manual técnico - deacerousa.com aceros empleados en la fabricación de estructuras de concreto...
TRANSCRIPT
ManualTécnicoVigueta Pretensada

ÍNDICEI. Antecedentes 2
II. Aplicaciones de la vigueta pretensada 3
III. Presfuerzo 5
IV. Acero de presfuerzo de baja relajación 6
V. Sistema de losa 7
VI. Procedimiento constructivo 9
VII. Inversión de planta de vigueta pretensada 13
VIII. Diseño y costos de fabricación de la vigueta pretensada 17
IX. Procesos de fabricación para la vigueta pretensada 18
X. Ventajas del sistema vigueta pretensada y bovedilla 26
XI. Tablas de carga (Bovedilla Concreto) 27
XII. Tablas de carga (Bovedilla Poliestireno) 28
XIII. ¿Qué ofrece DEACERO? 29
XIV. Notas 30

I. AntecedentesConstrucción de vivienda en México
El sistema de vigueta pretensada y bovedilla llegó a México en 1955 en el centro del país, zonaclaramente sísmica. El día de hoy existe oferta de este sistema en todo México y la participación dela vigueta pretensada se ha posicionado en un 30% del mercado nacional. En México, se destinanaproximadamente 500 mil créditos anualmente para la adquisición de casa de los derechohabientesdel infonavit.
Vivienda
2

Hotel La Quinta Puebla 15 niveles
Hoteles
Departamentos
Torre N 25 niveles
II. Aplicaciones de la vigueta pretensada. Edificaciones
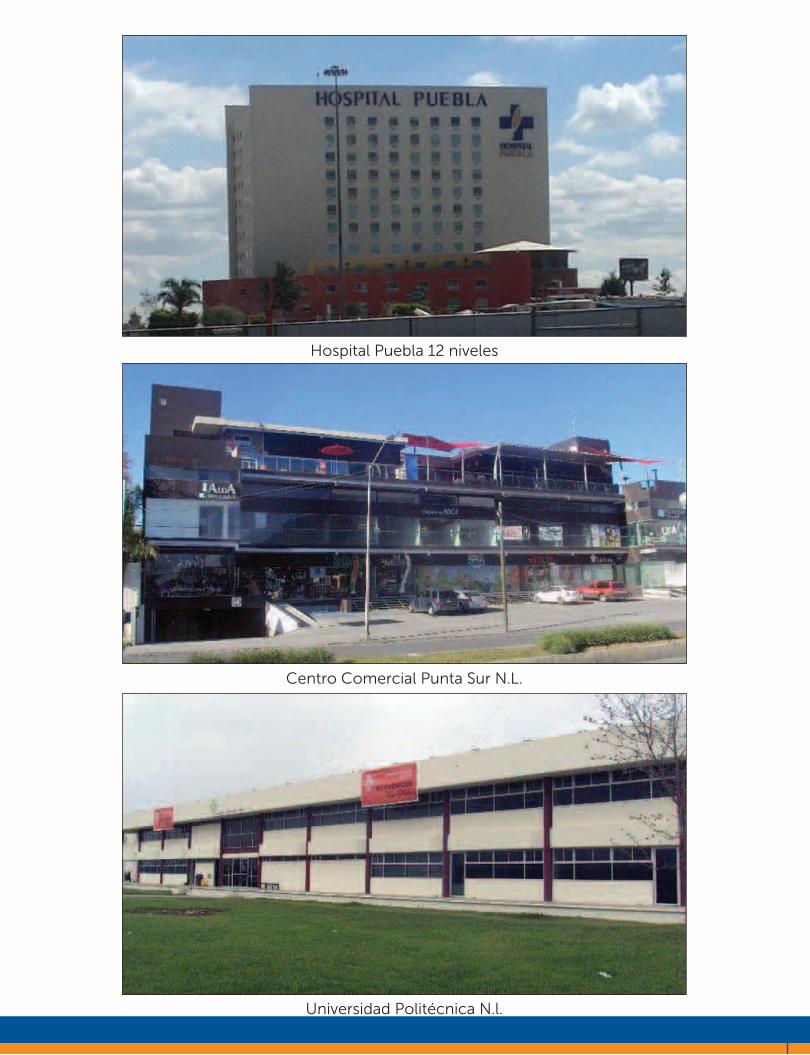
Además de la vivienda, la vigueta pretensada participa en edificaciones comerciales e institucionales.
3
4
Hospital Puebla 12 niveles
Centro Comercial Punta Sur N.L.
Universidad Politécnica N.l.

