materia l catalogu e - · pdf filemateria l catalogu e april 2013 ... cg-8m astm a743 cg-8m...
TRANSCRIPT
M AT E R I A LCatalogue
A P R I L 2 0 1 3
Stel
oy C
astin
gs (P
ty) L
td4
Coba
lt St
reet
Eka
ndus
tria
Bro
nkho
rsts
prui
t 10
20PO
Box
159
1 Br
onkh
orst
spru
it 10
20 S
outh
Afr
ica
Tel +
27 (
0)13
933
-333
1 F
ax +
27 (
0)13
933
-365
3E-
mai
l inf
o@st
eloy
.com
W
ebsi
te w
ww
.ste
loy.
com
1 INDEX
AIN
TR
OD
UC
TIO
N
BC
OR
RO
SIO
N A
ND
HE
AT
RE
SIS
TAN
TS
TAIN
LES
S S
TE
ELS
AN
D L
OW
ALL
OY
ST
EE
LS
Co
bal
t S
tree
t P
lan
t
Ch
amd
or
Pla
nt
Gen
eral
info
rmat
ion
on
sta
inle
ssst
eels
an
d lo
w a
lloy
stee
ls
Aus
teni
tic c
ast
allo
ys
Mar
tens
itic
& f
errit
ic c
ast
allo
ys
Dup
lex
cast
allo
ys
Ste
el &
low
allo
y st
eels
, spe
cial
cas
t al
loys
CC
EN
TR
IFU
GA
LLY
CA
ST
ALL
OY
S &
P
RO
DU
CT
S
DIR
ON
BA
SE
ALL
OY
S
Tun
gst
en S
tree
t P
lan
t
Gen
eral
info
rmat
ion
on
iro
n
bas
e al
loys
Flak
e gr
aphi
te ir
ons
Sph
eroi
dal g
raph
ite ir
ons
Aus
teni
tic &
ni-h
ard
mar
tens
itic
cast
iro
ns
Car
bon
& c
arbo
n m
anga
nese
ste
els
Low
allo
y st
eels
EC
AS
TIN
GS
FO
R T
HE
P
ET
RO
CH
EM
ICA
L IN
DU
ST
RY
Typi
cal c
reep
rup
ture
str
engt
h ta
ble
Typi
cal c
reep
lim
iting
str
engt
h ta
ble
F T
HE
CA
ST
ING
PR
OC
ES
S
2 3 4 5 6 10 11 12 13 17 18 19 20 21 22 23 24 29 31 33

Founded in 1984, Steloy Castings ranks as the most advanced specialist foundry group in South Africa today – a position achieved through a dedication to quality, customer service and delivery.
The Steloy Castings headquarters and two of the company’s operational divisions are located in Ekandustria, Bronkhorstspruit, 100km northeast of Johannesburg, with a third satellite division in Chamdor, Krugersdorp, 30km west of Johannesburg. From its three foundry complexes, Steloy supplies a full range of stainless steel, super alloyed and carbon steel components to markets as diverse as pump and valve manufacturers as well as the petrochemical, heat treatment, cement, chemical, glass, paper, steel, ferro-alloy, aluminium, rolling stock and power generation industries. Spun tube is produced at South Africa’s only stainless steel centrifugal casting plant, which forms part of the Chamdor plant.
The acquisition of this third foundry has enabled the group to expand its services to the petrochemical sector from static castings such as tube sheets, brackets and fittings (which have been supplied for many years) to the
supply of fully fabricated coils assembled from static castings and spun cast tubes for reformer, ethylene cracking and direct reduction furnaces.
Steloy Castings operates in accordance with well-established quality assurance systems. Both the Cobalt and Tungsten Street plants are SABS ISO 9001:2008 listed, underwritten by SANAS and RvA, while the Chamdor plant has TÜV (Rheinland)
ISO 9001:2008 certification.
2 INTRODUCTION

Steloy Castings’ Cobalt Street facility produces high integrity, high performance stainless steel and alloy castings.
Equipment enables the production of castings ranging from 1kg to 2 000kg. An ARL emission spectrometer ensures compliance with all the relevant grades of materials and enables the foundry to analyse materials where the specification is unknown.
Moulding is carried out on cold box machines for castings up to 30kg fettled mass, or by means of the no-bake process for castings up to 2 000kg fettled mass. A shell moulding facility is used for castings to higher tolerances.A fully automatic LP gas fired temperature heat treatment furnace with temperature recorder, coupled to a water
quench facility, enables the heat treatment of all grades of castings produced in-house. In addition, a fully equipped pattern shop ensures independence from outside services.
As one of the first foundries to receive the ISO 9001 quality award, Steloy Castings is a leader in quality standards and fully conversant with international standards, currently accredited for ISO 9001:2008.
Steloy is currently also the only foundry group in South Africa to be certified by TÜV for the supply of castings with PED accreditation.
3 COBALT STREET PLANT
4 CHAMDOR PLANT
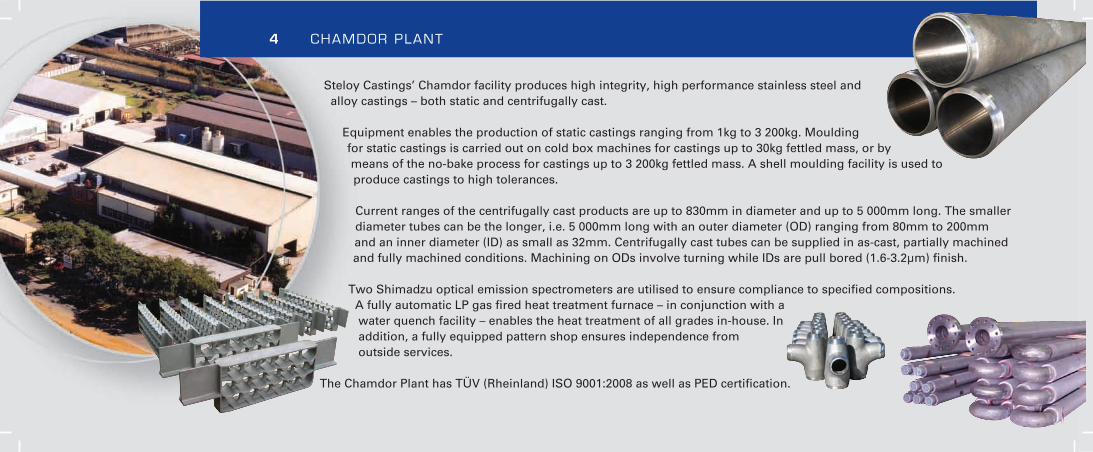
Steloy Castings’ Chamdor facility produces high integrity, high performance stainless steel and alloy castings – both static and centrifugally cast.
Equipment enables the production of static castings ranging from 1kg to 3 200kg. Moulding for static castings is carried out on cold box machines for castings up to 30kg fettled mass, or by means of the no-bake process for castings up to 3 200kg fettled mass. A shell moulding facility is used to produce castings to high tolerances.
Current ranges of the centrifugally cast products are up to 830mm in diameter and up to 5 000mm long. The smaller diameter tubes can be the longer, i.e. 5 000mm long with an outer diameter (OD) ranging from 80mm to 200mm and an inner diameter (ID) as small as 32mm. Centrifugally cast tubes can be supplied in as-cast, partially machined and fully machined conditions. Machining on ODs involve turning while IDs are pull bored (1.6-3.2µm) finish.
Two Shimadzu optical emission spectrometers are utilised to ensure compliance to specified compositions. A fully automatic LP gas fired heat treatment furnace – in conjunction with a
water quench facility – enables the heat treatment of all grades in-house. In addition, a fully equipped pattern shop ensures independence from
outside services.
The Chamdor Plant has TÜV (Rheinland) ISO 9001:2008 as well as PED certification.
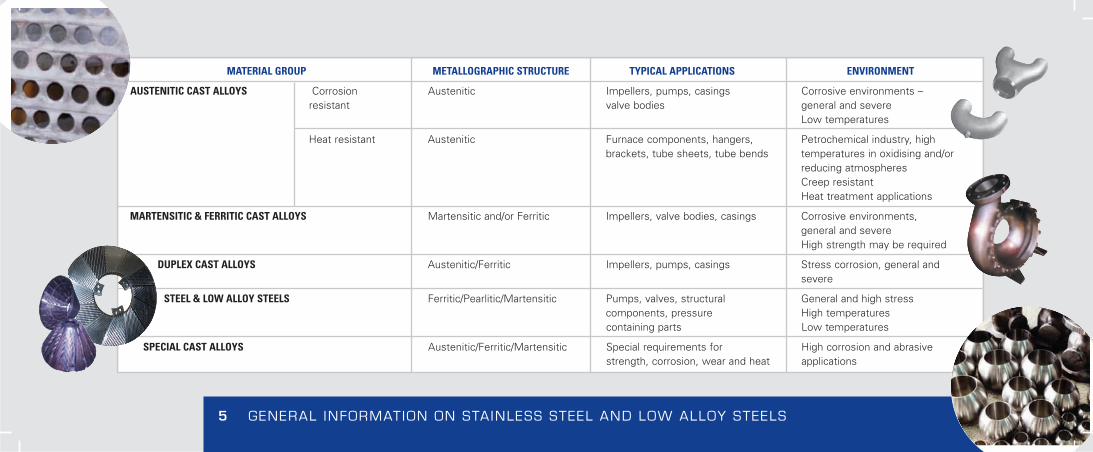
TNEMNORIVNESNOITACILPPA LACIPYTERUTCURTS CIHPARGOLLATEMPUORG LAIRETAM
AUSTENITIC CAST ALLOYS – stnemnorivne evisorroCsgnisac ,spmup ,srellepmIcitinetsuA noisorroCereves dna larenegseidob evlavtnatsiser
Low temperatures
hgih ,yrtsudni lacimehcorteP ,sregnah ,stnenopmoc ecanruFcitinetsuAtnatsiser taeHbrackets, tube sheets, tube bends temperatures in oxidising and/or
reducing atmospheresCreep resistantHeat treatment applications
MARTENSITIC & FERRITIC CAST ALLOYS Martensitic and/or Ferritic Impellers, valve bodies, casings Corrosive environments, general and severeHigh strength may be required
DUPLEX CAST ALLOYS Austenitic/Ferritic Impellers, pumps, casings Stress corrosion, general and severe
STEEL & LOW ALLOY STEELS Ferritic/Pearlitic/Martensitic Pumps, valves, structural General and high stresscomponents, pressure High temperatures
serutarepmet woLstrap gniniatnoc
SPECIAL CAST ALLOYS Austenitic/Ferritic/Martensitic Special requirements for High corrosion and abrasivestrength, corrosion, wear and heat applications
5 GENERAL INFORMATION ON STAINLESS STEEL AND LOW ALLOY STEELS
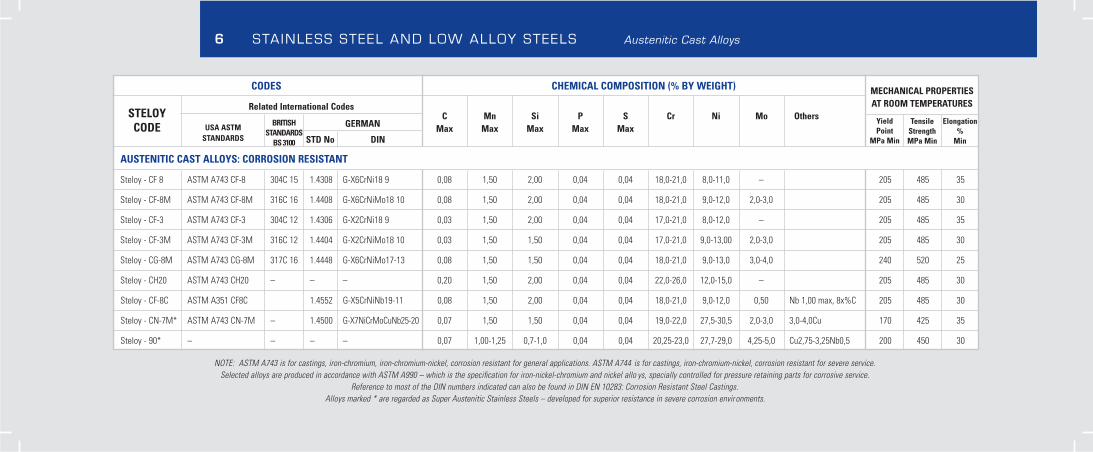
6 STAINLESS STEEL AND LOW ALLOY STEELS Austenitic Cast Alloys
)THGIEW YB %( NOITISOPMOC LACIMEHCSEDOC
Related International CodesC Mn Si P S Cr Ni Mo Others
Max Max Max Max Max
AUSTENITIC CAST ALLOYS: CORROSION RESISTANT
53584502–0,11-0,80,12-0,8140,040,000,205,180,09 81iNrC6X-G8034.151 C4038-FC 347A MTSA8 FC - yoletS
035845020,3-0,20,21-0,90,12-0,8140,040,000,205,180,001 81oMiNrC6X-G8044.161 C613M8-FC 347A MTSAM8-FC - yoletS
53584502–0,21-0,80,12-0,7140,040,000,205,130,09 81iNrC2X-G6034.121 C4033-FC 347A MTSA3-FC - yoletS
035845020,3-0,200,31-0,90,12-0,7140,040,005,105,130,001 81oMiNrC2X-G4044.121 C613M3-FC 347A MTSAM3-FC - yoletS
520250420,4-0,30,31-0,90,12-0,8140,040,005,105,180,031-71oMiNrC6X-G8444.161 C713M8-GC 347A MTSAM8-GC - yoletS
03584502–0,51-0,210,62-0,2240,040,000,205,102,0–––02HC 347A MTSA02HC - yoletS
Steloy - CF-8C ASTM A351 CF8C 1.4552 G-X5CrNiNb19-11 0,08 1,50 2,00 0,04 0,04 18,0-21,0 9,0-12,0 0,50 Nb 1,00 max, 8x%C 205 485 30
Steloy - CN-7M* ASTM A743 CN-7M – 1.4500 G-X7NiCrMoCuNb25-20 0,07 1,50 1,50 0,04 0,04 19,0-22,0 27,5-30,5 2,0-3,0 3,0-4,0Cu 170 425 35
Steloy - 90* – – – – 0,07 1,00-1,25 0,7-1,0 0,04 0,04 20,25-23,0 27,7-29,0 4,25-5,0 Cu2,75-3,25Nb0,5 200 450 30
STELOYCODE USA ASTM
STANDARDS
BRITISHSTANDARDS
BS 3100
YieldPoint
MPa Min
TensileStrengthMPa Min
Elongation%
Min
GERMAN
STD No DIN
MECHANICAL PROPERTIES AT ROOM TEMPERATURES
NOTE: ASTM A743 is for castings, iron-chromium, iron-chromium-nickel, corrosion resistant for general applications. ASTM A744 is for castings, iron-chromium-nickel, corrosion resistant for severe service. Selected alloys are produced in accordance with ASTM A990 – which is the specification for iron-nickel-chromium and nickel allo ys, specially controlled for pressure retaining parts for corrosive service.
