migration of substances from paper and board food packaging materials
TRANSCRIPT

Birgit Aurela
Academic Dissertation
To be presented with the permission of the Faculty of Science of the University of Helsinki
for public criticism in the Auditorium A129 of the Department of Chemistry, A. I. Virtasen
aukio 1, Helsinki, on October 26th, 2001, at 12 o’clock noon.
ISSN 1457-6252
MIGRATION OF SUBSTANCES FROM
PAPER AND BOARD
FOOD PACKAGING MATERIALS

Oy Keskuslaboratorio Birgit Aurela KCL Communications 3 MIGRATION OF SUBSTANCES FROM PAPER AND BOARD FOOD PACKAGING MATERIALS
ABSTRACT There are three basic requirements for food contact materials: substances that might endanger human health must not transfer from the packaging into food, the packaging must not impair the composition of the packaged product nor must it impair its sensory properties. The purpose of this work was to determine what potentially hazardous substances are present in paper and board packaging materials and whether these can migrate into food itself. For this purpose, it was necessary to develop several new methods of analysis for fiber materials, all of which were based on gas chromatography. Initially, several combinations of packaging/foodstuff were tested for compounds likely to migrate into food. Whenever significant amounts of such compounds were found, a test was performed to see whether the compounds could be transferred to a solid food simulant (Tenax, registered trademark for modified polyphenylene oxide resin). The final step was then to test whether the compounds migrated into the food wrapped in the packaging in question. Phthalates originating from adhesives and alkylbenzenes originating from printing inks showed significant migration into both Tenax and the foods tested. The migration test developed using Tenax and a closed migration vessel proved both feasible and useful, as the results corresponded well with real life migration of phthalates and alkylbenzenes. It is well known that migration accelerates with increasing temperature. Ovenable boards, which are used in microwave or conventional ovens at very high temperatures (up to around 200°C), demand migration tests different from those used for room temperature. Migration tests using Tenax at high temperature were easy to perform and satisfactorily simulated the actual use of food trays based on ovenable board. Both gravimetric overall migration and specific migration were determined. The overall migration from the samples was quite low. Consequently, it seemed that overall migration was not a limiting factor for high temperature use of the board. Compounds originating from the sizing agents used in the board’s manufacture were the main migrants. In addition to migration tests, methods were developed for testing barriers in food packaging materials. Spiking with model compounds followed by migration testing proved a promising way of developing a routine method for testing barriers. However, it is clear that a solid food simulant would be more feasible than the liquid simulants used at that time. Predictive migration models for polymers are already quite well established, but the inhomogeneity of fiber-based materials makes modeling difficult. Experiments on the diffusion of certain volatile compounds through laboratory kraft pulp sheets were compared with computer simulations. These simulations were based on random walk, and the fiber network structure was modeled explicitly. For each compound, diffusion constants in air were determined before studying diffusion through the sheets. These diffusion experiments were carried out using equipment built in-house in conjunction with gas chromatography. The major advantage of the random walk simulation created here is that it gives an estimate of the effective diffusion constant for the fiber network. For most of the compounds, experimental and simulation results agreed well. Both suggest that gas diffusion rate is very sensitive to sheet porosity.
CONTENTS
ABSTRACT..................................................................................................................2 PREFACE.....................................................................................................................5 LIST OF ORIGINAL PAPERS ....................................................................................6 ABBREVIATIONS.......................................................................................................7 short glossary of paper terminology..............................................................................9 1 INTRODUCTION ................................................................................................11 2 AIMS OF THE STUDY .......................................................................................13 3 BACKGROUND ..................................................................................................14
3.1 Interactions between packaging materials and food ....................................14 3.2 Current legislation........................................................................................15 3.3 Future EU legislation on paper and board food packaging..........................16
3.3.1 Forms of restrictions .......................................................................16 3.3.2 Functional barrier............................................................................18 3.3.3 Recycled fibers................................................................................19 3.3.4 Future EU resolution on packaging inks.........................................20
3.4 Migration from paper and board food packaging materials.........................21 3.5 Migration in high temperature applications .................................................22 3.6 Testing of migration.....................................................................................23 3.7 Migration modeling .....................................................................................25
4 EXPERIMENTAL................................................................................................26 4.1 Materials ......................................................................................................26 4.2 Instrumentation ............................................................................................30 4.3 Methods for testing barriers in food packaging materials............................32 4.4 Screening for potentially hazardous substances in fiber-based packagings.33 4.5 Quantification of selected compounds.........................................................35 4.6 Migration test using Tenax at low temperature ...........................................36 4.7 Migration test using Tenax at high temperature ..........................................37
4.7.1 Exposure to Tenax ..........................................................................37 4.7.2 Overall migration test gravimetrically ............................................38 4.7.3 Specific migration test with GC/MS...............................................38
4.8 Methods for studying migration into foods..................................................39 4.8.1 Migration tests with rolls ................................................................39 4.8.2 Migration into sugar under real conditions .....................................40
4.9 IR analyses ...................................................................................................40 4.10 Migration modeling .....................................................................................40
4.10.1 Porosity measurement ...................................................................40 4.10.2 Diffusion rate in air .......................................................................41

Copyright Oy Keskuslaboratorio – Centrallaboratorium Ab 2001
4.10.3 Diffusion rate through kraft pulp sheets....................................... 41 5 RESULTS AND DISCUSSION........................................................................... 43
5.1 Testing barriers in food packaging materials (II) ........................................ 43 5.2 Potentially hazardous substances present in fiber-based packagings (III, IV)44
5.2.1 Qualitative analyses........................................................................ 44 5.2.2 Quantitative analyses...................................................................... 46 5.2.3 Uneven distribution of compounds in packagings hampers migration testing (III) .................................................................................. 49
5.3 Migration into Tenax and foods at low temperature (III, IV)...................... 50 5.3.1 Migration tests using Tenax ........................................................... 50 5.3.2 Migration of phthalates into sugar (III) .......................................... 52 5.3.3 Migration of alkylbenzenes and butyrate into rolls (IV) ................ 53 5.3.4 Risk assessment for the migration studied ..................................... 54 5.3.5 Comparing migration into Tenax with migration into foods ......... 55
5.4 Migration into Tenax at high temperature (V) ............................................ 56 5.4.1 Overall migration ........................................................................... 56 5.4.2 Specific migration .......................................................................... 58
5.5 Migration modeling (VI) ............................................................................. 59 5.5.1 Experiments.................................................................................... 59 5.5.2 Comparison with simulations......................................................... 61
6 CONCLUSIONS .................................................................................................. 62 7 LITERATURE ..................................................................................................... 63 APPENDIX 70

KCL Communications 3
5
PREFACE
This work was carried out at Oy Keskuslaboratorio-Centrallaboratorium Ab (KCL). I would
like to express my gratitude to Prof. Marja-Liisa Riekkola for the opportunity to conduct my
thesis under her supervision. The manuscript was expertly reviewed by Prof. Bjarne
Holmbom and Dr. Harry Helén. I wish to thank all those people at KCL who made it possible
to carry out this research at KCL. This thesis would not have been possible without the
guidance of Dr. Liva Söderhjelm, who introduced me to world of food contact materials. I
want to thank Dr. Jukka Ketoja for his important role in the migration modeling and Dr.
Henry Lindell for the idea and chance to study ovenable boards. I would also like to thank all
my other co-authors.
Special thanks are due to Tarja Eriksson, Anna-Maija Kivistö and Ralf Tötterman for their
skillful technical assistance in the experiments. I am grateful to my colleagues and co-workers
at KCL for providing such a convivial working atmosphere. Several other people at KCL,
other research institutes and companies have also contributed to my thesis in one way or
another. I apologize for not being able to name them all here.
I am grateful to Philip Mason for revising the language of the dissertation and the
manuscripts, and for making them more readable.
Financial support from the Finnish Cultural Foundation and the National Technology Agency,
Finland (Tekes) is gratefully acknowledged.
Finally, I would like to thank my parents for the wonderful support I have received during the
last 39 years of my life. I particularly want to thank Antti for being both an encouraging
colleague and a patient husband. Last, but not least, I thank my daughters, Krista and Isa, for
letting their mother play with science. Now I will have more time to play with you.

KCL Communications 3
6
LIST OF ORIGINAL PAPERS
This dissertation is based on the following six articles, hereafter referred to by their Roman
numerals (I-VI).
I Residual Solvent Content in Heatset Offset Print, B. Aurela and T. Räisänen, J. High
Resol. Chromatogr. 16, 1993, 422-424.
II Development of Methods for Testing Barriers in Food Packaging Materials, B. Aurela,
T. Tapanila, R-M. Osmonen and L. Söderhjelm, J. High Resol. Chromatogr. 20, 1997,
499-502.
III Phthalates in paper and board packaging and their migration into Tenax and sugar, B.
Aurela, H. Kulmala and L. Söderhjelm, Food Addit. Contam., 16(12), 1999, 571-577.
IV Migration of alkylbenzenes from printing ink to food and Tenax, B. Aurela, T. Ohra-
aho and L. Söderhjelm, Packag. Technol. Sci., 14(2), 2001, 71-77.
V Migration from ovenable boards at high temperatures, B. Aurela, M. Vuorimaa and H.
Lindell, Nord. Pulp Pap. Res. J., 15(2), 2000, 124-128.
VI Diffusion of volatile compounds in fiber networks: experiments and modelling by
random walk simulation, B. Aurela and J. A. Ketoja, accepted to Food Addit. Contam.
The author has written publications I-V and the experimental part of publication VI.

KCL Communications 3
7
ABBREVIATIONS
ADI Acceptable Daily Intake
ATR attenuated total reflectance spectroscopy
AKD alkylketene dimer (sizing agent)
BBP benzylbutyl phthalate
BgVV Bundesinstitut für Gesundlichen Verbraucherschutz und Veterinärmedizin
Butyrate 2,2,4-trimethyl-1,3-pentanediol diisobutyrate (CAS 6846-50-0)
CEN Committee Européen de Normalisation (European Standardisation Organisation)
CH hydrocarbons
CoE Council of Europe
EC European Commission
D dispersion coating
DEP diethyl phthalate
DEHP diethylhexyl phthalate
DIBP diisobutyl phthalate
DIPNs diisopropylnaphthalenes
FAO Food and Agriculture Organization
FDA Food and Drug Administration
FID flame ionization detector
FTIR fourier transform infrared spectroscopy
GC gas chromatography
GMP Good Manufacturing Practise
HACCP Hazard Analysis of Critical Control Points
HYSBS board containing high yield pulp and solid bleached sulfate pulp
ISO International Standardisation Organisation
MOS Margins of Safety
MPPO modified polyphenylene oxide
NC nitrocellulose
NOEL No Observed Adverse Effect Level
LC liquid chromatography
MS mass spectrometry
QM Quantity in Material

KCL Communications 3
8
PE polyethylene
PET polyethylene terephthalate
PP polypropylene
PS polystyrene
LAB linear alkylbenzenes (CAS 67774-74-7)
SB styrene-butadiene
SCF EU Scientific Committee for Food
SML Specific Migration Limit
TDI Tolerable Daily Intake
SBS board containing solid bleached sulfate pulp
ToR Threshold of Regulation
TTC Threshold of Toxicological Concern

KCL Communications 3
9
SHORT GLOSSARY OF PAPER TERMINOLOGY
Beating — Any laboratory pulp refining (i.e. mechanical treatment of papermaking fibers to develop their optimum properties) or milling process. Binder (in pigment coating) — Component of coating dispersion that serves to bind the pigment particles together in the coating, bind the coating to the raw stock, reinforce the raw stock, and fill the pores in the pigment structure. Chemical pulp — Any pulp obtained from wood (or other plant raw material) principally by chemical means. The two major types of chemical pulp are kraft pulp and sulfite pulp. Dispersion coating — Coating for functional purposes with less pigment than in pigment coating (or no pigment at all). Folding boxboard — Paperboard suitable for conversion into folding cartons. In addition to general requirements of stiffness and durability, it must possess strength properties that permit scoring and folding. Contains usually mechanical pulp in the middle ply. Mechanical pulping — Any pulping process relying primarily on mechanical energy and/or mechanical methods to separate the fibers. Paperboard — Fundamentally, any thick, heavyweight papermaking product. The distinction between paper and paperboard is based on product thickness. Nominally, all sheets above 0.3 mm are classed as paperboard, but there are enough exceptions to blur the exact line of demarcation. Also commonly referred to simply as board (as in this text). Pigment coating — Coating consisting of fine mineral particles (usually clay) along with binders and other components. Sizing agent — Any material used for sizing (i.e. reducing liquid penetration), for example rosin with alum, starch, AKD, etc. Solid board — Paperboard made on the paper machine with the same material throughout, usually chemical pulp.

KCL Communications 3
10

KCL Communications 3
11
1 INTRODUCTION
Packagings are needed to ensure a reliable supply of safe and high-quality food for the
world’s population. The requirements placed on packagings in modern urban society differ
from those in societies in less developed countries. Demand for ready-to-eat meals and take-
away foods is rising explosively in urban communities, and consequently new packaging
designs are needed. Among other things, packaging is a powerful marketing tool designed to
be attractive to the eye and to provide information about its contents. However, the main
purpose of a packaging – to protect its contents – is global.
Total annual production of packaging paper and board in the EU is around 30 million tonnes.
It has been estimated that half of this packaging paper and board comes into contact with
food. Although paper and board as packaging materials have major environmental
advantages, the consumption of paperboard in comparison with other packaging materials has
decreased in the last five years. It is clear that packagings must not endanger human health or
impair the product they are intended to protect, for example by tainting the packed foods.
Both the food industry and consumers are putting increasing pressure on the regulatory bodies
to improve the safety of food packaging. Many competing materials, like plastics, are already
subject to EU legislation, something that facilitates business in these products. However,
there is so far no specific EU directive about paper and board in contact with foodstuffs. On
the other hand, Council Directive 89/109/EEC, which covers all food contact materials, states
that substances that are hazardous to human health must not be transferred (migrate) from the
packaging into the packed food.
The safety of food contact plastic materials has been studied extensively for several decades,
whereas extensive research into fiber-based food contact materials has been conducted only
for the last ten years. As a result, legislation on plastic materials is much more specific than
that on fiber-based materials. However, recommendations for paper and board intended for
food contact have recently been adopted. These recommendations are based very much on
recent scientific evidence. More scientific data is still needed to form the basis for future
recommendations and legislation [1, 2].

KCL Communications 3
12
As it is not always possible to use foodstuffs for testing food contact materials, food simulants
have been introduced. They are classified by convention as having the character of one or
more food types. Food types and simulants are indicated in the directives or technical
documents issued by the Council of Europe [3, 4, 5].

