may tien tnc 460 540 manual full
TRANSCRIPT

Hướng dẫn sử dụng Thông số kỹ thuật Bảo dưỡng Vận hành

16
1 Thông số kỹ thuật

17
01. Động cơ Servo cho trục Z 02. Trục chính 03. Tủ điện 04. Ụ trục chính 05. Mâm cặp 06. Tấm chắn 07. Bàn máy 08. Trục vít me bi Z 09. Bảng điều khiển. 10. Màn hình hiển thị 11. Ụ định tâm 12. Tấm chắn
13. Trục vit me bi X 14. Động cơ vô cấp trục Z 15. Chân máy 16. Tấm chắn 17. Núm quay trục X 18. Núm quay trục Z 19. Bình chứa dung dịch làm mát 20. Bu lông bắt xuống nền 21. Bảng hoạt động 22. Tay quay trục x 23. Tay quay trục Z

18
MÔ TẢ ĐẶC TÍNH KỸ THUẬT
MODEL TNC - 460N (OPT) TNC - 540N (OPT) Swing over bed/ Đường kính lớn nhất tiện được trên thân bàn máy Ø460mm (18") Ø540mm (21")
Swing over corssilde/ Đường kính tiện lớn nhất trên đường trượt ngang Ø230mm (9") Ø310mm (12")
Center height/ Chiều cao tâm Ø230mm (9") Ø270mm (10.6") Distance between centers/ Khoảng cách chống tâm 1000mm(40") / 1500mm(60") 1000mm(40") / 1500mm(60")
/ 2000mm(80") Width of bed/ Độ rộng bàn máy 350mm (13.8") 350mm (13.8")
Auto change spindle speed (3 steps) / Tốc độ trục chính (3 bước)
H : 3100 - 681 rpm M : 680 - 151 rpm L : 150 - 30 rpm
H : 2250 - 491 rpm M : 490 - 125 rpm L : 124 - 27 rpm
Spindle nose/ Kiểu đầu trục chính D1 - 6 D1 - 8 Spindle bore/ Đường kính lỗ trục chính Ø56mm (2.2") Ø85mm (3.3") Chuck size/ Kích thước chấu kẹp 8" 10"
Longitudinal travel (Z axis)/ Hành trình dọc (Z) 910mm(35.8") / 1410mm(55.5")
910mm(35.8") / 1410mm(55.5") / 1910mm(75.2")
Crosslide travel (X axis)/ Hành trình ngang (X) 375mm (14.8") 375mm (14.8") Topslide width/ Độ rộng đường trượt bàn dao ngang 110mm (4.3") 125mm (5")
Size of toolpost shank/ Kích cỡ của chuôi dao 25mm x 25mm (1 x 1") 25mm x 25mm (1 x 1") Tailstock diameter/ Ụ chống tâm Ø68mm (2.7") Ø68mm (2.7") Tailstock travel/ Hành trình chống tâm 180mm (7.1") 180mm (7.1") Tailstock taper/ Độ côn chống tâm MT5 MT5 Spindle motor/ Motor trục chính 7.5HP (10HP) 10HP (15HP) Drives (X,Z)/ Động cơ trục (X,Z) DC SERVO DC SERVO Rapid traverse X,Z/ Tốc độ dịch chuyển nhanh trục X,Z 5000, 7000mm / min. 5000, 7000mm / min.
Range of feeds in manual mode / Miền tốc độ dich dao khi di chuyển bằng tay 0.01-500mm / rev 0.01-500mm / rev
Coolant pump motor/ Bơm làm mát 1 / 8 HP 1 / 8 HP Machine weight/ Trọng lượng máy 2700kgs / 3000kgs 3100kgs / 3400kgs / 3700kgs

19
3 BẢO DƯỠNG MÁY

20
3.1 LẮP ĐẶT
3.1.1 Chuẩn bị và lựa chọn khu vực đặt máy Để nâng cao hiệu quả sử dụng và độ chính xác trong quá trình gia công, cần chú ý các bước sau:
Đặt máy ở vị trí chắc chắn, không gây đổ vỡ, không bị ảnh hưởng của hóa chất và tránh rung động, nước mưa và ánh nắng.
Không đặt máy gần kề với máy phay, máy khoan hay máy đột giập để tránh vấn đề hoạt động không hiệu quả của máy.
Nên đặt máy cách tường và các máy khác một khoảng cách ít nhất là 500 mm để có thể dễ dàng vận hành, vệ sinh, bảo dưỡng cũng như mở tủ điện dễ dàng.
3.1.2 Nền đặt máy Không cần thiết phải cầu kỳ trong việc làm nền đặt máy bởi vì máy có khả năng đặc biệt chống lại mô men quay, chỉ cần một chân đỡ bê-tông dày khoảng 150 mm và để khoảng trống cần thiết cho bộ phần cân bằng máy. Có thể đặt máy ở tầng một hoặc tầng hai, nhưng chú ý đến điểm đặt máy để tránh xê dịch.
3.1.3 Sơ đồ bố trí nền đặt máy Đào 6 hố như trong hình 3.1 để đặt bu-lông móng. Đặt bu-lông xuống và lấp các hố lại bằng xi măng. Lắp chân máy vào các bu-lông khi xi măng đã đông cứng, sau đó cố định bằng các ốc vít.

21
Hình vẽ nền móng đặt máy
22
3.2 Lắp đặt đường dây
Khi lắp đặt đường dây, chúng ta cần chú ý các điểm sau: 1. Đảm bảo điện thế đầu vào phù hợp với máy như đã hướng dẫn trên vỏ máy 2. Lắp đặt đường dây điện theo đúng mã số lưới điện của khu vực 3. Đường dây điện, dây tiếp đất và thiết bị bảo vệ điện áp phải tuân theo quy định của khu
vực. Để chuyển đổi sang điện thế khác thì chúng ta phải chuyển đổi dây của hệ thống làm mát động cơ trục chính, hút bụi, biến thế theo hiệu điện thế tương ứng. Số liệu về dòng điện, cầu chì và rơ le quá tải tương ứng được mô tả trong Hướng dẫn về mạch điện của máy. Chú ý: Không vận hành động cơ khi điện thế yêu cầu của máy khác với nguồn cung cấp.
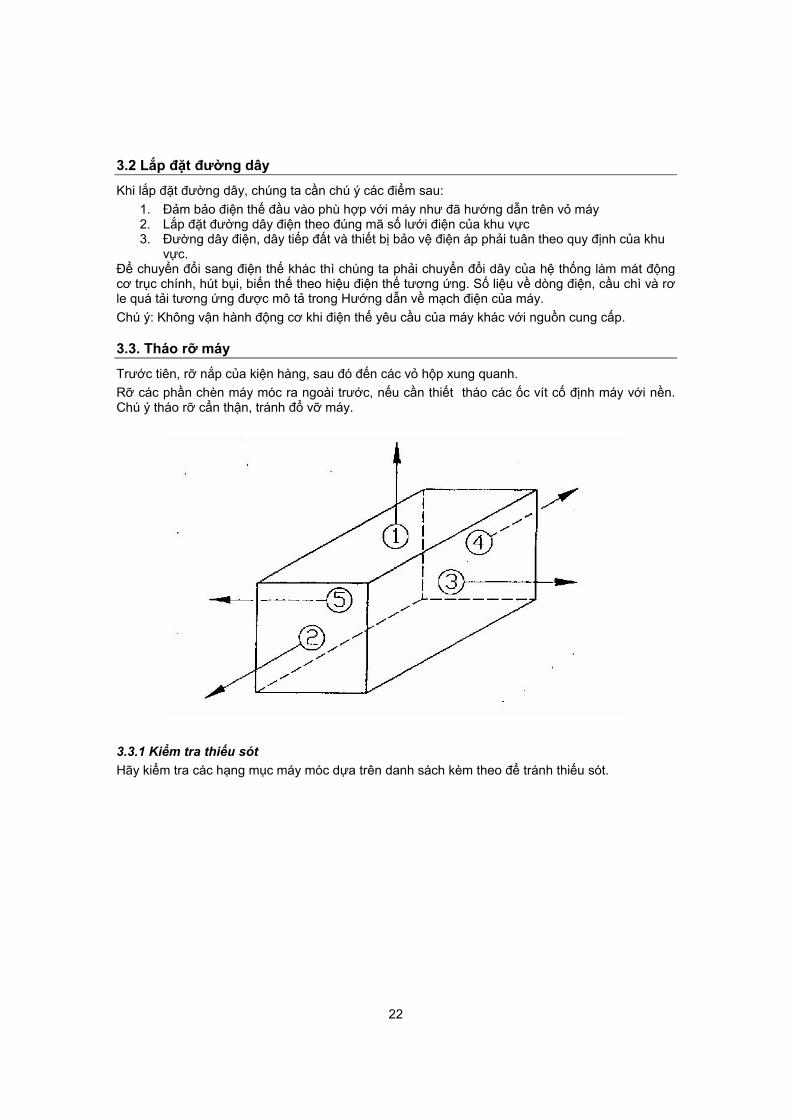
3.3. Tháo rỡ máy
Trước tiên, rỡ nắp của kiện hàng, sau đó đến các vỏ hộp xung quanh. Rỡ các phần chèn máy móc ra ngoài trước, nếu cần thiết tháo các ốc vít cố định máy với nền. Chú ý tháo rỡ cẩn thận, tránh đổ vỡ máy.
3.3.1 Kiểm tra thiếu sót Hãy kiểm tra các hạng mục máy móc dựa trên danh sách kèm theo để tránh thiếu sót.

