mechanical and tribological …aguijet.com/images/short_pdf/1444888202_sunil_thakur_3.pdfthe...
TRANSCRIPT
AGU International Journal of Engineering & Technology http://www.aguijet.com
(AGUIJET) 2015, Vol. No. 1, Jul-Dec
18
AGU INTERNATIONAL JOURNAL OF ENGINEERING & TECHNOLOGY
MECHANICAL AND TRIBOLOGICAL
CHARATERISTICS OF CENOSPHERE
PARTICLATES FILLED E-GLASS FIBER
REIFORCED VINYLESTER COMPOSITES USING
TAGUCHI METHOD AND ANN
*Sunil Thakur, **S.R. Chauhan
*Department of Mechanical Engineering, AP Goyal Shimla University, Shimla, India-171009
**Department of Mechanical Engineering, National Institute of Technology, Hamirpur (H.P.) India – 177005
ABSTRACT
The friction and wear behavior of E-glass fiber reinforced vinylester composites filled with micron
sized cenosphere particles are discussed in this paper wear tests were carried using pin on a rotating
disc under dry sliding conditions at normal room temperature. In this study, a plan of experiments,
based on the Taguchi design, was performed to acquire data in a controlled way. The Taguchi ap-
proach enables us to determine optimal parameter settings that lead to minimization of the wear rate.
An orthogonal array L27 (313
) and Analysis of variance (ANOVA) have been applied to investigate the
influence of process parameters on the coefficient of friction and sliding wear behavior of these com-
posites. An artificial neural network (ANN) approach is also applied to predict the wear rate of the
composites and compared with the experimental results. The results indicate that applied normal
load, filler content, sliding speed, sliding distance and roughness influence the wear rate significantly.
It was found that the cenosphere particulates as fillers contributed significantly to improve the wear
resistance of the glass fiber reinforced vinylester composites. The results also showed that with an
increase in the applied normal load and sliding speed the coefficient of friction and specific wear rate
decreases. The glass fiber reinforced vinylester composites filled with 10wt% offered the great im-
provement of the tribological performance. SEM analysis has been carried to identify the wear
mechanism.
Keywords: Composite; Friction; Reinforcement; Tribology; Wear
1. INTRODUCTION
Today advanced polymeric composite filled with inorganic fillers or reinforced with fibers
are the most common engineering applications because of their strength to weight ratio and
low cost [1-3]. There is an increasing demand for use of these materials in defense applica-
tions like aerospace, automobile, sea vehicles and chemical industries [4]. Fillers not only
reduce the cost of the composites, but also meet performance requirements, which could not
AGU International Journal of Engineering & Technology http://www.aguijet.com
(AGUIJET) 2015, Vol. No. 1, Jul-Dec
19
AGU INTERNATIONAL JOURNAL OF ENGINEERING & TECHNOLOGY
have been achieved by using reinforcement and resin ingredients alone. The role of fiber re-
inforcement in reducing the wear rate of the polymer has been widely reported [5, 6]. Glass
fiber reinforced polymeric composites traditionally show poor wear resistance and high fric-
tion due to the brittle nature of the reinforcing fibers. Many researchers have encouraged
casting the polymers filled fillers and fibers. Significant efforts are being made to extend the
range of applications. Such use would provide economic and functional benefits to both
manufacturers and consumers. Various researchers have studied the tribological behavior of
glass fiber reinforced polymer composites [7-11]. In order to obtain minimum coefficient of
friction and wear properties many researchers modified polymers using different fillers
(Al2O3, Flyash, SiC, TiO2, ZnO). Their result reported that a synergistic effect was found for
the combination of these fillers. They showed the wear rate decreased with the addition of
SiC and Al2O3 filler [12]. As for PPS polymer, the micro fillers such as CuO and TiO2 have
been reported to reduce the wear rate of the polymer. The credit for the reduction in wear rate
has mostly been given to the increase in mechanical strength with fiber reinforcement [13].
The cenospheres are the by-products during the combustion of coal in thermal power
plants and they are hollow, white gray in color and about 0.6 g/cm3 in density. Cenosphere
are primarily used to reduce the weight of plastics, rubbers, resins etc. Many investigations
showed that the cenospheres were a kind of very good filling in polymer [14-18]. However,
few literatures can be found to study the cenosphere particulates filled composites and their
performance critically investigated by several researchers [19, 20]. Das and Satapathy [21]
successfully fabricated polypropylene cenosphere filled composites and characterized these
for their structure, morphology and mechanical properties. Deepthi et al. [22] developed light
weight composites filled with cenosphere particulates and also detailed the mechanical and
thermal characteristics of cenosphere filled composite. They concluded that addition of
cenosphere improved the mechanical and thermal properties of the composites. Chand et al.
[23] extensively investigated the wear resistance of a low-density polyethylene by incorpo-
rating hollow microsphere, known as cenosphere, in the base polymer to form composites. It
was observed that addition of cenosphere increases the wear resistance and the reduction of
the coefficient of friction. It was also found that glass fiber reinforcement in combination
with cenosphere filling into the polyester resin may result in the production of high
strength-high modulus materials with filler contents without any loss in mechanical strength
[24].
The present study aims at studying the wear behavior of particulate filled glass-vinylester
composites using the Taguchi method. Further, the analysis of variance (ANOVA) is done to
identify the most significant control factors and their interactions. The method is originally
proposed as a means of improving the quality of products through the application of statisti-
cal and engineering concepts [25, 26]. Since experimental procedures are generally expensive
and time consuming, the need to satisfy the design objectives with the least number of tests is
clearly an important requirement. Taguchi technique is a powerful tool for the design of high

AGU International Journal of Engineering & Technology http://www.aguijet.com
(AGUIJET) 2015, Vol. No. 1, Jul-Dec
20
AGU INTERNATIONAL JOURNAL OF ENGINEERING & TECHNOLOGY
quality systems [27-29]. The Taguchi approach to experimentation provides an orderly way
to collect, analyze and interpret data to satisfy the objectives of the study. In the design of
experiments, one can obtain the maximum amount of information for the amount of experi-
mentation. Taguchi parameter design can optimize the performance characteristics through
the setting of design parameters and reduce the sensitivity of the system performance to the
source of variation [30]. This technique is a powerful tool for acquiring the data in a con-
trolled way and to analyze the influence of process parameters over some specific parameters,
which is an unknown function of these process variables. The Taguchi technique creates a
standard orthogonal array to consider the effect of several factors on the target value and de-
fines the plan of experiments. The experimental results are analyzed by using analysis of
means and variance of the influence of factors [31, 32].
The objective of this work is to investigate the friction and wear properties of particulate
filled E-glass fiber vinylester composites sliding against a hardened steel counterface. Also
find out the tribological performance of the micron particle content (10wt% and 20wt%)
which are widely used in many fields as standard reinforcing particles. This work is believed
to be helpful for understanding the function of different filler content in E-glass fiber rein-
forced vinylester composites. Cenosphere is to be used in polymer composites as a low cost
material for structure materials.
2. EXPERIMENTAL DETAILS
2.1Composite preparation
E-glass fiber reinforced composites were manufactured in the laboratory by conventional
hand lay-up technique. The E-glass fibers (elastic modulus 72.5 GPa, Density 2.59 gm/cc)
were used as reinforcement and the resin used in this work is commercial vinylester resin
(density 1.23 gm/cm3) supplied by Northern Polymer Ltd., Delhi, India. The filler material
used in this study is cenosphere (Hardness 5-6 MOH, Density 0.4-0.6 gm/cm3) supplied by
Cenosphere India Pvt. Ltd. The cobalt naphthnate 1.5% (as accelerator) is mixed thoroughly
in vinylester resin followed by 1.5% methyl ethyl ketone peroxide (MEKP) as hardener to
prior to reinforcement. The fiber loading (weight fraction of fiber in the composites) is kept at
50wt% for all the samples. The alternative layers of resin and reinforcement can be laid on
the mold sheet. The brush and roller can be used to impregnate the fiber with the resin. A
metal roller was used to compact the laminate so that uniform thickness could be obtained.
After obtaining thickness of 3 mm, the top of the laminate was covered by the mould sheets
which were coated with release agent (Silicon spray) for ease to separate after curing. The
cast of each composite is cured under a load of about 60kg for 24 h at room temperature be-
fore it is removed from the mould. The laminates of sizes 200 × 200 × 3 mm were prepared.
The specimens of suitable dimension are cut using jigsaw cutter for mechanical and wear
tests. The other composite samples with particulates of cenosphere filler of fixed weights

