advanced languages have new, more versatile instructions, which initiate control
program actions. These new instructions provide more computing power for single operations
performed by the instruction itself.
In addition to new programming instructions, the development of powerful I/O modules has also
changed existing instructions. These changes include the ability to send data to and obtain data from
modules by addressing the modules’ locations. For example, PLCs can now read and write data to
and from analog modules. All of these advances, in conjunction with projected industry needs, have
created a demand for more powerful instructions that allow easier, more compact, function-oriented
PLC programs.
Types of programming languages used in PLCs are:-
Ladder
Boolean
The ladder and Boolean languages essentially implement operations in the same way, but they
differ in the way their instructions are represented and how they are entered into the PLC. The
Grafcet language implements control instructions in a different manner, based on steps and actions
in a graphic oriented program.
Ladder language:- For ease of programming the programmable controller was developed using existing relay ladder symbols
and expressions to represent the program logic, needed to control the machine or process. The resulting
programming language, which used these original basic relay ladder symbols, was given the name ladder
language. Figure below illustrates a relay ladder logic circuit and the PLC ladder language
representation of the same circuit.
Figure 2.3 Hardwired logic circuit and its PLC ladder diagram representation
The evolution of the original ladder language has turned ladder programming into a more powerful
instruction set. New functions have been added to the basic relay, timing, and counting operations. The
term function is used to describe instructions that, as the name implies, perform a function on data i.e.
handle and transfer data within the programmable controller.

15
New additions to the basic ladder logic also include function blocks, which use a set of instructions to
operate on a block of data. The use of function blocks increases the power of the basic ladder language,
forming what is known as enhanced ladder language.
The format representation of an enhanced ladder function depends on the programmable controller
manufacturer; however, regardless of their format, all similar enhanced and basic ladder functions
operate the same way.
Boolean language:-
Some PLC manufacturers use Boolean language, also called Boolean mnemonics, to program a
controller. The Boolean language uses Boolean algebra syntax to enter and explain the control logic.
That is, it uses the AND, OR, and NOT logic functions to implement the control circuits in the control
program. Figure below shows a basic Boolean program.
Figure 2.4 Hardwired logic circuit and its Boolean expression
The Boolean language is just another way of entering the control program in the PLC, rather than an actual
instruction-oriented language. When displayed on the programming monitor, the Boolean language is usually
viewed as a ladder circuit instead of as the Boolean commands that define the instruction.
2.5 Advantages of PLC Reduced space
Energy saving
Ease of maintenance
Economical
Greater life & reliability
Tremendous flexibility
Shorter project time
Easier storage, archiving and documentation

16
Chapter 3
List of Components Level sensor
Solenoid Valve
D.C. motor
Relay MY2N (NO Type)
IC KA 7812
RTD (pt100)
Gear box
PID CONTROLLER
ABB MCB
Washer Pump
Three pole power connector- MNX 12
Unison SSR
3.1 Level Sensor
Level Switch detects the level of substances that flow, including liquids, slurries, granular materials, and
powders. Fluids and fluidized solids flow to become essentially level in their containers because of gravity
whereas most bulk solids pile at an angle of repose to a peak. The substance to be measured can be inside a
container or can be in its natural form. The level measurement can be either continuous or point values.
Continuous level sensors measure level within a specified range and determine the exact amount of
substance in a certain place, while point-level sensors only indicate whether the substance is above or below
the sensing point. Generally the latter detect levels that are excessively high or low.
There are many physical and application variables that affect the selection of the optimal level monitoring
method for industrial and commercial processes. The selection criteria include the physical: phase (liquid,
solid or slurry), temperature, pressure or vacuum, chemistry, dielectric constant of medium, density of
medium, agitation, acoustical or electrical noise, vibration, mechanical shock, tank or bin size and shape.
Also important are the application constraints: price, accuracy, appearance, response rate, ease of calibration
or programming, physical size and mounting of the instrument, monitoring or control of continuous or
discrete (point) levels.
17
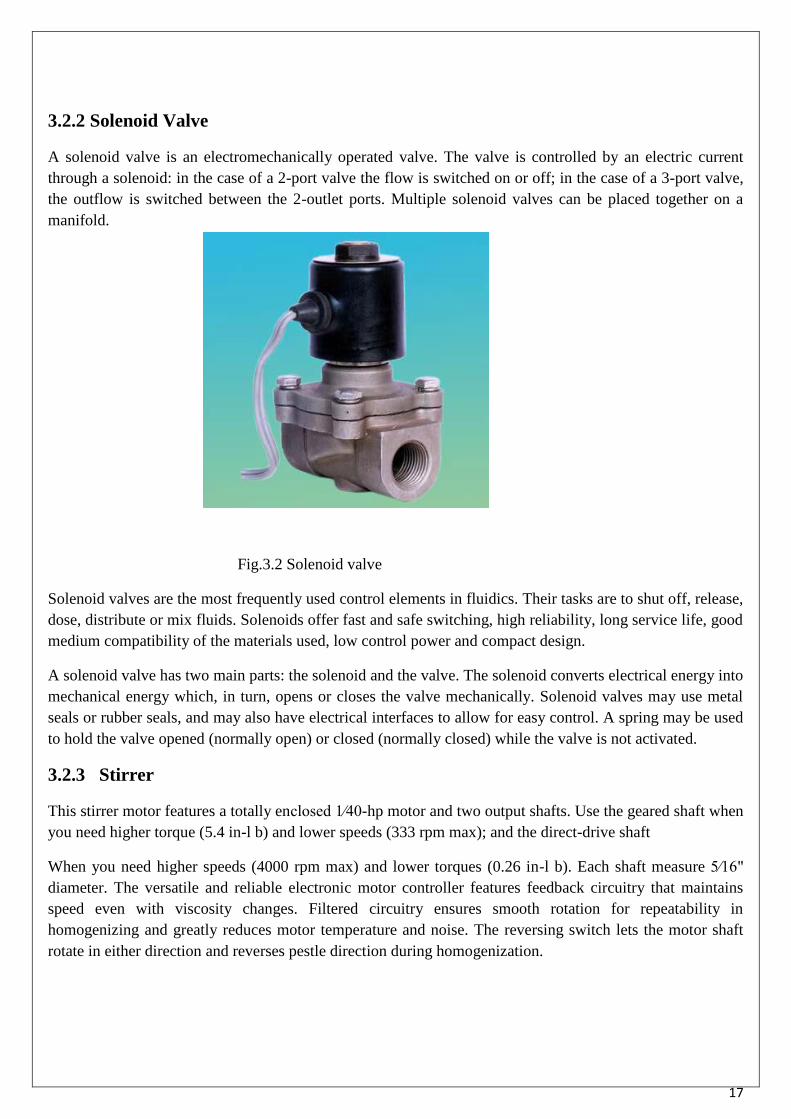
3.2.2 Solenoid Valve
A solenoid valve is an electromechanically operated valve. The valve is controlled by an electric current
through a solenoid: in the case of a 2-port valve the flow is switched on or off; in the case of a 3-port valve,
the outflow is switched between the 2-outlet ports. Multiple solenoid valves can be placed together on a
manifold.
