lubrication - crucial for rotating machines
TRANSCRIPT

1
Fig. 1 Sleeve bearing Fig. 2 Ball bearing
LUBRICATION - CRUCIAL FOR ROTATING MACHINES
Copyright Material IEEE Paper No. PCIC-2012-41
Rajendra Mistry, P.E. Ryan Maynus Member, IEEE Member, IEEE Siemens Industry Inc. Siemens Industry Inc. 4620 Forest Avenue 4620 Forest Avenue Norwood, OH 45212 Norwood, OH 45212 USA USA [email protected] [email protected]
Abstract – Any rotating machine has at least one rotating element. This element can be a rotor of an electric motor or a turbine, compressor or pump. This element is supported by the sleeve bearings or rolling element bearings. Rotating machinery’s reliable operation can be critical for the bottom line production goals and financial results in petrochemical, transportation and chemical products processing. The lubrication performs a crucial role in reliable operation of these rotating machineries. This paper will discuss the different types of the lubrications, their properties and proper methods of lubrications, frequencies and consequences of not adhering to the proper maintenance processes.
Index Terms — Rotor, Bearings, Lubrication, Oil, Grease,
Planned Maintenance
I. INTRODUCTION Lubricant is the life blood of any rotating machinery. The rotor
of the rotating machine is supported by sleeve (Fig. 1) or rolling element bearings (Fig. 2). Hydrodynamic type bearings are considered to be a vital component of all rotating machinery. Sleeve bearings consist of a stationary cylindrical body lined with low friction material and separated from a rotating shaft by a layer of oil film. Sleeve bearings come in different shapes and sizes, For example, plain cylindrical, tilting pads and 2 to 4 lobes. This paper addresses plain cylindrical bearings. In case of rolling element bearings (ball or roller) the inner race is shrunk fit to the shaft while the outer race is stationary and separated by the rolling elements. The rolling elements are separated by the lubricant e.g. grease. Bearing related issues are responsible for more than half of the motor failures and lubrication related issues are responsible for more than half of bearing failures.[1] It is important for the maintenance engineers to understand that proper bearing lubrication on a rotating machine is the key to achieving long and reliable operation. The main purposes of lubrication are:
• Forms a lubricant film on contact surfaces and separates the metal to metal contact while rotating and reducing rolling friction
• Dissipates heat when using an oil lubrication • Seals against contamination when using grease
lubrication • Reduces running noise • Protects against corrosion
This paper will discuss the important aspects of lubrication for the long term reliable operation of rotating machines. In addition, the different types of lubrications, their properties, application and causes of failure will be discussed.
II. TYPES OF LUBRICANTS Several types of lubricants are available; including mineral
based oil, synthetic oil, grease and solid lubricants. The paper will focus on mineral based oil and grease while briefly reviewing synthetic base oil.
The paper will discuss the lubricant application based on sleeve bearings and rolling element bearings.
III. SLEEVE BEARINGS
A. Lubricant:
1) Mineral based Oil: These are basically hydrocarbons. However they contain various types of bonding structures, molecular weight and volatility and small quantities of one or more of the elements such as nitrogen, oxygen and sulphur. Mineral based oil can be paraffinic, naphthenic or a mixed base type.