Reference to most of the DIN numbers indicated can also be found in DIN EN 10283: Corrosion Resistant Steel Castings.Alloys marked * are regarded as Super Austenitic Stainless Steels – developed for superior resistance in severe corrosion environments.
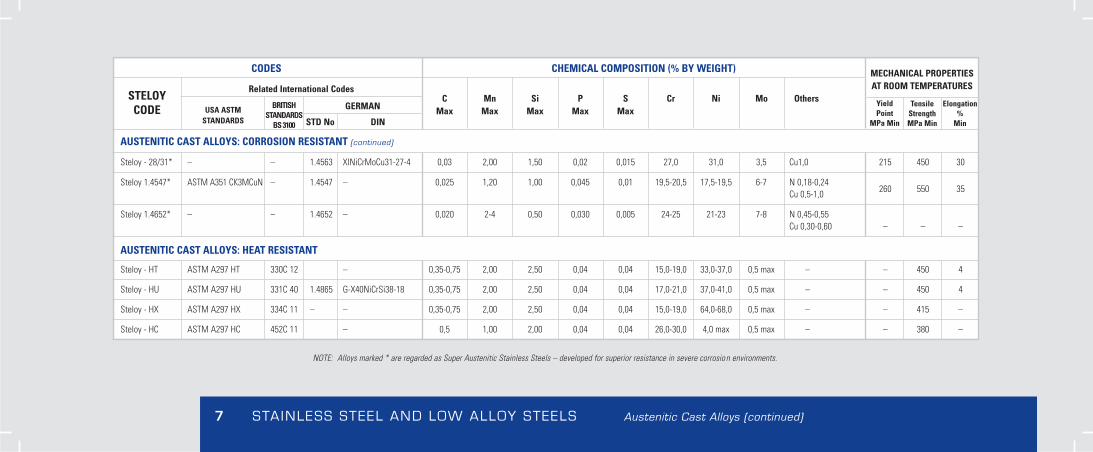
7 STAINLESS STEEL AND LOW ALLOY STEELS Austenitic Cast Alloys (continued)
)THGIEW YB %( NOITISOPMOC LACIMEHCSEDOC
Related International CodesC Mn Si P S Cr Ni Mo Others
Max Max Max Max Max
AUSTENITIC CAST ALLOYS: CORROSION RESISTANT (continued)
Steloy - 28/31* – – 1.4563 XlNiCrMoCu31-27-4 0,03 2,00 1,50 0,02 0,015 27,0 31,0 3,5 Cu1,0 215 450 30
Steloy 1.4547* ASTM A351 CK3MCuN – 1.4547 – 0,025 1,20 1,00 0,045 0,01 19,5-20,5 17,5-19,5 6-7 N 0,18-0,24260 550 35Cu 0,5-1,0
Steloy 1.4652* – – 1.4652 – 0,020 2-4 0,50 0,030 0,005 24-25 21-23 7-8 N 0,45-0,55Cu 0,30-0,60 – – –
AUSTENITIC CAST ALLOYS: HEAT RESISTANT
Steloy - HT ASTM A297 HT 330C 12 – 0,35-0,75 2,00 2,50 0,04 0,04 15,0-19,0 33,0-37,0 0,5 max – – 450 4
Steloy - HU ASTM A297 HU 331C 40 1.4865 G-X40NiCrSi38-18 0,35-0,75 2,00 2,50 0,04 0,04 17,0-21,0 37,0-41,0 0,5 max – – 450 4
Steloy - HX ASTM A297 HX 334C 11 – – 0,35-0,75 2,00 2,50 0,04 0,04 15,0-19,0 64,0-68,0 0,5 max – – 415 –
Steloy - HC ASTM A297 HC 452C 11 – 0,5 1,00 2,00 0,04 0,04 26,0-30,0 4,0 max 0,5 max – – 380 –
STELOYCODE USA ASTM
STANDARDS
BRITISHSTANDARDS
BS 3100
YieldPoint
MPa Min
TensileStrengthMPa Min
Elongation%
Min
GERMAN
STD No DIN
MECHANICAL PROPERTIES AT ROOM TEMPERATURES
NOTE: Alloys marked * are regarded as Super Austenitic Stainless Steels – developed for superior resistance in severe corrosion environments.
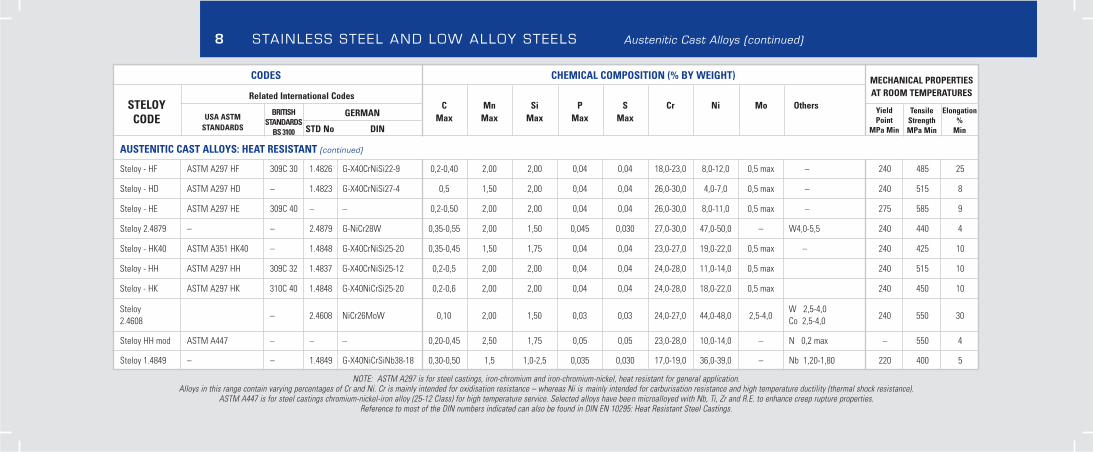
8 STAINLESS STEEL AND LOW ALLOY STEELS Austenitic Cast Alloys (continued)
)THGIEW YB %( NOITISOPMOC LACIMEHCSEDOC
Related International CodesC Mn Si P S Cr Ni Mo Others
Max Max Max Max Max
AUSTENITIC CAST ALLOYS: HEAT RESISTANT (continued)
Steloy - HF ASTM A297 HF 309C 30 1.4826 G-X40CrNiSi22-9 0,2-0,40 2,00 2,00 0,04 0,04 18,0-23,0 8,0-12,0 0,5 max – 240 485 25
Steloy - HD ASTM A297 HD – 1.4823 G-X40CrNiSi27-4 0,5 1,50 2,00 0,04 0,04 26,0-30,0 4,0-7,0 0,5 max – 240 515 8
Steloy - HE ASTM A297 HE 309C 40 – – 0,2-0,50 2,00 2,00 0,04 0,04 26,0-30,0 8,0-11,0 0,5 max – 275 585 9
Steloy 2.4879 – – 2.4879 G-NiCr28W 0,35-0,55 2,00 1,50 0,045 0,030 27,0-30,0 47,0-50,0 – W4,0-5,5 240 440 4
Steloy - HK40 ASTM A351 HK40 – 1.4848 G-X40CrNiSi25-20 0,35-0,45 1,50 1,75 0,04 0,04 23,0-27,0 19,0-22,0 0,5 max – 240 425 10
01515042xam 5,00,41-0,110,82-0,4240,040,000,200,25,0-2,021-52iSiNrC04X-G7384.123 C903HH 792A MTSAHH - yoletS
01054042xam 5,00,22-0,810,82-0,4240,040,000,200,26,0-2,002-52iSrCiN04X-G8484.104 C013KH 792A MTSAKH - yoletS
Steloy – 2.4608 NiCr26MoW 0,10 2,00 1,50 0,03 0,03 24,0-27,0 44,0-48,0 2,5-4,0
W 2,5-4,0240 550 302.4608 Co 2,5-4,0
Steloy HH mod ASTM A447 – – – 0,20-0,45 2,50 1,75 0,05 0,05 23,0-28,0 10,0-14,0 – N 0,2 max – 550 4
Steloy 1.4849 – – 1.4849 G-X40NiCrSiNb38-18 0,30-0,50 1,5 1,0-2,5 0,035 0,030 17,0-19,0 36,0-39,0 – Nb 1,20-1,80 220 400 5
STELOYCODE USA ASTM
STANDARDS
BRITISHSTANDARDS
BS 3100
YieldPoint
MPa Min
TensileStrengthMPa Min
Elongation%
Min
GERMAN
STD No DIN
MECHANICAL PROPERTIES AT ROOM TEMPERATURES
NOTE: ASTM A297 is for steel castings, iron-chromium and iron-chromium-nickel, heat resistant for general application.Alloys in this range contain varying percentages of Cr and Ni. Cr is mainly intended for oxidisation resistance – whereas Ni is mainly intended for carburisation resistance and high temperature ductility (thermal shock resistance).
ASTM A447 is for steel castings chromium-nickel-iron alloy (25-12 Class) for high temperature service. Selected alloys have been microalloyed with Nb, Ti, Zr and R.E. to enhance creep rupture properties.Reference to most of the DIN numbers indicated can also be found in DIN EN 10295: Heat Resistant Steel Castings.
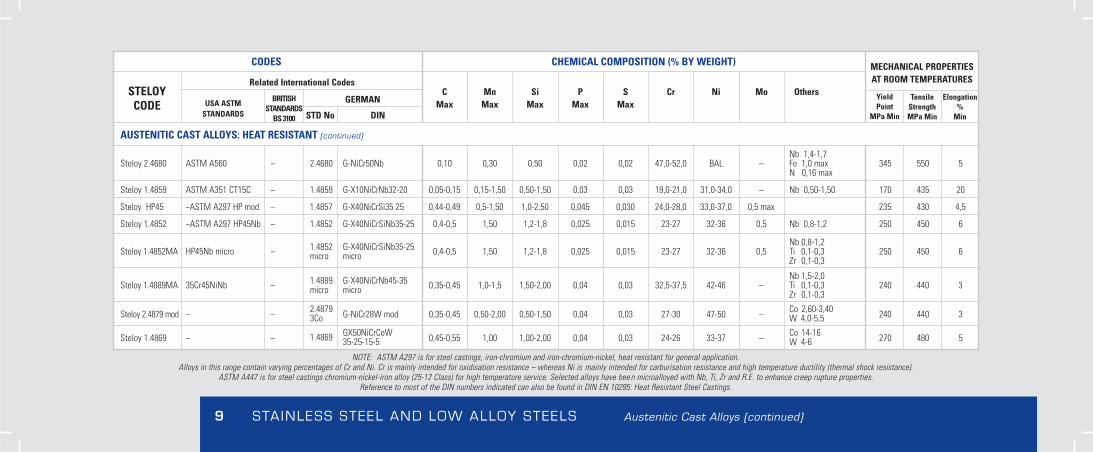
9 STAINLESS STEEL AND LOW ALLOY STEELS Austenitic Cast Alloys (continued)
STELOYCODE USA ASTM
STANDARDS
BRITISHSTANDARDS
BS 3100
YieldPoint
Mpa Min
TensileStrengthMpa Min
Elongation%
Min
GERMAN
STD No DIN
MECHANICAL PROPERTIES AT ROOM TEMPERATURES
NOTE: ASTM A297 is for steel castings, iron-chromium and iron-chromium-nickel, heat resistant for general application.Alloys in this range contain varying percentages of Cr and Ni. Cr is mainly intended for oxidisation resistance – whereas Ni is mainly intended for carburisation resistance and high temperature ductility (thermal shock resistance).