III. PresfuerzoCONCRETO PRETENSADO
Definición
Se denomina concreto pretensado a la aplicación intencional de esfuerzos de compresión a elementosestructurales, previos a su puesta en servicio. Dichos esfuerzos se consiguen mediante alambres deacero que son tensados y anclados al concreto.
CONDICIÓN INICIAL
TRANFERENCIA DELPRESFUERZO
ESFUERZOS EQUILIBRADOS POR LA APLICACIÓN DE LASCARGAS
ESFUERZOS INDUCIDOS POR EL PRESFUERZO
1)
2) P
L
P
3)
4)
P P
5

IV. Acero de Presfuerzo de Baja RelajaciónLos aceros empleados en la fabricación de estructuras de concreto presforzado, son aceros noaleados y con un alto contenido de carbono.
Es un alambre de acero de alto carbono en acabado liso o grafilado, sometido a un proceso térmicode relevado de esfuerzo y baja relajación, que asegura las propiedades mecánicas para su aplicaciónen viguetas pretensadas. Nuestro alambre cumple con las normas siguientes:
ASTM A421 “Standard specification for steel wire Uncoated Stress Relieved steel wire for PrestressedConcrete”
ASTM A881 “Steel Wire, Deformed, Stress-Relieved or Low-Relaxation for Prestressed ConcreteRailroad Ties”
NMX B-293 “Alambre sin recubrimiento revelado de refuerzos para usarse en concreto presforzado”
Alambre de presfuerzo
Grafilado. Es el proceso mediante el cual, la superficie del alambre pasa por rodillos grafiladores queproducen una huella o indentadura. La grafila genera mejor adherencia del acero con el concreto.La norma ASTM-A811 maneja la profundidad de grafila (a ) de 0.13 mm con tolerancia de +0.02mm -0.05mm.
Baja Relajación. Propiedad del acero de que minimiza las pérdidas de presfuerzo a través del tiempo.
Embobinado. El alambre de presfuerzo es embobinado en rollos de 1.8 m de diámetro y en presentaciónde 1 tonelada.
Especificaciones del alambre de Presfuerzo.
Características del alambre
Diámetro
3
4
5
6
7
0.071
0.125
0.196
0.283
0.385
55
98
155
222
302
(mm)
Área
(cm2) (gr/ml)
Rendimiento
Liso
Liso / Grafilado
Liso / Grafilado
Liso / Grafilado
Liso / Grafilado
(m/ton)
Acabado
17,500
16,900
16,900
16,900
16,900
(kg/cm2)
RT
15,750
15,210
15,210
15,210
15,210
(kg/cm2)
Fy
P
45o Mín.
L
6

V. Sistema de LosaVigueta Pretensada y BovedillaComponentes del Sistema
El sistema de losa vigueta pretensada y bovedilla, cumple con la norma NMX 406 y consta de lossiguientes elementos:
Es el componente portante de sección constante prefabricada con concretos y aceros de altaresistencia que resiste la flexión y el cortante de la losa.
NMX 406 “Industria de la Construcción – Sistema de vigueta y bovedilla y componentes prefabricadossimilares para losas – Especificaciones y métodos de prueba”
Vigueta pretensada
Componente aligerante de relleno colocado en las secciones de la losa, fabricados de materiales condensidad inferior a la del concreto. Estos pueden ser de poliestireno, concreto ligero y cerámico.
Bovedilla
Malla electrosoldada
Capa de compresión
Bovedilla aligerante
Vigueta pretensada
7

Concreto colado en obra con el acero de refuerzo requerido y cuya función estructural, es integrary dar continuidad al sistema.
Capa de Compresión
Se requiere colocar acero que tenga la capacidad de absorber los esfuerzos provocados por los cambiosde temperatura y así evitar agrietamientos en la losa.
Para un espesor de losa de compresión de 3 a 4 cm, se recomienda usar malla electrosoldada 66-1010.
Para un espesor de losa de compresión de 5 cm, se recomienda usar malla electrosoldada 66-88.
Acero por temperatura en capa de compresión.
8

VI. Procedimiento constructivo1.- Almacenamiento en obra.
2.- Nivelación de Muros.
Las viguetas deberán ser apiladas en su posición natural y separando las hileras con barrotes de maderacolocados en los extremos, para que el peso y el apoyo de las hileras de arriba no lastimen las viguetasde abajo.
3.- Montaje de viguetas.Las viguetas se trasladan manualmente. Una vigueta promedio para vivienda de 3.5 m de largo pesa50 kg, equivalente a 1 bulto de cemento.
a) Antes de montar las viguetas en su posición natural como losa, éstas se recargan sobre una de lasparedes laterales de carga, para posteriormente ser levantadas por el otro extremo y se coloca sobrelos muros, para facilitar el montaje.
a
9