23
3.4 Vận chuyển máy
Có thể dùng máy nâng hàng hoặc cần cẩu để vận chuyển máy, chú ý phải để máy cân bằng và di chuyển chậm, tránh va chạm, rơi do đứt dây chằng. Có thể tránh xước bề mặt của máy bằng cách bọc bằng vải.
3.5 Đặt máy
Trước khi đặt máy hãy chỉnh sửa lại các ốc vít ở chân đế, để máy càng gần với sàn càng tốt và đặt máy thăng bằng để tăng tính ổn định cho máy.
3.6 Vệ sinh và bôi trơn máy
Lau sạch hết dầu bảo quản máy trước khi vận hành, tuyệt đối không vận hành máy khi chưa lau. Chú ý khi lựa chọn dung môi làm sạch: có thể dùng chổi quét parafin lên, sau đó lấy giẻ lau cho sạch. Khi vệ sinh máy cần lưu ý các điểm sau:
Không dùng đầu hỏa hay các chất dễ bắt lửa để lau máy. Vệ sinh sạch sẽ và sau đó bôi trơn các vùng hở của bàn máy và bàn trượt.
Chú ý: Chọn loại dầu nhớt phù hợp với máy như Sunoco Waylube # 11180 hoặc Mobile Vactra Oil #2.
3.7 Thăng bằng máy
Cần có thăng bằng máy tốt trước khi bắt đầu vận hành. Hãy chuẩn bị những dụng cụ sau để tạo độ cân bằng cho máy.
• Thiết bị cân bằng (0.02mm/1000mm hoặc 0.001 in/4ft) • Hai chiếc cờ lê. Lau kỹ bề mặt, đặt một thiết bị cân bằng theo chiều dọc và thiết bị còn lại theo chiều ngang
trên sống trượt. Nếu chỉ có một thiết bị thì phải dùng lần lượt ở cả hai chiều dọc và ngang. Chỉnh lại các bu-lông vít 1 ở chân máy (hình) sao cho độ cân bằng nằm trong khoảng
0.02mm/1000mm (* 0.111’’/4ft) ở cả hai chiều. Vít ốc 2 và kiểm tra lại độ cân bằng máy. Chú ý: Đối với máy mới lắp đặt, phải kiểm tra độ cân bằng của máy mỗi tuần một lần. Khi máy đã ổn định, cần kiểm tra hàng tháng.
24
3.8 Các thiết bị điện
3.8.1 Hộp điện Có thể đặt đường dây chính và sơ đồ điện trong tủ điện, công tắc chính ở bên phải của tủ điện. Sơ đồ điện được để trong tủ điện.
3.8.2 Lắp đặt đường dây Đúng điện thế. Đúng mã số. Để chuyển đổi sang điện thế khác thì phải chuyển đổi dây của hệ thống làm mát động cơ
trục chính, hút bụi, biến thế theo hiệu điện thế tương ứng. Số liệu về dòng điện, cầu chì và rơ le quá tải tương ứng được mô tả trong Hướng dẫn về mạch điện của máy.
Chú ý: Không vận hành máy khi chênh lệch điện thế. Điện thế của trục chính chỉ là 230 V, phải thay thế nếu nguồn cung cấp không đúng.

25
3.9 Bôi trơn
3.9.1 Hệ thống bôi trơn tự động Hệ thống này có chức năng bôi trơn tự động với van đo tỷ lệ và hệ thống báo động khi độ
bôi trơn thấp. Tuy nhiên luôn cần kiểm tra lượng dầu trước khi vận hành và thêm dầu nếu cần thiết. Đây là những loại dầu phù hợp với máy:
• Sunoco Waylube # 11180 • Mobile Vactra Oil #2. • Esso Gear Oil GX90 • Chinese petrolium Corp. R32 • Các loại dầu có tính năng bôi trơn tương đương

26
3.9.2 Các phần khác Chú ý: Có 3 vị trí để tra dầu nằm ở ụ định tâm, cần tra 10 giọt dầu mỗi ngày vào mỗi vị trí để đảm bảo máy chạy êm.

27
3.9.3 Hệ thống bôi trơn Kiểm tra hệ thống bôi trơn ở nhiệt độ thông thường khi vận hành máy. Siết chặt lại núm dầu khi có hiện tượng dò rỉ dầu. Kiểm tra lượng dầu hàng ngày.
3.9.5 Núm dầu Kiểm tra các núm dầu sau 50 giờ chạy máy và sau đó là mỗi 200 giờ.
3.10 Thân máy
Để máy vận hành tốt, đảm bảo độ chính xác của ụ trục chính và sống trượt thường xuyên theo định kỳ 3 tháng đầu tiên và sau đó là 6 tháng đến 1 năm.
3.10.1 Ụ trục chính Căn chỉnh ụ trục chính Nếu phát hiện sai lệch hình dáng của chi tiết gia công (côn, tang trống) do tâm sai, phải căn
chỉnh lại độ song song của ụ trục chính theo các bước sau: 1. Lắp căn đo vào trục chính, và gắn đồng hồ đo vào bàn trượt. Áp đầu dò của đồng hồ vào
đường kính ngoài cùa căn đo. Dịch chuyển bàn trượt dọc theo trục Z và kiểm tra độ sai lệch lớn nhất.
2. Nếu kim đồng hồ chỉ thị sai lệch quá lớn, tháo lỏng vít lắp ụ động và điều chỉnh vít để có được độ song song tốt giữa trục chính và trục Z của máy.
3. Sau đó, siết chặt vít và di chuyển bàn trượt để kiểm tra lại độ sai lệch được chỉ thị trên đồng hồ.

