machでのテスト方法 - 50過ぎの手習い・・・極貧 …sec-suzuki.com/mach_test.pdf2 z...
TRANSCRIPT


2
条件
当社のCNCインターフェース基板と2相ドライバー基板のMACHのMILLに
接続時の例
以下に記述することは全て上記の条件の為の物です
推測して他の物に適用することも可能です
2相ドライバーの資料 http://sec-suzuki.com/step-2p-v1.pdf
CNCインターフェースの資料 http://sec-suzuki.com/PALA-CNC-V2.pdf

MACHのダウンロードとインストール
http://www.machsupport.com/ http://www.machsupport.com/downloads/Mach3Version3.042.021.exe・・・・2009/03/01 現在 此が 新版です
ダウンロードしてお好きなホルダーにインストールします インストール後 必ず、ウインドウズを再起動します・・・そうしないと、 悪ハングアップ
します
1. MACHのパラレルドライバーの確認
MACHのインストールしたホルダー内のコマンド で、パラレルポートのテストを
します
OKに成れば良いみたいです。・・・詳しく無いです。
3
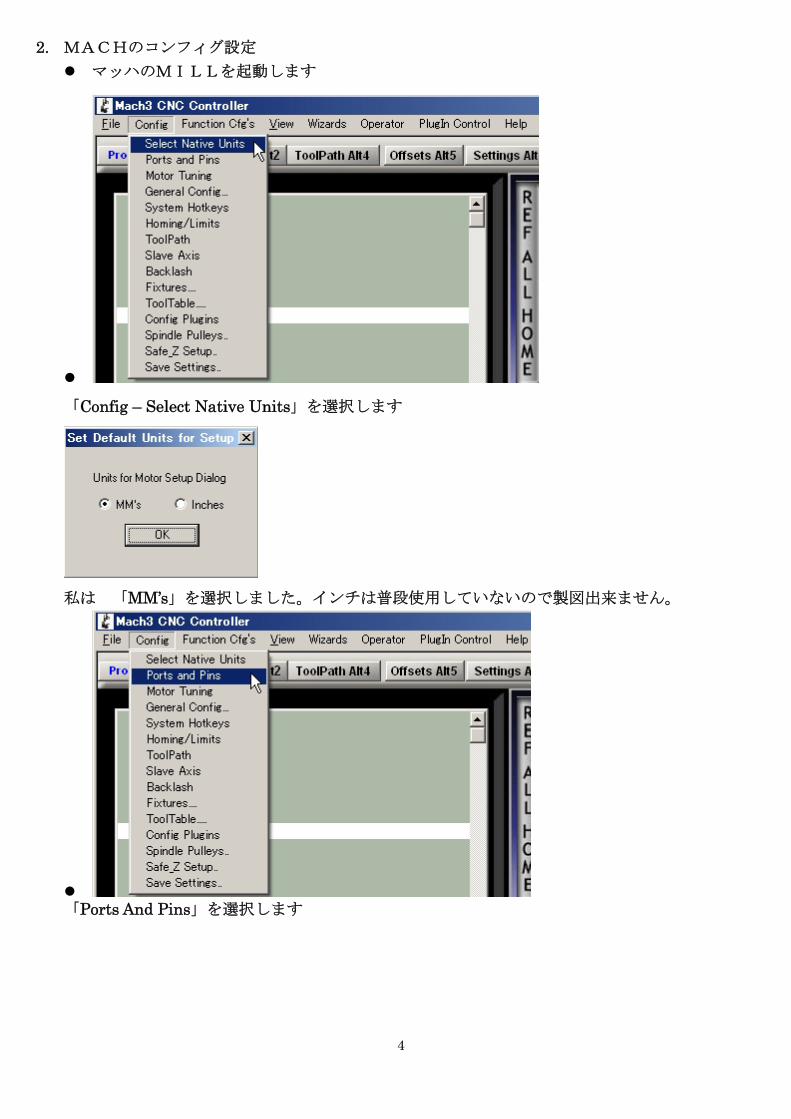
2. MACHのコンフィグ設定 マッハのMILLを起動します
「Config – Select Native Units」を選択します
私は 「MM’s」を選択しました。インチは普段使用していないので製図出来ません。
「Ports And Pins」を選択します
4