a) Paraffinic oils are produced either by hydrocracking or a solvent extraction process. Paraffinic oils are relatively viscous and resistant to oxidation. They possess a high flash point and a high pour point. [2]
b) Naphthenic oils are produced from crude oil
distillates. Most hydrocarbon molecules of naphthenic oils have a saturated ring structure. Naphthenic oils are used in moderate temperature applications, mainly for manufacturing transformer oils and metal working fluids, but are not typically used for

2
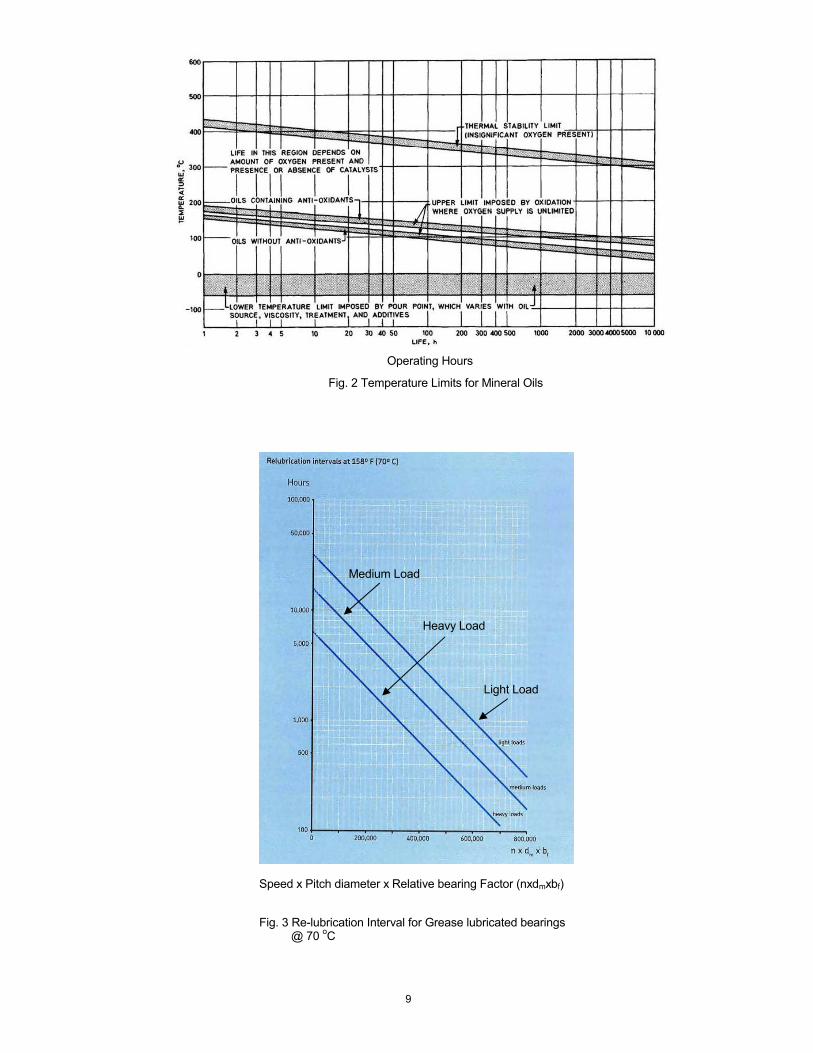
sleeve bearing applications. [2] Appendix A Fig. 2 shows the temperature limits of mineral oils with the different additives.
2) Synthetic based Oil: Synthetic oil is a lubricant
consisting of chemical compounds which are artificially made (synthesized). Synthetic lubricants can be manufactured using chemically modified petroleum components rather than whole crude oil. They can also be synthesized from other raw materials. Synthetic oil is used as a substitute for lubricant refined from petroleum when operating in extreme temperatures because it generally provides superior mechanical and chemical properties to those found in traditional mineral oils.
3) Advantages (Mineral and Synthetic Oil): Oil lubrication
has unique advantages. Mineral oil can be used for all load conditions and all speeds where the minimum oil film thickness is maintained. Generally speaking, this oil would be used in larger machines and at higher speeds. Both mineral and synthetic oils are available in a wide range of viscosities. Fluid film bearings in rotating machines depend on the hydrodynamic action for the generation of the load carrying capacity. Shearing the viscous fluid between the journal and bearing surfaces generates a hydrodynamic pressure. This pressure keeps the journal surface separated from the bearing surface. Synthetic oil can operate satisfactory if a suitable viscosity is selected. Synthetic oil has better high and low temperature properties as well when compared to mineral oil.
4) Disadvantages (Mineral and Synthetic Oil): Oil can
cause potential corrosion problems if not selected with certain types of additives. In addition this type of lubricant is prone to contamination and leakage, which are common failures. Synthetic oil is also costly when compared to mineral oil.
5) Additives: Additives are used to enhance the properties of the lubricant, and they are as follows.
a) Detergents are used to clean and neutralize oil impurities.
b) Friction modifiers, like molybdenum disulfide are used to reduce friction between moving parts.
c) Viscosity modifiers make oil’s viscosity higher at elevated temperatures, improving its viscosity index (VI). This combats the tendency of the oil to become thin at high temperatures. The advantage of using less viscous oil with a VI modifier is that it will have improved low temperature fluidity as well as being viscous enough to lubricate at operating temperature.
d) Corrosion or rust inhibiting additives retard the oxidation of metal.
e) Antioxidant additives retard the decomposition of the stock oil.
f) Antiwear additives cause a film to surround metal parts, helping to keep them separated.
e) Anti-Foam agents inhibit the production of the air bubbles and foam in the oil which can cause a loss of lubrication, pitting and corrosion where entrained air contacts metal surfaces.