AGU International Journal of Engineering & Technology http://www.aguijet.com
(AGUIJET) 2015, Vol. No. 1, Jul-Dec
21
AGU INTERNATIONAL JOURNAL OF ENGINEERING & TECHNOLOGY
(10wt% and 20wt%) percentage were fabricated by the same technique. The detail composi-
tions and designation of the composites prepared for this study are listed in Table 1.
2.2 Physical, mechanical and wear characteristics
The experimental density of the composites is obtained by the Archimedes principle of
weighing small pieces cut from the large composite panel first in the air and then in water.
The theoretical density of the composite is calculated and compared with experimental den-
sity in order to calculate the void fraction of the composites. The theoretical and measured
densities along with the corresponding volume fraction of voids are presented in table 1. The
composites under investigations consists of three components namely matrix, fiber and par-
ticulate filler. Hence density of composites can be calculated using rule-of-mixture as shown
in the following expression [17]:
f
f
p
p
m
m
tWWW
1
(1)
Where W and ρ represent the weight fraction and density, respectively. The suffix m, p, f and
t stand for the matrix, particulate filler, fiber and the composite materials respectively.
The actual density (ρe) of the composites can be determined experimentally by simple
water immersion technique. The volume fraction of the voids (Vv) in the composites is calcu-
lated using the following equation:
100%
t
etvV
(2)
Hardness measurement is carried by Rockwell hardness tester according to ASTM
D785-89 equipped with a steel ball indenter (1/16") indenter by applying a load of 100 Kgf
and the average values of five tests is taken.
The tensile test was generally performed on dog-bone shape composite specimens as per
ASTM D 3039-76 test standards in a universal testing machine (UTM) Hounsfield H25KS.
During the test a uniaxial load is applied through both the ends of the specimen. The test was
conducted at the constant strain rate of the order of 2mm/min.
The flexural strength tests had been performed as per ASTM D 790 using the same
UTM. The specimens were supported at two points 40 mm apart in a three-point bend test
fixture and the load at the midpoint at the rate of 2 mm/min until fracture of the specimen
occurred. The flexural strength of composite specimen is determined using following equa-
tion:

AGU International Journal of Engineering & Technology http://www.aguijet.com
(AGUIJET) 2015, Vol. No. 1, Jul-Dec
22
AGU INTERNATIONAL JOURNAL OF ENGINEERING & TECHNOLOGY
22
3
bt
PLFS
(3)
Where P is the maximum load, L is the span length of the specimen, b is the width of the
specimen and t is the thickness of specimen.
The inter-laminar shear strength tests were conducted as per ASTM: D 2344-84 using the
same UTM. The span length is set at 30 mm, corresponding to a span length/thickness ratio
of about 6:1 and the crosshead speeds of 2 mm/min are maintained. The ILSS values are cal-
culated as follows:
bt
PILSS
4
3
(4)
Where P is the maximum load, b is the width of the specimen and t is the thickness of speci-
men. Each test was repeated three times and the mean value of flexural and inter-laminar
shear strength.
The friction and sliding wear performance evaluation of vinylester composites under dry
sliding conditions were carried out on a pin-on-disc type friction and wear monitoring test rig
(DUCOM) as per ASTM G 99. The counter body is a disc made of hardened ground steel
(EN-32, hardness 72 HRC) with a diameter of 160 mm and a thickness of 8 mm. Figure 1 (a)
shows the experimental setup of pin-on-disc. Before testing, the test samples were polished
against 600-grade SiC paper to ensure proper contact with the counter surface. The surface of
both the sample and the disc were cleaned with a soft paper soaked in acetone thoroughly
before the test. During the test, friction force was measured by a transducer mounted on the
loading arm and the coefficient of friction was calculated automatically by taking into ac-
count of normal load and friction force. The friction force readings are taken as the average
of 100 readings every 40 seconds for the required period. For this purpose a microprocessor
controlled data acquisition system is used. The environmental conditions in the laboratory are
temperature of 210C and 49% relative humidity. For each condition, at least three tests were
performed and the mean value of weight loss has been reported. During these experiments
initial and final weight of the specimens was measured. The material loss from the composite
surface is measured using a precision electronic balance with accuracy ±0.01 mg. A charac-
teristic value, which describes the wear performance under the chosen conditions for a
tribosystem is the specific wear rate (KS) [31]:
n
SLF
MK
Nm
mm3
(4)