KCL Communications 3
13
2 AIMS OF THE STUDY
Materials intended for contact with food must not transfer any constituents to the food that
might endanger human health, change the composition of the food, or cause a deterioration in
its organoleptic properties. These stipulations contained in Council Directive 89/109/EEC
issued by European Commission concern all materials and articles coming into contact with
food. In the case of paper and board materials, however, little research is being carried out to
determine whether these stipulations are fulfilled. The purpose of this study was to determine
what potentially hazardous substances are present in paper and board packaging materials and
whether these can migrate into food itself.
More specifically, the aims were:
- to develop methods for testing barriers in food packaging materials (II)
- to investigate what potentially hazardous substances are present in paper and board
packaging materials (I, III-V)
- to develop methods using a solid food simulant (Tenax) for testing migration from fiber-
based materials (III, V)
- to compare the results of migration tests using Tenax with migration into foods (III, IV)
- to develop the simplest experimentally verifiable model for migration through a fiber
network (VI)

KCL Communications 3
14
3 BACKGROUND
3.1 Interactions between packaging materials and food
Food packaging interactions can be defined as chemical and/or physical reactions between a
food, its packaging and the environment which alter the composition, quality or physical
properties of the food and/or packaging [6]. Earlier, most research was focused on the adverse
effects of such interactions, but more recently there has been growing interest in how such
interactions might improve food quality. Examples of this are selective absorption of
undesirable aromas and use of antimicrobial polymers (active packagings).
In general, food-packaging interactions can be divided into three groups [7]
• Migration: the transfer of packaging components into food
• Sorption: the transfer of food components to the packaging
• Permeation: the transfer of components through the packaging in either direction
Sorption can also be called negative migration [8].
Examples of these interactions are [6]:
1. Migration
This can result in safety concerns and flavor degradation. The transfer of desirable functional
components such as antimicrobial agents, on the other hand, may be beneficial.
2. Sorption:
The transfer of desirable aromas from food to packaging can result in flavor alteration and/or
loss of packaging performance. Sorption of undesirable flavors or reduction in the oxygen
content of a packaging could be beneficial.
3. Egress permeation:
Loss of aroma volatiles, moisture etc. can result in changes in food quality.
4. Ingress permeation:
Ingress of oxygen, moisture, light and components that may cause tainting or endanger the
safety of food can be detrimental.

KCL Communications 3
15
Migration has become a major factor in regulations regarding the safety and quality of
packaged food. Diffusion is the main mechanism underlying migration [8, 9]. Diffusion is
caused by concentration gradients, i.e. mass transfer of components from regions of high
concentration to regions of low concentration will take place within the food and within the
packaging material. The rate of mass transfer is proportional to the concentration gradient.
The factor of proportionality is known as the ”diffusion coefficient” or “diffusivity”.
Diffusion exists for substances in the gaseous, liquid and solid states. In migration, the
commonest regimes comprise gas or liquid moving through and out of a solid. A typical
example is vinyl chloride (gas) in the respective polymer (solid). Diffusion depends on a
number of factors, i.e. the properties of the penetrating molecule, the temperature, the
concentration gradient and the nature of the matrix in which the diffusion takes place.
The rate of migration is diffusion-controlled, which is further complicated by the fact that
food components that have penetrated the packaging material may accelerate the diffusion of
packaging components. Three different types of migration can be distinguished [10]. In Class
I the diffusion coefficient is close to zero; hence little migration takes place. In Class II
migration the diffusion coefficient is constant and independent of time and type of food in
contact with the material. Class III systems refer to those where migration is controlled by
food contact, with the implication that in these systems migration is negligible in the absence
of food contact [11]. For example, food components penetrate the plastic, causing it to swell
and thereby affect migration.
3.2 Current legislation
There is currently no global or regional legislation governing paper and board packagings for
foodstuffs. In fact, many countries do not have their own specific regulations on paper and
board food packagings. Many of these countries model their requirements on the regulations
of other countries, in particular the American FDA (Food and Drug Administration) [12] and
the German BgVV (Bundesinstitut für GesundlichenVerbrauchershutz und Veterinärmedizin)
regulations [13]. The American FDA regulations are quoted globally, whereas German BgVV
appear more often as European references.

KCL Communications 3
16
The aim of regulations for food packaging materials is consumer protection. Food safety is a
priority for the European Commission. Article 2 of Council Directive (89/109/EEC) states the
following [14]:
Materials and articles must be manufactured in compliance with good manufacture practise
so that, under their normal or foreseeable conditions of use, they do not transfer their
constituents to foodstuffs in quantities which might endanger human health, bring about an
unacceptable change in the composition of the foodstuffs or a deterioration in the
organoleptic characteristics thereof.
This Directive is usually referred to as a Framework directive. Although at the moment there
are different kinds of national regulations for food contact paper and board within Europe, it
should be noted that the Framework Directive covers all food contact materials, including
paper and board.
3.3 Future EU legislation on paper and board food packaging
The Council of Europe (Committee of Experts on Materials Coming into Contact with Food,
hereafter called Committee of Experts) has worked on a resolution concerning paper and
board in food contact applications since 1987. Finally, in March 2001, the draft of the
resolution was published on the Internet (http:/www.coe.fr/soc-sp)[15]. The resolution will, in
all likelihood, form the basis of future European legislation, for example a directive on paper
and board intended for food contact. However, the resolution is only a recommendation that a
member state may, if it wishes, include in its legislation
3.3.1 Forms of restrictions
Specific migration limits (SMLs) are the main form of restriction for plastics. The SML is a
value assigned by the EU Scientific Committee for Food (SCF) to a substance as the
maximum amount that is allowed to migrate into food from food contact material. An SML is
usually expressed in mg/kg of food or food simulant. For years the general consensus has
been that where restrictions for specified substances are listed in EU Directives for plastics,

KCL Communications 3
17
the same restrictions will be adopted for the substances in the Index list of the Paper
resolution [16], and this principle is indeed included in a footnote to the Paper resolution [15].
The restrictions placed on the substances are based on toxicological assessments. The extent
of the assessment depends on the level of migration of the particular substance: the less
migration, the fewer toxicological tests [17]. Toxicological assessments result in values such
as Tolerable Daily Intake (TDI) or Acceptable Daily Intake (ADI) expressed in mg/kg body
weight/day (mg/kg bw/d). When this is issued or endorsed by the United Nations
(FAO/WHO) the standard abbreviation is ADI, whereas for the European Union Commission
(SCF) it is TDI [8].
Quantity of Material (QM) is the maximum permitted quantity of the substance in the finished
material or article. QM may be expressed in mg/dm2 of the surface in contact with food or in
mg/kg in the material.
Both SML and QM values can be derived from TDI or ADI values using conventions adopted
by SCF. One convention is that an average person weighs 60 kg and can consume up to 1 kg
of food per day, all wrapped in packaging containing the substance under evaluation. The QM
value also requires the convention that 6 dm2 of material comes into contact with 1 kg of
food, plus the assumption of 100% migration [16]. Thus, for a substance with a TDI of 0.01
mg/kg bw/d, the corresponding SML would be 0.6 mg/kg food (or food simulant).
It should be remembered that TDIs and ADIs are estimated for consumption over the lifetime
of an individual. Therefore, setting an SML on the assumption that all food consumed is
always packaged in a particular packaging material containing a particular substance is
certainly an overestimate of the true consumer exposure. In some cases, these overestimated
SML values are far too severe. Attempts are therefore being made to establish more realistic
exposure estimates in setting SML restrictions, such as the use of food consumption factors
and packaging usage factors [18].
In the USA, packaging materials are regulated under food legislation. Potential migrants from
packaging materials are considered as “indirect food additives”. The US Food and Drug
Administration (FDA) has developed an abbreviated process for evaluating packaging
materials instead of the extensive investigation normally required for food additives. This

KCL Communications 3
18
process is used to determine “when the likelihood or extent of migration to food of a
substance used in a food-contact article is so trivial as not to require regulation of the
substance as a food additive”. This trivial level, known as the “Threshold of Regulation”
(ToR), was based on a large database of carcinogenic potencies and was determined to be 1.5
µg/person/ day. This value was defined as being “low enough to ensure that the public health
is protected, even in the event that a substance exempted from regulation as a food additive is
later found to be a carcinogen”. Substances not having structural alerts or that are not known
carcinogens and are below the threshold value are considered by the FDA to be exempted
from regulation as food additives [19, 20, 21].
In the EU, there is growing support for the inclusion of the same kind of approach in the
harmonized legislation on food contact materials. This concept is called “Threshold of
Toxicological Concern” (TTC) [22].
3.3.2 Functional barrier
In the “Field of application” of the Paper resolution it is stated that, “When the materials and
articles consist of two or more layers, exclusively or not exclusively made of paper and board,
any layer which is composed of paper and board must fulfill the requirements of this
resolution, unless separated from the foodstuffs by a functional barrier to migration”.
The concept of a functional barrier is defined in the Resolution as “Any integral layer which
under normal or foreseeable conditions of use reduces all possible material transfer
(permeation or migration) from any layer beyond the barrier into food to a toxicologically and
organoleptically insignificant and to a technologically unavoidable level”.
Thus the efficiency of a functional barrier is eventually defined by a concentration of no
concern (that is a conventional value) in a food or a food simulant. However, the above
definition is quite difficult to interpret, and a new definition is therefore being discussed
within the EU [22].

KCL Communications 3
19
It is known from experience that only a few materials can be considered to be universal
barriers. Packaging research, which is focused mainly on the barrier properties towards
oxygen and water vapor or on how to retain the flavors of certain foodstuffs, provides
numerous examples of the need to combine several barrier layers in order to achieve an
absolute barrier [23, 24, 25, 26].
Only a few studies have been published on migration from a fiber material behind a barrier
layer into food [27, 28, 29, 30, 31]. The functional barrier concept is being investigated more
intensively in plastic materials and in articles where the virgin plastic layer separates the
recycled material from food [32, 33, 34]. For example, three-layered polypropylene (PP) cups
with recycled PP material in the middle layer have been studied to test the PP food contact
layer for its functional barrier behavior [35].
3.3.3 Recycled fibers
During preparation of the Paper resolution, one of the most difficult issues to be decided was
the use of recycled fibers in food contact materials. In many European countries recycled
fibers are widely used for food packagings, while in other countries there are tight restrictions
on the use of recovered material in contact with foods. The Paper resolution states that certain
grades of recycled fiber can be used in the manufacture of paper and board intended for food
contact. The details are given in the CoE document “Guidelines on paper and board made
from recycled fibers intended to come into contact with foodstuffs”. Guidelines are less
formal than resolutions; the Guidelines will be amended, as necessary, by the Committee of
Experts to take into account technological developments in the processing of recovered paper,
improvements in analytical techniques and increasing knowledge of the toxicology of
chemical substances [36].
Paper and board made in part or in full from recycled fibers are subject to certain
requirements in addition to those specified in the Paper resolution to ensure their safety. The
source of recovered paper and board, the processing technologies applied to remove
contaminants, and the intended end use of the product all have to be considered together.
These aspects are linked to each other in a consolidated matrix.
KCL Communications 3
20
The specific requirements imposed on end products depend on the nature of the food that will
be in contact with the material or article under study. Foods are divided into three types: fatty
and/or aqueous foods (all the requirements), dry non-fatty foods (some of the requirements)
and foods that need to be washed, shelled or peeled (none of the requirements). In contrast to
plastic materials, end product testing is also required when the product comes into contact
with dry foods. This is because migration from packaging materials into dry foods has been
demonstrated in a number of studies [37, 38, 39, 40, 41, 42, 43, 44, 56].
Most of the specific requirements deal with contaminants originating from printing inks or
adhesives, for example Michler's ketone, 4,4'-bis(diethylamino)benzophenone (DEAB),
phthalates, solvents, azo colorants, primary aromatic amines (suspected to be carcinogenic),
benzophenone and polycyclic aromatic hydrocarbons (PAH). In addition to these substances,
there are restrictions on fluorescent whitening agents (FWAs), diisopropylnaphthalenes
(DIPNs) and partially hydrogenated terphenyls (HTP) in the end product. It is thought that
these substances could be present in paper made from recycled fibers, and that they might
migrate into foods at levels which may pose a risk to health [45, 46, 47, 48, 49, 50, 51, 52,
53]. However, it should be noted that this list of substances is only an example; tests should
be carried out for other toxic substances whenever there are grounds to suspect their presence
in the end product. Although the recovered paper grades suitable as raw material for
manufacturing food packaging paper and board are specified in the Guidelines, the raw
material is still very heterogeneous. Other potentially toxic substances may therefore arise
from new studies [54].
3.3.4 Future EU resolution on packaging inks
The Committee of Experts is working on a resolution on the printing inks, primers, colored
lacquers and overprint varnishes applied to the non-food contact surface of food packagings
and articles intended to come into contact with foodstuffs (packaging inks). Although the
draft of the resolution on packaging inks is still preliminary, it is quite similar in structure to
the Paper resolution. At present, there are seven Technical documents related to the draft
resolution on packaging inks: Glossary, Index List, GMP, Exclusion List, Specifications for

KCL Communications 3
21
Colorants, Analytical Methods and Literature References. However, the Index List of
packaging inks covers only the following substances: dyes, additives used in organic
pigments, plasticizers, solvents and dryers. Consequently, not all the ingredients of the ink are
included in the list. Photoinitiators, for example, are not listed, although some of them are
known to be toxic.
3.4 Migration from paper and board food packaging materials
Migration from paper and board packaging materials has not been as extensively studied as
migration from plastic materials. However, it has been demonstrated that migration from
paper and board packagings does occur [44, 55, 56, 57, 58, 59, 60, 61]. Most of the migrants
detected originated from the printing inks or adhesives used in the manufacture of the finished
packaging. Diisopropylnaphthalenes (DIPNs) are an exception, because although they are
used as solvents in some printing inks, they are also widely employed in the paper industry in
the manufacture of carbonless copy paper and thermal paper.
The risks of contamination of food from printing ink components in packaging materials are
associated with two mechanisms: transfer through the packaging material and set-off
phenomena. The latter means that printing ink components are transferred from the printed to
the non-printed surface by direct contact during the material’s manufacture, storage or use. It
should be noted that these phenomena usually involve substances other than dyes, and are
therefore not visible. The use of recycled materials such as fibers from recovered paper may
also result in direct contact between ink components and food, or at least the route through the
material might be shorter. Castle has published an extensive review of potential contaminants
in recycled paper and board food contact materials [62]. Migration to dry foods was reported
for phthalates, diisopropylnaphthalenes (DIPNs), and certain volatile compounds. The
adhesives used for food packaging applications have been tested for overall and specific
migration using Tenax as a food simulant. Overall migration was well below the
recommended limit in both studies [63, 64].
Residues of dialkylaminobenzophenone UV-cure ink photoinitiators and their possible
migration into foods were investigated by Castle et al. [65]. One of these

