material- und prozessentwicklung für das … [email protected] title folie 1 author...
TRANSCRIPT
© Fraunhofer UMSICHT
Folie 1
Material- und Prozessentwicklung für das Mehrkomponenten Lasersintern
IPA Anwenderforum – Rapid Product Development, 19.09.2012 Stuttgart Jan Blömer Werkstoffe und Interaktion Fraunhofer UMSICHT
© Fraunhofer UMSICHT
Folie 2
Einleitung
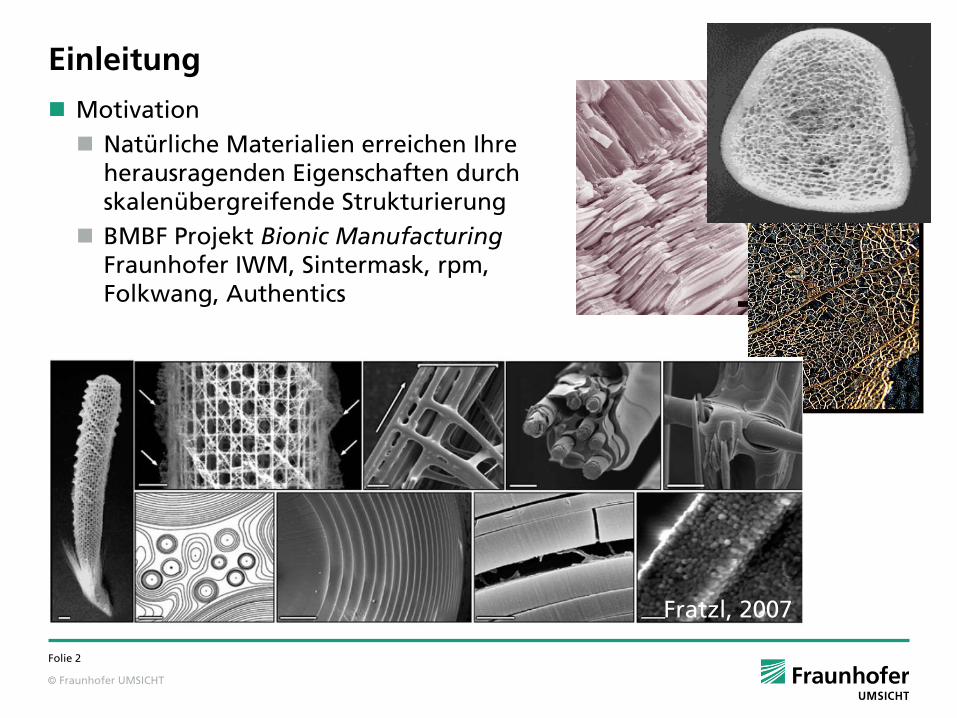
Motivation
Natürliche Materialien erreichen Ihre herausragenden Eigenschaften durch skalenübergreifende Strukturierung
BMBF Projekt Bionic Manufacturing Fraunhofer IWM, Sintermask, rpm, Folkwang, Authentics
Fratzl, 2007
© Fraunhofer UMSICHT
Folie 3
Einleitung
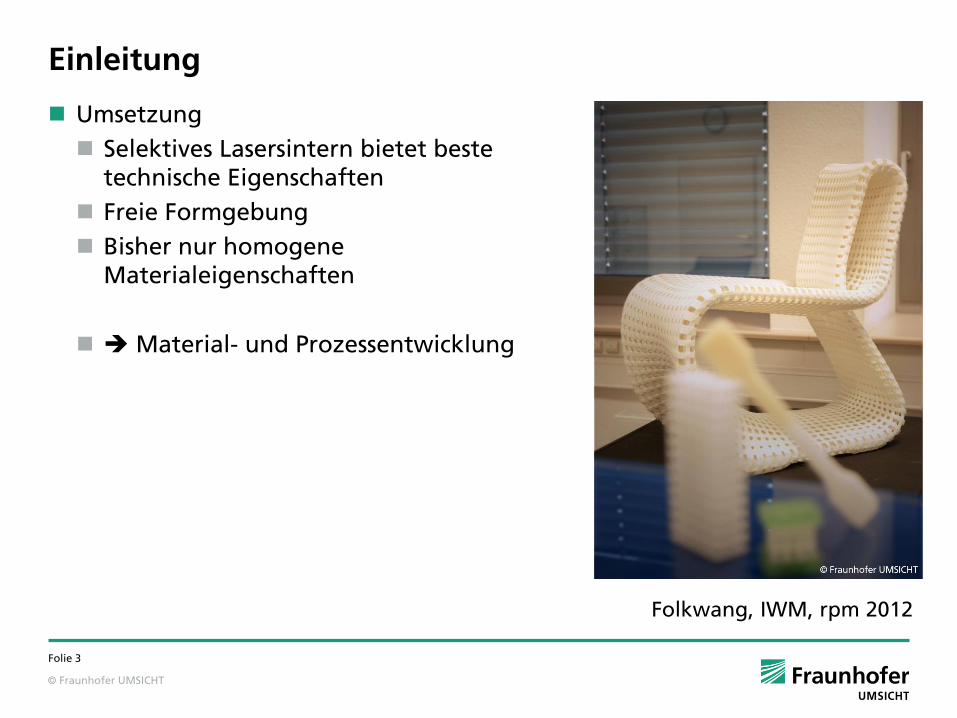
Umsetzung
Selektives Lasersintern bietet beste technische Eigenschaften
Freie Formgebung
Bisher nur homogene Materialeigenschaften