Vigueta pretensada y bovedilla vs cimbra tradicional
4.- Apuntalamiento.
b) Una vez montadas las viguetas, se acomodan de acuerdo a las separaciones definidas por el plano.
c) La vigueta deberá estar apoyada al centro del muro.
a) En algunos casos, y dependiendo del diseño de la losa y los claros, se puede proponer la viguetaautoportante, es decir, CERO CIMBRA.
b) Normalmente claros mayores a los 3 ó 3.5 metros, se recomienda colocar 1 puntal al centro, paraestabilizar el sistema de vigueta y bovedilla al momento del colado.
La cimbra tradicional requiere de más madera, y más tiempo para cimbrar y descimbrar.
10
b c
a b

5.- Colocación de bovedillas.
6.- Instalaciones hidráulicas y eléctricas.En el caso de las cajas eléctricas, se quita una bovedilla y se coloca un tapón de madera.
Para las instalaciones sanitarias, se hace un corte a la bovedilla y se pasan los tubos de PVC.
11

8.- Colado de la capa de compresión.
La capa de compresión será de 3 a 5 cm de espesor, en función del diseño de la losa, y su resistenciamínima es de f´c 200 kg/cm2.
Por seguridad, es muy importante trabajar sobre tablones y pisar sobre las viguetas, no sobre lasbovedillas.
Es importante saturar con agua las bovedillas previo al colado.
7.- Colocación del acero por temperatura.La malla electrosoldada 66-1010 se corta al tamaño de la losa, y se amarra con alambre recocido.
12

Panorámica de una planta de vigueta pretensada con molde fijo.
13
VII. Inversión ($) de planta de vigueta pretensada. Para instalar una planta de fabricación de vigueta pretensada, se requiere de un terreno con el áreasuficiente para construir una instalación preferentemente techada, donde se puedan alojar las mesaso pistas de moldes, almacenes de agregados, cemento, rollos de alambre de presfuerzo y productoterminado; así como espacios para maniobras de carga y descarga.
Un criterio para definir el tamaño necesario de terreno, es estimando 2 m2 de terreno por cada metrolineal de vigueta a producir por día; por ejemplo, si se desea producir 500 ml de vigueta diariamente,se necesita un terreno de 1,000 m2.
Las viguetas pretensadas en México se fabrican bajo dos diferentes tipos de sistemas.
1.- Por extrusión. Este sistema se requieren equipos extrusores que te permiten manejar volúmenesfuertes de producción a bajo costo (4,000ml a 5,000 ml/ día) y tiene la versatilidad de poder producirotros elementos pretensados como la placa alveolar, la viga tubular y la misma vigueta endiferentes peraltes.
2.- Moldes. Este modelo de producción permite producir desde 500 hasta 2,000 ml al día. El montode la inversión de este tipo de planta es mucho menor al de una planta por extrusión.

2. Sistema hidráulico para tensado de alambre de presfuerzoLa unidad de potencia hidráulica con motor de 2HP trifásico a 220/60Hz, bomba de engranes, válvulade calibración de presión, tanque hidráulico con accesorios, manómetro y válvula hidráulica accionadapor botón.
Además, cilindro hidráulico de simple efecto para tensado de alambre con carrera de 100 mm,incluye manguera, conexiones y mordaza para alambre de 5 mm
El costo por unidad de sistema es de $120,000 pesos + IVA, se requiere una por planta.Accesorios, juego de cuñas y barriletes para alambre de 3 y 5 mm, 50 mil pesos.
14
Molde de 3 metros en lámina negra calibre 10 para sección de peralte 12 cm: $900 + IVA, en 1,000 mlde capacidad instalada son $300,000 + IVASeparador para vigueta de 12 cm: $40 + IVA, en 1,000 ml son $50,000 + IVAPlaca de soporte (cabezal) de 2” x 12” x 48”: $12,500, en 4 mesas son $100,000 + IVA
Por lo tanto, el costo total de las mesas para 1,000 metros lineales es de $450,000 + IVA
Costos1. Mesa de Fabricación.
Equipos utilizados para la fabricación de la vigueta pretensada.