KCL Communications 3
22
dialkylaminobenzophenones, namely Michler's ketone (4,4'-bis(dimethylamino)
benzophenone), is a suspected carcinogen. The concentrations of dialkylaminobenzophenones
found in paper and board packagings were low and migration into foods was not detectable. It
was concluded, therefore, that the concentrations of Michler's ketone present in the packaging
samples analyzed were unlikely to pose a risk to human health.
3.5 Migration in high temperature applications
The use of microwave ovens at home and in offices around the world will continue to grow,
and this will increase the demand for compatible packaging. Packages need to be suited for
baking and for preparation of semi-cooked dishes. Often the materials are deep frozen,
defrosted and reheated. Most ovenable boards today are extrusion coated with either
polypropylene (PP) or polyethylene terephthalate (PET). In some new applications boards are
coated with dispersion coatings [V].
The migration behavior of PET at high temperatures has been studied fairly extensively
because PET is used in microwave susceptors [66, 67, 68, 69, 70]. Microwave susceptor
packaging is designed to brown and crisp food in the microwave oven. These susceptors are
usually made of a metallized PET film laminated to paperboard with an adhesive. Some of the
studies are based on model compounds incorporated into susceptors [67, 68, 70].
The compounds in the studies just mentioned are in most cases typical of the PET or adhesive
layer, but little attention has been given to the compounds originating from paperboard. Back
in 1989, Booker and Friese developed a method for analyzing volatile compounds generated
from microwave interactive paperboard materials [71]. The volatiles were collected in Tenax
adsorbent and desorbed into the injector of a gas chromatograph. The compounds detected
were divided into two classes: thermally desorbed compounds, which are indigenous to the
material, and products produced from the pyrolysis of the material analyzed. This
classification can be made by examining the quantity of volatiles released in a given time at
several temperatures. Volatiles originally present in the material are easily desorbed and
assayed because they are present in limited amounts, whereas true pyrolysis products are

KCL Communications 3
23
continuously generated without achieving their stoichiometric limit. No migration tests were
performed during the study.
Calvey et al. used supercritical fluid chromatography to analyze potential migrants in solvent
extracts of several microwave susceptor packaging materials [72]. In addition to common
aliphatic and aromatic plasticizers they found long-chain alkyl ketones that may arise from the
alkyl ketene dimers used as sizing agents. No migration tests were performed.
In a recent study, Tenax was used to trap volatiles formed in PET-containing packaging
materials during prolonged heating (50 min) in a closed vessel at temperatures up to 230°C
[73]. The majority of compounds released by these PET-containing materials probably
originated from the other layers containing paper, adhesives or printing inks. The
concentrations found were generally very low. Several paper degradation products were
detected.
Migrant transfer routes can be more complicated when the foods are heated in the packaging
than when they are only stored at room temperature, because of possible transient contact with
splashed food. The photoinitiator benzophenone has been studied as an indicator migrant.
Migration to foods microwaved in a paperboard packaging was up to 1 mg/kg 74. It was
concluded that the mechanism of migration depended on the design of the packaging,
occurring by direct food contact, transient contact with splashed food, or by gas-phase
diffusion through an air gap. In a later study, it was shown that migration into foods heated in
trays with cartonboard splashguards was some 10 times higher when there was direct contact
between the food and the lid than in a situation where there was no direct contact [75].
3.6 Testing of migration
As mentioned in Chapter 3.3.1, specific migration limits (SMLs) are the main form of
restriction placed on plastics. At present, there are approximately one hundred SMLs in the
EU directives. There is therefore an urgent need for analytical methods with which to test the
compliance for all these SMLs. It is recommended that internationally recognized and
validated methods of analysis be applied in testing to ensure compliance with the legislation

KCL Communications 3
24
and recommendations. Analytical methods are the responsibility of the appropriate body
within the CEN (Comité Européen de Normalisation) or ISO (International Standardisation
Organisation). Unfortunately, the work within these international organizations is quite slow.
As there is as yet no uniform EU legislation on food contact paper and board, it is only natural
that there are no standardized migration tests for paper and board either. It was quite quickly
shown that the official liquid simulants used for plastic materials are not suitable for testing
paper and board. Olive oil, which is used as a fat simulant, was unsuitable even for plastic
coated paper and board [76, 77]. However, the alternative fatty food simulants, iso-octane and
ethanol, were found to be suitable for overall migration testing of paperboard in a migration
cell.
As most paper and board for food contact is intended for packaging of dry, non-fatty food, it
has been important to define a suitable simulant for this kind of food. Tenax is recognized by
the CoE Committee of Experts as a potential simulant for dry food. Tenax is a registered
trademark for modified polyphenylene oxide (MPPO). It is a porous polymer which
efficiently traps volatiles. Tenax is recognized by the European Commission in the “2nd
amendment of Directive 82/711/EEC” for testing plastics as a substitute test medium for fatty
food. Because of its thermal stability, Tenax is used for migration testing at elevated
temperatures [78]. Thus, Tenax is mentioned in Directive 97/48/EEC for testing plastics,
albeit only as a substitute for olive oil for high temperatures [79].
There are no standardized methods for migration testing using Tenax. However, there is a test
method for overall migration in the form of a European pre-standard for plastics used at high
temperature [80] and a proposed method for the determination of overall and specific
migration from microwave susceptors [81]. These methods use Tenax as food simulant.
Tenax is the preferred absorbent for testing microwave susceptors, although a reduction factor
is said to be needed to relate migration results to those expected for foods [70].
In summary, it is somewhat anomalous that Tenax is recognized on the one hand as a dry,
non-fatty food simulant for testing fiber materials, and on the other as a substitute fatty food
simulant for testing plastic materials. It was therefore necessary to study Tenax as a food
simulant and to develop migration tests for paper and board.
KCL Communications 3
25
Just recently, Summerfield and Cooper studied methods for testing migration from paper and
board into food [82]. They carried out migration tests using many foods (icing sugar, flour,
rice, cakes, pastries and pizza), Tenax and a so-called semi-solid simulant (40% celite, 35%
water and 25% olive oil). The migrants studied were phthalates (DBP and DIBP) and DIPN.
Tenax was found to be a suitable food simulant for dry foods and dry “fatty foods” such as
pastries and cakes. It was also found to be a suitable simulant for pizza base at higher
temperatures for short contact times. However, the migration was in some cases a little higher
in food than in Tenax. For example, phthalate migration was higher in rice than in Tenax
tested similarly in a migration vessel. The tests used are therefore not appropriate for
regulatory purposes.
3.7 Migration modeling
In many cases, compliance testing for plastic materials is time consuming and expensive due
to the many existing specific migration limits. Migration modeling has been studied for years
with the aim of reducing the number of migration tests. These investigations indicate that
migration from polymers obeys Fick’s diffusion law [83] and that migration is predictable. A
reasonable prediction of migration in many practical cases is achieved when two fundamental
constants are known: the partition coefficient (KP/L) of the migrant between the plastic (P) and
the food or simulating liquid (L) and the diffusion coefficient (Dp) of the migrant in the
plastic. However, there is some discussion over the assumptions made concerning partition
coefficients and how to take into account the swelling of the polymer. These models are
discussed elsewhere [84, 85, 86, 87, 88, 89, 90, 91, 92, 93].
Predictive migration models for polymers are already so well established that the European
Commission intends to allow their use as one quality assurance tool for plastics.
Consequently, in the Practical Guide, which is an informative document of regulations on all
food contact materials published by the European Commission, it is stated that “when it can
be demonstrated by generally recognized diffusion models that the amount of substance in the
material is such that the limit(s) cannot be exceeded in any foreseeable conditions” the
migration tests can be avoided [94].

KCL Communications 3
26
As migration from paper and board has been studied much less than migration from plastics,
the modeling of migration from fiber materials is only just starting. Models created for plastic
materials are based on a large database of the diffusion constants of additives in polyolefins
and on assumed partition coefficients. The same approach was recently applied to fiber
materials and for the study of functional barriers, for example plastic-coated board [95, 96,
97].
A different approach was used when the gas diffusion rate was investigated in model fiber
networks which closely resembled real paper [98, 99]. In these studies, molecular diffusion
was simulated by letting random walkers move through the uncoated pulp sheet.
Experimental studies of high-density papers used as barrier materials have shown that
pinholes, even in small numbers, increase the gas transmission rate through uncoated
greaseproof paper. When the pinholes are blocked with coating, the fibers’ contribution to
barrier formation becomes significant [100]. It is therefore important to understand how the
fiber network itself slows down gas diffusion.
4 EXPERIMENTAL
Materials, instrumentation and analytical procedures are described briefly in this section.
More detailed information can be found in papers I-VI.
4.1 Materials
All chemicals and solvents used were analytical grade in purity and obtained from
commercial sources like Merck (Germany) and Rathburn (UK). All compounds used for
quantification were purchased from commercial sources and are listed in papers I-VI. The
Tenax used in the migration tests was Tenax TA 60-80 mesh (Chrompack, the Netherlands).
Samples for developing the determination of the total content of hydrocarbons in printed
paper were heat-set offset printed at KCL. Initially, the pure mineral oil solvent of the ink was

KCL Communications 3
27
obtained from the ink manufacturer and used as a reference, but later a straight chain alkane
series with the same boiling point range was used, for example Florida TRPH Standard
(Restek, USA) (I).
The samples used to develop methods for testing barriers were commercial paper plates. In
one case the food contact layers was made of bleached pulp, while in the others it was plastic.
The surfaces of the plastic layers were identified by IR using the ATR technique to be
polyethylene (PE), polystyrene (PS) and nitrocellulose (NC). The thicknesses of the plastic
layers were not known (II).
Samples to study what potentially hazardous substances paper and board packagings might
contain and to develop migration tests using Tenax and/or foods at near ambient temperature
were obtained from packaging manufacturers. The packagings to be used in the study were
chosen together with the manufacturers. Packagings were not obtained from the store, because
the necessary information would then have been missing. In addition, it was convenient to
have empty, unused packaging. The brands, printing methods and varnishes (if any) were
known for all samples. Working together with the manufacturers was very important as it
enabled additional samples (packagings, inks, adhesives, etc.) and additional information to
be obtained when needed during the study. The packaging samples studied are listed in Table
1 (III, IV).
The two foodstuffs studied were purified and crystallized refined extra white sugar with a fine
grain size (0.35—0.41 mm) obtained from a sugar factory (III) and bread rolls made of wheat
flour purchased from a grocery store (IV).

KCL Communications 3
28
Table 1. Empty packaging samples studied in papers III and IV.
Printing method Material Intended use Supplier
1 4*offset, varnish boxboard cereals A
2 5*offset, varnish boxboard cereals A
3 6*flexo paper flour A
4 5*offset, varnish boxboard rice A
5 2*flexo corrugated pasta A
6 6*flexo paper cereals A
7 1*flexo kraft paper flour A
8 4*offset, varnish boxboard chocolate B
9 2*offset, varnish boxboard chocolate B
10 5*offset, varnish boxboard chocolate B
11 flexo paper sugar C
12 flexo paper sugar C
13 flexo boxboard sugar C
14 offset, varnish boxboard chocolate D
15 offset, varnish boxboard chocolate D
16 offset, varnish boxboard hamburger D
17 flexo, PE-coated paper pet food E
18 offset, varnish, PE solid board ice cream F
19 offset, varnish boxboard hamburger G
20 offset, varnish boxboard hamburger G
21 offset, varnish boxboard apple pie G
22 paper plate paper plate G
23 varnish paper plate paper plate G
24 varnish paper plate paper plate G
25 paper plate paper plate G
26 3*flexo, wax corrugated strawberry H
27 2*flexo corrugated pizza H
28 3*offset corrugated fatty H
29 4*offset corrugated liquorice H
n* = n color printing
boxboard = folding boxboard (board containing mechanical and bleached sulfate pulp)

KCL Communications 3
29
Samples to investigate what potentially hazardous substances ovenable boards might contain
and to develop a migration test using solid food simulant (Tenax) for high temperature
applications were obtained from the board manufacturer. The ovenable boards had either a
plastic coating or a dispersion coating and are listed in Table 2 (V).
Table 2. Ovenable board samples studied in paper V.
Code Board
grade
Clay
coating
Binder in clay
coating
Plastic or dispersion coating
(g/m2)
SBS/PET40 SBS no no 40 PET
SBS/PET22 SBS no no 22 PET
SBS(coat)/PET40 SBS yes acetate 40 PET
HYSBS1/PET35 HYSBS 1 yes acetate 35 PET
HYSBS2/PET35 HYSBS 2 yes SB 35 PET
HYSBS1/D1 HYSBS 1 yes acetate SB-based dispersion
HYSBS2/D2 HYSBS 2 yes SB acrylate-based dispersion
SBS/PP1 SBS no no 20 PP
SBS/PP2 SBS no no 20 PP/PP
SBS = board containing solid bleached sulfate pulp
HYSBS = board containing high yield pulp and solid bleached sulfate pulp
SB = styrene-butadiene
PET = polyethylene terephthalate
Samples for migration modeling were laboratory pulp sheets made at KCL. The sheets were
made of birch kraft pulp beaten in a PFI beater. The beating degree (number of revolutions)
was varied in order to produce sheets with different porosities. Sheet grammage was 130
g/m2. The sheets studied are listed in Table 3 (VI).
KCL Communications 3
30
Table 3. Laboratory pulp sheets studied in paper VI.
Batch Number of revolutions in PFI
beater
Porosity measured by oil absorption
method
A 2000 0.308±0.011
B 2000 0.320±0.006
C 1000 0.382±0.017
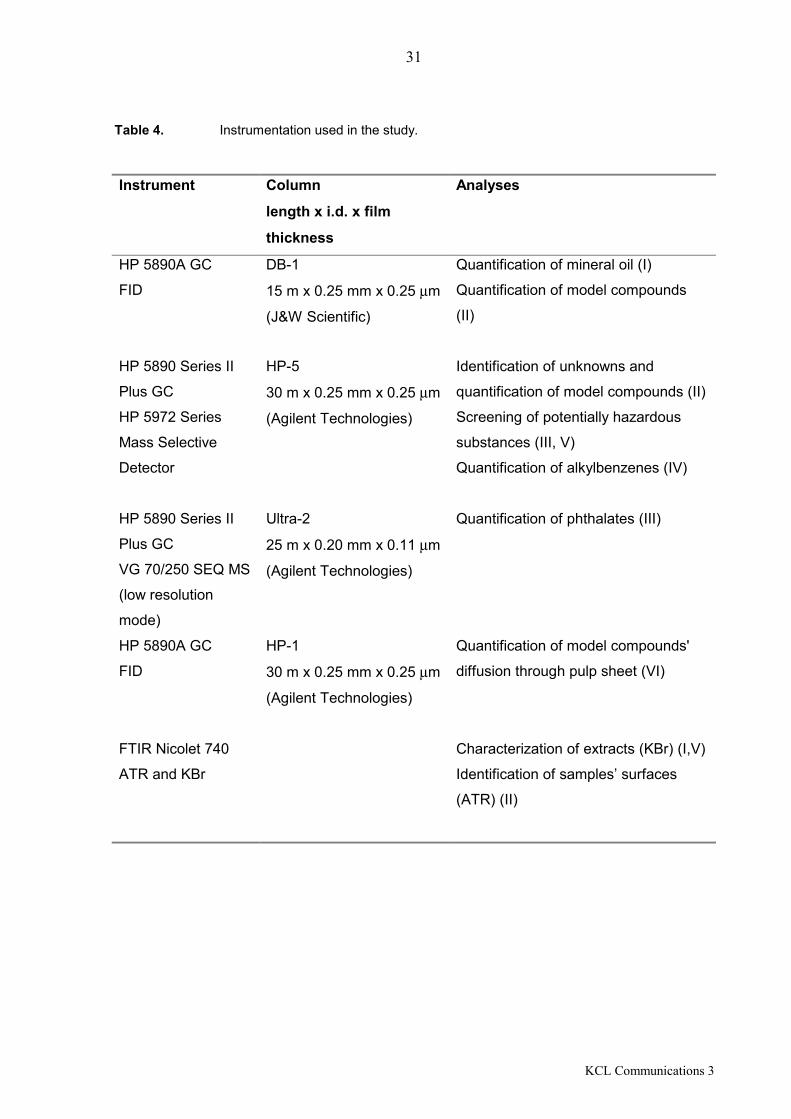
4.2 Instrumentation
Gas chromatography using both flame ionization (GC/FID) and mass spectrometric (GC/MS)
detection were used in this work. Liquid injections were performed by automatic liquid
samplers, but gas injections in experiments for migration modeling were performed manually.
Three different GC/FID and GC/MS instruments were used, and the instruments and columns
are presented in Table 4. The detailed GC and MS parameters can be found in papers I-VI.
Infrared spectroscopy was used for characterization of some extracts or evaporation residues.
Spectra of extracts were obtained from a thin film cast on a KBr window. The surfaces of
some samples were analyzed by IR using the ATR technique, for example to identify the
plastic layers or to check whether the board had a varnish layer or not.
KCL Communications 3
31
Table 4. Instrumentation used in the study.
Instrument Column
length x i.d. x film
thickness
Analyses
HP 5890A GC
FID
DB-1
15 m x 0.25 mm x 0.25 µm
(J&W Scientific)
Quantification of mineral oil (I)
Quantification of model compounds
(II)
HP 5890 Series II
Plus GC
HP 5972 Series
Mass Selective
Detector
HP-5
30 m x 0.25 mm x 0.25 µm
(Agilent Technologies)
Identification of unknowns and
quantification of model compounds (II)
Screening of potentially hazardous
substances (III, V)
Quantification of alkylbenzenes (IV)
HP 5890 Series II
Plus GC
VG 70/250 SEQ MS
(low resolution
mode)
Ultra-2
25 m x 0.20 mm x 0.11 µm
(Agilent Technologies)
Quantification of phthalates (III)
HP 5890A GC
FID
HP-1
30 m x 0.25 mm x 0.25 µm
(Agilent Technologies)
Quantification of model compounds'
diffusion through pulp sheet (VI)
FTIR Nicolet 740
ATR and KBr
Characterization of extracts (KBr) (I,V)
Identification of samples’ surfaces
(ATR) (II)