28
3.10.2 Mâm kẹp và giá mâm kẹp Chú ý: Chỉ dùng mâm kẹp có tốc độ cao đối với loại máy này.
Khi lắp đặt mâm kẹp hoặc mặt kẹp, phải đảm bảo trục chính và côn của mâm kẹp đã được vệ sinh sạch và các khóa cam ở đúng vị trí (xem hình). Khi lắp mâm kẹp mới, có thể phải định vị lại các chốt khoá cam (A). Để thực hiện điều này, tháo vít (B) và để mỗi chốt sao cho vòng (A) nằm phẳng với mặt sau của mâm, đồng thời rãnh dưới phải nằm thẳng hàng với các lỗ khoá như trong hình vẽ.
Tiếp theo, lắp mâm kẹp hoặc mặt kẹp lên đầu trục chính và lần lượt siết chặt sáu cam. Lưu ý: rãnh của mối khóa cam phải nằm ở vị trí giữa hai dấu chữ V trên đầu trục chính. Nếu có bất kỳ cam dưới nào chưa được siết chặt vào đúng vị trí trên, phải tháo mâm kẹp
ra và chỉnh lại chốt như được miêu tả trên hình, sau đó siết chặt các vít khoá B của mỗi chốt trước khi lắp mâm kẹp lên để gia công.
Một điểm đánh dấu đã được khắc cho những mâm kẹp hoặc mặt kẹp đã gá lắp đúng, phải được để trùng khớp với dấu vạch trên đầu trục chính. Như vậy mỗi khi lắp lại sẽ không mất công sức. PHẢI KIỂM TRA CẨN THẬN KHÓA CAM KHI LẮP MÂM KẸP HOẶC MẶT KẸP TỪ MÁY NÀY SANG MÁY KHÁC.
Lưu ý: tốc độ giới hạn khi sử dụng mặt kẹp: loại mặt kẹp 21 không nên vượt quá 625 vòng/phút, loại 14 không nên vượt quá 840 vòng/phút.
Điểm đánh dấu trên đầu trục chính
Vị trí đúng Vạch của chốt cam nằm giữa hai mũi tên
Vị trí sai Vị trí sai Cần vặn bu-lông của chốt vào một vòng nữa Cần vặn bu-lông của chốt ra một vòng nữa

29
3.10.3 Thanh trượt ngang Nếu má kẹp giữa thanh trượt và bàn trượt bị lỏng, máy sẽ hoạt động thiếu chính xác. Cần
kiểm tra và điều chỉnh theo định kỳ 6 tháng, tuân thủ theo các bước sau: 1. Tháo đinh vít 1 2. Tháo nắp 2 (hình) để xem các má kẹp. 3. Sử dụng tô-vít có đầu dẹt để nới ốc vít 3 khoảng 1/3 vòng (ngược chiều kim đồng hồ). 4. Vặn chặt vít 4 khoảng 1/2 vòng (theo chiều kim đồng hồ). 5. Di chuyển thanh trượt để có được độ trơn cần thiết. 6. Đậy nắp 2.

30
3.10.4. Bàn trượt Nếu các má kẹp giữa bàn máy và bàn trượt và đế bị lỏng, hoạt động của bàn trượt sẽ
mất chính xác. Cần kiểm tra và căn chỉnh lại theo chu kỳ 6 tháng theo các bước chỉnh sau: 1. Nới đinh vít 1 và 2 khoảng 1/2 vòng (ngược chiều kim đồng hồ). 2. Xiết chặt ốc vít 3 và 4 một lượng thích hợp, khoảng 1/2 vòng 3. Di chuyển bàn trượt qua lại để có được độ trơn cần thiết.
31
3.10.5 Tháo lắp tâm ụ định tâm Để tháo tâm ụ định tâm, phải giữ phần tâm và kéo lùi trục chính. Chú ý vệ sinh côn định tâm
trước khi lắp lại vào ụ.
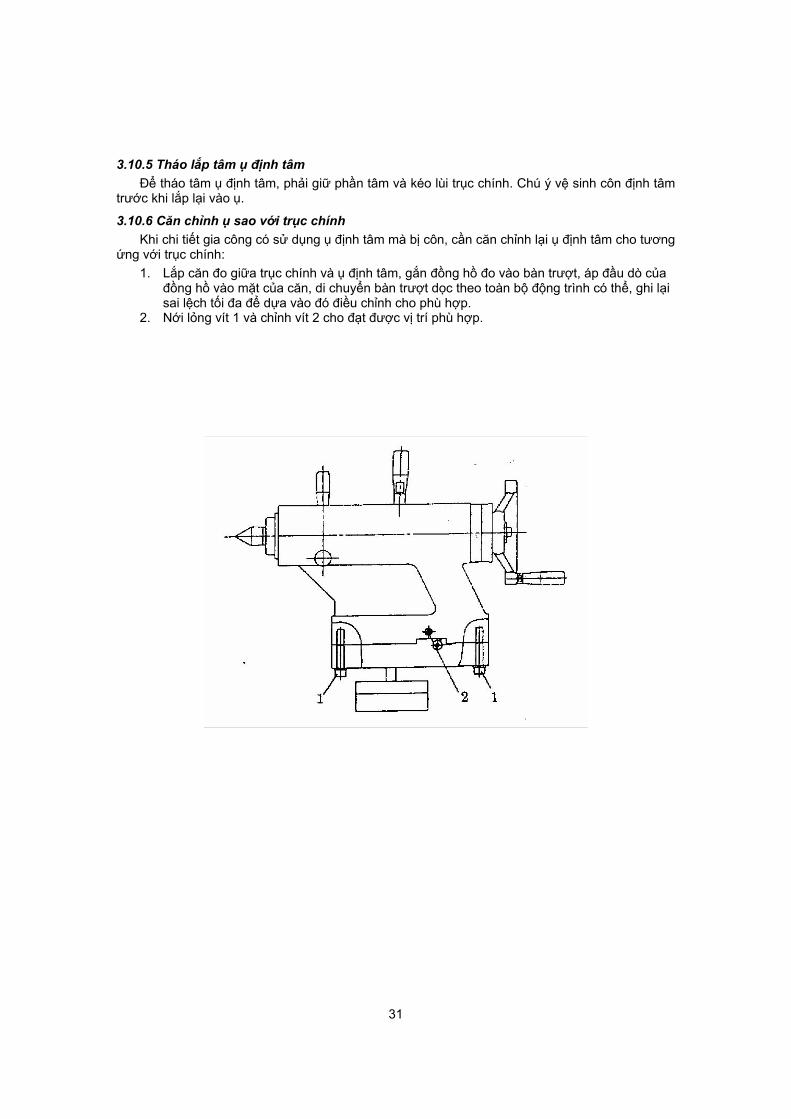
3.10.6 Căn chỉnh ụ sao với trục chính Khi chi tiết gia công có sử dụng ụ định tâm mà bị côn, cần căn chỉnh lại ụ định tâm cho tương
ứng với trục chính: 1. Lắp căn đo giữa trục chính và ụ định tâm, gắn đồng hồ đo vào bàn trượt, áp đầu dò của
đồng hồ vào mặt của căn, di chuyển bàn trượt dọc theo toàn bộ động trình có thể, ghi lại sai lệch tối đa để dựa vào đó điều chỉnh cho phù hợp.
2. Nới lỏng vít 1 và chỉnh vít 2 cho đạt được vị trí phù hợp.
32
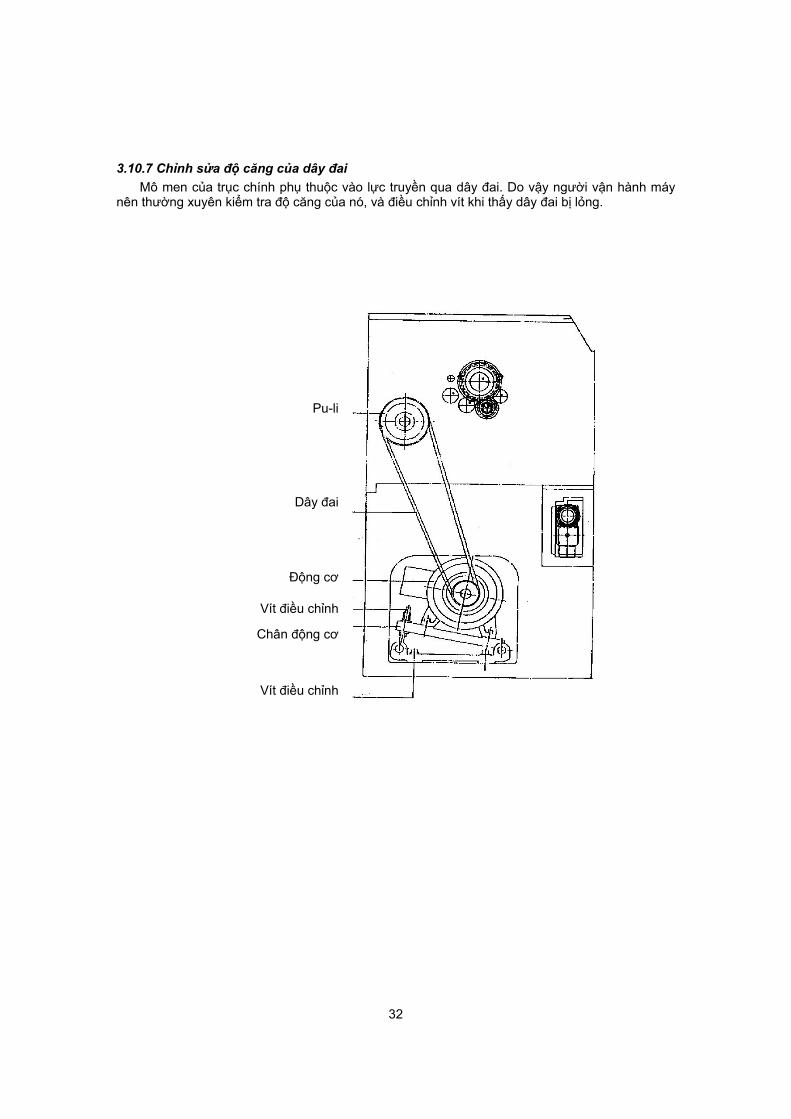
3.10.7 Chỉnh sửa độ căng của dây đai Mô men của trục chính phụ thuộc vào lực truyền qua dây đai. Do vậy người vận hành máy
nên thường xuyên kiểm tra độ căng của nó, và điều chỉnh vít khi thấy dây đai bị lỏng.
Pu-li
Dây đai
Động cơ
Vít điều chỉnh
Chân động cơ
Vít điều chỉnh