ASTM A447 is for steel castings chromium-nickel-iron alloy (25-12 Class) for high temperature service. Selected alloys have been microalloyed with Nb, Ti, Zr and R.E. to enhance creep rupture properties.Reference to most of the DIN numbers indicated can also be found in DIN EN 10295: Heat Resistant Steel Castings.
)THGIEW YB %( NOITISOPMOC LACIMEHCSEDOC
Related International CodesC Mn Si P S Cr Ni Mo Others
Max Max Max Max Max
AUSTENITIC CAST ALLOYS: HEAT RESISTANT (continued)
Nb 1,4-1,7Steloy 2.4680 ASTM A560 – 2.4680 G-NiCr50Nb 0,10 0,30 0,50 0,02 0,02 47,0-52,0 BAL – Fe 1,0 max 345 550 5
N 0,16 max
Steloy 1.4859 ASTM A351 CT15C – 1.4859 G-X10NiCrNb32-20 0,05-0,15 0,15-1,50 0,50-1,50 0,03 0,03 19,0-21,0 31,0-34,0 – Nb 0,50-1,50 170 435 20
5,4034532xam 5,00,73-0,330,82-0,42030,0540,005,2-0,105,1-5,094,0-44,052 53iSrCiN04X-G7584.1–dom PH 792A MTSA~54PH yoletS
Steloy 1.4852 ~ASTM A297 HP45Nb – 1.4852 G-X40NiCrSiNb35-25 0,4-0,5 1,50 1,2-1,8 0,025 0,015 23-27 32-36 0,5 Nb 0,8-1,2 250 450 6
1.4852 G-X40NiCrSiNb35-25 Nb 0,8-1,2Steloy 1.4852MA HP45Nb micro – micro micro 0,4-0,5 1,50 1,2-1,8 0,025 0,015 23-27 32-36 0,5 Ti 0,1-0,3 250 450 6
Zr 0,1-0,3
1.4889 G-X40NiCrNb45-35 Nb 1,5-2,0Steloy 1.4889MA 35Cr45NiNb – micro micro 0,35-0,45 1,0-1,5 1,50-2,00 0,04 0,03 32,5-37,5 42-46 – Ti 0,1-0,3 240 440 3
Zr 0,1-0,3
2.4879 Co 2,60-3,40Steloy 2.4879 mod – – 3Co G-NiCr28W mod 0,35-0,45 0,50-2,00 0,50-1,50 0,04 0,03 27-30 47-50 – W 4,0-5,5 240 440 3
1.4869 GX50NiCrCoW Co 14-16Steloy 1.4869 – – 35-25-15-5 0,45-0,55 1,00 1,00-2,00 0,04 0,03 24-26 33-37 – W 4-6 270 480 5
STELOYCODE USA ASTM
STANDARDS
BRITISHSTANDARDS
BS 3100
YieldPoint
MPa Min
TensileStrengthMPa Min
Elongation%
Min
GERMAN
STD No DIN
MECHANICAL PROPERTIES AT ROOM TEMPERATURES
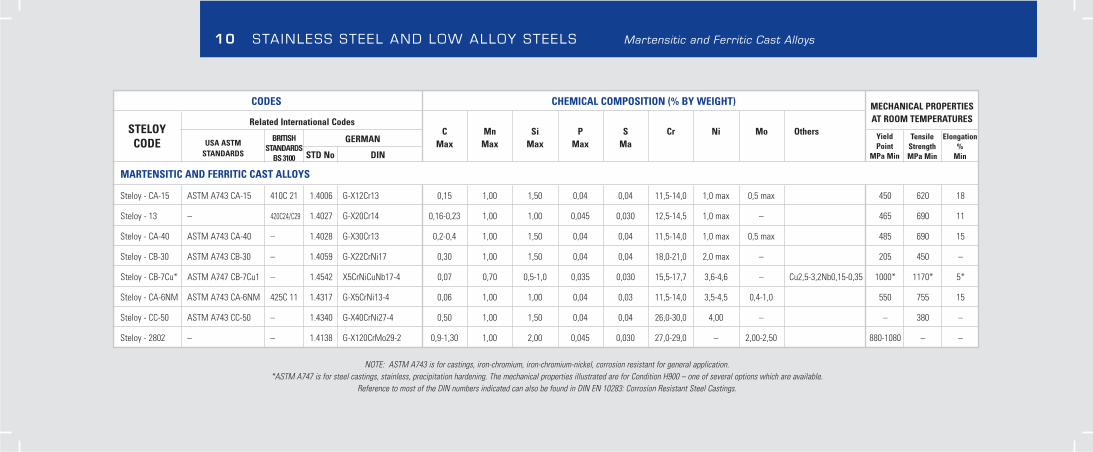
10 STAINLESS STEEL AND LOW ALLOY STEELS Martensitic and Ferritic Cast Alloys
NOTE: ASTM A743 is for castings, iron-chromium, iron-chromium-nickel, corrosion resistant for general application. *ASTM A747 is for steel castings, stainless, precipitation hardening. The mechanical properties illustrated are for Condition H900 – one of several options which are available.
Reference to most of the DIN numbers indicated can also be found in DIN EN 10283: Corrosion Resistant Steel Castings.
)THGIEW YB %( NOITISOPMOC LACIMEHCSEDOC
Related International CodesC Mn Si P S Cr Ni Mo Others
Max Max Max Max Ma
MARTENSITIC AND FERRITIC CAST ALLOYS
81026054xam 5,0xam 0,10,41-5,1140,040,005,100,151,031rC21X-G6004.112 C01451-AC 347A MTSA51-AC - yoletS
Steloy - 13 – 420C24/C29 11096564–xam 0,15,41-5,21030,0540,000,100,132,0-61,041rC02X-G7204.1
51096584xam 5,0xam 0,10,41-5,1140,040,005,100,14,0-2,031rC03X-G8204.1–04-AC 347A MTSA04-AC - yoletS
–054502–xam 0,20,12-0,8140,040,005,100,103,071iNrC22X-G9504.1–03-BC 347A MTSA03-BC - yoletS
Steloy - CB-7Cu* ASTM A747 CB-7Cu1 – 1.4542 X5CrNiCuNb17-4 0,07 0,70 0,5-1,0 0,035 0,030 15,5-17,7 3,6-4,6 – Cu2,5-3,2Nb0,15-0,35 1000* 1170* 5*
515570550,1-4,05,4-5,30,41-5,1130,040,000,100,160,04-31iNrC5X-G7134.111 C524MN6-AC 347A MTSAMN6-AC - yoletS
–083––00,40,03-0,6240,040,005,100,105,04-72iNrC04X-G0434.1–05-CC 347A MTSA05-CC - yoletS
Steloy - 2802 – – 1.4138 G-X120CrMo29-2 0,9-1,30 1,00 2,00 0,045 0,030 27,0-29,0 – 2,00-2,50 880-1080 – –
STELOYCODE USA ASTM
STANDARDS
BRITISHSTANDARDS
BS 3100
YieldPoint
MPa Min
TensileStrengthMPa Min
Elongation%
Min
GERMAN
STD No DIN
MECHANICAL PROPERTIES AT ROOM TEMPERATURES
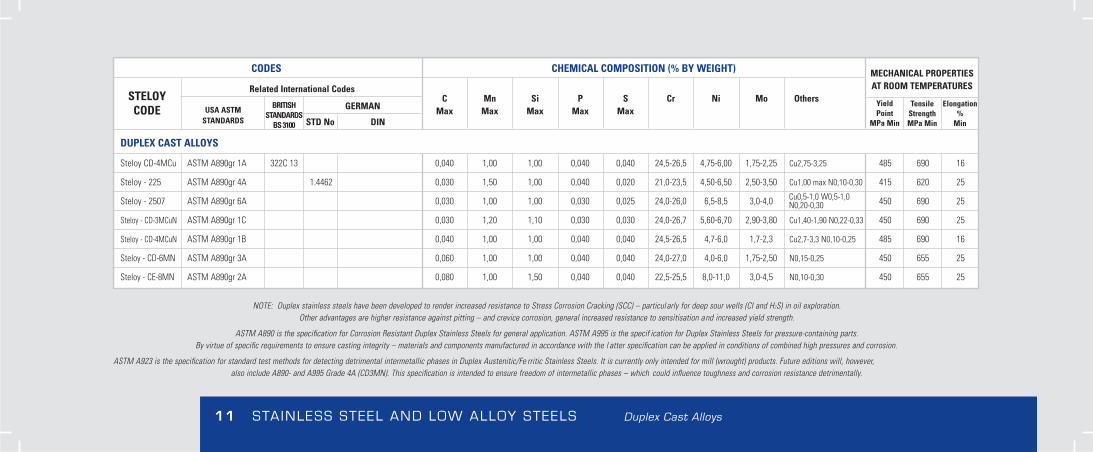
11 STAINLESS STEEL AND LOW ALLOY STEELS Duplex Cast Alloys
)THGIEW YB %( NOITISOPMOC LACIMEHCSEDOC
Related International CodesC Mn Si P S Cr Ni Mo Others
Max Max Max Max Max
DUPLEX CAST ALLOYS
52,2-57,100,6-57,45,62-5,42040,0040,000,100,1040,031 C223A1 rg098A MTSAuCM4-DC yoletS Cu2,75-3,25 485 690 16
05,3-05,205,6-05,45,32-0,12020,0040,000,105,1030,02644.1A4 rg098A MTSA522 - yoletS Cu1,00 max N0,10-0,30 415 620 25
520960540,4-0,35,8-5,60,62-0,42520,0030,000,100,1030,0A6 rg098A MTSA7052 - yoletS
Steloy - CD-3MCuN 08,3-09,207,6-06,57,62-0,42030,0030,001,102,1030,0C1 rg098A MTSA Cu1,40-1,90 N0,22-0,33 450 690 25
Steloy - CD-4MCuN 3,2-7,10,6-7,45,62-5,42040,0040,000,100,1040,0B1 rg098A MTSA Cu2,7-3,3 N0,10-0,25 485 690 16
Steloy - CD-6MN 05,2-57,10,6-0,40,72-0,42040,0040,000,100,1060,0A3 rg098A MTSA N0,15-0,25 450 655 25
Steloy - CE-8MN 5,4-0,30,11-0,85,52-5,22040,0040,005,100,1080,0A2 rg098A MTSA N0,10-0,30 450 655 25
STELOYCODE USA ASTM
STANDARDS
BRITISHSTANDARDS
BS 3100
YieldPoint
MPa Min
TensileStrengthMPa Min
Elongation%
Min
GERMAN
STD No DIN
MECHANICAL PROPERTIES AT ROOM TEMPERATURES
NOTE: Duplex stainless steels have been developed to render increased resistance to Stress Corrosion Cracking (SCC) – particularly for deep sour wells (CI and H2S) in oil exploration. Other advantages are higher resistance against pitting – and crevice corrosion, general increased resistance to sensitisation and increased yield strength.
ASTM A890 is the specification for Corrosion Resistant Duplex Stainless Steels for general application. ASTM A995 is the specif ication for Duplex Stainless Steels for pressure-containing parts. By virtue of specific requirements to ensure casting integrity – materials and components manufactured in accordance with the l atter specification can be applied in conditions of combined high pressures and corrosion.
ASTM A923 is the specification for standard test methods for detecting detrimental intermetallic phases in Duplex Austenitic/Fe rritic Stainless Steels. It is currently only intended for mill (wrought) products. Future editions will, however, also include A890- and A995 Grade 4A (CD3MN). This specification is intended to ensure freedom of intermetallic phases – which could influence toughness and corrosion resistance detrimentally.