タブ「Port Setup And Axis Selection」を確認します 「Port #1-Port Enabled」にチェックが入って、選択してある事
「Motor Outputs」の設定
取り敢えずモーターの設定を上記の様にしておいて下さい 当社のパラレルポートとドライバーの説明に沿っています
5

「Input Signals」の設定
入力ピンは、ご自分で自由に設定可能ですが、ここでは、取り敢えず上記の様に設定して下さい。
「Output Signals」の設定
出力ピンも、ご自分で任意に設定可能な物ですが、ここでは取り敢えずこの様に設定して下さい
6

「Output #1~#4」の設定は「Spindle Setup」にて行います 取り敢えず上記の様にしておいて下さい。テストがしやすくなる様にしています
7
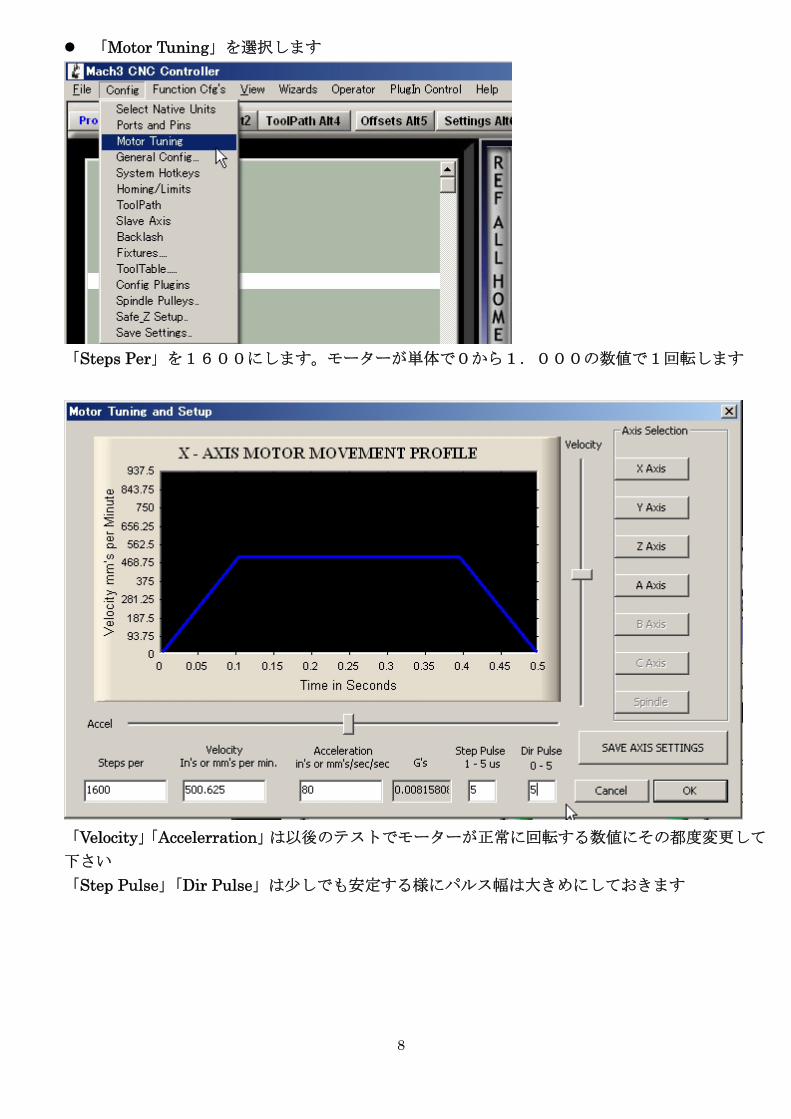
「Motor Tuning」を選択します
「Steps Per」を1600にします。モーターが単体で0から1.000の数値で1回転します