33
3.11 Thiết bị điện
3.11.1 Động cơ Động cơ của trục chính được trang bị IP cho nên chúng không cần bất kỳ sự bảo dưỡng
đặc biệt nào. Cần kiểm tra và lau chùi theo định kỳ 6 tháng. Các động cơ khác cần được kiểm tra hàng năm. Ổ bi của trục chính được bôi trơn trước khi xuất kho và có thể hoạt động tốt trong vòng 2 năm với 8-10 giờ vận hành mỗi ngày. Sau đó, cần kiểm tra ổ bi hàng năm bởi thợ lành nghề.
3.11.2 Thiết bị điều khiển Không cần chăm sóc đặc biệt, cần lau màn hình và bàn phím bằng chất tẩy rửa không có tính xà phòng.
3.11.3 Các đầu nối dây Phải được kiểm tra hàng năm và làm chặt nếu cần thiết.
3.11. 4 Sử lý các sự cố đơn giản.
Mô tả sự cố Nguyên nhân Cách giải quyết
Không đủ dầu Cho dầu vào ổ trục chính Dầu mỡ cạn khi máy đang chạy
Ống bơm dầu bị nghẽn Lấy vật làm nghẽn ống dẫn dầu
Hệ thống bôi trơn tự động bị hết dầu
Thêm dầu
Đặc tính dầu không đúng Thay dầu ngay
Sống trượt chuyển sang màu đen
Ống bơm dầu bị nghẽn Thay hoặc thông ống dẫn dầu
Gia công chi tiết hình trụ thành hình nón
Đầu trục chính bị tháo lỏng Tham khảo phần 3.10.1
Gia công không chính xác giữa hai tâm
Các trung tâm thiếu độ chính xác
Tham khảo phần 3.10.6
Xuất hiện bậc trên bề mặt chi tiết gia công hình cầu
Bù khe hở không chính xác Tham khảo chương Bù và điều chỉnh khe hở
Nhiệt độ tăng cao trong quá trình vận hành máy
Bôi trơn chưa đủ Kiểm tra xem có hiện tượng dò rỉ dầu không

34
3.11.5 Một số lưu ý trước khi cắm điện nguồn 1- Trước khi cắm điện, chú ý rằng trục chính yêu cầu điện áp 220V AC, thiết bị chuyển đổi
tần số và biến thế yêu cầu là 220V 7-1/2HP. Yêu cầu về việc lắp dây cho thiết bị này được hướng dẫn phía bên trong vỏ thiết bị. Đặt đúng điện thế đầu vào rồi kiểm tra điện thế đầu ra có đúng 220V AC không. Khi đã có đúng điện áp đầu ra thì mới được cắm điện nguồn vào cho máy.
2- Trước khi bật điện, đảm bảo các thiết bị đã được lắp đặt đúng vị trí. 3- Cắm điện khi đã kiểm tra tất cả, nhấn nút dừng khẩn cấp E-Stop trước khi bật điện, thả
tay khi thấy mọi việc bình thường sau khi bật điện máy. Đây là quy trình chuẩn cho tất cả các máy mới.
4- Khi đã bật điện, nhấn RESET để kiểm tra hướng quay của động cơ trục chính và làm mát.
5- Kiểm tra hệ thống bôi trơn và để yên bàn trượt để tránh hư hỏng máy 6- Không để nhiều đồ trong khu vực vận hành của máy, 7- Kiểm tra trước khi bật máy
• Các đường điện bên ngoài • Bảng điều khiển và màn hình CNC • Đổ dầu cho hệ thống bôi trơn • Kiểm tra các vị trí cắm dây, • Kiểm tra các phụ tùng trong danh sách

35
8- Sau khi bật nguồn kiểm tra: • Chiều quay của động cơ trục chính và động cơ làm mát • Hệ thống bôi trơn có làm việc bình thường không • Hoạt động của các đèn báo trên máy • Hoạt động của động cơ servo trên 2 trục 9- Yêu cầu điện áp
20VAC/35A 230VAC/35A 380VAC/25A 415VAC/20A 440VAC/35A 230VAC/20A 480VAC/20A
10- Công suất các bộ phận Trục chính: 7.5 Hp hoặc 10Hp Hệ thống làm mát: 1/8 Hp Hệ thống bôi trơn: 30W Đèn báo: 50W Trục X và Z: 800W Hệ thống điều khiển: 300W

36
4 Vận hành

37
4.1 Hướng di chuyển
X chuyển động theo chiều ngang máy Y chuyển động theo chiều dọc máy

38
4.2 Cấu hình của 8050/55TC CNC
4.2.1 Mô tả màn hình Màn hình chuẩn trong quá trình gia công bao gồm các thông tin sau.
1- Đồng hồ 2- Cửa sổ hiển thị cho các dữ liệu sau
SBK chế độ điều khiển theo từng dòng lệnh DNC chế độ điều khiển DNC được kích hoạt P… số hiệu của chương trình được lựa chọn Message các thông báo của PLC, gồm có “Vào vị trí” (In Position), “Thực
thi” (Execution) , “Gián đoạn” (Interupted), “Khởi động lại” (Reset) 3- Vùng hiển thị các thông báo CNC 4- Cửa sổ này hiển thị các thông tin sau:
Tọa độ X, Z của các trục máy, được hiển thị bằng các ký tự lớn; ký tự Ф thể hiện các trục đang gia công kích thước đường kính; tốc độ quay thực tế S của trục chính. Ngoài ra, được hiển thị bằng các ký tự nhỏ ở phía dưới là tọa độ X, Z của các trục, thể hiện vị trí của các trục so với vị trí điểm 0 của máy. Các dữ liệu này được sử dụng khi người dùng được phép định nghĩa thời điểm thay dụng cụ (xem vùng 4). Máy sẽ không hiển thị các dữ liệu này khi dòng text 33 của chương trình 999997 không được định nghĩa.
5- Thông tin hiển thị ở vùng này phụ thuộc vào vị trí của công tắc phía tay trái Trong mọi trường hợp, tốc độ ăn dao F của các trục đã được lựa chọn và % của F đang được sử dụng sẽ được hiển thị. Các trường hợp có thể được thể hiện trong hình sau