Cu0,5-1,0 W0,5-1,0 N0,20-0,30
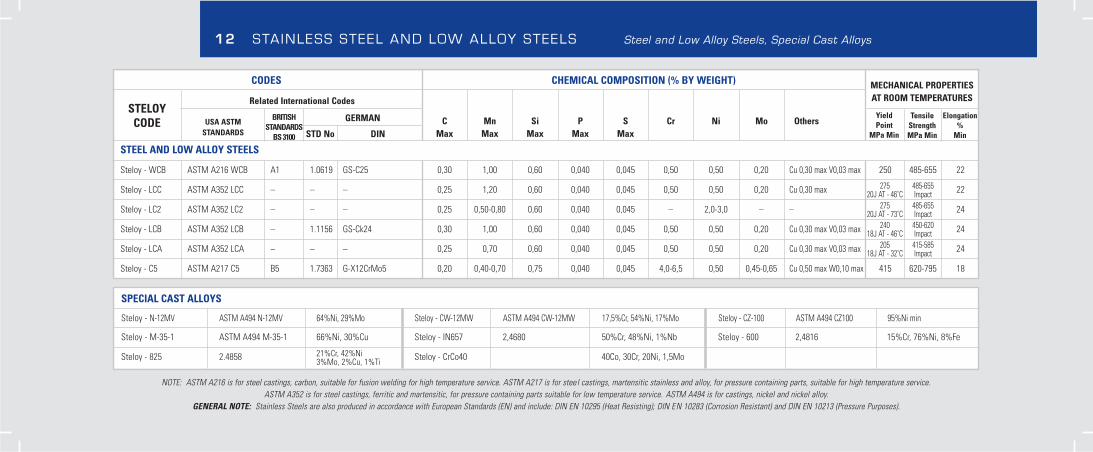
12 STAINLESS STEEL AND LOW ALLOY STEELS Steel and Low Alloy Steels, Special Cast Alloys
)THGIEW YB %( NOITISOPMOC LACIMEHCSEDOC
Related International Codes
C Mn Si P S Cr Ni Mo OthersMax Max Max Max Max
STEEL AND LOW ALLOY STEELS
Steloy - WCB ASTM A216 WCB A1 1.0619 GS-C25 0,30 1,00 0,60 0,040 0,045 0,50 0,50 0,20 Cu 0,30 max V0,03 max 250 485-655 22
Steloy - LCC ASTM A352 LCC – – – 0,25 1,20 0,60 0,040 0,045 0,50 0,50 0,20 Cu 0,30 max 22
Steloy - LC2 ASTM A352 LC2 – – – 0,25 0,50-0,80 0,60 0,040 0,045 – 2,0-3,0 – – 24
Steloy - LCB ASTM A352 LCB – 1.1156 GS-Ck24 0,30 1,00 0,60 0,040 0,045 0,50 0,50 0,20 Cu 0,30 max V0,03 max 24
Steloy - LCA ASTM A352 LCA – – – 0,25 0,70 0,60 0,040 0,045 0,50 0,50 0,20 Cu 0,30 max V0,03 max 24
Steloy - C5 ASTM A217 C5 B5 1.7363 G-X12CrMo5 0,20 0,40-0,70 0,75 0,040 0,045 4,0-6,5 0,50 0,45-0,65 Cu 0,50 max W0,10 max 415 620-795 18
STELOYCODE USA ASTM
STANDARDS
BRITISHSTANDARDS
BS 3100
YieldPoint
MPa Min
TensileStrengthMPa Min
Elongation%
Min
GERMAN
STD No DIN
MECHANICAL PROPERTIES AT ROOM TEMPERATURES
275 485-65520J AT - 46˚C Impact
275 485-65520J AT - 73˚C Impact
240 450-62018J AT - 46˚C Impact
205 415-58518J AT - 32˚C Impact
NOTE: ASTM A216 is for steel castings, carbon, suitable for fusion welding for high temperature service. ASTM A217 is for steel castings, martensitic stainless and alloy, for pressure containing parts, suitable for high temperature service. ASTM A352 is for steel castings, ferritic and martensitic, for pressure containing parts suitable for low temperature service. ASTM A494 is for castings, nickel and nickel alloy.
GENERAL NOTE: Stainless Steels are also produced in accordance with European Standards (EN) and include: DIN EN 10295 (Heat Resisting); DIN EN 10283 (Corrosion Resistant) and DIN EN 10213 (Pressure Purposes).
SPECIAL CAST ALLOYS
Steloy - N-12MV ASTM A494 N-12MV 64%Ni, 29%Mo Steloy - CW-12MW ASTM A494 CW-12MW 17,5%Cr, 54%Ni, 17%Mo Steloy - CZ-100 ASTM A494 CZ100 95%Ni min
Steloy - M-35-1 ASTM A494 M-35-1 66%Ni, 30%Cu Steloy - IN657 2,4680 50%Cr, 48%Ni, 1%Nb Steloy - 600 2,4816 15%Cr, 76%Ni, 8%Fe
oM5,1 ,iN02 ,rC03 ,oC0404oCrC - yoletS8584.2528 - yoletS 21%Cr, 42%Ni3%Mo, 2%Cu, 1%Ti

13 CENTRIFUGALLY CAST ALLOYS & PRODUCTS
This method of tube manufacturing has a distinct advantage over static casting due to the extreme gravitational forces present
during solidification in conjunction with relatively fast solidification rates. These produce an extraordinary level of metal
soundness and minimised segregation, both major contributing factors in achieving exceptional metallurgical integrity.
Some discarded (lower density) material can be contained in a thin layer on the inner bore surface of the tube, but is easily
removed via machining, pull boring in particular.
Steloy Castings’ (horizontal) centrifugally cast range consists of the following:
1. Tubes for high temperature and high pressure applications (typically those found in the petrochemical industry)
2. Pipes for high-temperature and high-pressure applications
3. Pipes for corrosion resistant applications
4. Hollow bar and tube for general engineering applications.
1. TUBES FOR HIGH TEMPERATURE AND HIGH PRESSURE APPLICATIONS (REFORMING & CRACKING)
These tubes – particularly reformer, cracking and catalyst tubes – are primarily produced for the petrochemical
industry and manufactured in accordance with the general requirements of ASTM A608. Three major properties
required are creep, scaling and corrosion resistance.
This range is discussed in more detail in the section referring to the petrochemical industry.
2. PIPES FOR HIGH TEMPERATURE AND HIGH PRESSURE APPLICATIONS
(NB. The “high temperatures” referred to here are far lower than those associated with applications requiring tubes
manufactured to A608.)
• ASTM A660 is the standard specification for centrifugally cast carbon steel pipe for high temperature service.
Steel pipe manufactured to A660 is suitable for fusion welding, bending and other forming operations. The
various chemistries of the grades listed are closely related to those of ASTM A216 materials used for
static castings.
• ASTM A426 is the standard specification for centrifugally cast ferritic alloy steel pipe for high
temperature service. This specification contains several grades of ferritic steel. The chemistries of the
grades listed in this specification are closely related to those of the ASTM A217 materials (static castings).
• ASTM A451 is the standard specification for centrifugally cast austenitic steel pipe for high temperature
service. This specification covers austenitic alloy steel pipe for use in high temperature, corrosive or nuclear
service and involves a number of austenitic steels. The chemistries of grades listed in this specification are closely
related to a number of those in ASTM A351 (static castings). Of specific importance is the fact that none of the alloys
listed in this specification has a carbon content in excess of 0.20%. The carbon content is thus much lower than that of the
grades listed in either ASTM A608 or A297.
14 CENTRIFUGALLY CAST ALLOYS & PRODUCTS (continued)
3. FERRITIC/AUSTENITIC STAINLESS STEEL PIPE FOR CORROSIVE ENVIRONMENTS
ASTM A872 is the standard specification for centrifugally cast ferritic/austenitic stainless steel pipe for corrosive
environments.
This specification covers a number of duplex stainless steels. It should be noted that the intended application is for
corrosive environments. Prolonged periods at elevated temperatures will lead to embrittlement.
The chemistries of the grades listed in the specification are closely related to a number of those in ASTM A890
(static castings).
4. ALTERNATIVE TO PRODUCTS USUALLY PRODUCED AS (WROUGHT) HOLLOW BAR
Economy of scale, standardised dimensions and material compositions and minimum order quantities are
often a cause for concern when hollow bar is considered in engineering applications.
Due to the exceptional metallurgical integrity and flexibility in terms of chemistry and dimensions that can
be achieved with spun casting as well as the fact that there are fewer limitations with regard to minimum
order quantities, there are few cases where spun cast tubes cannot be considered a suitable alternate to
hollow bar.
15 CENTRIFUGALLY CAST ALLOYS & PRODUCTS (continued)
Steloy Castings produces a number of products for both direct use as thick-walled
tubes (hollow bar) and indirect use, where tube is cut into smaller sections for use
as cylinders or even rings and bushes.
Although it is a policy of Steloy Castings to produce only in accordance with acknowledged cast
specifications, special provision has been made to accommodate specific customer requirements.
This involves the following:
- The customer provides a mutually acceptable specification, including acceptance criteria.
- Spun tube is produced in accordance with the chemistry of other acknowledged cast specifications but
mechanical properties (implicitly excluded) are subject to mutual agreement. A typical example will be
ASTM A915. Specification ASTM A958, on the other hand, makes provision for tensile properties but
impact properties are excluded.
- Tubes can be supplied in as-cast condition, machined or cut and machined, and with or without heat
treatment.
- Machining can include pull boring of the inner diameter and turning of the outer diameter.
16 CENTRIFUGALLY CAST ALLOYS & PRODUCTS (continued)
17 TUNGSTEN STREET PLANT
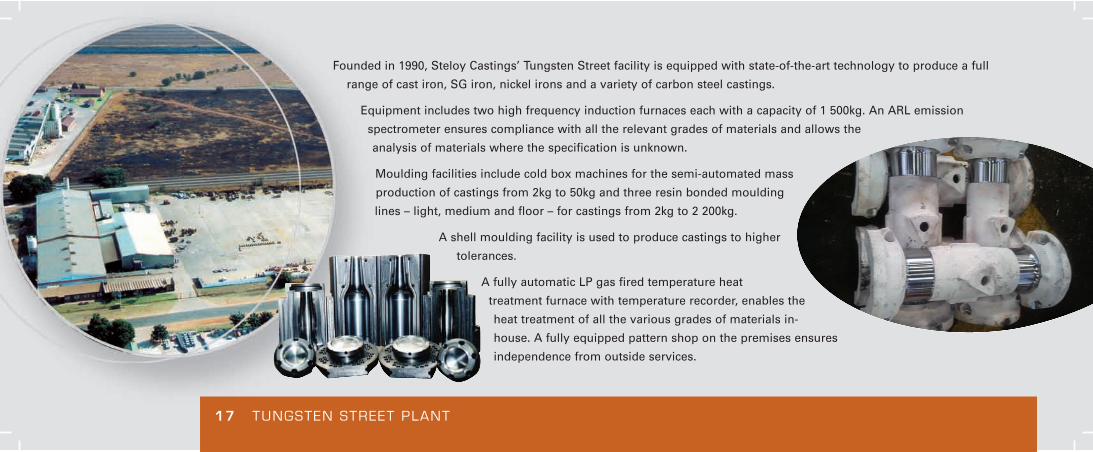
Founded in 1990, Steloy Castings’ Tungsten Street facility is equipped with state-of-the-art technology to produce a full
range of cast iron, SG iron, nickel irons and a variety of carbon steel castings.
Equipment includes two high frequency induction furnaces each with a capacity of 1 500kg. An ARL emission
spectrometer ensures compliance with all the relevant grades of materials and allows the
analysis of materials where the specification is unknown.
Moulding facilities include cold box machines for the semi-automated mass
production of castings from 2kg to 50kg and three resin bonded moulding
lines – light, medium and floor – for castings from 2kg to 2 200kg.
A shell moulding facility is used to produce castings to higher
tolerances.
A fully automatic LP gas fired temperature heat
treatment furnace with temperature recorder, enables the
heat treatment of all the various grades of materials in-
house. A fully equipped pattern shop on the premises ensures
independence from outside services.