Material- und Prozessentwicklung
Folkwang, IWM, rpm 2012
© Fraunhofer UMSICHT
Folie 4
Prozessentwicklung

© Fraunhofer UMSICHT
Folie 5
Lasersinterversuchstand
Mini SLS-Anlage
Experimentierplattform für neue Prozesskomponenten
Teststand für Materialien
Materialmengen ca. 500 ml
Prozessbedingungen wie in großen Anlagen
190°C (Ziel 230°C)
30 W CO2 Laser
5 m/s Scangeschwindigkeit
Inertisierung N2

© Fraunhofer UMSICHT
Folie 6
Lasersinterversuchstand II
Bauraum Plattformdurchmesser 110mm
Temperaturverteilung DT < 3°C

© Fraunhofer UMSICHT
Folie 7
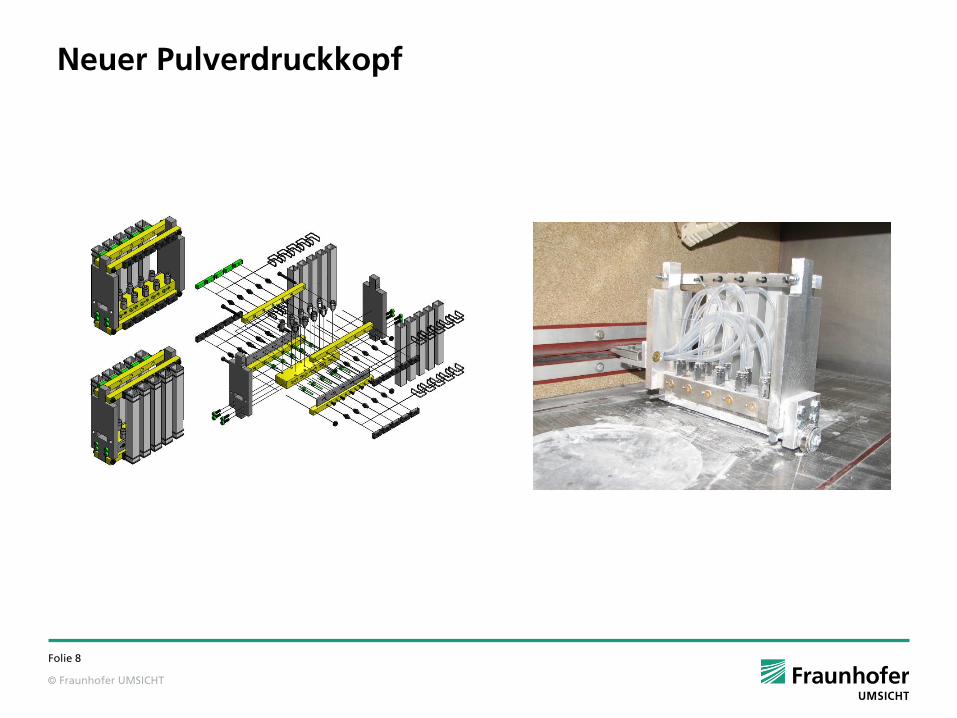
Neue Pulverdosierung
„Pulverdruckkopf“
Matrix- oder Single-Anordnung
Literaturstudie
Elektrostatisch (Laserdrucker)
Volumetrische Förderung
Gravimetrische Förderung
Pneumatische Förderung
Glaskapillare mit Piezoanregung
Glaskapillare versagt bei höheren Temperaturen