3. TechumbreConstruida con columnas metálicas, armaduras y polines para una planta de 12 m. x 60 m. El materialnecesario es de 20 kg/m2 con un costo de materiales y mano de obra de $35 por kg.
Por lo tanto, el costo de la estructura metálica es de $500,000 aproximadamente.
4. Firme de concretoConstruido con firme de concreto de 150 kg/cm2 de 10 cm de espesor y reforzado con malla 6X6- 10X10
El costo de materiales y mano de obra oscila alrededor de los $200 pesos / m2. Por lo tanto, un pisode 12 x 60 cuesta $150,000 + IVA aproximadamente.
5. Muertos de concretoElemento estructural de concreto reforzado y acero, para soportar las tensiones de las mesas producidospor los alambres de presfuerzo.
Excavación y preparación del terreno $50,000 pesos
Cubo de Concreto
El diseño para 4 mesas de tensado, implicaría un cubo de 8 mts de ancho para cubrir las 4 mesas,2.5 m de largo y 3 metros de profundidad, relleno de concreto ciclópeo, y reforzado con varilla3/8” @ 25 cm en ambos sentidos.
El costo de por cada muerto de concreto queda de la siguiente manera:
Concreto: $75,000 pesos
Refuerzo: $10,000 pesos
Perfiles estructurales: $15,000 pesos
Por lo tanto, el costo de 2 muertos de concreto (1 en cada extremo), es de $250,000 pesos
Precios estimados 2013.
15

16
6. Revolvedora de concreto y vibrador para concreto
Una olla de acero con capacidad para 1 saco, 9 pies cúbicos, motor honda 8HP a cuatro tiempos. Costoaproximado por equipo, $20,000 + IVA
Un vibrador eléctrico de 1 HP con chicote de 4 m de longitud y cabezal de 25 mm de diámetro, cuesta$10,000 + IVA
Mesa de fabricación, incluye moldes y separadores.
Sistema hidráulico de tensado más accesorios.
Techumbre, incluye materiales y mano de obra.
Firme de concreto, incluye materiales y mano de obra.
Muertos de concreto, incluye materiales y mano de obra.
Revolvedora para concreto y vibrador.
Resumen Importe
SUBTOTAL
IMPREVISTOS (10%)
TOTAL
$450,000.00
$170,000.00
$500,000.00
$150,000.00
$250,000.00
$30,000.00
$1,550,000
$155,000
$1,705,000.00*Precios estimados 2013

17
Área total de la sección: 78 cm2
Densidad del concreto: 2,400 kg/m3
Volumen concreto / ml: 0.0078m3
Peso vigueta: 18.70kg/ml
Materiales:
1.- Concreto f´c 350 kg/cm2 (resistencia mínima requerida según norma NMX-C-406-1997)
para elementos pretensados.
Dosificación para 1 m3 de concreto f´c 350 kg/cm2, grava ¾”.
Sección transversal típica de Vigueta Pretensada
Costos de producción de la vigueta pretensada
El costo el concreto por metro lineal de vigueta es de $ 10.64/ml
VIII. Costos de fabricación de la Vigueta Pretensada
11
10
9
8
7
6
5
4
3
2
1
00 1 2 3 4 5 6 7 8 9 10 11
Material
Cemento
Grava
Arena 4
Agua
Ton.
Ton.
Ton.
m3
0.45
1
0.74
0.205
Unidad Cantidad
2,400
150
150
20
Total $ 1,365
Precio ($)
$ 1,100
$ 150
$ 111
$ 4
Importe / m3
*Precios estimados 2013
2.- Acero de presfuerzo
Diseño para 1 ml de vigueta, con 2 alambres de 5 mm y 1 alambre de 3 mm
El costo del acero por metro lineal es de $ 6.7/ml por lo tanto, el costo directo de materiales para1 ml de vigueta es de $ 17.3
*Precios estimados 2013
Material
Alambre 5 mm
Alambre 3 mm
kg
kg
0.310
0.055
Unidad Cantidad
18
20
Total $ 6.7
Precio ($)
$ 5.6
$ 1.1
Importe / m3
*Precios estimados 2013

18
Paso 1. Preparación del molde
La preparación del molde consiste en limpiarlo y evitar que tenga polvo o basura antes de la aplicacióndel desmoldante.
Para la preparación del desmoldante, se disuelven 3 kg de grasa automotriz en 19 litros de diesel y seaplica directo al molde con estopa, trapeador o aspersor.
IX.Procesos de fabricación para la ViguetaPretensada

19
Paso 2. Corte del alambre
Con ayuda de unas cizallas se corta el alambre de presfuerzo a la longitud deseada, la cual es el largode las mesas, más las puntas suficientes (1m) en cada extremo para anclarlo y tensarlo.
Paso 3. Colocación del alambre y separadores
Se tiende el alambre junto a las mesas de los moldes. Los alambres pasan a través de los agujeros delos separadores para ser colocados en cada línea de los moldes.