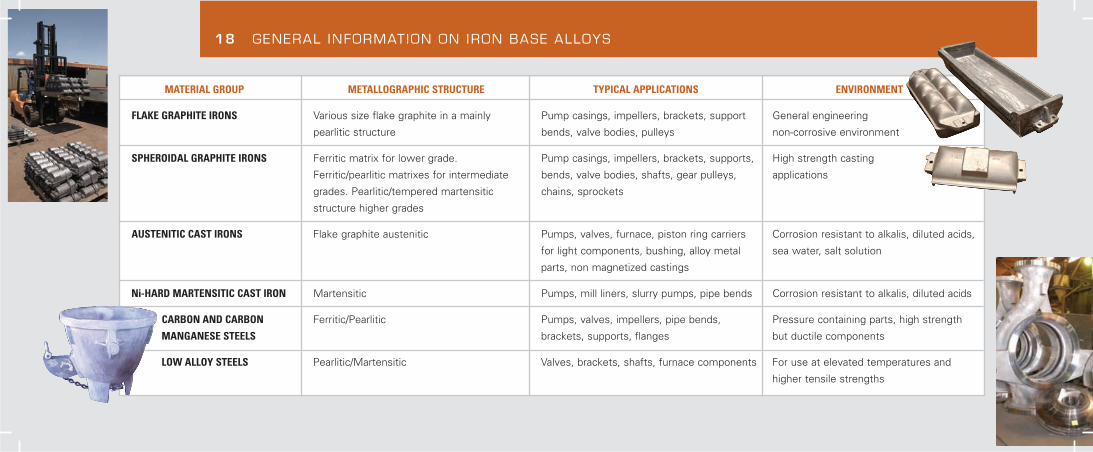
18 GENERAL INFORMATION ON IRON BASE ALLOYS
TNEMNORIVNESNOITACILPPA LACIPYTERUTCURTS CIHPARGOLLATEMPUORG LAIRETAM
FLAKE GRAPHITE IRONS Various size flake graphite in a mainly Pump casings, impellers, brackets, support General engineering
tnemnorivne evisorroc-non syellup ,seidob evlav ,sdneberutcurts citilraep
SPHEROIDAL GRAPHITE IRONS Ferritic matrix for lower grade. Pump casings, impellers, brackets, supports, High strength casting
Ferritic/pearlitic matrixes for intermediate bends, valve bodies, shafts, gear pulleys, applications
grades. Pearlitic/tempered martensitic chains, sprockets
structure higher grades
AUSTENITIC CAST IRONS ,sdica detulid ,silakla ot tnatsiser noisorroCsreirrac gnir notsip ,ecanruf ,sevlav ,spmuP citinetsua etihparg ekalF
for light components, bushing, alloy metal sea water, salt solution
parts, non magnetized castings
Ni-HARD MARTENSITIC CAST IRON sdica detulid ,silakla ot tnatsiser noisorroCsdneb epip ,spmup yrruls ,srenil llim ,spmuP citisnetraM
CARBON AND CARBON htgnerts hgih ,strap gniniatnoc erusserP ,sdneb epip ,srellepmi ,sevlav ,spmuPcitilraeP/citirreF
MANGANESE STEELS brackets, supports, flanges but ductile components
LOW ALLOY STEELS dna serutarepmet detavele ta esu roFstnenopmoc ecanruf ,stfahs ,stekcarb ,sevlaVcitisnetraM/citilraeP
higher tensile strengths
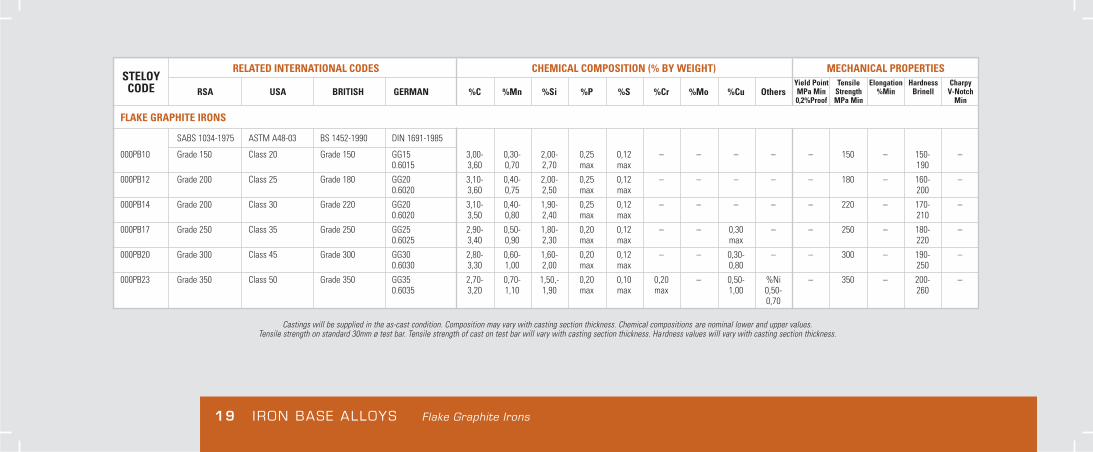
19 IRON BASE ALLOYS Flake Graphite Irons
SEITREPORP LACINAHCEM)THGIEW YB %( NOITISOPMOC LACIMEHCSEDOC LANOITANRETNI DETALER
RSA USA BRITISH GERMAN %C %Mn %Si %P %S %Cr %Mo %Cu Others
FLAKE GRAPHITE IRONS
SABS 1034-1975 ASTM A48-03 BS 1452-1990 DIN 1691-1985
000PB10 Grade 150 Class 20 Grade 150 GG15 3,00- 0,30- 2,00- 0,25 0,12 – – – – – 150 – 150- –091xamxam07,207,006,35106.0
000PB12 Grade 200 Class 25 Grade 180 GG20 3,10- 0,40- 2,00- 0,25 0,12 – – – – – 180 – 160- –002xamxam05,257,006,30206.0
000PB14 Grade 200 Class 30 Grade 220 GG20 3,10- 0,40- 1,90- 0,25 0,12 – – – – – 220 – 170- –012xamxam04,208,005,30206.0
000PB17 Grade 250 Class 35 Grade 250 GG25 2,90- 0,50- 1,80- 0,20 0,12 – – 0,30 – – 250 – 180- –022xamxamxam03,209,004,35206.0
000PB20 Grade 300 Class 45 Grade 300 GG30 2,80- 0,60- 1,60- 0,20 0,12 – – 0,30- – – 300 – 190- –05208,0xamxam00,200,103,30306.0
000PB23 Grade 350 Class 50 Grade 350 GG35 2,70- 0,70- 1,50,- 0,20 0,10 0,20 – 0,50- %Ni – 350 – 200- –062-05,000,1xamxamxam09,101,102,35306.0
0,70
STELOYCODE Yield Point
MPa Min0,2%Proof
TensileStrengthMPa Min
Elongation%Min
HardnessBrinell
CharpyV-Notch
Min
Castings will be supplied in the as-cast condition. Composition may vary with casting section thickness. Chemical compositions are nominal lower and upper values.Tensile strength on standard 30mm ø test bar. Tensile strength of cast on test bar will vary with casting section thickness. Hardness values will vary with casting section thickness.
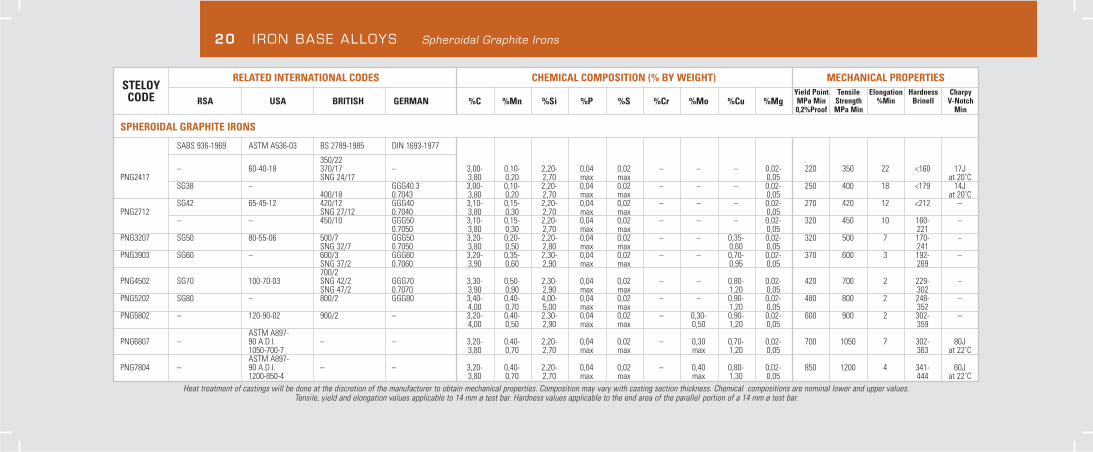
20 IRON BASE ALLOYS Spheroidal Graphite Irons
SEITREPORP LACINAHCEM)THGIEW YB %( NOITISOPMOC LACIMEHCSEDOC LANOITANRETNI DETALER
RSA USA BRITISH GERMAN %C %Mn %Si %P %S %Cr %Mo %Cu %Mg
SPHEROIDAL GRAPHITE IRONS
SABS 936-1969 ASTM A536-03 BS 2789-1985 DIN 1693-1977
350/22– 60-40-18 370/17 – 3,00- 0,10- 2,20- 0,04 0,02 – – – 0,02- 220 350 22 <160 17J
C˚02 ta50,0xamxam07,202,008,371/42 GNS7142GNPJ41971<81004052-20,0–––20,040,0-02,2-01,0-00,33.04GGG–83GS
C˚02 ta50,0xamxam07,202,008,33407.081/004SG42 65-45-12 420/12 GGG40 3,10- 0,15- 2,20- 0,04 0,02 – – – 0,02- 270 420 12 <212 –
50,0xamxam07,203,008,30407.021/72 GNS2172GNP– – 450/10 GGG50 3,10- 0,15- 2,20- 0,04 0,02 – – – 0,02- 320 450 10 160- –
12250,0xamxam07,203,008,30507.0PNG3207 SG50 80-55-06 500/7 GGG50 3,20- 0,20- 2,20- 0,04 0,02 – – 0,35- 0,02- 320 500 7 170- –
14250,006,0xamxam08,205,008,30507.07/23 GNSPNG3903 SG60 – 600/3 GGG60 3,20- 0,35- 2,30- 0,04 0,02 – – 0,70- 0,02- 370 600 3 192- –
96250,059,0xamxam09,206,009,30607.02/73 GNS700/2
PNG4502 SG70 100-70-03 SNG 42/2 GGG70 3,30- 0,50- 2,30- 0,04 0,02 – – 0,80- 0,02- 420 700 2 229- –20350,002,1xamxam09,209,009,30707.02/74 GNS
PNG5202 SG80 – 800/2 GGG80 3,40- 0,40- 4,00- 0,04 0,02 – – 0,90- 0,02- 480 800 2 248- –25350,002,1xamxam00,507,000,4
PNG5802 – 120-90-02 900/2 – 3,20- 0,40- 2,30- 0,04 0,02 – 0,30- 0,90- 0,02- 600 900 2 302- –95350,002,105,0xamxam09,205,000,4
ASTM A897-PNG6807 – 90 A.D.I. – – 3,20- 0,40- 2,20- 0,04 0,02 – 0,30 0,70- 0,02- 700 1050 7 302- 80J
C˚22 ta36350,002,1xamxamxam07,207,008,37-007-0501ASTM A897-
PNG7804 – 90 A.D.I. – – 3,20- 0,40- 2,20- 0,04 0,02 – 0,40 0,80- 0,02- 850 1200 4 341- 60JC˚22 ta44450,003,1xamxamxam07,207,008,34-058-0021
STELOYCODE Yield Point
MPa Min0,2%Proof
TensileStrengthMPa Min
Elongation%Min
HardnessBrinell
CharpyV-Notch
Min
Heat treatment of castings will be done at the discretion of the manufacturer to obtain mechanical properties. Composition may vary with casting section thickness. Chemical compositions are nominal lower and upper values.Tensile, yield and elongation values applicable to 14 mm ø test bar. Hardness values applicable to the end area of the parallel portion of a 14 mm ø test bar.
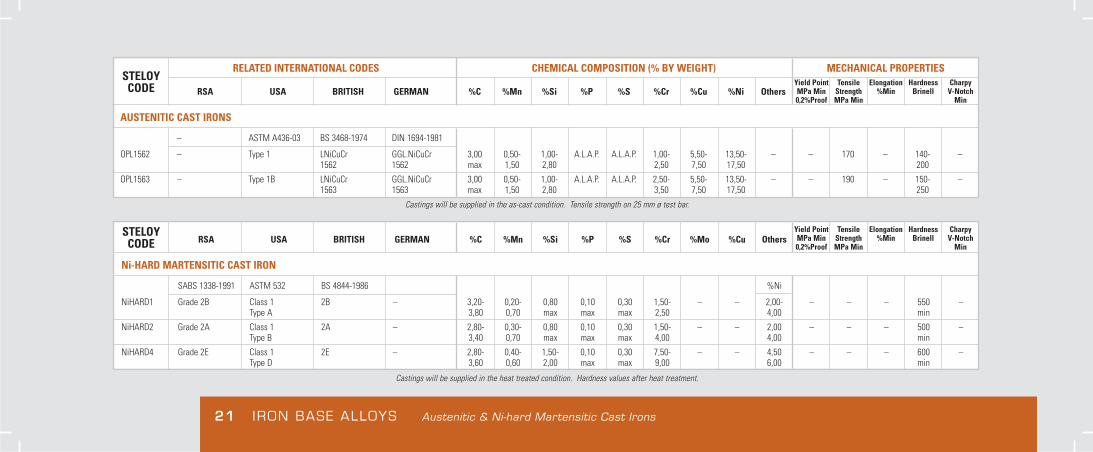
21 IRON BASE ALLOYS Austenitic & Ni-hard Martensitic Cast Irons
SEITREPORP LACINAHCEM)THGIEW YB %( NOITISOPMOC LACIMEHCSEDOC LANOITANRETNI DETALER
RSA USA BRITISH GERMAN %C %Mn %Si %P %S %Cr %Cu %Ni Others
AUSTENITIC CAST IRONS
– ASTM A436-03 BS 3468-1974 DIN 1694-1981
OPL1562 – Type 1 LNiCuCr GGL.NiCuCr 3,00 0,50- 1,00- A.L.A.P. A.L.A.P. 1,00- 5,50- 13,50- – – 170 – 140- –00205,7105,705,208,205,1xam26512651
OPL1563 – Type 1B LNiCuCr GGL.NiCuCr 3,00 0,50- 1,00- A.L.A.P. A.L.A.P. 2,50- 5,50- 13,50- – – 190 – 150- –05205,7105,705,308,205,1xam36513651
STELOYCODE
STELOYCODE
Yield PointMPa Min0,2%Proof
TensileStrengthMPa Min
Elongation%Min
HardnessBrinell
CharpyV-Notch
Min
Yield PointMPa Min0,2%Proof
TensileStrengthMPa Min
Elongation%Min
HardnessBrinell
CharpyV-Notch
Min
Castings will be supplied in the heat treated condition. Hardness values after heat treatment.