AGU International Journal of Engineering & Technology http://www.aguijet.com
(AGUIJET) 2015, Vol. No. 1, Jul-Dec
23
AGU INTERNATIONAL JOURNAL OF ENGINEERING & TECHNOLOGY
Where M was the mass loss in the test duration (gm), was the density of the composite
(gm/cm3), nF was the applied normal load (N) and L was the sliding distance (m).
Scanning Electron Microscope (SEM) was used to analyze the worn surface of the com-
posites. Worn surface samples were mounted on aluminum stub using conductive (silver)
paint and were sputter coated with gold prior to SEM examination. The surfaces of the sam-
ples were examined directly by scanning electron microscope FEI quanta FEG 450.
2.3 Experimental design
Taguchi design of experiments is a well known method that provides a simple, efficient and
systematic approach to optimize performance characteristics through the setting of designing
parameters with the minimum sensitivity to the various causes of variation. It is considered as
a proper method requiring a smaller number of experiments using an orthogonal array meth-
odology for identifying an optimal operating condition and consequently producing high
quality products with low manufacturing costs. The working steps for the Taguchi experi-
mental design: (1) Determination of the number of levels for each selected parameter. (2) Se-
lection of the appropriate orthogonal array and arrangement of operation parameters of the
orthogonal array (3) Conducting experiments based on the arrangement of the orthogonal ar-
ray (4) Analysis of the experimental resulting using the signal to noise ratio (S/N) and analy-
sis of variance (ANOVA). In Taguchi design of the experiment the optimal condition is se-
lected so that the effects of the uncontrollable factors (noise) influencing the response of the
process become minimum. The Taguchi utilizes the ANOVA to interpret the influence of any
input parameter and to determine the percentage contribution of each experimental variable.
One of the aim of this study is to determine the most effective factors to achieve the maxi-
mum improvement of wear resistance of the filler reinforced vinylester composite. The
Taguchi method uses to detect the optimum conditions in a limited number of experiments.
Six factors of contents with three different levels were selected for experimental design as
shown in Table 2. The array chosen was the L27 (313
) which have 27 rows corresponding to
the number of tests (20 degrees of freedom) with 13 columns at three levels. Responses of the
designed experiments were set to coefficient of friction and wear resistance. In the full facto-
rial experiment design, it would require 35=243 runs to study six parameters each at three
levels whereas, the Taguchi factorial experiment approach reduces it to only 27 runs offering
a great advantage in term of experimental time and cost. Figure 1 (b) shows the linear graph
for L27 array.
The plan of the experiments is as follows: the first column is assigned to load (A), the se-
cond column to filler content (B), the fifth column to speed (C) the ninth column to sliding
distance (D) and the tenth column to roughness (E), the third and fourth column are assigned
to (A × B)1 and (A × B)2 respectively to estimate interaction between load (A) and filler con-

AGU International Journal of Engineering & Technology http://www.aguijet.com
(AGUIJET) 2015, Vol. No. 1, Jul-Dec
24
AGU INTERNATIONAL JOURNAL OF ENGINEERING & TECHNOLOGY
tent (B), the sixth and seventh column are assigned to (B × C)1 and (B × C)2 respectively to
estimate the interaction between filler content (B) and roughness (C), the eight and eleventh
column are assigned to (A × C)1 and (A × C)2 respectively to estimate interaction between the
load (A) and roughness (E) and the remaining columns are used to estimate experimental er-
rors. The output to be studied is coefficient of friction (COF) and specific wear rate (WS).
3. RESULTS AND DISCUSSION
3.1 Mechanical characterizes
It can be noticed from Table 1 that composites density values calculated from weight frac-
tions using Eq. (1) are not in agreement with the experimentally determined values. The dif-
ference is a measure of voids and pores present in the composites. It is clear from the table
that the volume fraction of voids is negligible in C0 due to absence of particulate fillers. In
addition of filler materials voids are more marked in the composites. This can affect compo-
site performance adversely which may lead to swelling and reduction in density. As filler
content increased from 10wt% and 20wt% the volume fraction increased proportionately for
all particulates filled composites (C1 to C2). This may be due to the fact that composite mate-
rial which may entrap air during the preparation of composite samples in hand layup tech-
nique. The significantly affect some of the mechanical properties and even the performance
of composites. Higher void contents usually mean lower fatigue resistance, greater suscepti-
bility to water penetration. The knowledge of void content is desirable for estimation of the
quality of the composites.
Fig. 3 (a) shows the variation in the hardness of unfilled and filled glass fiber reinforced
vinylester composites. It can be observed that the hardness of the filled glass fiber reinforced
vinylester composites is improved and this improvement is a function of the cenosphere par-
ticle content. It is found that particulate filled glass fiber reinforced vinylester composite at
10wt% as filler might be most effective for increasing the load carrying capacity. This is pos-
sible due to the interface between particle and matrix is stronger. Further addition of particle
content 20wt% decreases the hardness, this may be decreased in hardness due to improper
distribution of filler into the matrix and also presence of large voids [9].
The variation of tensile strength, flexural strength, interlaminar strength and compressive
strength of unfilled and filled glass fiber reinforced vinylester composites with different par-
ticle sizes of cenosphere content is presented in Fig. 3 (b). It is seen that tensile strength line-
arly decreases with increasing the filler content (10wt% to 20wt%). Whereas decrease in ten-
sile strength may be attributed to reason that the poor state of filler matrix interfacial adhe-
sion and the presence of higher voids in the cenosphere filled glass fiber reinforced vinylester
composites. The interfacial adhesion may be too weak to facilitate a significant stress transfer
mechanism. This may be due to the poor filler distribution and impregnation [9]. It is noticed
that under a flexural loading condition a gradual improvement in flexural strength with in-

AGU International Journal of Engineering & Technology http://www.aguijet.com
(AGUIJET) 2015, Vol. No. 1, Jul-Dec
25
AGU INTERNATIONAL JOURNAL OF ENGINEERING & TECHNOLOGY
crease in particle content. The flexural strength of particulate filled glass fiber reinforced
composites is found to maximum at 10wt%. Further increasing the particle content 20wt%
small reduction in flexural strength is observed, this is because of poor fiber matrix adhesion.
The compressive strength of particulate filled glass fiber reinforced vinylester composites
again showed a marginal improvement. The interlaminar shear strength of glass reinforced
vinylester composites filled (C1) particle size is higher as compared (C0 and C2). In the cur-
rent study, during tests the span length is very short 30 mm. Stress acting on the interface of
two adjacent of lamina are called interlaminar shear strength. To measure the ILSS of a
composite, an interlaminar shear failure occurs then shear stress would be generated between
lamina. At midpoint of the plane, the maximum shear stress occurs. The short beam shear
(SBS) method is the simplest and therefore the most used in practice. It can be noticed that to
increase in filler content from 10 wt% to 20 wt% there is a marginal improvement in the ten-
sile modulus as shown in Fig. 3 (c). This may be attributed to the good interaction between
particles and matrix present in the composites [9, 34].
3.2 Analysis of experimental results
The characterization of the composites revels that inclusion of any particle filler has strong
influence not only on the mechanical properties of composites but also on their wear behav-
ior. A comparative study of the modified behavior of the composites against unfilled compo-
sites is presented. Taguchi methodology was applied to optimization of the modifiers content
to achieve a minimum coefficient of friction and specific wear rate. Six factors applied nor-
mal loads, filler size, filler content, roughness, speed, and sliding distance with three different
levels were selected for experimental design. This setup resulted in a typical L27 Taguchi
layout compared to traditional full factorial design with 27 trials to complete the entire ex-
periments. The ultimate responses were set to coefficient of friction and specific wear re-
sistance for the prepared composites. Taguchi recommends the use of the S/N ratio measured
by the deviation of a characteristic from its target value. In the case that the smaller are better,
the S/N ratio is defined as [36]:
n
i iynN
S
12
11l o g10 (5)
Where n is the repetition number of each trail and yi is the result of the ith
experiment for each
trial. Each experimental trial was repeated three times under the same conditions at different
times. The experimental data for coefficient of friction and specific wear rate is the average
of three replications. The overall mean for the S/N ratio of the coefficient of friction and the
specific wear rate are found to be 5.2269 dB and 95.1698 dB respectively. The analyses of
the experimental data are carried using the software MINITAB 16 specially used for the de-