Fig.3.2 Solenoid valve
Solenoid valves are the most frequently used control elements in fluidics. Their tasks are to shut off, release,
dose, distribute or mix fluids. Solenoids offer fast and safe switching, high reliability, long service life, good
medium compatibility of the materials used, low control power and compact design.
A solenoid valve has two main parts: the solenoid and the valve. The solenoid converts electrical energy into
mechanical energy which, in turn, opens or closes the valve mechanically. Solenoid valves may use metal
seals or rubber seals, and may also have electrical interfaces to allow for easy control. A spring may be used
to hold the valve opened (normally open) or closed (normally closed) while the valve is not activated.
3.2.3 Stirrer
This stirrer motor features a totally enclosed 1⁄40-hp motor and two output shafts. Use the geared shaft when
you need higher torque (5.4 in-l b) and lower speeds (333 rpm max); and the direct-drive shaft
When you need higher speeds (4000 rpm max) and lower torques (0.26 in-l b). Each shaft measure 5⁄16"
diameter. The versatile and reliable electronic motor controller features feedback circuitry that maintains
speed even with viscosity changes. Filtered circuitry ensures smooth rotation for repeatability in
homogenizing and greatly reduces motor temperature and noise. The reversing switch lets the motor shaft
rotate in either direction and reverses pestle direction during homogenization.

18
3.2.4 DC Motor
A DC motor is a mechanically commutated electric motor powered from direct current (DC). The stator is
stationary in space by definition and therefore so is its current. The current in the rotor is switched by the
commutator to also be stationary in space. This is how the relative angle between the stator and rotor
magnetic flux is maintained near 90 degrees, which generates the maximum torque.
DC motors have a rotating armature winding but non-rotating armature magnetic field and a static field
winding or permanent magnet. Different connections of the field and armature winding provide different
inherent speed/torque regulation characteristics. The speed of a DC motor can be controlled by changing the
voltage applied to the armature or by changing the field current. The introduction of variable resistance in
the armature circuit or field circuit allowed speed control. Modern DC motors are often controlled by power
electronics systems called DC drives.
Fig.3.3 DC motor
The introduction of DC motors to run machinery eliminated the need for local steam or internal combustion
engines, and line shaft drive systems. DC motors can operate directly from rechargeable batteries, providing
the motive power for the first electric vehicles. Today DC motors are still found in applications as small as
toys and disk drives, or in large sizes to operate steel rolling mills and paper machines.
Connection types
There are three types of electrical connections between the stator and rotor possible for DC electric motors:
series, shunt/parallel and compound (various blends of series and shunt/parallel) and each has unique
speed/torque characteristics appropriate for different loading torque profiles/signatures.
Series connection
A series DC motor connects the armature and field windings in series with a common D.C. power source.
The motor speed varies as a non-linear function of load torque and armature current; current is common to
both the stator and rotor yielding I^2 (current) squared behavior.
A series motor has very high starting torque and is commonly used for starting high inertia loads, such as
trains, elevators or hoists. This speed/torque characteristic is useful in applications such as dragline
excavators, where the digging tool moves rapidly when unloaded but slowly when carrying a heavy load.
19
With no mechanical load on the series motor, the current is low, the counter-EMF produced by the field
winding is weak, and so the armature must turn faster to produce sufficient counter-EMF to balance the
supply voltage. The motor can be damaged by over speed. This is called a runaway condition.
Series motors called "universal motors" can be used on alternating current. Since the armature voltage and
the field direction reverse at (substantially) the same time, torque continues to be produced in the same
direction. Since the speed is not related to the line frequency, universal motors can develop higher-than-
synchronous speeds, making them lighter than induction motors of the same rated mechanical output. This is
a valuable characteristic for hand-held power tools. Universal motors for commercial power frequency are
usually small, not more than about 1 kW output. However, much larger universal motors were used for
electric locomotives, fed by special low-frequency traction power networks to avoid problems with
commutation under heavy and varying loads.
Shunt connection
A shunt DC motor connects the armature and field windings in parallel or shunt with a common D.C. power
source. This type of motor has good speed regulation even as the load varies, but does not have as high of
starting torque as a series DC motor. It is typically used for industrial, adjustable speed applications, such as
machine tools, winding/unwinding machines and tensioners.