© Fraunhofer UMSICHT
Folie 8
Neuer Pulverdruckkopf

© Fraunhofer UMSICHT
Folie 9
Pulverdruckkopf
Ablage von „2“ Pulvern funktioniert
Zur Zeit nur eingefärbt
Noch keine Steuerung
Nur Streifen
Aufbau von hohen Rändern

© Fraunhofer UMSICHT
Folie 10
Neuer Pulverdruckkopf
Pulverauftrag Glattgezogen

© Fraunhofer UMSICHT
Folie 11
Neuer Rakel zum Einebnen der Oberfläche

© Fraunhofer UMSICHT
Folie 12
Materialentwicklung
© Fraunhofer UMSICHT
Folie 13
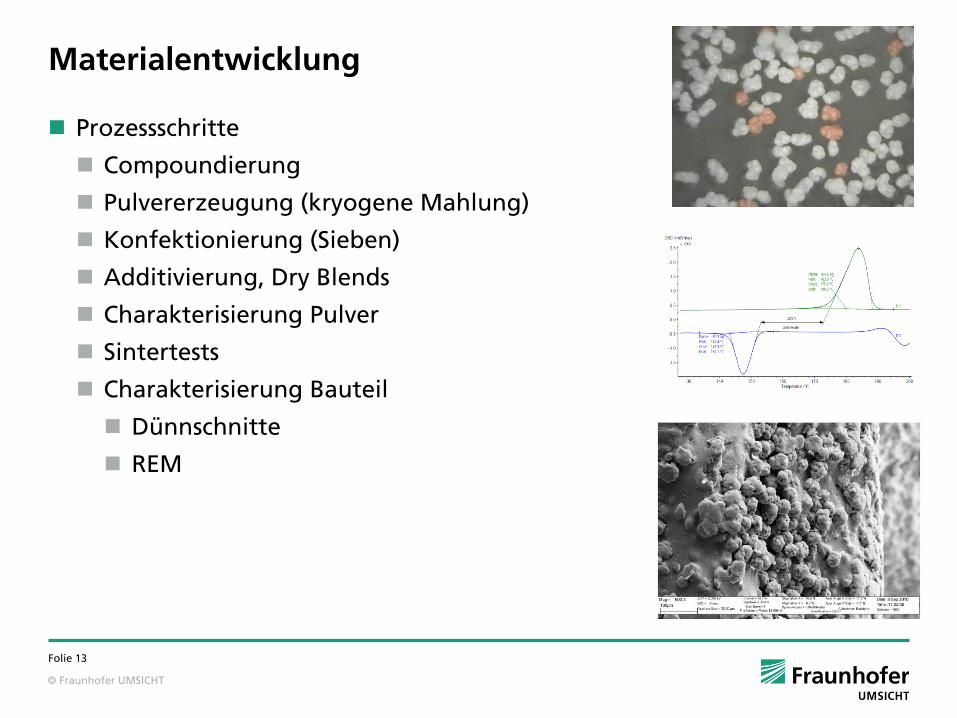
Materialentwicklung
Prozessschritte
Compoundierung
Pulvererzeugung (kryogene Mahlung)
Konfektionierung (Sieben)
Additivierung, Dry Blends
Charakterisierung Pulver
Sintertests
Charakterisierung Bauteil
Dünnschnitte
REM

© Fraunhofer UMSICHT
Folie 14
Materialanforderungen
Mahlbarkeit
Pulverfließfähigkeit (Hausnerzahl, temperaturabhängig!)