Castings will be supplied in the as-cast condition. Tensile strength on 25 mm ø test bar.
RSA USA BRITISH GERMAN %C %Mn %Si %P %S %Cr %Mo %Cu Others
Ni-HARD MARTENSITIC CAST IRON
SABS 1338-1991 ASTM 532 BS 4844-1986 %Ni
NiHARD1 Grade 2B Class 1 2B – 3,20- 0,20- 0,80 0,10 0,30 1,50- – – 2,00- – – – 550 –nim00,405,2xamxamxam07,008,3A epyT
NiHARD2 Grade 2A Class 1 2A – 2,80- 0,30- 0,80 0,10 0,30 1,50- – – 2,00 – – – 500 –nim00,400,4xamxamxam07,004,3B epyT
NiHARD4 Grade 2E Class 1 2E – 2,80- 0,40- 1,50- 0,10 0,30 7,50- – – 4,50 – – – 600 –nim00,600,9xamxam00,206,006,3D epyT
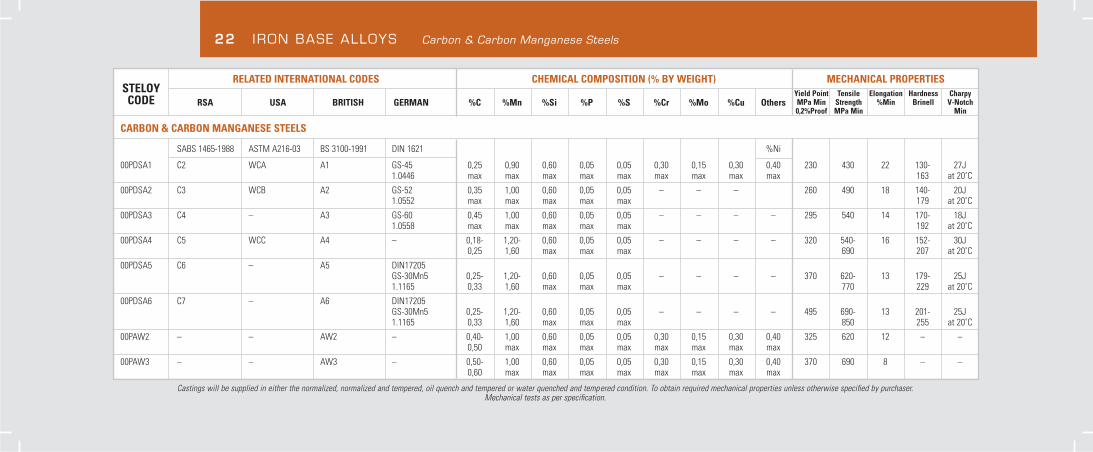
22 IRON BASE ALLOYS Carbon & Carbon Manganese Steels
SEITREPORP LACINAHCEM)THGIEW YB %( NOITISOPMOC LACIMEHCSEDOC LANOITANRETNI DETALER
RSA USA BRITISH GERMAN %C %Mn %Si %P %S %Cr %Mo %Cu Others
CARBON & CARBON MANGANESE STEELS
SABS 1465-1988 ASTM A216-03 BS 3100-1991 DIN 1621 %Ni
00PDSA1 C2 WCA A1 GS-45 0,25 0,90 0,60 0,05 0,05 0,30 0,15 0,30 0,40 230 430 22 130- 27JC˚02 ta361xamxamxamxamxamxamxamxamxam6440.1
00PDSA2 C3 WCB A2 GS-52 0,35 1,00 0,60 0,05 0,05 – – – 260 490 18 140- 20JC˚02 ta971xamxamxamxamxam2550.1
00PDSA3 C4 – A3 GS-60 0,45 1,00 0,60 0,05 0,05 – – – – 295 540 14 170- 18JC˚02 ta291xamxamxamxamxam8550.1
00PDSA4 C5 WCC A4 – 0,18- 1,20- 0,60 0,05 0,05 – – – – 320 540- 16 152- 30JC˚02 ta702096xamxamxam06,152,0
00PDSA5 C6 – A5 DIN17205GS-30Mn5 0,25- 1,20- 0,60 0,05 0,05 – – – – 370 620- 13 179- 25J
C˚02 ta922077xamxamxam06,133,05611.1
00PDSA6 C7 – A6 DIN17205GS-30Mn5 0,25- 1,20- 0,60 0,05 0,05 – – – – 495 690- 13 201- 25J
C˚02 ta552058xamxamxam06,133,05611.1
00PAW2 – – AW2 – 0,40- 1,00 0,60 0,05 0,05 0,30 0,15 0,30 0,40 325 620 12 – –0,50 max max max max max max max max
00PAW3 – – AW3 – 0,50- 1,00 0,60 0,05 0,05 0,30 0,15 0,30 0,40 370 690 8 – –0,60 max max max max max max max max
STELOYCODE
Yield PointMPa Min0,2%Proof
TensileStrengthMPa Min
Elongation%Min
HardnessBrinell
Charpy V-Notch
Min
Castings will be supplied in either the normalized, normalized and tempered, oil quench and tempered or water quenched and tempered condition. To obtain required mechanical properties unless otherwise specified by purchaser.Mechanical tests as per specification.
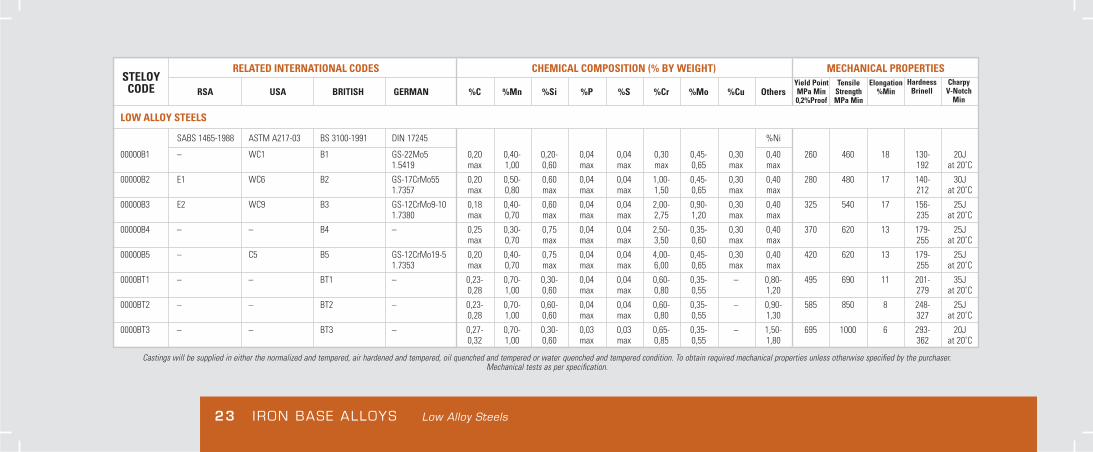
23 IRON BASE ALLOYS Low Alloy Steels
SEITREPORP LACINAHCEM)THGIEW YB %( NOITISOPMOC LACIMEHCSEDOC LANOITANRETNI DETALER
RSA USA BRITISH GERMAN %C %Mn %Si %P %S %Cr %Mo %Cu Others
LOW ALLOY STEELS
SABS 1465-1988 ASTM A217-03 BS 3100-1991 DIN 17245 %Ni
00000B1 – WC1 B1 GS-22Mo5 0,20 0,40- 0,20- 0,04 0,04 0,30 0,45- 0,30 0,40 260 460 18 130- 20JC˚02 ta291xamxam56,0xamxamxam06,000,1xam9145.1
00000B2 E1 WC6 B2 GS-17CrMo55 0,20 0,50- 0,60 0,04 0,04 1,00- 0,45- 0,30 0,40 280 480 17 140- 30JC˚02 ta212xamxam56,005,1xamxamxam08,0xam7537.1
00000B3 E2 WC9 B3 GS-12CrMo9-10 0,18 0,40- 0,60 0,04 0,04 2,00- 0,90- 0,30 0,40 325 540 17 156- 25JC˚02 ta532xamxam02,157,2xamxamxam07,0xam0837.1
00000B4 – – B4 – 0,25 0,30- 0,75 0,04 0,04 2,50- 0,35- 0,30 0,40 370 620 13 179- 25JC˚02 ta552xamxam06,005,3xamxamxam07,0xam
00000B5 – C5 B5 GS-12CrMo19-5 0,20 0,40- 0,75 0,04 0,04 4,00- 0,45- 0,30 0,40 420 620 13 179- 25JC˚02 ta552xamxam56,000,6xamxamxam07,0xam3537.1
0000BT1 – – BT1 – 0,23- 0,70- 0,30- 0,04 0,04 0,60- 0,35- – 0,80- 495 690 11 201- 35JC˚02 ta97202,155,008,0xamxam06,000,182,0
0000BT2 – – BT2 – 0,23- 0,70- 0,60- 0,04 0,04 0,60- 0,35- – 0,90- 585 850 8 248- 25JC˚02 ta72303,155,008,0xamxam06,000,182,0
0000BT3 – – BT3 – 0,27- 0,70- 0,30- 0,03 0,03 0,65- 0,35- – 1,50- 695 1000 6 293- 20JC˚02 ta26308,155,058,0xamxam06,000,123,0
STELOYCODE
Yield PointMPa Min0,2%Proof
TensileStrengthMPa Min
Elongation%Min
Castings will be supplied in either the normalized and tempered, air hardened and tempered, oil quenched and tempered or water quenched and tempered condition. To obtain required mechanical properties unless otherwise specified by the purchaser.Mechanical tests as per specification.
HardnessBrinell
Charpy V-Notch
Min
When alloys are cast for the petrochemical industry, two requirements are of paramount importance:
• Corrosion resistance
• Heat resistance
Corrosion resistant alloys are covered under Austenitic Cast Alloys: Corrosion Resistant on page 6.
Distinction is made between static and centrifugally cast product. Heat resistant alloys are cast for
both heat treatment and petrochemical applications. Due to the more expansive application of
these alloys in the petrochemical industry, this will be the main focus of further discussion.
Castings are classified as heat resistant if they are capable of sustained operation while exposed
(intermittently or continuously) to temperatures that will result in metal temperatures of 650°C and higher. Of
paramount interest are:
• Corrosion and scaling resistance at high temperatures
• Dimensional stability, i.e. resistance to warping, cracking and
thermal fatigue
• Resistance to plastic flow, i.e. creep strength
24 CASTINGS FOR THE PETROCHEMICAL INDUSTRY
25 CASTINGS FOR THE PETROCHEMICAL INDUSTRY (continued)
PROPERTIES
The role of the various alloying elements can be summarised as follows:
Chromium is primarily responsible for resistance to oxidisation (scaling) and uniform corrosion. This is related to the extremely stable oxide
layer formed by this element.
Nickel promotes an austenitic microstructure, thereby promoting thermal shock resistance and prevention of sigma phase formation.
Micro-alloying elements such as Nb, Ti and Zr are added to enhance creep strength through carbide formation.
It should be noted that creep resistant alloys also contain a significant quantity of carbon, required for solid solution strengthening as well as
carbide formation. Of further importance is the aspect of secondary carbide formation, where carbides precipitate during operation at high
temperatures. Precipitation takes place at operating temperature, within the austenite grains, contributing to strength and creep resistance.
Other alloying elements used, for either solid solution or precipitation strengthening, are Mo, Si, W, Co and R.E.Metals.
Steloy Castings produces a wide range of heat resistant alloys in both static castings and centrifugally cast tubes and pipes.
The current range of heat resistant alloys is the culmination of the application-driven alloy evolution that has taken place in
the petrochemical industry.
ASTM A297 provides – apart from indicating the (application-related) variance in Cr and Ni contents – a reference point for
the structured discussion of alloy development.
pipes.
STATIC CASTINGS
The ASTM A297 specification is intended for general applications (implicitly for static castings). Further development
and modification had to take place, using this ASTM A297 as basis, in order to meet the stringent requirements of the
petrochemical industry.
ASTM A447 – the standard specification for steel castings, chromium-nickel-iron alloy (25-12 class) for high temperature
service – is an example where the industry, designers and producers have realised the limitations of the standard ASTM
A297 gr HH specification. This specification contains a number of appropriate mandatory and supplementary requirements,
all aimed at ensuring sufficient casting integrity and material properties as would be required by the intended application of
(amongst others) petroleum still tube supports and similar applications up to 1095°C.