KCL Communications 3
32
4.3 Methods for testing barriers in food packaging materials
The basic rules necessary for testing migration, including simulants, are given in the 1982
directive for plastics (82/711/EEC). The simulants given in the directive are water, 3% acetic
acid, 15% ethanol and olive oil [101]. However, alternative test media for olive oil were being
studied back in the 1980s because of the difficulties related to the use of olive oil. These more
powerful test media included iso-octane and ethanol (95%) [102, 103, 104, 105, 106, 107,
108, 109, 110]. In 1997, Commission Directive 97/48/EC was published, introducing the
above mentioned volatile test media and MPPO (modified polyphenylene oxide) as
alternative fatty food simulants [76]. In this study the test media used were 94% ethanol and
iso-octane. Later in the text the word “simulant” is used for these test media.
As stated in directive 93/8/EEC, “Verification of compliance of migration into foodstuffs with
the migration limits shall be carried out under the most extreme conditions of time and
temperature foreseeable in actual use” [111]. For paper plates, the test conditions chosen
were 2 hours at 70oC, because it was considered that the paper plates may be employed for
periods of more than one hour at temperatures between 40°C and 70°C, for example with hot
soup. However, a later directive 97/48/EC states that the maximum temperature for volatile
test media is 60°C, but this was not known at the time this study was carried out.
Tests were performed using commercial migration cells (Calipac cells manufactured by
TECHPAP, France) in which the food contact surface of the specimen was exposed to the
food simulant (Figure 1). This is known as a single side migration test. Solutions of model
compounds were spiked onto the non-food contact layer of the paper plates, which were then
placed into the migration cells. The amounts of model compounds added ranged from 3 mg to
10 mg. The total volume of the spike solution was 100 µl, and several spots were made on
each plate. Pre-heated migration cells were set up and pre-heated simulant was added (200
ml). On completion of the test, 10 ml of simulant was taken for GC analysis. Before the GC
analyses the simulant was concentrated by gentle evaporation under nitrogen. Blank tests
were carried out with the migration cells without samples.

KCL Communications 3
33
The model compounds were chosen to represent different molecular sizes and polarities. The
model compounds selected were those that may originally be present in fiber material and
which are also easy to determine by gas chromatography.
The most suitable compounds seemed to be vanillin, docosane and abietic acid. Abietic acid
is a resin acid, and represents wood extractives and/or resin glue used as sizing agent.
Docosane represents a paraffin hydrocarbon, such as may originate from recycled fibers (e.g.
printing inks) and/or chemicals used in the pulp and paper industry (e.g. anti-foaming agents).
Vanillin represents a low molecular mass aldehyde, such as may be present in fiber material
(e.g. from degradation of lignin) (II).
Figure 1. Commercial migration cell used in the test. A round sample is cut from the paper plate (or
from the board as in the figure). The cell is put together and simulant is introduced.
4.4 Screening for potentially hazardous substances in fiber-based packagings
At least 50 g of the paper or board packaging (Table 1) was cut into small pieces (about 1 cm
× 1 cm), which were then mixed. In the case of large packagings, samples were taken from
the heavily printed area and from joints including adhesives. Small packagings were cut up
completely. Five gram amounts of the cut pieces were used in the analysis. A mixture (100 µl)

KCL Communications 3
34
of internal standards (BHT and C21 or C22) in hexane was added to the cut pieces of
packaging. The amount of internal standard was approximately 500 µg, corresponding to 100
mg/kg in the sample. Extraction was performed by shaking in a conical flask with hexane (45
ml) for half an hour. The hexane extract was transferred to a volumetric flask (50 ml) and
used for compositional analysis of packages as well as for quantification of selected
substances, for example phthalates, alkylbenzenes and hydrocarbons (see 4.5).
For compositional analysis, 1 ml of the hexane extract was evaporated under a stream of
nitrogen to a volume of 50 µl (approximately) and analyzed by GC/MS in scan mode.
Electron impact (EI) spectra were recorded at 70 eV and the scanning range was
40 to 600 amu.
Compositional analysis screens for potentially hazardous substances thought likely to migrate
into food. The main criterion in compositional analysis was the content of the substance in the
packaging: the higher the content, the more likely that the substance will migrate into food.
The contents of the substances were estimated by comparing their peak areas with the internal
standards’ peak areas. Generally, the “limit of interest” was 1 mg/kg in the packaging
material. On the other hand, the substances assumed to originate from the fiber material on
the basis of the tentative GC/MS identification were of greater interest than substances
originating from printing inks or adhesives.
Most of the chromatographic peaks from the extracts could not be identified from the
commercial mass spectra library (Wiley). However, the exact identification of the substances
was not essential at this stage. The next step was to study whether these known or unknown
substances migrated into the food simulant (Tenax). For these migration tests, a user library of
mass spectra was built up. Chromatographic peaks regarded as interesting because of their
high content and/or tentative GC/MS identification were included in the user MS library.
Those unknown peaks in the user MS library that were found again from the Tenax were
studied in more detail. This approach significantly reduced the number of unknown peaks that
had to be identified. Identification of the unknowns was based on the commercial MS library
suggestions and mass spectra, but the main aid was information on substances possibly
present in fiber-based packaging materials. Finally, the unknown was identified, if possible,
using a model compound.

KCL Communications 3
35
4.5 Quantification of selected compounds
In Paper I, a method was developed for determining the residual mineral oil solvent content of
print. The method was later adapted for the quantification of selected compounds in
packaging samples.
Packaging samples were extracted with hexane as described above (4.4).
Phthalates were determined in the hexane extracts by GC/MS using SIM detection. The
following specific ions were monitored: m/z 220 (BHT), 163 (dimethylphthalate), 149 (other
phthalates) and 129 (adipates, especially diethylhexyladipate). Phthalates were determined
quantitatively using a one-point calibration. The calibration mixture contained DIBP, DBP,
DEHP and DEHA (10 µg/ml) with BHT (50 µg/ml) as internal standard (III).
Hydrocarbons were determined in the hexane extract by GC/FID after aluminum oxide
purification. An aliquot of hexane extract (10 ml) was transferred to a test tube and a spoonful
of dry aluminum oxide was added. After shaking (30 sec), the extract was evaporated under a
stream of nitrogen to approximately 1 ml. Hydrocarbons were determined quantitatively using
one-point calibration (I). The commercial calibration mixture contained alkanes with even
number of carbon atoms from C8 to C40 (50 µg/ml).
Alkylbenzenes were determined in the hexane extract by GC/MS using scan detection. The
total content of alkylbenzenes was the sum of the 18 homologous alkylbenzenes. As no model
compounds or mixtures were available at the beginning of the study, the quantification was
based on docosane, assuming that the response factor for alkylbenzenes was one. Heneicosane
was chosen as the basis for quantification, as it eluted shortly after the alkylbenzenes. Later,
the alkylbenzene mixture used in the printing ink was obtained from the ink manufacturer,
and it was confirmed that the compounds quantified as alkylbenzenes were the same as in the
ink (IV).

KCL Communications 3
36
4.6 Migration test using Tenax at low temperature
As large a sample as possible and practical (0.4 dm2 or 0.07 dm2) was used for the migration
test. The amount of Tenax was 4 g per square decimeter, as described in the draft prCEN
method for overall migration at high temperatures [112]. Tests were performed in triplicate. A
method blank (migration test without sample) was prepared alongside the samples. A
simulant blank (extraction of Tenax without the migration step) was tested occasionally.
Samples were exposed to the simulant using single-side contact. The migration vessel was a
closed glass jar considered to be gas-tight (Figure 2). Internal standard (BHT and C21 or C22 )
solution was added to the migration vessel simultaneously with the sample.
1.
2.
3.
4.(A) (B)
Figure 2. Experimental set-up for migration test with Tenax. (A) Preparation for test: 1. Lid, 2.
Aluminum foil, 3. Sample, and 4. Tenax. (B) Exposure to Tenax: glass jar upside down.
Exposure temperature and time were based on the Commission Directive 97/48/EC “2nd
amendment of Directive 82/711”, see Appendix 1. The tests were performed in triplicate and
a method blank (migration test without the sample) was prepared alongside the samples. After
exposure, Tenax was extracted with ethyl acetate using an ultrasonic bath (2 min) and the
extract transferred to a volumetric flask. The ethyl acetate extract was analyzed by GC/MS in
scan mode (III, IV).

KCL Communications 3
37
4.7 Migration test using Tenax at high temperature
4.7.1 Exposure to Tenax
Ovenable trays were constructed manually from A4 board samples. A collar from a
commercial migration cell was placed on the sample to outline an area of 1 dm². Tenax (4 g)
was poured onto the outlined area of the food contact surface (Figure 3). As a blank, the
Tenax was placed on a migration mount (metal plate) and the contact area was outlined with a
migration cell collar as when samples were used.
The sample was placed in an oven and heated under the appropriate test conditions
(temperature and time). The sensor of a digital thermometer was placed in the oven to
measure the air temperature slightly above the sample. The oven reached the pre-set
temperature a few minutes after introduction of the sample. The temperature tolerance was ±5
°C. After the predetermined exposure time, the Tenax was divided into two vials: one for
gravimetric determination of the overall migration and the other for GC/MS analysis of
specific migration (V).
Figure 3. Experimental set-up for migration test using Tenax at high temperature. The migration
collar outlines an exact area of 1 dm2, which is covered by the Tenax. The steel rack
makes sample handling easier.

KCL Communications 3
38
4.7.2 Overall migration test gravimetrically
Tenax was extracted twice with diethyl ether as described in the method proposal for CEN
[113]. Diethyl ether (20 ml) was added to a vial followed by manual shaking for one minute.
After centrifugation the diethyl ether was transferred to constant weighed vials. The extraction
and centrifugation were repeated with a 15 ml portion of diethyl ether. The extracts were then
combined and evaporated to dryness under a stream of nitrogen. The evaporation residue from
the extract was taken as the overall migration. Constant weight was considered to be achieved
when the difference between two consecutive weighings was equal to or less than 0.5 mg.
The area of the board sample in direct contact with Tenax was 1 dm². The overall migration
into the Tenax via the gas phase from the board was negligible. The overall migration was
therefore calculated using the board area 1 dm2.
The overall migration into Tenax is given by
M mmmr
t
v
= × × 1000 (1)
where: M = overall migration into Tenax (mg/dm2)
mr = residue after evaporation (g)
mt = amount of Tenax in contact with the sample during testing (g)
mv = amount of Tenax in the vial after the oven test (g)
The blank determination was carried out in three replicates and the average of these was
subtracted from each individual test result. The test result for each test specimen was the
average of three replicates. No reduction factors were used (V).
4.7.3 Specific migration test with GC/MS
Tenax was extracted using a similar diethyl ether extraction as described for overall
migration. An internal standard (cyclohexylbenzene) was added to the extract for specific
migration testing. The extract was evaporated under a stream of nitrogen at room temperature

KCL Communications 3
39
to a volume of 5 ml and analyzed by GC-MS. The concentration criterion used to distinguish
between the different substances was based on the following assumptions: EC legislation on
the specific migration limits (SML) for carcinogenic compounds (10 µg/kg food), the
conventional ratio of 1 kg food in contact with 6 dm2 packaging, and a chromatographic
response factor of one for both the internal standard and the substances that migrated into
Tenax [73] (V).
4.8 Methods for studying migration into foods
4.8.1 Migration tests with rolls
Hamburger collars were tested using rolls as simplified hamburgers. The tests were carried
out in triplicate and a method blank (roll without collar) was prepared alongside the samples.
The collar was put tightly around the roll and wrapped with aluminum foil (Figure 4). The test
conditions were the same as for Tenax (30 min, 70°C). After exposure, the rolls were cut into
small pieces and extracted twice with hexane using an ultrasonic bath. The quantification of
alkylbenzenes in rolls was performed as for board (IV).
Figure 4. Experimental set-up for migration test with roll. The hamburger collar was put around the
roll and this was wrapped in aluminum foil.