AGU International Journal of Engineering & Technology http://www.aguijet.com
(AGUIJET) 2015, Vol. No. 1, Jul-Dec
26
AGU INTERNATIONAL JOURNAL OF ENGINEERING & TECHNOLOGY
sign of experimental applications. Before analyzing the experimental data using this method
for predicting the measure of performance, the possible interactions between control factors
are considered. This factorial design incorporates a simple means of testing for the presence
of the interaction effects.
Figure 4 and 6 shows graphically the effect of the five control factors on coefficient of
coefficient of friction and specific wear rate. The analysis of results gives the combination
factors resulting in minimum coefficient of friction and specific wear rate of the composites.
Analysis of these results leads to the conclusion that factors combination A3B2C3D3 and E1
gives a minimum coefficient of friction as shown in the Figure 4. The interaction graphs are
shown in Figure 5 (a)-(c). From these graphs it is observed that the interaction A×B shows
significant effect on the coefficient of friction. Similarly the combination of factors
A3B2C3D3 and E1 gives minimum specific wear rate as shown in the Figure 6. The interaction
graphs for parameters of specific wear rate are shown in Figure 7 (a)-(c). It is observed that
interaction A×B also has a significant effect on the specific wear rate.
3.3 ANOVA and effects of factors
ANOVA of the data for coefficient of friction and specific wear rate with the objective of an-
alyzing the influence of normal load (A), filler content (B), speed (C), sliding distance (D)
and roughness (E) on the total variance of the result is carried. In order to understand the im-
pact of various control factors and interaction on the response of experimental data it is de-
sirable to develop the analysis of variance (ANOVA) and also to find the significant factor
analysis of variance (ANOVA) to find the significant factors as well as interactions. ANOVA
allows analyzing the influence of each variable on the total variance of the results. Table 4 (a)
shows the results of ANOVA for the coefficient of friction and Table 5 (a) shows the results
of ANOVA for the specific wear rate. It can be observed from the ANOVA Table 4 (a) for
coefficient of friction that the factor (A) normal load (P=71.82%) and factor (B) filler content
(P=16.02%), Interaction between (A×B) normal load and filler content (P=7.13%) have
greater influence on the coefficient of friction and hence these physically and statistically
highly significant. However roughness (P=2.38%) and the interaction between normal load
and speed (A×C) (P=1.223%) have the largest effect on the coefficient of friction because an
error value (P=0.6%) is lesser hence less significant. From the analysis of ANOVA and re-
sponse table 4 (b) of S/N ratios for coefficient of friction, it is observed that the control pa-
rameter normal load has major impact on coefficient of friction followed by sliding speed,
sliding distance, roughness and filler contents. The effect of increasing load factor decreases
the coefficient of friction as observed from the Figure 4. The higher load values lead to in-
crease in the surface temperature, this in turn causes thermal penetration to occur which
weakens the bond at fiber matrix interface. Consequently the fiber becomes loose in the ma-
trix and shear easily due to axial thrust as a result coefficient of friction decreases [31, 36,
37].

AGU International Journal of Engineering & Technology http://www.aguijet.com
(AGUIJET) 2015, Vol. No. 1, Jul-Dec
27
AGU INTERNATIONAL JOURNAL OF ENGINEERING & TECHNOLOGY
In the same way from the ANOVA Table 5 (a) for the specific wear rate it is observed
that the load (P=13.26%), filler content (P=80.21%), filler content (P=3.59%) has a signifi-
cant effect. The interaction between (A×B) load and filler content (P=2.23%) also has great
influence on the specific wear rate and hence theses are physically and statistically highly
significant. However the interactions (A×C) between filler content and speed (P=1.80%) have
a lesser effect on specific wear rate. Table 5 (b) shows the response table for S/N ratios for
specific wear rate, it is observed that the applied filler content has a major impact on specific
wear rate followed by load, speed, sliding distance and roughness. The effect of increasing
load, filler content and sliding speed, the reduction in the specific wear rate is observed from
the Figure 5. It is also observed that increasing the applied normal load, filler content and
sliding speed the specific wear rate decreases. This is because of the fact that cenosphere par-
ticles are harder than glass fiber and matrix. Due to the region, an increase in brittle proper-
ties of the glass fiber reinforced vinylester composites occurs, which results in a reduction in
the specific wear rate [31, 36]. Applied normal load and filler content accounts maximum for
reduction specific wear rate because it has a higher contribution for the wear rate as observed
from the Table 5(a).
3.4 Confirmation experiments
The confirmation experiment is the final step in the design of experiment process. The con-
firmation experiment is conducted to validate the inference drawn during the analysis phase.
The confirmation experiment is performed by considering the new set of factor setting
A3B2C3D3 and E1 to predict the coefficient of friction and for specific wear rate factor setting
is A3B2C3D3 and E1. The estimated S/N ratio for coefficient of friction can be calculated with
the help of following predictive equation:
η1 = + ( 3 – ) + ( 2 – ) + [( 3 2 – ) – ( 3 - ) – ( 2 – )] + ( 3 – ) + ( 3 – )+ ( 1 –
) (5)
Where η is the predicted average, is average results of 27 runs and A3B2C3D3 and E1 is the
mean response for factors and interactions at designated levels. By combining all the term
equation (5) reduces to:
η1 = 3 2 + ( 3 – ) + ( 3 – ) + ( 1 – )
(6)
A new combination of factor levels A3B2C3D3 and E1 are used to predict the S/N ratio of the
coefficient of friction through the predictive equation and is found to be η1 = 9.2684. For
each of performance measures an experiment is conducted in different combination of factors

AGU International Journal of Engineering & Technology http://www.aguijet.com
(AGUIJET) 2015, Vol. No. 1, Jul-Dec
28
AGU INTERNATIONAL JOURNAL OF ENGINEERING & TECHNOLOGY
and results are compared with those obtained from the predictive equation as shown in table 6
(a).
Similarly a prediction equation is developed for estimating S/N ration of specific wear
rate as is given by the equation:
η2 = + ( 3 – ) + ( 2 – ) + [( 3 2 – ) – ( 3 - ) – ( 2 – )] + ( 3 – ) + ( 3 –
)+ ( 1 – ) (7)
Where η is the predicted average, is average results of 27 runs and A3B2C3D3 and E1 is the
mean response to factors and interactions at designated levels. By combining all the term
equation (7) reduces to:
η2 = 3 2 + ( 3 – ) + ( 3 – ) + ( 1 – ) (8)
A new combination of factor levels A3B2C3D3 and E1 are used to predict the S/N ratio of spe-
cific wear rate through the predictive equation and is found to be η1 = 108.9327. For each of
performance measures an experiment is conducted in different combination of factors and
results are compared with those obtained from the predictive equation as shown in table 6 (b).
The resulting equations seem to be capable of predicting the coefficient of friction and spe-
cific wear rate to the acceptable level of accuracy. An error of 5.23 for the S/N ratio of the
coefficient of friction and 1.12 for the S/N ratio of the specific wear rate is observed. Howev-
er if the number of observations of performance characteristics is increased further these er-
rors can be reduced. This validates the statistical approach used for predicting the measures
of performance based on the data of the input parameters. This validates the statistical ap-
proach used for predicting the measures of performance based on knowledge of the input pa-
rameters. The linear regression technique is used to study the coefficient of friction and spe-
cific wear rate of the composites. The generalized linear regression equation for the experi-
ment can be written as:
Ycf = K0 + K1× A + K2 × B + K3 × C + K4 × D + K5 × E + K6 × A×B (9)
Ysw = K0 + K1× A + K2 × B + K3 × C + K4 × D + K5 × E + K6 × A×B (10)
Here Ycf and Ysw is the performance output terms and Ki (i = 0, 1………5) are the model
constant. The constant are calculated by using the nonlinear regression analysis method using
the software MINITAB 16. The coefficients are submitted in the equation (9) and (10) and
following relation are obtained as shown in equation (11) and (12).