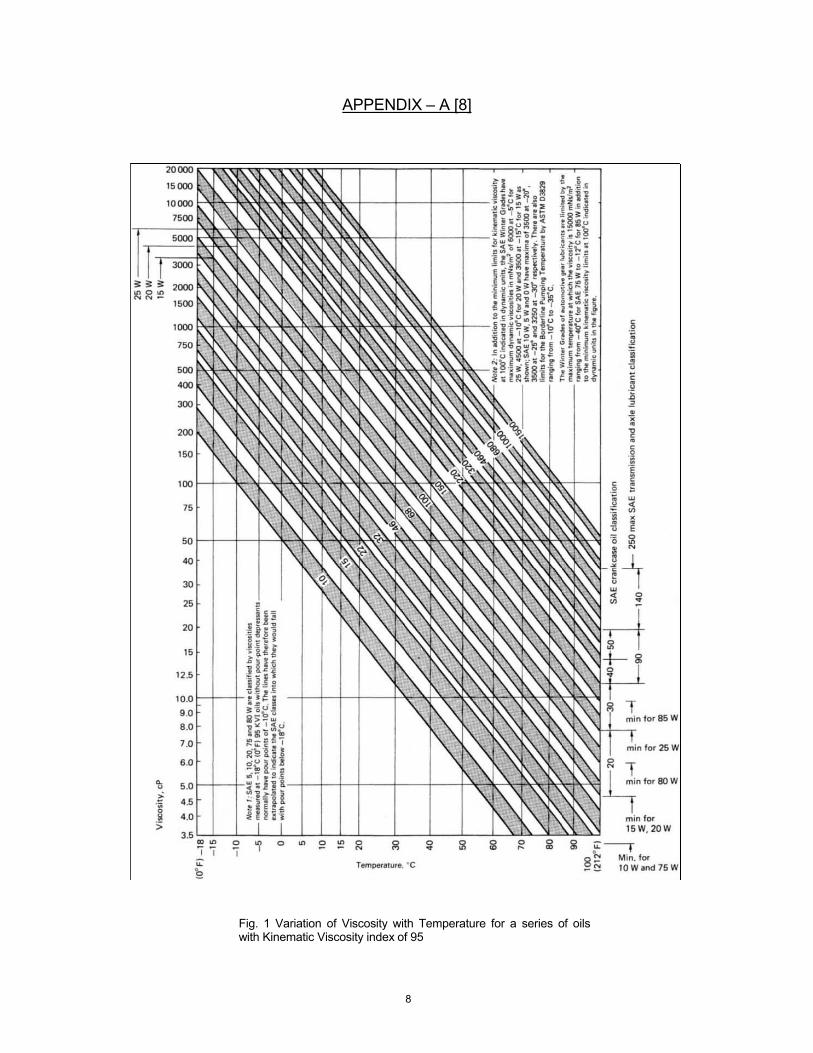
6) Properties: a) Viscosity is a measure of the resistance of a fluid
which is being deformed by either shear stress or tensile stress. Viscosity varies with the temperature, pressure or both. Viscosity decreases with the increase of temperature and
increases with a rise in pressure. Appendix A Fig. 1 shows viscosity variation when compared to the change in oil temperature.
b) Pour point is the lowest temperature at which the lubricant will pour or flow under the prescribed conditions. Also it is a rough indication of the lowest temperature at which lubricant is readily pumpable.
c) Deterioration is when the lubricant can become unfit for further service by oxidation, thermal decomposition and or contamination.
B. Application:
Application of lubricant and its methods depends upon the type and size of bearings used, temperature limit, lubrication methods and field suitability. Lubricant is applied to the bearings in two common ways
1) Ring: In this method a metallic ring or rings are suspended from the journal and partially submerged in an oil bath providing the necessary oil to the shaft journal and bearing while separating them with a thin oil film. The ring rotates due to the journal rotation and friction between the ring and the journal. It is necessary for the ring to be submerged with proper depth in the oil to provide the proper amount of oil between the journal and bearing and to avoid excessive drag. Fig 3 shows the ring lubrication. The general rule for the ring to be submerged in the oil is 1/4 inch above the lower edge of the bore of the oil ring [7].