Nullscherviskosität
Thermische Eigenschaften DSC
Schrumpf
Messwerte Stampfvolumeter
150
160
170
180
190
200
210
220
230
240
250
0 2000 4000 6000 8000 10000 12000 14000 16000
Anzahl Hübe
Vo
lu
men
[m
l]
Vestamid E55S3
Silibeads
TPU
Orgasol
Duraform
Mehl Typ 405
7115 U
3014 U
9040
9055
PE Grün

© Fraunhofer UMSICHT
Folie 15
Untersuchung des Sinterns
Sintern von teilgefärbten Proben
Videoaufnahmen des Sinterns
© Fraunhofer UMSICHT
Folie 16
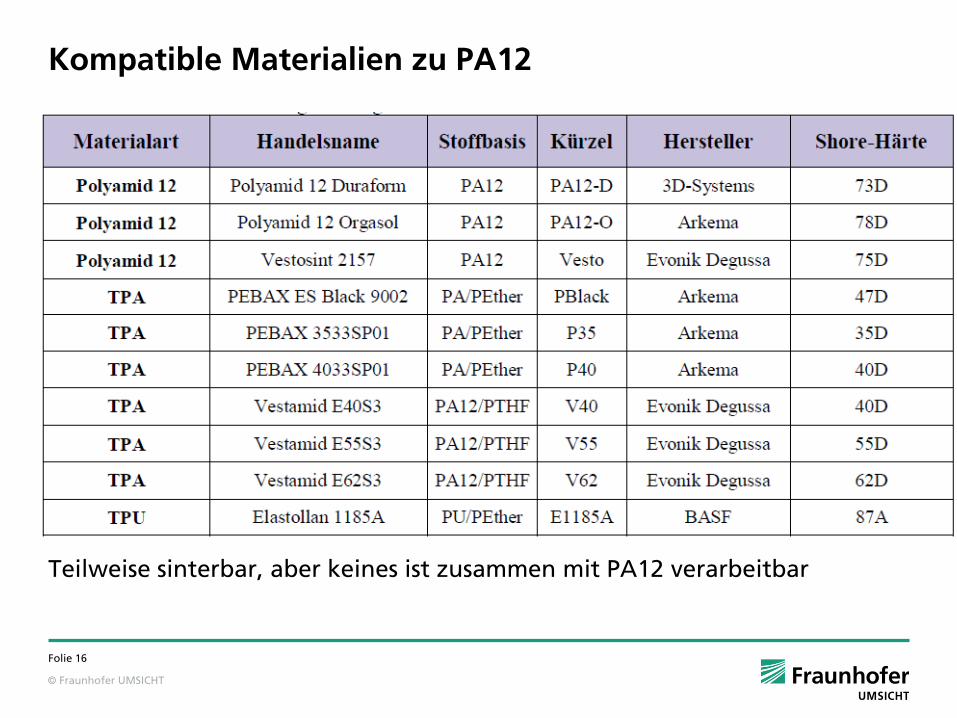
Kompatible Materialien zu PA12
Teilweise sinterbar, aber keines ist zusammen mit PA12 verarbeitbar