Compound connection
R vs T relationship of various metals
Common RTD sensing elements constructed of platinum, copper or nickel have a unique, and
repeatable and predictable resistance versus temperature relationship (R vs T) and operating temperature
range. The R vs T relationship is defined as the amount of resistance change of the sensor per degree of
temperature change. The relative change in resistance (temperature coefficient of resistance) varies only
slightly over the useful range of the sensor.
Platinum is a noble metal and has the most stable resistance-temperature relationship over the
largest temperature range. Nickel elements have a limited temperature range because the amount of change
in resistance per degree of change in temperature becomes very non-linear at temperatures over 572 °F
(300 °C). Copper has a very linear resistance-temperature relationship, however copper oxidizes at
moderate temperatures and cannot be used over 302 °F (150 °C).
Platinum is the best metal for RTDs because it follows a very linear resistance-temperature
relationship and it follows the R vs T relationship in a highly repeatable manner over a wide temperature
range. The unique properties of platinum make it the material of choice for temperature standards over the
range of -272.5 °C to 961.78 °C, and is used in the sensors that define the International Temperature
Standard, ITS-90. Platinum is chosen also because of its chemical inertness.
The significant characteristic of metals used as resistive elements is the linear approximation of the
resistance versus temperature relationship between 0 and 100 °C. This temperature coefficient of resistance
is called alpha, α. The equation below defines α; its units are ohm/ohm/°C.
20
The resistance of the sensor at 0°C
The resistance of the sensor at 100°C
Pure platinum has an alpha of 0.003925 ohm/ohm/°C and is used in the construction of laboratory
grade RTDs. Conversely two widely recognized standards for industrial RTDs IEC 60751 and ASTM E-
1137 specify an alpha of 0.00385 ohms/ohm/°C. Before these standards were widely adopted several
different alpha values were used. It is still possible to find older probes that are made with platinum that
have alpha values of 0.003916 ohms/ohm/°C and 0.003902 ohms/ohm/°C.
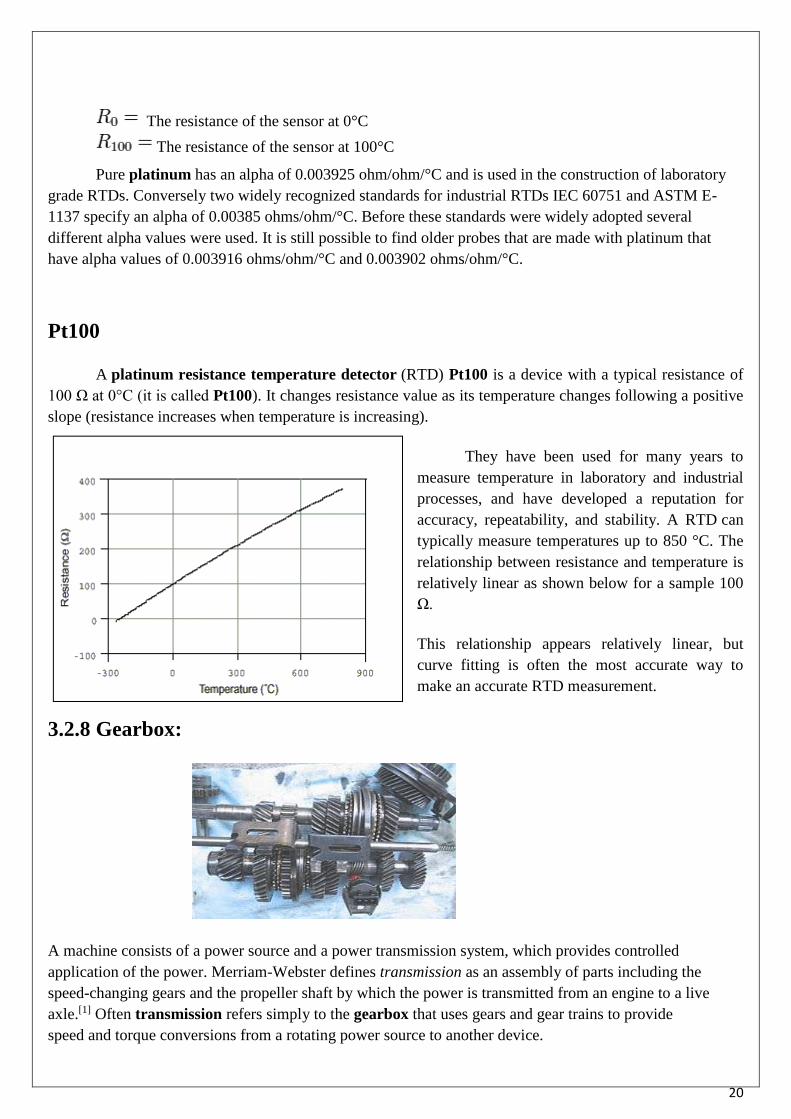
Pt100
A platinum resistance temperature detector (RTD) Pt100 is a device with a typical resistance of
100 Ω at 0°C (it is called Pt100). It changes resistance value as its temperature changes following a positive
slope (resistance increases when temperature is increasing).
They have been used for many years to
measure temperature in laboratory and industrial
processes, and have developed a reputation for
accuracy, repeatability, and stability. A RTD can
typically measure temperatures up to 850 °C. The
relationship between resistance and temperature is
relatively linear as shown below for a sample 100
Ω.
This relationship appears relatively linear, but
curve fitting is often the most accurate way to
make an accurate RTD measurement.