39
6- Màn hình hiển thị số dụng cụ T được lựa chọn Hình hiển thị tượng trưng cho code vị trí và số offset D tương ứng với dụng cụ. Nếu số dụng cụ và số offset trùng nhau, giá trị của D sẽ không được hiển thị. Tọa độ của vị trí thay dụng cụ. Vị trí này sẽ không được hiển thị nếu như dòng text 47 của chương trình 999997 không được định nghĩa.
7- Cửa sổ hiển thị các thông tin về trục chính - Tốc độ quay lý thuyết đã được lựa chọn, gồm có trị số S tính bằng vòng phút (rpm)
và trị số CSS (làm việc với tốc độ bề mặt không đổi). - Tình trạng của trục chính, được hiển thị bằng một ký tự với ba trạng thái có thể: quay
phải, quay trái, hoặc đứng yên. - Tốc độ trục chính thực tế tính theo % so với tốc độ lý thuyết đã chọn. - Số vòng quay cực đại của trục chính. - Khoảng làm việc được kích hoạt của trục chính. - Khoảng làm việc được kích hoạt của trục chính sẽ không được hiển thị khi dòng text
28 của chương trình 999997 không được định nghĩa. 8- Khi một chu trình làm việc được truy cập, màn hình sẽ hiển thị dòng tra cứu liên quan
đến biểu tượng được lựa chọn trong cửa sổ này. Chú ý rằng dòng tra cứu này phải được định nghĩa trong chương trình P999995 và phải được viết bằng ngôn ngữ thích hợp. Định dạng và các điểm cần được quan tâm trong chương trình P999995 được cụ thể hoá trong Chương 2.
9- Chạy ngược

40
4.3 Các khái niệm chung
4.3.1 Bàn phím
Các phím ký tự thông thường và các phím lệnh
Phím lựa chọn ký tự X
Phím lựa chọn ký tự A
Phím lựa chọn ký tự R
Các phím đặc biệt của model TC, cho phép
- Lựa chọn và định nghĩa các nguyên công gia công
- Quản lý các thiết bị ngoại vi - Lựa chọn chế độ làm việc của trục chính - Lựa chọn thực thi dòng lệnh theo chế độ tự động hay từng dòng lệnh
Phím di chuyển chậm JOG, cho phép
- Tạo chuyển động trên các trục của máy - Quản lý trục chính - Thay đổi tốc độ ăn dao của các trục và tốc
độ trục chính - Thao tác bật, tắt

41
4.4. Mô tả bàn phím
Bàn phím gồm các phím sau Phần các phím số, bao gồm các số từ 0 đến 9, để nhập các số nguyên tố và thập phân có hoặc không dấu, để gán các giá trị tham số khi lắp đặt máy CNC
để lựa chọn tuỳ chọn trước đó hoặc tiếp theo khi menu yêu cầu, cũng dùng để tìm kiếm điểm 0 của máy.
để lựa chọn trục X để nhập liệu hoặc biên tập dữ liệu liên quan đến trục này. Sau khi đã nhập liệu, phải nhấn phím “ENTER”.
để lựa chọn trục Z để nhập liệu hoặc biên tập dữ liệu liên quan đến trục này. Sau khi đã nhập liệu, phải nhấn phím “ENTER”.
để lựa chọn trục tốc độ ăn dao của trục hoặc biên tập dữ liệu này. Sau khi đã nhập liệu, phải nhấn phím “ENTER”.
để lựa chọn trục tốc độ trục chính hoặc biên tập dữ liệu này. Trước khí nhấn phím này, phải lựa chọn loại tốc độ trục chính được chọn (CSS hay rpm).
Khi giá trị này đã được nhập, có thể - nhấn phím “START”, máy sẽ lấy trị số này làm tốc độ trục chính lý
thuyết. - nhấn “ENTER”, máy sẽ lưu lại dữ liệu này nhưng không thay đổi tốc độ
trục chính lý thuyết hiện thời. Tuỳ chọn này rất hữu dụng khi biên tập các nguyên công được lưu lại sau đó.
để lựa chọn một dụng cụ mới, khi đó, có thể: - nhấn phím “START” để lựa chọn dụng cụ này. - nhấn “ENTER”, máy sẽ lưu lại dữ liệu này nhưng không lựa chọn bất cứ
dụng cụ nào. Tuỳ chọn này rất hữu dụng khi biên tập các nguyên công được lưu lại sau đó.
để kiểm tra dòng lệnh được viết ra trên cửa sổ biên tập
để lấy lại giá trị trước đó đã được đưa vào trong chương trình chế tạo hoặc trong bảng CNC nhằm mục đích phân tích và sửa chữa sau đó.
Trước khi nhấn phím này, sử dụng phím di chuyển lên xuống để đưa con trỏ về vị trí tương ứng với nguyên công cần phân tích.

42
để xoá ký tự cuối cùng vừa được nhập vào cửa sổ biên tập.
để khởi động lại máy và gán các giá trị mặc định cho các thông số máy. Phím này cũng cần được nhấn sau mỗi khi thay đổi các thông số máy để gán các giá trị mới.
Trong khi tiến hành một nguyên công tự động, cần thiết phải dừng việc tiến hành nguyên công này trước đó. Máy sẽ yêu cầu khẳng định lệnh cần thiết thông qua việc nhấn lần nữa phím này. Để huỷ bỏ, cần nhấn phím “CLEAR”.
Nếu phím này được được nhấn trong khi thực hiện nguyên công tự động, máy sẽ ra khỏi chế độ hiện thời và trở về chế độ hiển thị DRO.
để bật tắt dung dịch làm nguội. Khi dung dịch được sử dụng, đèn của phím bấm cũng đồng thời được bật lên.
để kích hoạt hoặc tắt đầu ra 01, 05. Đèn sáng tại phím bấm hiển thị đầu ra được kích hoạt.
để đóng mở mâm kẹp thuỷ khí.
để bật tắt đèn soi sáng chi tiết
để di chuyển chậm trục chính
Lựa chọn dạng của điều khiển trục chính thông qua rpm hoặc CSS. Màn hình sẽ hiển thị rõ các tuỳ chọn đã được lựa chọn. Ngoài ra, đèn sáng tại
phím CSS sẽ được bật khi chế độ CSS được lựa chọn. để lựa chọn chế độ cho nguyên công tự động sẽ được tiến hành, gồm có Chế độ liên tục: đèn của phím sẽ tắt và nguyên công được chọn sẽ được
thực thi từ đầu đến cuối không có sự gián đoạn nào. Chế độ từng bước: đèn của phím được bật lên và nguyên công được chọn sẽ
được thực thi dưới dạng từng lượt một. Cần phải bấm phím “START” để thực hiện các lượt tiếp theo.

43
4.4.1 Vận hành máy dựa trên các nguyên công hay chu trình gia công Các phím sau của CNC 8050 TC cần phải được sử dụng khi lựa chọn các nguyên công hay chu trình gia công.
Khi một trong số các phím này được nhấn, máy sẽ lựa chọn nguyên công hay chu trình gia công thích hợp, đồng thời thay đổi hiển thị trên màn hình và bật sáng đèn trên phím vừa được nhất để thể hiện chu trình được chọn. Các nguyên công hoặc chu trình có thể được lựa chọn thông qua các phím này gồm có:
Chu trình định vị
Chu trình tiện
Chu trình tiện hớt
Chu trình vát mép
Chu trình lượn góc
Chu trình tiện ren
Chu trình tiện rãnh
Chu trình khoan và vát mép
Chu trình tiện profile Khi một nguyên công hay một chu trình gia công có liên quan tới nhiều mức, phím “LEVEL CYCLE” cần được nhấn để lựa chọn mức chu trình yêu cầu.