「Velocity」「Accelerration」は以後のテストでモーターが正常に回転する数値にその都度変更して
下さい 「Step Pulse」「Dir Pulse」は少しでも安定する様にパルス幅は大きめにしておきます
8
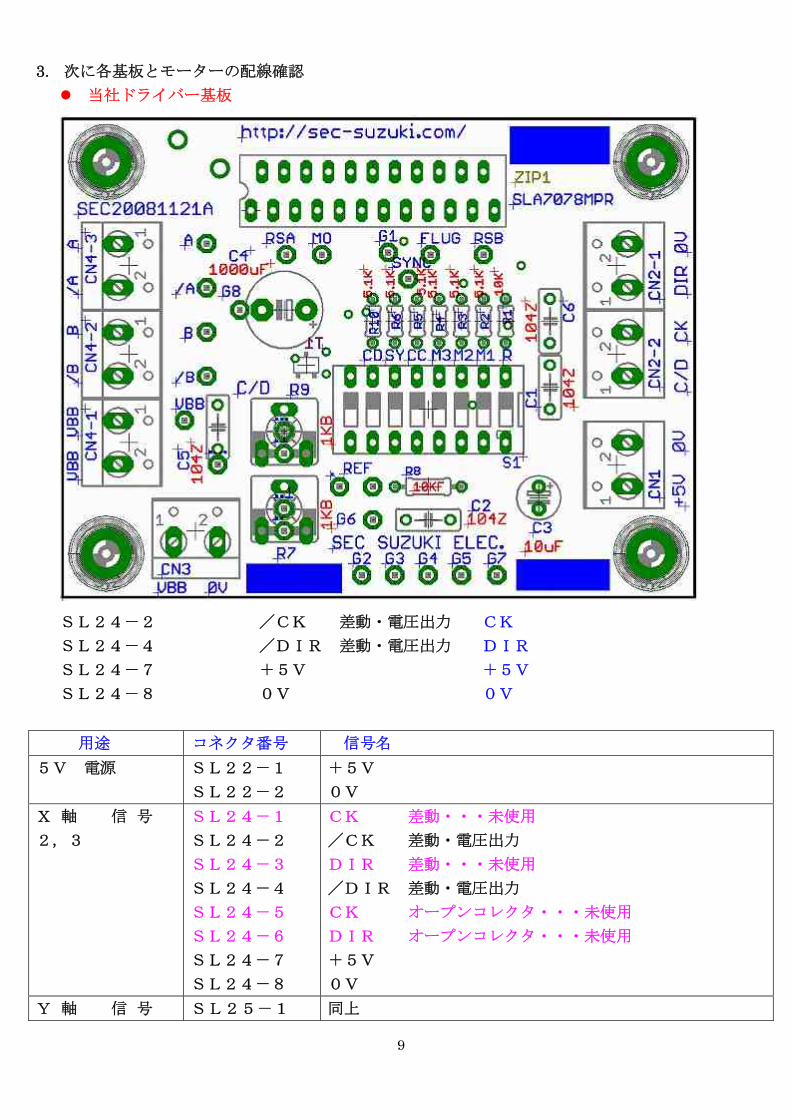
3. 次に各基板とモーターの配線確認
当社ドライバー基板
SL24-2 /CK 差動・電圧出力 CK SL24-4 /DIR 差動・電圧出力 DIR SL24-7 +5V +5V SL24-8 0V 0V
用途 コネクタ番号 信号名 5V 電源 SL22-1
SL22-2 +5V 0V
X 軸 信 号
2,3 SL24-1 SL24-2 SL24-3 SL24-4 SL24-5 SL24-6 SL24-7 SL24-8
CK 差動・・・未使用 /CK 差動・電圧出力 DIR 差動・・・未使用 /DIR 差動・電圧出力 CK オープンコレクタ・・・未使用 DIR オープンコレクタ・・・未使用 +5V 0V
Y 軸 信 号 SL25-1 同上
9

