mfgsummit 201003 improve flexibility and efficiency 2
DESCRIPTION
GFGDTRANSCRIPT

Copyright © 2009 Rockwell Automation, Inc. All rights reserved.
Chatchai Wajakiet / Chee Hoe Lee
Solution for Manufacturing Flexibility and Efficiency
Business Intelligence

Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 2Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 2
Agenda
1. Basic Manufacturing Problem
2. The FactoryTalk VantagePoint Solution
3. Built-In Functionality for Plant Floor
4. FactoryTalk VantagePoint Advantages
5. Ordering, Training and More Information

Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 3
Manufacturing: An Information Problem
Material
Time
People
Energy
Product
Waste
Copyright © 2009 Rockwell Automation, Inc. All rights reserved.3
Data: Control systemsHMI systemsAlarm and event systemsHistorians

Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 4
Universal Problem
Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 4
1 9
498
7
650 19
49
8
7
65 01 3
4
98
7
6
50 19
7
99 8
7
6
1 9
4
98
7
650 19
4
98
7
6501 7
4
98
7
6
50 19
7
998
7
61 9
498
7
650 19
49
8
7
65 01 8
4
98
7
6
50 19
7
99 8
7
6
1 9
4
98
7
650 19
4
98
7
6501 5
4
98
7
6
50 19
7
998
7
6
1 9
498
7
650 19
49
8
7
65 01 9
4
98
7
6
50 19
7
99 8
7
6
Alarms &Event History
Alarms &Event History
Control SystemsControl Systems HMI /
SCADAHMI /
SCADA
HMI / SCADA
HMI / SCADA
ProductionHistoriansProductionHistorians
Manufacturing Information WorkersManufacturing•Production
•Testing•Rework
•Inventory•Shipping
Information Workers•Co-workers•Management•Production Supervisor•Quality Department•Sales•Marketing
BAD INFORMATIONPOOR DECISIONS
? ?
??

Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 5Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 5
Agenda
1. Basic Manufacturing Problem
2. The FactoryTalk VantagePoint Solution
3. Built-In Functionality for Plant Floor
4. FactoryTalk VantagePoint Advantages
5. Ordering, Training and More Information

Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 6
Two Products for Two Solutions
6Copyright © 2009 Rockwell Automation, Inc. All rights reserved.

Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 7
FactoryTalk VantagePoint
Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 7
Visualization & Reporting
LINKLINK
Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 8
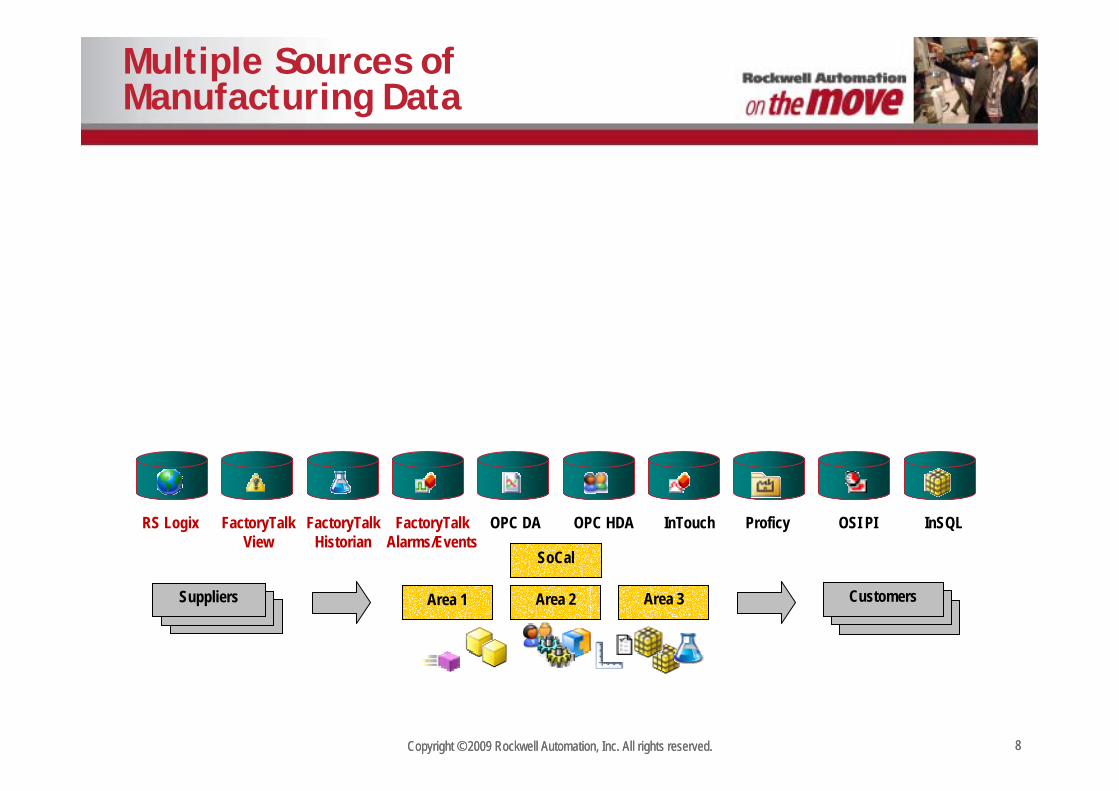
FactoryTalkHistorian
RS Logix OPC DA OPC HDA InTouch ProficyFactoryTalkAlarms/Events
OSI PI InSQLFactoryTalkView
Multiple Sources of Manufacturing Data
Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 8
Area 1
SoCal
Area 2 Area 3Suppliers Customers

Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 99
All Data in a Unified Production Model (UPM)
Area 1
SoCal
Area 2 Area 3Suppliers Customers
FactoryTalkHistorian
RS Logix OPC DA OPC HDA InTouch ProficyFactoryTalkAlarms/Events
OSI PI InSQLFactoryTalkView
Copyright © 2009 Rockwell Automation, Inc. All rights reserved.

Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 1010
A Realistic, Flexible Model
Area 1
SoCal
Area 2 Area 3Suppliers Customers
ProdMLProdMLProdML
Open O&MOpen O&MOpen O&MISA 88/95ISA 88/95ISA 88/95
B2MMLB2MMLB2MML
Model ReflectsThe Business
Model ReflectsModel ReflectsThe BusinessThe Business
FactoryTalkHistorian
RS Logix OPC DA OPC HDA InTouch ProficyFactoryTalkAlarms/Events
OSI PI InSQLFactoryTalkView
Copyright © 2009 Rockwell Automation, Inc. All rights reserved.

Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 1111
Built in Analytics, Extensibility
Area 1
SoCal
Area 2 Area 3Suppliers Customers
CalculateCalculateCalculate AggregateAggregateAggregate
ScheduleScheduleSchedule ReactReactReact
Unified Production ModelUnified Production Model
FactoryTalkHistorian
RS Logix OPC DA OPC HDA InTouch ProficyFactoryTalkAlarms/Events
OSI PI InSQLFactoryTalkView
Copyright © 2009 Rockwell Automation, Inc. All rights reserved.

Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 1212
Rich Content, Easy to Use and View
Area 1
SoCal
Area 2 Area 3Suppliers Customers
AnalysisAnalysisExcelExcelExcel DashboardsDashboardsDashboards
TrendTrendTrendReportsReportsReportsPortalPortalPortal
KPIsKPIsKPIs
Unified Production ModelUnified Production Model
FactoryTalkHistorian
RS Logix OPC DA OPC HDA InTouch ProficyFactoryTalkAlarms/Events
OSI PI InSQLFactoryTalkView
Copyright © 2009 Rockwell Automation, Inc. All rights reserved.

Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 13
The VantagePoint Difference
• Deeper Manufacturing Insight– Unified Information– Business Context– Knowledge Building and Sharing
Area 1
SoCal
Area 2 Area 3Suppliers Customers
• Increased IT Agility– Leverage Existing Information Assets– Accommodate Change– Extend Infrastructure
and
Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 13

Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 14Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 14
Agenda
1. Basic Manufacturing Problem
2. The FactoryTalk VantagePoint Solution
3. Built-In Functionality for Plant Floor
4. FactoryTalk VantagePoint Advantages
5. Ordering, Training and More Information

Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 15Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 15
Rich, Interactive Browser Experience
Start with KeyPerformanceIndicators
Start with KeyPerformanceIndicators
Drill Down to Underlying
Calculations
Drill Down to Underlying
Calculations
• Universal access via a browser
• No client install necessary
• Role based reports and custom links for your users
• Links to reports, client tools and help:
– VantagePoint Manager– Trend– XY Plot– Documentation– Links to Help and Support

Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 16Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 16
Excel Reports Available to Everyone
• Create powerful Excel reports
• Retrieve data from any supported data source
• Calculate, analyze and format reports using Excel functionality
• Publish reports via portal forviewing by anyone with access to a browser—no client install
• Dynamically refresh data
• Pre-configured Excel reports in Sample Reports
Retrieve Data From Any
Source
Retrieve Data From Any
Source
Calculate, Analyze
and Format
Calculate, Analyze
and Format
Publish to the VantagePoint
Portal
Publish to the VantagePoint
Portal

Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 17Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 17
Trending Made Easy
• Easy model navigation
• Diagnose and analyze data from any supported data source
• Access to real-time and historical data
• Powerful trend functionality-Pan, zoom, stack & synchronize
• Publish & share trends to the portal
• Pre-configured trends available in Sample Reports

Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 18Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 18
Powerful Easy to Read Dashboards
• Create powerful dashboards that monitor real-time data and key manufacturing KPIs
• Dashboards can update dynamically and on demand
• Easy access to all dashboards via a browser
• Pre-configured dashboards available in Sample Reports
Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 19Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 19
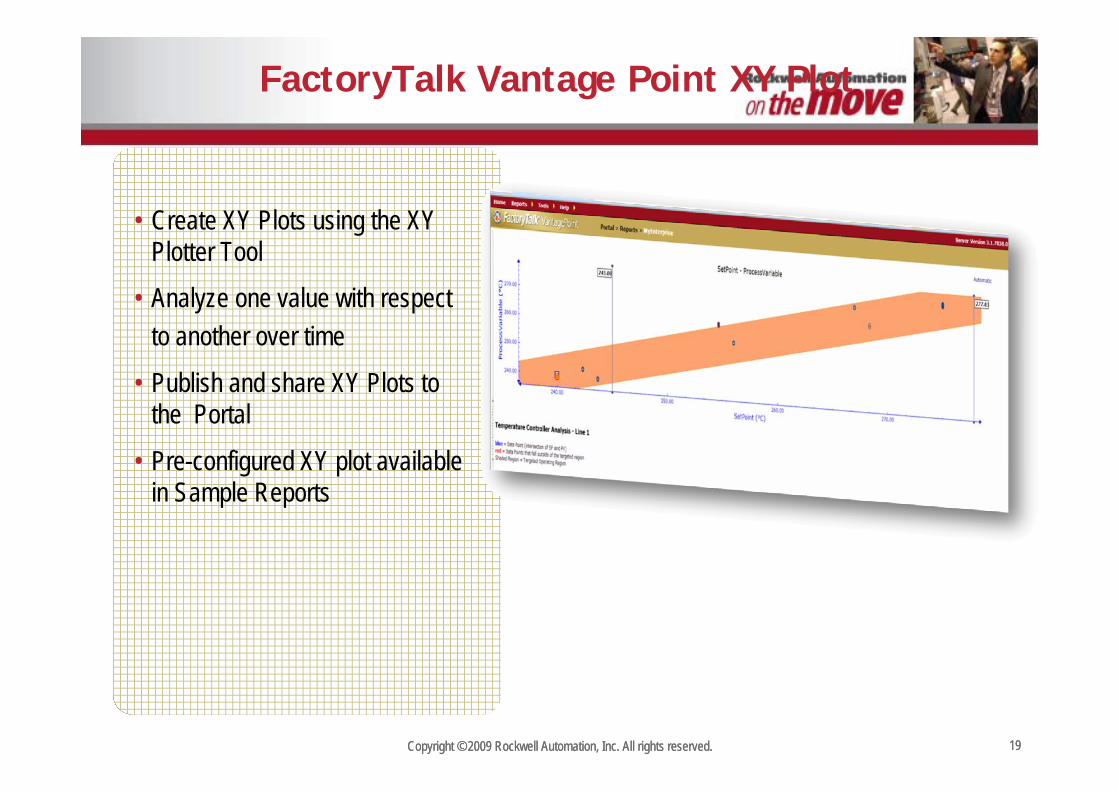
FactoryTalk Vantage Point XY Plot
• Create XY Plots using the XY Plotter Tool
• Analyze one value with respectto another over time
• Publish and share XY Plots to the Portal
• Pre-configured XY plot available in Sample Reports

Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 20
Composite Reports for Greater Visibility
ReusableComponents
DashboardBuilder Trend
Excel
Plot
20Copyright © 2009 Rockwell Automation, Inc. All rights reserved.

Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 21Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 21
Agenda
1. Basic Manufacturing Problem
2. The FactoryTalk VantagePoint Solution
3. Built-In Functionality for Plant Floor
4. FactoryTalk VantagePoint Advantages
5. Ordering, Training and More Information

Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 22
A Rockwell Solution for Rockwell Products
Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 22
User Defined Data TypesSave engineering time creating data structuresMake it easier to design and maintain programs

Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 23
Create Tank Reports, Trends, Dashboards
Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 23
VantagePoint TypesSave engineering time mapping to data sourcesMake it easier to create, manage, view reports

Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 24
VantagePoint
Map Logix UDTs to VantagePointTypes
Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 24
Logix
The Logix tank UDT is mapped to the VantagePoint tank type. Tank UDT members are mapped to tank type properties.
Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 25
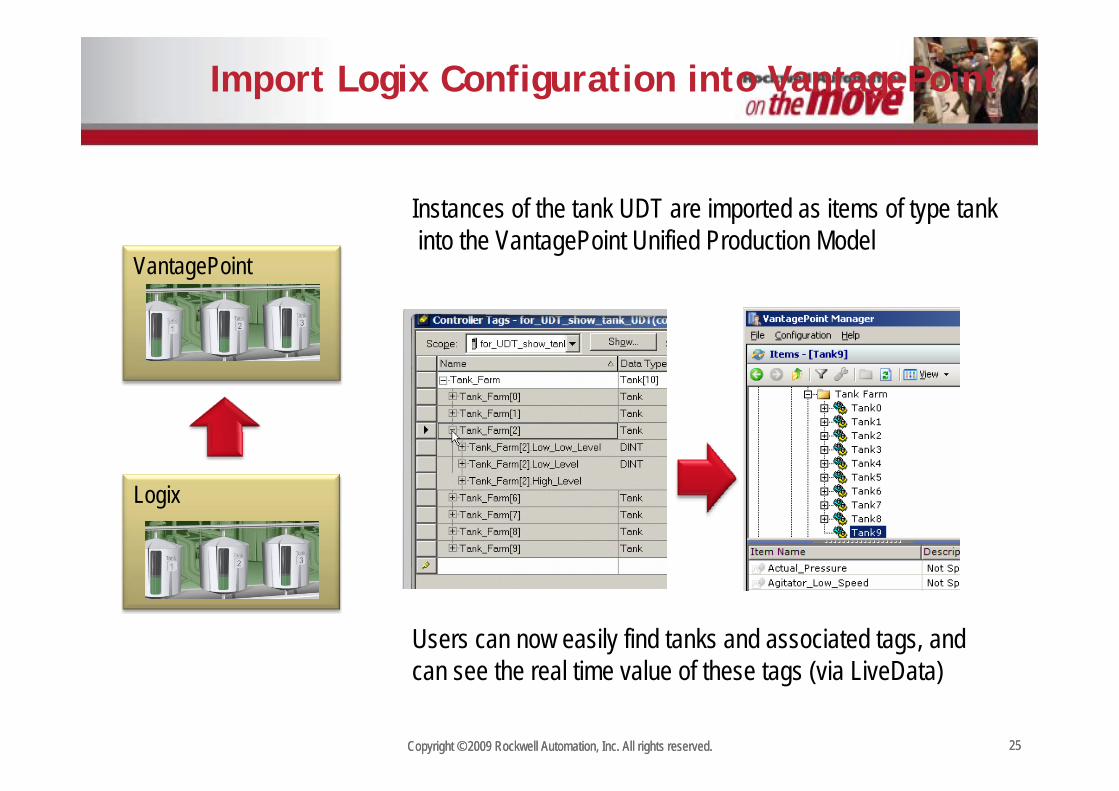
Import Logix Configuration into VantagePoint
Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 25
Logix
Instances of the tank UDT are imported as items of type tankinto the VantagePoint Unified Production Model
VantagePoint
Users can now easily find tanks and associated tags, and can see the real time value of these tags (via LiveData)

Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 26
Logix
Correlate Logix Tags with FT Historian Tags
Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 26
FT Live Data tags are associated with FT Historian tags in the VantagePoint Unified Production Model.VantagePoint can now retrieve the history of a tank from FT Historian, and the real time values of tank tags from Live Data. Users don’t need to know where the data is coming from.
FT Historian
VantagePoint

Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 27
View Tank Reports, Trends and Dashboards
Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 27
Tank reports, trends and dashboards work automatically against tank items imported from Logix.
Authorized users can access tank information by browsing to the VantagePoint portal.

Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 28
One Set of Tools For All Data Sources
Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 28
Any 3rd Party Data Source

Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 29
Real World Model For Information the Way You Need It
Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 29
Process Control Engineer• Pressure • Flow• Speed
Production Manager• Volume pumped • Product throughput• Operation history• Power consumed
Maintenance Manager• Running hours • Performance spec• Manufacturer data• Spares on hand• Maintenance date
Process Engineer• Related equipment • Rating• Vibration data
Asset Manager• Purchase date • Cost• Warranty• Manufacturer• Engineering SpecsQuality Assurance
• Batch record • Leak test data• Lab sample
Live Data: Control System/HMI
Historian
AssetDatabase
ERP, LMS, SQLDatabase
MaintenanceManagement
System

Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 30
Single Point of Access, One Version of the Truth
Copyright © 2009 Rockwell Automation, Inc. All rights reserved.
• Access to ALL plant floor, production and business systems• Integrate and organize time series and transactional data• Users at all levels of enterprise can view role-based KPIs, reports
and dashboards
30

Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 31Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 31
All You Need is a Browser
• No client install is needed to view trends, reports and dashboards
• Simply publish reports in the portal to allow access

Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 32Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 32
Non-programmers Can Create and Publish Reports, Trends and Dashboards
• Build ad-hoc reports and publishto the model
• Reports can be saved and modified easily as needed
• Reduces the marginal costof curiosity
Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 33Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 33
Agenda
1. Basic Manufacturing Problem
2. The FactoryTalk VantagePoint Solution
3. Built-In Functionality for Plant Floor
4. FactoryTalk VantagePoint Advantages
5. Ordering, Training and More Information

Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 34
How would you answer these questions?
• What types of control systems do you have?• What types of Historians do you have?• What types of HMI systems do you have ?
• Who has access to the information from these systems?• Would your engineering / maintenance / quality /
supervisory staff benefit from access to this information?• Would it help to have a common set of tools to report
against all of these data sources ?• Would a web based reporting solution help ?
• How much time do you spend creating production / quality / maintenance reports ?
• What happens if the owner of the reports is not available?
• Would you benefit from reports being generated from the structure data types in ControlLogix (UDT)?
34Copyright © 2009 Rockwell Automation, Inc. All rights reserved.

Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 35
Additional Connectivity via FactoryTalk VantagePoint EMI
Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 35
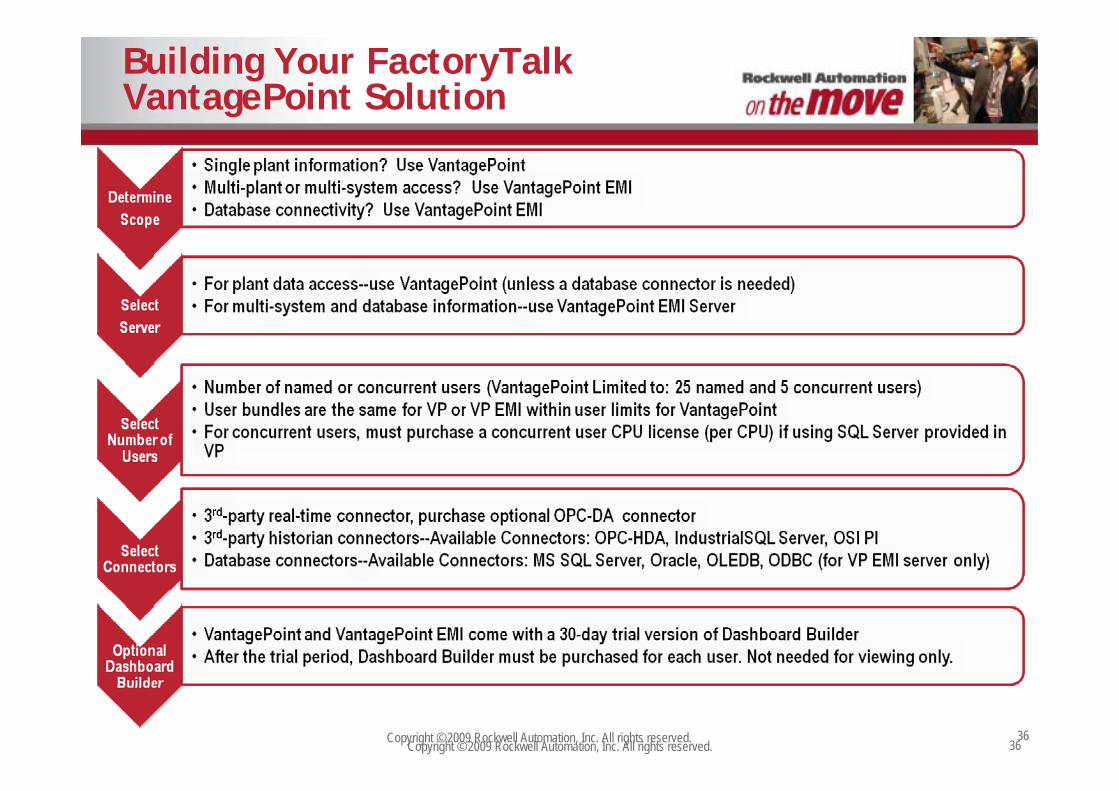
For connectivity to FactoryTalk Metrics, Transaction Manager, Batch or other manufacturing data sources utilizing a SQL database, a connector is available with FactoryTalkVantagePoint EMI
Contact your local Information Solutions Regional Manager (ISRM)to receive additional information on ordering and configuring
Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 36
Building Your FactoryTalkVantagePoint Solution
Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 36

Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 37
Where to Find Additional Information
Discover Rockwell Automation Portalhttp://discover.rockwellautomation.com/mi• Includes Product Demo / Videos• Discover Webcast Recordings• Product Profiles• Ordering Information• System Requirements• Case Studies
37Copyright © 2009 Rockwell Automation, Inc. All rights reserved.

Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 38
Training
• Training is available for FT VantagePoint and FT VantagePoint EMI through Rockwell Automation’s training site at:
– http://www.rockwellautomation.com/services/training/schedules.html
Copyright © 2009 Rockwell Automation, Inc. All rights reserved.

Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 39
Customer Value – Food & Beverage
SCOPE• 69 plants• 140+ data sources – SCADA, control, MES, LIMs,
Asset Management, SAP, ORACLE & SQL databases, InSQL historian
• Many legacy systems and in-house designed MES• 2.5 MM – 10 MM objects in the database
(FactoryTalk VantagePoint model)• Corporate portal system
available to 28,000 employees
SCOPE• 69 plants• 140+ data sources – SCADA, control, MES, LIMs,
Asset Management, SAP, ORACLE & SQL databases, InSQL historian
• Many legacy systems and in-house designed MES• 2.5 MM – 10 MM objects in the database
(FactoryTalk VantagePoint model)• Corporate portal system
available to 28,000 employeesTV (One plant)
• TV monitor above every production line• Dashboard tracking the following for each line
• Production target• Results so far• Current projection against target
• Targets• Cost• MTBF/MTTR• Downtime cause
TV (One plant)• TV monitor above every production line• Dashboard tracking the following for each line
• Production target• Results so far• Current projection against target
• Targets• Cost• MTBF/MTTR• Downtime cause
RESULTS• Improved throughput by 8%• Reduced waste by 3%
RESULTS• Improved throughput by 8%• Reduced waste by 3%

Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 40
Customer Value – Chemical
SCOPE/OBJECTIVE• A global fortune 500 manufacturing company• Objectives
• Increase production due to higher demand• Without adding new capital or resources• Replace antiquated batch reporting• No rip-replace of other legacy systems
SCOPE/OBJECTIVE• A global fortune 500 manufacturing company• Objectives
• Increase production due to higher demand• Without adding new capital or resources• Replace antiquated batch reporting• No rip-replace of other legacy systems
Rational for EMI• Integrated easily with existing production control
systems• Provided deep insight into our batch processes• Reports available to production and management to
monitor production in context of individual’s role• Future expansion capabilities for integration with
our ERP
Rational for EMI• Integrated easily with existing production control
systems• Provided deep insight into our batch processes• Reports available to production and management to
monitor production in context of individual’s role• Future expansion capabilities for integration with
our ERPRESULTS
• Changeover time reduction• Control Loops optimized• Schedule improvements• More product produced in 2
shifts than previously done in 9
RESULTS• Changeover time reduction• Control Loops optimized• Schedule improvements• More product produced in 2
shifts than previously done in 9
“One of the main benefits of using FactoryTalk VantagePoint was greater performance. We have better insight into how we perform, how long processes take and how fast we can make our products. We’ve reduced our production cycle times by 90% already.” Manager
“One of the main benefits of using FactoryTalk VantagePoint was greater performance. We have better insight into how we perform, how long processes take and how fast we can make our products. We’ve reduced our production cycle times by 90% already.” Manager

Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 41
Customer Value – Energy Management
SCOPE• Small university – 70 buildings• Central plant to manage: electricity, heat and cooling• Cogeneration of electricity and heat from fuel oil• Buildings metered / data stored in historian and control
OBJECTIVE• Manage/reduce energy consumption• Make vs. Buy
SCOPE• Small university – 70 buildings• Central plant to manage: electricity, heat and cooling• Cogeneration of electricity and heat from fuel oil• Buildings metered / data stored in historian and control
OBJECTIVE• Manage/reduce energy consumption• Make vs. Buy SOLUTION
• Track and accurately predict electricity and oil consumption
• Reduce impact of high cost peak-demand energy• Calculate / predict individual building demands• Integrate “islands” of information from water treatment,
HVAC, co-generation and weather reports
SOLUTION• Track and accurately predict electricity and oil
consumption• Reduce impact of high cost peak-demand energy• Calculate / predict individual building demands• Integrate “islands” of information from water treatment,
HVAC, co-generation and weather reports
RESULTS• Reduced overall energy
consumption by 23%• Lowered total energy bill by
$3M / year
RESULTS• Reduced overall energy
consumption by 23%• Lowered total energy bill by
$3M / year

Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 42
Customer Value – Water Management
SCOPE/ENVIRONMENT• Mid-size city municipality• Multi-vendors – SCADA and Control• Many disparate data sources• Facing severe environmental issues with
storm run-off
SCOPE/ENVIRONMENT• Mid-size city municipality• Multi-vendors – SCADA and Control• Many disparate data sources• Facing severe environmental issues with
storm run-off OBJECTIVES• Consistent reporting
• Yield• Quicker leak detection• Reduce contamination• Improve water quality• Reduce energy
consumption
OBJECTIVES• Consistent reporting
• Yield• Quicker leak detection• Reduce contamination• Improve water quality• Reduce energy
consumptionRESULTS
• Remediated detection, quality and energy issues
• Reduced operating cost (dbl digits)
RESULTS• Remediated detection, quality and
energy issues• Reduced operating cost (dbl digits)
“We’re taking business intelligence to the next level because our departmental staff recognize opportunities earlier, react more swiftly to them, more easily communicate the issues involved, and make better decisions.” Manager
“We’re taking business intelligence to the next level because our departmental staff recognize opportunities earlier, react more swiftly to them, more easily communicate the issues involved, and make better decisions.” Manager

Copyright © 2009 Rockwell Automation, Inc. All rights reserved.
Backup Slides
Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 44
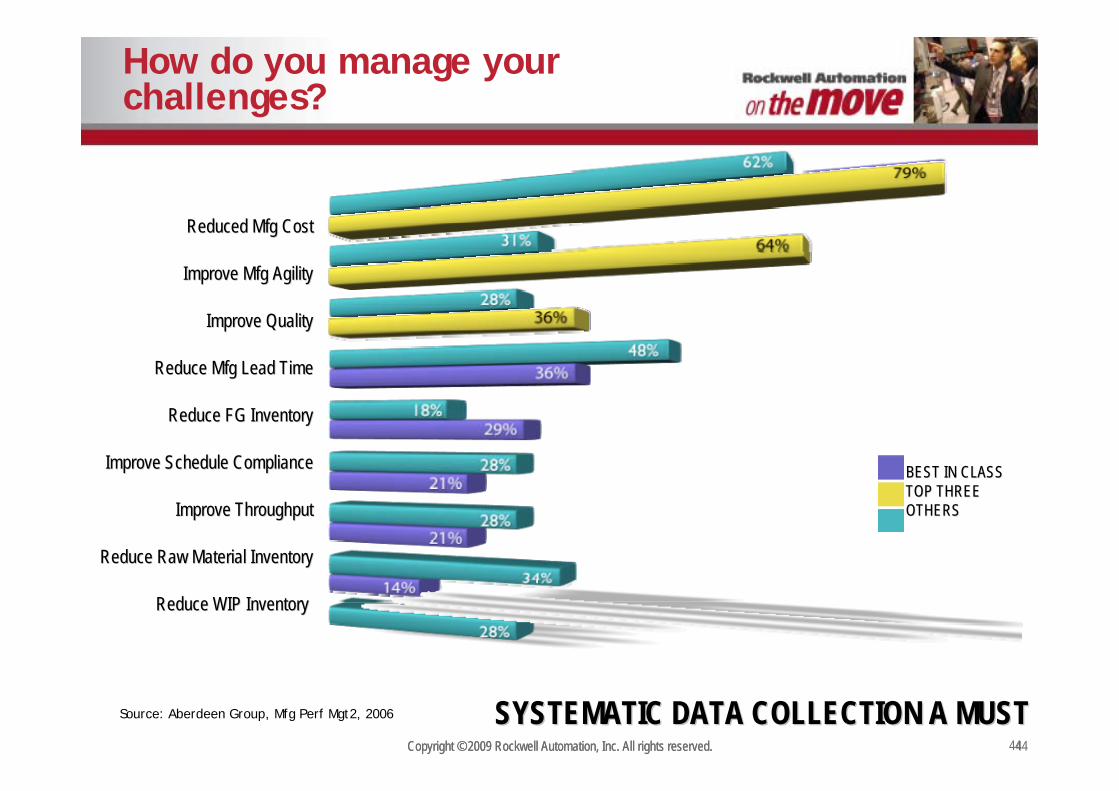
How do you manage your challenges?
Reduced Mfg CostReduced Mfg Cost
Improve Mfg AgilityImprove Mfg Agility
Improve QualityImprove Quality
Reduce Mfg Lead TimeReduce Mfg Lead Time
Reduce FG InventoryReduce FG Inventory
Improve Schedule ComplianceImprove Schedule Compliance
Improve ThroughputImprove Throughput
Reduce Raw Material InventoryReduce Raw Material Inventory
Reduce WIP Inventory Reduce WIP Inventory
SYSTEMATIC DATA COLLECTION A MUSTSYSTEMATIC DATA COLLECTION A MUST
BEST IN CLASSBEST IN CLASSTOP THREE TOP THREE OTHERSOTHERS
Source: Aberdeen Group, Mfg Perf Mgt2, 2006
Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 44

Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 45
Applications for Manufacturing Historians
• Historians are utilized across many industries and applications:– Consumer Products, Food and Beverage, Automotive, Life Sciences– Continuous Process, Packaging, Material Routing, etc.
• Key benefit of a Historian:– Capture and process high-speed, time-series data– Store in a central (Site or Enterprise) data repository for future analysis
• Historical data is used for:– Analysis through calculations, statistical processes, quality controls, etc.– Supports business and operational analysis:
• Trends and graphs of data
Turns Data into Information !Turns Data into Information !Turns Data into Information !
Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 45

Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 46
Value of a Data Historian
Helps improve overall operations through analysis of manufacturing, process and production data.
• Accelerate Six Sigma and Lean initiatives• Identify under-performing production areas• Increase quality
– Identify the root causes of process variability
• Improve processes– Analyze complex process data easily
• Capture non-relational data very efficiently– Extreme capture speed and
compressed storage
• Reduce variability– Verify production parameters versus
targets/norms• Capture critical performance and quality
data in real-time• Decrease overhead costs
– Save time in collecting data and preparing reports
• Centralized storage repository– Enables a platform for standardization of
data collection and reporting of key performance indicators (KPIs)
Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 46

Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 47
A New Twist – Distributed Strategy
Pervasive Information Across Enterprise, Site, Machine/DevicePervasive Information Across Enterprise, Site, Machine/Device
Copyright © 2010 Rockwell Automation, Inc. All rights reserved. 47
Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 48
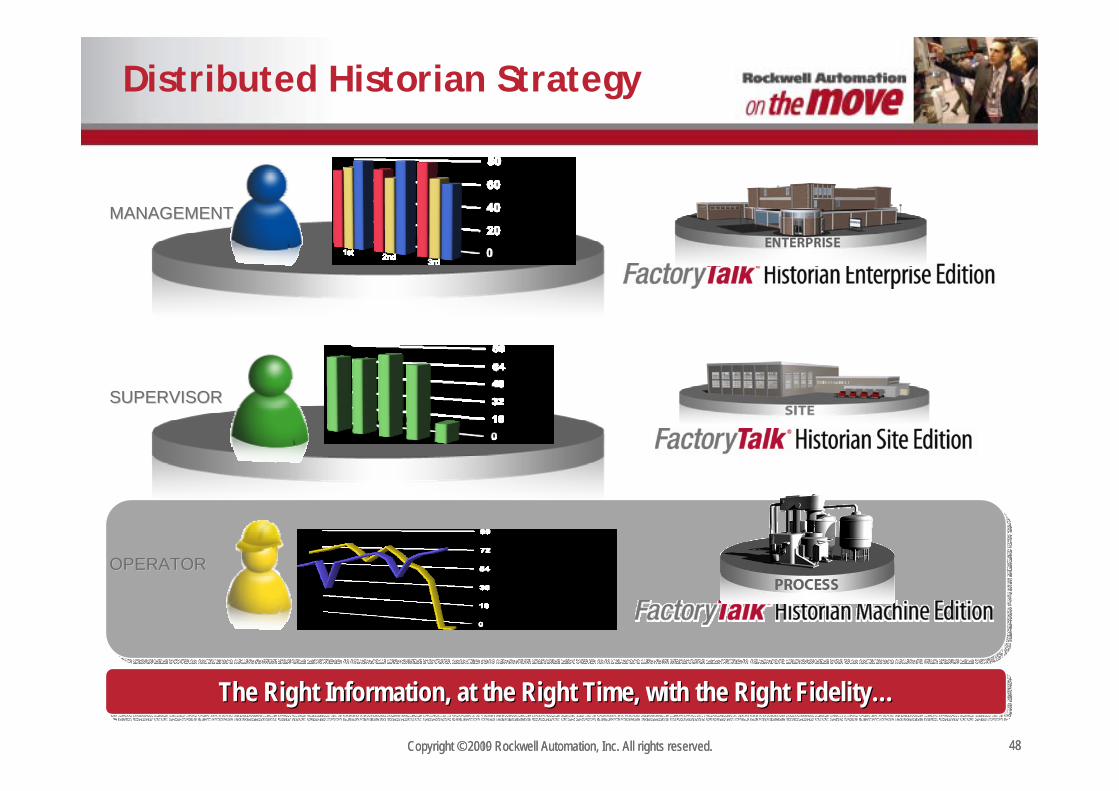
Distributed Historian Strategy
The Right Information, at the Right Time, with the Right Fidelity…The Right Information, at the Right Time, with the Right FidelitThe Right Information, at the Right Time, with the Right Fidelityy……
SUPERVISORSUPERVISOR
MANAGEMENTMANAGEMENT
OPERATOROPERATOR
Copyright © 2010 Rockwell Automation, Inc. All rights reserved. 48

Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 49
Automation Fair 2006 Announcement
Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 49

Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 50
Strategic Partnership
•• Leadership in Automation and Leadership in Automation and Information Information SolutionsSolutions
•• Solution ProviderSolution Provider•• Automation and Controls Automation and Controls
ExpertiseExpertise•• Solution PlatformSolution Platform
•• RealReal--time Performance Management time Performance Management Software Software ProductsProducts
•• Technology ProviderTechnology Provider•• Data Historian and Context Experts Data Historian and Context Experts •• Product PlatformProduct Platform
Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 50
Market leaders joining together to provide winning solutionsMarket leaders joining together to provide winning solutionsMarket leaders joining together to provide winning solutions

Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 51
FactoryTalk Historian Machine Edition
• FactoryTalk Historian Machine Edition– Based on FactoryTalk Historian SE– Module-based historian– Data Collection over backplane– More granular data– Solid-state data storage
• Part of the Distributed Historian Strategy
– Three-tiered historian• Aggregating data upward• Auto-discover sources downward
– Auto configure tags– Performance and scalability– 3rd-party connectivity
Copyright © 2010 Rockwell Automation, Inc. All rights reserved. 51
Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 52
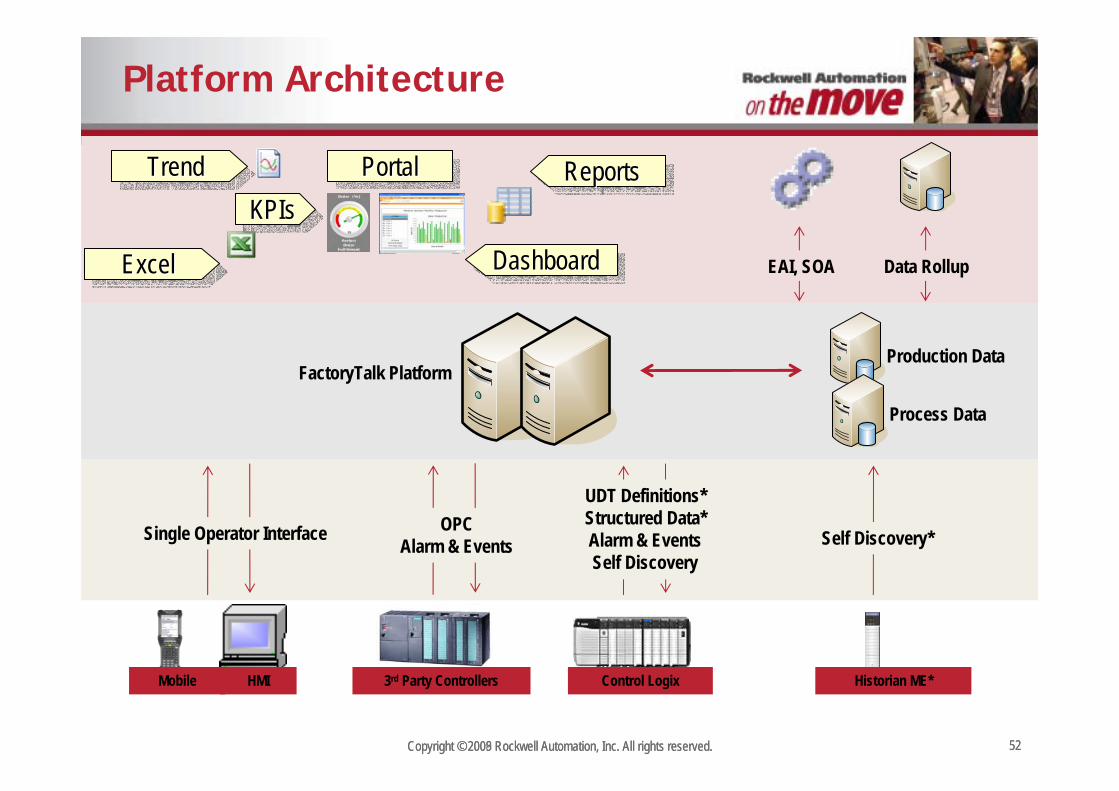
Platform Architecture
Control Logix Historian ME*HMI
Self Discovery*
UDT Definitions*Structured Data*Alarm & EventsSelf Discovery
Single Operator Interface OPCAlarm & Events
Mobile 3rd Party Controllers
Production DataFactoryTalk Platform
Process Data
ExcelExcelExcel DashboardDashboardDashboard
TrendTrendTrend ReportsReportsReportsPortalPortalPortal
KPIsKPIsKPIs
EAI, SOA Data Rollup
Copyright © 2008 Rockwell Automation, Inc. All rights reserved. 52

Copyright © 2009 Rockwell Automation, Inc. All rights reserved.
Thank You