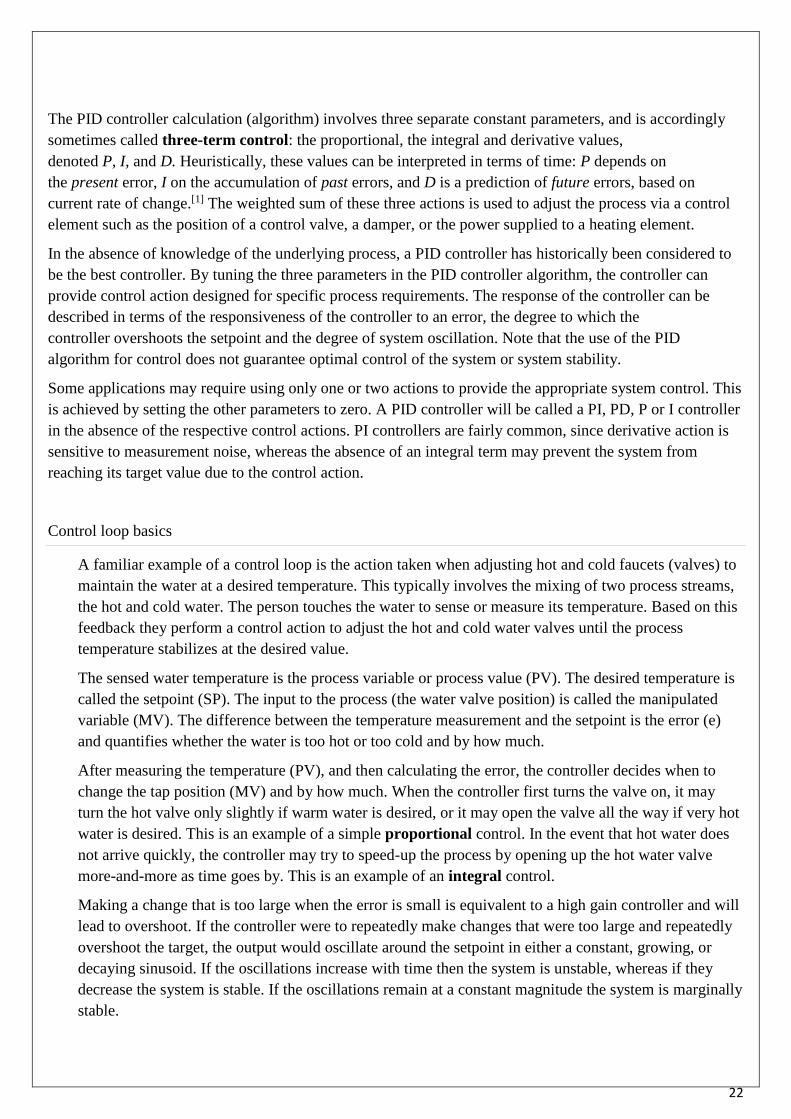
3.2.8 Gearbox:
A machine consists of a power source and a power transmission system, which provides controlled
application of the power. Merriam-Webster defines transmission as an assembly of parts including the
speed-changing gears and the propeller shaft by which the power is transmitted from an engine to a live
axle.[1] Often transmission refers simply to the gearbox that uses gears and gear trains to provide
speed and torque conversions from a rotating power source to another device.

21
In British English, the term transmission refers to the whole drive train, including clutch, gearbox, prop shaft
(for rear-wheel drive), differential, and final drive shafts. In American English, however, a gearbox is any
device that converts speed and torque, whereas a transmission is a type of gearbox that can be “shifted” to
dynamically change the speed-torque ratio such as in a vehicle.
The most common use is in motor vehicles, where the transmission adapts the output of the internal
combustion engine to the drive wheels. Such engines need to operate at a relatively high rotational speed,
which is inappropriate for starting, stopping, and slower travel. The transmission reduces the higher engine
speed to the slower wheel speed, increasing torque in the process. Transmissions are also used on pedal
bicycles, fixed machines, and anywhere rotational speed and torque must be adapted.
Often, a transmission has multiple gear ratios (or simply “gears”), with the ability to switch between them as
speed varies. This switching may be done manually (by the operator), or automatically. Directional (forward
and reverse) control may also be provided. Single-ratio transmissions also exist, which simply change the
speed and torque (and sometimes direction) of motor output.
In motor vehicles, the transmission generally is connected to the engine crankshaft via a flywheel and/or
clutch and/or fluid coupling. The output of the transmission is transmitted via driveshaft to one or
more differentials, which in turn, drive the wheels. While a differential may also provide gear reduction, its
primary purpose is to permit the wheels at either end of an axle to rotate at different speeds (essential to
avoid wheel slippage on turns) as it changes the direction of rotation.
Conventional gear/belt transmissions are not the only mechanism for speed/torque adaptation. Alternative
mechanisms include torque converters and power transformation (for example, diesel-electric
transmission and hydraulic drive system). Hybrid configurations also exist.
3.2.9 PID controller
A proportional-integral-derivative controller (PID controller) is a generic control loop feedback
mechanism (controller) widely used in industrial control systems. A PID controller calculates an "error"
value as the difference between a measured process variable and a desired set point. The controller attempts
to minimize the error by adjusting the process control inputs.
22
The PID controller calculation (algorithm) involves three separate constant parameters, and is accordingly
sometimes called three-term control: the proportional, the integral and derivative values,
denoted P, I, and D. Heuristically, these values can be interpreted in terms of time: P depends on
the present error, I on the accumulation of past errors, and D is a prediction of future errors, based on
current rate of change.[1] The weighted sum of these three actions is used to adjust the process via a control
element such as the position of a control valve, a damper, or the power supplied to a heating element.
In the absence of knowledge of the underlying process, a PID controller has historically been considered to
be the best controller. By tuning the three parameters in the PID controller algorithm, the controller can
provide control action designed for specific process requirements. The response of the controller can be
described in terms of the responsiveness of the controller to an error, the degree to which the
controller overshoots the setpoint and the degree of system oscillation. Note that the use of the PID
algorithm for control does not guarantee optimal control of the system or system stability.