KCL Communications 3
40
4.8.2 Migration into sugar under real conditions
Migration of phthalates from sugar packs was investigated under real conditions. Phthalate
levels in the sugar were determined before and after packaging. Sugar before packaging was
received from the sugar factory, as were the sugar packagings, which were stored at room
temperature at the factory. After storage a paper bag containing 1 kg of sugar was emptied
into a glass jar and the sugar was mixed carefully. Two replicates of the sugar (10 g) were
taken for analysis. A solution (50 µl) of internal standard (BHT) in hexane was added to the
sample. Extraction was performed in a conical flask with hexane (10 ml) for half an hour, and
the hexane extract was transferred to a volumetric flask (10 ml). Phthalates were determined
in the hexane extract by GC/MS. The quantification of phthalates in sugar was carried out as
for the packaging samples, although the concentration of the calibration sample was adjusted
(III).
4.9 IR analyses
FTIR was used for characterization of some extracts or evaporation residues. Spectra of the
extracts were obtained from a thin film cast on a KBr window with an FTIR instrument (I, V).
The surfaces of the samples were identified by IR using the ATR technique (II).
4.10 Migration modeling
4.10.1 Porosity measurement
The porosity of the sheets was measured by weighing them before and after immersion (60 s)
in silicone oil (viscosity 10 mPas). After immersion, the sheet surfaces were wiped until the
gloss disappeared (VI).

KCL Communications 3
41
4.10.2 Diffusion rate in air
The diffusion rates for the model compounds in air were measured using a specially made
tube (length 25 cm, internal diameter 6 mm) and gas chromatography. The tube ends were
plugged with gas-tight septa. The model compound was introduced into the tube by piercing
the septum with the needle of a syringe filled with the compound. The model compound was
allowed to evaporate freely from the needle tip. Gas samples were taken from the other end of
the tube with a gas-tight syringe. These samples (50 µl) were injected into the GC/FID.
Samples were taken at intervals varying from 5 to 20 minutes (more frequent sampling was
applied at the beginning) and this continued until a steady concentration of the model
compound in the tube was achieved. This was double checked by removing the application
syringe and taking gas samples from this end too. Areas of the chromatographic peaks were
used to plot the curve describing the concentration increase within the tube (VI).
4.10.3 Diffusion rate through kraft pulp sheets
The diffusion of model compounds through kraft pulp sheets was measured using a specially
constructed test cell (Figure 5) and gas chromatography. For these experiments, specimens of
size 1 dm2 were cut from the laboratory sheets. The edges of the specimens were treated with
silicone glue in order to prevent leakage. Eight sheets were stacked together in order to slow
down diffusion and make the measurement easier.
The test cell was made of stainless steel and was divided into two subcells of equal volume
(ca. 200 ml). After placing the model compound in the eight small weighing boats in the
lower subcell, the two subcells were pressed together tightly with the barrier (i.e. stack of
eight kraft sheets) in between. Similar gas samples (50 µl) were taken from both subcells at
almost equal times with a gas-tight syringe. This avoided any pressure gradient across the
barrier and allowed any leakage to be observed. The samples were injected into the GC/FID.
Sampling at intervals varying between 3 and 20 minutes was continued until equilibrium was
reached between the bottom and top subcells. The areas of the chromatographic peaks at

KCL Communications 3
42
about ten different time points were used to plot the curve of increasing concentration in the
top subcell as compared to the concentration in the bottom subcell (VI).
A B
Figure 5. A) Preparation for the test to determine the diffusion of model compound through pulp
sheets using a specially constructed test cell. B) Performing the test.

KCL Communications 3
43
5 RESULTS AND DISCUSSION
5.1 Testing barriers in food packaging materials (II)
Four paper plate samples were tested using model compounds. The results obtained for the
transfer of these model compounds through the barrier layer are presented in Table 5.
Table 5. Results for transfer of model compounds through the barrier layer. Tests were
carried out in the migration cell for 2 hours at 70°C.
Sample Docosane Vanillin Abietic acid
ethanol iso-
octane
ethanol iso-octane ethanol iso-octane
1 PE ++ +++ + - ++ -
2 PS ++ + ++ + + +
3 NC + - ++ + + -
4 ++ +++ ++ - ++ +
Samples:
1: Polyethylene coated, virgin fiber paper plate
2: Polystyrene coated paper plate, virgin fiber paper plate
3: Nitrocellulose coated paper plate, virgin fiber paper plate
4: Recycled fiber paper plate, food contact surface virgin fibre
- = not detected in simulant
+,++,+++ = increasing concentration in simulant indicating increasing transfer of model
compounds through the barrier layer
In nearly all tests the paper plates became completely wetted and in some cases some of the
simulant evaporated off. This wetting may be due to pinholes in the plastic layer, to the
thinness of the plastic, or to the type of plastic concerned. Nevertheless, wetting of the
samples indicates that the barrier layers did not resist penetration completely.

KCL Communications 3
44
Spiking with model compounds like vanillin and docosane is a very simple method and does
not need expensive instruments. Reliable identification of the model compounds from the
GC/FID chromatograms requires addition of a suitable internal standard.
Injection is always critical in GC, especially when several different solvents are used. With
fast automatic injection vanillin was split into two peaks when the solvent was ethanol, but
not with non-polar solvents like hexane and iso-octane. Splitting also occurred with the
slightly polar column (HP-5). This splitting was avoided by using a glass wool plug in the
liner, which improves evaporation of the sample in the injector.
Most of the unknown peaks in the chromatograms were impossible to identify by commercial
MS library search. Phthalates, antioxidants and hydrocarbons were identified only as a groups
of compounds. It was therefore clear that the identification of compounds in future work has
to be based on additional aids, for example on a user MS library and on expertise in fiber-
based materials.
5.2 Potentially hazardous substances present in fiber-based packagings (III, IV)
5.2.1 Qualitative analyses
All packaging samples received from the manufacturers (Table 1) were extracted with hexane
and analyzed by GC/MS for potentially hazardous substances. The GC/MS chromatograms of
concentrated hexane extracts could be grouped quite nicely according to fiber material and
printing method. Actually, many of the chromatograms had only a few major peaks and these
were identified. Figure 6 presents some of the typical chromatograms. Folding boxboards that
contain mechanical pulp usually had more peaks due to the extractives present in the
mechanical pulp. Offset printed packagings all had high peaks due to plasticizers – either
phthalates or adipates – but the hydrocarbon contents varied considerably. Some of the
folding boxboards were sized with AKD (alkyl ketene dimer), which produced three high
peaks, namely distearic ketone (stearone), dipalmitic ketone (palmitone) and stearicpalmitic
ketone. These compounds have high molecular masses and high boiling points, which means
they were unlikely to migrate at room temperature. Similarly, some quite high peaks were

KCL Communications 3
45
seen at the ends of some chromatograms of boxboards which, though originating from fiber
material (extractives), were not of interest because of their high boiling points.
4.00 6.00 8.0010.0012.0014.0016.0018.0020.0022.0024.0026.0028.00
1000000200000030000004000000
Time-->
Abundance
TIC: MS-1154.DA
4.00 6.00 8.0010.0012.0014.0016.0018.0020.0022.0024.0026.0028.00
1000000200000030000004000000
Time-->
Abundance
TIC: MS-1159.DB
4.00 6.00 8.0010.0012.0014.0016.0018.0020.0022.0024.0026.0028.00
1000000200000030000004000000
Time-->
Abundance
TIC: MS-1163.DC
4.00 6.00 8.0010.0012.0014.0016.0018.0020.0022.0024.0026.0028.00
1000000200000030000004000000
Time-->
Abundance
TIC: MS8-69.DD
Figure 6. Typical GC/MS chromatograms of the hexane extracts of the four different kinds of
packaging sample. A) offset printed solid board (contains only chemical pulp), B) flexo
printed corrugated board (contains recycled fibers), C) offset printed folding boxboard
(contains chemical and mechanical pulp) and D) flexo printed paper (contains only
chemical pulp).
As described earlier, a user library of mass spectra was established. In this library, the peaks
were named as follows: retention time, sample name and name of MS datafile. There are
more than 40 entries in the user MS library at the moment. This user library was utilized when
the chromatograms from the migration test with Tenax were examined. Many of the distinct
peaks present in the chromatograms of packagings did not migrate into Tenax. This further
reduced the number of peaks of interest for this study.

KCL Communications 3
46
It was already known that offset printed packagings contain phthalates (used as a plasticizers
in inks) and hydrocarbons (mineral oil used as ink solvent) (I). It was also known that both
phthalates and hydrocarbons may migrate from packaging material into foods [l, 43, 39, 40,
41, 42, 44], and these compounds were therefore quantified in all samples (Table 6).
Screening analysis, however, revealed that the most interesting compounds were phthalates
and alkylbenzenes. In addition to these, another compound found in packagings was identified
as 2,2,4-trimethyl-1,3-pentanediol diisobutyrate (CAS 6846-50-0, hereafter called butyrate,
but in paper IV TMPDiB). This identification was verified with a model compound after it
was found to migrate significantly into Tenax. Butyrate is used in offset inks as a plasticizer
or solvent component.
5.2.2 Quantitative analyses
Phthalates in packagings
18 out of the 30 samples studied had phthalate contents exceeding 5 mg/kg (Table 6). The
most common phthalates were DEHP and DBP, which is in agreement with previous findings
[42]. In addition, DIBP was found in many samples originating from several different
suppliers. Diethylphthalate (DEP) was identified in one sample. No butylbenzylphthalate
(BBP) was found in these samples (III).

KCL Communications 3
47
Table 6. Contents of phthalates (DBP, DEHP and DIBP), alkylbenzenes (LAB), butyrate
and hydrocarbons (CH) in unused packaging samples obtained from the
manufacturers (mg/kg).
No. Printing process Material DBP DEHP DIBP LAB Butyrate CH
1 offset, varnish boxboard - - 41 - + 80
2 offset, varnish boxboard - 210 + + - 780
3 flexo paper - - - - - 10
4 offset, varnish boxboard - - 30 + + 610
5 flexo corrugated board - - - - - 80
6 flexo paper - - + - - 7
7 flexo kraft paper - - - - - n.a.
8 offset, varnish boxboard 43 81 - + + 80
9 offset, varnish boxboard - 20 - - + 230
10 offset, varnish boxboard - - - + + n.a.
11 flexo paper 65 - 360 - - 60
12 flexo paper 100 - 450 - - 30
13 flexo boxboard - - - - - 20
14 offset, varnish boxboard - 260 - + + 830
15 offset, varnish boxboard - 9 - + + 400
16 offset, varnish boxboard 7 31 - + + 270
17 flexo, PE-coated paper 12 - - - - 1290
18 offset, varnish, PE solid board - - - + + 500
19 offset, varnish boxboard 38 430 - 670 + 790
20 offset, varnish boxboard 31 400 - + + 230
21 offset, varnish boxboard 130 170 - + + 580
22 paper plate - 8 - - - n.a.
23 varnish paper plate - - - - - 20
24 varnish paper plate - - - - - 5
25 paper plate,
recycled
16 21 - - - 470
26 flexo, wax corrugated board - - - - - n.a.
27 flexo corrugated board - - - - - 260
28 offset corrugated board - - - - + n.a.
29 offset corrugated board - - - - + 250
- = below 5 mg/kg + = identified but not quantified n.a. = not analyzed

KCL Communications 3
48
In most cases the origin of the phthalates was assumed to be offset printing. However, two of
the flexo-printed samples (samples 11and 12 in Table 6) contained significant amounts of
phthalates, and these packagings, which were intended for sugar, were studied in more detail.
Both packagings had been manufactured in the same place using the same printing inks and
adhesives but different papers. The unprinted and printed papers were analyzed separately,
and were found not to contain phthalates (well below 5 mg/kg). It was therefore assumed that
the phthalates originated from adhesives, which were analyzed semi-quantitatively for DIBP
and DBP. The adhesive used for the bottom joint contained about 0.5% of DIBP and that for
the side joint about 0.5% of DBP. Another of these sugar packs (sample 12 in Table 6) was
studied further by migration testing (III).
Alkylbenzenes in packagings
Alkylbenzenes were identified in 10 out of 15 offset printed packaging samples (Table 6).
Most samples contained only traces of alkylbenzenes, but one hamburger collar had an
exceptionally high content of alkylbenzenes. More samples of that type of collar were
obtained from the producer and analyzed, and these too were found to have high alkylbenzene
contents (Table 7). One of these collars (C wide) was also subjected to migration testing (IV).
Table 7. Total contents of alkylbenzenes (LAB) and butyrate in the hamburger collars
(mg/kg).
Sample LAB Butyrate
A (lightly printed) 70 35
B (lightly printed) 130 160
C narrow (heavily printed) 460 160
C wide (heavily printed) 500 190

KCL Communications 3
49
5.2.3 Uneven distribution of compounds in packagings hampers migration testing (III)
For several practical reasons that are explained later, the migration testing of finished
packagings cannot be carried out using the whole packagings, and smaller samples must be
used instead. However, the distribution of substances in the packagings might be uneven, as
was the case in the sugar packs studied.
Because it had already been found that adhesives were the source of phthalates, it was
presumed that their distribution in the packaging was uneven. Five different samples were
analyzed to investigate the distribution of phthalates in packaging. The size of the sample
corresponded to the sample used later for the migration test. The results are presented in
Figure 7. The bottom contained the bottom adhesive with the DIBP, the side joints contained
DBP, but the lower (near bottom) also contained DIBP.
The sample chosen for the migration test was cut from the heavily printed area and did not
contain any joints. Before analysis, a pile of packagings had been stored in aluminum foil
with the surface of the sample taken for the migration test against the bottom of another
packaging. Thus, the high concentration of phthalates in the migration sample was obviously
caused by the set-off effect. At the sugar factory the packagings are either filled immediately
or stored; consequently, the same set-off could take place in real life.
The results show that, in this case, the distribution of phthalates throughout the sample was
extremely uneven. In fact, the lowest concentration differs from the highest by a factor of
almost 1000. This makes it virtually impossible to obtain a sample from this sugar packaging
that would be representative and thus suitable for migration testing.