AGU International Journal of Engineering & Technology http://www.aguijet.com
(AGUIJET) 2015, Vol. No. 1, Jul-Dec
29
AGU INTERNATIONAL JOURNAL OF ENGINEERING & TECHNOLOGY
Ycf = 1.186 + 0.0416A- 0.0255B – 0.000741C + 0.000233D – 0.0596E + 0.000323 A × B
(11)
R2 = 89.6%
Ysw = 89.276 + 0.645A – 5.55B – 0.0265C + 0.00056D + 13.24E + 0.0305A × B (12)
R2 = 84.2%
The higher correlation coefficient (R2) confirms the suitability of the used equation and cor-
rectness of the constants.
The SEM investigations have demonstrated the state of dispersion and distribution of the
cenosphere at the micro structure level. The material waves along the sliding direction were
found in the cenosphere particulate filled vinylester composites. The SEM observations on
figures 8 (a-c) for cenosphere filled vinylester composites show that matrix is spread over the
specimen surface and more wear debris can be seen which indicates higher specific wear rate.
Figure 8 (a) shows the worn surface of resin and glass fiber in normal direction. It seems like
that first wear step is micro cracking of the rein between the fibers. This results in resin re-
moval, which leaves fiber ends exposed and they are no longer protected by the resin. These
exposed ends are therefore expected to be fractured and removed easily. The micro graphs of
composite (C0) show more breakage of fibers and more exposure of fibers as seen in figure 8
(a). This means higher worn surface and hence higher specific wear rate of composites (C0).
Figure 8 (b) for composite (C1) shows the uniformly distributed of matrix completely mask-
ing the reinforcement and minimum specific wear rate is observed. Also shows the small fi-
ber exposure with small patches of debris formation indicates lesser worn surface. This kind
of morphology of the worn surface corresponds to excellent friction and wear behavior glass
fiber reinforced vinylester composites. Figure 8 (c) for composite (C2) shows the debris
forming only few patches, fibers are exposed in more quantity and masked by matrix. How-
ever matrix cracks are seen clearly on the surfaces. Hence Figure shows moderate wear rate.
For the glass fiber reinforced vinylester composites, a small amount of cenosphere particulate
filled glass fiber reinforced vinylester composites 10wt% contributed to a reduction of the
specific wear rate and coefficient of friction.
4. CONCLUSIONS
The objective of this research work is to investigate the influence of cenosphere particulate
on friction and wear behavior of E-glass fiber reinforced vinylester composites. An experi-
mental study of coefficient of friction and wear behavior of glass fiber reinforced vinylester
composites at different sliding speed, applied normal load, filler content and different rough-
ness can reveal the following:

AGU International Journal of Engineering & Technology http://www.aguijet.com
(AGUIJET) 2015, Vol. No. 1, Jul-Dec
30
AGU INTERNATIONAL JOURNAL OF ENGINEERING & TECHNOLOGY
Design of experiments approach by Taguchi method enabled successfully to analyze the
friction and wear behavior of the composites with applied normal load, speed, sliding
distance and filler content as test variables. The experimental results show that the load and
filler content are the main parameters among the five controllable factors (load, speed,
sliding distance, roughness, filler content) that the influence coefficient of friction and
specific wear rate.
It is noticed that the hardness, flexural strength and compressive strength is increased lin-
early with increase in the cenosphere particle content in glass fiber vinylester composite.
The particles content of 10 wt% particles are the most effective in improving mechanical
properties and reducing the specific wear rate.
The experimental results show that load and filler content have percentage contribution
71.82% and 16.06% for coefficient of friction respectively. In the case of specific wear
rate the applied normal load is significant parameter statistically as compared to other pa-
rameters. The percentage contribution of applied normal load and filler content is 13.26%
and 80.21%.
Regression analysis was applied to predict COF and SWR. The comparison of measured-
predicted results proved that predicted values for each response were close to experimen-
tally measured value. The error for COF and SWR were found to be 5.23% and 1.12%
respectively.
REFERENCES
[1] Agarwal BD, Broutman LJ. Analysis and Performance of Fiber Composites. 2nd
ed. Jhon
Wiley and Sons. Inc. 1990.
[2] Hutchings IM, Tribology Friction and Wear of Engineering Materials. London, CRC,
Press 1992.
[3] Zhang SW. State of the Art of Polymer Tribology. Tribology Int. 1998; 31: 49–60.
[4] Vinson JR, Chou T, Composite Materials and Their Uses in Structures. Applied Science
Publishing, London 1975.
[5] Kumar S, Gowtham S, Sharpe M. Carbon/Vinyl Ester Composites for Enhanced Perfor-
mance in Marine Applications. Journal of Reinforced Plastics and Composites. 2006; 25:
1101–1116.
[6] Friedrich K, Karger KJ, Lu Z. Overview on Polymer Composites for Friction and Wear
Application. Journal of Theoretical and Applied Fracture Mechanics. 1993; 19: 1–11.
[7] Axen N, Hogmark S, Jacobson S, Friction and Wear Measurement Techniques, in: B.
Bhushan (Ed.), Modern Tribology Handbook, CRC Press LLC. 2001; 1: 493–510.
[8] Arivalagan P, Chandramohan G, Arunkumar, Palaniappan N. Studies on Dry Sliding Wear
behaviour of Hybrid Composites. IEEE, 2010; 49: 46-49.