Some applications may require using only one or two actions to provide the appropriate system control. This
is achieved by setting the other parameters to zero. A PID controller will be called a PI, PD, P or I controller
in the absence of the respective control actions. PI controllers are fairly common, since derivative action is
sensitive to measurement noise, whereas the absence of an integral term may prevent the system from
reaching its target value due to the control action.
Control loop basics
A familiar example of a control loop is the action taken when adjusting hot and cold faucets (valves) to
maintain the water at a desired temperature. This typically involves the mixing of two process streams,
the hot and cold water. The person touches the water to sense or measure its temperature. Based on this
feedback they perform a control action to adjust the hot and cold water valves until the process
temperature stabilizes at the desired value.
The sensed water temperature is the process variable or process value (PV). The desired temperature is
called the setpoint (SP). The input to the process (the water valve position) is called the manipulated
variable (MV). The difference between the temperature measurement and the setpoint is the error (e)
and quantifies whether the water is too hot or too cold and by how much.
After measuring the temperature (PV), and then calculating the error, the controller decides when to
change the tap position (MV) and by how much. When the controller first turns the valve on, it may
turn the hot valve only slightly if warm water is desired, or it may open the valve all the way if very hot
water is desired. This is an example of a simple proportional control. In the event that hot water does
not arrive quickly, the controller may try to speed-up the process by opening up the hot water valve
more-and-more as time goes by. This is an example of an integral control.
Making a change that is too large when the error is small is equivalent to a high gain controller and will
lead to overshoot. If the controller were to repeatedly make changes that were too large and repeatedly
overshoot the target, the output would oscillate around the setpoint in either a constant, growing, or
decaying sinusoid. If the oscillations increase with time then the system is unstable, whereas if they
decrease the system is stable. If the oscillations remain at a constant magnitude the system is marginally
stable.
23
In the interest of achieving a gradual convergence at the desired temperature (SP), the controller may
wish to damp the anticipated future oscillations. So in order to compensate for this effect, the controller
may elect to temper its adjustments. This can be thought of as a derivative control method.
If a controller starts from a stable state at zero error (PV = SP), then further changes by the controller
will be in response to changes in other measured or unmeasured inputs to the process that impact on the
process, and hence on the PV. Variables that impact on the process other than the MV are known as
disturbances. Generally controllers are used to reject disturbances and/or implement setpoint changes.
Changes in feedwater temperature constitute a disturbance to the faucet temperature control process.
In theory, a controller can be used to control any process which has a measurable output (PV), a known
ideal value for that output (SP) and an input to the process (MV) that will affect the relevant PV.
Controllers are used in industry to regulate temperature, pressure, flow
rate, chemical composition, speed and practically every other variable for which a measurement exists.
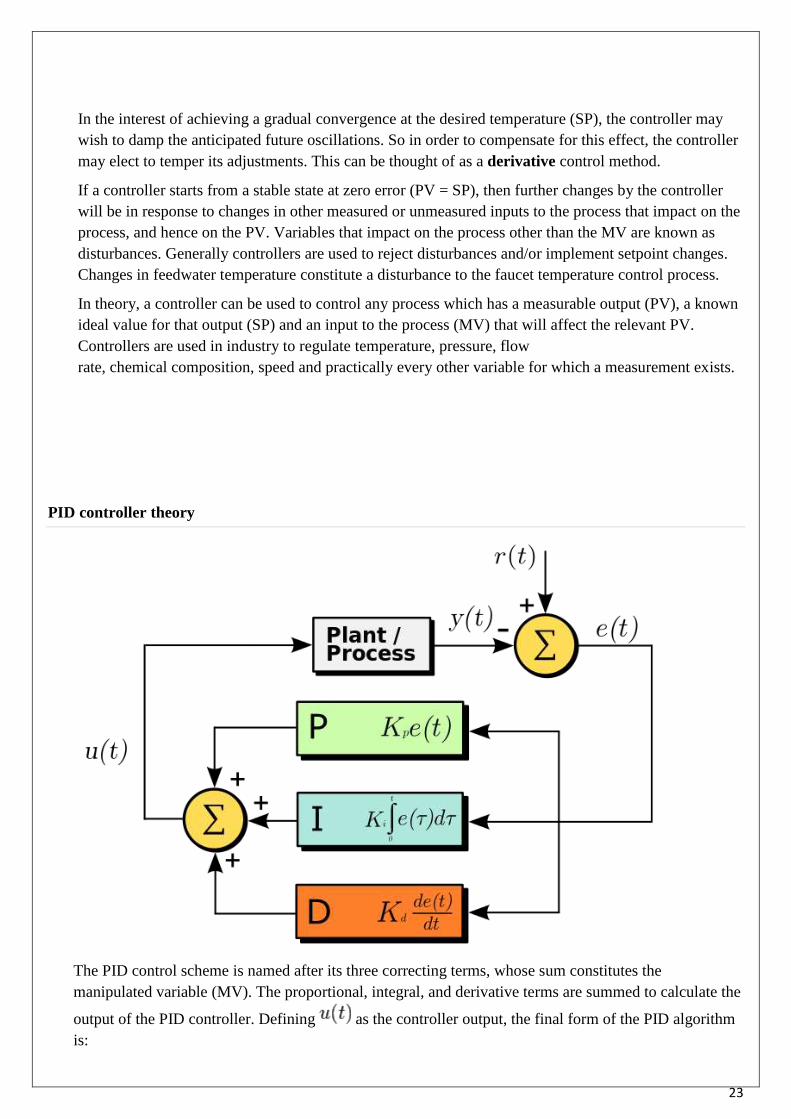
PID controller theory
The PID control scheme is named after its three correcting terms, whose sum constitutes the
manipulated variable (MV). The proportional, integral, and derivative terms are summed to calculate the
output of the PID controller. Defining as the controller output, the final form of the PID algorithm
is:

24
Where
: Proportional gain, a tuning parameter
: Integral gain, a tuning parameter
: Derivative gain, a tuning parameter
: Error
: Time or instantaneous time (the present)
: Variable of integration; takes on values from time 0 to the present .