2) Forced: In this method the oil is forced into the bearing with a required pressure and flow via a circulating pump. The input oil is gravity drained from the bearing cavity back into the oil tank. The advantage of this method is the control over the amount of oil that can be forced into the bearing and the oil inlet temperature. When filtration of the oil is provided then contamination of the oil can also be controlled and filtration the contamination of oil. A ring will provide emergency lubrication, in case the forced lubrication system fails.
C. Maintenance:
Sleeve bearing lubrication if properly maintained, will last for a long time. It is important to observe the following to ensure long life:
• Avoid mixing different types and viscosity of oil • Keep the contaminants out by keeping the storage
containers clean and closed • Regularly take samples of lubricant and check for its
Fig. 3 Oil - ring lubrication- Sleeve bearing
Bearing Oil Ring
Oil

3
Fig. 4 Oil-Bath lubrication
usability • Maintain proper oil level in the bearing housing.
Frequently check the oil level in the sight gauge and add oil if required
• If it is forced lubrication, maintain suggested flow and pressure and keep the drain clear. Avoid back pressure on the drain line as well.
IV. ROLLING ELEMENT BEARINGS
A. Lubricant:
1) Oil: Occasionally this lubricant is used when an application requires only oil or an oil and air mixture.
2) Grease: Mainly this lubricant is used for rolling element bearings. Grease may be defined as a solid to a semi-fluid lubricant consisting of a dispersion of a thickening agent in a lubricating fluid. Regular grease consists of a thickening agent of 5 to 20% of fatty acid, animal fat, plus metal Hydroxide-Calcium, Lithium or Aluminum, lubricating oil 75 to 95% and additives from 0 to 15%
a) Advantages: The grease lubricant separates the rolling and sliding contact surfaces in the bearings. It protects the highly polished bearing surfaces from corrosion. It provides heat transfer media to dissipate the heat generated from friction. Where space is the restriction, grease lubrication does not require a large reservoir.
b) Disadvantages: Grease lubrication also has disadvantages. If not used in the proper amount, instead of dissipating heat, it can generate more heat. It is difficult to remove used grease. If not careful it can also be easily contaminated. In some applications frequent re-lubrication is required when compared to oil lubrication. High humidity air contains more water moisture than lower humidity and this water moisture reduces the lubrication ability of the grease.
c) Additives: The most common additives found in grease are:
• Oxidation inhibitors prolong the life of the grease. • Extreme Pressure (EP) agents guard against scoring
and galling. Galling is a condition whereby excessive friction between high spots results in localized welding with subsequent splitting and further roughening of rubbing surfaces of one or both of two mating parts.
• Anti-corrosion agents protect metal against attack from water, sulphides or a corrosive environment
• Anti-Wear agents prevent abrasion and metal to metal contact. d) Properties: When selecting grease as a lubricant,
certain properties are essential for proper function of the lubrication. These properties are dropping or pour point which is a measure of the grease fluidity, working limit of speed and temperature, resistance to pressure and water content and ability to prevent rust.
B. Application:
Application of grease and its methods depends upon the type and size of the bearing used, working temperature limit and the field condition.
The load and speed dictates the size of the bearing, the bearing and housing material dictates the temperature limit.
Some of the lubrication methods are listed below:
1. Grease Packing: This is one of the most common methods of lubrication. Initially grease is packed 1/3to 2/3 of the internal free volume of the bearing.
2. Pre-packed: Grease is packed inside the sealed bearing by the manufacturer. Often it does not require re-lubrication.
3. Centralized greasing methods for several bearings through pipe connecting the bearings to be lubricated
4. Oil bath: A simple oil bath method is shown in Fig. 4. The oil is picked up by the rotating components of the bearing and circulates within the bearing. The sight gauge should be provided with the markings for the statics and dynamic levels. [3]
5. Replenishment: This is a convenient and preferred procedure if the re-lubrication interval is less than six months. This process allows uninterrupted operation with lower steady state temperature.
6. Renewing: This method is used if the lubrication method is longer than six months. This method is also applied as a part of a regular maintenance schedule.