20
Los separadores son distribuidos en pares a lo largo de la mesa, y la distancia entre cada par, lo definela longitud de cada vigueta a producir. Entre cada par de separadores, se coloca una tapa entre losseparadores para evitar la entrada de concreto.
Paso 4. Anclaje del alambre
Los alambres se hacen pasar por los agujeros de la placa de anclaje y se aseguran con los barriletes ycuñas. Se función es fijar el alambre para poder ser tensado sin que se corra el alambre.

21
Paso 6. Fabricación del concreto
El concreto se puede elaborar en la planta o se puede adquirir con un concretero calificado de la localidad.
Para la vigueta pretensada, se requiere un concreto con resistencia de f´c de 350 kg/cm2 ó mayor.
El revenimiento adecuado para el colado de las viguetas es de 18 cm y el tamaño máximo del agregado de 3/8”.El tipo de cemento recomendado es el cemento portland compuesto clase 40 (CPC 40).
Debido a las fuerzas generadas por el acero de presfuerzo, la resistencia es requisito indispensablepara un adecuado comportamiento del elemento. La resistencia del concreto puede variar en funciónde la calidad y tipo de agregados de cada región, por lo que es necesario recurrir a un laboratoriopara verificar la correcta dosificación y poder dar la resistencia requerida.
Paso 5. Tensado del alambre
Los alambres son tensados con el equipo hidráulico (gato y bomba), y éste puede ser manual oeléctrico. Cada alambre se tensa a la misma presión y definido previamente por el diseño de la viga.Un valor muy común es tensarlo al 70% de la carga de ruptura del alambre, equivalente a 2,300 kg fuerza de tensión en un alambre de 5 mm y 900 kg fuerza en un alambre de 3 mm.

22
Paso 7. Vaciado del concreto
Una vez elaborado el concreto, éste se distribuye en carretilllas a lo largo de la mesa y se vacía con laayuda de una pala.

23
Paso 8. Vibrado del concreto, acabado y colocación de ganchos
El vibrado tiene un papel fundamental en la resistencia final del concreto, es el proceso por mediodel cual se logra un mayor contacto entre los granos de la mezcla, para eliminar en lo posible, el aireatrapado dentro de ésta. El procedimiento adecuado de aplicación es sumergir verticalmente el vibradoren la masa de concreto y retirarlo lentamente en el momento en que la mezcla produce un flujo deagua y cemento hacia la superficie.
El tamaño de la cabeza del vibrador debe ser lo suficientemente pequeña para poder sumergirse hastael fondo del molde, es decir que la separación entre los alambres permitan libertad de movimientoal vibrador.
Una vez vibrado, se procede a definir el acabado con una regla y eliminar sobrantes de concreto.

24
Se colocan 2 ganchos de alambre galvanizado ubicados a los tercios de la longitud de la vigueta.Estos ganchos nos ayudarán a desmoldar las viguetas.
Paso 9. Destensado del alambre y cortes
Cuando el concreto adquiere el 80% de la resistencia de diseño f´c, se procede a la liberación delpresfuerzo. Primero se realiza una pre-transferencia al aflojar los alambres del extremo móvil de lapista. Posteriormente se cortan los alambres que se encuentran entre los separadores (comenzandodel centro de la mesa hacia los extremos).