KCL Communications 3
50
0
500
1000
1500
2000
2500
3000
3500
B ottom Sub-sample
Low erjoint
U pperjoint
U pperpart
Wholepack
mg/
kg
D IBPDBP
Figure 7. Contents of phthalates in different samples cut from sugar packagings and in a
homogenized sample of several packagings (Whole pack). Sub-sample is the sample used
later for migration testing.
5.3 Migration into Tenax and foods at low temperature (III, IV)
5.3.1 Migration tests using Tenax
The best way of performing a migration test would be to fill the entire packaging with a food
simulant such as Tenax. In practice, however, samples normally have to be taken from the
packaging. The samples chosen should contain the highest concentration of those components
whose migration is to be tested (e.g. compact printed area).
The second best way of performing a migration test with food simulant would be to use the
EU convention of 1 kg of food in contact with 6 dm2 of food contact material in a migration
vessel. The convention of 1 kg/6dm2 corresponds well with the food packaging used in
practices for products like sugar, flour, butter and ice cream. However, there are examples in
which the ratio of food to packaging material differs significantly from the convention.
Besides, even the convention is not practical because of the lightness and the extremely high
price of Tenax (1 g costs 20 euros). For example, a sample of 0.4 dm2 would require 67 g of

KCL Communications 3
51
Tenax, which would cost about 1000 euros; also, its volume would be approximately 250 ml
which is also impractical.
A more practical suggestion is to use a ratio of 4 g of Tenax in contact with 1 dm2 [80]. This
suggestion is mainly based on the fact that 4 g just covers 1 dm2. There is some evidence that
even smaller amounts of Tenax will trap compounds satisfactorily [82].
Tenax has the advantage that it can be regenerated and used again several times, although
levels of impurities and decomposition products increase with time, ultimately rendering it no
longer usable.
As stated earlier, the sample for the migration test should be chosen in such a way as to
represent the highest possible content of different substances, for example compact printing or
joints containing adhesives. The migration of phthalates from a sugar pack and alkylbenzenes
from a hamburger collar are presented in Table 8 (III, IV).
Table 8. Migration into Tenax of phthalates from a sugar pack and alkylbenzenes from a
hamburger collar.
Packaging Substance QM Migration into Tenax (mg/kg)
mg/kg % of QM Ratio 4 g/dm2
(migration test)
Ratio 1 kg/6dm2
Calculated using
EU convention
Sugar pack DIBP 2190 91% 540 12.2
Sugar pack DBP 125 69% 23 0.5
Hamburger
collar
LAB 460 15% 52 (1.4)
QM = concentration in the packaging sample used for migration testing
% of QM values calculated by dividing the levels found in Tenax by the total quantities of
constituents present in packaging sample used for the migration test
Table 8 shows quite clearly that the results from migration tests are not unambiguous. The
ratio of Tenax to packaging sample used in the test was 4 g/dm2. The migration test therefore

KCL Communications 3
52
seems to give very high results. In the case of the sugar packs, the ratio of sugar to packaging
material was very close to the EU convention, thus the calculated results for phthalates should
be reasonable. However, with the sugar packs there was another reason why the results of the
migration test were debatable. This was the extremely high content of phthalates, especially
DIBP, in the sample used for the test (see Figure 7) (III).
In the migration testing of hamburger rolls, the collar was placed around the roll to simulate
the actual use in hamburger restaurants. The contact conditions were 24 g/dm2 of roll, as the
rolls were very spongy. This differed significantly from the EU convention ratio of 1 kg/6
dm2. For this reason, the value calculated using the EU convention does not apply to
hamburger collar and LAB (the value 1.4 in Table 8) (IV).
There was only one sample that contained recycled fibers. This packaging, made of
corrugated board and intended for pizzas, contained 8.2 mg/kg of DIPNs
(diisopropylnaphthalenes). DIPNs are well-known contaminants of recycled fibers and have
been shown to migrate into foods [56,57,58,59]. Testing of this sample with Tenax for 30 min
at 100°C showed significant migration of DIPNs. The total content of hydrocarbons in the
pizza packaging was 260 mg/kg, corresponding to alkanes C17-C44 (Table 6). It was estimated
that the migration of the hydrocarbons into Tenax was less than 10% of the original content in
the packaging. Of the hydrocarbons found to have migrated, the one with the highest boiling
point was tritriacontane (C33). Tritriacontane has roughly the same boiling point as the
ketones originating from the AKD sizing agent present in the packaging. The migration of
these ketones from the same pizza box was very small, but nevertheless detectable.
5.3.2 Migration of phthalates into sugar (III)
Migration of phthalates into sugar was studied in a real life situation using blank sugar
obtained from the sugar factory. Consequently, no migration tests were performed on the
sugar. Before packing, the sugar was found to be phthalate-free (less than 0.5 mg/kg). Three
identical packs of sugar were stored for four months at room temperature at the sugar factory.
After storage, the sugar and its packaging were analyzed for phthalates. The packed sugar
contained 2.2—2.6 mg/kg of DIBP and 0.5—1.0 mg/kg of DBP. The corresponding

KCL Communications 3
53
packagings contained 95—98 mg/kg of DIBP and 56—64 mg/kg of DBP. Because the sugar
from the factory storage was phthalate-free, it was assumed that the phthalates in the sugar
had all migrated from the packaging. The weight of the paper wrap was 8.7 g. Consequently,
migration from packaging into sugar was 74% for DIBP and 57% for DBP. Migration
percentage values are calculated by dividing the levels found in food by the total quantities of
constituents present in the packaging sample used for migration testing (III).
The above figures indicate that there is significant migration into packed sugar of phthalates
originating from adhesives. It has been reported that impregnated low molecular mass model
substances migrate readily from plastic materials into dry foods such as powdered milk and
cereals, but not into sugar [114]. As migration is affected, among other things, by the partition
coefficient of the migrant between material and food, it is clear that conclusions cannot be
made about migration from fiber materials based on results obtained with plastics.
5.3.3 Migration of alkylbenzenes and butyrate into rolls (IV)
Hamburger rolls were used as simplified food simulants instead of whole hamburgers.
Migration of alkylbenzenes (LAB) and butyrate into the roll was studied in the migration test,
which was designed to simulate as closely as possible the actual situation in hamburger
restaurants. After the migration test, the rolls and collars were analyzed for LAB and butyrate.
The roll contained 2 mg/kg of LAB and 1 mg/kg of butyrate, while the corresponding collar
contained 460 mg/kg of LAB and 160 mg/kg of butyrate. The weight of the collar was 0.23 g.
Consequently, migration from collar into roll was 4% of LAB and 6% of butyrate. Hence, the
migration percentages for these printing ink components were very similar (IV).
The total LAB content varied from collar to collar depending on the amount of printing ink
used (Table 7). However, the relative contents of individual LAB compounds were similar in
different collar samples. The alkylbenzenes also migrated similarly into Tenax and rolls.
Consequently, the pattern of the LAB profile in the chromatograms was quite identical.

KCL Communications 3
54
5.3.4 Risk assessment for the migration studied
In order to get any idea of the possible risk that the migration of the substances studied might
pose to consumer health, the toxicological properties of the substances have to be known.
Migration of all these substances was between 0.5 and 5 mg/kg, and SCF therefore requires
only a limited testing of toxicity. This reduced testing includes three types of data, namely
bioaccumulation (for which the octanol/water partition coefficient can be used as a surrogate
measure), three mutagenicity tests and a 90-day oral study. The rationale for this reduced set
of tests is that, for this low migration range, intakes from food would not exceed 0.1 mg/kg
bw/d, and at this relatively low level of exposure, long-term, reproductive or teratogenic
effects are extremely unlikely to occur [17].
The specific migration limit (SML) for phthalates is suggested to be 3 mg/kg based on their
Tolerable Daily Intake (TDI) of 0.05 mg/kg bw/d and the conventions described earlier
(3.3.1). Migration of DIBP into sugar was as high as 2.2 mg/kg. For calculation of SML it is
assumed that an average person consumes up to 1 kg of the food in question per day, all
wrapped in the packaging in question. In reality, it is estimated that one person consumes less
than 30 g per day of sugar packed in the one kilogram sugar pack studied. Consequently, the
SML value is clearly overestimated.
In the risk assessment report published by the European Commission for LAB, the margin of
safety (MOS) for oral exposure is calculated for consumers using a NOAEL (no observed
adverse effect level) value of 50 mg/kg/d derived from reproductive toxicity. The consumer
exposure used in the report comes from the LAB traces present in detergents. The oral
exposure is estimated to be 0.00019 mg/kg/d due to deposits on dishes. The calculated oral
exposure based on the migration results from this study (2 mg/kg) is 0.03 mg/kg/d The
calculation is based on the widely used assumption that a 60 kg person consumes daily 1 kg
of food packed in the material in question. However, the margin of safety (MOS) for this
higher oral exposure is still 1656, which is very acceptable (IV).

KCL Communications 3
55
5.3.5 Comparing migration into Tenax with migration into foods
As mentioned earlier, migration of phthalates into sugar was studied under real conditions,
while migration of LAB into rolls was studied by migration testing. The test with the rolls
was performed by putting the collar around the roll to simulate the actual situation in
hamburger restaurants. While this particular test was easily performed, it is impossible to
develop different migration tests for all foods and use of packagings. Migration tests using
migration vessels and food simulants therefore have to be developed. The main criterion for
migration testing with a food simulant is that migration into the simulant must be consistent
with migration into the food. In fact, if the test is used for regulatory purposes, migration
should be overestimated to some extent. Naturally, the test with simulant has to be more
feasible than the test with food. The latter criterion is quite obvious in the case of Tenax, but
the first criterion has to be evaluated carefully. Figure 8 presents the results for the migration
of phthalates and LAB into Tenax and food. For LAB compounds, the relative standard
deviation of three replicates was 14% in both migration tests. For phthalates, the repeatability
of the quantification in sugar and the migration test with Tenax ranged from 7% to 21% (five
replicates).
0%
20%
40%
60%
80%
100%
DIBP DBP LAB
TenaxFood
Figure 8. Comparing the migration percentages of phthalates and LAB into Tenax and food.

KCL Communications 3
56
The percentage transfer of phthalates into Tenax corresponds well with migration during
storage at the factory for four months. A migration test using Tenax for 10 days at 40°C is
more severe than factory storage of real sugar packs for four months. This is quite interesting,
in view of the fact that the content of phthalates in the sample used for migration testing was
much higher than the average content in the sugar pack (Chapter 5.2.3). It is understandable
that the migration of substances from a real, three-dimensional packaging is much higher than
that in a single-sided migration test. For this reason, the results of migration testing using a
food simulant should be compared with the results of migration from real packagings, and not
with the results obtained from a migration test using food instead of food simulant in the
migration vessel.
The percentage migration of LAB compounds is twice as high into Tenax as into rolls. Thus,
the overestimation of migration is high. It would be more practical if the migration into
simulant were less overestimated so to avoid any reduction factors. However, in both cases
the migration into Tenax was higher than into foods, and migration testing using Tenax might
therefore be further developed to yield standardized methods for migration from fiber-based
food packagings.
5.4 Migration into Tenax at high temperature (V)
5.4.1 Overall migration
The plastic and dispersion coated ovenable boards listed in Table 2 were tested at high
temperature. The overall migration results are shown in Figure 19. All results were below 10
mg/dm2, which is the limit given in the EU directives for plastic. There were, however, some
substantial differences between different board grades.

KCL Communications 3
57
0 2 4 6 8 10
SBS/PP2
SBS/PP1
HYSBS2/D2(2-sided)
HYSBS1/D1
HYSBS2/PET35
HYSBS1/PET35
SBS(coat)/PET40
SBS/PET22
SBS/PET40
mg/dm²
230°C160°C
Figure 9. Overall migration results of ovenable boards.
All SBS-based grades gave similar results (1.4 - 2.9 mg/dm²), which were quite low. The
thickness of the PET layer made no difference. It was of no significance whether the SBS-
based board was clay coated or not. Migration from the PP-coated grades was also low.
HYSBS-based grades had a higher variation. The only known difference between the PET-
coated HYSBS grades was the binder in the coating clay, although the specific migration
results indicated that the binder was not the reason for the difference in the overall migration
results between the HYSBS1 and HYSBS2 samples. Thus, it is unclear why the two HYSBS
grades differed so much.
The other dispersion-coated board had a two-sided acrylate-based dispersion coating and the
base board was HYSBS 2. The overall migration values were lower than those for the PET-
coated HYSBS 2 (3.8 vs. 7.5 mg/dm²). The lower value was explained by the two-sided
coating, which prevented migration from the base board.

KCL Communications 3
58
In the gravimetric determination of overall migration, special attention was given to weighing
the vials to constant weight because the amount of residue involved was only a few
milligrams.
5.4.2 Specific migration
Compounds originating from the board
Small amounts of extracts or compounds originating from lignin were found in each sample.
Vanillin and coniferyl aldehyde, products of the pyrolytic decomposition of lignin, were
found in both types of HYSBS board. More fatty acids and resin acids were found in SBS-
based samples than in HYSBS-based samples. The compounds found in the SBS board
evidently originated from the rosin sizing agent (V).
The migration into the Tenax of three compounds originating from the other sizing agent,
alkyl ketene dimer (AKD), was significant at 230°C. These ketones (stearone, palmitone and
stearicpalmitic ketone) were identified using model compounds. They have high molecular
masses (approx. 500 amu) and high boiling points. However, some transfer of these ketones
to Tenax took place via the air at 230°C because they were also found in the Tenax that had
not been in direct contact with materials but only with air in the oven. At 160°C their
migration into Tenax was insignificant.
Compounds originating from the coatings
No compounds originating from PET coating were found by GC/MS analysis. Evaporation
residues from the determination of overall migration were analyzed by FTIR. Although
compounds originating from PET were not detected in GC/MS analyses, PET was identified
by FTIR in all PET-coated samples. Hydrocarbons originating from the PP coating were
found in both PP-coated samples. The SB-based dispersion coating had a high content of
aromatic compounds.
Thermodesorption of compounds from Tenax
It is clear that thermodesorption of volatile compounds from Tenax is much greater at 230°C
than 160°C. In this study, all compounds eluting before the internal standard

KCL Communications 3
59
(cyclohexylbenzene, boiling point 240°C), were considered as volatile. The thermodesorption
of volatile compounds from Tenax was clearly seen in the chromatograms of the samples
exposed at 230°C. There were no volatile compounds in the samples exposed at 230°C.
Moreover, a few interesting compounds were found originating from same samples at 160°C,
but not at 230°C. For instance, 2-ethylhexyl acrylate, and many compounds originating from
the SB coating, such as benzaldehyde, acetophenone, 4-phenylcyclohexene together with
many hydrocarbons in the boiling point range of undecenes and dodecenes, were detected. As
benzaldehyde and acetophenone are also known artefacts from Tenax, their non-existence in
the blank determination was established [115].
5.5 Migration modeling (VI)
5.5.1 Experiments
Diffusion constants in air
The diffusion constants determined with this method were in good agreement with the values
found in the literature. The values determined in this study were used in the calculations and
simulations because they were more consistent than the values taken from different literature
sources and determined with different methods. Besides, values could not be found for all
model compounds studied [116, 117].
The experimental set-up for measuring diffusion constants for model compounds in air was
very simple. The most critical factor was the way in which the liquid model compound was
introduced into the tube. It was essential that the compounds were allowed to evaporate freely
from the needle tip, because in many cases the liquid phase moved more rapidly along the
inner tube surface than the gas phase through air.
Effective diffusion constants
Experimental results for the diffusion of model compounds through the pulp sheet fitted quite
well with the continuous diffusion model for the test cell. The diffusion curve for butanol
obtained from the cell experiment is presented in Figure 10. The experimental set-up is also
suitable for testing different materials and their barrier properties against various substances.