AGU International Journal of Engineering & Technology http://www.aguijet.com
(AGUIJET) 2015, Vol. No. 1, Jul-Dec
31
AGU INTERNATIONAL JOURNAL OF ENGINEERING & TECHNOLOGY
[9] Chauhan SR, Kumar A, Singh I. Mechanical and Wear Characterization of Vinyl Ester
Resin Matrix Composites with Different Co-monomers. Journal of Reinforced Plastics and
Composites. 2008.
[10] Kumaresan K, Chandramohan G, Senthilkumar M, Suresha B and Indran S. Dry Sliding
Wear Behaviour of Carbon Fabric-Reinforced Epoxy Composite with and without Silicon
Carbide. Composite Interfaces. 2011; 18: 509–526.
[11] Hasim P, Nihat T. Investigation of the Wear Behaviour of a Glass-Fibrereinforced Com-
posites and Plain Polyster Resin. Composites Science and Technology. 2002; 62: 367-370.
[12] Sampathkumaran KP, Seetharamu S, Vynatheya S, Murali S, Kumar RK. SEM Observa-
tions of the Effects of Velocity and Load on the Sliding Wear Characteristics of Glass
Fabric-Epoxy Composites with Different Fillers. Wear. 2000; 237(1): 20-27.
[13] Suresha B, Chandramohan G, Prakash JN, Balusamy V, Sankaranarayanasamy K. The
Role of Fillers on Friction and Slide Wear Characteristics in Glass-Epoxy Composite
Systems. Journal of Minerals & Materials Characterization & Engineering. 2006; 5(1):
87-101.
[14] Kolay PK, Singh DN. Physical, Chemical, Mineralogical and Thermal Properties of
Cenospheres from an Ash Lagoon. Cement and Concrete Research. 2001; 31(4): 539-542.
[15] Scott WD. Vinylester/Cenosphere Composite Materials for Civil and Structural Engi-
neering. Fiber Reinforced Polymer International. 2005; 2: 2–5.
[16] Cardoso RJ, Shukla A, Bose A. Effect of Particle Size and Surface Treatment on Consti-
tutive Properties of Polyester Cenosphere Composites. Journal of Material Science. 2002;
37: 603–613.
[17] Chauhan Santram, Thakur Sunil. Effect of Micro Size Cenosphere Particles Reinforce-
ment on Tribological Characteristics of Vinylester Composites under Dry Sliding Condi-
tions, Journal of Minerals and Materials Characterization and Engineering. 2012; 11:
938-946.
[18] Abdullah MA. Characterization of ACS Modified Epoxy Resin Composites with Fly Ash
and cenospheres as fillers: mechanical and microstructural properties. Journal of Polymer
composites. 2011; 32(1): 139–146.
[19] Wong KWY, Truss RW. Effect of Flyash Content and Coupling Agent on the Mechanical
Properties of Flyash Filled Polypropylene. Composites Science and Technology. 1994;
52(3): 361–368.
[20] Dadkar N. Performance Assessment of Hybrid Composite Friction Materials Based on
Flyash-Rock Fibre Combination. Material and Design. 2010; 31(2): 723–731.
[21] Das Arijit, Satapathy BK. Structural, Thermal, Mechanical and Dynamic Mechanical
Properties of Cenosphere Filled Polypropylene Composites. Journal of Materials and
Design. 2011; 32(3): 1477–1484.

AGU International Journal of Engineering & Technology http://www.aguijet.com
(AGUIJET) 2015, Vol. No. 1, Jul-Dec
32
AGU INTERNATIONAL JOURNAL OF ENGINEERING & TECHNOLOGY
[22] Deepthi MV, Sharma Madan Sailaja RRN, Anantha P, Sampathkumaran P, Seetharamu
S. Mechanical and thermal characteristics of high density polyethylene–flyash
Cenospheres composites. Materials and Design. 2010; 31: 2051–2060.
[23] Chand Navin Sharma, Prabhat, Fahim M. Abrasive Wear Behavior of LDPE Filled with
Silane Treated Flyash Cenospheres. Composite Interfaces. 2011; 18(7): 575-586.
[24] Kulkarni MB, Mahanwar PA. Effect of Methyl Methacrylate– Acrylonitrile Butadi-
ene–Styrene (MABS) on the Mechanical and Thermal Properties of Poly (Methyl Meth-
acrylate) (PMMA)-Fly Ash Cenospheres (FAC) Filled Composites. Journal of Minerals
& Materials Characterization & Engineering. 2012; 11(4): 365-383.
[25] Ross PJ. Taguchi technique for quality engineering. Mc Graw-Hill, New York. 1993;
1-40.
[26] Roy KR. A primer on Taguchi method. Van Nostrad reinhold, New York. 1990.
[27] Taguchi G. Taguchi on robust technology development methods. ASME press, New York.
1993 1-40.
[28] Thakur Sunil, Chauhan SR. Taguchi method to optimize the micron and submicron size
cenosphere particulates filled E-glass fiber reinforced vinylester composites. Polymer
Composites. 2014; 35: 775–787.
[29] Mahapatra SS, Patnaik A. Study on Mechanical and Erosion Wear Behavior of Hybrid
Composites using Taguchi Experiment Design. Materials and Design. 2009; 30:
2791–2801.
[30] Basavarajappa S, Arun KV, Paulo J, Davim. Effect of Filler Materials on Dry Sliding
Wear Behavior of Polymer Matrix Composites – A Taguchi Approach. Journal of Min-
erals & Materials Characterization & Engineering. 2009; 8(5): 379-391.
[31] Chauhan SR, Kumar A, Singh I, Kumar P. Effect of Fly Ash Content on Friction and Dry
Sliding Wear Behavior of Glass Fiber Reinforced Polymer Composites - A Taguchi Ap-
proach. Journal of Minerals & Materials Characterization & Engineering. 2010; 9(4):
365–387.
[32] Chauhan SR, Thakur Sunil. Effect of micro-size cenosphere content on friction and dry
sliding wear behavior of vinylester composites – A Taguchi Method. Advanced Materials
Research. 2012; 585: 569-573.
[33] Bin Wang, Jian Hua Maa, You Ping Wu. Application of artificial neural network in pre-
diction of abrasion of rubber composites. Materials and Design 2013; 49: 802–807.
[34] Ferhat Bingol A, Ahmet Tortum, Rustem Gul. Neural networks analysis of compressive
strength of lightweight concrete after high temperatures. Materials and Design 2013; 52:
258–264.
[35] Mahapatra SS, Amar Patnaik. Study on mechanical and erosion wear behavior of hybrid
composites using Taguchi experimental design, Materials and Design. 2009; 30:
2791–2801.

AGU International Journal of Engineering & Technology http://www.aguijet.com
(AGUIJET) 2015, Vol. No. 1, Jul-Dec
33
AGU INTERNATIONAL JOURNAL OF ENGINEERING & TECHNOLOGY
[36] Mirmohseni A, Zavareh S. Preparation and characterization of an epoxy nano composites
toughened by a combination of thermoplastic, layered and particulate nano-fillers. Mate-
rial and design. 2010; 31(6): 2610-2706.
[37] Tekalur Srivinisan Arjun, Kunigal Shivakumar, Sukla Arun. Mechanical behavior and
damage evolution n in E-glass composites and carbon composites subjected to static and
blastic loads. Composites Part B 2008; 39: 57-65.
[38] Mohammad Hasan Shojaeefard, Abolfazl Khalkhali, Mostafa Akbari, Mojtaba Tahani.
Application of Taguchi optimization technique in determining aluminum to brass friction
stir welding parameters. Materials and Design. 2013; 52: 587–592.
Table 1Material and test condition