25
Paso 10. Descimbrado de la vigueta
Una vez cortados los alambres, con una barra de acero se genera un brazo de palanca para desmoldarla vigueta a través de los ganchos que fueron colocados en el proceso previo. El peso por metro linealde la vigueta es de 19 kg aproximadamente.
Paso 11. Acarreo y almacenaje
Finalmente, las viguetas son llevadas al patio de almacén para ser estivadas en paquetes de vigueta dela misma longitud.
26
Concepto
Vigueta pretensada
Bovedilla poliestireno x m2
Malla 66-1010
Concreto 200 para capa compresión
Mano de obra (albañil + 2 ayudantes)
ml
pza.
rollo
m3
Jor.
1.500
1.000
0.011
0.052
0.040
Unidad Cantidad
$ 38
$ 50
$ 1,150
$ 1,150
$ 900
P.U.
$ 57
$ 50
$ 13
$ 54
$ 36
Total $ 210
Precio/m2
Concepto
Vigueta alma abierta
Bovedilla poliestireno x m2
Malla 66-1010
Puntales @ 1.50 m
Concreto 200 para capa compresión
Mano de obra (1 albañil + 2 ayudantes)
ml
pza.
rollo
PT
m3
Jor.
1.500
1.000
0.011
3,600
0.061
0.045
Unidad Cantidad
$ 33
$ 50
$ 1,150
$ 4
$ 1,150
$ 900
P.U.
$ 50
$ 50
$ 13
$ 14
$ 64
$ 41
Total $ 232
Precio/m2
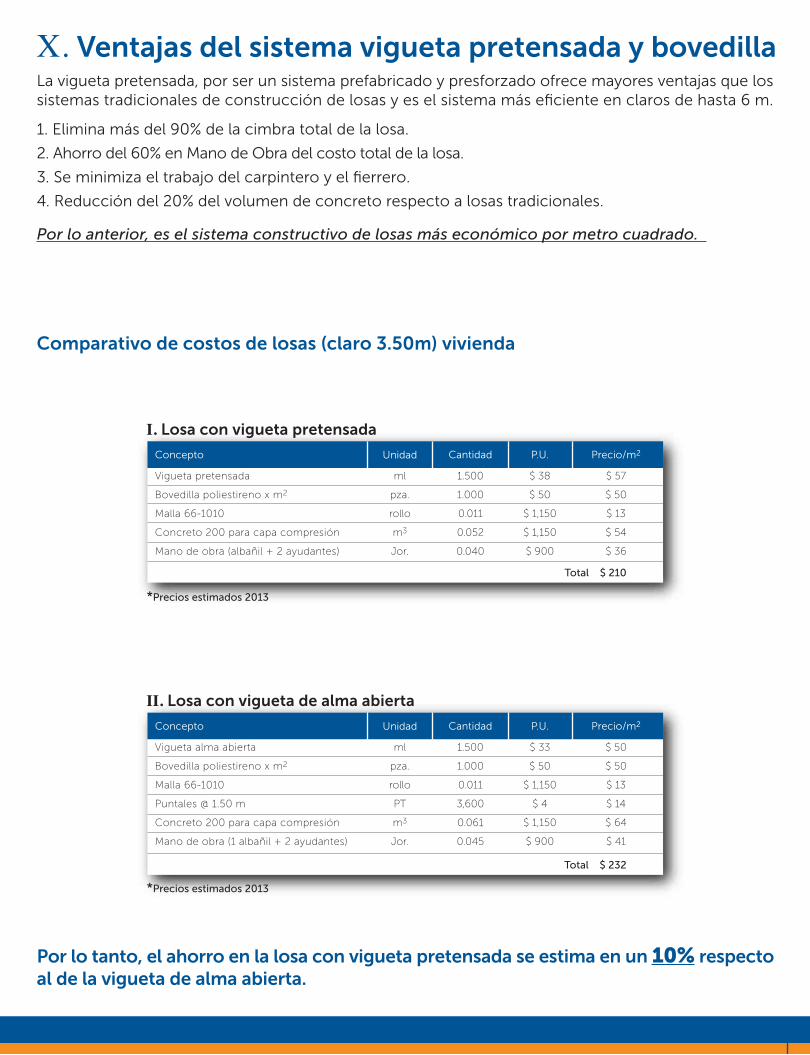
X. Ventajas del sistema vigueta pretensada y bovedillaLa vigueta pretensada, por ser un sistema prefabricado y presforzado ofrece mayores ventajas que lossistemas tradicionales de construcción de losas y es el sistema más eficiente en claros de hasta 6 m.
1. Elimina más del 90% de la cimbra total de la losa.
2. Ahorro del 60% en Mano de Obra del costo total de la losa.
3. Se minimiza el trabajo del carpintero y el fierrero.
4. Reducción del 20% del volumen de concreto respecto a losas tradicionales.
Por lo anterior, es el sistema constructivo de losas más económico por metro cuadrado.
Comparativo de costos de losas (claro 3.50m) vivienda
I. Losa con vigueta pretensada
II. Losa con vigueta de alma abierta
*Precios estimados 2013
*Precios estimados 2013
Por lo tanto, el ahorro en la losa con vigueta pretensada se estima en un 10% respectoal de la vigueta de alma abierta.