2相ドライバー 新型の情報 1・・・・・リンク参照
4,5 ~8 Z 軸 信 号
6,7 SL26-1
~8 同上
A 軸 信 号
8,9 SL27-1
~8 同上
4. カレントダウン
当社2相ステップドライバー接続
コネクター SL23の各信号をモータードライバーの REF に接続します R9,T1は不使用になります SL23-1 X用 カレントダウン SL23-2 Y用 カレントダウン SL23-3 Z用 カレントダウン SL23-4 A用 カレントダウン
カレントダウン SL23-1
SL23-2 SL23-3 SL23-4
X用 カレントダウン 1KΩとトランジスターで0Vへ Y用 カレントダウン 1KΩとトランジスターで0Vへ Z用 カレントダウン 1KΩとトランジスターで0Vへ A用 カレントダウン 1KΩとトランジスターで0Vへ
10

接続全貌 パラレルコード>>>CNC インターフェース基板>>>2相ステップモータードライバー +5V電源>>> CNC インターフェース基板 +24V電源>>>2相ステップモータードライバー>>>2相ステッピングモーター
電源の極性と電圧は電源接続前に充分に確認をすること ドライバーのデップスイッチは 2相ドライバーのディップスイッチ参照して下さい
ここでは、1/8モードを使用します モーター単体でフルステップで200パルスで1回転ですから1/8モードなので 200X8=1600とします。 実機で送りネジが 1回転1.5ミリピッチのネジの時は 1600/1.5=1066.66666・・・・ と「Steps Per」は、端数になります
11

モーター接続は接触不良が生じない様に確実に必要なら 1P端子を圧着して下さい パラレルポートを接続します 電源は+24と+5はオンにする順番はどちらでも可能です CNC インターフェース基板のカレントダウンのコネクターを外しておきます 電源を入れるとモーターがロックします デジタル電圧計にて 「REF---G」の電圧を確認します。モーターコイルの電流値は
0.15V=1A 0.30V=2A 0.45V=3A となっています
CNC インターフェース基板のカレントダウンのコネクターを差し込みます デジタル電圧計にて 「REF---G」の電圧を確認します。 カレントダウン時の電流が解ります モーターコイルが蓄熱するとなかなか温度が下がらないです、温度が磁石のキューリー点を超える
と磁力が無くなりモータートルクが無くなります。トルクアップをしようと電流流しても過熱して
しまうとトルクが無くなると言うことです。冷却ツールを用いても良いと思います。 高信頼性の冷却ファンを搭載し、省スペースで効率的にモーターを空冷できるモータークーラー
http://www.orimvexta.co.jp/products/motor_c/index.htm趣味ならアルミを曲げて自作しても良いかと思います 此高価ですから・・・・・・汗
12

MACHのメイン画面で 「TAB」キーを押すと下記の様にJOG操作パネルが現れます
非常停止が働いていると「Reset」が赤く点滅します マウスでクリックするとリセットします
13

JOG操作パネルの説明 「Cycle Jog Step」をクリックする度 Step Pulse の量が変更されます
ミリ単位の設定なので 1.0000ミリ 0.1000ミリ 0.0100ミリ 0.0010ミリ 0.0001ミリ 1.0000ミリ と循環します
「Jog Mode」をクリックする度 Cont(ジョグ指令スイッチを押している間モーター回転) 又は、Step(Cycle Jog Ste で決められた量だけモーターが回ります) X+ 「Jog Mode」で設定したモーター回転を +方向に行います X- 「Jog Mode」で設定したモーター回転を -方向に行います Y+ 「Jog Mode」で設定したモーター回転を +方向に行います Y- 「Jog Mode」で設定したモーター回転を -方向に行います Z+ 「Jog Mode」で設定したモーター回転を +方向に行います Z- 「Jog Mode」で設定したモーター回転を -方向に行います 4+ 「Jog Mode」で設定したモーター回転を +方向に行います 4- 「Jog Mode」で設定したモーター回転を -方向に行います
14

