mantenimiento_mecanico_i
TRANSCRIPT

Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 1 de 90
MANTENIMIENTO
MECANICO I
Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 2 de 90
INDICE DESCRIPCION PAGINA 1.- CONCEPTOS FÍSICOS APLICADOS EN LA MECÁNICA
Conceptos básicos de fuerza 4
Relación torque potencia y velocidad de giro 5
2.- INFLUENCIA DE LA LIMPIEZA DE LAS MÁQUINAS EN LA MANTENCIÓN
Sistemas internos 7
Sistemas externos
3.- TEORÍA Y PRACTICA DE LA LUBRICACIÓN
Reducción de la fricción 8
Lubricación hidrodinámica 9
Lubricación Elasto-hidrodinamica
Pérdida de lubricación
Viscosidad del lubricante
Intercambio de calor 15
Suspensión de contaminantes
Sistemas y herramientas para una correcta lubricación 16 Pistola engrasadora 21
Bomba de llenado de grasa 23
Set de accesorios de lubricación 25
Medidor de grasa 26
4.- ELEMENTOS DE FIJACION Y UNION
Roscas pernos y tornillos 27
Representación gráfica de las roscas 31
Tipos de roscas Designación de roscas 32
Fabricación de una rosca 37
Retención de tuercas
Resistencia de pernos 39
Cálculo de uniones apernadas 44
Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 3 de 90
Aplastamiento de las placas 46
Corte lateral en la placa 47
Pernos en carga excéntrica 48
5.- SOLDADURAS EN MANTENIMIENTO INDUSTRIAL Consideraciones para la selección de electrodos 51
Electrodos para solidificación rápida 52
Electrodos para llenado rápido 53
Electrodos para llenado – solidificación 54
Cálculo de soldadura 55
6.- SISTEMA DE TRANSMISION DE FUERZAS.
Máquinas simples 57
Mecanismos de transmisión 58
Engranaje cónico 59
Poleas 60
Transmisión por cadena 61
Tren de engrane simple 62
Polipasto 64
Transmisión flexible 65
Correas 66
Tipos de correas 67
Trenes de engrane 69
Herramientas para el montaje y desmontaje de rodamientos 72
Rodamientos de fricción 73
Acoplamientos 75
Selección de acoplamientos 78
Cadenas de transmisión 82
Selección del tamaño y cantidad de cadenas en paralelo 87
Cálculo de la distancia entre centros y largo de la cadena 89
Cálculo de engranajes 91

Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 4 de 90
1.- CONCEPTOS FISICOS APLICADOS EN LA MECANICA.-
1.1.- MAGNITUDES ESCALARES Y VECTORIALES.- 1.1.1.- CONCEPTOS BÁSICOS DE FUERZA.
En física existen magnitudes, como tiempo y densidad, que quedan determinadas por un
número o una función real y la correspondiente unidad previamente elegida; estas magnitudes
se denominan escalares. Por el contrario, hay otras cuya naturaleza exige una definición más
completa. Por ejemplo, cuando se considera una fuerza que actúa sobre un objeto, no sólo se
debe conocer su intensidad, es decir la cantidad de Newtons ( N ) que posee, el módulo, sino
también su dirección y su sentido. Dichas magnitudes se denominan vectores. En mecánica,
un vector se representa mediante un segmento recto , determinado por dos puntos A y B.
Dicho segmento se representa mediante la expresión AB, en donde A designa el origen del
vector y B el extremo.
La longitud del segmento de recta es el módulo del vector, que se simboliza A , y es siempre
un número real positivo.
Un vector cualquiera se descompone en el plano X – Y como sigue:
Y
P
A
A y
α
X A x
A x = A x cosα A y = A x senα
Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 5 de 90
1.1.2.- VELOCIDAD MEDIA. ( V ).- Por definición la velocidad media es:
V = D / T
Donde:
D : Distancia total recorrida.
T : Tiempo total invertido.
Ej. Un ciclista recorre la distancia entre dos pueblos con una velocidad constante de 35 km/hr.
Y luego efectua el viaje de regreso con una velocidad constante de 15 km/hr. Encontrar la
velocidad media.
V 1 = 35 km/hr.
V 2 = 15 km/hr.
V = D / T
V = ( 35 + 15 ) ( km/hr ) / 2
V = 25 km / hr
1.1.3.- RELACION ENTRE TORQUE, POTENCIA Y VELOCIDAD DE GIRO.- La relación entre la potencia, velocidad de giro y el torque está dada por la ecuación:
C.V. = T x n / 716,20
Donde:
T: torque aplicado en kg x m
N: revoluciones por minuto ( rpm )
716,2: factor de transformación

Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 6 de 90
2.- INFLUENCIA DE LA LIMPIEZA DE LAS MAQUINARIAS EN LA MANTENCION.- 2.1.- Los sistemas a limpiar se pueden dividir en dos:
- Sistemas externos.
- Sistemas internos.
2.1.1.- Sistemas externos.
En los sistemas externos se encuentran todas aquellas superficies que quedan expuestas para
limpiar, entre los tipos de contaminantes a extraer se tienen:
Polvo y partículas:
Se debe limpiar con brochas, paños y si no hay elemento desprendibles se puede utilizar una
sopladora.
Grasas y manchas:
Los elementos para limpiar son por lo general base líquida o base polvo, se denominan
detergentes industriales.
Se fabrican a base de soda, elementos espumantes, agentes activos y como elementos
distintivo se utilizan colorantes.
Se obtiene un mejor rendimiento cuando es aplicado a temperatura.
Como modo de aplicación se debe hacer con huaipe, paño, brocha, etc., se debe cuidar de
aplicar siempre con guantes ad-hoc, según la situación.
Por lo general cualquier superficie a limpiar se debe hacer con precaución revisando
previamente la ausencia de aristas vivas, elementos corto punzantes.
2.1.2.- Sistemas internos.
Dentro de los elementos de máquinas que destacan para la limpieza son: engranajes;
rodamientos, bujes; retenes; acoplamientos; sellos mecánicos; etc.
Comúnmente para realizar la limpieza, se depositan estos elementos en receptáculos de acero
donde se procede a remojar para la eliminación de grasas y agentes contaminantes.
El líquido utilizado debe ser a base un detergente a base de antigrasa y sustancias
espumantes que ayudan a la evacuación de los contaminantes y cuerpos extraños alojados en
puntos recónditos. No se deben usar combustibles como líquido limpiante por los peligros que
esto genera tanto para el mecánico o para la infraestructura.

Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 7 de 90
La limpieza propiamente tal se realiza con brocha, frotando con relativa fuerza los pelos de la
brocha sobre la superficie y lugares internos.
Para retirar el líquido desengrasante, se deja estilar y eventualmente se puede sopletear
siempre y cuando, esta operación se realice en una cabina especialmente dispuesta para ello
y con las antiparras de seguridad por parte del mecánico.
Limpieza de sistemas eléctricos:
En general se debe utilizar un sistema de escobillas para limpiar y extraer el polvo, para los
contactos mecánicos se debe utilizar limpia contacto.
También para remover polvo y pelusas se debe sopletear nunca aspirar los tableros ya que se
pueden sacar alguna unión floja.
Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 8 de 90
3.- TEORIA Y PRACTICA DE LA LUBRICACION.-
Las funciones básicas de un lubricante son:
3.1.- Reducción de la fricción.
3.2.- Disipación del calor.
3.3.- Dispersión de los contaminantes.
El diseño de un lubricante para realizar estas funciones es una tarea compleja, que involucra
un cuidadoso balance de propiedades, tanto del aceite de base como de los aditivos.
3.1.- REDUCCIÓN DE LA FRICCIÓN.
La reducción de la fricción se realiza manteniendo una película de lubricante entre las
superficies que se mueven una con respecto de la otra, previniendo que entren en contacto y
causen un daño superficial. La fricción es un elemento común en la vida diaria. Una persona
puede caminar por una rampa inclinada sin resbalar debido a la alta fricción entre la suela de
sus zapatos y la rampa, y puede deslizarse montaña abajo en sus esquíes porque la fricción
entre éstos y la nieve es baja. Ambos casos ilustran la fricción entre dos superficies ordinarias.
La cantidad de resistencia al movimiento debido a la fricción se puede expresar en términos
del coeficiente de fricción:
Este coeficiente es casi constante para cualquier par de superficies. Para metales limpios, con
una terminación superficial ordinaria, expuestos a la atmósfera, el valor es aproximadamente
1. Para el mismo metal, contaminado por el manipuleo, el valor cae a alrededor de 0,3. Para
sistemas bien diseñados y lubricados, el coeficiente puede ser tan bajo como 0,005. Bajo
condiciones muy especiales, se pueden obtener valores tan bajos como 0,000005. En
contraste, los coeficientes para superficies metálicas limpias en el vacío, pueden ser tan altos
como 200 o más, y la soldadura en frío debido a la adhesión puede ocurrir algo similar. La
lubricación es de dos tipos generales basado en el ambiente operacional, esto es, carga y
velocidad del equipamiento y viscosidad del lubricante. Las superficies lisas separadas por una
Coeficiente de fricción = Fuerza de fricción que se opone al movimiento Carga perpendicular a la superficie
Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 9 de 90
capa de lubricante no entran en contacto, y por lo tanto no contribuyen a las fuerzas de
fricción. Esta condición se llama lubricación hidrodinámica. Se llega al límite de la
lubricación cuando hay un contacto intermitente entre las superficies, resultando en fuerzas
de fricción significativas.
Lubricación hidrodinámica
Mantener una capa de líquido intacta entre superficies que se mueven una respecto de la otra,
se logra generalmente mediante el bombeo del aceite. Entre un cigüeñal y su asiento existe
una capa de aceite que hace que el cigüeñal flote. El espesor de esta capa depende de un
balance entre la entrada y la salida de aceite.
El espesor de equilibrio de la capa de aceite se puede alterar por:
• Incremento de la carga, que expulsa aceite
• Incremento de la temperatura, que aumenta la pérdida de aceite
• Cambio a un aceite de menor viscosidad, que también aumenta la pérdida de aceite
• Reducción de la velocidad de bombeo, que disminuye el espesor de la capa
La lubricación de un cigüeñal que rota dentro de su bancada es un ejemplo clásico de la
teoría de la fricción hidrodinámica, como fue descripta por Osborne Reynolds en 1886. La
teoría asume que bajo estas condiciones, la fricción ocurre solamente dentro de la capa fluida,
y que es función de la viscosidad del fluído.
Lubricación Elasto-hidrodinámica
A medida que la presión o la carga se incrementan, la viscosidad del aceite también aumenta.
Cuando el lubricante converge hacia la zona de contacto, las dos superficies se deforman
elásticamente debido a la presión del lubricante. En la zona de contacto, la presión
hidrodinámica desarrollada en el lubricante causa un incremento adicional en la viscosidad que
es suficiente para separar las superficies en el borde de ataque del área de contacto. Debido a
esta alta viscosidad y al corto tiempo requerido para que el lubricante atraviese la zona de
contacto, hacen que el aceite no pueda escapar, y las superficies permanecerán separadas.
La carga tiene un pequeño efecto en el espesor de la capa, debido a que a estas presiones, la
capa de aceite es más rígida que las superficies metálicas. Por lo tanto, el efecto principal de

Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 10 de 90
un incremento en la carga es deformar las superficies metálicas e incrementar el área de
contacto, antes que disminuir el espesor de la capa de lubricante.
Pérdida de lubricación
Las hipótesis simples hechas durante la discusión anterior, no siempre son válidas en la
práctica. Bajo ciertas condiciones, tales como carga repentina, alta carga durante largo
tiempo, alta temperatura, baja velocidad, o baja viscosidad, el sistema de lubricación no se
mantiene en régimen hidrodinámico. Se llega a una situación en la cual existe un contacto
intermitente entre las superficies metálicas, resultando en un aumento significativo de la
temperatura, y una posterior destrucción de las superficies en contacto. Bajo estas
circunstancias, la capa fluida no es capaz de proteger las superficies, y se deben emplear
otras técnicas, como ser el agregado de aditivos formantes de capas protectoras sobre las
superficies móviles.
Viscosidad del lubricante
La viscosidad es una de las propiedades más importantes de un aceite lubricante. Es uno de
los factores responsables de la formación de la capa de lubricación, bajo distintas condiciones
de espesor de esta capa. La viscosidad afecta la generación de calor en rodamientos, cilindros
y engranajes debido a la fricción interna del aceite. Esto afecta las propiedades sellantes del
aceite y la velocidad de su consumo. Determina la facilidad con la que las máquinas se
pueden poner en funcionamiento a varias temperaturas, especialmente a las bajas. La
operación satisfactoria de una dada pieza de un equipo depende fundamentalmente del uso de
un aceite con la viscosidad adecuada a las condiciones de operación esperadas.
Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 11 de 90
El concepto básico de la viscosidad se muestra en la figura, donde una placa se mueve a una
velocidad constante V sobre una capa de aceite. El aceite se adhiere a ambas caras de las
placas, la móvil y la estacionaria. El aceite en contacto con la cara de la placa móvil viaja a la
misma velocidad que ésta, mientras que el aceite en contacto con la placa estacionaria tiene
velocidad nula. Entre ambas placas, se puede visualizar al aceite como si estuviera
compuesto por muchas capas, cada una de ellas siendo arrastrada por la superior a una
fracción de la velocidad V, proporcional a su distancia de la placa estacionaria. Una fuerza F
debe ser aplicada a la placa móvil para vencer a la fricción entre las capas fluidas. Dado que
esta fricción está relacionada con la viscosidad, la fuerza necesaria para mover la placa es
proporcional a la viscosidad. La viscosidad se puede determinar midiendo la fuerza necesaria
para vencer la resistencia a la fricción del fluido en una capa de dimensiones conocidas. La
viscosidad determinada de esta manera se llama dinámica o absoluta.
La viscosidad dinámica normalmente se expresa en poise (P) o centipoise (cP, donde 1 cP =
0,01 P), o en unidades del Sistema Internacional como pascales-segundo ( Pa-s, donde 1 Pa-s
= 10 P). La viscosidad dinámica, la cual es función sólo de la fricción interna del fluido, es la
cantidad usada más frecuentemente en el diseño de cojinetes y el cálculo de flujo de aceites.
Debido a que es más conveniente medir la viscosidad de manera tal que tenga en cuenta la
densidad del aceite, para caracterizar a los lubricantes normalmente se utiliza la viscosidad
cinemática.
La viscosidad cinemática de un fluido es su viscosidad dinámica dividida por su densidad,
ambos medidos a la misma temperatura, y expresada en unidades consistentes. Las unidades
más comunes que se utilizan para expresar la viscosidad cinemática son: stokes (St) o
centistokes (cSt, donde 1 cSt = 0,01 St), o en unidades del SI como milímetros cuadrados por
segundo (mm2/s, donde 1 mm2/s = 1 cSt).
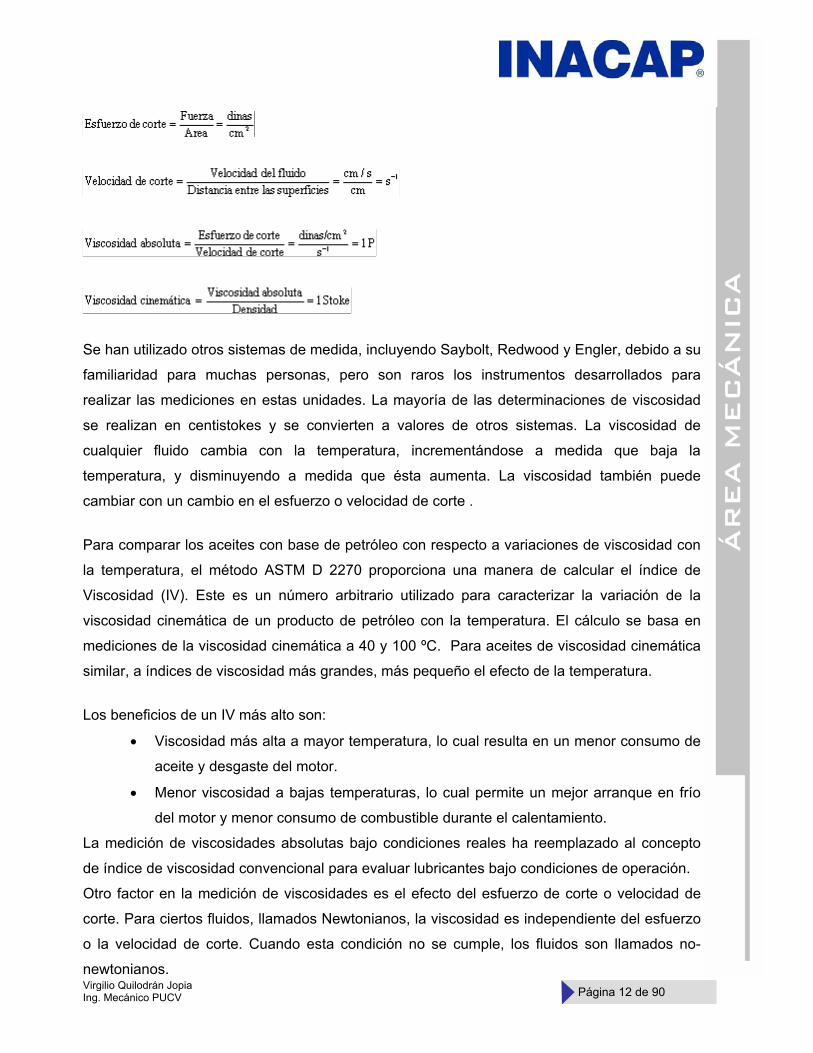
La viscosidad dinámica en centipoise se puede convertir en viscosidad cinemática en
centistokes dividiéndola por la densidad del fluido en gramos por centímetro cúbico (g/cm3) a la
misma temperatura. La viscosidad cinemática en milímetros cuadrados por segundo se puede
convertir en viscosidad dinámica en pascal-segundos multiplicando por la densidad en gramos
por centímetro cúbico y dividiendo el resultado por 1000. Resumiendo:
Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 12 de 90
Se han utilizado otros sistemas de medida, incluyendo Saybolt, Redwood y Engler, debido a su
familiaridad para muchas personas, pero son raros los instrumentos desarrollados para
realizar las mediciones en estas unidades. La mayoría de las determinaciones de viscosidad
se realizan en centistokes y se convierten a valores de otros sistemas. La viscosidad de
cualquier fluido cambia con la temperatura, incrementándose a medida que baja la
temperatura, y disminuyendo a medida que ésta aumenta. La viscosidad también puede
cambiar con un cambio en el esfuerzo o velocidad de corte .
Para comparar los aceites con base de petróleo con respecto a variaciones de viscosidad con
la temperatura, el método ASTM D 2270 proporciona una manera de calcular el índice de
Viscosidad (IV). Este es un número arbitrario utilizado para caracterizar la variación de la
viscosidad cinemática de un producto de petróleo con la temperatura. El cálculo se basa en
mediciones de la viscosidad cinemática a 40 y 100 ºC. Para aceites de viscosidad cinemática
similar, a índices de viscosidad más grandes, más pequeño el efecto de la temperatura.
Los beneficios de un IV más alto son:
• Viscosidad más alta a mayor temperatura, lo cual resulta en un menor consumo de
aceite y desgaste del motor.
• Menor viscosidad a bajas temperaturas, lo cual permite un mejor arranque en frío
del motor y menor consumo de combustible durante el calentamiento.
La medición de viscosidades absolutas bajo condiciones reales ha reemplazado al concepto
de índice de viscosidad convencional para evaluar lubricantes bajo condiciones de operación.
Otro factor en la medición de viscosidades es el efecto del esfuerzo de corte o velocidad de
corte. Para ciertos fluidos, llamados Newtonianos, la viscosidad es independiente del esfuerzo
o la velocidad de corte. Cuando esta condición no se cumple, los fluidos son llamados no-
newtonianos.

Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 13 de 90
Las mediciones de viscosidad cinemática se realizan a velocidades de corte bajas (100 s-1). Se
dispone de otros métodos para medir la viscosidad a velocidades de corte que simulan las
condiciones de operación del lubricante. Dentro de los diferentes instrumentos disponibles
para la medición de la viscosidad cinemática, se pueden mencionar:
Viscosímetros capilares: que miden la velocidad de flujo de un volumen fijo de fluido a través
de un orificio de diámetro pequeño, a una temperatura constante y controlada. La velocidad de
corte puede variar entre casi 0 a 106 s-1 cambiando el diámetro del capilar y la presión
aplicada. Los tipos de viscosímetros capilares y sus modos de operación son:
Viscosímetros de capilar de vidrio - el fluido para a través de un orificio de diámetro fijo bajo la
influencia de la gravedad. La velocidad de corte es menos de 10 s-1. Todas las viscosidades
cinemáticas de lubricantes para automóviles se miden con viscosímetros capilares.
Viscosímetros capilares de alta presión aplicando un gas a presión, se fuerza a un volumen
determinado del fluido a pasar a través de un capilar de vidrio de pequeño diámetro. La
velocidad de corte se puede variar hasta 106 s-1 . Esta técnica se utiliza comúnmente para
simular la viscosidad de los aceites para motor en las condiciones de operación.
Esta viscosidad se llama alta temperatura-alto corte (HTHS por su sigla en inglés) y se mide a
150 ºC y 106 s-1
Viscosímetros rotatorios, que usan el torque de un eje rotatorio para medir la resistencia al
flujo del fluído. El Simulador de Cigüeñal Frío (CCS), el mini-viscosímetro rotatorio (MRV), el
viscosímetro Brookfield y el Simulador de Cojinete Cónico (TBS) son viscosímetros rotatorios.
La velocidad de corse se puede cambiar modificando las dimensiones del rotor, el espacio
entre el rotor y la pared del estator, y la velocidad de rotación.
Simulador de Cigüeñal frío: El CCS mide la viscosidad aparente en el rango de 500 a 200.000
cP. Los rangos de velocidades de corte van entre 104 y 105 s-1. El rango normal de
temperaturas de operación está entre 0 a -40 ºC. El CCS ha demostrado una excelente
correlación con los datos de cigüeñales de máquinas a bajas temperaturas. La clasificación
de viscosidades SAE J300 especifica el comportamiento viscoso de aceites para motor a
bajas temperaturas mediante límites del CCS y requisitos del MRV.

Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 14 de 90
Mini-viscosímetro Rotatorio(ASTM D 4684): La prueba con el MRV, que está relacionado con
el mecanismo de bombeo, es una medición a baja velocidad de corte. La baja velocidad de
enfriamiento es la característica clave del método. Se trata una muestra para que tenga una
historia térmica que incluya ciclos de calentamiento, enfriamiento lento y remojado. El MRV
mide una aparente tensión admisible, la cual, si es más grande que el valor umbral, indica un
posible problema de bombeo por mezcla con aire. Por sobre una cierta viscosidad
(normalmente definida como 60.000 cP por la SAE J300), el aceite podría estar sujeto a una
falla de bombeo por un mecanismo llamado comportamiento de "flujo límite". Un aceite SAE
10W, por ejemplo, se requiere para tener una viscosidad máxima de 60.000 cP a -30 ºC sin
tensión admisible. Este método también mide una viscosidad aparente bajo velocidades de
corte de 1 a 50 s-1
Viscosímetro Brookfield: Determina un amplio rango de viscosidades (1 a 105 P) bajo una
baja velocidad de corte (hasta 102 s-1). Se usa principalmente para determinar la viscosidad a
baja temperatura de aceites para engranajes, transmisiones automáticas, convertidores de
torque y aceites hidráulicos para tractores, automóviles e industriales. La temperatura del
ensayo se mantiene constante en el rango de -5 a -40 ºC.
La técnica de ensayo Brookfield mide la viscosidad Brookfield de una muestra a medida que
es enfriada a velocidad constante de 1 ºC por hora. Como el MRV, este método intenta
correlacionar las características de bombeo de un aceite a baja temperatura. El ensayo
informa el punto de gelificación, definido como la temperatura a la cual la muestra llega a
30.000 cP. El índice de gelificación se define como la relación entre la mayor velocidad de
cambio en el incremento de la viscosidad desde -5 ºC y la temperatura más baja del ensayo.
Este método encuentra aplicación en aceites de motores, y es requerido por la ILSAC GF-2.
Simulador de Cojinete Cónico: Esta técnica también mide viscosidades a altas temperaturas y
velocidades de corte (ver Viscosímetro capilar de alta presión). Se obtienen altas velocidades
de corte usando distancias extremadamente pequeñas entre las paredes del rotor y estator.
Los requerimientos físicos tanto para aceites para cigüeñal como para engranajes están
definidos por la SAE J300
Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 15 de 90
3.2.- INTERCAMBIO DE CALOR.-
Otra importante función de un lubricante es actuar como un enfriador, removiendo el calor
generado por la fricción o por otras fuentes tales como la combustión o el contacto con
sustancias a alta temperatura. Para realizar esta función, el lubricante debe permanecer
relativamente sin cambios. Los cambios en la estabilidad térmica y estabilidad a la oxidación
harán disminuir la eficiencia del lubricante. Para resolver estos problemas es que
generalmente se agregan los aditivos.
3.3.- SUSPENSIÓN DE CONTAMINANTES.- La habilidad de un lubricante para permanecer efectivo en la presencia de contaminantes es
bastante importante. Entre estos contaminantes se cuentan agua, productos ácidos de la
combustión y materia particulada. Los aditivos son generalmente la respuesta para minimizar
los efectos adversos de los contaminantes.

Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 16 de 90
3.4.-SISTEMAS Y HERRAMIENTAS PARA UNA CORRECTA LUBRICACIÓN.-
La correcta lubricación de un rodamiento es esencial para alargar su vida,
El uso de un correcto lubricador es una buena son la solución Elegir la grasa adecuada para la aplicación correcta es crítico para el rendimiento del
rodamiento. Una incorrecta lubricación provoca hasta un 50% de las averías de los
rodamientos. Condiciones como carga, velocidad, temperatura y ambiente de trabajo
determinan el tipo de grasa necesaria para cada aplicación. Igualmente importante que elegir
la grasa adecuada es introducir la correcta cantidad de grasa en los intervalos correctos. Un
sobre-engrase puede tener efectos perjudiciales en la vida del rodamiento y contribuirá a los
tiempos de parada y a las fallas tempranas
Existen dos tipos de equipos de lubricación: manual y automático. Los dos métodos están
diseñados para un fácil uso y aseguran que no hay riesgo de contaminantes en la grasa.
Además permiten a los usuarios controlar la cantidad de grasa utilizada en cada aplicación.
Cuando se aplica manualmente con pistolas y bombas de grasa, los rodamientos pueden ser
lubricados antes y durante su funcionamiento. Con los lubricadores automáticos como
Multipoint, la cantidad correcta de grasa se aplica las 24 horas al día, los 7 días a la semana,
las 52 semanas al año. Simplemente con encender el temporizador automático, la lubricación
se hará por si sola. Para ayudarle a determinar la cantidad adecuada de grasa para su
aplicación específica, se han desarrollado, programas simples de cálculo de lubricación que
le ayuda a decidir su correcta regulación del tiempo.
Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 17 de 90
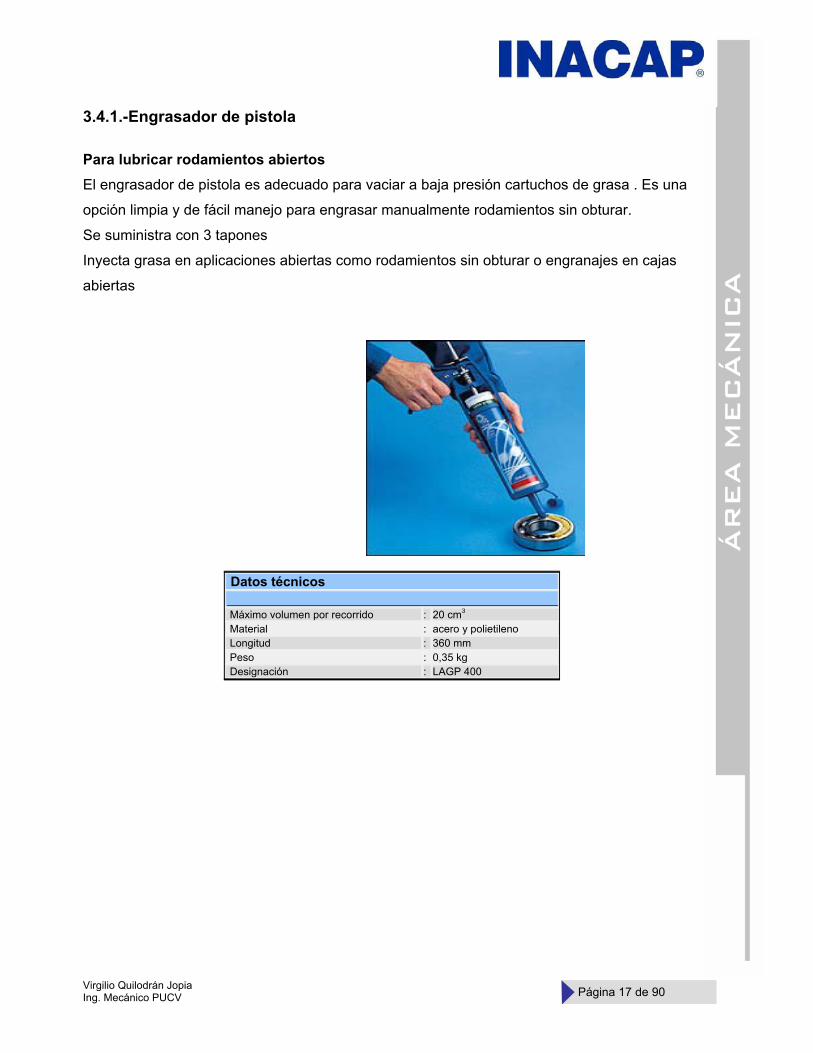
3.4.1.-Engrasador de pistola
Para lubricar rodamientos abiertos
El engrasador de pistola es adecuado para vaciar a baja presión cartuchos de grasa . Es una
opción limpia y de fácil manejo para engrasar manualmente rodamientos sin obturar.
Se suministra con 3 tapones
Inyecta grasa en aplicaciones abiertas como rodamientos sin obturar o engranajes en cajas
abiertas
Datos técnicos
Máximo volumen por recorrido : 20 cm3 Material : acero y polietileno Longitud : 360 mm Peso : 0,35 kg Designación : LAGP 400
Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 18 de 90
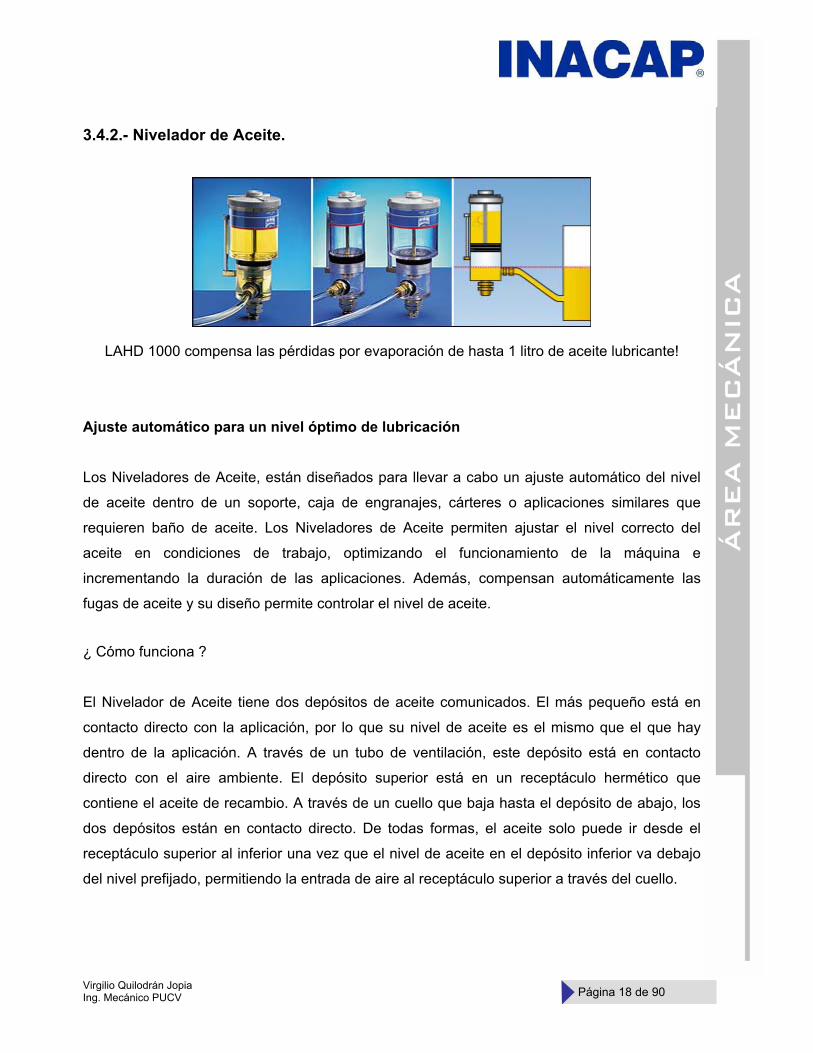
3.4.2.- Nivelador de Aceite.
LAHD 1000 compensa las pérdidas por evaporación de hasta 1 litro de aceite lubricante!
Ajuste automático para un nivel óptimo de lubricación
Los Niveladores de Aceite, están diseñados para llevar a cabo un ajuste automático del nivel
de aceite dentro de un soporte, caja de engranajes, cárteres o aplicaciones similares que
requieren baño de aceite. Los Niveladores de Aceite permiten ajustar el nivel correcto del
aceite en condiciones de trabajo, optimizando el funcionamiento de la máquina e
incrementando la duración de las aplicaciones. Además, compensan automáticamente las
fugas de aceite y su diseño permite controlar el nivel de aceite.
¿ Cómo funciona ?
El Nivelador de Aceite tiene dos depósitos de aceite comunicados. El más pequeño está en
contacto directo con la aplicación, por lo que su nivel de aceite es el mismo que el que hay
dentro de la aplicación. A través de un tubo de ventilación, este depósito está en contacto
directo con el aire ambiente. El depósito superior está en un receptáculo hermético que
contiene el aceite de recambio. A través de un cuello que baja hasta el depósito de abajo, los
dos depósitos están en contacto directo. De todas formas, el aceite solo puede ir desde el
receptáculo superior al inferior una vez que el nivel de aceite en el depósito inferior va debajo
del nivel prefijado, permitiendo la entrada de aire al receptáculo superior a través del cuello.

Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 19 de 90
Un nivel de aceite garantizado asegura una lubricación adecuada
Inspección visual fácil
Intervalos de relubricación más largos.
Datos técnicos Designación : LAHD 500 / LAHD 1000
Dimensiones - LAHD 500 : Ø 91 mm x 290 mm de alto
- LAHD 1000 : Ø 122 mm x 290 mm de alto Volumen de aceite
- LAHD 500 : 500 ml - LAHD 1000 : 1.000 ml
Material del contenedor : Poli carbonato Rango de temperatura permitido : - 20 a 125 °C
Humedad permitida : 0 - 100 % Longitud del tubo de conexión : 600 mm
Rosca de conexión : G 1/2 Material del tubo : Poliuretano
Material de la junta teórica : NBR - 70 Shore Juntas : NBR - 80 Shore 6 piezas
Otro material : Aluminio, Bronce, Acero inoxidable Tipos de aceite : Aceites minerales y sintéticos
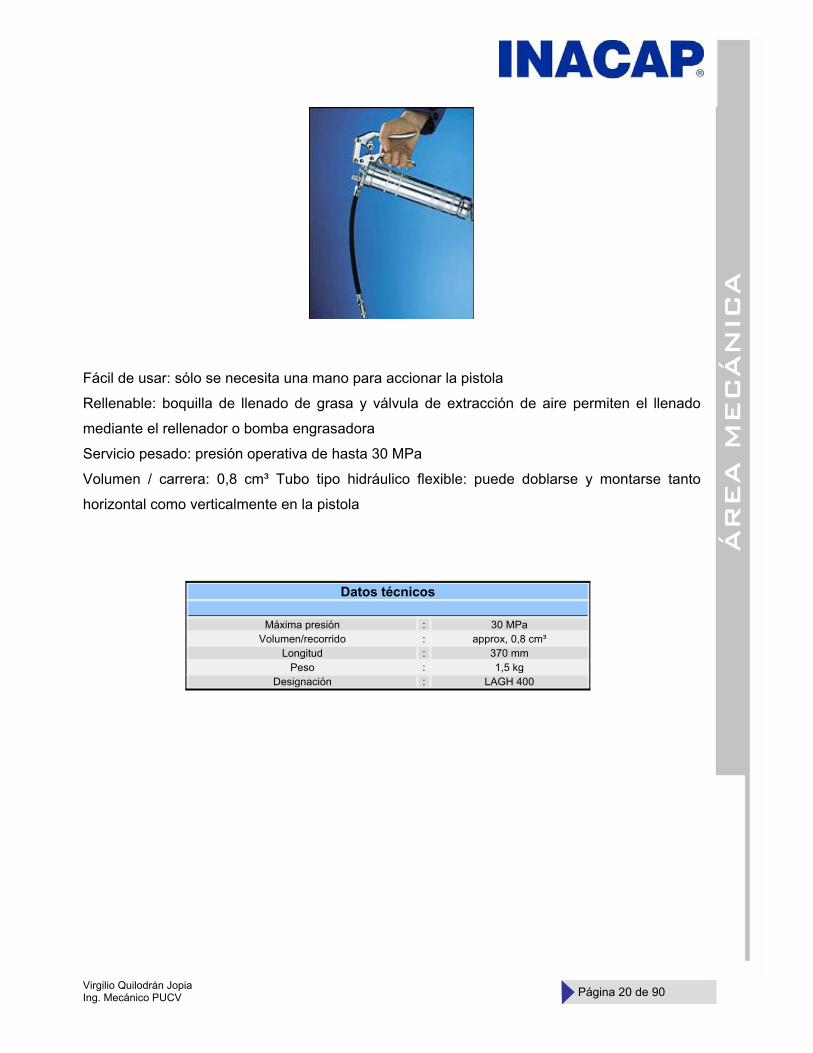
3.4.3.- PISTOLA ENGRASADORA ACCIONADA CON UNA MANO
Fácil llenado con una sola mano
Adecuada para llenado de grasa mediante bombas de llenado, bombas engrasadoras y
también adecuada para cartuchos de grasa. Diseño ergonómico, tubo flexible y posibilidad de
montar el tubo flexible tanto en posición vertical como horizontal para asegurar que sea fácil de
usar.
Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 20 de 90
Fácil de usar: sólo se necesita una mano para accionar la pistola
Rellenable: boquilla de llenado de grasa y válvula de extracción de aire permiten el llenado
mediante el rellenador o bomba engrasadora
Servicio pesado: presión operativa de hasta 30 MPa
Volumen / carrera: 0,8 cm³ Tubo tipo hidráulico flexible: puede doblarse y montarse tanto
horizontal como verticalmente en la pistola
Datos técnicos
Máxima presión : 30 MPa
Volumen/recorrido : approx, 0,8 cm³ Longitud : 370 mm
Peso : 1,5 kg Designación : LAGH 400
Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 21 de 90
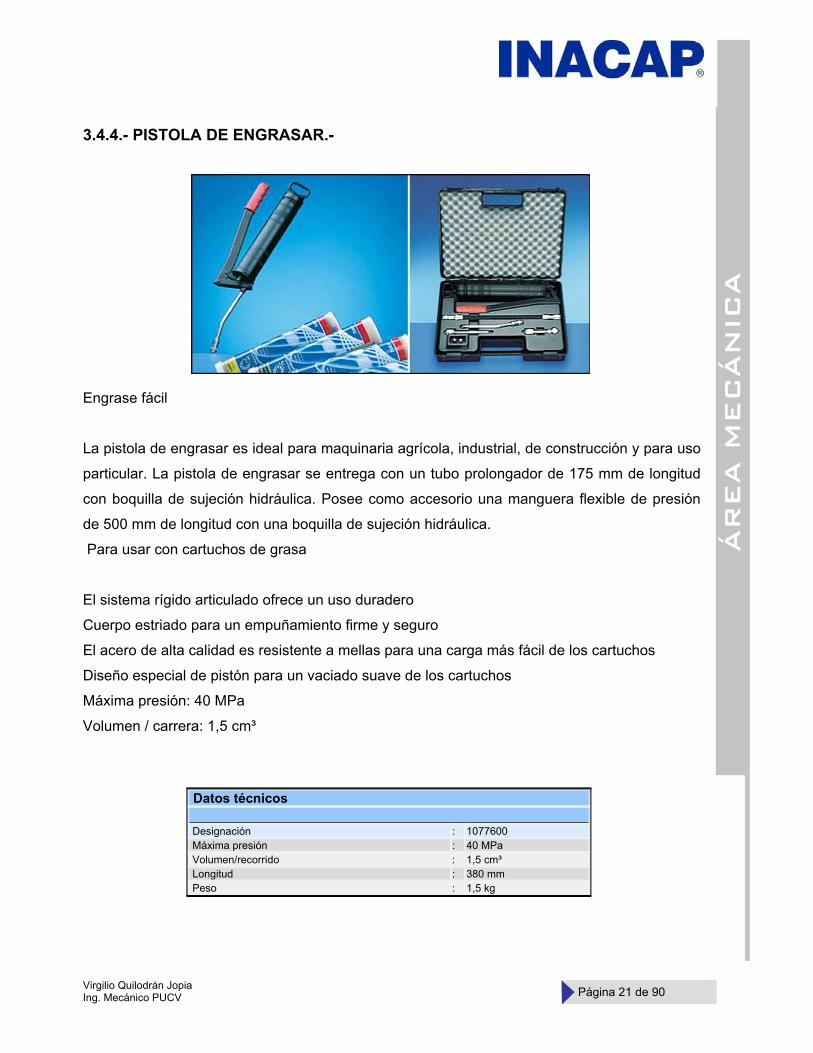
3.4.4.- PISTOLA DE ENGRASAR.-
Engrase fácil
La pistola de engrasar es ideal para maquinaria agrícola, industrial, de construcción y para uso
particular. La pistola de engrasar se entrega con un tubo prolongador de 175 mm de longitud
con boquilla de sujeción hidráulica. Posee como accesorio una manguera flexible de presión
de 500 mm de longitud con una boquilla de sujeción hidráulica.
Para usar con cartuchos de grasa
El sistema rígido articulado ofrece un uso duradero
Cuerpo estriado para un empuñamiento firme y seguro
El acero de alta calidad es resistente a mellas para una carga más fácil de los cartuchos
Diseño especial de pistón para un vaciado suave de los cartuchos
Máxima presión: 40 MPa
Volumen / carrera: 1,5 cm³
Datos técnicos
Designación : 1077600 Máxima presión : 40 MPa Volumen/recorrido : 1,5 cm³ Longitud : 380 mm Peso : 1,5 kg

Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 22 de 90
3.4.5.- HERRAMIENTA ENGRASADORA
La herramienta engrasadora VKN 550, es altamente eficaz , robusta, y fácil de utilizar.
Conseguirá el máximo rendimiento utilizando la engrasadora VKN 550 en combinación con la
grasa para rodamientos VKG 1 y la bomba de engrase LAGF. Esta herramienta engrasadora
se puede utilizar en combinación con pistolas de engrase manuales estándar o con bombas de
engrase.
Coloca cantidades de grasa controladas con precisión entre la jaula y los elementos rodantes
del rodamiento, prolongando la vida útil del mismo.
El sistema cerrado y la cubierta protectora impiden que entre la suciedad, eliminando
prácticamente toda contaminación.
Permite al mecánico engrasar los rodamientos de una manera rápida y limpia.
Evita la pérdida innecesaria de grasa.
Es económica e inocua para el medio ambiente.
Aunque está especialmente diseñada para rodamientos cónicos, la engrasadora se puede
utilizar en cualquier tipo de rodamiento abierto que necesite un pre-engrasado del 100%.

Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 23 de 90
Datos Técnicos
Referencia VKN 550 Descripción Herramienta engrasadora Peso . 1,8 Kg Composición Chapado en zinc, acabado en metal Grasas apropiadas Aprobada para todo tipo de grasas SKF Otras grasas NLGI de clase 000 a 2 Rango de rodamientos Diámetro interior d De 19 a 120mm. Diámetro exterior D Máximo 200mm.
3.4.6.- BOMBA DE LLENADO DE GRASA. Contenedor de grasa de gran capacidad Las bombas de llenado de son adecuadas para el engrase de rodamientos o para pistolas
engrasadoras y embasadores de grasa. Especialmente diseñado para su uso con la pistola
engrasadora . Probada y autorizada para las grasas. Fácil de instalar y lista para su uso.
Disponible para los bidones de 18 kg y 50 kg
Características de las bombas de llenado:
1.- Llenado rápido: la baja presión permite mayor volumen por carrera
2.- Limpieza: la válvula evita vaciado no deseado de grasa
3.- Fácil de instalar: se incluyen todos los artículos necesarios
4.- Fiable: probado y autorizado para todas las grasas.

Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 24 de 90
Datos técnicos
Máxima presión : 3 Mpa 3 Mpa
Volumen/recorrido : aprox. 45 cm³ aprox. 45 cm³ Dimensiones del bidón:
- diámetro interior : 265-285 mm 350-385 mm - máxima altura interior : 420 mm 675 mm
Peso : 5 kg 7 kg Designación : LAGF 18 LAGF 50
Bombas de grasa
Para cualquier lubricador con grasa La gama completa de bombas de grasa de aire comprimido y manuales está diseñada para
vaciar los bidones de grasa estándar de 18, 50 o 180 kg. Se pueden conectar directamente a
los puntos de lubricación, también adecuadas para los sistemas centralizados de grasa de
lubricación. Las bombas de grasa tienen una presión máxima de 40 Mpa y 42 Mpa
respectivamente. Son fáciles de instalar y listas para su uso, ya que las bombas se suministran
con todos los artículos necesarios, incluyendo 3,5 m de tubo.
Datos técnicos
Designación LAGG 18M LAGG 18A LAGG 50A LAGG 180ª LAGT 180 Descripción Bomba de
grasa para bidones de 18 kg
Bomba de grasa portátil para bidones de 18 kg
Bomba de grasa para bidones de 50 kg
Bomba de grasa para bidones de 180 kg
Carro para bidones hasta 200 kg
Bombeo Manual aire comprimido
aire comprimido
aire comprimido
n.a.
Presión máx.
50 Mpa 42 Mpa 42 Mpa 42 Mpa n.a.
Bidón SKF 18 kg 18 kg 50 kg 180 kg 180 kg Diámetro interno
265-285 mm 265-285 mm 350-385 mm 550-590 mm n.a.
Nota Estacionario Portátil Estacionario Estacionario Portátil
Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 25 de 90
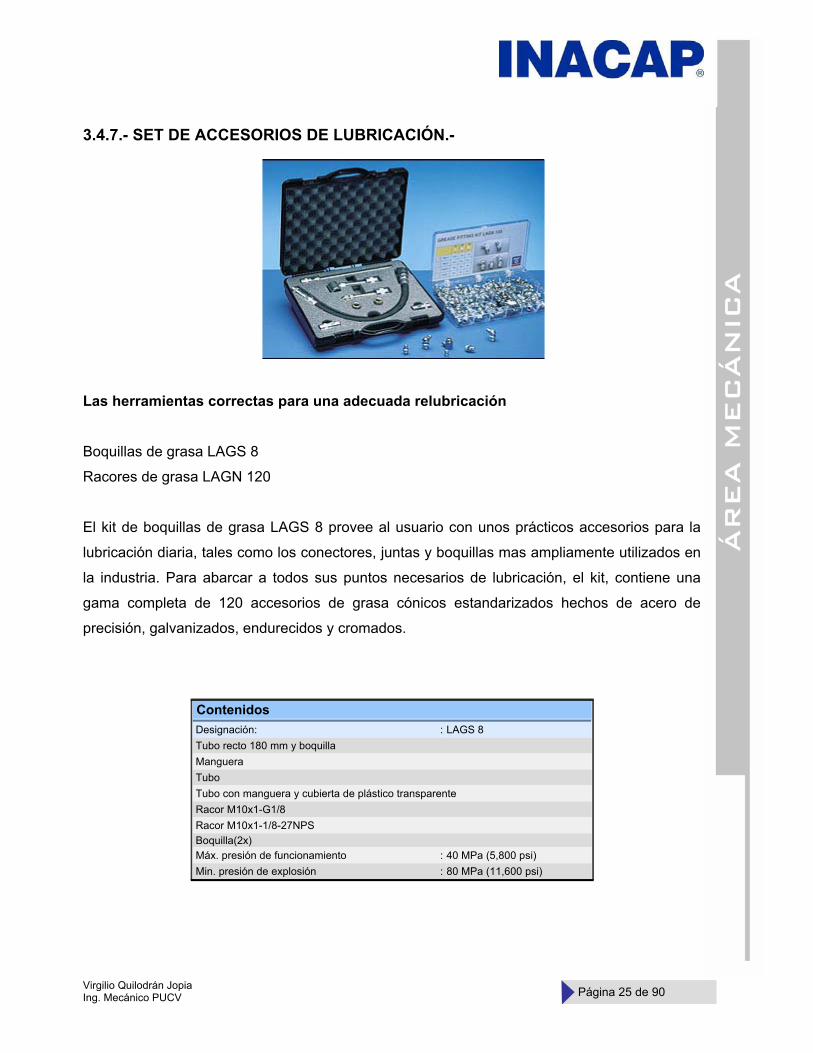
3.4.7.- SET DE ACCESORIOS DE LUBRICACIÓN.-
Las herramientas correctas para una adecuada relubricación
Boquillas de grasa LAGS 8
Racores de grasa LAGN 120
El kit de boquillas de grasa LAGS 8 provee al usuario con unos prácticos accesorios para la
lubricación diaria, tales como los conectores, juntas y boquillas mas ampliamente utilizados en
la industria. Para abarcar a todos sus puntos necesarios de lubricación, el kit, contiene una
gama completa de 120 accesorios de grasa cónicos estandarizados hechos de acero de
precisión, galvanizados, endurecidos y cromados.
Contenidos Designación: : LAGS 8 Tubo recto 180 mm y boquilla Manguera Tubo Tubo con manguera y cubierta de plástico transparente Racor M10x1-G1/8 Racor M10x1-1/8-27NPS Boquilla(2x) Máx. presión de funcionamiento : 40 MPa (5,800 psi) Min. presión de explosión : 80 MPa (11,600 psi)

Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 26 de 90
3.4.7.- MEDIDOR DE GRASA LAGM 1000
Medida exacta de la cantidad de grasa para una correcta lubricación Para una adecuada y exacta lubricación se requiere el uso de un medidor de grasa. El medidor
de grasa le permite determinar exactamente la cantidad de grasa suministrada a la aplicación.
La cantidad se mide en cm³ (que se pueden convertir en gramos fácilmente para el uso de la
densidad de la grasa).
Exactitud de lubricación: mide la cantidad exacta de grasa aplicada a la aplicación (en cm³)
Fácil de instalar: se puede montar en cualquier equipo de lubricación (ej. pistolas
engrasadoras, bombas)
Fiable: probado y autorizado para todas las grasas
Datos técnicos
Consistencia adecuada de la grasa : NLGI 0 - NLGI 2 Máx. presión : 70 MPa Conexión de la rosca : M10x1 Flujo máximo : 1.000 cm3/min Peso : 1 kg Tipo pila : 2 x LR1 Duración pila : 2 años Precisión : ± 5% ± 1 digito Indicador batería baja : lectura débil en la pantalla Designación : LAGM 1000
Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 27 de 90
4.- ELEMENTOS DE UNION Y FIJACION.- 4.1.- Roscas, pernos y tornillos
Unir es uno de los problemas básicos en ingeniería, las piezas básicas siempre se integran
formando piezas más complejas. Una clasificación para las uniones las separa en :
a.- Uniones permanentes.
b.- Uniones semipermanentes.
c.- Uniones desmontables.
En el primer grupo, se reúnen las uniones que una vez ensambladas son muy difíciles de
separar. Es el caso de las soldaduras, remaches y ajustes muy forzados. Estas uniones, si se
separan, implican daños en la zona de unión. Un segundo grupo lo forman las uniones que en general no van a desmontarse, pero se deja
abierta esta posibilidad. Para esto se usan principalmente uniones roscadas. Finalmente, las uniones que deben ser desmontables para efectos de mantenimiento o
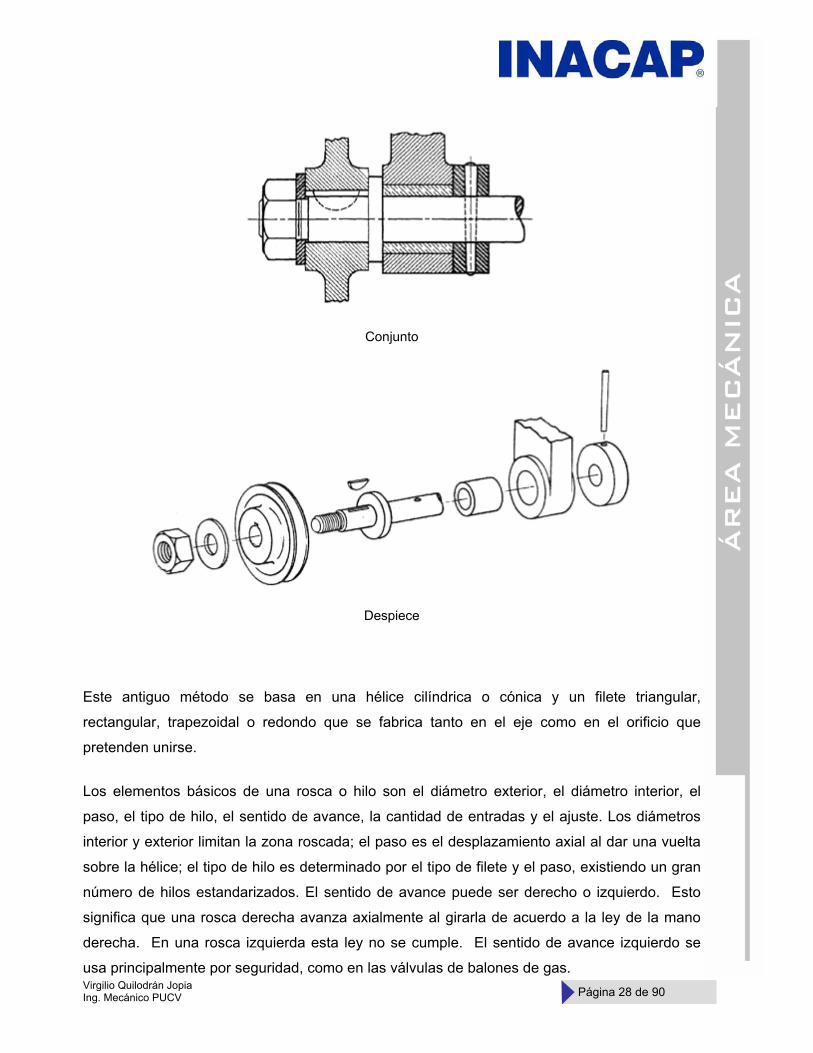
traslados utilizan elementos roscados, chavetas, lengüetas, pasadores y seguros elásticos. En las figuras siguientes se ejemplifican diversos elementos de unión, el eje roscado se une
por medio de una tuerca a la polea. La polea gira arrastrada por la chaveta inserta en el eje,
éste rota al interior del buje debido al ajuste deslizante que existe entre ellos. El buje se une al
soporte por medio de un ajuste apretado y finalmente, el conjunto se une al soporte por medio
de una golilla gruesa y un pasador cónico.
Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 28 de 90
Conjunto
Despiece
Este antiguo método se basa en una hélice cilíndrica o cónica y un filete triangular,
rectangular, trapezoidal o redondo que se fabrica tanto en el eje como en el orificio que
pretenden unirse.
Los elementos básicos de una rosca o hilo son el diámetro exterior, el diámetro interior, el
paso, el tipo de hilo, el sentido de avance, la cantidad de entradas y el ajuste. Los diámetros
interior y exterior limitan la zona roscada; el paso es el desplazamiento axial al dar una vuelta
sobre la hélice; el tipo de hilo es determinado por el tipo de filete y el paso, existiendo un gran
número de hilos estandarizados. El sentido de avance puede ser derecho o izquierdo. Esto
significa que una rosca derecha avanza axialmente al girarla de acuerdo a la ley de la mano
derecha. En una rosca izquierda esta ley no se cumple. El sentido de avance izquierdo se
usa principalmente por seguridad, como en las válvulas de balones de gas.

Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 29 de 90
La cantidad de entradas indican cuántas hélices están presentes. Generalmente sólo hay una
hélice presente. Por ejemplo si se desea unir una tuerca a un perno, se tiene una oportunidad
por vuelta, o sea, una entrada; en tapas de frascos y bebidas se desea una colocación fácil y
se utilizan 3, 4 o más entradas, es decir 3, 4 o más hélices presentes. Esto necesariamente
aumenta el paso, lo cual no es conveniente en un elemento que debe permanecer unido.

Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 30 de 90
Existe un equilibrio que podemos calcular de la siguiente forma: tomemos una rosca y
desarrollemos lateralmente la hélice, utilizando como diámetro Dm, el promedio del diámetro
exterior y el diámetro interior. Si se considera que la unión perno-tuerca está ejerciendo una
fuerza, parte de esta fuerza F tiende a hacer resbalar la tuerca (F sen α) y como se desea que
no resbale, el roce debe ser mayor.
Fr > F sen α
µN > F sen α
µ F cos α > F sen α
µ cos α > sen α
µ > tg α
µ > P / (πDm)
P < (µ π).Dm
P = K * Dm
De aquí se desprende que existe una relación entre el paso y el diámetro para evitar que una
unión apernada se suelte sola. También se puede ver que para un diámetro dado, un paso
menor tiene menos tendencia a resbalar.
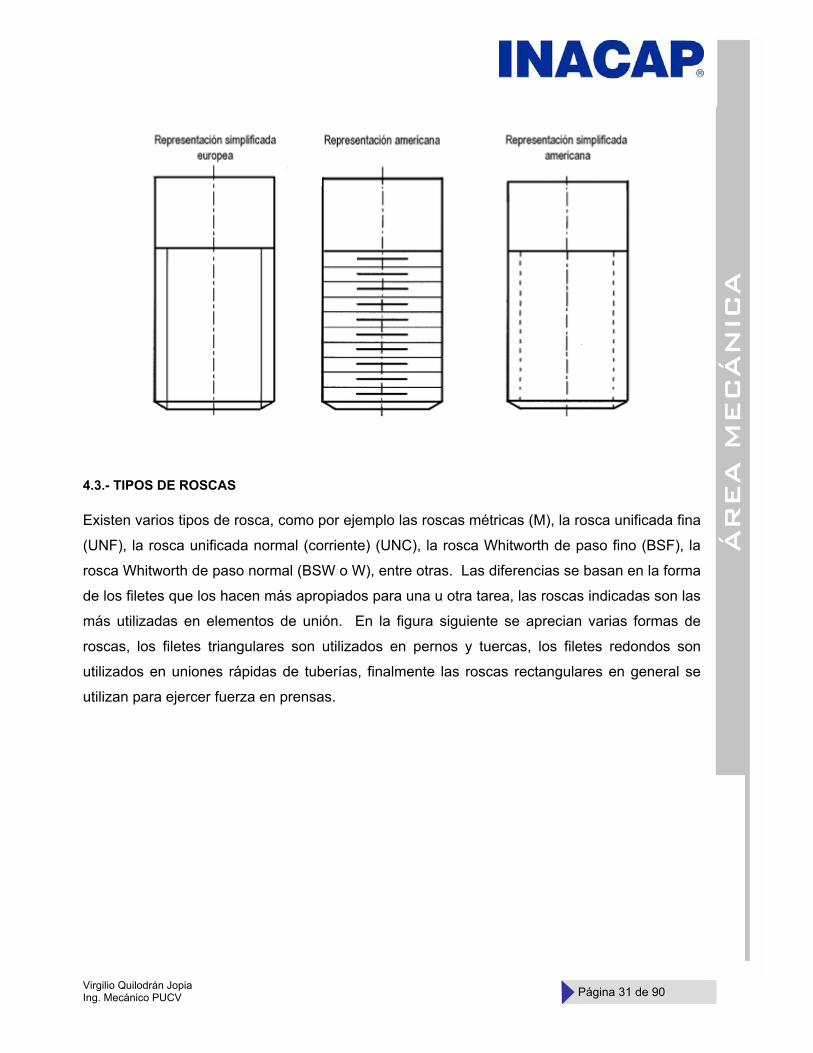
4.2.- REPRESENTACION GRAFICA DE LAS ROSCAS.
El dibujo detallado de las roscas es muy difícil de realizar, esto obliga a reemplazarlo por algún
símbolo que represente un eje roscado. La siguiente figura muestra las representaciones
simplificadas en Europa y Norte América. Nosotros utilizamos principalmente la representación
europea.
Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 31 de 90
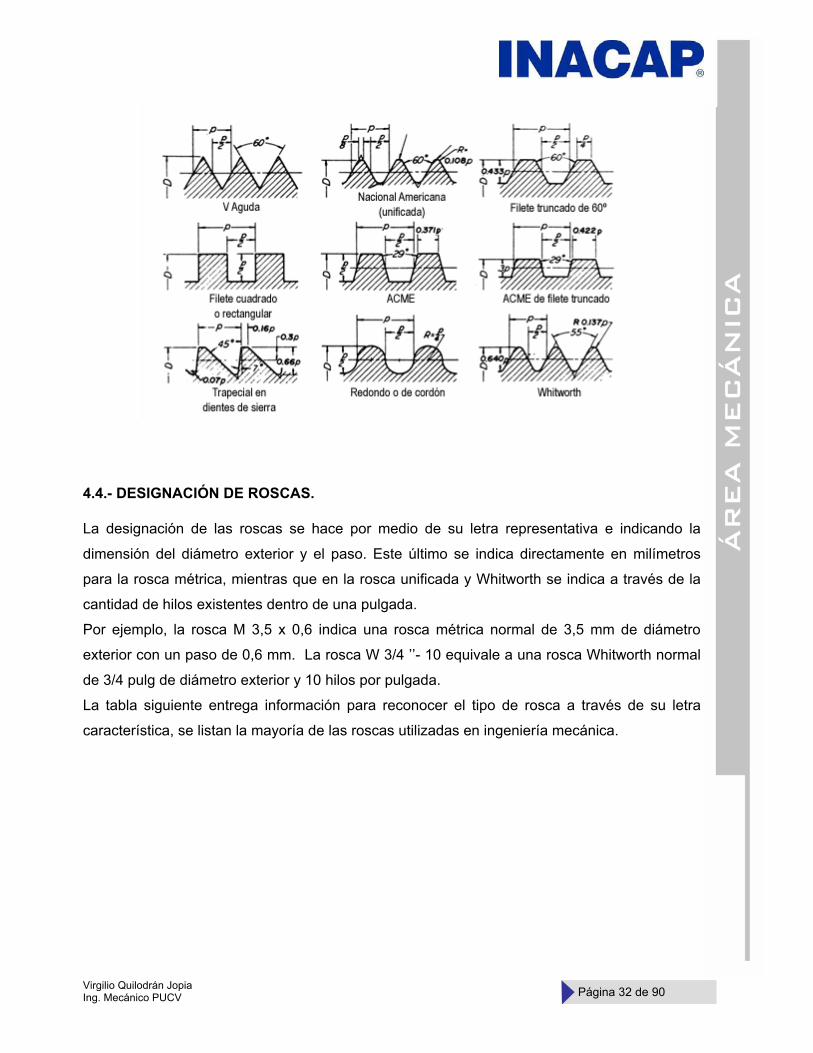
4.3.- TIPOS DE ROSCAS
Existen varios tipos de rosca, como por ejemplo las roscas métricas (M), la rosca unificada fina
(UNF), la rosca unificada normal (corriente) (UNC), la rosca Whitworth de paso fino (BSF), la
rosca Whitworth de paso normal (BSW o W), entre otras. Las diferencias se basan en la forma
de los filetes que los hacen más apropiados para una u otra tarea, las roscas indicadas son las
más utilizadas en elementos de unión. En la figura siguiente se aprecian varias formas de
roscas, los filetes triangulares son utilizados en pernos y tuercas, los filetes redondos son
utilizados en uniones rápidas de tuberías, finalmente las roscas rectangulares en general se
utilizan para ejercer fuerza en prensas.
Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 32 de 90
4.4.- DESIGNACIÓN DE ROSCAS.
La designación de las roscas se hace por medio de su letra representativa e indicando la
dimensión del diámetro exterior y el paso. Este último se indica directamente en milímetros
para la rosca métrica, mientras que en la rosca unificada y Whitworth se indica a través de la
cantidad de hilos existentes dentro de una pulgada. Por ejemplo, la rosca M 3,5 x 0,6 indica una rosca métrica normal de 3,5 mm de diámetro
exterior con un paso de 0,6 mm. La rosca W 3/4 ’’- 10 equivale a una rosca Whitworth normal
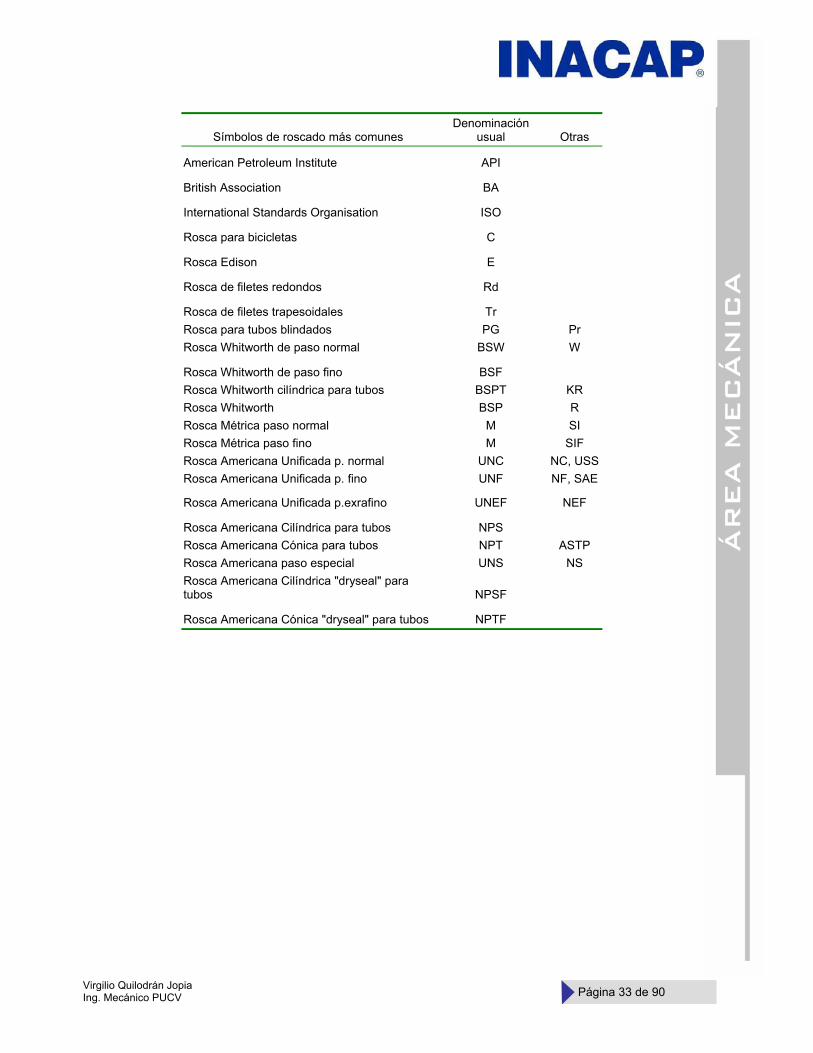
de 3/4 pulg de diámetro exterior y 10 hilos por pulgada. La tabla siguiente entrega información para reconocer el tipo de rosca a través de su letra
característica, se listan la mayoría de las roscas utilizadas en ingeniería mecánica.
Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 33 de 90
Símbolos de roscado más comunes Denominación
usual Otras
American Petroleum Institute API
British Association BA
International Standards Organisation ISO
Rosca para bicicletas C
Rosca Edison E
Rosca de filetes redondos Rd
Rosca de filetes trapesoidales Tr Rosca para tubos blindados PG Pr Rosca Whitworth de paso normal BSW W
Rosca Whitworth de paso fino BSF Rosca Whitworth cilíndrica para tubos BSPT KR Rosca Whitworth BSP R Rosca Métrica paso normal M SI Rosca Métrica paso fino M SIF Rosca Americana Unificada p. normal UNC NC, USS Rosca Americana Unificada p. fino UNF NF, SAE
Rosca Americana Unificada p.exrafino UNEF NEF
Rosca Americana Cilíndrica para tubos NPS Rosca Americana Cónica para tubos NPT ASTP Rosca Americana paso especial UNS NS Rosca Americana Cilíndrica "dryseal" para tubos NPSF
Rosca Americana Cónica "dryseal" para tubos NPTF

Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 34 de 90
METRICA PASO FINO
Medida Nominal Dext x paso
M 2.5 x 0.35 M 3 x 0.35 M 3.5 x 0.35 M 4 x 0.5 M 5 x 0.5 M 6 x 0.75 M 7 x 0.75 M 8 x 0.75 M 8 x 1 M 9 x 0.75 M 9 x 1 M 10 x 0.75 M 10 x 1 M 10 x 1.25 M 11 x - M 11 x 0.75 M 12 x 1 M 12 x 1 M 12 x 1.25 M 13 x 1.5 M 14 x 1 M 14 x 1 M 14 x 1.25 M 15 x 1 M 15 x 1.5 M 16 x 1 M 16 x 1.5 M 17 x 1.5 M 17 x 1 M 18 x 1.5 M 18 x 1 M 20 x 1.5 M 20 x 1 M 22 x 1.5 M 22 x 1 M 24 x 1.5 M 24 x 1
METRICA PASO FINO
Medida Nominal Dext x paso
M 25 x 1.5 M 25 x 2 M 26 x 1.5 M 27 x 1 M 27 x 1.5 M 27 x 2 M 28 x 1 M 28 x 1.5 M 28 x 2 M 30 x 1 M 30 x 1.5 M 30 x 2 M 32 x 1.5 M 32 x 2 M 33 x 1.5 M 33 x 2 M 34 x 1.5 M 35 x 1.5 M 35 x 2 M 36 x 2 M 36 x 3 M 38 x 1.5 M 38 x 2 M 39 x 1.5 M 39 x 2 M 39 x 3 M 40 x 1.5 M 40 x 2 M 40 x 3 M 42 x 2 M 42 x 3 M 45 x 1.5 M 45 x 2 M 45 x 3 M 48 x 2 M 48 x 3 M 50 x 2
METRICA PASO NORMAL
Medida Nominal Dext x paso
M 1.6 x 0.35 M 1.7 x 0.35 M 2 x 0.4 M 2.2 x 0.45 M 2.3 x 0.4 M 2.5 x 0.45 M 2.6 x 0.45 M 3 x 0.5 M 3 x 0.6 M 3.5 x 0.6 M 4 x 0.7 M 4 x 0.75 M 4.5 x 0.75 M 5 x 0.75 M 5 x 0.8 M 5 x 0.9 M 5 x 1 M 5.5 x 0.9 M 6 x 1 M 7 x 1 M 8 x 1.25 M 9 x 1.25 M 10 x 1.5 M 11 x 1.5 M 12 x 1.75 M 14 x 2 M 16 x 2 M 18 x 2.5 M 20 x 2.5 M 22 x 2.5 M 24 x 3 M 27 x 3 M 30 x 3.5 M 33 x 3.5 M 36 x 4 M 39 x 4 M 42 x 4.5
Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 35 de 90
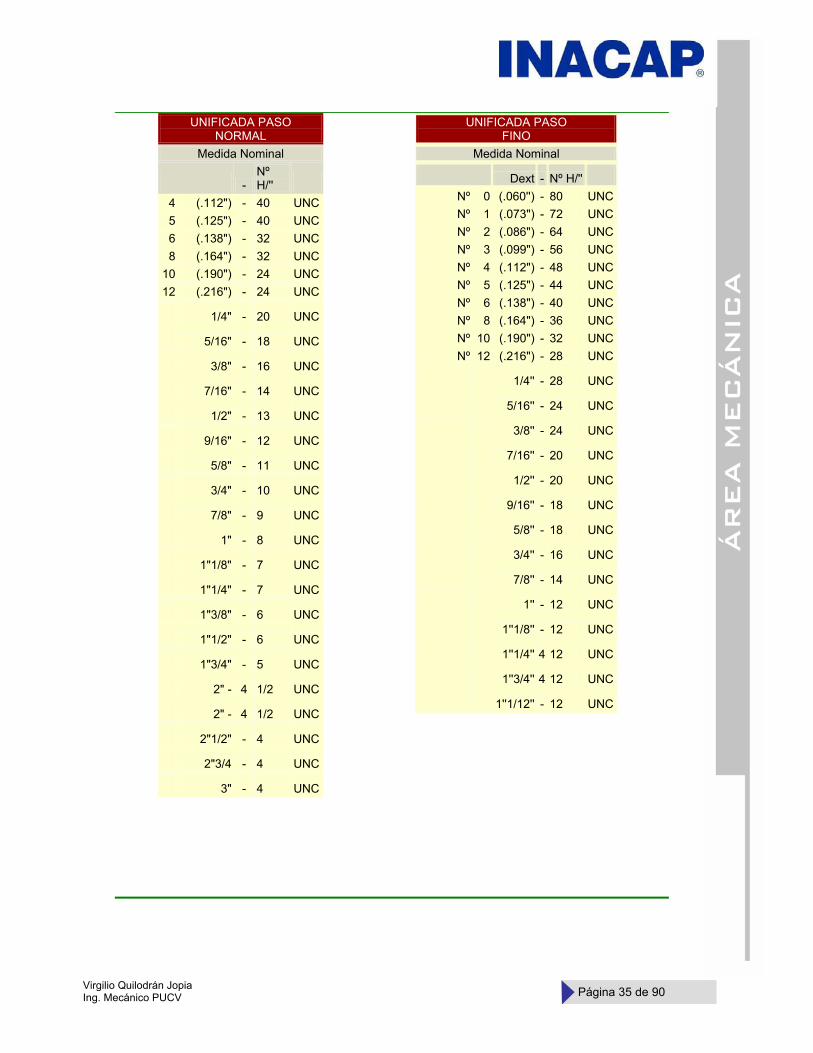
UNIFICADA PASO NORMAL
Medida Nominal
- Nº H/''
4 (.112") - 40 UNC 5 (.125") - 40 UNC 6 (.138") - 32 UNC 8 (.164") - 32 UNC
10 (.190") - 24 UNC 12 (.216") - 24 UNC
1/4" - 20 UNC
5/16" - 18 UNC
3/8" - 16 UNC
7/16" - 14 UNC
1/2" - 13 UNC
9/16" - 12 UNC
5/8" - 11 UNC
3/4" - 10 UNC
7/8" - 9 UNC
1" - 8 UNC
1"1/8" - 7 UNC
1"1/4" - 7 UNC
1"3/8" - 6 UNC
1"1/2" - 6 UNC
1"3/4" - 5 UNC
2" - 4 1/2 UNC
2" - 4 1/2 UNC
2"1/2" - 4 UNC
2"3/4 - 4 UNC
3" - 4 UNC
UNIFICADA PASO FINO
Medida Nominal
Dext - Nº H/'' Nº 0 (.060'') - 80 UNC Nº 1 (.073") - 72 UNC Nº 2 (.086") - 64 UNC Nº 3 (.099") - 56 UNC Nº 4 (.112") - 48 UNC Nº 5 (.125") - 44 UNC Nº 6 (.138") - 40 UNC Nº 8 (.164") - 36 UNC Nº 10 (.190") - 32 UNC Nº 12 (.216") - 28 UNC
1/4'' - 28 UNC
5/16'' - 24 UNC
3/8'' - 24 UNC
7/16'' - 20 UNC
1/2'' - 20 UNC
9/16'' - 18 UNC
5/8'' - 18 UNC
3/4'' - 16 UNC
7/8'' - 14 UNC
1'' - 12 UNC
1''1/8'' - 12 UNC
1''1/4'' 4 12 UNC
1''3/4'' 4 12 UNC
1''1/12'' - 12 UNC
Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 36 de 90
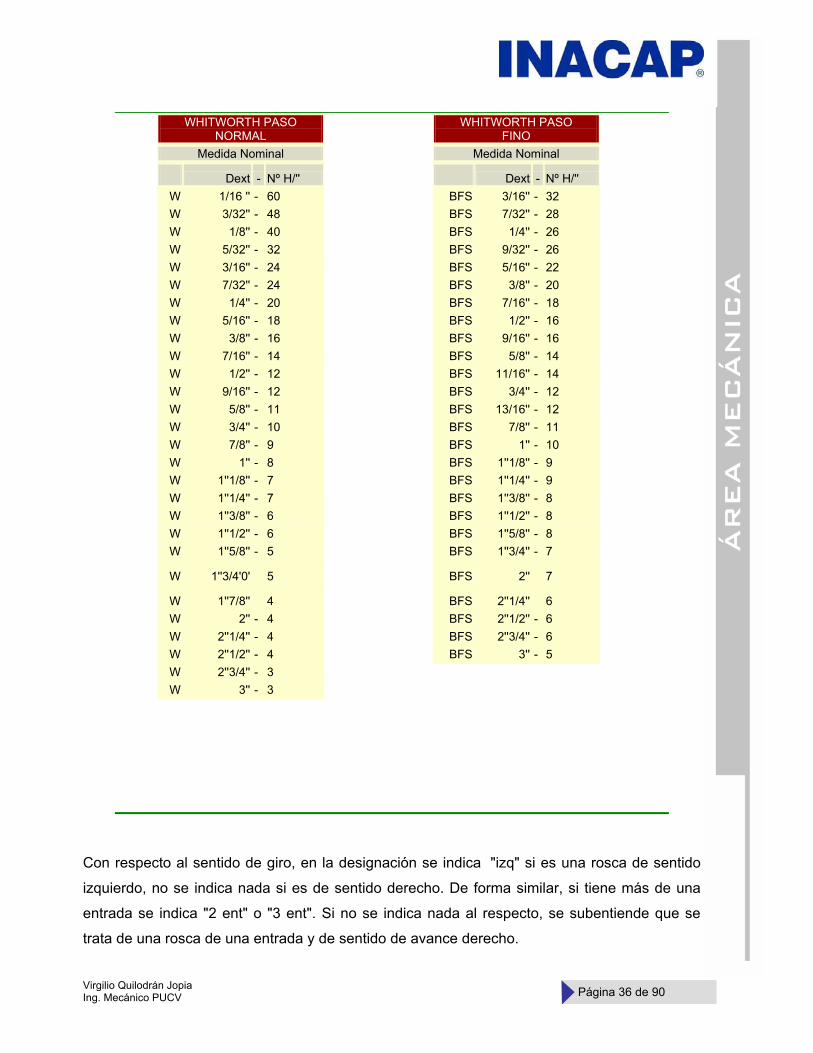
WHITWORTH PASO NORMAL
Medida Nominal
Dext - Nº H/'' W 1/16 '' - 60 W 3/32'' - 48 W 1/8'' - 40 W 5/32'' - 32 W 3/16'' - 24 W 7/32'' - 24 W 1/4'' - 20 W 5/16'' - 18 W 3/8'' - 16 W 7/16'' - 14 W 1/2'' - 12 W 9/16'' - 12 W 5/8'' - 11 W 3/4'' - 10 W 7/8'' - 9 W 1'' - 8 W 1''1/8'' - 7 W 1''1/4'' - 7 W 1''3/8'' - 6 W 1''1/2'' - 6 W 1''5/8'' - 5
W 1''3/4'0' 5
W 1''7/8'' 4 W 2'' - 4 W 2''1/4'' - 4 W 2''1/2'' - 4 W 2''3/4'' - 3 W 3'' - 3
WHITWORTH PASO FINO
Medida Nominal
Dext - Nº H/'' BFS 3/16'' - 32 BFS 7/32'' - 28 BFS 1/4'' - 26 BFS 9/32'' - 26 BFS 5/16'' - 22 BFS 3/8'' - 20 BFS 7/16'' - 18 BFS 1/2'' - 16 BFS 9/16'' - 16 BFS 5/8'' - 14 BFS 11/16'' - 14 BFS 3/4'' - 12 BFS 13/16'' - 12 BFS 7/8'' - 11 BFS 1'' - 10 BFS 1''1/8'' - 9 BFS 1''1/4'' - 9 BFS 1''3/8'' - 8 BFS 1''1/2'' - 8 BFS 1''5/8'' - 8 BFS 1''3/4'' - 7
BFS 2'' 7
BFS 2''1/4'' 6 BFS 2''1/2'' - 6 BFS 2''3/4'' - 6 BFS 3'' - 5
Con respecto al sentido de giro, en la designación se indica "izq" si es una rosca de sentido
izquierdo, no se indica nada si es de sentido derecho. De forma similar, si tiene más de una
entrada se indica "2 ent" o "3 ent". Si no se indica nada al respecto, se subentiende que se
trata de una rosca de una entrada y de sentido de avance derecho.
Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 37 de 90
En roscas de fabricación norteamericana, se agregan más símbolos para informar el grado de
ajuste y tratamientos especiales.
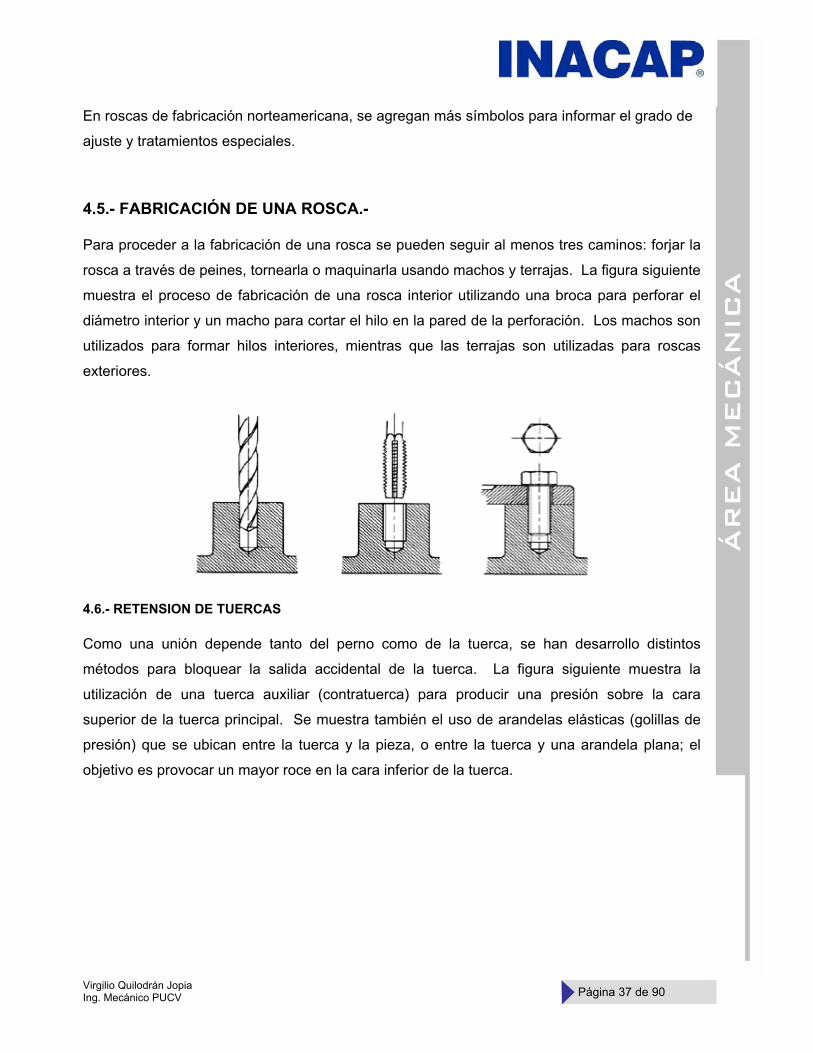
4.5.- FABRICACIÓN DE UNA ROSCA.-
Para proceder a la fabricación de una rosca se pueden seguir al menos tres caminos: forjar la
rosca a través de peines, tornearla o maquinarla usando machos y terrajas. La figura siguiente
muestra el proceso de fabricación de una rosca interior utilizando una broca para perforar el
diámetro interior y un macho para cortar el hilo en la pared de la perforación. Los machos son
utilizados para formar hilos interiores, mientras que las terrajas son utilizadas para roscas
exteriores.
4.6.- RETENSION DE TUERCAS
Como una unión depende tanto del perno como de la tuerca, se han desarrollo distintos
métodos para bloquear la salida accidental de la tuerca. La figura siguiente muestra la
utilización de una tuerca auxiliar (contratuerca) para producir una presión sobre la cara
superior de la tuerca principal. Se muestra también el uso de arandelas elásticas (golillas de
presión) que se ubican entre la tuerca y la pieza, o entre la tuerca y una arandela plana; el
objetivo es provocar un mayor roce en la cara inferior de la tuerca.

Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 38 de 90
Otra forma de inmovilizar la tuerca es colocar un pasador de aletas en el perno, que debe
sacarse para poder remover la tuerca. Esta solución requiere de una perforación en el perno.
Pueden utilizarse tuercas especiales que tienen cortes para alojar el seguro (tuercas
almenadas).
Una deformación local de la tuerca provocada por la inserción de un perno de menor tamaño provoca un
mayor ajuste y asegura la unión. Finalmente, pueden utilizarse arandelas deformables que se doblan
sobre la tuerca, evitando que ésta gire y se suelte.

Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 39 de 90
Pasador de aleta
ø nominal Largo (mm)
0,6 de 4 a 12
0,8 de 5 a 16
1,0 de 6 a 20
1,2 de 8 a 25
1,6 de 8 a 32
2,0 de 10 a 40
2,5 de 12 a 50
3,2 de 17 a 63
UNI 1336
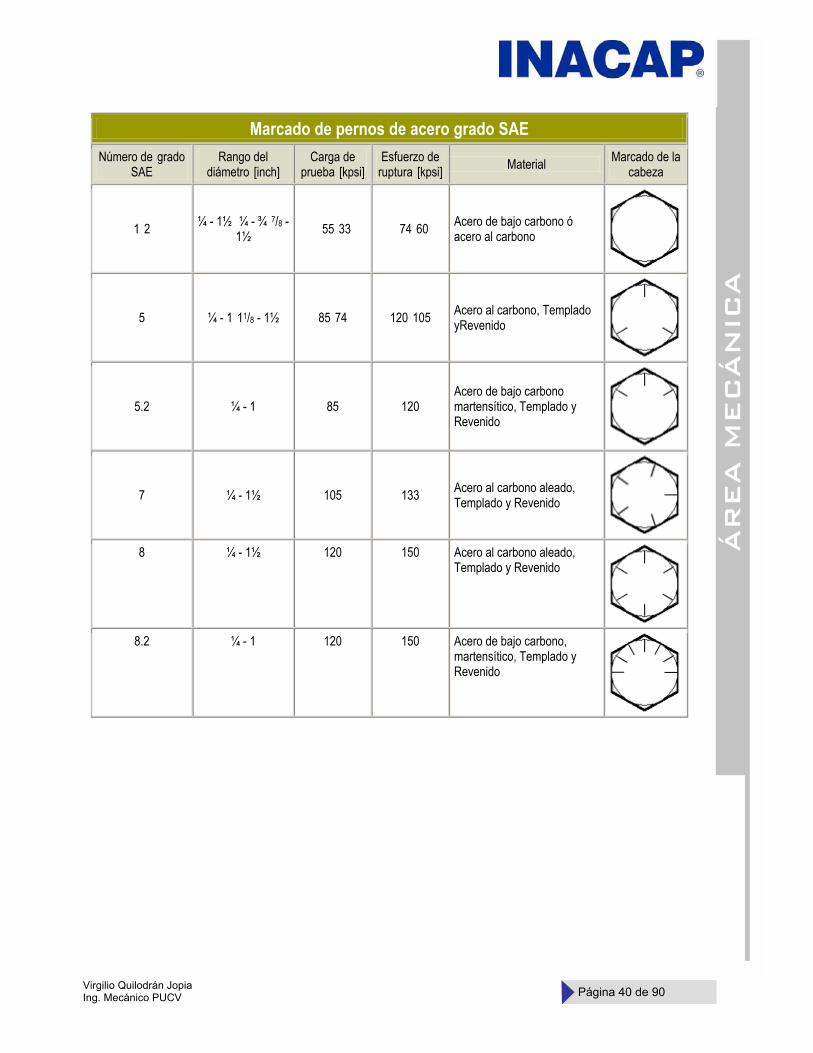
4.7.- RESISTENCIA DE PERNOS.
Las normas de prueba de pernos indican cargarlo contra su propio hilo, sin utilizar una probeta
representativa. Esto genera un valor llamado carga de prueba, la cual puede utilizarse para
diseñar en reemplazo de la resistencia a la fluencia. Se adjuntan las marcas con que se indica
el grado de resistencia de los pernos, para las normas SAE, ASTM y Métrica. Se adjunta
también la tabla de marcas de los productos American Screw.
Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 40 de 90
Marcado de pernos de acero grado SAE Número de grado
SAE Rango del
diámetro [inch] Carga de
prueba [kpsi] Esfuerzo de
ruptura [kpsi] Material Marcado de la cabeza
1 2 ¼ - 1½ ¼ - ¾ 7/8 - 1½ 55 33 74 60 Acero de bajo carbono ó
acero al carbono
5 ¼ - 1 11/8 - 1½ 85 74 120 105 Acero al carbono, Templado yRevenido
5.2 ¼ - 1 85 120 Acero de bajo carbono martensítico, Templado y Revenido
7 ¼ - 1½ 105 133 Acero al carbono aleado, Templado y Revenido
8 ¼ - 1½ 120 150 Acero al carbono aleado,
Templado y Revenido
8.2 ¼ - 1 120 150 Acero de bajo carbono,
martensítico, Templado y Revenido
Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 41 de 90
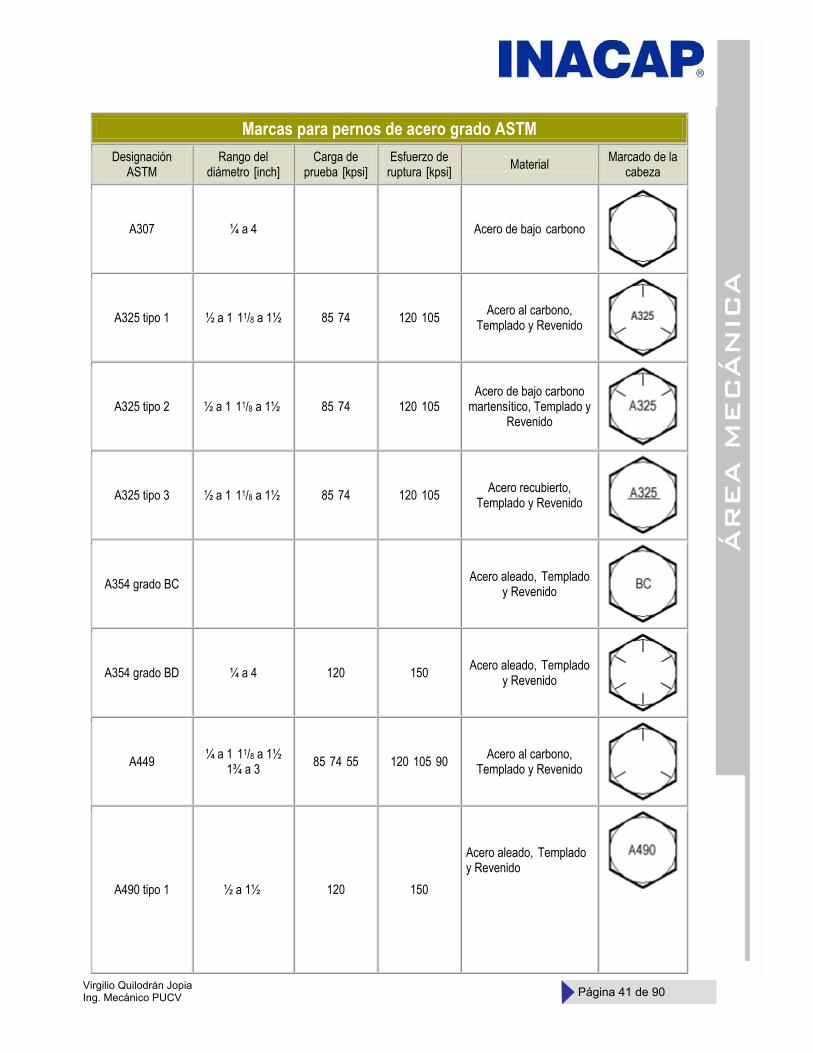
Marcas para pernos de acero grado ASTM Designación
ASTM Rango del
diámetro [inch] Carga de
prueba [kpsi] Esfuerzo de
ruptura [kpsi] Material Marcado de la cabeza
A307 ¼ a 4 Acero de bajo carbono
A325 tipo 1 ½ a 1 11/8 a 1½ 85 74 120 105 Acero al carbono, Templado y Revenido
A325 tipo 2 ½ a 1 11/8 a 1½ 85 74 120 105 Acero de bajo carbono
martensítico, Templado y Revenido
A325 tipo 3 ½ a 1 11/8 a 1½ 85 74 120 105 Acero recubierto, Templado y Revenido
A354 grado BC Acero aleado, Templado y Revenido
A354 grado BD ¼ a 4 120 150 Acero aleado, Templado y Revenido
A449 ¼ a 1 11/8 a 1½ 1¾ a 3 85 74 55 120 105 90 Acero al carbono,
Templado y Revenido
A490 tipo 1 ½ a 1½ 120 150
Acero aleado, Templado y Revenido

Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 42 de 90
Propiedades mecánicas de elementos roscados de clase métrica
Clase Rango del diámetro
Carga de prueba [MPa]
Esfuerzo de ruptura [MPa]
Material Marcado de la
cabeza
4.6 M5 - M36 225 400 Acero de bajo carbono ó acero al carbono
4.8 M1.6 - M16 310 420 Acero de bajo carbono ó acero al carbono
5.8 M5 - M24 380 520 Acero de bajo carbono ó acero al carbono
8.8 M16 - M36 600 830 Acero al carbono, Templado y Revenido
9.8 M1.6 - M16 650 900 Acero al carbono, Templado y Revenido
10.9 M5 - M36 830 1040 Acero de bajo carbono martensítico, Templado y Revenido
12.9 M1.6 - M36 970 1220 Acero aleado, Templado y Revenido
Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 43 de 90
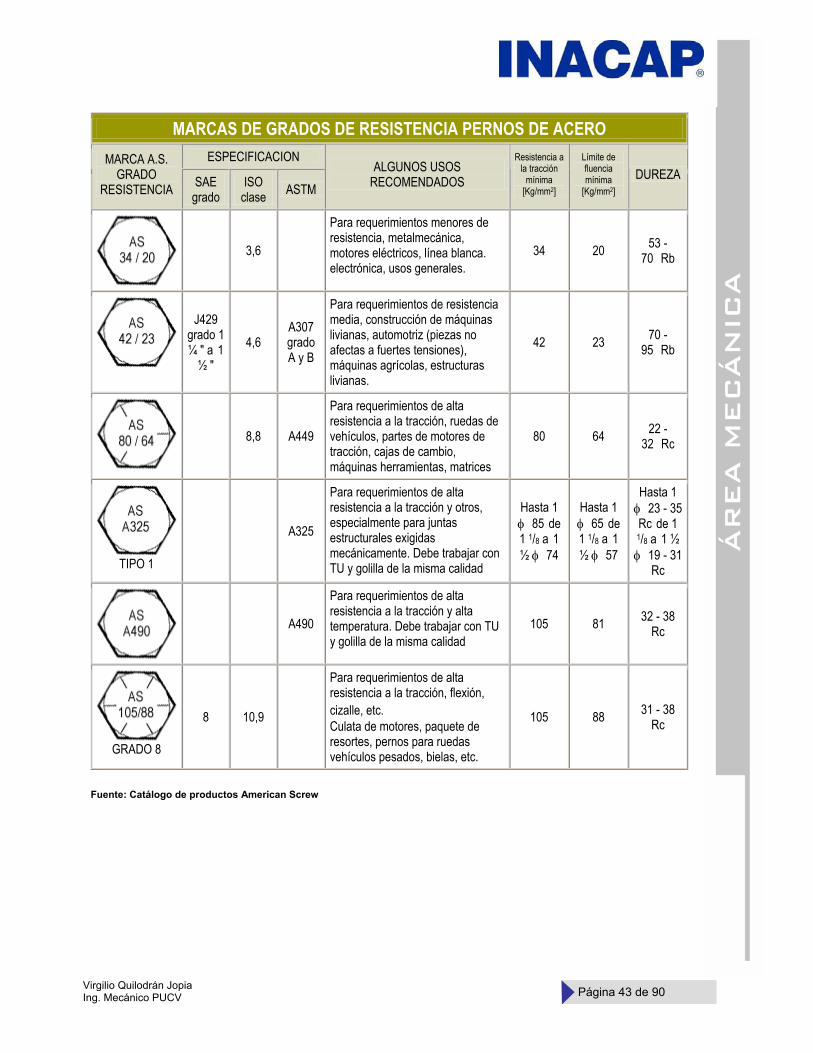
MARCAS DE GRADOS DE RESISTENCIA PERNOS DE ACERO ESPECIFICACION MARCA A.S.
GRADO RESISTENCIA SAE
grado ISO
clase ASTM ALGUNOS USOS
RECOMENDADOS Resistencia a
la tracción mínima
[Kg/mm2]
Límite de fluencia mínima
[Kg/mm2] DUREZA
3,6
Para requerimientos menores de resistencia, metalmecánica, motores eléctricos, línea blanca. electrónica, usos generales.
34 20 53 - 70 Rb
J429 grado 1 ¼ " a 1
½ " 4,6
A307 grado A y B
Para requerimientos de resistencia media, construcción de máquinas livianas, automotriz (piezas no afectas a fuertes tensiones), máquinas agrícolas, estructuras livianas.
42 23 70 - 95 Rb
8,8 A449
Para requerimientos de alta resistencia a la tracción, ruedas de vehículos, partes de motores de tracción, cajas de cambio, máquinas herramientas, matrices
80 64 22 - 32 Rc
TIPO 1
A325
Para requerimientos de alta resistencia a la tracción y otros, especialmente para juntas estructurales exigidas mecánicamente. Debe trabajar con TU y golilla de la misma calidad
Hasta 1 φ 85 de 1 1/8 a 1 ½ φ 74
Hasta 1 φ 65 de 1 1/8 a 1 ½ φ 57
Hasta 1 φ 23 - 35 Rc de 1 1/8 a 1 ½ φ 19 - 31
Rc
A490
Para requerimientos de alta resistencia a la tracción y alta temperatura. Debe trabajar con TU y golilla de la misma calidad
105 81 32 - 38 Rc
GRADO 8
8 10,9
Para requerimientos de alta resistencia a la tracción, flexión, cizalle, etc. Culata de motores, paquete de resortes, pernos para ruedas vehículos pesados, bielas, etc.
105 88 31 - 38 Rc
Fuente: Catálogo de productos American Screw

Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 44 de 90
4.8.- CALCULO DE UNIONES APERNADAS.- Es importante distinguir dos casos: perno en tracción y perno en corte. En el primer caso se
puede usar el límite de fluencia o la carga de prueba como carga admisible.
En la figura, cada perno soporta F / 2 en tracción y el cálculo de su resistencia sería:
F <= Q 2 * A n
en donde:
Q : es la resistencia a la fluencia o la carga de prueba en su defecto
A : es la sección transversal del perno
n : es el factor de seguridad
En uniones a corte, el objetivo es aplicar una precarga al perno para generar un apriete de
magnitud tal, que el roce equilibre la carga cortante. En caso que dicho preapriete se suelte
por vibraciones, corrosión, dilataciones térmicas, etc., el perno recibe la carga en corte.
Considerando la unión de las planchas de la figura, el criterio para el diseño del perno sería:
Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 45 de 90
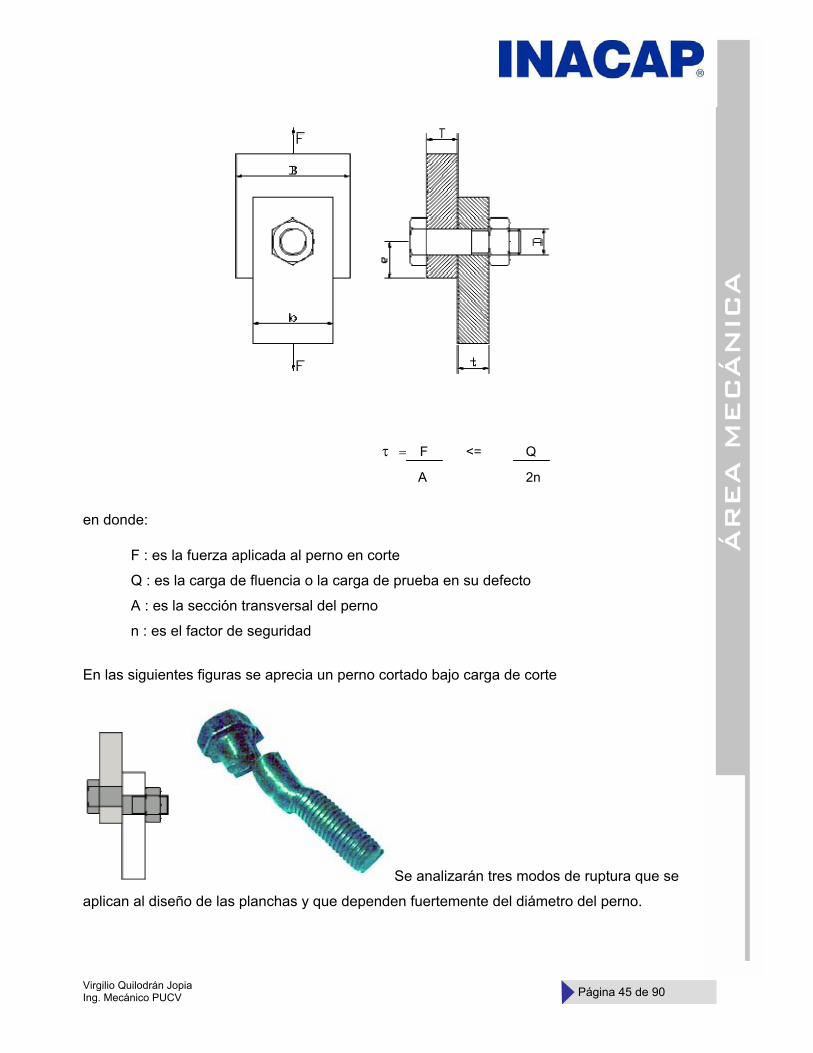
τ = F <= Q A 2n
en donde:
F : es la fuerza aplicada al perno en corte
Q : es la carga de fluencia o la carga de prueba en su defecto
A : es la sección transversal del perno
n : es el factor de seguridad
En las siguientes figuras se aprecia un perno cortado bajo carga de corte
Se analizarán tres modos de ruptura que se
aplican al diseño de las planchas y que dependen fuertemente del diámetro del perno.

Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 46 de 90
4.9.- APLASTAMIENTO DE LAS PLACAS.- Las zonas en donde el perno se apoya en las placas queda cargada a compresión. Utilizando
el esquema anterior de dos planchas unidas con un perno, se tiene que:
F
D * t <=
σadm
n
en donde:
D : diámetro exterior del perno.
N : factor de seguridad.
t : espesor de la placa.
σadm : resistencia admisible de la placa.
La falla por aplastamiento se muestra en las figuras anterior y siguientes en donde se aprecia
una
pieza denominada grillete ensayado a ruptura. El pasador roscado falló en corte y el grillete
muestra el aplastamiento del agujero roscado.

Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 47 de 90
4.10.- CORTE LATERAL EN LA PLACA.-
Finalmente se tiene una falla poco frecuente que consiste en la ruptura bajo carga de corte de
los lados de la perforación, considerando la unión analizada en los ejemplos anteriores, se
tiene que:
τ = F/2 <=σadm
e * t 2n en donde:
n : factor de seguridad
t : espesor de la placa
e : separación del centro del agujero al borde de la placa
σadm : resistencia admisible de la placa
La figura siguiente muestra la forma de esta falla

Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 48 de 90
4.11.- PERNOS EN CARGA EXCENTRICA.- Frecuentemente se tienen uniones en donde la dirección de la carga no pasa por el centro de
gravedad de los pernos, en estos casos es necesario hacer una superposición de dos
situaciones, una es la carga llevada al centro de gravedad de los pernos y la otra es una carga
de momento cuya magnitud depende de la distancia entre los pernos y el punto de aplicación
de la carga.
En el dibujo siguiente se aprecia una unión compuesta por una columna, una viga horizontal y
una placa de unión que recibe el nombre de cartela. La carga P se aplica lejos de centro de
gravedad de los pernos, debe trasladarse y aplicar un momento que represente el efecto de
tener la carga alejada.

Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 49 de 90
Se aprecia que uno de los pernos, el de la derecha queda mas cargado que su vecino, con
este valor de carga se procede a comprobar las cuatro fallas descritas anteriormente: Corte del
perno, aplastamiento de la placa, tracción en la placa y corte lateral en la placa. Las cuatro ecuaciones de falla suelen apuntar en direcciones opuestas, por ejemplo, para
mejorar la resistencia del perno en corte es recomendable aumentar su diámetro, pero para
aumentar la resistencia de la placa ante la tracción es conveniente disminuir el diámetro del
perno. Esta situación obliga a equilibrar los valores tomando decisiones en los tamaños y
resistencias del perno y de la placa.
5.- SOLDADURAS EN MANTENIMIENTO INDUSTRIAL.-
Las especificaciones sobre productos de soldadura que más se emplean en nuestro país son
las que emite la Sociedad Americana de Soldadura (American Welding Society, AWS) .
Estas normas establecen los requisitos para la clasificación de varillas, electrodos y metales
de aporte empleados en soldadura.
Las especificaciones electrodos para el proceso de soldadura por arco metálico
recubierto son las siguientes:
Para Acero al carbono:
• AWS A 5.1-81. "Specification for carbon steel Covred Arc Welding Electrodes"
• NOM-H-77-1983. "Electrodos de acero al carbono recubiertos, para soldadura por arco
eléctrico".
Para Acero de baja aleación.
• AWA A 5.5-81. "Specification for Low Alloy Steel Covered Arc Welding Electrodes".
• NOM-H-86-1983. "Electrodos de baja aleación, recubiertos, para soldadura por arco
eléctrico".
Los electrodos se clasifican en base a las propiedades mecánicas del metal
depositado, tipo de recubrimiento, posiciones en las que se puede emplear el electrodo
y tipo de corriente y polaridad a emplear.

Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 50 de 90
El sistema de clasificación empleado en estas especificaciones para electrodos
recubiertos sigue el modelo empleado para las especificaciones AWS para metales de
aporte. De acuerdo con este sistema, la clasificación de un electrodo se designa con la
letra "E" y con cuatro o cinco dígitos:
• La letra "E" significa electrodo.
• Los dos o tres primeros dígitos indican la resistencia a la tracción del metal depositado
en miles de libras por pulgada cuadrada
• El tercer o cuarto dígito indica las posiciones en las que debe emplearse el electrodo.
• El último dígito se relaciona con las características del recubrimiento y la escoria y con
el tipo de corriente y la polaridad a emplear.
De acuerdo con esto, los diferentes dígitos en los electrodos con clasificación E-6010
tiene el siguiente significado:
E : Electrodo.
60: Resistencia mínima a la tensión de 60,000 lb / pulg2
1 : Para ser empleado en todas las posiciones
0 : Es un electrodo con recubrimiento de alto contenido de celulosa y con base sodio y que
debe emplearse con corriente directa y polaridad invertida.
En el caso de la especificación AWS A 5.5-80 para electrodos de acero de baja aleación, a la
designación anteriormente indicada para las diferentes clasificaciones se adiciona un sufijo
que designa los elementos de aleación especificados para cada clasificación.
5.1.- CONSIDERACIONES PARA LA SELECCIÓN DE ELECTRODOS.
La selección de electrodos para una aplicación específica, en términos generales, se basa en
los siguientes factores:

Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 51 de 90
• Propiedades mecánicas del metal base a soldar
• Composición química del metal base a soldar
• Espesor y forma del metal base a soldar.
• Especificaciones y condiciones de servicio de la estructura a fabricar.
• Tratamiento térmico que se aplicará a la estructura a fabricar
• Posiciones de soldadura posibles durante la fabricación
• Tipo de corriente de soldadura y polaridad a emplear.
• Diseño de la unión.
• Eficiencia en la producción y condiciones de trabajo.
En el caso particular de los aceros de alta resistencia o los inoxidables, la selección de
electrodos generalmente está limitada a uno o dos electrodos diseñados específicamente para
dar una composición química determinada en el metal depositado.
En el caso de los aceros al carbono y de baja aleación, la selección de electrodos debe
basarse, además de la composición química y resistencia mecánica del metal de soldadura,
en otras características de los electrodos. Esto se debe a que para aceros al carbono y de
baja aleación, hay varios tipos diferentes de electrodos que pueden proporcionar la misma
composición química en el metal de soldadura. En este caso, el electrodo se selecciona para
obtener la calidad deseada al más bajo costo, esto es, el electrodo a elegir es aquel que
permite la más alta velocidad de soldadura para cada unión en particular.
5.2.- ELECTRODOS PARA "SOLIDIFICACION RAPIDA"
Son aquellos diseñados para depositar metal de soldadura que solidifique rápidamente
después de haber sido fundido por el arco. Estos electrodos sirven para soldar en posiciones
vertical y sobre cabeza (además de la plana y la horizontal)
Electrodos pertenecientes a esta clasificación:
E-6010, E-6011, E 7010-A1, E-7010 G.
Características principales:
• Alta penetración.
• Son de "bajo depósito".
Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 52 de 90
• Dejan poca escoria.
• Producen mucho chisporroteo
• Se utilizan con corriente relativamente baja.
Aplicaciones principales:
• Propósitos generales de fabricación y mantenimiento
• Para posiciones vertical y sobre-cabeza
• Soldadura en tuberías.
• Soldadura sobre superficies galvanizadas o no muy limpias.
• Uniones que requieren alta penetración.
• Soldadura de láminas delgadas en juntas de borde, esquina y a tope.
5.3.- ELECTRODOS PARA "LLENADO RÁPIDO".-
Estos electrodos están diseñados para proporcionar cantidades relativamente
altas de metal fundido y son adecuados para realizar soldadurs de "alta
velocidad". El metal de soldadura solidifica con relativa lentitud y por esta razón,
estos electrodos no son adecuados para realizar soldaduras fuera de posición.
Electrodos pertenecientes a esta clasificación: E-7024, E-6027, E-7020-A1.
Características principales:
• Poca penetración
• Proporcionan "alto depósito"
• Permiten velocidades de soldadura relativamente elevadas.
• Producen mucha escoria.
• Producen muy poco chisporroteo.
Aplicaciones principales:
• Soldadura de planchas de 5 mm. (3/16") o mayor espesor.
• Soldaduras de filete en posiciones horizontal y plana y soldaduras de ranura profunda
en uniones a tope.
• Soldaduras de acero de mediano contenido de carbono y con tendencia al
agrietamiento (cuando no se dispone de electrodos de bajo hidrógeno).

Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 53 de 90
5.4.- ELECTRODOS PARA " LLENADO-SOLIDIFICACIÓN “
Estos electrodos están diseñados para proporcionar características intermedias entre los
electrodos para solidificación y llenado y proporcionar así relaciones de depósito y penetración
"medianas".
Electrodos pertenecientes a esta clasificación:
E-6012, E-6013, E-6014.
Características principales:
• De penetración y llenado medianos.
• Producen cantidades medianas de chisporroteo y escoria.
Principales aplicaciones:
• Soldaduras de filete en posición vertical descendente.
• Propósitos generales.
• Soldaduras cortas o irregulares que cambian de posición o dirección durante la
aplicación.
• Soldaduras de filete en láminas delgadas.
5.5.- ELECTRODOS DE BAJO HIDROGENO.
Estos electrodos están diseñados para producir soldaduras de alta calidad en aplicaciones en
las cuales el metal base tiene tendencia al agrietamiento, los espesores a soldar son
relativamente grandes (mayores a 19 mm.) o cuando el metal base tiene un contenido de
aleantes ligeramente mayor al de los aceros dulces.
Los electrodos de bajo hidrógeno están disponibles ya sea con las características de llenado
rápido o solidificación rápida.
Electrodos pertenecientes a esta clasificación: E-7018 y E-7028

Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 54 de 90
5.7.- CÁLCULO DE SOLDADURA.-
Uniones soldadas.
Los dos tipos principales de soldadura son:
a.- Soldadura a tope
b.- Soldadura en ángulo.
La resistencia de una soldadura a tope es igual a la tensión admisible por el producto de la
longitud del cordón por el espesor de la plancha más delgada, ya que no es preciso que las
dos planchas a soldar tengan el mismo espesor. La American Welding Society recomienda
como tensiones admisibles 1400 kg / cm 2 a tracción y compresión, y 950 kg / cm 2 a corte.
La resistencia de las soldaduras en ángulo, tanto como cordones laterales como frontales, se
supone determinada por la resistencia al corte de la garganta de la soldadura. En los
cordones a 45º de la figura Nº xxxx , llamando “ a “ al ancho de las bases, el área de la
sección de la garganta sometida a corte es igual a la longitud L del cordón por el espesor de la
garganta, es decir, A = L * a * sen 45º. Con una tensión admisible de τ = 950 kg / cm 2 , la
resistencia de la soldadura es :
P = A * τ = L * 0.707 * a * 950 = 672 * a * L donde:
a : ancho de la base del cordón de soldadura.
L : largo del cordón de soldadura
base
a
base
Garganta
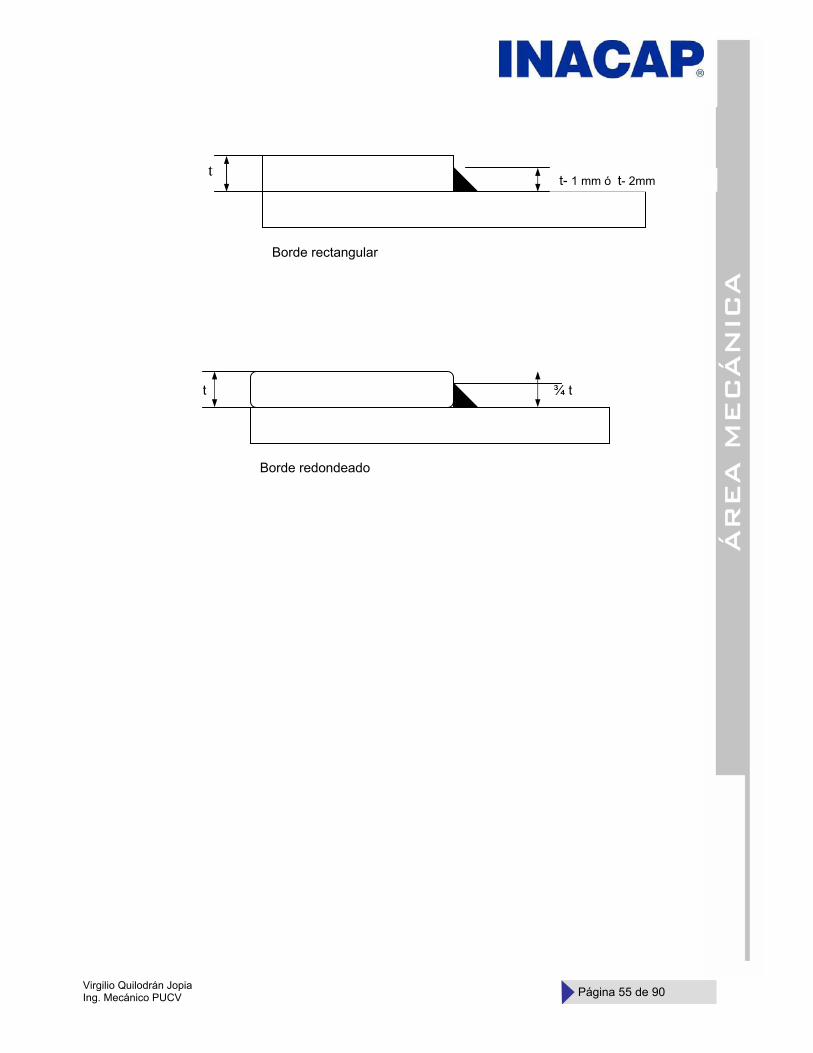
Para que la base del cordón de soldadura sea realmente igual al espesor de la placa, es
preciso tomar grandes precauciones y hacer la soldadura con cuidado excesivo. En general
se considera que el tamaño del cordón.
base
Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 55 de 90
t ¾ t
t t- 1 mm ó t- 2mm
Borde rectangular
Borde redondeado
Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 56 de 90
6.- SISTEMA DE TRANSMISION DE FUERZAS
6.1.- MAQUINAS SIMPLES
Las máquinas simples se usan, normalmente, para compensar una fuerza resistente o levantar
un peso en condiciones más favorables. Es decir, realizar un mismo trabajo con una fuerza
aplicada menor. Esta ventaja mecánica comporta tener que aplicar la fuerza a lo largo de un
recorrido (lineal o angular) mayor. Además, hay que aumentar la velocidad para mantener la
misma potencia.
La máquina se diseña para conseguir que las fuerzas aplicadas sean las deseadas, en
consonancia con la fuerza resistente a compensar o el peso de la carga.
Ventaja mecánica
La ventaja mecánica se define en máquinas simples, como la razón entre la fuerza resistente y
la fuerza aplicada. Si su valor es mayor que la unidad, significa que es necesario un esfuerzo
menor para llevar a cabo un determinado trabajo o aguantar el peso de una carga. Cuando la
ventaja mecánica es inferior a uno, sucede todo lo contrario. En función de las fuerzas:
Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 57 de 90
A = F resistente / F aplicada donde A : ventaja mecánica
F resistente : fuerza resistente
F aplicada : fuerza aplicada
Cuando la fuerza resistente es el peso de una carga, hay que calcular su valor a partir de la
masa de la carga y de la aceleración de la gravedad. El valor de esta aceleración depende de
la localización geográfica, de manera que no es igual en todas partes. Un valor habitual es
g = 9.8 m / seg 2
de manera que la fuerza del peso se expresa como:
F resistente = m g
Donde:
m : masa de la carga
g : aceleración de la gravedad.
6.2.- MECANISMOS DE TRANSMISIÓN
Los mecanismos de transmisión se encargan de transmitir movimientos de giro entre árboles
alejados. Están formados por un árbol motor (conductor), un árbol resistente (conducido) y
otros elementos intermedios, que dependen del mecanismo particular. Una manivela o un
motor realizan la fuerza necesaria para provocar la rotación del árbol motor. Las diferentes
Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 58 de 90
piezas del mecanismo transmiten este movimiento al árbol resistente, solidario a los elementos
que realizan el trabajo útil. El mecanismo se diseña para que las velocidades de giro y los
momentos de torsión implicados sean los deseados, de acuerdo con una relación de
transmisión determinada.
6.3.- ENGRANAJE CÓNICO
Es un mecanismo formado por dos ruedas dentadas troncocónicas. El paso de estas ruedas
depende de la sección considerada, por lo que deben engranar con ruedas de características
semejantes. El mecanismo permite transmitir movimiento entre árboles con ejes que se cortan.
En los taladros se usa este mecanismo para cambiar de broca.
Aunque normalmente los ejes de los árboles son perpendiculares, el sistema funciona también
para ángulos arbitrarios entre 0º y 180º. Las prestaciones del mecanismo son parecidas a las
del engranaje recto.
La relación de transmisión del mecanismo queda determinada por el número de dientes de las
ruedas según la expresión
Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 59 de 90
i = d conductora / d conducida
donde
i : relación de transmisión
d conductora : número de dientes de la rueda conductora
d conducida : número de dientes de la rueda conducida.
6.4.- POLEAS
El mecanismo está formado por dos ruedas simples acanaladas, de manera que se pueden
conectar mediante una cinta o correa tensa. El dispositivo permite transmitir el movimiento
entre árboles alejados, de manera poco ruidosa. La correa, sin embargo, sufre un desgaste
importante con el uso y puede llegar a romperse. Hay que tensar bien, mediante un carril o un
rodillo tensor, para evitar deslizamientos y variaciones de la relación de transmisión.
No es un mecanismo que se use demasiado cuando se trata de transmitir potencias elevadas.
Las máquinas de coser suelen usar poleas.
Cada rueda acanalada se caracteriza por su diámetro (hay que considerar la anchura del
canal). La relación de transmisión se calcula según la expresión siguiente:
Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 60 de 90
i = D conductora / D conducida
donde
i : relación de transmisión
D conductora : diámetro de la rueda conductora
D conducida : diámetro de la rueda conducida
6.5..- TRANSMISIÓN POR CADENA
Cuando hay que transmitir un giro entre árboles alejados, variando la relación de transmisión,
se puede utilizar este mecanismo. Las dos ruedas dentadas se comunican mediante una
cadena o una correa dentada tensa. Cuando se usa una cadena el mecanismo es bastante
robusto, pero más ruidoso y lento que uno de poleas. Todas las bicicletas incorporan una
transmisión por cadena.
Los rodillos de la cadena están unidos mediante eslabones y, dependiendo del número de
huecos, engranan con uno o varios dientes de las ruedas. En algunas máquinas, la rueda
menor suele llamarse piñón, y la rueda mayor corona. En ocasiones, la cadena puede quedar
suelta y la transmisión se pierde. Utilizando este mecanismo se consigue que las dos ruedas
giren en el mismo sentido. Respecto a la relación de transmisión,
Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 61 de 90
i = d conductora / d conducida
donde
i : relación de transmisión
d conductora : número de dientes de la rueda conductora
d conducida : número de dientes de la rueda conducida.
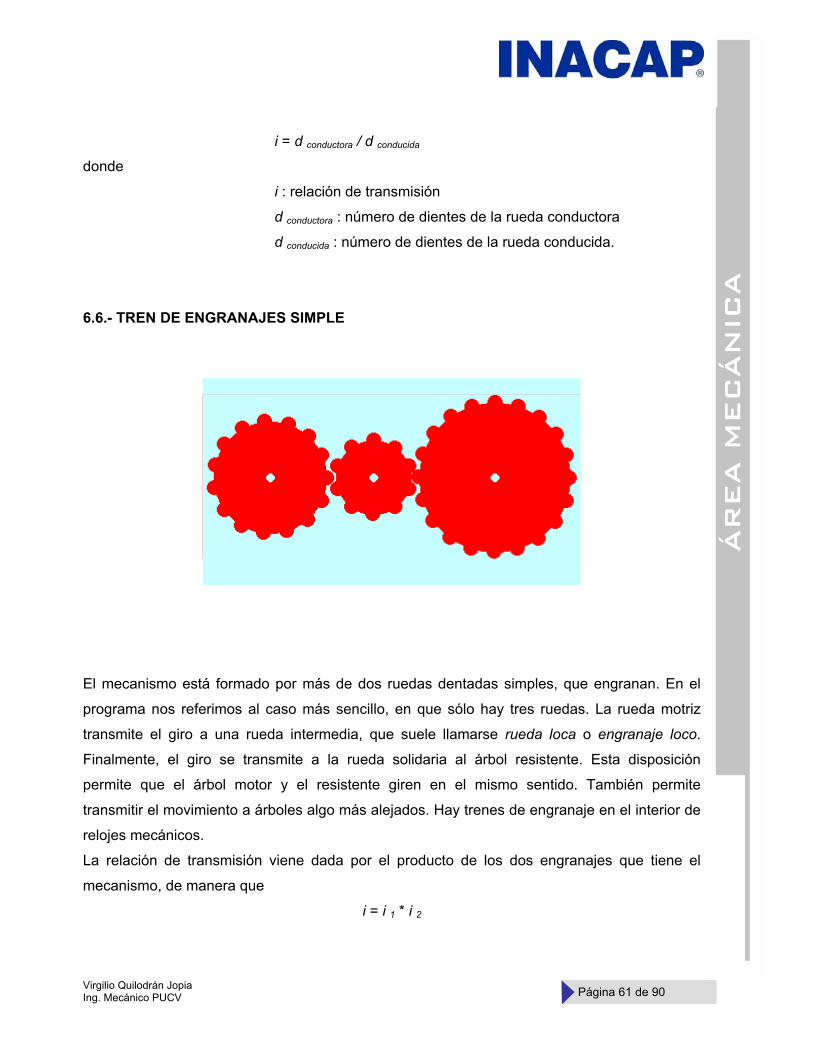
6.6.- TREN DE ENGRANAJES SIMPLE
El mecanismo está formado por más de dos ruedas dentadas simples, que engranan. En el
programa nos referimos al caso más sencillo, en que sólo hay tres ruedas. La rueda motriz
transmite el giro a una rueda intermedia, que suele llamarse rueda loca o engranaje loco.
Finalmente, el giro se transmite a la rueda solidaria al árbol resistente. Esta disposición
permite que el árbol motor y el resistente giren en el mismo sentido. También permite
transmitir el movimiento a árboles algo más alejados. Hay trenes de engranaje en el interior de
relojes mecánicos.
La relación de transmisión viene dada por el producto de los dos engranajes que tiene el
mecanismo, de manera que
i = i 1 * i 2

Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 62 de 90
donde:
i : relación de transmisión del mecanismo
i 1 : relación de transmisión entre las ruedas 1 y 2
i 2 : relación de transmisión entre las ruedas 2 y 3
Es inmediato comprobar, a partir de esta expresión, que el engranaje loco no tiene influencia
alguna en la relación de transmisión del sistema, y que simplemente actúa como intermediario
entre las ruedas extremas. Este resultado es generalizable a un número arbitrario de ruedas
intermedias. Por lo tanto, se obtiene la siguiente expresión:
i = d conductora / d resistente
donde
i : relación de transmisión
d conductora : número de dientes de la rueda conductora
d resistente : número de dientes de la rueda resistente.
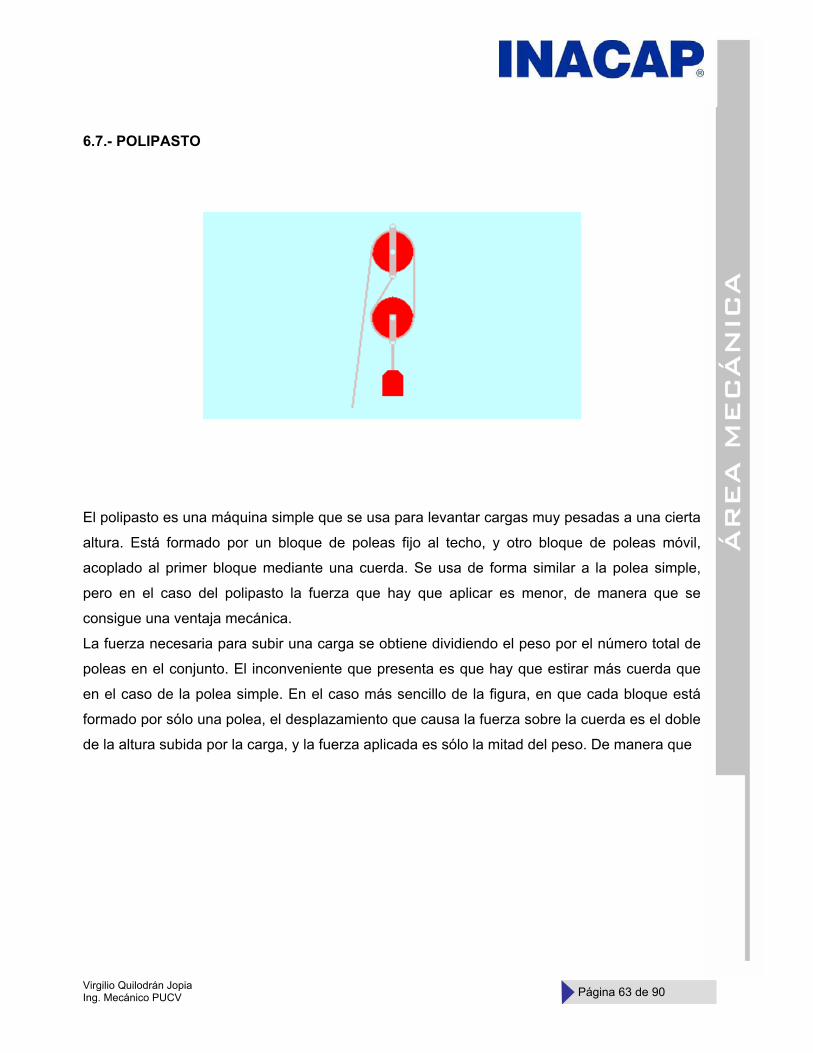
Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 63 de 90
6.7.- POLIPASTO
El polipasto es una máquina simple que se usa para levantar cargas muy pesadas a una cierta
altura. Está formado por un bloque de poleas fijo al techo, y otro bloque de poleas móvil,
acoplado al primer bloque mediante una cuerda. Se usa de forma similar a la polea simple,
pero en el caso del polipasto la fuerza que hay que aplicar es menor, de manera que se
consigue una ventaja mecánica.
La fuerza necesaria para subir una carga se obtiene dividiendo el peso por el número total de
poleas en el conjunto. El inconveniente que presenta es que hay que estirar más cuerda que
en el caso de la polea simple. En el caso más sencillo de la figura, en que cada bloque está
formado por sólo una polea, el desplazamiento que causa la fuerza sobre la cuerda es el doble
de la altura subida por la carga, y la fuerza aplicada es sólo la mitad del peso. De manera que

Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 64 de 90
F aplicada = m g / 2
A = 2
donde
F aplicada : fuerza aplicada
m : masa de la carga
g : aceleración de la gravedad
A : ventaja mecánica
y
L = 2H
donde
L : desplazamiento causado por la fuerza aplicada
H : altura subida por la carga
6.8.- TRANSMISIÓN FLEXIBLE.- Cuando existe una distancia considerable entre dos o más elementos mecánicos, ya sean
flechas o ejes, el uso de los engranes para transmitir potencia podría tener varios
inconvenientes. Las dimensiones de la mayoría de los engranes son pequeñas y, por lo tanto,
se necesitaría una gran cantidad de estos si la distancia es demasiado grande en comparación
a sus dimensiones físicas. Cuando existen muchos engranes trabajando conjuntamente existe
un ruido hasta a veces insoportable, y no se debe olvidar el mantenimiento que se requeriría
durante su funcionamiento, el cual debe ser totalmente sincronizado. Si los engranes no
parecen ser lo más adecuado para transmitir potencia en una distancia determinada entonces
se utilizan transmisiones flexibles, ya sean bandas, cadenas, correas ó cables que permiten
cubrir tal distancia individualmente. Las transmisiones flexibles tienen el mismo cometido, pero
existe la desventaja de que puede existir perdida de potencia, mientras esta es manejada,
debido a patinajes cuando la banda no está muy tensa, está desgastada ó existen materiales
contaminantes.
Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 65 de 90
6.8.1.- CORREAS
Es un elemento mecánico muy flexible utilizado para transmitir potencia cuando existen poleas
unidas a flechas o ejes. Su apariencia es la de una línea unida extremo con extremo, con un
sección trasversal que varía según sea su tipo.
Materiales de elaboración
Al principio eran elaboradas con fibras naturales ó con cuero de animales y se utilizaban en
máquinas en donde la exactitud de la transmisión no fuera determinante. La duración depende
de su uso, mantenimiento y trato, pero las de cuero o las de fibras naturales se fueron
haciendo obsoletas por desgastarse rápidamente. Las que actualmente se utilizan están
elaboradas de alambres con caucho a su alrededor, son más resistentes, durables y permiten
tener una trasmisión poco ruidosa y libre de patinajes, a estas se les puede añadir una capa
de fibras sintéticas bañadas en caucho para protegerlas.
Montaje A comparación de la transmisión por engranes la transmisión por banda es poco ruidosa, más
económica y permite ser utilizada en ejes o flechas que no están paralelas, su desventaja
material más importante es su rápido desgaste y su posible ruptura inmediata.
El arreglo más básico en una transmisión flexible es el siguiente:
Las correas pueden transmitir la potencia entre dos o más poleas
siempre que sean del mismo tipo, además pueden doblarse cuando
las flechas o ejes no están paralelos, a excepción de las bandas sin deslizamiento. Al
instalarse se debe tensar conforme a especificaciones por correr el riesgo de salirse de la
polea. Cuando se deslizan rechinan, estos rechinidos se evitan con agentes antipatinajes.

Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 66 de 90
6.8.2.- Tipos de correas
En una primera distinción existen bandas deslizantes y no deslizantes, las segundas son las
dentadas.
Correas deslizantes:
Correa plana
Fue la primera que se utilizó, y se usa en donde existen poleas planas y
abombadas. Son muy baratas pero patinan fácilmente. Están
elaboradas, comúnmente, en caucho sin reforzamiento de alambres ó con protección de fibras.
Correa plana tipo piston.-
Son muy delgadas y están elaboradas tanto en plástico como con fibras sintéticas. Se usaban
en el sistema sintonizador de los radios antiguos.
Correa plana con costilla.-
Es utilizada en motores de más de 100 H.P. por patinar poco.
Se asemeja a un arreglo entre una banda plana y varias en V,
quedando la superficie plana sin contacto con la superficie
horizontal de la polea. Es más resistente que la plana o la V, aunque no menos flexible. Está
muy propensa a calentarse por su considerable área de contacto con las poleas.
Correa en v.-
Es menos propensa al patinaje que la banda plana. Se utiliza con poleas
acanaladas y ajustables en donde la transmisión debe ser por lo menos
continua. Las que se encuentran en los automóviles son de caucho con
alambres y protección de fibra. Además de ser ampliamente utilizada en la
industria mecánica también se le encuentra en la electrónica como es el caso de las
videograbadoras o en las casseteras.
Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 67 de 90
Correa en V ajustable.-
Cuando una banda está sujeta a trabajo rudo e intenso la mayor de las veces no se daña toda
completa, sino por secciones, debido a esto existen bandas ajustables ó que están formadas
por secciones pequeñas que quedan unidas con una grapa ó remache removible para
posibilitar su adaptabilidad a las condiciones de trabajo y a la distancia existente entre poleas.
Es como armar pieza por pieza, pero tiene la desventaja de que los elementos de unión se
deterioran más que las secciones elaboradas en caucho. Se les encuentra en máquinas de
trabajo rudo y en ambientes extremos como en las minas.
CORREAS NO DESLIZANTES:
Correa plana dentada.-
Cuando se necesita una transmisión flexible lo más exacta
posible y que esté libre de patinajes se recurre a la banda
dentada, muy utilizada cuando hay engranes unidos a las flechas o ejes. Sus dientes se
acoplan perfectamente a los engranes por lo que no patinan, pero existe el riesgo de perderlos
si están muy tensas. Son muy utilizadas en situaciones donde debe existir sincronización
como es el caso del árbol de levas y el cigüeñal en los automóviles. También se le conoce
como banda de sincronización.
Correa en v dentada.-
Semejante a la anterior, pero con la ventaja de evitar en
mayor medida los rechinidos y patinajes pronunciados con e cambio de temperatura.
Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 68 de 90
6.9.- TRENES DE ENGRANES
Cuando en un arreglo existe más de un engrane transmitiendo potencia y se encuentra en
relación con otros, al arreglo se le llama tren de engranes. Los trenes se utilizan para transmitir
altas potencias en distancias cortas o para permitir la selección de una relación de transmisión
mediante la combinación de dos o más engranes. Por lo general todos los ejes o flechas sobre
las que están montados los engranes tienen sus ejes axiales paralelos entre si pero también
se pueden encontrar perpendiculares y angulados. Los engranes que se utilicen en un mismo
arreglo deben tener el mismo tipo y características de sus dientes, aunque a veces se utilizan
arreglos de engranes de diferente tipo unidos físicamente o montados sobre el mismo eje o
flecha.
Tipos de trenes.-
Tren de engranes simple.-
Existe cuando un engrane está unido a una flecha y se encuentra transmitiendo con otro o
más engranes. Por lo general se utiliza para mover mecanismos de apertura por su uso en la
transmisión en distancias cortas, también se les puede encontrar en sistemas reductores o en
bombas centrífugas donde los engranes comúnmente vienen en pares. En los sistemas de
apertura valvular de los automóviles con doble árbol de levas son muy utilizados para tener
una sincronización exacta.
Tren de engranes compuesto.-
Se forma cuando un eje tiene montados más de un engrane no importando la
distancia entre estos. Se utiliza para transmitir altas potencias en distancias
considerables como en los sistemas de transmisión de los automóviles o en
las propelas de los submarinos y barcos. Por lo general el tren se relaciona con otras flechas
que pueden ser paralelas o perpendiculares entre si, pero no tiene movimiento y con ello la
posibilidad de poder tener relaciones de transmisión cambiantes.
Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 69 de 90
Tren de engranes recurrentes e invertidos.-
Cuando las flechas de entrada y salida no son coincidentes y tienen una
transmisión, se dice que hay un tren de este tipo. El arreglo se utiliza cuando
las posibilidades de espacio o de ocupación son pocas y por lo tanto se debe
hacer un “salto” para poder transmitir potencia. “Es como si existiera un arreglo entre do
trenes simples y uno compuesto”, en donde el tren compuesto permite la transmisión o
reducción entre el tren simple de entrada con respecto al de salida. Este arreglo se encuentra
en la mayoría de las transmisiones estándar de los automóviles por poder tener una relación
cambiante de transmisión al existir engranes diferentes en el tren compuesto y tener un
movimiento axial que permita su ajuste con respecto al tren de entrada y el de salida.
Tren de engranes planetarios.-
En este tipo, por lo general, existe un engrane montado sobre una flecha exactamente al
centro del arreglo. A su alrededor y en relación con este existen tres o más engranes que
pueden o no estar montados a otras flechas, pero que tienen contacto directo con un engrane
interior (observar la figura). Este arreglo se utiliza como reductor o multiplicador para obtener
(p. Ej.) menos revoluciones y más potencia sobre el engrane interior (corona), por lo que es
muy utilizado en los sistemas de transmisión de camiones o automóviles pesados en el eje
trasero. En el caso de los sistemas de transporte el engrane piñón va unido a una flecha que
conecta directamente sobre un tren de engranes compuestos o recurrentes e invertidos para
poder obtener la potencia del motor y transmitir a las ruedas traseras.
Transmisión flexible
Cuando existe una distancia considerable entre dos o más elementos mecánicos, ya sean
flechas o ejes, el uso de los engranes para transmitir potencia podría tener varios
inconvenientes. Las dimensiones de la mayoría de los engranes son pequeñas y, por lo tanto,
se necesitaría una gran cantidad de estos si la distancia es demasiado grande en comparación
a sus dimensiones físicas. Cuando existen muchos engranes trabajando conjuntamente existe
un ruido hasta a veces insoportable, y no se debe olvidar el mantenimiento que se requeriría
durante su funcionamiento, el cual debe ser totalmente sincronizado. Si los engranes no

Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 70 de 90
parecen ser lo más adecuado para transmitir potencia en una distancia determinada entonces
se utilizan transmisiones flexibles, ya sean bandas, cadenas, correas ó cables que permiten
cubrir tal distancia individualmente. Las transmisiones flexibles tienen el mismo cometido, pero
existe la desventaja de que puede existir perdida de potencia, mientras esta es manejada,
debido a patinajes cuando la banda no está muy tensa, está desgastada ó existen materiales
contaminantes.
6.10.- HERRAMIENTAS PARA EL MONTAJE Y DESMONTAJE DE RODAMIENTOS
Consideraciones acerca del montaje de rodamientos en frío
La falla prematura puede ocasionarse como consecuencia del daño producido al montar un
rodamiento incorrectamente.
Los problemas típicos que pueden causar fallas prematuras son:
1.- Daños causados durante el procedimiento de montaje.
2.- Ejes y soportes incorrectos: ajustes demasiado fuertes o demasiado flojos.
3.- Las tuercas de retención se aflojan durante el funcionamiento.
4.- Ejes y soportes arañados y dañados.
5.- Rodamiento montado incorrectamente.
Ajustes de interferencia: Ejes cilíndricos
Ajustes de interferencia: Ejes cónicos
Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 71 de 90
6.11.- EXTRACTORES DE RODAMIENTOS PARA EL DESMONTAJE DE RODAMIENTOS
DE MANERA SEGURA Y FACIL.
Existen en el mercado a una amplia gama de extractores para el desmontaje de rodamientos.
En algunos casos, estos extractores se pueden también utilizar para desmontar
acoplamientos, engranajes y otros componentes.
Selección de extractores Existen básicas para seleccionar un extractor:
1. Inspeccionar la aplicación para determinar qué tipo de extractor requiere.
2. Seleccionar el tipo de extractor adecuado para dicha aplicación.
Los tipos de extractores son:
a.- Extractores de exteriores.
b.- Extractores que agarran el componente por detrás y por fuera.
c.- Extractores de interiores.
d.- Extractores que agarran el componente por el agujero y por dentro.
e.- Extractores para alojamientos ciegos.
f.- Extractores que se han de introducir entre los dos aros del rodamiento.
2.- Asegúrese de que el extractor se puede abrir lo suficiente como para poder agarrar al
componente y de que hay suficiente espacio para las garras alrededor del componente.
3.- .Seleccione un extractor que pueda generar la fuerza máxima requerida por la aplicación.
Esta depende del área de contacto, del ajuste de interferencia, de la forma en que se agarre al
componente con el extractor y otras posibles influencias.
Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 72 de 90
Rodamientos de fricción
Los rodamientos de fricción se llaman así por que tienen contacto directo con un elemento
mecánico, son fijos, permiten el libre giro y además son elementos simples; ejemplos de
rodamientos de fricción son los siguientes (generalmente):
Buje o cojinete
Es un elemento elaborado de materiales blandos como el aluminio, bronce,
plomo o el zinc y tiene como función principal la de proteger del desgaste
excesivo. Tiene una forma cilíndrica con una ranura a lo largo por donde se puede lubricar. Se
ve colocado en el chasis de un máquina en donde se asiente perfectamente, a este se le
embona un eje o flecha para que gire con libertad.
Al ser el buje de un material blando y la flecha o eje de uno más duro el que se ve más
desgastado por la fricción es el buje debido a la diferencia de durezas.
Se utilizan comúnmente en las transmisiones para sostener los trenes de engranes; dentro de
un motor se les puede encontrar en la unión de las bielas con los émbolos.
Medio cojinete
Es como el buje, pero a diferencia de este, está dividido en dos partes iguales, es como si se
cortara el buje a la mitad y por la base. La lubricación se realiza por una ranura ubicada a la
mitad la cual tiene conducción por un orificio hacia una posible lubricación exterior.
Son utilizados generalmente en las bancadas que sostienen el cigüeñal de los motores de
combustión interna.
Los bujes y cojinetes tienen las siguientes características (básicamente):
- Resistencia a la incrustación.- Es la posibilidad de mantener elementos extraños como
rebabas sueltas fuera del alcance del elemento mecánico que gira. Cuando un

Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 73 de 90
elemento extraño tiene contacto con el buje se incrusta en su estructura, y como el
material es blando, entonces queda incrustado pero fuera del alcance del eje o flecha.
- Resistencia a la abrasión.- Es la posibilidad de resistir la influencia líquidos que pueden
afectar tanto en su estructura como en la libertad de giro.
Reten de aceite
La función principal es la de impedir la salida de aceite cuando existe la unión de un buje o
medio cojinete con un elemento de transmisión y existe una lubricación apreciable. El reten
rodea a tal elemento por uno de sus extremos; al estar elaborado de plástico es totalmente
flexible, con lo que puede tocar la superficie y mantener hermetismo tanto en el interior como
hacia el exterior.
Es como un cojinete común, pero tiene un armazón de metal que aprieta su estructura contra
el elemento mecánico mediante un resorte.
Son utilizados comúnmente a los lados del cigüeñal y en la unión de las espigas con la
transmisión.
Medidas de los rodamientos de fricción
Viendo de frente al cojinete, medio cojinete o el reten de aceite se puede distinguir:
- Diámetro exterior: Es la distancia máxima existente entre dos puntos en la superficie
externa.
- Diámetro interior: Es la distancia máxima entre dos puntos en la superficie interna.
La diferencia del diámetro exterior menos el interior es el ancho del cojinete.
Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 74 de 90
6.12.- LUBRICACIÓN DE LOS RODAMIENTOS DE FRICCIÓN
Si bien el cojinete puede estar fijo también lo puede estar móvil, existen por lo tanto dos tipos
de lubricación (básicamente):
Lubricación simple.- Se realiza en forma de una capa o película de aceite existente
entre el elemento que gira y el buje.
Lubricación dual.- Se realiza al igual que la lubricación simple, pero además, el aceite
se agrega también entre el chasis y la superficie exterior.
6.13 .- ACOPLAMIENTOS 6.13.1.- ALINEACIÓN DE ACOPLAMIENTO ELÁSTICOS.- Los dos medios acoplamientos no deben estar unidos sino separados por una distancia según
cota "E" que se indica en cada acoplamiento en la tabla de dimensiones.
Son paralelos o sea que no forman ángulo entre ellos, para controlar el paralelismo, medir la
distancia "E" en varios puntos de la periferia por medio de galgas de espesor. Se debe hacer mención especial sobre la alineación de los ejes, ya que los acoplamientos
elásticos neutralizan pequeños defectos de alineación, pero cuando estos defectos sean
grandes, existe la posibilidad de desgaste prematuro de los flectores de caucho. Cuando
existe un desgaste rápido de los flectores será necesario investigar posibles causas.
Generalmente este desgaste se solucionará corrigiendo los defectos de alineación. No
obstante existe la posibilidad que este desgaste esté ocasionado por no haber tenido en
cuenta en la selección del tipo de acoplamiento las condiciones de trabajo desfavorables tale
como choques, vibraciones, inversiones múltiples del sentido de rotación, etc. Que siendo paralelos sean coaxiales o sea que no están decalados radialmente, controlar este
defecto por medio de una reglilla puesta sobre el cilindro exterior según cota ¢A de forma que
los toque simultáneamente en cualquier posición.

Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 75 de 90
Situación del chavetero: Es muy importante situar el chavetero en una zona del plato de máxima sección resistente.
Para ello, dicho chavetero deberá ajustarse siempre frente a un perno como se indica en el
grabado.
Montajes especiales
ACOPLAMIENTO CON POLEA DE FRENO
ACOPLAMIENTO
ADAPTADO A VOLANTES ACOPLAMIETNO CON
POLEA DE TRANSMISION
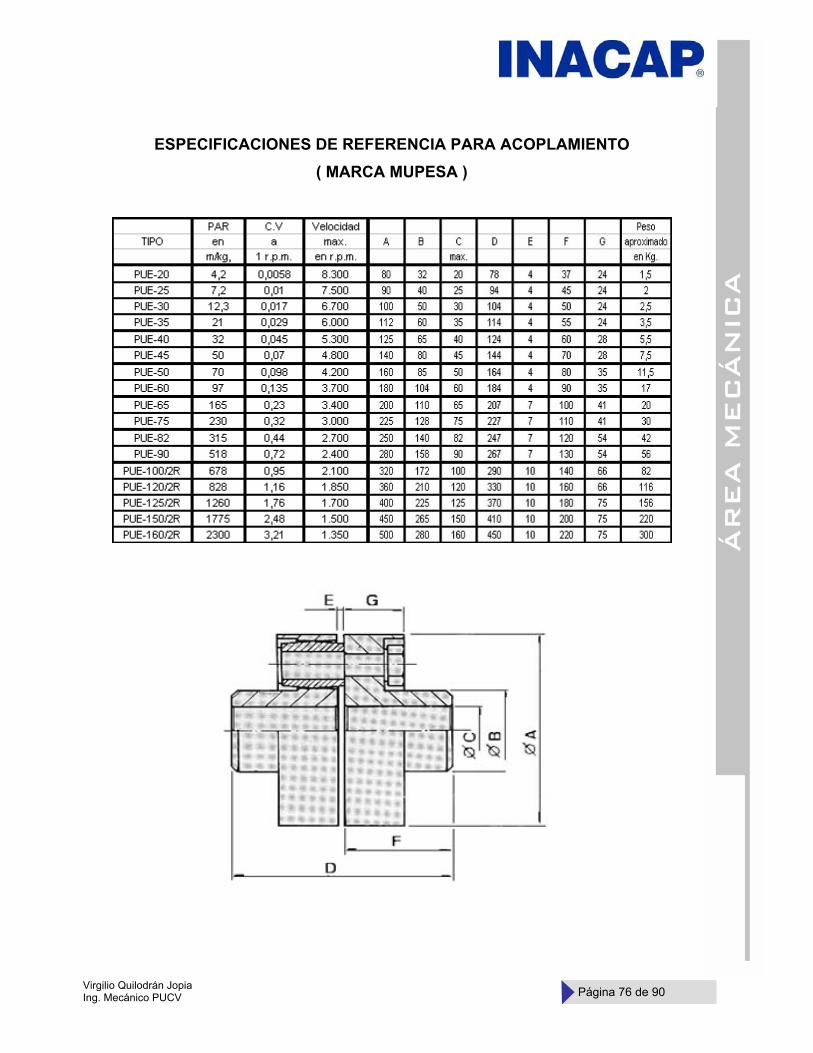
Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 76 de 90
ESPECIFICACIONES DE REFERENCIA PARA ACOPLAMIENTO
( MARCA MUPESA )
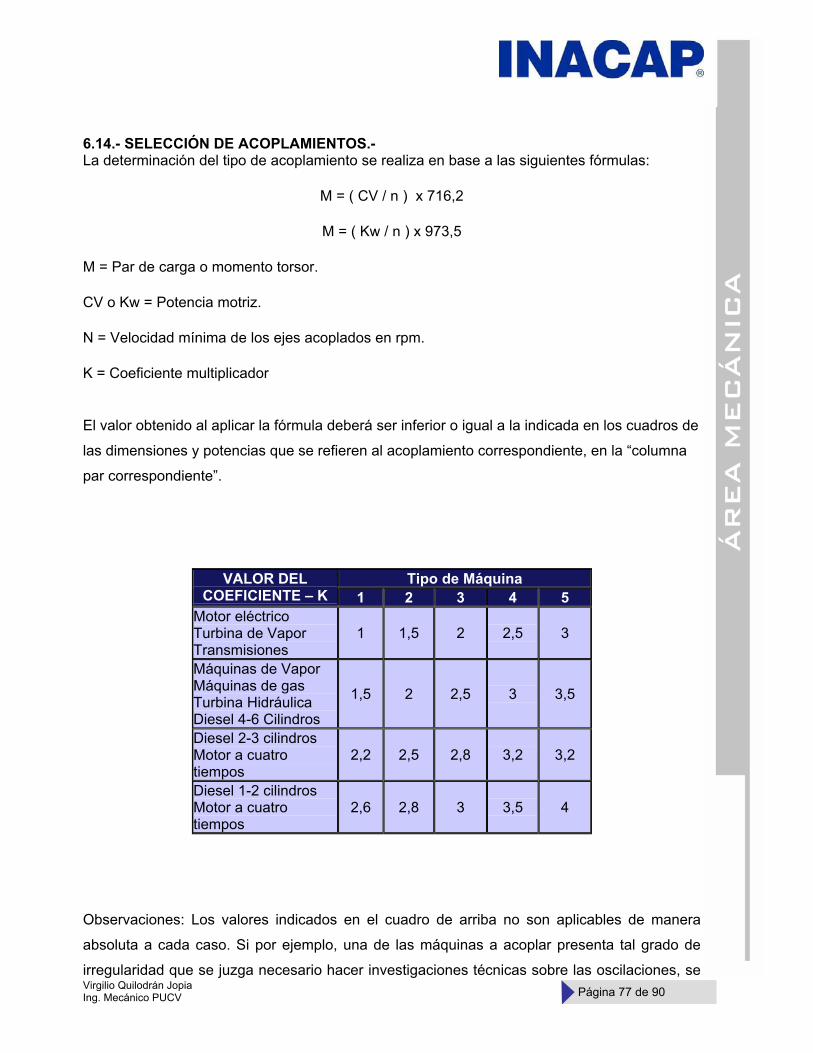
Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 77 de 90
6.14.- SELECCIÓN DE ACOPLAMIENTOS.- La determinación del tipo de acoplamiento se realiza en base a las siguientes fórmulas:
M = ( CV / n ) x 716,2
M = ( Kw / n ) x 973,5
M = Par de carga o momento torsor.
CV o Kw = Potencia motriz.
N = Velocidad mínima de los ejes acoplados en rpm.
K = Coeficiente multiplicador
El valor obtenido al aplicar la fórmula deberá ser inferior o igual a la indicada en los cuadros de
las dimensiones y potencias que se refieren al acoplamiento correspondiente, en la “columna
par correspondiente”.
Tipo de Máquina VALOR DEL COEFICIENTE – K 1 2 3 4 5
Motor eléctrico Turbina de Vapor Transmisiones
1 1,5 2 2,5 3
Máquinas de Vapor Máquinas de gas Turbina Hidráulica Diesel 4-6 Cilindros
1,5 2 2,5 3 3,5
Diesel 2-3 cilindros Motor a cuatro tiempos
2,2 2,5 2,8 3,2 3,2
Diesel 1-2 cilindros Motor a cuatro tiempos
2,6 2,8 3 3,5 4
Observaciones: Los valores indicados en el cuadro de arriba no son aplicables de manera
absoluta a cada caso. Si por ejemplo, una de las máquinas a acoplar presenta tal grado de
irregularidad que se juzga necesario hacer investigaciones técnicas sobre las oscilaciones, se
Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 78 de 90
recomienda proceder la elección del coeficiente multiplicador sirviéndose del cuestionario
adjunto.
Los grupos siguientes se aplican a las máquinas accionadas: Orientación para distintos grupos de máquinas para el coeficiente K
TIPO 1. Máquinas de carga constante: Generadores (grupo electrógeno). Transportadoras
de banda. Aparatos elevadores de pequeñas dimensión hasta seis arranques por hora.
Máquinas de trabajar madera de pequeña potencia. Ventiladores de pequeña dimensión.
Pequeñas máquinas cuya rotación constituye el movimiento principal. Pequeñas bombas
centrifuga.
TIPO 2. Maquinas de carga Variable: pequeños montacargas, generadores, cabrestantes,
aparatos elevadores de hasta 120 arranques por hora, transportadoras de cadena, mecanismo
de traslación de grúas, arenera, máquinas textiles, transmisiones, transportadores, turbo-
sopletes (sopletes de gas: compresores), Ventiladores, Máquinas-herramientas medias en las
que la rotación constituye el movimiento principal, cabestrares de grande dimensiones,
bombas centrífugas.
TIPO 3. Máquinas medias y pesadas: Montacargas pesados, hormas giratorios, barriles de
tanino, molinos de cilindros, tambores refrigeradores, telares continuos de anillos, agitadores
mecánicos, tijeras , máquinas de afilar, lavadoras, telares, prensa para ladrillos, ventiladores,
aparatos de elevación de hasta 300 arranques por hora, mecanismos de traslación.
TIPO 4. Maquinas pesadas: Mecanismo de mando de draga. Prensas de briquetas,
laminadoras de caucho, ventiladores para minas, máquinas de lijar madera, molinos de muelas
para arena y papel, bombas de pistón sumergible, tambores de limpieza, máquinas de
Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 79 de 90
movimiento oscilante. Molinos compound, molinos de cemento, bancos de estirage,
mecanismos elevadores por encima de los 300 arranques por hora.
TIPO 5. Máquinas pesadas de consumo de energía variable, grandes instalaciones de
sondeo, máquinas de satinar hojas de papel, sierras horizontales y sierras verticales
alternativas, prensas, calandrias de papel, trenes de rodillos para laminadoras, cilindros
secadores, pequeñas laminadoras para metales, centrifugas, aparatos de rodillos para papel.
Nota: la indicación de la potencia y la velocidad bastan en general para llevar a cabo la
elección de un acoplamiento. Es preferible, sin embargo, conocer las máquinas y el par a
transmitir.
DATOS NECESARIOS PARA LA DETERMINACIÓN DE LOS ACOPLAMIENTOS UNE-FLEX ACCIONADOS POR MOTORES ELÉCTRICOS.-
1. tipo del motor (marca, tipo, factor de marcha en % ED).
2. Potencia del motor: n = KW.
3. Velocidad: n = rpm.
4. Par de arranque del motor : C = m. x Kp.
5. Tipo de máquina accionada.
6. Indicar si el funcionamiento es continuo o intermitente.
7. Número de arranques por hora.
8. Precisar si las condiciones de funcionamiento son uniformes, irregulares, o si hay
cambio de marcha.

Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 80 de 90
Ejemplo: El elevador de cangilones está accionado por un motor de 16 KW; n=1.450
rpm., por medio de un reductor cuyo eje de salida gira a una velocidad de
n=180rpm. El motor y el reductor están protegidos por medio de un
acoplamiento elástico para eje UNE-FLEX:
ACOPLAMIENTO ENTRE MOTOR Y REDUCTOR
N= 16KW.
n =1450r.p.m.
Los elevadores de cangilones figuran en la calcificación por grupos en el capitulo 2 bajo el
título “máquinas de carga variable”. El coeficiente multiplicador K=1,5 que figura en el
cuadro “valor del coeficiente K” en el capitulo de máquinas de mando “motor eléctrico” .
De acuerdo con el cuadro de potencias, el acoplamiento modelo M-5 es apropiado para un
par de 16 KP.m.
1. ACOPLAMIENTO ENTRE REDUCTO Y MECANISMO DEL ELEVADOR DE
CANGILONES
2. N= 16KW.
N=180 rpm
Según el cuadro de potencias, el acoplamiento modelo M-9 con 160 KP.m es apropiado
para la transmisión de un par de 132,9 Kp.m .
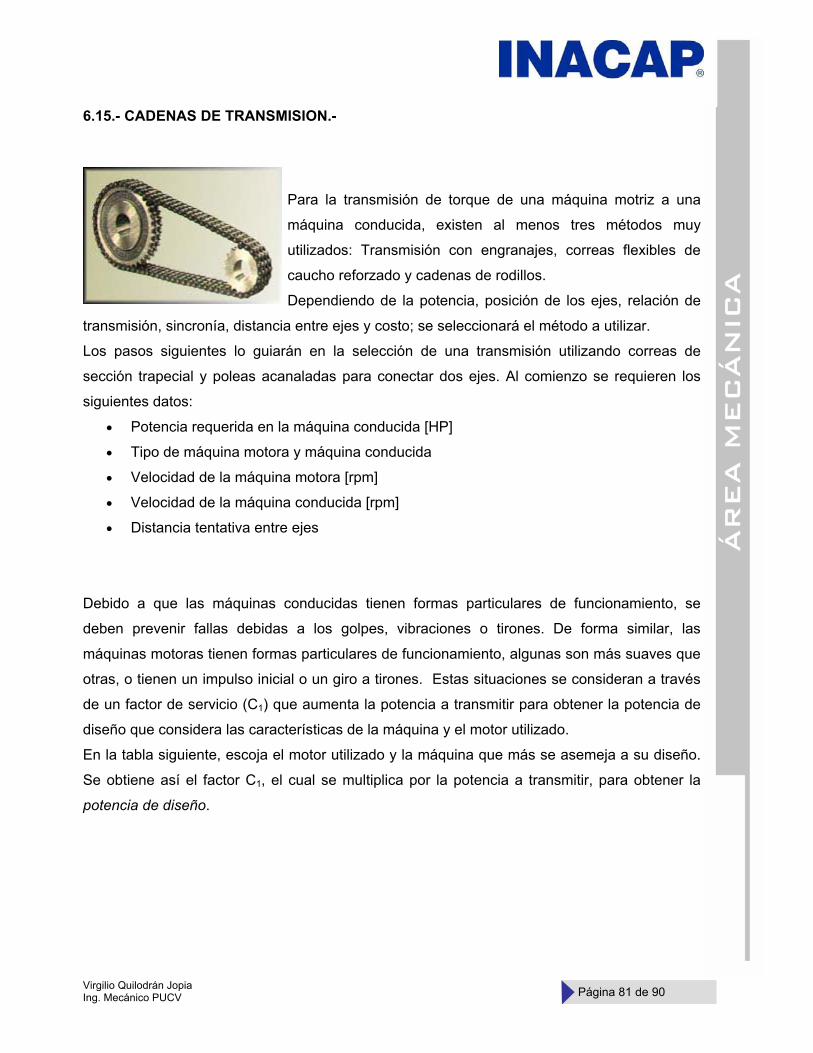
Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 81 de 90
6.15.- CADENAS DE TRANSMISION.-
Para la transmisión de torque de una máquina motriz a una
máquina conducida, existen al menos tres métodos muy
utilizados: Transmisión con engranajes, correas flexibles de
caucho reforzado y cadenas de rodillos.
Dependiendo de la potencia, posición de los ejes, relación de
transmisión, sincronía, distancia entre ejes y costo; se seleccionará el método a utilizar.
Los pasos siguientes lo guiarán en la selección de una transmisión utilizando correas de
sección trapecial y poleas acanaladas para conectar dos ejes. Al comienzo se requieren los
siguientes datos:
• Potencia requerida en la máquina conducida [HP]
• Tipo de máquina motora y máquina conducida
• Velocidad de la máquina motora [rpm]
• Velocidad de la máquina conducida [rpm]
• Distancia tentativa entre ejes
Cálculo de la potencia de diseño
Debido a que las máquinas conducidas tienen formas particulares de funcionamiento, se
deben prevenir fallas debidas a los golpes, vibraciones o tirones. De forma similar, las
máquinas motoras tienen formas particulares de funcionamiento, algunas son más suaves que
otras, o tienen un impulso inicial o un giro a tirones. Estas situaciones se consideran a través
de un factor de servicio (C1) que aumenta la potencia a transmitir para obtener la potencia de
diseño que considera las características de la máquina y el motor utilizado.
En la tabla siguiente, escoja el motor utilizado y la máquina que más se asemeja a su diseño.
Se obtiene así el factor C1, el cual se multiplica por la potencia a transmitir, para obtener la
potencia de diseño.

Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 82 de 90
Motores de funcionamiento
suave
Motores de funcionamiento
medio impulsivo
Motores de funcionamiento
impulsivo Factor de servicio C1 para cadenas de norma BS
Motores eléctricos
Motores de combustión
multicilíndricos
Motores de combustión
monocilíndricos
Máquinas de carga constante
Agitadores y mezcladores de líquidos y
semilíquidos
Alternadores y generadores
Sopladores, extractores y ventiladores
(centrífugos y de tamaño mediano)
Compresores centrífugos
Elevadores y transportadores con
carga uniforme
Maquinaria de industria de alimentos
Bombas centrífugas
Maquinas de imprentas
1,00 1,25 1,50
Máquinas de carga no constante
Agitadores y mezcladores de
soluciones sólido-líquido
Sopladores, extractores y ventiladores
de gran tamaño
Mezcladoras de cemento, gruas
Compresores de más de 3 cilíndros
Transportadores y elevadores con
carga no uniforme
Maquinaria de lavandería
Máquinas herramientas
Molinos
1,25 1,50 1,75
Máquinas de funcionamiento disparejo
Alternadores y generadores de
soldadoras 1,75 2,00 2,25

Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 83 de 90
Compresores de uno o dos cilíndros
Excavadoras
Trituradoras
Alimentadoras vibratorias
Sierras circulares y lineales
Molinos de martillos y de mandíbula
Maquinaria minera
La razón entre la velocidad del eje más rápido dividido por la velocidad del eje más lento, es la
relación de transmisión "i" ( * ). Se indica como "1:i". Con este valor se obtiene el tamaño de
las catalinas a utilizar. La relación "i" debe corresponder a la razón entre la cantidad de
dientes de la catalina grande (la del eje más lento) denominada corona dividida por la cantidad
de dientes de la catalina pequeña (la del eje más rápido) denominada piñón.
i = Zc / Zp
Zc : cantidad de dientes de la corona
Zp : cantidad de dientes del piñón
Para el piñón se recomienda una cantidad mínima de 15 dientes para un giro más suave de la
corona. Para esta selección se considerarán 19 dientes en el piñón. De ésta forma:
i = Zc / 19
Como este valor de "i" no va a coincidir con el calculado en ( * ) se escoge Zc lo más cercano
al ideal.
Existen catalinas de stock pero generalmente hay que fabricar aquellas con cantidad de
dientes no estándar. Compruebe en la tabla siguiente si el diámetro del eje que se conectará al
piñón tiene un tamaño adecuado, de ser muy grande, debe escoger un piñón con más dientes:

Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 84 de 90
Paso de la cadena: 3/8"
Zp de stock 19 20 21 23 25 30 38 57 76 95 114 150
Eje de diámetro máximo 28 32 35 42 42 35 42 45 45 50 50 50
Paso de la cadena: 1/2"
Zp de stock 19 20 21 23 25 30 38 57 76 95 114
Eje de diámetro máximo 42 45 48 48 48 45 50 50 50 50 50
Paso de la cadena: 5/8"
Zp de stock 19 20 21 23 25 30 38 57 76 95 114
Eje de diámetro máximo 50 50 55 55 55 50 50 50 50 50 75
Paso de la cadena: 3/4"
Zp de stock 19 20 21 23 25 27 30 38 57 76 95 114
Eje de diámetro máximo 55 55 55 55 55 55 55 50 55 55 65 75
Paso de la cadena: 1"
Zp de stock 19 20 21 23 25 30 38 57 76 95 114
Eje de diámetro máximo 75 75 75 75 75 75 65 75 75 75 100
Paso de la cadena: 11/4"
Zp de stock 19 21 23 25 38 57 76
Eje de diámetro máximo 90 90 90 90 90 95 100
Paso de la cadena: 11/2"
Zp de stock 19 21 23 25 38 57 76
Eje de diámetro máximo 100 100 100 100 100 110 125
Paso de la cadena: 13/4"
Zp de stock 19 21 23 25 38 57 76
Eje de diámetro máximo 110 110 110 110 110 125 140
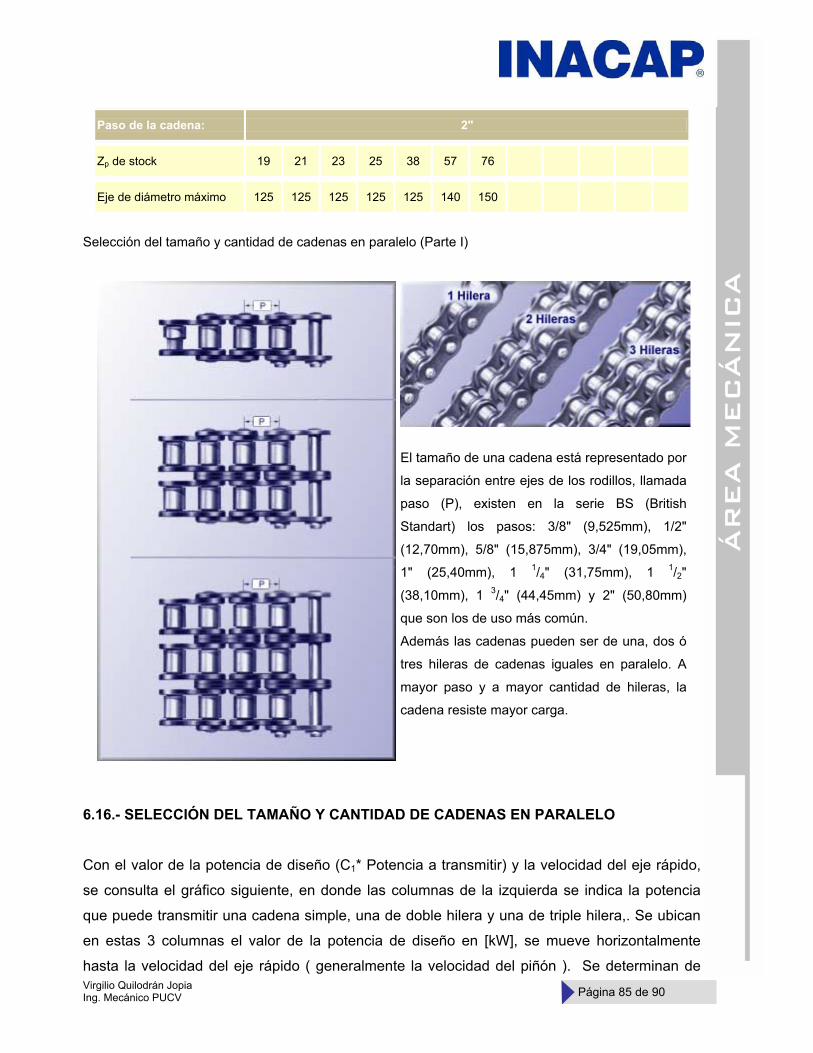
Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 85 de 90
Paso de la cadena: 2"
Zp de stock 19 21 23 25 38 57 76
Eje de diámetro máximo 125 125 125 125 125 140 150
Selección del tamaño y cantidad de cadenas en paralelo (Parte I)
El tamaño de una cadena está representado por
la separación entre ejes de los rodillos, llamada
paso (P), existen en la serie BS (British
Standart) los pasos: 3/8" (9,525mm), 1/2"
(12,70mm), 5/8" (15,875mm), 3/4" (19,05mm),
1" (25,40mm), 1 1/4" (31,75mm), 1 1/2"
(38,10mm), 1 3/4" (44,45mm) y 2" (50,80mm)
que son los de uso más común. Además las cadenas pueden ser de una, dos ó
tres hileras de cadenas iguales en paralelo. A
mayor paso y a mayor cantidad de hileras, la
cadena resiste mayor carga.
6.16.- SELECCIÓN DEL TAMAÑO Y CANTIDAD DE CADENAS EN PARALELO
Con el valor de la potencia de diseño (C1* Potencia a transmitir) y la velocidad del eje rápido,
se consulta el gráfico siguiente, en donde las columnas de la izquierda se indica la potencia
que puede transmitir una cadena simple, una de doble hilera y una de triple hilera,. Se ubican
en estas 3 columnas el valor de la potencia de diseño en [kW], se mueve horizontalmente
hasta la velocidad del eje rápido ( generalmente la velocidad del piñón ). Se determinan de

Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 86 de 90
esta forma, 3 puntos ubicados sobre los gráficos. Cada paso está representado por una zona
de igual color, los 3 puntos indican el paso que se recomienda usar.
Por ejemplo:
Con una potencia de diseño de 1,5 kW y un piñón girando a 150 rpm, se recomienda usar una
cadena triple de P = 1/2", una cadena doble de P = 1/2" y una cadena simple de P = 5/8". La
decisión final sería la cadena doble de 1/2" y la simple 5/8".
Las curvas mostradas en el gráfico, son recomendaciones para un piñon de 19 dientes.
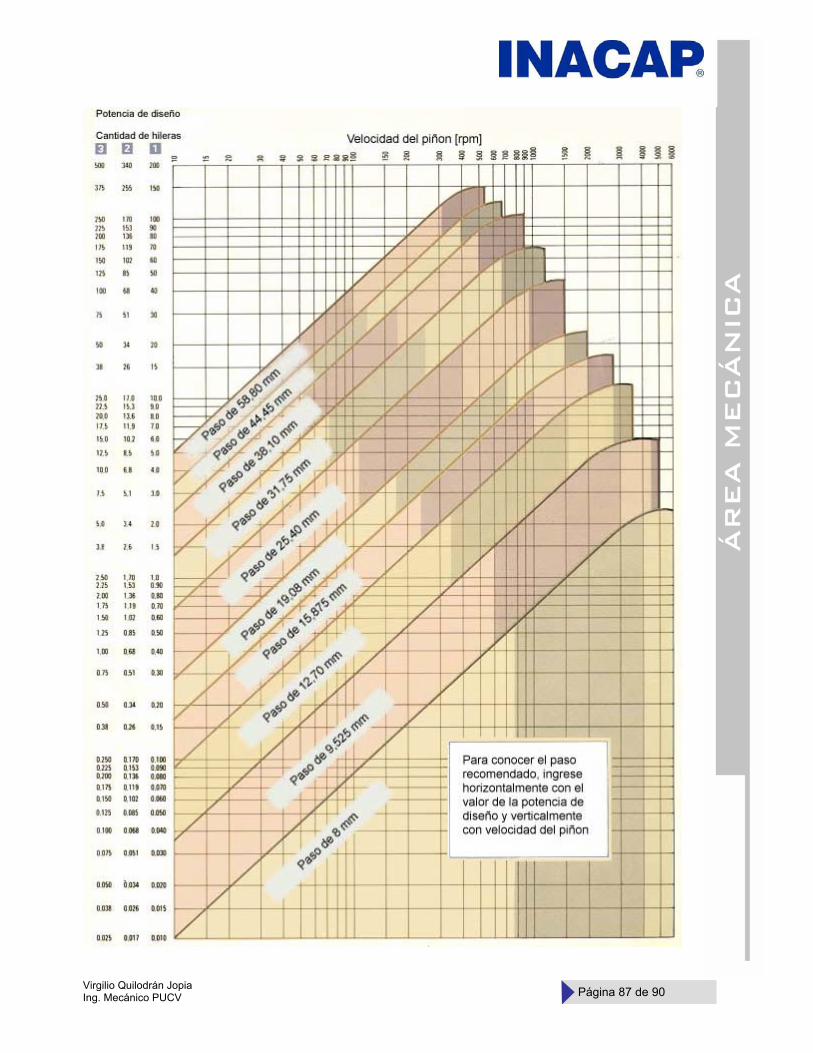
Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 87 de 90
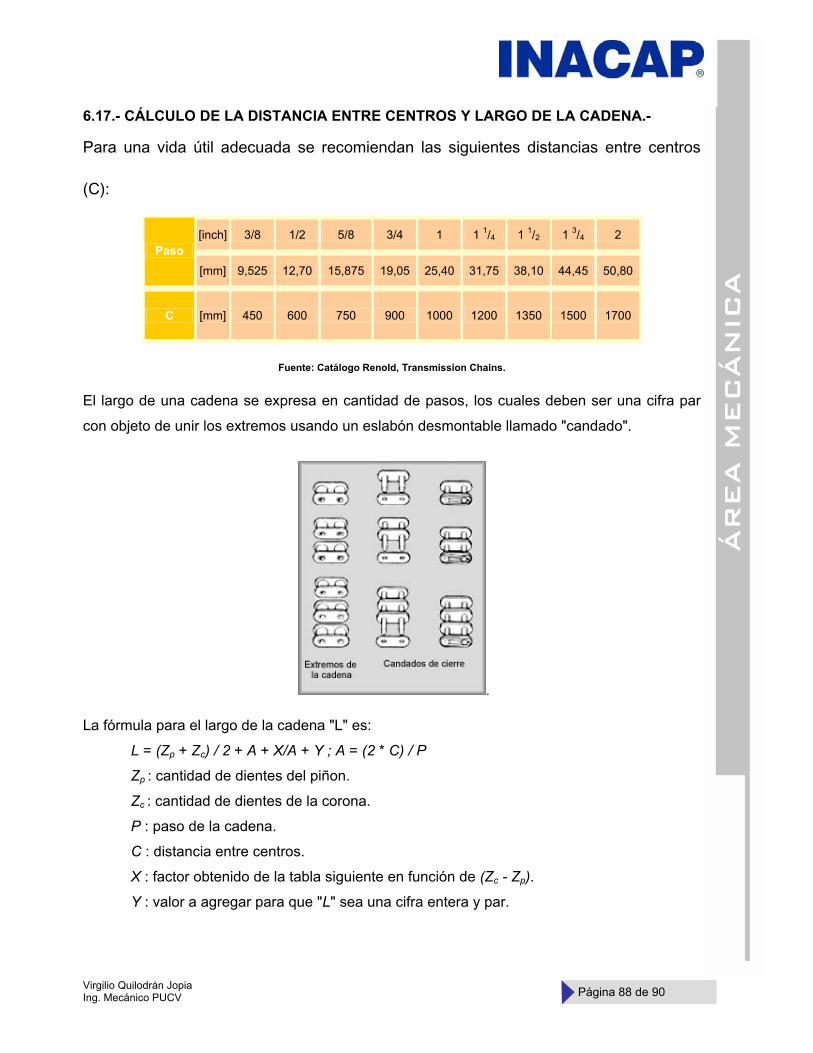
Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 88 de 90
6.17.- CÁLCULO DE LA DISTANCIA ENTRE CENTROS Y LARGO DE LA CADENA.-
Para una vida útil adecuada se recomiendan las siguientes distancias entre centros
(C):
[inch] 3/8 1/2 5/8 3/4 1 1 1/4 1 1/2 1 3/4 2 Paso
[mm] 9,525 12,70 15,875 19,05 25,40 31,75 38,10 44,45 50,80
C [mm] 450 600 750 900 1000 1200 1350 1500 1700
Fuente: Catálogo Renold, Transmission Chains.
El largo de una cadena se expresa en cantidad de pasos, los cuales deben ser una cifra par
con objeto de unir los extremos usando un eslabón desmontable llamado "candado".
.
La fórmula para el largo de la cadena "L" es: L = (Zp + Zc) / 2 + A + X/A + Y ; A = (2 * C) / P
Zp : cantidad de dientes del piñon.
Zc : cantidad de dientes de la corona.
P : paso de la cadena.
C : distancia entre centros.
X : factor obtenido de la tabla siguiente en función de (Zc - Zp).
Y : valor a agregar para que "L" sea una cifra entera y par.
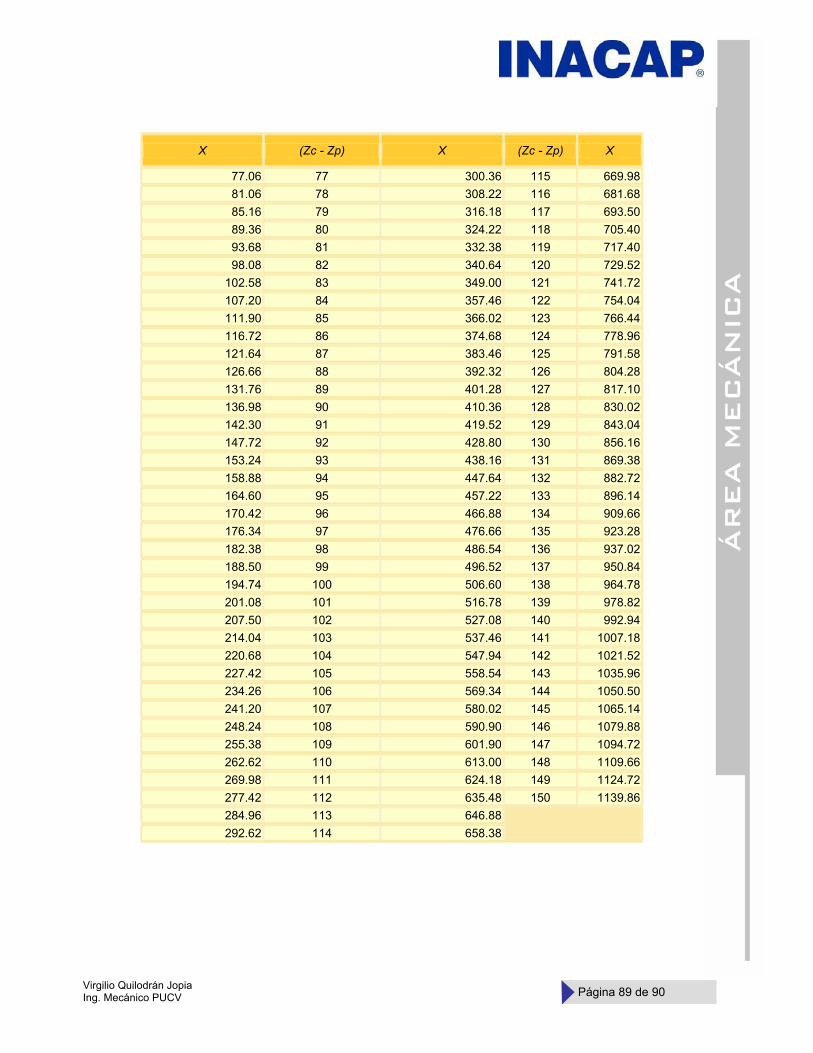
Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 89 de 90
X (Zc - Zp) X (Zc - Zp) X
77.06 77 300.36 115 669.98 81.06 78 308.22 116 681.68 85.16 79 316.18 117 693.50 89.36 80 324.22 118 705.40 93.68 81 332.38 119 717.40 98.08 82 340.64 120 729.52
102.58 83 349.00 121 741.72 107.20 84 357.46 122 754.04 111.90 85 366.02 123 766.44 116.72 86 374.68 124 778.96 121.64 87 383.46 125 791.58 126.66 88 392.32 126 804.28 131.76 89 401.28 127 817.10 136.98 90 410.36 128 830.02 142.30 91 419.52 129 843.04 147.72 92 428.80 130 856.16 153.24 93 438.16 131 869.38 158.88 94 447.64 132 882.72 164.60 95 457.22 133 896.14 170.42 96 466.88 134 909.66 176.34 97 476.66 135 923.28 182.38 98 486.54 136 937.02 188.50 99 496.52 137 950.84 194.74 100 506.60 138 964.78 201.08 101 516.78 139 978.82 207.50 102 527.08 140 992.94 214.04 103 537.46 141 1007.18 220.68 104 547.94 142 1021.52 227.42 105 558.54 143 1035.96 234.26 106 569.34 144 1050.50 241.20 107 580.02 145 1065.14 248.24 108 590.90 146 1079.88 255.38 109 601.90 147 1094.72 262.62 110 613.00 148 1109.66 269.98 111 624.18 149 1124.72 277.42 112 635.48 150 1139.86 284.96 113 646.88 292.62 114 658.38

Virgilio Quilodrán Jopia Ing. Mecánico PUCV
ÁR
EA M
EC
ÁN
ICA
Página 90 de 90
CALCULO DE ENGRANAJES
,