Proportional term:
Plot of PV vs time, for three values of Kp (Ki and
Kd held constant)
The proportional term produces an output value that is
proportional to the current error value. The proportional
response can be adjusted by multiplying the error by a
constant Kp, called the proportional gain constant.
The proportional term is given by:
A high proportional gain results in a large change in the
output for a given change in the error. If the proportional
gain is too high, the system can become unstable
(see the section on loop tuning). In contrast, a small gain results in a small output response to a large input
error, and a less responsive or less sensitive controller. If the proportional gain is too low, the control action
may be too small when responding to system disturbances. Tuning theory and industrial practice indicate
that the proportional term should contribute the bulk of the output change.
Droop
Because a non-zero error is required to drive it, a proportional controller generally operates with a steady-
state error, referred to as droop. Droop is proportional to the process gain and inversely proportional to
proportional gain. Droop may be mitigated by adding a compensating bias term to the setpoint or output, or
corrected dynamically by adding an integral term.

25
Integral term
Plot of PV vs time, for three values of Ki (Kp and d held
constant)
The contribution from the integral term is proportional
to both the magnitude of the error and the duration of
the error. The integral in a PID controller is the sum of
the instantaneous error over time and gives the
accumulated offset that should have been corrected
previously. The accumulated error is then multiplied by
the integral gain ( ) and added to the controller
output.The integral term is given by:
The integral term accelerates the movement of the process towards setpoint and eliminates the residual
steady-state error that occurs with a pure proportional controller. However, since the integral term responds
to accumulated errors from the past, it can cause the present value to overshoot the setpoint value (see the
section on loop tuning).
Derivative term
Plot of PV vs time, for three values of Kd (Kp and
Ki held constant)
The derivative of the process error is calculated by
determining the slope of the error over time and
multiplying this rate of change by the derivative
gain . The magnitude of the contribution of the
derivative term to the overall control action is termed
the derivative gain, .
The derivative term is given by:
Derivative action predicts system behavior and thus improves settling time and stability of the system.
Loop tuning
Tuning a control loop is the adjustment of its control parameters (proportional band/gain, integral gain/reset,
derivative gain/rate) to the optimum values for the desired control response. Stability (bounded oscillation)
is a basic requirement, but beyond that, different systems have different behavior, different applications have
different requirements, and requirements may conflict with one another.

26
PID tuning is a difficult problem, even though there are only three parameters and in principle is simple to
describe, because it must satisfy complex criteria within the limitations of PID control. There are
accordingly various methods for loop tuning, and more sophisticated techniques are the subject of patents;
this section describes some traditional manual methods for loop tuning.
Designing and tuning a PID controller appears to be conceptually intuitive, but can be hard in practice, if
multiple (and often conflicting) objectives such as short transient and high stability are to be achieved.
Usually, initial designs need to be adjusted repeatedly through computer simulations until the closed-loop
system performs or compromises as desired.
Some processes have a degree of nonlinearity and so parameters that work well at full-load conditions don't
work when the process is starting up from no-load; this can be corrected by gain scheduling (using different
parameters in different operating regions). PID controllers often provide acceptable control using default
tunings, but performance can generally be improved by careful tuning, and performance may be
unacceptable with poor tuning.
Stability
If the PID controller parameters (the gains of the proportional, integral and derivative terms) are chosen
incorrectly, the controlled process input can be unstable, i.e., its output diverges, with or without oscillation,
and is limited only by saturation or mechanical breakage. Instability is caused by excess gain, particularly in
the presence of significant lag.
Generally, stabilization of response is required and the process must not oscillate for any combination of
process conditions and setpoints, though sometimes marginal stability (bounded oscillation) is acceptable or
desired.
3.2.11 ABB MCB:
MCB´s protect installations against overload and short-circuit, warranting reliability and safety for
operations.
New System pro M compact S200 series are current limiting overcurrent protective devices. They have two
different tripping mechanisms, the delayed thermal tripping mechanism for overload protection and the
magnetic tripping mechanism for short circuit protection. They are available in different characteristics (B,
C, D, K, Z), configurations (1P, 1P+N, 2P, 3P, 3P+N, 4P), breaking capacities (up to 25 kA) and rated
currents (up to 63A). Depending on the product range, New System pro M compact S200 series comply
with
• IEC/EN 60898-1

27
• IEC/EN 60947-2
• UL 1077
• UL 489
allowing the use for residential, commercial and industrial applications.