このときの回る速度は F6.0の初期の状態と思います可成り遅いです 変更はメイン画面の 「Feedrate」の数値をクリックして直接数値を書き換えても変更可能で
す
4. JOG で動いたら次は数値で動かしてみましょう
「MDI」MACHのメイン画面の隣の画面のタブをクリックします
15

例として 全ての軸が高速で 0~+10.0000,+10.0000~-10.0000 -10.0000~0.0000に戻る 画面の 「Feedrate」の数値をクリックして直接数値を書き換え 高速のF300に仮に変更して
おきます 「Input」の入力欄をクリックして入力可能にします 下記の物を順次入力後 ⏎ をすると実行されます・・・モーター回転します G90⏎・・・・・・・・・・・・・・・・位置が絶対値で指示 G0 X0 Y0 Z0 A0⏎・・・・・高速で X,Y,Z,A軸が 0に移動 X10 Y10 Z10 A10⏎・・・・・高速で X,Y,Z,A軸が 10に移動 X-10 Y-10 Z-10 A-10⏎・・・・・高速で X,Y,Z,A軸が -10に移動 X0 Y0 Z0 A0⏎・・・・・高速で X,Y,Z,A軸が 0に移動
http://www.youtube.com/watch?v=ju-FqPW4Au0モーターの軸に目印を付けておくと回転の様子が良く判ります