KCL Communications 3
60
Volumes under and above the pulp sheet were so large (200 ml) that several gas samples (50
µl) could be taken without disturbing the diffusion. To improve the precision we took three
replicate samples and used their average in plotting the concentration curve. A few injections
were rejected as outliers. The repeatability of manual gas injections into the GC/FID depends
significantly on the gas tightness of the syringe used. Unfortunately, the performance of the
syringes varied greatly and was difficult to predict. The best way to ensure successful
injections during the test was to check the syringe just before the experiment. With a good
gas-tight syringe the repeatability of the manual gas injection was determined to be
approximately 5% (relative standard deviation for seven injections).
The tightness of the test cell was checked with tetrahydrofuran using aluminum foil as test
specimen. The concentration of tetrahydrofuran was stable in the bottom of the cell for at least
24 h (relative standard deviation for fifteen injections was below 10%).
Ctop/
Cbotton
t (min)
min
Figure 10. Increasing butanol concentration obtained from the cell experiment (dots). The solid curve
shows the corresponding concentration obtained from the continuous diffusion model with
fitted effective diffusion constant De = 5.0·10-8 m2/s.
0 20 40 60 80 100
0.2
0.4
0.6
0.8
1

KCL Communications 3
61
5.5.2 Comparison with simulations
Examples of experimental and calculated effective diffusion constants for the model
compound (butanol) are presented in Table 9. The agreement is quite good considering that
there were no tunable parameters in the simulation. It is noteworthy that the diffusion of
molecules like butanol and butyl acetate, which differ in both size and polarity, was quite
predictable (VI, Table 3). The deviations between the experiments and simulations for these
compounds were within the error caused by the inaccuracy in the porosity measurement. On
the other hand, we could not explain the underestimation of the diffusion for ethanol and
tetrahydrofuran. It is possible that in these cases diffusion along the fiber surfaces and walls is
significant (this was not included in our simulation model). The experimental diffusion times
were long enough to allow the sorption and inhomogeneity effects to be ignored.
Table 9. Experimental and calculated effective diffusion constants for butanol.
Porosity of the kraft pulp sheets
(oil absorption measurement)
Effective diffusion constant for butanol (m2/s)
Experimental Calculated
0.308 ± 0.011 5.0 ·10-8 2.5 · 10-8
0.382 ± 0.017 9.1 · 10-8 12 · 10-8

KCL Communications 3
62
6 CONCLUSIONS
Migration tests using liquid simulants on paper products are in fact extractions rather than
migration tests. This was true even with the plastic-coated paper plates investigated in Paper
II. It was therefore clear that a solid food simulant (Tenax) had to be used for testing
migration from paper and board packaging materials.
There were large variations in phthalate content within the packaging samples, but the
phthalates found were the most common ones. Phthalate migration into sugar was high, which
demonstrates that migration takes place even into dry food. The test conditions used with
Tenax (10 days at 40°C) seemed to be appropriate for sugar packagings, because the
percentage transfer of phthalates into Tenax corresponded well with real life migration. An
uneven distribution of substances in the packagings is a serious drawback for migration tests
employing only a small sample of packaging.
Some components of the inks used for printing board may migrate into food, even though
there is no direct contact between the printed surface and the foodstuff. Alkylbenzenes from
offset printing inks migrated from printed hamburger collars into rolls in migration tests
performed at 70°C for 30 min.
Overall migration from the plastic or dispersion-coated ovenable boards was quite low, even
though the samples were exposed to high temperatures. Consequently, it seems that overall
migration is not a limiting factor in the case of ovenable boards. Compounds originating from
the sizing agents were the main migrants from ovenable boards.
Experiments on the diffusion of volatile model compounds through laboratory kraft pulp
sheets confirmed the practical relevance of the simulation model created for diffusion. For all
compounds the effective diffusion constants obtained from the experiments and simulations
were of the same order of magnitude. Experimental methods and devices developed for the
modeling study are suitable for many applications designed to study the diffusion and barrier
properties of materials.

KCL Communications 3
63
7 LITERATURE
1. Gilbert, J., Sharman, M. and Rossi, L. A review of the research requirements for Europe to support legislation in the area of food contact materials and articles. Food Addit. Contam., 11(4), 1994, 497-518. 2. Gilbert, J. and Rossi, L., European priorities for research to support legislation in the area of food contact materials and articles. Food Addit. Contam., 17(1), 2000, 83-127. 3. 85/572/EEC. Council Directive of 19 December 1985 laying down the list of simulants to be used for testing migration of constituents of plastic materials and articles coming into contact with foodstuffs. Official Journal of the European Communities , L372 (31.12.1985), p.14. 4. 97/48/EC, "2nd amendment of directive 82/711)". Commission Directive of 29 July 1997 amending for second time Council Directive 82/711/EEC laying down the basic rules necessary for testing migration of the constituents of plastic materials and articles intended to come into contact with foodstuffs. Official Journal of the European Communities, L222 (12.8.1997), p. 10. 5. Technical document No. 2 Testing conditions and methods of analysis for paper and board intended to come into contact with foodstuffs. 9.3.2001 available in www-form: <URL:http://www.coe.fr/soc-sp/sante/pack/pres.htm> 6. Hotchkiss, J. H. Overview on chemical interactions between food and packaging materials. In Foods and Packaging Materials - Chemical Interactions. Ed.; Ackerman. P., Jägerstad, M., Ohlsson, T.: The Royal Society of Chemistry, Cambridge, 1995, p. 3-11. 7. Feigenbaum, A.E., Ducruet, V.J., Delpal, N., Wolff, N., Gabel, J.P. and Wittmann, J.C., Food and packaging interactions: Penetration of fatty food simulants into rigid poly(vinyl chloride). J Agrig. Food Chem., 39, 1991,1927-32. 8. Katan, L.L., Effects of migration. In Migration from food contact materials. Ed.; Katan, L.L. Shapman & Hall, London, 1996, p. 11-26. 9 Chatwin, P. C., Mathematical modelling. In Migration from food contact materials. Ed.; Katan, L.L. Shapman & Hall, London, 1996, p. 26-50. 10 Crosby, N. T., Migration–Theoretical aspects. In Food Packaging Materials. Aspects of Analysis and Migration of Contaminants. Applied Science Publishers Ltd, London, UK, 1981, p. 106-122. 11 Briston, J. H. and Katan, L. L., Migration. In Plastics in contact with food. Food Trade Press, London, 1974, p. 129-179. 12. 21 CFR, Code of Federal Regulations, Title 21, Volume 3, Part 176 Indirect food additives: Paper and paperboard components, 1999, USA. 13. Kunstoffe im Lebensmittelverlehr. Empfehlungen des Kunstoffe-Komission des Bundesgesundheitsamtes. Carl Heymanns Verlag Kg, Köln, Berlin, Bonn, München. 48. Lieferung. Stand: Oktober 1998. 14. 89/109/EEC. Council Directive of 21 December 1988 on the approximation of the laws of the Member States relating to materials and articles intended to come into contact with foodstuffs. Official Journal of the European Communities New framework Directive (Corrigenda) L347 (28.11.1989), p. 37. 15. Draft resolution on paper and board intended to come into contact with foodstuffs. 9.3.2001 available in www-form: <URL:http://www.coe.fr/soc-sp/sante/pack/pres.htm>

KCL Communications 3
64
16. Jickells, S., Progress with the paper and board resolution at the Council of Europe PIRA 1999. 17. Barlow, S., Role of the Scientific Committee for Food, Conference Documentation of Current and Future Regulations Concerning the Paper Chemicals Industry, 11-12 December 1995, London, UK. 18. Castle, L., Exposure estimates used in risk assessment. Measuring migration to food is important – Why and How?. 2nd International Symposium on Food Packaging: Ensuring the Safety and Quality of Foods, 8-10 November 2000, Vienna , Austria. 19. Begley, T. H., Methods and approaches used by FDA to evaluate the safety of food packaging materials, Food Addit. Contam., 14(6-7), 1997, 545-553. 20. Munro, I. C., Risk assessment of packaging materials. 2nd International Symposium on Food Packaging: Ensuring the Safety and Quality of Foods, 8-10 November 2000, Vienna, Austria. 21. Sheftel, V.O., Harmful substances in plastics. In Indirect food additives and polymers - Migration and Toxicology, CRC Press LLC, Florida, USA, 2000, p.1-4. 22. Söderhjelm, L. Personal communication. 23. Johansson, F. and Leufvén, A., Food packaging polymers as barriers against aroma vapours and oxygen in fat or humid environments. In Foods and Packaging Materials - Chemical Interactions. Ed.; Ackerman. P., Jägerstad, M., Ohlsson, T.: The Royal Society of Chemistry, Cambridge, 1995, p. 114-117. 24. Franz, R., Permeation of flavour compounds across conventional as well as biodegradable polymer films. In Foods and Packaging Materials - Chemical Interactions. Ed.; Ackerman. P., Jägerstad, M., Ohlsson, T.: The Royal Society of Chemistry, Cambridge, 1995. pp. 45-50. 25. Axelson-Larsson, L. Oxygen permeability at high temperatures and relative humidities. In Foods and Packaging Materials - Chemical Interactions. Ed.; Ackerman. P., Jägerstad, M., Ohlsson, T.: The Royal Society of Chemistry, Cambridge, 1995, p. 129-132. 26. Lindberg, B. Interaction phenomena and barrier properties of plastic packaging material in relation to foodstuff. In Foods and Packaging Materials - Chemical Interactions. Ed.; Ackerman. P., Jägerstad, M., Ohlsson, T.: The Royal Society of Chemistry, Cambridge, 1995, p. 133-139. 27. Bojkow, E.: Ursachen und Nachweis geschmacksbeeinflussender Substanzen in PE-beschichteten Verbundstoffen fur Milchverpackungen. IAPRI-Symposium, May 26-28 1982, Paris. 28. Dahlman, O., Ljungquist, P. and Björklund-Jansson M., A new cell for single sided headspace sampling and evaluation of barrier function in laminated paperboard. J. High Resol. Chromatogr., 22 (3), 1999, 164-170. 29. LaFleur, L., Bousquet, K., Ramage, K., Davis, T., Mark, M., Lorusso, D., Woodrow, D. and Saldana, T., Migration of TCDD/TCDF from paper based food packaging and food contact products, Dioxin 90 – EPRI-Seminar, 10-14 September 1990, German, Bayreuth, Vol. 3, 273-276. 30. Johns, S.M., Jickells, S.M., Read, W.A. and Castle, L., Studies on functional barriers to migration. 3. Migration of benzophenone and model ink components from cartonboard to food during frozen storage and microwave heating. Packag. Technol. Sci., 13, 2000, 99-104. 31. Gramshaw, J.W., Lim, D.R. and Boyes, I.D., Migration of volatile compounds through paperboard containers and plastic bottles into milk, 2nd International Symposium on Food Packaging - Ensuring the Safety and Quality of Foods, 8-10 November 2000, Vienna, Austria.

KCL Communications 3
65
32. Gilbert, J., Progress on food packaging safety/quality research and assessment of future priorities. 2nd International Symposium on Food Packaging - Ensuring the Safety and Quality of Foods, 8-10 November 2000, Vienna, Austria. 33. Castle, L., Franz, R., Huber, M., Piringer, O., Damant, A. and Jickells, S. Study of functional barrier properties of multilayer recycled poly(ethylene terephthalate) bottles for soft drinks. J. Agric. Food Chem., 44, 1996, 892-897. 34. Widén, H. Recycled plastics in food packaging - testing the functional barrier. Nordic Foodpack, 31 May - 2 June, 1999, Taasrup, Denmark. 35. Franz, R., Huber, M. and Piringer, O-G.: Testing and evaluation of recycled plastics for food packaging use - possible migration through a functional barrier. Food Addit. Contam., 11, 1994, 479-496. 36. Technical document No 3. Guidelines on paper and board made from recycled fibers intended to come into contact with foodstuffs. 9.3.2001 available in www-form: <URL:http://www.coe.fr/soc-sp/sante/pack/pres.htm> 37. Schwope, A. D. and Reid, R. C., Migration to dry food, Food Addit. Contam., 5, 1988, suppl. no. 1 445-454. 38. Terada, K. and Naito, Y., Migration of BHT through airspace in food package systems, Packag. Tech. Sci., 2, 1989, 165-171. 39. Castle, L., Mayo, A. and. Gilbert, J., Migration of plasticizers from printing inks into foods, Food Addit. Contam., 6, 1989, 437-443. 40. Nerin, C., Cacho, J. and Gancedo, P., Plasticizers from printing inks in a selection of food packaging and their migration to food, Food Addit. Contam. 10, 1993, 453-460. 41. Castle, L., Nichol, J. and Gilbert, J., Migration of mineral hydrocarbons into foods. 4. Waxed paper for packaging dry goods including bread, confectionery and for domestic use including microwave cooking, Food Addit. Contam., 11, 1994, 79-89. 42. MAFF. Phthalates in paper and board packaging. Food Surveillance Information Sheet, No 60, 1995. (London: MAFF). 43. Tawfik, M. S. and Huyghebaert, A., . Plasticizers from printing inks and their migration from food packaging into foods, 10th IAPRI Conference on Packaging, 24-27, March, 1997, Melbourne, Australia. 44. Droz, C. and Grob, K., Determination of food contamination by mineral oil material from printed cardboard using on-line coupled LC-GC-FID, Z. Lebensm.-Unters. Forsch., 205, 1997, 239-241. 45. Jokinen, K. Siren, K. and Osmonen, R-M. World Paper, Nov/Dec, 1995, 31-33. 46. Jokinen, K. and Siren, K., Harmful residues in recycled fiber - metals and compounds, Pap. Puu, 77(3), 1995, 106-110. 47. Conti, M.E., Boccacacci Mariani, M., Milana, M.R. and Gramiccioni, L. Heavy metals and optical whitenings as quality parameters of paper for food packaging, J. Food Process. Preserv., 20(1), 1996, 1-11. 48. Beck, H., Droβ, A. and Mather, W., PCDD and PCDF levels in paper with food contact, Chemosphere, 25(7-10), 1992, 1533-1538. 49. Derra, R., Karton aus recyclierten Fasen für Lebensmittelverpackungen, Wochenblatt für Papierfabrikation, 5, 1996, 195-197. 50. Sipiläinen-Malm. T., Latva-Kala, K., Tikkanen, L., Suihko, M. and Skyttä, E. Food Addit, Contam., 14, 1997, 695-703. 51. Castle, L., Surveillance results on residues in paper and board. Paper in contact with foodstuffs, Pira Conference, 16 December 1999, Edinburgh, UK.