Miniature circuit breakers (MCBs)
For domestic/residential installations in defined markets up to 6 kA breaking capacity 3 / 4 / 5 / 6 kA
• Compact Home SH 200 T, SH 200 L, SH 200
For domestic or small commercial installations up to 10 kA breaking capacity
• pro M compact S200, S200S, S200 M
For industrial installations up to 25 kA breaking capacity
• pro M compact S200, S200M, S200P, S200U, S200UP, S200UDC
• S280UC, S290
For commercial and industrial applications with high breaking capacities and special features / accessories
• S200P, S220, S290
• S500, S800
Special selective MCB (SMCB) with dedicated upstream and downstream selectivity are available in the
ranges
• S700
• S750
3.2.12 Washer pump:
Specifications:
Type: DC Motor
Motor: Brush
Voltage: 12V/ 24V
Working Maximum Current: ≤3.8A/≤1..5A
Fluid pressure: ≥1.2kgf/cm2
Flow Rate: ≥560ml/10s [with P=1bar
(100kpa/1.01971kgf/cm2)]
Cable type: AV 0.5 , length=15~55cm , PVC
tube length 8-45cm
Standard: B262160,SAEJ942,IEC34-6,JIS D5704,QC/T548-1999,GB755-2008
Washer pump 12V, 24V dc, windscreen washer pump, washer motor, window cleaning washer pump&
TOMOR for FORD,OE85310-10140

28

29

30
3.2.13 Three Pole Power Contactors - Type MNX 12
Catalogue No. CS 94108 / 9*
Power Contacts
No. of poles 3
Rated insulation voltage, Ui 690V
Rated impulse withstand voltage, Ui 8 kV
Rated making capacity - Amp 450
Rated breaking capacity - Amp 250
Conventional thermal current,
Ith
At 550C
Motor duty : 3Ø, 415V, 50Hz
30A Utilization category AC-
1 12A Utilization category AC-
2 5.5kW / 7.5hp / 12A Utilization category AC-
3 5.5kW / 7.5hp / 12A Utilization category AC-
4 Operational current /e for AC-4 Utilization
category at 415V,3Ø, 5OHz for 2,00,000
operating cycles
7.1A
Capacitor switching delta connected: 415V, 50Hz *** 7.5 k VAR Max. Permissible peak in-rush current, /p for capacitor
switching
680A
DC ratings (with 3 poles in
series)
and AC coil operation
12A DC 1 - 110V 12A DC 1 - 220V 12A DC 3 - 110V 12A DC 3 - 220V 12A DC 5 - 110V 7.5A DC 5 - 220V
Mechanical life, No. of operating cycles 15x106
Max. frequency of
operations: Operating
cycles/hr
7200 Mechanical 3000 Utilization Category
AC-1 750 Utilization Category
AC-2 750 Utilization Category
AC-3 300 Utilization Category
AC-4 Service Temperature -200C to +550C
Main terminal capacity
1 x 6 Lug (mm2)
- Link (mm2)
2 x 4 Solid Conductors (mm2)
2 x 2.5 Multi strand conductors
(mm2) Auxiliary Contacts
No. of built-in auxiliary contacts 1NO or 1NC
Conventional thermal current, / at 550C
t
h
10A
AC-15 rating at 415V, 50Hz 4A
Terminal capacity (Solid or multi strand conductors (mm2) 2 x 2.5
Coil
Voltage available for 50 Hz Uc V 24, 42, 110,
220 / 240, 415, 525 Pick-up 68 VA 0.82 Cos Ø Hold-on 11 VA 4 Watts Limits of operation 65 - 120 Pick-up (%Uc) 35 - 65 Drop-off(%Uc)

31
3.2.14 UNISON SSR
801 MODEL
DC TO AC SOLID STATE RELAY
(BACK TO BACK SCR & TRIAC)
INPUT: 4VDC TO 32VDC, 4-16mA,
OUTPUT : 24 TO 330VAC /480VAC,
25Amp / 50Amp / 90Amp / 150Amp, 1200PIV/1600PIV
32
Chapter 4
Actual Work Done
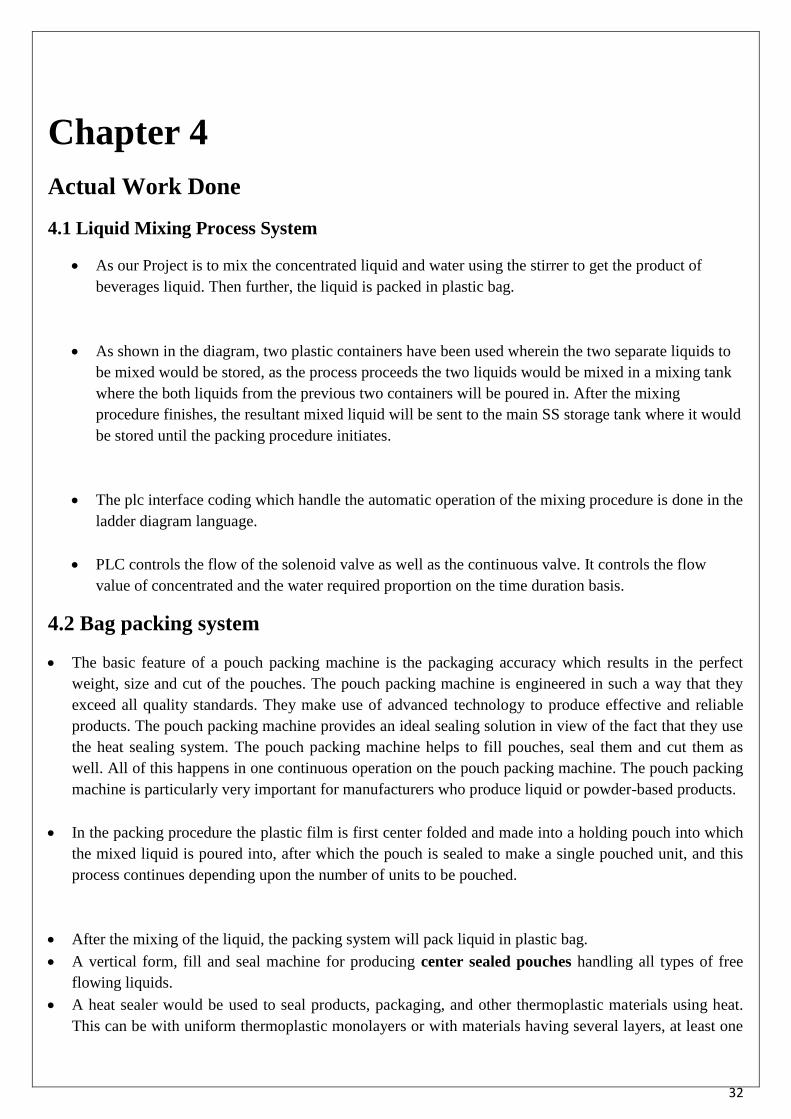
4.1 Liquid Mixing Process System
As our Project is to mix the concentrated liquid and water using the stirrer to get the product of
beverages liquid. Then further, the liquid is packed in plastic bag.