27
XI. Tablas de Carga (Bovedilla Concreto)
Tipo de vigueta: T invertida pretensada
Losa
Bovedilla
Espesor de capa de compresión
Peso de acabados
Peso propio de la vigueta
Peso propio de la losa
11 x 11
(11 + 4) / 66
11 x 60 x 20
4 cm
100 kg/m2
18.8 kg/m
242 kg/m2
Materiales:
RT Presfuerzo
fy Presfuerzo
f´c vigueta
f´c losa
PT
f´c transferencia
f´c corte
16,900 kg/cm2 Posición de los alambres
14,365 kg/cm2 Ys 9.0 cm
400 kg/cm2 Yi 2.00 cm
200 kg/cm2
12,399 kg/cm2 Esfuerzo de tensado de los alambres 73% RT
80% Esfuerzo del concreto al momento de la tranferencia
80% Esfuerzo del concreto al momento del corte
Tabla de claros máximos (metros) de acuerdo a las cargas. Con apuntalamiento.
Viga
V-1
V-2
V-3
1 Ø 3
1 Ø 3
1 Ø 3
2 Ø 5
3 Ø 5
4 Ø 5
0.46
0.66
0.86
Alambres
Superior Inferior
As Carga viva (kg/m2)
(cm2)
3.71
4.33
4.84
100
3.46
4.03
4.49
170
3.37
3.92
4.37
200
3.23
3.76
4.18
250
3.11
3.61
4.01
300
3.00
3.48
3.87
350
2.90
3.37
3.73
400
2.81
3.26
3.62
450
2.73
3.17
3.51
500
Tabla de claros máximos (metros) de acuerdo a las cargas. Sin apuntalamiento.
Viga
V-1
V-2
V-3
1 Ø 3
1 Ø 3
1 Ø 3
2 Ø 5
3 Ø 5
4 Ø 5
0.46
0.66
0.86
Alambres
Superior Inferior
As Carga viva (kg/m2)
(cm2)
2.78
3.22
3.41
100
2.67
3.09
3.40
170
2.63
3.04
3.37
200
2.56
2.96
3.28
250
2.50
2.89
3.20
300
2.44
2.82
3.12
350
2.39
2.76
3.00
400
2.34
2.70
2.81
450
2.29
2.65
2.64
500
11
10
9
8
7
6
5
4
3
2
1
00 1 2 3 4 5 6 7 8 9 10 11
28
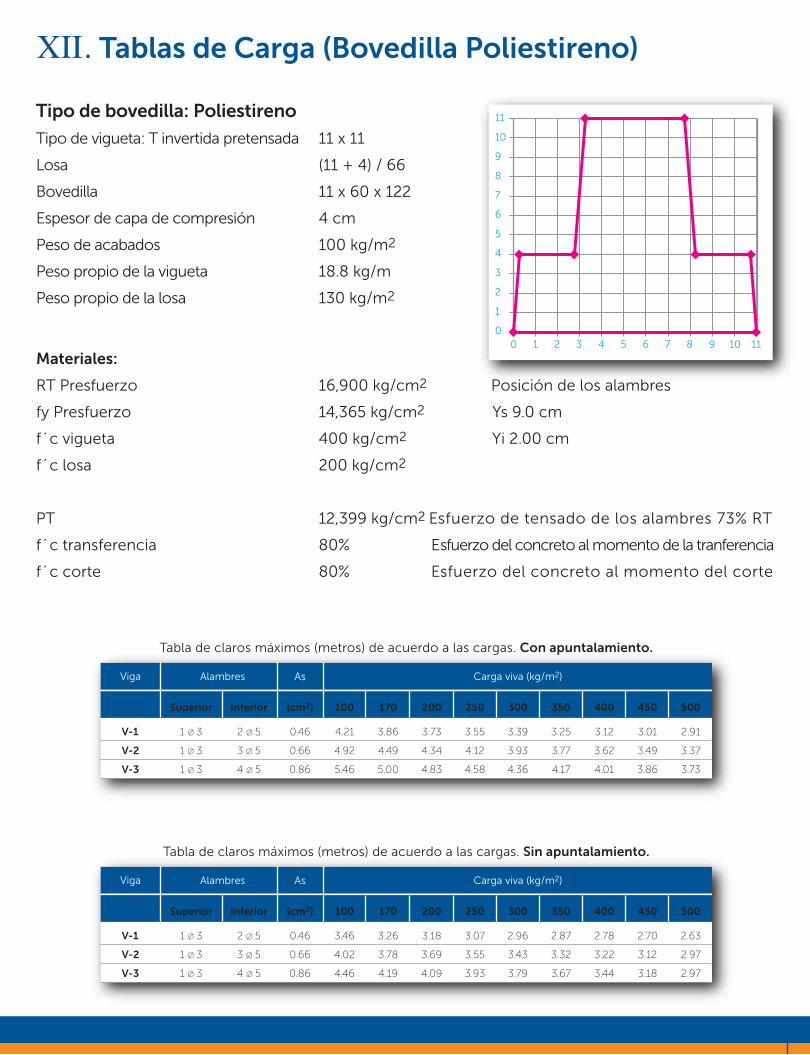
Tipo de bovedilla: Poliestireno
Tipo de vigueta: T invertida pretensada
Losa
Bovedilla
Espesor de capa de compresión
Peso de acabados
Peso propio de la vigueta
Peso propio de la losa
11 x 11
(11 + 4) / 66
11 x 60 x 122
4 cm
100 kg/m2
18.8 kg/m
130 kg/m2
Materiales:
RT Presfuerzo
fy Presfuerzo
f´c vigueta
f´c losa
PT
f´c transferencia
f´c corte
16,900 kg/cm2 Posición de los alambres
14,365 kg/cm2 Ys 9.0 cm
400 kg/cm2 Yi 2.00 cm
200 kg/cm2
12,399 kg/cm2 Esfuerzo de tensado de los alambres 73% RT
80% Esfuerzo del concreto al momento de la tranferencia
80% Esfuerzo del concreto al momento del corte
11
10
9
8
7
6
5
4
3
2
1
00 1 2 3 4 5 6 7 8 9 10 11
Tabla de claros máximos (metros) de acuerdo a las cargas. Con apuntalamiento.
Viga
V-1
V-2
V-3
1 Ø 3
1 Ø 3
1 Ø 3
2 Ø 5
3 Ø 5
4 Ø 5
0.46
0.66
0.86
Alambres
Superior Inferior
As Carga viva (kg/m2)
(cm2)
4.21
4.92
5.46
100
3.86
4.49
5.00
170
3.73
4.34
4.83
200
3.55
4.12
4.58
250
3.39
3.93
4.36
300
3.25
3.77
4.17
350
3.12
3.62
4.01
400
3.01
3.49
3.86
450
2.91
3.37
3.73
500
Tabla de claros máximos (metros) de acuerdo a las cargas. Sin apuntalamiento.
Viga
V-1
V-2
V-3
1 Ø 3
1 Ø 3
1 Ø 3
2 Ø 5
3 Ø 5
4 Ø 5
0.46
0.66
0.86
Alambres
Superior Inferior
As Carga viva (kg/m2)
(cm2)
3.46
4.02
4.46
100
3.26
3.78
4.19
170
3.18
3.69
4.09
200
3.07
3.55
3.93
250
2.96
3.43
3.79
300
2.87
3.32
3.67
350
2.78
3.22
3.44
400
2.70
3.12
3.18
450
2.63
2.97
2.97
500
XII. Tablas de Carga (Bovedilla Poliestireno)