© Fraunhofer UMSICHT
Folie 17
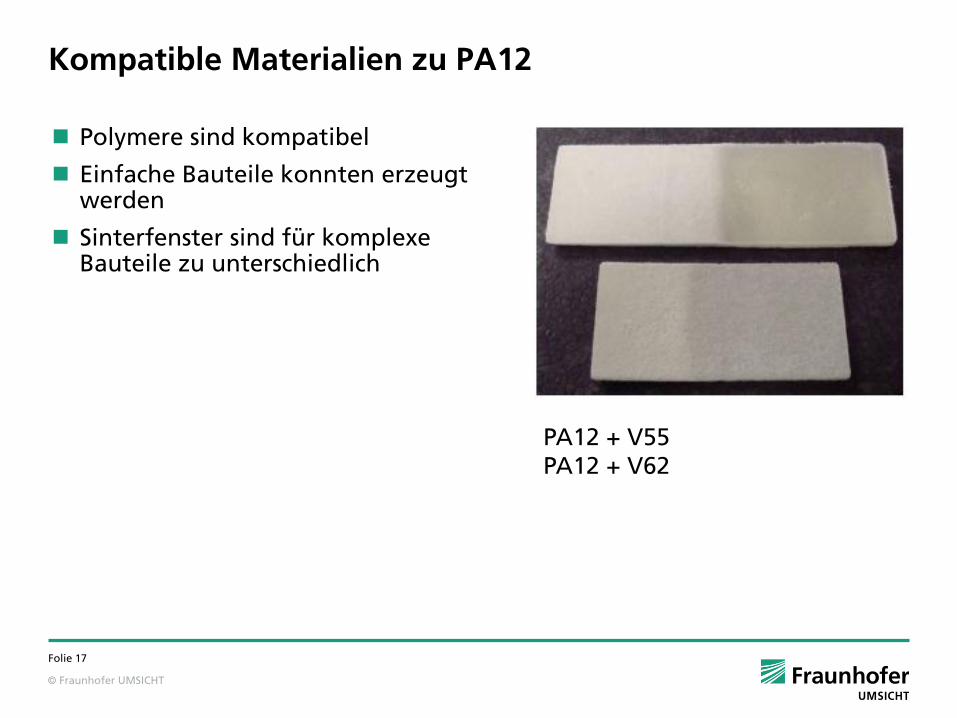
Kompatible Materialien zu PA12
PA12 + V55 PA12 + V62
Polymere sind kompatibel
Einfache Bauteile konnten erzeugt werden
Sinterfenster sind für komplexe Bauteile zu unterschiedlich
© Fraunhofer UMSICHT
Folie 18
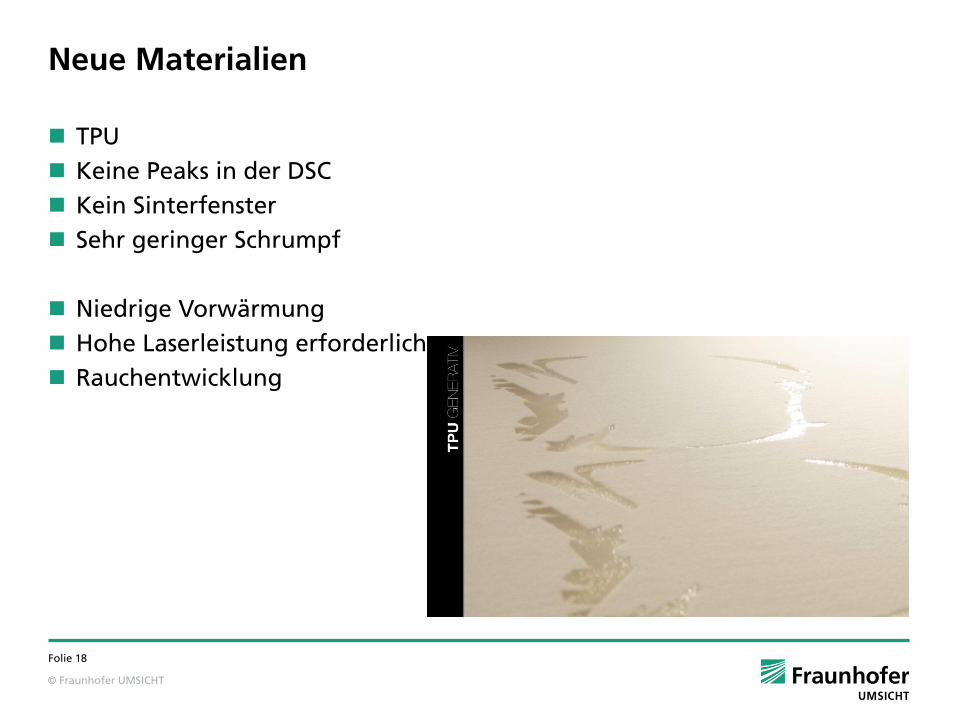
Neue Materialien
TPU
Keine Peaks in der DSC
Kein Sinterfenster
Sehr geringer Schrumpf
Niedrige Vorwärmung
Hohe Laserleistung erforderlich
Rauchentwicklung
© Fraunhofer UMSICHT
Folie 19
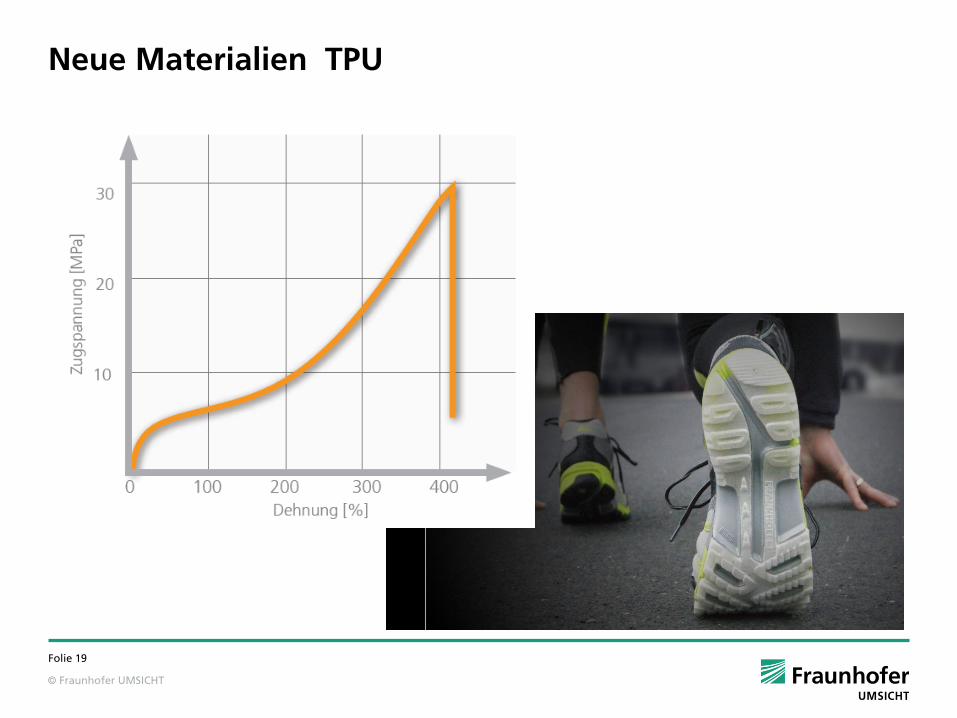
Neue Materialien TPU
© Fraunhofer UMSICHT
Folie 20
Ausblick
Mehrkomponentendosierung ist aufwändig aber scheint möglich
Materialauswahl ist sehr komplex
Versuch der Kombination verschiedener TPU Typen
Alternative Technologien
Sintermask (flächige Belichtung)
Dual Laser

© Fraunhofer UMSICHT
FRAUNHOFER UMSICHT Geschäftsfeld Werkstoffe und Interaktion
Vielen Dank für Ihre Aufmerksamkeit!
Fraunhofer UMSICHT Osterfelder Straße 3 46047 Oberhausen E-Mail: [email protected] Internet: www.umsicht.fraunhofer.de
Jan Blömer Telefon: +49 (0) 208-8598-1406 E-Mail: [email protected]