次は 指定速度 F100 で上記の動作 X0 Y0 Z0 A0 F100⏎・・・・・X,Y,Z,A軸が 0に移動 X10 Y10 Z10 A10⏎・・・・・X,Y,Z,A軸が 10に移動 X-10 Y-10 Z-10 A-10⏎・・・・・X,Y,Z,A軸が -10に移動 X0 Y0 Z0 A0⏎・・・・・X,Y,Z,A軸が 0に移動 F値やG0やG90等は1度実行すると変更するまで同じ動作になります
16
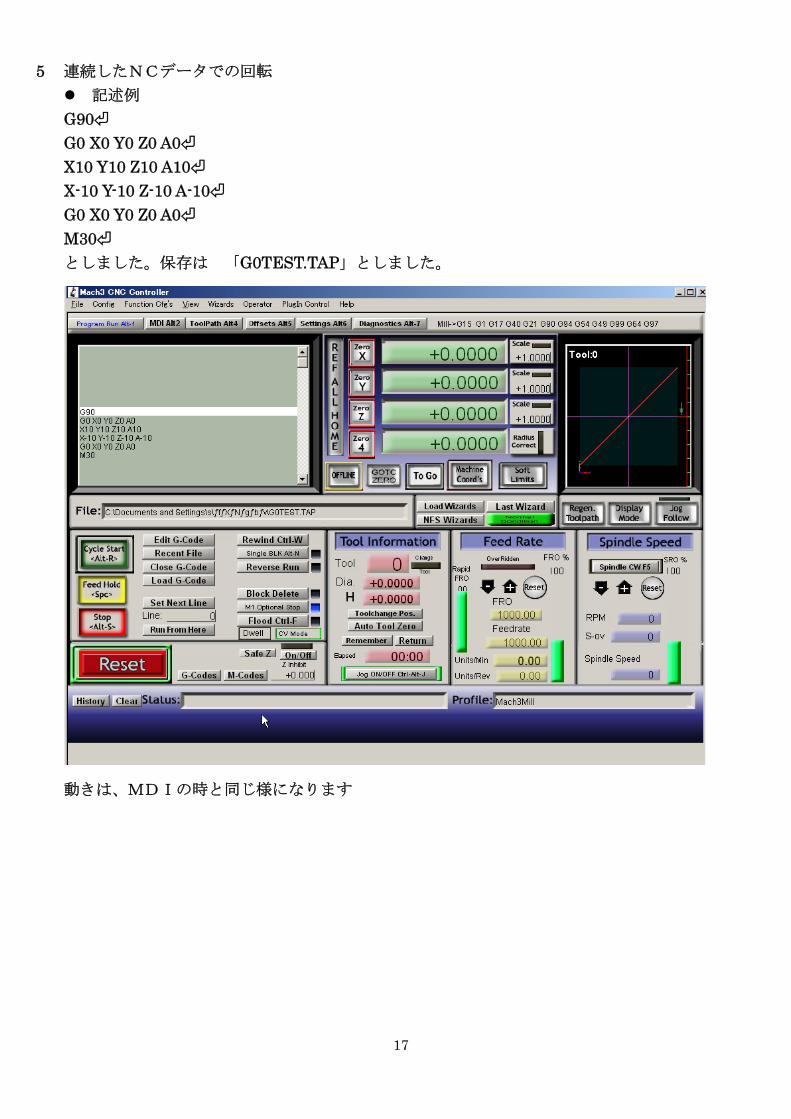
5 連続したNCデータでの回転
記述例 G90⏎
G0 X0 Y0 Z0 A0⏎ X10 Y10 Z10 A10⏎ X-10 Y-10 Z-10 A-10⏎ G0 X0 Y0 Z0 A0⏎ M30⏎
としました。保存は 「G0TEST.TAP」としました。
動きは、MDIの時と同じ様になります
17
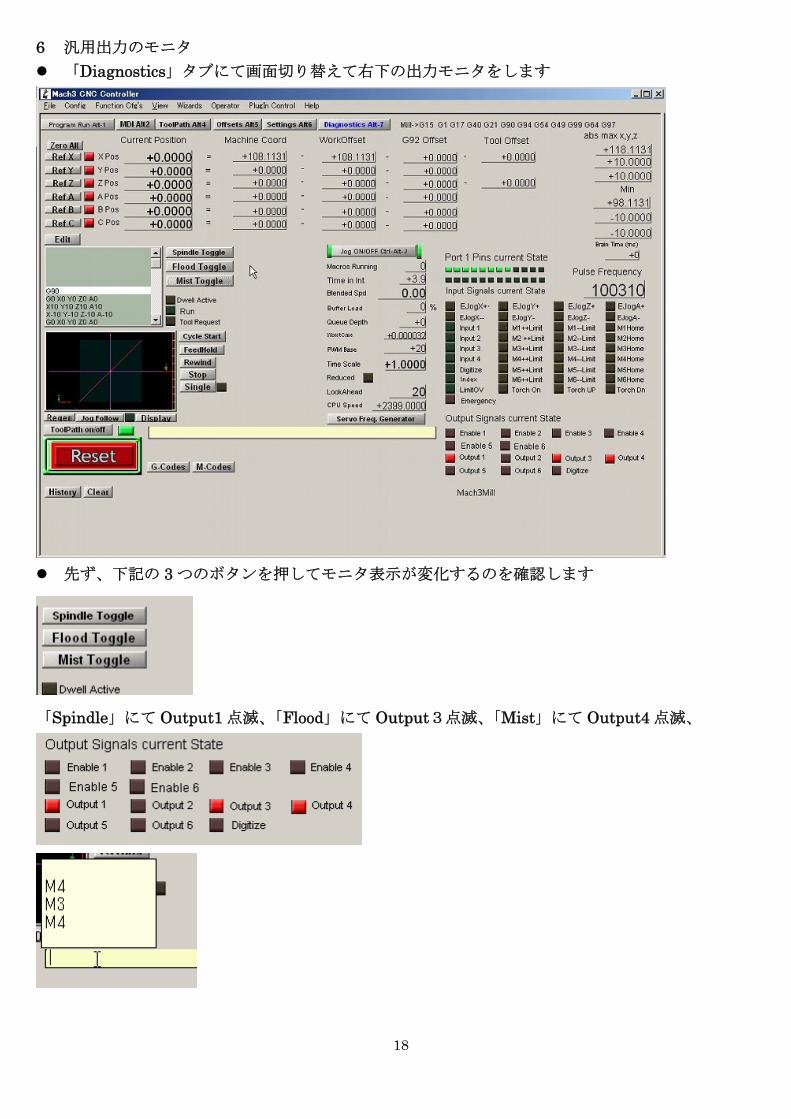
6 汎用出力のモニタ 「Diagnostics」タブにて画面切り替えて右下の出力モニタをします
先ず、下記の 3 つのボタンを押してモニタ表示が変化するのを確認します
「Spindle」にて Output1 点滅、「Flood」にて Output3点滅、「Mist」にて Output4 点滅、
18