44
Máy cho phép kết hợp nhiều nguyên công và chu trình gia công để soạn thảo các chương trình gia công. Phương thức sử dụng và vận hành những chương trình đã có sẵn được mô tả trong chương “Lưu trữ các chương trình” của cuốn hướng dẫn này. Để huỷ bỏ lựa chọn chu trình và trở về màn hình thông thường, nhấn phím của chu trình đã được lựa chọn có sáng đèn, hoặc phím “ESCAPE”
Để thâm nhập chế độ ca-lip độ dài dụng cụ
Để tiến hành về điểm 0 của máy cho tất cả các trục
4.4.2 Bảng điều khiển (1) Phụ thuộc vào tính năng, bảng điều khiển có thể được chia ra những khu vực sau đây.
1- Phím di chuyển chậm các trục máy
2- Công tắc lựa chọn bao gồm các yếu tố sau:
để lựa chọn hệ số nhân được áp dụng trong việc tính toán tốc độ tương ứng từ các xung được tạo ra trên bánh xoay tay (1, 10 hay 100 lần)
JOG để lựa chọn khoảng cách mà các trục sẽ di chuyển (1, 10, 100 hay 1000 micron hoặc theo phần nghìn inch) khi nhấn phím tương ứng.
3- Các phím điều khiển trục chính, có thể dùng để khởi động theo chiều mong muốn, dừng hoặc thay đổi tốc độ giữa 50% đến 120% của tốc độ đã lập trình với gia số 5%.
4- Phím bắt đầu (“START”) hoặc kết thúc (“STOP”) các chuyển động, các nguyên công hoặc chương trình gia công đã được lập trình.
5- FEED để thay đổi tốc độ ăn dao tính theo 0 đến 120% của tốc độ đã lập trình.
6- Nút dừng khẩn cấp (E-Stop)

45
4.4.4 Bảng điều khiển (2)
Quay ổ dao
Cho phép chuyển động quá hành trình
Trục chính quay theo chiều kim đồng hồ
Dừng trục chính
Trục chính quay ngược chiều kim đồng hồ
Định nghĩa lại tốc độ trục chính
Dung dịch làm mát
Dừng chu trình
Bắt đầu chu trình
Dừng khẩn cấp

46
4.5. Lựa chọ tốc độ trục chính
Có 3 mức tốc độ để lựa chọn tốc độ phù hợp cho quá trình cắt. Việc thay đổi tốc độ trục chính được thực hiện thông qua tay gạt trong quá trình điều khiển bằng tay. Bảng tốc độ cho loại AC-1800
Mức tốc độ vòng/phút H 3100-691 M 690-151 L 150-39
Bảng tốc độ cho loại AC-2100/2500
Mức tốc độ vòng/phút H 2250-501 M 500-111 L 110-28
Để có được một tốc độ trục chính nào đó, đưa tay gạt tới vị trí thích hợp. Chú ý không được phép dịch chuyển tay gạt khi trục chính đang quay.

47
4.6. Thông số gia công
4.6.1 Bảng thông số các loại ren
Ren hệ mét Chiều sâu: 0.6495 P P: Bước ren Bước ren 1.0 1.5 2.0 2.5 3.0 3.5 4.0 Chiều sâu 0.649 0.974 1.299 1.624 1.949 2.273 2.598
X1 0.7 0.7 0.9 1.0 1.2 1.5 1.5 X2 0.4 0.6 0.6 0.7 0.7 0.7 0.8 X3 0.2 0.4 0.6 0.6 0.6 0.6 0.6 X4 0.16 0.4 0.4 0.4 0.6 0.6 X5 0.16 0.4 0.4 0.4 0.4 X6 0.15 0.4 0.4 0.4 X7 0.2 0.2 0.4 X8 0.15 0.3
X9 0.2
Ren hệ Anh Chiều sâu: 0.6403 P P: Bước ren Số ren / 1 inch 20 18 16 14 12 10 8 Bước ren 1.27 1.4111 1.5875 1.8143 2.1167 2.54 3.1750 Chiều sâu 0.8248 0.904 1.016 1.162 1.355 1.626 2.033
X1 0.8 0.8 0.8 0.8 0.9 1.0 1.2 X2 0.4 0.6 0.6 0.6 0.6 0.7 0.7 X3 0.16 0.3 0.5 0.5 0.6 0.6 0.6 X4 0.11 0.14 0.3 0.4 0.4 0.5 X5 0.13 0.21 0.4 0.5 X6 0.16 0.4 X7 0.17 X8
X9 Chú ý: 1- Xin vui lòng tự tính toán, nếu yêu cầu của bạn không có ở danh sách phía trên. 2- Lượng cắt và tần suất cắt thực tế có thể thay đổi theo tình huống cụ thể 3- Những số liệu trong bảng trên được tính theo đường kính

48
4.6.2 Điều kiện cắt cho dụng cụ cắt siêu cứng Tốc độ ăn dao 0.2 ∼ 0.5 mm/vòng
Tốc độ ăn dao 0.2 ∼ 0.5 mm/vòng
Vật liệu Mã
Tốc độ cắt vòng/phút
Dụng cụ cắt
Tốc độ cắt vòng/phút
Dụng cụ cắt
S20C-S30C 140-180 150-30
S35C-S45C 110-140 120-190
Thép các bon và thép hợp kim dùng để thiết kế máy
S50C 70-100 80-140
Thép thanh S20CD-S50CD 70-100
P20
80-140
P10
Thép hợp kim SNC1-SNC3 70-00 P10 80-140
SUS24 60-100 M10 80-140 Thép không gỉ
SUS27-SUS33 40-70 M20 80-140
Thép được xử lý nhiệt
SEH1-SEH5 40-70 P40 70-100
M10
SF40-SF50 140-180 P20 150-230 Thép cácbon được nén
SF55-SF60 100-140 P30 120-190
P10
Thép đúc SC42-SC49 100-120 120-180
SCA1-SCA23 60-100 70-120
SCA31 50-80 70-100
Thép hợp kim đúc
SCA41-SCA52 60-100
P20
70-120
P10
Thép không gỉ đúc SCS1-SCS15 50-80 70-140
SCH1-SCH2 60-90 70-120 Thép được xứ lý nhiệt đúc
SCH11-SCH13 50-80
M20
60-100
M20
FC20 70-110 80-130 Gang xám
FC25-FC30 60-100 80-130
Đồng đỏ BC2-BC7 100-200 200-350
Nhôm AC3A-F 200-400 300-500
Hợp kim đúc AC4A-F-AC7B-T4 800-900
K10
800-1200
K10
Giả da và gỗ 300-600 K10,K20 350-600 K10,K20

49
4.6.3 Điều kiện cho khoan
4.6.3.1 Tốc độ khoan Vật liệu Tốc độ
m/phút 0.4c > 24-33
0.4c-0.7c 18-24 Thép các bon 0.7c > 12-18
60kg/mm2 15-18 60-80kg/mm2 9-15
Thép hợp kim
80kg/mm2 5-9 Mortensite 10-20
Ferite 15-18 Thép không rỉ
Austensite 5-15 Thép mang gan 12-14% 3.5-4.5 Nhựa 30-90
Vật liệu Tốc độ m/min Nhôm và hợp kim nhôm 60-90
45-75 Đồng đỏ 22.5-45
Magan và hợp kim mangan 60-120 Thép Monel 9-15 Thép Nickel 9-15 Hợp kim của kẽm 45-80 Đồng thau 45-90 Đồng đỏ 60-75 Thép làm dụng cụ cắt 8-22 Nimonic 6-9
4.6.3.2 Tốc độ cắt tiêu chuẩn với dụng cụ cắt có gắn mảnh hợp kim Tốc độ cắt mm/vòng Kích thước mảnh hợp kim
Thép thường Thép không gỉ 1.6-3 0.05-0.06 0.05-0.08 3-4 0.05-0.1 0.06-0.15
4-5.5 0.08-0.15 0.1-0.23 5.5-8 0.1-0.2 0.13-0.3 8-11 0.15-0.25 0.19-0.35
11-14.5 0.2-0.3 0.25-0.45 14.5-17.5 0.23-0.33 0.28-0.6 17.5-20.5 0.25-0.36 0.31-0.53 20.5-24 0.28-0.38 0.34-0.56 24-28.5 0.3-0.4 0.38-0.6 28.5-38 0.35-0.49 0.44-0.68
38< 0.4-0.5 0.5-0.7