AGU International Journal of Engineering & Technology http://www.aguijet.com
(AGUIJET) 2015, Vol. No. 1, Jul-Dec
34
AGU INTERNATIONAL JOURNAL OF ENGINEERING & TECHNOLOGY
Samples Composites specification Experime
ntal
Density
(gm/cm3)
Theoriti
cal
density
(gm/cm3
)
Voids
fraction
(%)
C0 50wt% vinylester+ 50wt%
Fiber
1.6312 1.6574 1.5802
C1 Vinylester+50wt% Fiber
+10wt% cenosphere
9783.1 975491 4.4080
C2 Vinylester+ 50wt% fiber
+20wt% cenosphere
979983 979193 11.4569
Table 2 Levels of variables used in the experiments
Factor Level
I II III
A Load (N) 10 40 70
B: Filler content (%) 0 90 20
C: Speed (rpm) 300 600 900
D:Sliding distance
(m)
2000 4000 6000
E: Roughness (µm) 0.02 0.2 0.7
Table 3 Experimental design using L27 array
RU
N
Load
(N)
Filler
Con-
tent
(%)
Spee
d
(rpm)
Sliding
dis-
tance
(m)
Rough-
ness
(µm)
COF
(µ)
S/N
Ratios
(dB)
Specific
wear rate
(mm3/Nm
)
S/N ra-
tios
(dB)
1
10 0 300 2000 0.02 0.61
4.29340
3 0.0000089
101.012
2
2
10 0 600 4000 0.2 0.65
3.74173
3 0.0000085
101.411
6
3
10 0 900 6000 0.7 0.67
3.47850
4 0.0000093
100.630
3
4
10 10 300 4000 0.2 0.68
3.34982
2
0.0000045
5
106.839
8
5 10 10 600 6000 0.7 0.62 4.15216 0.0000042 107.473

AGU International Journal of Engineering & Technology http://www.aguijet.com
(AGUIJET) 2015, Vol. No. 1, Jul-Dec
35
AGU INTERNATIONAL JOURNAL OF ENGINEERING & TECHNOLOGY
6 3 2
6
10 10 900 2000 0.02 0.58 4.73144 0.0000038
108.404
3
7
10 20 300 6000 0.7 0.65
3.74173
3 0.0000048
106.375
2
8
10 20 600 2000 0.02 0.6
4.43697
5 0.0000054
105.352
1
9
10 20 900 4000 0.2 0.61
4.29340
3 0.0000059 104.583
10
40 0 300 4000 0.7 0.78
2.15810
8 0.0000087
101.209
6
11
40 0 600 6000 0.02 0.64
3.87640
1 0.0000088
101.110
3
12
40 0 900 2000 0.2 0.68
3.34982
2 0.000008
101.938
2
13
40 10 300 6000 0.02 0.46
6.74484
3 0.0000041
107.744
3
14
40 10 600 2000 0.2 0.5 6.0206 0.000004
107.958
8
15
40 10 900 4000 0.7 0.49
6.19607
8 0.0000036
108.873
9
16
40 20 300 2000 0.2 0.58 4.73144 0.000004
107.958
8
17
40 20 600 4000 0.7 0.55
5.19274
6 0.0000044
107.130
9
18
40 20 900 6000 0.02 0.5 6.0206 0.0000039
108.178
7
19
70 0 300 6000 0.2 0.5 6.0206 0.0000071
102.974
8
20
70 0 600 2000 0.7 0.46
6.74484
3 0.0000077
102.270
2
21
70 0 900 4000 0.02 0.4 7.9588 0.0000064
103.876
4
22
70 10 300 2000 0.7 0.3
10.4575
7 0.0000041
107.744
3
23
70 10 600 4000 0.02 0.28
11.0568
4 0.000003
110.457
6
24 70 10 900 6000 0.2 0.23 12.7654 0.0000033 109.629

AGU International Journal of Engineering & Technology http://www.aguijet.com
(AGUIJET) 2015, Vol. No. 1, Jul-Dec
36
AGU INTERNATIONAL JOURNAL OF ENGINEERING & TECHNOLOGY
4 7
25
70 20 300 4000 0.02 0.31
10.1727
7 0.0000039
108.178
7
26
70 20 600 6000 0.2 0.36 8.87395 0.000004
107.958
8
27
70 20 900 2000 0.7 0.31
10.1727
7 0.0000036
108.873
9
Table 4 (a) ANOVA Analysis of variance for S/N ratios for coefficient of friction
Source DOF Seq SS Adj MS F
P
(%)
A
B
C
D
E
A*B
A*C
B*C
Residual
Error
Total
2
2
2
2
2
2
4
4
4
26
9587398
32.846
3.068
0.134
3.239
957438
97389
0.581
1.323
9057588
73.411
16.4230
1.5342
0.067
1.6196
3.6465
0.4580
0.1453
0.3308
999714
51784
5785
0790
5710
99709
9783
0755
.9739
98708
9740
07998
9783
.798
9798
0799
078
Table 4 (b) Response table for S/N ratios for coefficient of friction
leveL A B C D E
9
9
8
DeLeD
kDaR
57095
57199
17843
47885
9
57894
.79.4
87505
97840
9
47.59
87099
87449
07399
8
87905
87098
87938
079.8
4
87433
47104
47399
07..3
5
Table 5 (a) ANOVA Analysis of variance for S/N ratios for specific wear rate

AGU International Journal of Engineering & Technology http://www.aguijet.com
(AGUIJET) 2015, Vol. No. 1, Jul-Dec
37
AGU INTERNATIONAL JOURNAL OF ENGINEERING & TECHNOLOGY
Source DOF Seq SS Adj MS F P
(%)
A
B
C
D
E
A*B
A*C
B*C
Residual
Error
Total
2
2
2
2
2
4
4
4
4
26
997188
99.7438
97404
07089
07330
87498
97009
87484
9740.
9487439
907139
9037.18
07.49
07089
07550
073.3
07409
07319
0789.
9.749
9.8780
9790
0704
07.0
9750
0730
9759
98798
30799
8741
07095
0785
9798
07.3
9730
0713
Table 5 (b) Response table for S/N ratios for specific wear rate
leveL A B C D E
9
9
8
DeLeD
kDaR
9057.
90473
90871
979
9
90978
90378
90.79
874
9
90478
9047.
90879
078
8
9047.
90473
90473
079
4
90879
9047.
90478
075
5
Table 6 (a) Results of the confirmation experiments for the coefficient of friction
Optimal control parameters
Prediction
Experiment % Error
Level A3B2C3D3E1
A3B2C3D3E1
S/N ratio for COF (dB) 9.2684
8.7830 5.23
Table 6 (b) Results of the confirmation experiments for the specific wear rate