黄色の帯のMDI入力で M4を実行すると Output1 消灯、Output2点滅、になります
19
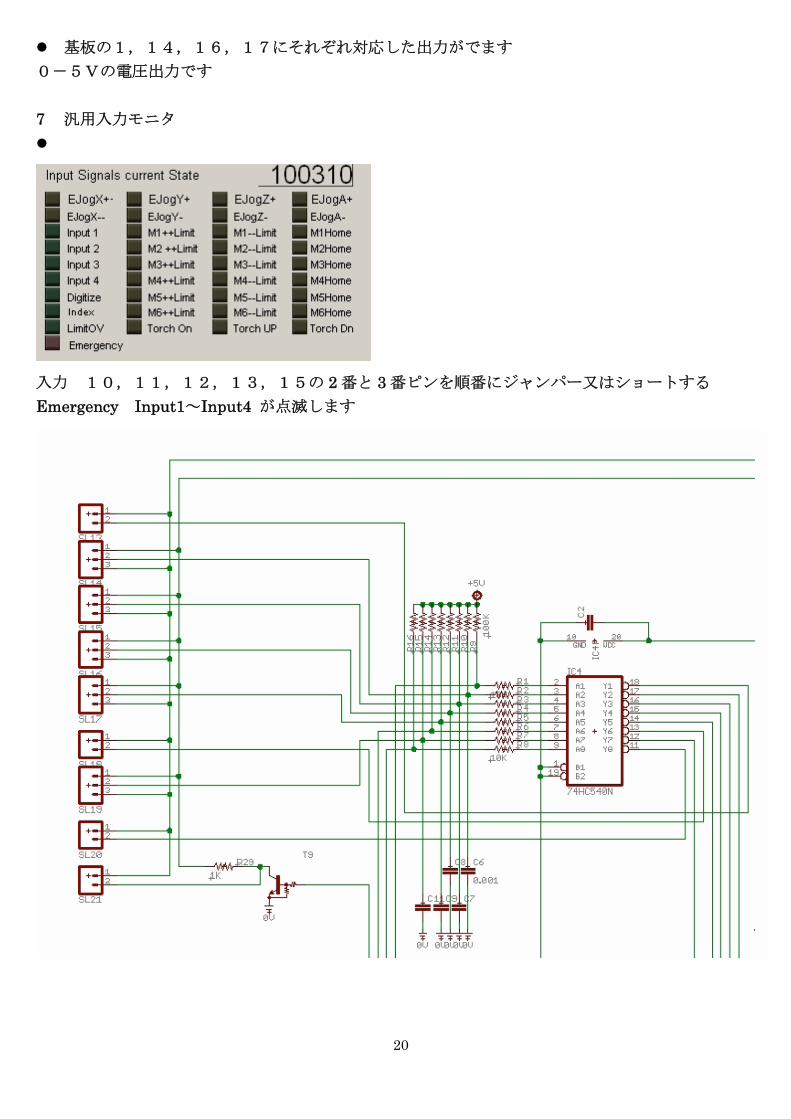
基板の1,14,16,17にそれぞれ対応した出力がでます 0-5Vの電圧出力です 7 汎用入力モニタ
入力 10,11,12,13,15の 2 番と 3 番ピンを順番にジャンパー又はショートする Emergency Input1~Input4 が点滅します
20