ASTM A297 gr HK has also been modified to Grade HK 40 (currently listed in ASTM A351). In this case more stringent requirements have been
placed on the % carbon range, while inclusion into A 351 will imply increased assurance of casting integrity.
ASTM A297 gr HP has been modified to Grade HP 45 and although it is not formally listed as such in any of the current ASTM
specifications, it must be regarded as one of the most significant alloy developments for the petrochemical industry. Apart from
forming the basis of the alloy to which all recent micro-alloying additions have been made in order to produce static castings for
supports, bends, hangers, brackets and tube sheets, it also overlaps with the current status quo regarding the majority of
centrifugally cast (spun tube) alloys.
26 CASTINGS FOR THE PETROCHEMICAL INDUSTRY (continued)
27 CASTINGS FOR THE PETROCHEMICAL INDUSTRY (continued)
CENTRIFUGALLY CAST PIPES AND TUBES
The production of and specifications for centrifugally cast tubes are discussed in detail under Centrifugal Casting on pages 13
to 15. Some of the specifications, e.g. ASTM A 660, ASTM A426 also refer to pipes for high temperature applications and
could have been included in this section.
The application-driven evolution of spun cast alloys for high temperature applications can be discussed in a way similar
to that of static casting specifications.
The original BS 4534 specification for weldable Cr – Ni centrifugally cast steel tubes and ASTM A608 specification for
centrifugally cast iron-nickel-chromium high-alloy tubing for pressure application at high temperatures can be regarded as the basis
of further application-driven alloy development in centrifugally cast alloys.
The alloys listed in both these specifications reveal the same tendencies as A 297, where application-related variances in the Cr and Ni
contents can clearly be observed. Of specific importance, though, is the fact that grade HK40 is already indicated as such in the
ASTM A608 specification. The whole range of alloys listed in this specification have already – when compared to the A 297
specification – been subjected to intentional limitations of the % carbon range.
Grade HP45 does not yet feature in any of the current ASTM (spun tube) specifications. The tendency regarding further
development, particularly the introduction of micro-alloying elements, is, however, identical to that observed for static castings.
28 CASTINGS FOR THE PETROCHEMICAL INDUSTRY (continued)
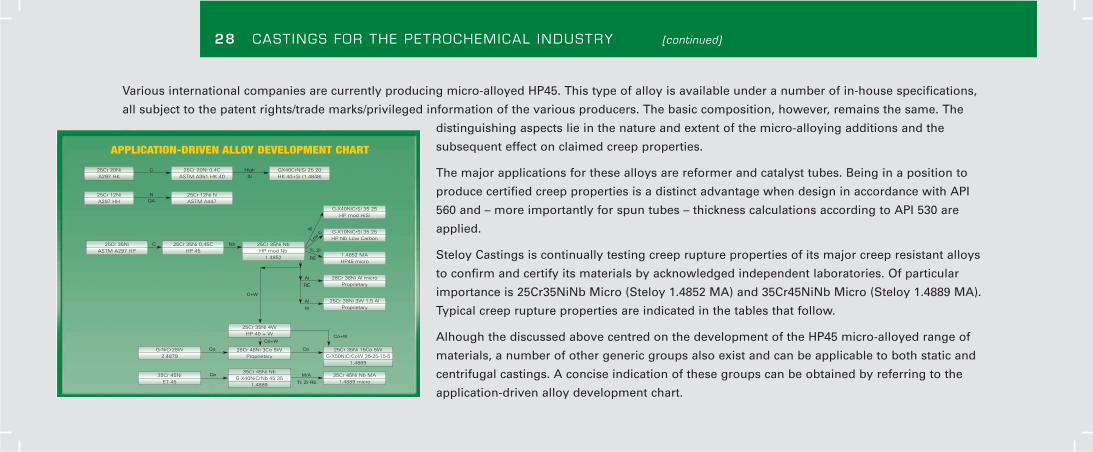
Various international companies are currently producing micro-alloyed HP45. This type of alloy is available under a number of in-house specifications,
all subject to the patent rights/trade marks/privileged information of the various producers. The basic composition, however, remains the same. The
distinguishing aspects lie in the nature and extent of the micro-alloying additions and the
subsequent effect on claimed creep properties.
The major applications for these alloys are reformer and catalyst tubes. Being in a position to
produce certified creep properties is a distinct advantage when design in accordance with API
560 and – more importantly for spun tubes – thickness calculations according to API 530 are
applied.
Steloy Castings is continually testing creep rupture properties of its major creep resistant alloys
to confirm and certify its materials by acknowledged independent laboratories. Of particular
importance is 25Cr35NiNb Micro (Steloy 1.4852 MA) and 35Cr45NiNb Micro (Steloy 1.4889 MA).
Typical creep rupture properties are indicated in the tables that follow.
Alhough the discussed above centred on the development of the HP45 micro-alloyed range of
materials, a number of other generic groups also exist and can be applicable to both static and
centrifugal castings. A concise indication of these groups can be obtained by referring to the
application-driven alloy development chart.
C High
Si
NQA
C Nb
Si
RE
Al
RE
Al
W
C+W
Co+WCo+W
Co
Co
Co
25Cr 20NiA297 HK
25Cr 20Ni 0,4CASTM A351 HK 40
25Cr 12Ni NASTM A447
25Cr 12NiA297 HH
GX40CrNiSi 25 20HK 40+Si (1.4848)
25Cr 35NiASTM A297 HP
25Cr 35Ni 0,45CHP 45
G-X40NiCrSi 35 25HP mod HiSi
G-X10NiCrSi 35 25HP Nb Low Carbon
1.4852 MAHP45 micro
28Cr 38Ni Al microProprietary
25Cr 38Ni 3W 1,5 AlProprietary
25Cr 35Ni NbHP mod Nb
1.4852
25Cr 35Ni 4WHP 40 + W
28Cr 48Ni 3Co 5WProprietary
G-NiCr28W2.4879
35Cr 45NiET 45
35Cr 45Ni Nb MA1.4889 micro
35Cr 45Ni NbG-X40NiCrNb 45 35
1.4889
25Cr 35Ni 15Co 5WG-X50NiCrCoW 35-25-15-5
1.4869
Low C
Ti, Zr
M/A
Ti, Zr RE
APPLICATION-DRIVEN ALLOY DEVELOPMENT CHART
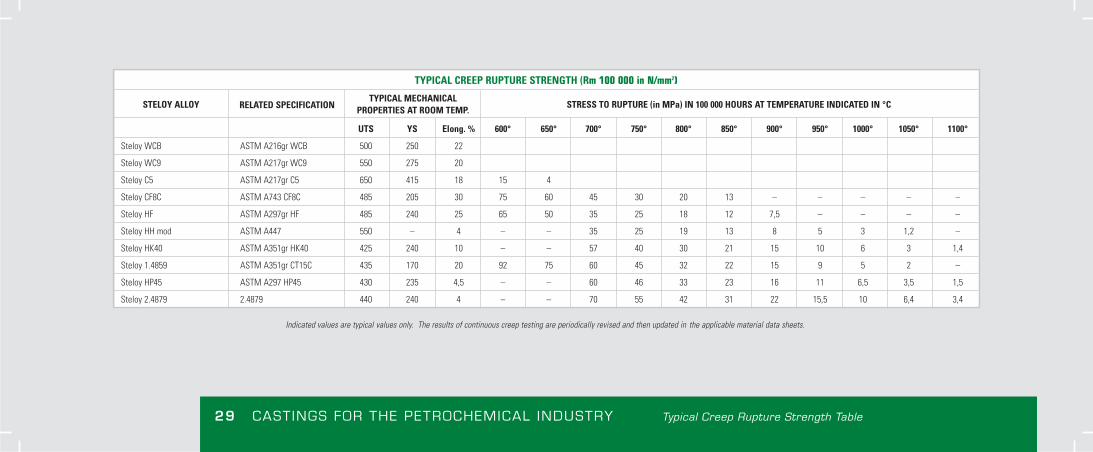
29 CASTINGS FOR THE PETROCHEMICAL INDUSTRY Typical Creep Rupture Strength Table
TYPICAL CREEP RUPTURE STRENGTH (Rm 100 000 in N/mm2)
UTS YS Elong. % 600° 650° 700° 750° 800° 850° 900° 950° 1000° 1050° 1100°
Steloy WCB ASTM A216gr WCB 500 250 22
Steloy WC9 ASTM A217gr WC9 550 275 20
Steloy C5 ASTM A217gr C5 650 415 18 15 4
Steloy CF8C ASTM A743 CF8C 485 205 30 75 60 45 30 20 13 – – – – –
Steloy HF ASTM A297gr HF 485 240 25 65 50 35 25 18 12 7,5 – – – –
Steloy HH mod ASTM A447 550 – 4 – – 35 25 19 13 8 5 3 1,2 –
Steloy HK40 ASTM A351gr HK40 425 240 10 – – 57 40 30 21 15 10 6 3 1,4
Steloy 1.4859 ASTM A351gr CT15C 435 170 20 92 75 60 45 32 22 15 9 5 2 –
Steloy HP45 ASTM A297 HP45 430 235 4,5 – – 60 46 33 23 16 11 6,5 3,5 1,5
4,34,6015,512213245507––40420449784.29784.2 yoletS
RELATED SPECIFICATIONTYPICAL MECHANICAL
PROPERTIES AT ROOM TEMP.STRESS TO RUPTURE (in MPa) IN 100 000 HOURS AT TEMPERATURE INDICATED IN °CSTELOY ALLOY
Indicated values are typical values only. The results of continuous creep testing are periodically revised and then updated in the applicable material data sheets.
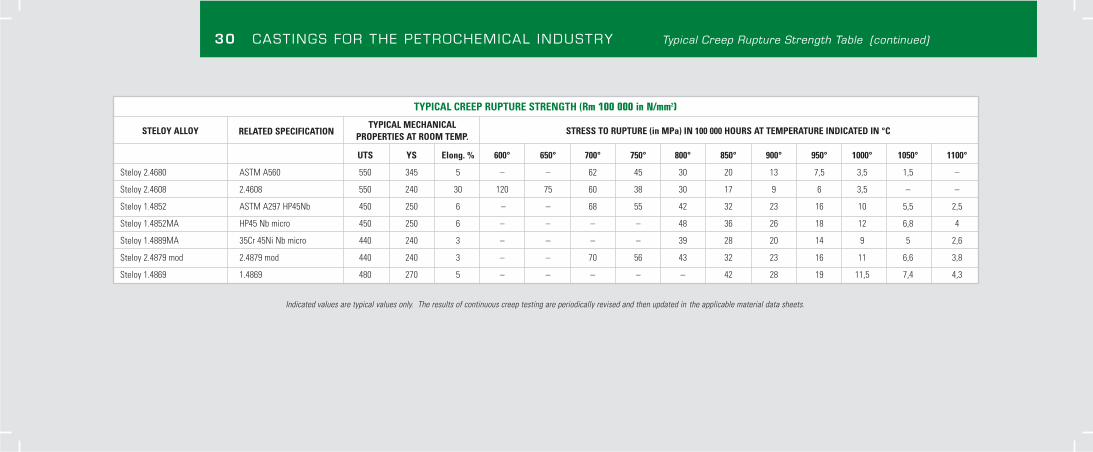
30 CASTINGS FOR THE PETROCHEMICAL INDUSTRY Typical Creep Rupture Strength Table (continued)
TYPICAL CREEP RUPTURE STRENGTH (Rm 100 000 in N/mm2)
UTS YS Elong. % 600° 650° 700° 750° 800° 850° 900° 950° 1000° 1050° 1100°
Steloy 2.4680 ASTM A560 550 345 5 – – 62 45 30 20 13 7,5 3,5 1,5 –
––5,3697103830657021030420558064.28064.2 yoletS
Steloy 1.4852 ASTM A297 HP45Nb 450 250 6 – – 68 55 42 32 23 16 10 5,5 2,5
Steloy 1.4852MA HP45 Nb micro 450 250 6 – – – – 48 36 26 18 12 6,8 4
Steloy 1.4889MA 35Cr 45Ni Nb micro 440 240 3 – – – – 39 28 20 14 9 5 2,6
Steloy 2.4879 mod 2.4879 mod 440 240 3 – – 70 56 43 32 23 16 11 6,6 3,8
3,44,75,11918224–––––50720849684.19684.1 yoletS
RELATED SPECIFICATIONTYPICAL MECHANICAL
PROPERTIES AT ROOM TEMP.STRESS TO RUPTURE (in MPa) IN 100 000 HOURS AT TEMPERATURE INDICATED IN °CSTELOY ALLOY
Indicated values are typical values only. The results of continuous creep testing are periodically revised and then updated in the applicable material data sheets.