50
4.7 Các khối câu lệnh
Các khối lệnh phải được viết bằng các lệnh dưới dạng ngôn ngữ theo tiêu chuẩn quốc tế. Được thiết kế đặc biệt để điều khiển và dịch chuyển các trục. Nó cung cấp thông tin về vị trí của các trục cũng như các dữ liệu về điều kiện cắt. Mỗi một khối câu lệnh có thể bao gồm những chức năng sau:
G Có chức năng chuẩn bị X, Z Tọa độ, (giá trị vị trí) của các trục. F Độ ăn dao S tốc độ trục chính T Số hiệu dụng cụ. M Chức năng phụ ()
Thứ tự trên phải được duy trì cho tất cả các khối lệnh mặc dù không phải tất cả các chức năng trên đều được sử dụng cho mọi câu lệnh. Chú ý: Tùy thuộc vào đơn vị được lựa chọn (mm hay inch). Chương trình sau phải được sử dụng Định dạng mm N4 G2 X ±4.3 Z±4.3 F4 S4 T2.2 M2 Định dạng inch N4 G2 X ±3.4 X±3.4 F4 S4 T2.2 M2 Những câu lênh trên được giải thích như sau: N4 khối (dòng lệnh). Chữ số biểu thị ký tự N phải là 4 số nguyên (không vượt quá
N9999) G2 Chỉ mã lệnh G code, biểt thị đằng sau ký tự G phải là 2 số nguyên (G0 tới G99) ±4.3 Nghĩa là có thể giá trị âm hoặc dương theo sau ký tự (X hoặc Z) phải là 4 số nguyên
và 3 chữ số thập phân. X±3.4 Nghĩa là có thể giá trị âm hoặc dương theo sau ký tự (X hoặc Z) phải là 3 số nguyên
và 4 chữ số thập phân. F4 Chỉ tốc độ ăn dao, biểu thị đằng sau ký tự F phải là 4 số nguyên (F0 tới F9999) khi
đơn vị là mm/phút hoặc inch/phút. Khi tính theo mm/vòng thì định đạng là F3.4 và khi là inch/vòng thì định dạng tương ứng là F2.4
S4 Chỉ tốc độ trục chính, biểu thị đằng sau ký tự S phải là 4 số nguyên (S0 tới S9999) T2.2 Chỉ dụng cụ cắt, biểu thị đằng sau ký tự R phải là 2 số nguyên và 2 số thập phân. M2 Chỉ chức năng phụ, biểu thì đằng sau ký tự M phải la 2 số nguyên (M0 tới M99)

51
4.8 Các chức năng chuẩn bị
Các chức năng chuẩn bị được lập trình với mã G theo sau là 2 ký tự, luôn luôn khởi đầu cho phần thân của các dòng lệnh và rất hữu dụng để định nghĩa hình dáng hình học và điều kiện làm việc của máy. Bảng G code sử dụng cho máy CNC Chức năng M D V Ý nghĩa G00 • ? • Chạy dao nhanh đến tọa độ đã lập trình G01 • ? • Nội suy theo đường thẳng G03 • • Nội suy cung tròn theo chiều kim đồng hồ G04 Nội suy cung tròn ngược kim đồng hồ G05 • ? • Thời gian gia công G06 • Gia công góc bo tròn G07 • ? Tâm đường tròn trong hệ tọa độ tuyệt đối G08 • Gia công góc vuông G09 • Cng tròn tiếp xúc với đường cho trước G10 • • Cung tròn định nghĩa bởi 3 điểm G11 • • Hủy bỏ lệnh đối xứng G12 • • Đối xứng theo trục X G13 • • Đối xứng theo trục Y G14 • • Đối xứng theo trục Z G15 • • Đối xứng qua một đường bất kỳ cho trước G16 • ? • Trục C G17 • ? • Chọn mặt phẳng gia công qua hai đường thẳng G18 • • Chọn mặt phẳng gia công X-Y G19 • • Chọn mặt phẳng gia công Z-X G20 • Chọn mặt phẳng gia công Y-Z G21 • Định nghĩa vùng làm việc nhỏ nhất G22 • Định nghĩa vùng làm việc lớn nhất G28 • • Kích hoạt và hủy bỏ vùng làm việc G29 • • Chọn tốc độ trục chính thứ 2 G33 • • Chọn tốc độ trục chính G36 • Cắt ren có bước không đổi G37 • Cắt cung có bán kính thay đổi G38 • Nhập tiếp tuyến G39 • Xóa bỏ tiếp tuyến G40 • • Vát cạnh G41 • • Hủy bỏ hiệu chỉnh kích thước dụng cụ cắt G42 • • Hiệu chỉnh bán kính dụng cụ cắt, dao ở bên phải đường gia công G50 • • Hiệu chỉnh bán kính dụng cụ cắt, dao ở bên trái đường gia công G51 • • Điều khiển góc lượn tròn G52 • Nhìn phía trước G53 • Di chuyển đến vị trí dừng khẩn cấp G54 • • Hủy bỏ xê dịch điểm chuẩn đã chọn G55 • • Dịch chuyển điểm 0 tuyệt đối 1 G56 • • Dịch chuyển điểm 0 tuyệt đối 2 G57 • • Dịch chuyển điểm 0 tuyệt đối 3 G58 • • Dịch chuyển điểm 0 tuyệt đối 4 G59 • • Thêm vào điểm 0 dịch chuyển 1 G60 • Thêm vào điểm 0 dịch chuyển 2

52
G61 • Khoan, ta rô lỗ mặt đầu chi tiết G62 • Khoan, ta rô lỗ trên bề mặt chi tiết G63 • Phay rãnh nhỏ trên bề mặt chi tiết G66 • Phay rãnh nhỏ trên mặt đầu G68 • Lập lại chương trình mẫu G69 • Chương trình mẫu gia công theo trục X G70 • ? • Chương trình mẫu gia công theo trục Z G71 • ? • Chương trình theo hệ inch G72 • Chương trình theo hệ mm G73 • • Véc tơ tỷ lệ thông thường và đặc biệt G74 • Tìm điểm chỉ dẫn của máy. G75 • Tìm kiếm cho tới khi tìm được vị trí G76 • Tìm kiếm khi có vị trí G77 • • Trục làm việc G78 • Hủy bỏ trục làm việc G81 • Chương trình tiện mẫu theo đường thẳng G82 • Chương trình khỏa mặt đầu mẫu G83 • Chương trình khoan mẫu G84 • Chương trình tiện mẫu theo biên dạng G85 • Tiện mặt đầu theo biên dạng G86 • Chương trình tiện ren mẫu theo chiều dọc G87 • Chương trình tiện ren mặt đầu G88 • Chương trình mẫu gia công rãnh theo trục X G89 • Chương trình mẫu gia công rãnh theo trục Z G90 • ? Chương trình tuyệt đối G91 • ? • Chương trình số gia G92 Hệ tọa độ định trước và giới hạn tốc độ trục chính G93 Tọa độ cực G94 • ? • Tốc độ ăn dao mm (inch)/phút G95 • ? • Tốc độ ăn dao mm (inch)/vòng G96 • • Tiện với tốc độ cắt không đổi G97 • • Tiện với tốc độ cắt tại tâm dụng cụ không đổi M chỉ modal, với chức năng G, khi đã được lập trình thì luôn được kích hoạt, trong khi các
lệnh G khác không tương thích thì sẽ không được lập trình. D chỉ mặc định (BY DEFAULT), sẽ được gán cho máy sau khi bật lên, sau khi đã thực hiện
M02, M30, hoặc sau khi thực thi EMEGENCY hoặc RESET. Những mục đi kèm theo với chỉ thị ? được hiểu rằng giá trị mặc định của chức năng G phụ
thuộc vào việc thiết lập các thông số chung của máy CNC. V chỉ thị rằng mã G được biểu thị ngay cạnh thông số về tình trạng gia công hiện thời đang
được thực thi hoặc đang trong mô phỏng.