AGU International Journal of Engineering & Technology http://www.aguijet.com
(AGUIJET) 2015, Vol. No. 1, Jul-Dec
38
AGU INTERNATIONAL JOURNAL OF ENGINEERING & TECHNOLOGY
Optimal control parameters
Prediction
Experiment % Error
Level A3B2C3D3E1
A3B2C3D3E1
S/N ratio for SWR (dB) 108.9327
110.1734 1.12
\
Table 7 Comparison of experimental and ANN results
Run COF ANN
Error
(%) SWR ANN
Error
(%)
1 0.61 0.63 3.1746 0.89 0.93 4.3010
2 0.65 0.67 2.9850 0.85 0.87 2.2988
3 0.67 0.70 4.2857 0.82 0.907 9.5920
4 0.68 0.71 4.2253 0.455 0.48 5.2083
5 0.62 0.64 3.125 0.423 0.44 3.8636
6 0.58 0.580 0.0172 0.38 0.41 7.3170
7 0.65 0.66 1.5151 0.48 0.49 2.0408
8 0.6 0.602 0.3322 0.54 0.57 5.2631
9 0.61 0.610 0.1473 0.59 0.65 9.2307
10 0.78 0.86 9.3023 0.87 0.89 2.2471
11 0.64 0.66 3.0303 0.88 0.97 9.2783
12 0.68 0.73 6.8493 0.8 0.81 1.2345
13 0.46 0.47 2.1276 0.41 0.42 2.3809
14 0.5 0.52 3.8461 0.4 0.41 2.4390
15 0.49 0.53 7.5471 0.36 0.38 5.2631
16 0.58 0.63 7.9365 0.4 0.401 0.2493
17 0.55 0.58 5.1724 0.44 0.48 8.3333
18 0.5 0.52 3.8461 0.39 0.42 7.1428
19 0.5 0.51 1.9607 0.71 0.74 4.0540
20 0.46 0.48 4.1666 0.77 0.81 4.9382
21 0.4 0.43 6.9767 0.64 0.66 3.0303
22 0.3 0.328 8.5365 0.41 0.44 6.8181
23 0.28 0.29 3.4482 0.3 0.302 0.6622
24 0.23 0.24 4.1666 0.33 0.36 8.3333

AGU International Journal of Engineering & Technology http://www.aguijet.com
(AGUIJET) 2015, Vol. No. 1, Jul-Dec
39
AGU INTERNATIONAL JOURNAL OF ENGINEERING & TECHNOLOGY
25 0.31 0.33 6.0606 0.39 0.42 7.1428
26 0.36 0.38 5.2631 0.4 0.44 9.0909
27 0.31 0.34 8.8235 0.36 0.37 2.7027
Figure 1 (a) Systematic diagram of wear tester (b) Experimental set-up of pin on-disc
Fig. 2 (b) shows the linear graph for L27 array.
AGU International Journal of Engineering & Technology http://www.aguijet.com
(AGUIJET) 2015, Vol. No. 1, Jul-Dec
40
AGU INTERNATIONAL JOURNAL OF ENGINEERING & TECHNOLOGY
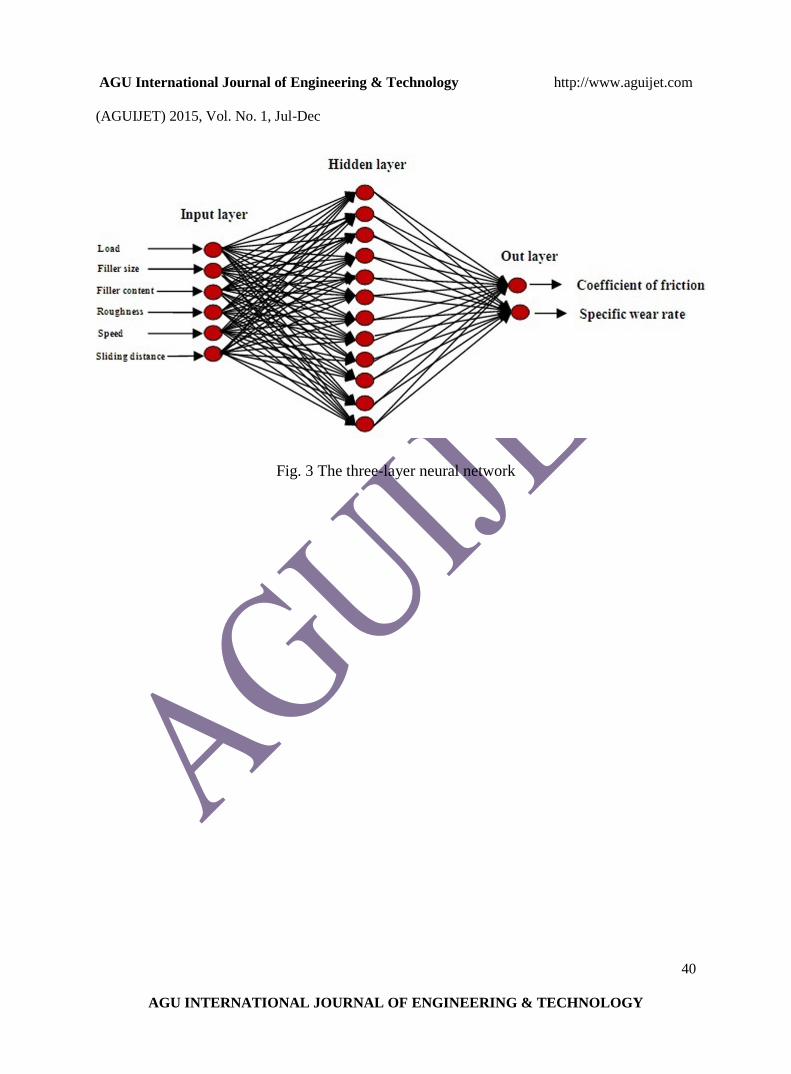
Fig. 3 The three-layer neural network

AGU International Journal of Engineering & Technology http://www.aguijet.com
(AGUIJET) 2015, Vol. No. 1, Jul-Dec
41
AGU INTERNATIONAL JOURNAL OF ENGINEERING & TECHNOLOGY
Figure 4 Strength of glass vinylester composite materials

AGU International Journal of Engineering & Technology http://www.aguijet.com
(AGUIJET) 2015, Vol. No. 1, Jul-Dec
42
AGU INTERNATIONAL JOURNAL OF ENGINEERING & TECHNOLOGY
Figure 5 Main effect plot for S/N ratios for COF

AGU International Journal of Engineering & Technology http://www.aguijet.com
(AGUIJET) 2015, Vol. No. 1, Jul-Dec
43
AGU INTERNATIONAL JOURNAL OF ENGINEERING & TECHNOLOGY
Figure 6 Interaction graph for coefficient of friction (a) A×B (b) A×C (c) B×C
Figure 7 Main effect plot for S/N ratios for SWR

AGU International Journal of Engineering & Technology http://www.aguijet.com
(AGUIJET) 2015, Vol. No. 1, Jul-Dec
44
AGU INTERNATIONAL JOURNAL OF ENGINEERING & TECHNOLOGY
Figure 8 Interaction graph for specific wear rate (a) A×B (b) A×C (c) B×C

AGU International Journal of Engineering & Technology http://www.aguijet.com
(AGUIJET) 2015, Vol. No. 1, Jul-Dec
45
AGU INTERNATIONAL JOURNAL OF ENGINEERING & TECHNOLOGY
Figure 9 Performance Graph
Figure 10 Regression Graph

AGU International Journal of Engineering & Technology http://www.aguijet.com
(AGUIJET) 2015, Vol. No. 1, Jul-Dec
46
AGU INTERNATIONAL JOURNAL OF ENGINEERING & TECHNOLOGY
Figure 11 SEM micrograph of worn surface on composite specimens (a) C0 (b) C1 (c) C2