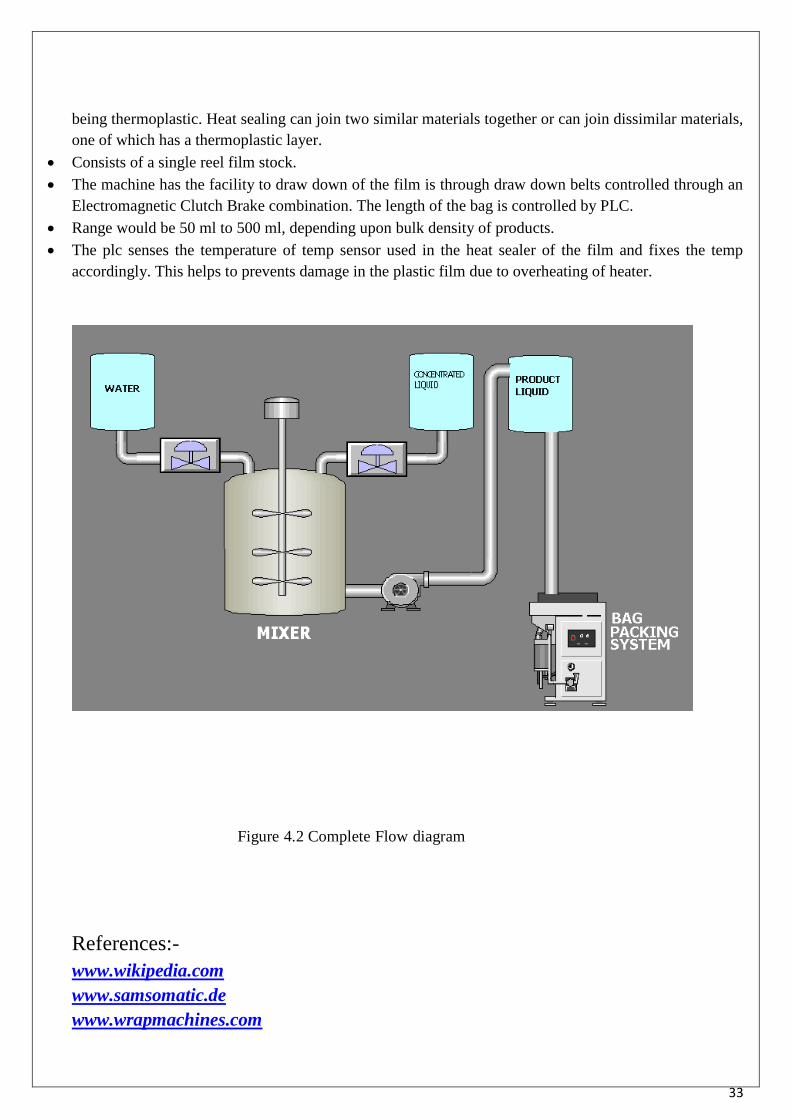
As shown in the diagram, two plastic containers have been used wherein the two separate liquids to
be mixed would be stored, as the process proceeds the two liquids would be mixed in a mixing tank
where the both liquids from the previous two containers will be poured in. After the mixing
procedure finishes, the resultant mixed liquid will be sent to the main SS storage tank where it would
be stored until the packing procedure initiates.
The plc interface coding which handle the automatic operation of the mixing procedure is done in the
ladder diagram language.
PLC controls the flow of the solenoid valve as well as the continuous valve. It controls the flow
value of concentrated and the water required proportion on the time duration basis.
4.2 Bag packing system
The basic feature of a pouch packing machine is the packaging accuracy which results in the perfect
weight, size and cut of the pouches. The pouch packing machine is engineered in such a way that they
exceed all quality standards. They make use of advanced technology to produce effective and reliable
products. The pouch packing machine provides an ideal sealing solution in view of the fact that they use
the heat sealing system. The pouch packing machine helps to fill pouches, seal them and cut them as
well. All of this happens in one continuous operation on the pouch packing machine. The pouch packing
machine is particularly very important for manufacturers who produce liquid or powder-based products.
In the packing procedure the plastic film is first center folded and made into a holding pouch into which
the mixed liquid is poured into, after which the pouch is sealed to make a single pouched unit, and this
process continues depending upon the number of units to be pouched.
After the mixing of the liquid, the packing system will pack liquid in plastic bag.
A vertical form, fill and seal machine for producing center sealed pouches handling all types of free
flowing liquids.
A heat sealer would be used to seal products, packaging, and other thermoplastic materials using heat.
This can be with uniform thermoplastic monolayers or with materials having several layers, at least one
33
being thermoplastic. Heat sealing can join two similar materials together or can join dissimilar materials,
one of which has a thermoplastic layer.
Consists of a single reel film stock.
The machine has the facility to draw down of the film is through draw down belts controlled through an
Electromagnetic Clutch Brake combination. The length of the bag is controlled by PLC.
Range would be 50 ml to 500 ml, depending upon bulk density of products.
The plc senses the temperature of temp sensor used in the heat sealer of the film and fixes the temp
accordingly. This helps to prevents damage in the plastic film due to overheating of heater.
Figure 4.2 Complete Flow diagram
References:-
www.wikipedia.com
www.samsomatic.de
www.wrapmachines.com