29
XIII. ¿Qué ofrece DEACERO?
- Análisis para la viabilidad del negocio.
- Visita a plantas de vigueta pretensada.
- Asesoría para la instalación de la planta de vigueta.
o Relación con proveedores.
• Moldes
• Equipos de tensado y accesorios
o Ingeniería de la vigueta pretensada y el sistema de losa.
o Orientación para el diseño de los muertos de concreto
- Información del mercado
o Información de constructoras, desarrolladoras de vivienda.
o Sistemas constructivos que compiten con la vigueta pretensada.
- Apoyo comercial
o Visita y promoción de la vigueta pretensada con los desarrolladores de vivienda y constructoras de la localidad.
o Desarrollo de distribuidores.
o Relación con Cámaras de la construcción (CANADEVI, CMIC, COLEGIO DE INGENIEROS CIVILES Y
COLEGIO DE ARQUITECTOS). Organización de eventos para la promoción de la vigueta pretensada
o Capacitación del personal comercial.

XIV. Notas
30
01800 [email protected]
MONTERREY, N.L.Tel.: (81) 8368 11 00Fax.:(81) 8368 12 98
MÉXICO, D.F.Tel.: (55) 5366 52 00Fax.:(55) 5366 52 01
GUADALAJARA, JAL.Tel.: (33) 3110 10 25Fax.:(33) 3110 08 97
PUEBLA, PUE.Tel.: (222) 223 68 40Fax.:(222) 223 68 41
LEÓN, GTO.Tel.: 01 800 733 2526Fax.:477 740 1114
Plantas en México:Monterrey . Ramos ArizpeSaltillo . Puebla . CelayaMéxico . Morelia . GuadalupeMexicali . León . Querétaro
Plantas en E.U.:Houston, TX.Poplar Bluff, MO
Costa Rica0.800 052.1578
El Salvador800 6917
Guatemala1.800 835.0375
Honduras800 2791.9028
Nicaragua001.800 226.0398
Panamá01100.800 052.1405
MÉXICO
0413
ORGULLOSAMENTE MEXICANOS