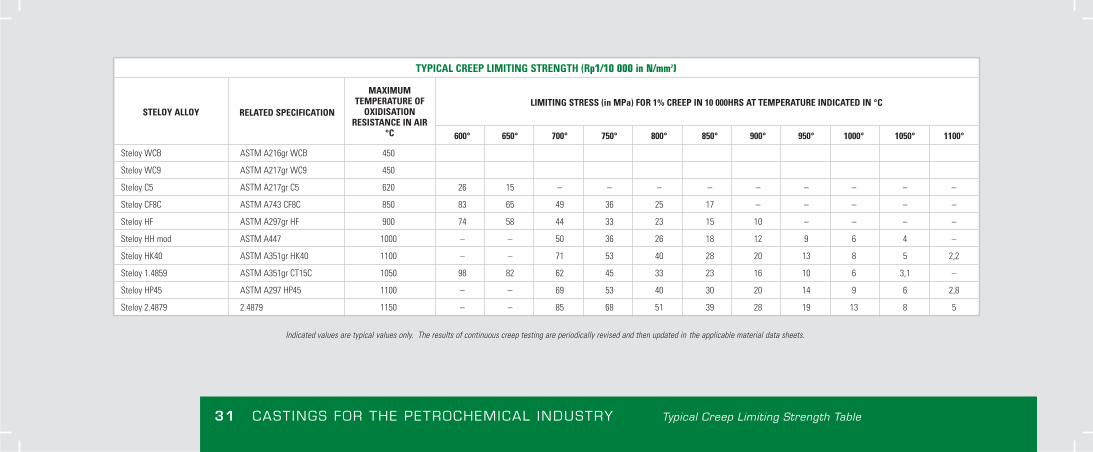
31 CASTINGS FOR THE PETROCHEMICAL INDUSTRY Typical Creep Limiting Strength Table
Indicated values are typical values only. The results of continuous creep testing are periodically revised and then updated in the applicable material data sheets.
TYPICAL CREEP LIMITING STRENGTH (Rp1/10 000 in N/mm2)
600° 650° 700° 750° 800° 850° 900° 950° 1000° 1050° 1100°
Steloy WCB ASTM A216gr WCB 450
Steloy WC9 ASTM A217gr WC9 450
Steloy C5 ASTM A217gr C5 620 26 15 – – – – – – – – –
Steloy CF8C ASTM A743 CF8C 850 83 65 49 36 25 17 – – – – –
Steloy HF ASTM A297gr HF 900 74 58 44 33 23 15 10 – – – –
–4692181626305––0001744A MTSAdom HH yoletS
Steloy HK40 ASTM A351gr HK40 1100 – – 71 53 40 28 20 13 8 5 2,2
Steloy 1.4859 ASTM A351gr CT15C 1050 98 82 62 45 33 23 16 10 6 3,1 –
Steloy HP45 ASTM A297 HP45 1100 – – 69 53 40 30 20 14 9 6 2,8
5831918293158658––05119784.29784.2 yoletS
RELATED SPECIFICATION
MAXIMUMTEMPERATURE OF
OXIDISATIONRESISTANCE IN AIR
°C
LIMITING STRESS (in MPa) FOR 1% CREEP IN 10 000HRS AT TEMPERATURE INDICATED IN °CSTELOY ALLOY
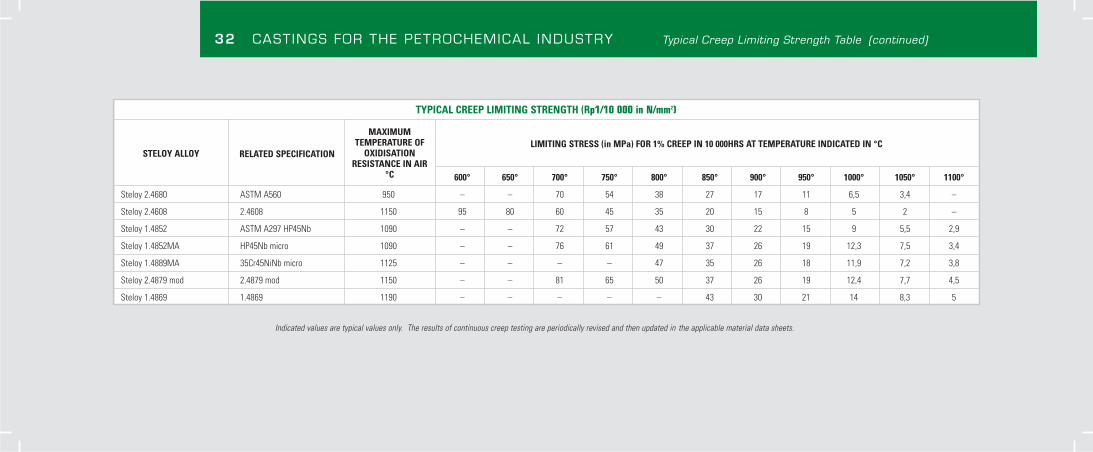
32 CASTINGS FOR THE PETROCHEMICAL INDUSTRY Typical Creep Limiting Strength Table (continued)
Indicated values are typical values only. The results of continuous creep testing are periodically revised and then updated in the applicable material data sheets.
TYPICAL CREEP LIMITING STRENGTH (Rp1/10 000 in N/mm2)
600° 650° 700° 750° 800° 850° 900° 950° 1000° 1050° 1100°
–4,35,6117172834507––059065A MTSA0864.2 yoletS
–2585102535406085905118064.28064.2 yoletS
Steloy 1.4852 ASTM A297 HP45Nb 1090 – – 72 57 43 30 22 15 9 5,5 2,9
Steloy 1.4852MA HP45Nb micro 1090 – – 76 61 49 37 26 19 12,3 7,5 3,4
Steloy 1.4889MA 35Cr45NiNb micro 1125 – – – – 47 35 26 18 11,9 7,2 3,8
5,47,74,21916273055618––0511dom 9784.2dom 9784.2 yoletS
–09119684.19684.1 yoletS – – – – 43 30 21 14 8,3 5
RELATED SPECIFICATION
MAXIMUMTEMPERATURE OF
OXIDISATIONRESISTANCE IN AIR
°C
LIMITING STRESS (in MPa) FOR 1% CREEP IN 10 000HRS AT TEMPERATURE INDICATED IN °CSTELOY ALLOY
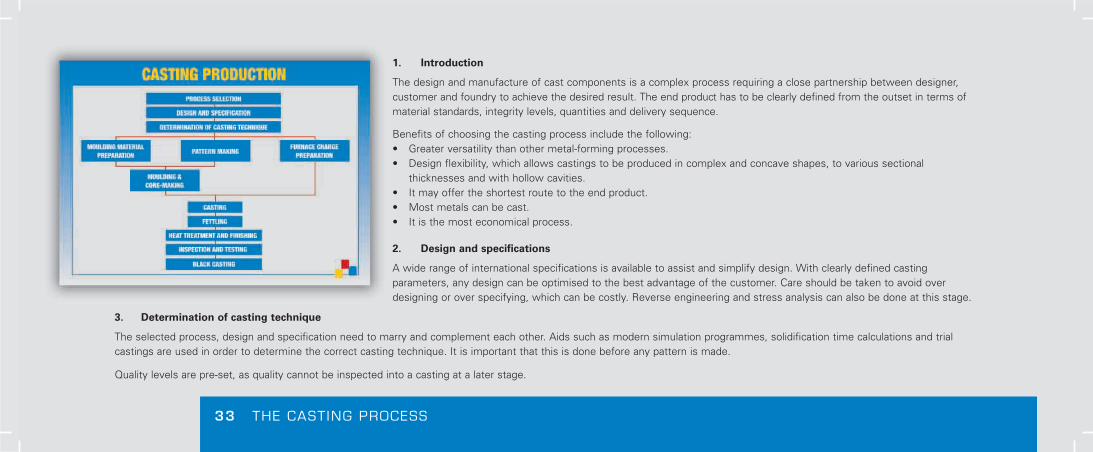
1. Introduction
The design and manufacture of cast components is a complex process requiring a close partnership between designer,customer and foundry to achieve the desired result. The end product has to be clearly defined from the outset in terms ofmaterial standards, integrity levels, quantities and delivery sequence.
Benefits of choosing the casting process include the following:• Greater versatility than other metal-forming processes.• Design flexibility, which allows castings to be produced in complex and concave shapes, to various sectional
thicknesses and with hollow cavities.• It may offer the shortest route to the end product.• Most metals can be cast.• It is the most economical process.
2. Design and specifications
A wide range of international specifications is available to assist and simplify design. With clearly defined castingparameters, any design can be optimised to the best advantage of the customer. Care should be taken to avoid overdesigning or over specifying, which can be costly. Reverse engineering and stress analysis can also be done at this stage.
3. Determination of casting technique
The selected process, design and specification need to marry and complement each other. Aids such as modern simulation programmes, solidification time calculations and trialcastings are used in order to determine the correct casting technique. It is important that this is done before any pattern is made.
Quality levels are pre-set, as quality cannot be inspected into a casting at a later stage.
33 THE CASTING PROCESS
34 THE CASTING PROCESS (continued)
4. Moulding material preparation
Sand of varying grades is used to complement the various processes. The control, preparation, handling and mixing of sand is done to the latest international standards and modern,statistically controlled binder systems are used. Mould feeding aids are used to optimise yields and costs.
5. Pattern making
Patterns should be friendly to the foundry process and extremely accurate and stable to ensure dimensional stability. Patterns can be manufactured by hand or by using three-dimensional machines. It can be made to all sizes, shapes and degrees of complexity, for long or short runs. Materials include metal for shell moulding, soft wood for short-runjobbing moulding and fibre for long runs.
The pattern maker should:• Use the least number of cores (make self-coring).• Give all cores proper supporting prints.• Place cores in the bottom of the mould if possible.• Ensure that cores are not misplaced or inverted.• Use slip core-boxes where possible.• Mount all patterns on boards.
6. Moulding and core-making
A well-defined production control system will direct moulds and cores to the melting process in the shortest time, shortening production cycles by batching for melting and heat treatment.Sand is mixed to stringent, statistically controlled specifications and vibrated and compacted to produce moulds and cores to the highest international standards. To assist withtemperature control, closing and casting take place close to the melting facility. Shell moulding and core-making together with cold-box moulding and core-making complement self-set moulding and core-making. Any combination of these processes can be used to adhere to customer requirements.
35 THE CASTING PROCESS (continued)
7. Furnace charge and preparation
This involves furnace selection and size, maintenance and operation, scrap selection and handling together with alloy control and melting practices. Well formalised and documented,the charging and preparation of the furnace is scheduled and executed with precision. Stringent spectrographic control forms the basis for incoming scrap selection, and cleanlinessand sizing are of paramount importance.
8. Metal melting
Melting takes place in high frequency induction furnaces to international standards. Melting has been standardised into works instructions that are controlled by spectrographicanalysis. Refining and deoxidation is done to works instructions to optimise mechanical properties. Successful melting requires clean steel with the correct chemical composition,deoxidised at the required temperature into the mould. The chemical composition is certified for each casting.
9. Casting
Molten metal is poured into and solidified in a mould with cores to produce the required casting. Casting dimensions depend on mould dimensions as generated by the pattern, materialchemistry depends on the melt, and mechanicals depend on the melt and subsequent heat treatment. Casting integrity depends on the mould, metal, ingate and feeding system.
10. Fettling
Fettling gives the casting its final, finished appearance. If too rough, it looks unfinished, if over fettled, it will look fabricated.
11. Heat treatment
Heat treatment is conducted to promote homogeneity and enhance mechanical properties. The number of heat treatment cycles, heat treatment temperature and the cooling rateafter soaking will be determined by the alloy composition and the required final properties. Cooling rates can vary from a very slow furnace cool to a very rapid water quench but isalso subject to casting geometry.
36 THE CASTING PROCESS (continued)
12. Finishing
This can be done in three stages if required:• Shot blasting to clean the casting of any oxides that may have formed during heat treatment and to ensure an even surface finish.• Pickling (for stainless steel only)• Machining according to a wide spectrum of specifications.Dimensions can be certified at this stage.
13. Inspection and testing
All castings are inspected and tested to ensure adherence to prescribed standards. Methods include:• X-ray examination• Magnetic particle inspection• Dye penetrate testing• Pressure testingAll requirements can be certified.
14. Black casting
Black castings should be properly identified with heat numbers, serial numbers and order numbers. Certification must be available for traceability.
We serve the following industries:
FERRO ALLOY
FERROROR ALLOLOL YOYOY
FESTEEL CEMENTTC
PUMP & VALVEUMP & VAVAV LVLVL EP
VEPUM
PAPER & PULPPAPAP
PE PULPPPAP P SPUN CAST TUBE
S ST TUBE
PETRO
CHEMICALS
HEAT TREATMEN
THEATATA AATTTATAATA MMMTMT EN
TH ENT
Steloy Castings (Pty) LtdTel: +27 13 933 3331Fax: +27 13 933 3653
SUPPLIERS OF CASTINGS FOR CORROSION, HEAT, WEAR AND ABRASION RESISTANCEISO 9001:2008 Listed Supplier LS 0644