KCL Communications 3
66
52. Castle, L., Offen, C.P., Baxter, M.J. and Gilbert, J., Migration studies from paper and board food packaging materials. 1. Compositional analysis, Food Addit. Contam., 14(1), 1997, 35-44. 53. Nerín, C., Asensio, E. and Batlle, R. Supercritical fluid extraction (SFE) of potential migrants from recycled paper and board intended to use food contact materials, 2nd International Symposium on Food Packaging - Ensuring the Safety and Quality of Foods, 8-10 November 2000, Vienna, Austria. 54. Vinggaard, A. M., Körner, W., Lund, K.H., Bolz, U. and Petersen, J. H., Identification and quantification of estrogenic compounds in recycled and virgin paper for household use as determined by an in vitro yeast estrogen screen and chemical analysis. Chem. Res. Toxicol., 13, 2000, 1214-1222. 55. MAFF. Curing agents in carton-board food packaging. Food Surveillance Information Sheet, No 72, 1995. (London: MAFF). 56. Sturaro, A., Parvoli, G., Rella, S. and Doretti, L. Food contamination by diisopropylnaphthalene from cardboard packages. Int. J. Food Sci. Technol., 29, 1994, 593-603. 57. Bebiolka, H., and Dunkel, K., 1997. Übergang von di-iso-propyl-naphthalin aus karton-verpackungen auf lebensmittel. Lebensmittelchemie 51, 53-61. 58. Boccaci Mariani, M., Chiacchierini, E. and Gesumudo, C., Potential migration of diisopropyl naphthalanes from recycled paperboard packaging into dry foods. Food Additt. Contam., 16(5), 1999, 207-213. 59. MAFF. Diisopropylnaphthalenes in food packaging made from recycled paper and board. Food Surveillance Information Sheet No 169, January 1999. (London: MAFF). 60. MAFF. Benzophenone from cartonboard. Food Surveillance Information Sheet No 6/00, October 2000. (London: MAFF). 61. Björklund-Jansson, M. and Dahlman, O., Characterisation of extractable material in paper and board and transfer to food simulants, 2nd International Symposium on Food Packaging - Ensuring the Safety and Quality of Foods, 8-10 November 2000, Vienna, Austria. 62. Castle, L., Surveillance results on residues in paper and board. Paper in contact with foodstuffs, Pira Conference, 16 December 1999, Edinburgh, UK. 63. Gruner, A. and Piringer, O., Component migration from adhesives used in paper and paperboard packaging for foodstuffs. Packag. Technol. Sci., 12, 1999, 19-28. 64. Lawson, G., Davies, J.S. and Woodland, E.D., Migration of chemicals from water-based adhesives used in food packaging applications, 2nd International Symposium on Food Packaging - Ensuring the Safety and Quality of Foods, 8-10 November 2000, Vienna, Austria. 65. Castle, L., Daman, A. P., Honeybone, C. A., Johns, S. M., Jickells, S. M., Sharman, M., and Gilbert, J., Migration studies from paper and board food packaging materials. Part 2. Survey for residues of dialkylamino benzophenone UV-cure ink photoinitiators. Food Addit. Contam., 14, 1997, 45-52. 66. Hollifield, H., Food and Drug Administration studies of high-temperature food packaging. Food and Packaging Interactions II, American Chemical Society Symposium Series 473, edited by S. J. Risch and J.H. Hotschkiss (Washington, DC: American Society), 1991, p. 22-36. 67. Sackett, P., Wendt, D., Graff, J. and Pesheck, P., An examination of the migration of selected contaminants from microwave susceptors to food, Tappi J., 74(11), 1991, 175-181. 68. Jickells, S. and Castle, L., Combined compositional analysis and threshold of regulation as a possible control measure for microwave susceptors. Food Addit. Contam., 10(6), 1993, 647-653.

KCL Communications 3
67
69. Risch, S., Safety assessment of microwave susceptors and high temperature packaging materials. Food Addit. Contam., 10(6), 1993, 655-661. 70. Mountfort, K., Kelly, J., Jickells, S., and Castle, L., A Critical Comparison of Four Test Methods for Determining Overall and Specific Migration from Microwave Susceptor Packaging. J. Food Prot., 59(5), 1996, 534-540. 71. Booker, J. L. and Friese, M. A., Safety of Microwave-Interactive Paperboard Packaging Materials. Food Technol., May, 1989, 110-117. 72. Calvey, E., Begley, T. and Roach, J., SFC-FTIR Spectroscopy and SFC-MS of Nonvolatile Extracts of Microwave Susceptor Packaging. J Chrom. Science, 33(2), 1995, 61-65. 73. Freire, M. de A., Castle, L., Reyes, F. and Damant, A., Thermal stability of polyethylene terephthalate food contact materials: formation of volatiles from retail samples and implications for recycling. Food Addit. Contam., 15(4), 1998, 473-480. 74 Johns, S. M., Gramshaw, J. W., Castle, L. and Jickells, S., Studies on Functional Barriers to Migration.1. Transfer of benzophenone from printed paperboard to microwaved food. Dtsch. Lebensm.-Rdsch., 3, 1995, 69-73. 75. Johns, S. M., Jickells, S., Read, W. A., Gramshaw, J. W., and Castle, L., Studies on functional barriers to migration: use of model substances to investigate transfer from paper and board packaging to food., Dtsch. Lebensm.-Rdsch., 9, 1996, 273-278. 76. Isberg, K., Björklund Jansson, M. and Dahlman, O., Extraktions- och migrationmetoder för plastbelagd livsmedelkartong. Nordpap DP4/13, Scan forsk rapport 708, Januari 1998. 77. Björklund Jansson, M., Isberg, K. and Dahlman, O., Alternative methods for the evaluation of migration from plastic-coated paperboard to fatty food simulants, 1st Task Force Meeting on Paper and Board for Food Contact Applications, 28-29 October 1997, Ispra, Italy. 78. Piringer, O., Wolff, E. and Pfaff, K., Use of high temperature-resistant sorbents as simulants for testing. Food Addit. Contam., 10(6), 1993, 621-629. 79. 97/48/EC. Commission Directive of 29 July 1997 amending for second time Council Directive 82/711/EEC laying down the basic rules necessary for testing migration of the constituents of plastic materials and articles intended to come into contact with foodstuffs. Official Journal of the European Communities L222 (12.8.97), p. 10. 80. CEN 1998, prENV 1186-13, "Materials and articles in contact with foodstuffs - Plastics - Part 13: Test method for overall migration at high temperatures". 81. CEN 1998, CEN/TC 194/SC1-WG6 N44, "Determination of overall and specific migration from microwave susceptors using modified polyphenylene oxide as a simulant". 82. Summerfield, W. and Cooper, I., Investigation of migration from paper and board into food—development of methods for rapid testing, Food Addit. Contam.,18, 2001, 77-88. 83. Crank, J., The Mathematics of Diffusion, 2nd edition, Bristol, Oxford University Press, 1975. 84. Baner, A., Brandsch, J., Franz, R., and Piringer, O., The application of a predictive migration model for evaluating the compliance of plastic materials with European food regulations. Food Addit. Contam., 13, 1996, 587-601. 85. Limm, W. and Hollifield, H., C., Modelling of additive diffusion in polyolefins. Food Addit. Contam., 13, 1996, 949-967. 86. Hamdani, M., Feigenbaum, A., and Vergnaud, J. M., Prediction of worst case migration from packaging to food using mathematical models. Food Addit. Contam., 14, 1997, 499-506.

KCL Communications 3
68
87. Riquet, A., M., Wolff, N., Laoubi, S., Vergnaud, J. M., and Feigenbaum, A., Food and packaging interactions: determination of the kinetic parameters of olive oil diffusion in polypropylene using concentration profiles. Food Addit. Contam., 15, 1998, 690-700. 88. Reynier, A., Dole, P., and Feigenbaum, A., Prediction of worst case migration: presentation of a rigorous methodology. Food Addit. Contam., 16, 1999, 137-152. 89. O'Brien, A., Goodson, A., and Cooper, I., Polymer additive migration to foods- a direct comparison of experimental data and values calculated from migration models for high density polyethylene (HDPE). Food Addit. Contam., 16, 1999, 367-380. 90. Helmroth, I.E., Aucejo, S., Hankemeier, T., Dekker, M., Linssen, J.P.H. and Rijk, M.A.H. Migration modelling: Effect of polymer swelling on additive migration, 2nd International Symposium on Food Packaging - Ensuring the Safety and Quality of Foods, 8-10 November 2000, Vienna, Austria. 91. Reynier, A., Dole, P. and Feigenbaum, A., Integrated approach of migration modelling using numerical analysis, 2nd International Symposium on Food Packaging - Ensuring the Safety and Quality of Foods, 8-10 November 2000, Vienna, Austria. 92. Brandsch, J., Mercea, P. and Piringer, O., Modeling of additive diffusion coefficients in polyolefins. In Food Packaging - Testing methods and applications; Risch, S.J. Ed.; American Chemical Society: Washington, DC, 2000; pp. 27-39. 93. Baner, A.L., The estimation of partition coefficients, solubility coefficients, and permeability coefficients for organic molecules in polymers. In Food Packaging - Testing methods and applications; Risch, S.J. Ed.; American Chemical Society: Washington, DC, 2000; pp. 37-55. 94. European Communities, General Directorate “Industry”, unit “Foodstuffs” (III/E/1), Food Contact Materials; Practical Guide, 4 September 1998, Annex 1. 95. Salafranca, J. and Franz, R., Absorption kinetics of selected semi volatile compounds in several food grade cardboards, 2nd International Symposium on Food Packaging - Ensuring the Safety and Quality of Foods, 8-10 November 2000, Vienna, Austria. 96. Salafranca, J. and Franz, R., Determination of high temperature partition coefficients cardboard/air for model semi volatile compounds in cardboards used for food packaging, 2nd International Symposium on Food Packaging - Ensuring the Safety and Quality of Foods, 8-10 November 2000, Vienna, Austria. 97. Haack, G. and Franz, R., Determination of partitioning behaviour of volatile substances between coated or non-coated cardboard samples and air as a basis for the estimation of migration from packaging into food, 2nd International Symposium on Food Packaging - Ensuring the Safety and Quality of Foods, 8-10 November 2000, Vienna, Austria. 98. Hellén, E. K. O., Ketoja, J. A., Niskanen, K. J., and Alava, M. J., Diffusion through fiber networks. Accepted to J. Pulp Pap. Sci. 99. Ketoja, J. A., Aurela, B., Niskanen, K. J., Hellén, E. K. O., and Alava, M. J., Fiber networks as diffusion barriers, Proceedings of Barrier Coatings in Food Packaging Symposium, 14-15 June 2000, Finland, Tampere. 100. Stolpe, L., Greaseproof paper as a barrier material in packaging. Inv. Téc. Papel 128, 1996, 415-426. 101. 82/711/EEC. Council Directive of 18 October 1982 laying down the basic rules necessary for testing migration of the constituents of plastic materials and articles intended to come into contact with foodstuffs. Official Journal of the European Communities L297 (23.10.82), p. 26.

KCL Communications 3
69
102. Van Battum, D., Rijk, M.A.H., Verspoor, R. and Rossi, L., Draft EEC method for the determination of the global migration of plastics constituents into fatty food simulants: applicability to lacquers, plastics and laminates, Food Chem. Toxicol., 20, 1982, 955-959. 103. De Kruif, N., Rijk, M.A.H., Soetardhi, L.A. and Rossi. L., Selection and applications of new volatile solvent as a fatty food simulant for determining the global migration of constituents of plastic materials. Food Chem. Toxicol., 21, 1983, 187-191. 104. Freytag, W., Figge, K. and Bieber, W-D., Migration of different plastic additives from various plastics into isooctane and into olive oil, Dtsch. Lebensm.-Rdsch. (1984) 80, 333-335. 105. Gramiccioni, L., Di Prospero, P., Milana, M.R., Di Marzio, S. and Marcello, I., Global migration from plastic materials into olive oil and isooctane: An experimental comparison. Food Chem. Toxicol., 24, 1986, 23-26. 106. De Kruijk, N. and Rijk, H., Iso-octane as fatty food simulant: possibilities and limitations, Food Addit. Contam., 5, Supplement 1, 1988, 467-483. 107. Figge, K. and Hilpert, H.A., Migration of different additives from polyethylene specimens into ethanol 95% by vol. test fat HB307 and olive oil - a comparison, Dtsch. Lebensm.-Rdsch., 87, 1991, 1-4. 108. Baner, A.L., Bieber, W-D., Figge, K., Franz, R. and Piringer, O., Alternative fatty food simulants for migration testing of polymeric food contact materials, Food Addit. Contam., 9, 1992, 137-148. 109. Riquet, A.M. and Feigenbaum, A., Food and packaging interactions: tailoring fatty food simulants, Food Addit. Contam., 14 (1), 1997, 53-63. 110. De Kruijf, N. and Rijk, R., The suitability of alternative simulants for overall migration testing under both low- and high-temperature conditions, Food Addit. Contam., 14(6-7), 1997, 775-789. 111. 93/8/EEC. Commission Directive of 15 March 1993 amending Council Directive 82/711/EEC laying down the basic rules necessary for testing migration of the constituents of plastic materials and articles intended to come into contact with foodstuffs. Official Journal of the European Communities L90 (14.4.93), p. 22. 112. CEN 1998, prENV 1186-13, "Materials and articles in contact with foodstuffs - Plastics - Part 13: Test method for overall migration at high temperatures". 113. CEN 1998, CEN/TC 194/SC1-WG6 N44, "Determination of overall and specific migration from microwave susceptors using modified polyphenylene oxide as a simulant. 114. Castle, L., Jickells, S., Mountfort, K., and Nelson, C., 1998, Migration into food compared with simulants - 82/711/EEC re-visited, "Paper in contact with food", London 8th December 1998. 115. Middleditch, B. S., Analytical artifacts GC, MS, HPLC and PC. J. Chromatogr. Libr., 44, 1989, 668-669. 116. Carslaw, H.S., and Jaeger, J. C., Conduction of heat in solids, 2nd ed.. Oxford University Press, Oxford. Section 3.4, Eq. (5), 1959. 117. Boynton, W. P. and Brattan, W.H., 1929, Interdiffusion of gases and vapours. International Critical Tables, edited by E. W. Washburn (New York and London: McGraw-Hill Book Company), Vol. V, 1929, p. 62.

KCL Communications 3
70
APPENDIX I Examples of conventional conditions for migration tests with food simulants according to the Commission Directive 97/48/EC
CONDITIONS OF CONTACT IN WORST FORESEEABLE USE
TEST CONDITIONS
Contact time Test time 5 min < t ≤0.5 hours 0.5 hours
0.5 h < t ≤ 1 hour 1 hour 1.0 h < t ≤ 2 hours 2 hours 2 h < t ≤ 4 hours 4 hours
4 hours < t ≤ 24 hours 24 hours t > 24 hours 10 days
Contact temperature Test temperature T ≤ 5 ºC 5 ºC
5 ºC < T ≤ 20 ºC 20 ºC 20 ºC < T ≤ 40 ºC 40 ºC 40 ºC < T ≤ 70 ºC 70 ºC 70 ºC < T ≤ 100 ºC 100 ºC or reflux temperature 100 ºC < T ≤ 121 ºC 121 ºC* 121 ºC < T ≤ 130 ºC 130 ºC* 130 ºC < T ≤ 150 ºC 150 ºC*
T > 150 ºC 175 ºC * This temperature shall be used only for simulant D. For simulants A, B or C the test may be replaced by a test at 100 ºC or at reflux temperature for a duration of four times the time selected according to the general rules of paragraph 1. Simulant A = Distilled water or water of equivalent quality Simulant B = Acetic acid 3% (w/v) Simulant C = Ethanol 10% (w/v) Simulant D = Rectified olive oil or other fatty food simulants