53
4.9 Các hàm chức năng phụ (M)
Các chức năng này được lập trình theo mã M4, cho phép có thể có đến 7 chức năng trong cùng một khối lệnh. Khi các chức năng này được lập trình trong cùng một khối lệnh, máy CNC hoạt động theo trình tự các khối lệnh được lập trình. Máy CNC có một bảng chức năng M “NMISCFUN” có các mục thông số, định nghĩa các yếu tố sau. - Con số (0-9999) của các chức năng M, - Con số của thủ tục con cần để kết hợp với các chức năng khác. - Một chỉ số xác định liệu chức năng M được thực hiện trước hay sau các hoạt động đã được
lập trình, - Một chỉ số xác định liệu chức năng M được thực hiện sau khi thực hiện các thủ tục con hay
chưa, - Một chỉ số xác định liệu máy CNC có phải đợi tín hiệu AXU END hay không để tiếp tục
chương trình. Khi thực hiện chức năng M, những điều trên không được thể hiện trên bảng chức năng M. Các chức năng đã được lập trình sẽ được thực hiện ngay từ đầu khối lệnh và máy CNC sẽ đợi tín hiệu AUX END để tiếp tục chương trình. Một số chức năng phụ được thiết lập ngay trong chương trình của máy CNC.
Chú ý
Tất cả các chức năng phụ M tương ứng với một chương trình con riêng biệt phải được lập trình trong một khối lệnh riêng biệt
Trong trường hợp đang thực hiện một chương trình con có liên quan với chức năng M, mà lại có một dòng lệnh có trị số M y hệt, chức năng M này sẽ được thực thi thay vì nội dung của chương trình con tương ứng.

54
M00. Dừng chương trình Khi máy CNC đọc được mã lệnh M00 trong câu lệnh nó sẽ dừng chương trình lại. Để khởi động lại chương trình ấn CYCLE START Khuyến cáo rằng nên thiết lập chức năng này trong bảng chức năng M, theo cách này nó sẽ được thực thi tại cuối của khối lệnh được lập trình.
M01 Dừng chương trình có điều kiện Tương tự M00, ngoại trừ việc máy CNC chỉ thực hiện lệnh này khi tín hiệu M01 STOP từ PLC được kích hoạt.
M02 Kết thúc chương trình Mã lệnh này chỉ điểm kết thúc chương trình và tiến hành chức năng “General Reset” (khởi động lại toàn bộ) với máy. Nó cũng thực hiện luôn cả lệnh M05. Khuyến cáo rằng nên thiết lập chức năng này trong bảng chức năng M, theo cách này nó sẽ được thực thi tại cuối của khối lệnh được lập trình.
M03 Kết thúc chương trình và trở về câu lệnh đầu tiên. Giống như M02 nhưng khác là chương trình trở về câu lệnh đầu tiên của chương trình đang chạy.
M03 Quay trục chính theo chiều kim đồng hồ. Mã lệnh này yêu cầu trục chính khởi động và quay theo chiều kim đồng hồ. Khuyến cáo rằng nên thiết lập chức năng này trong bảng chức năng M, theo cách này nó sẽ được thực thi ngay khi bắt đầu của khối lệnh được lập trình.
M04 Quay trục chính theo chiều ngược chiều kim đồng hồ. Tương tự như M03, nhưng trục chính được yêu cầu quay theo ngược chiều kim đồng hồ.
M05. Dừng trục chính. Khuyến cáo rằng nên thiết lập chức năng này trong bảng chức năng M, theo cách này nó sẽ được thực thi tại cuối của khối lệnh được lập trình.

55
M06. Thay đổi dụng cụ Nếu thông số chung “TOFFM06” của máy (chỉ rằng là đó là trung tâm gia công) được kích hoạt, máy CNC gửi lời chỉ dẫn đến bộ phận thay đổi dụng cụ và cập nhật theo bảng phù hợp với ổ chứa dụng cụ. Khuyến cáo rằng nên thiết lập chức năng này trong bảng chức năng M, theo cách này chương trình con tương ứng với bộ phận thay đổi dụng cụ đã được lắp đặt với máy sẽ được thực thi.
M19. Sự định hướng trục chính Trong máy CNC thì trục chính có thể làm việc với chế độ vòng hở (M3, M4) và cả với chế độ vòng kín (M19). Nếu yêu cầu làm việc với chế độ vòng kín thì phải lắp một cảm biến vòng quay trên trục chính của máy Muốn chuyển từ chế độ điều khiển hở sang chế độ điều khiển kín, sử dụng chức năng M19 hoặc M19 S±5.5. Máy CNC sẽ hoạt động như sau: - Nếu máy CNC không có điểm chuẩn của trục, máy sẽ thay đổi tốc độ trục chính cho tới khi
nó tìm được một tốc độ trục chính được định nghĩa bởi tham số “REFEED2”, tìm dấu điểm không của nó và sau đó định hướng trục về vị trí được định nghĩa bằng S±5.5
- Nếu máy CNC có điểm chuẩn của trục, máy sẽ hiệu chỉnh tốc độ trục chính đến một tốc độ được định nghĩa bởi tham số “REFEED1”. Sau đó nó tìm kiểm điểm chuẩn của máy tại tốc độ đó. Tiếp theo đó, máy sẽ tìm kiếm điểm chuẩn với tốc độ được định nghĩa bởi tham số “REFEED2” và cuối cùng định hướng trục chính về vị trí được xác định bằng S±5.5
Nếu chỉ riêng chức năng M19 thực thi thì trục chính xác định S0 sau khi tìm thấy điểm chuẩn của trục chính. Để định hướng trục chính về một vị trí khác, chương trình M19 S±5.5, máy sẽ không tiến hành việc tìm kiếm điểm không vì nó đã ở trong chế độ vòng kín, do đó nó sẽ định hướng trục chính về vị tri được yêu cầu (S±5.5) Mã S±5.5 biểu thị vị trí định hướng của trục, bằng độ, từ vị trí điểm 0 của encorder. Dấu trong mã này cho thấy chiều đếm và giá trị 5.5 luôn luôn được sử dụng trong hệ tọa độ tuyệt đối, dù cho hệ thống đơn vị nào đang được sử dụng đi nữa. Ví dụ: S1000M3 Trục chính hoạt động theo tín hiệu điều khiển hở. M19S100 Trục chính chuyển sang chế độ điều khiển kín. Tìm kiếm điểm gốc và vị trí (định
hướng) tại 100o
M19S-30 Trục chính định hướng -30o tính từ điểm 0 M19S400 Trục chính quay một vòng và dừng lại ở vị trí là 40o so với điểm gốc.

56
M41, M42,M43,M44 Thay đổi phạm vi tốc độ trục chính. Hệ điều khiển Fagor 8050 CNC cho phép trục chính thay đổi trong 4 phạm vi: M41, M42,M43, M44 với tốc độ giới hạn lớn nhất được xác lập bằng thông số trục chính của máy “MAXGEAR1”, “MAXGEAR2”, “MAXGEAR3”, “MAXGEAR4” Nếu thông số “AUTOGEAR” được thiết lập thì máy CNC sẽ hoạt động trong phạm vi thay đổi đó một cách tự động, M41 tới M44 sẽ được truyền trực tiếp tới hoạt động của máy CNC mà không cần phải được lập trình. Nếu thông số máy được xác lập là không tự động thay đổi tốc độ, M41 tới M44 sẽ thực hiện qua chương trình khi yêu cầu. Ghi nhớ rằng giá trị lớn nhất của điện áp được thiết lập trong thông số của máy “MAXVOLT” tương ứng với tốc độ lớn nhất cho mỗi phạm vi thay đổi tốc độ (Thông số máy MAXGEAR1 tới MAXGEAR4).
M45 Trục phụ trợ/ trục dụng cụ Nhằm sử dụng các tính năng phụ trợ, cần phải thiết lập một trục của máy là trục bổ trợ hoặc trục dụng cụ (thông số máy thông thường từ P0 tới P7) Muốn sử dụng trục bổ trợ hoặc trục dụng cụ chúng ta phải dùng lệnh M45 S±5.5, trong đó S biểu thị tốc độ quay của trục tính theo vòng/m với dấu của tham số chỉ chiều quay. Máy CNC sẽ phát ra một điện áp tương tự tương đương với giá trị tốc độ được thiết lập trong bảng thông số “MAXSPEED” cho trục bổ trợ. Để dừng trục phụ trợ, phải lập trình bằng M45 hoặc M45 S0. Khi nào trục phụ hoặc trục dụng cụ được kích hoạt, máy CNC sẽ chỉ cho PLC biết bằng cách kích hoạt tính hiệu logic “DM45” (M5548). Cũng như vậy, có thể thiết lập các thông số khác cho trục bổ trợ “SPDLOVR” nên phím định nghĩa lại của bảng điều khiển có thể thay đổi tốc độ hiện thời của trục phụ này.