7. Oil mist: An oil mist lubricating system is shown in Fig. 6. It consists of a mixture of air and atomized oil being supplied to the bearing. Compressed air is used to transport a very precise amount of lubricant directly to a bearing. Oil is metered into the air stream of the supply line at set time intervals. The air should be clean and dry. The air and oil mixture from the bearing is generally discharged into the container. In a pure mist application the oil is reclassified into spray and is blown immediately onto the lubricated surfaces. In purge mist applications almost all the oil particles are coalesced into droplets that lubricate surfaces and create an oil bath for immersion of lubricated elements. Depending on the oil mist flow and oil/air ratio, a very small amount of oil, e.g. 0.25 g/h to some tenth g/h, could be metered in practical applications. [3]
C. Maintenance:
1) Compatibility: While it is good practice to consolidate some lubricants to
streamline inventory, it is crucial that this is done correctly since it can cause major problems if the improper lubricant finds its way into equipment. There is some equipment that requires a specialized lubricant with certain properties due to the nature of

4
Fig. 5 Grease Compatibility
the application. Grease compatibility is very important. Different greases may not be compatible as shown in Fig. 5 Incompatible greases will result in a mixed lubrication regime, which can dramatically alter the grease thickener properties. Mixing incompatible grease often happens due to misinformation or simply an attempt to utilize the grease or oil that is currently stocked in store room for the other equipment. It may be necessary to clean or completely purge the old grease before using the new one. [1]
2) Re-lubrication:
a) Interval: For rolling element lubrication, bearing manufacturer lubrication guideline publication or the manufacturers’ guideline should be followed. The following easy calculation is also used in determining the re-lubrication intervals.
Also in
appendix A Fig.3 shows the re-lubrication interval based on the speed and the bearing size. [3]
( ) dd
ktn
*410*14*6
−⎟⎟⎠
⎞⎜⎜⎝
⎛= (1)
Where t re-lubrication interval in hours; d bearing bore diameter, mm; n speed in rpm; k 1 for spherical or tapered roller bearings, 5
for cylindrical or needle bearings, 10 for radial ball bearings [5]
b) Amount: Rolling element bearings use grease as lubrication. Initial fill should be done by the manufacturers. When a rolling element bearing is first placed into service, the initial fill volume should be based on 1/3 to 2/3 of the bearing net capacity. Depending on expected shaft speed, the higher the speed, the lower the initial fill volume. The bearing net capacity is calculated as follows: [6]
( ) 6922 10*7800
10***4 ⎟⎟
⎠
⎞⎜⎜⎝
⎛ −−⎟⎠⎞
⎜⎝⎛= GIDODWV π (3)
Where V Volume, cm3; W Bearing width, mm; OD Bearing Outer Diameter, mm; ID Bearing Inside Diameter, mm; G Bearing weight, kg
For replenishment fill the following formula can be used to
specify a recommended amount of grease,
0912.0** BDGq = (4)
(or 0.004 for mm) – For annual fill
0684.0**BDGq = (5)
(or 0.003 for mm) – For monthly fill
0546.0**BDGq = (6)
(or 0.002 for mm) – For weekly fill Where Gq Ounces, (cm3); D Bearing outside diameter, inches, (mm);
B Bearing width, inches (mm)
3) Cleanliness: Lubricant cleanliness refers to the absence of contamination. Microscopic particles are the most harmful form of contamination in the lubricants. They can irreversibly damage bearing surfaces, shorten the life of the bearings or cause early unexpected equipment failure. Abrasive wear occurs when a hard, rough surface slides over the softer one producing grooves on the latter. It also can be caused by loose, abrasive particles rolling between two sliding surfaces.
ISO 4406:99 (Solids Contaminations) cleanliness code
Alum
inum
Com
plex
Bariu
m C
ompl
exC
alci
umC
alci
um C
ompl
exC
lay
Lith
ium
Lith
ium
Com
plex
Poly
urea
Sodi
umAluminum Complex
Barium ComplexCalcium
Calcium ComplexClay
LithiumLithium Complex
PolyureaSodium
Compatible
Borderline - sample should be checked
Incompatible
Fig. 6 Oil-Mist lubrication
Air Pressure
Oil Reservoir
5
Fig. 7 Causes of Bearing Failure [6]
Fig. 9 Excessive Grease-caused over fillinside the motor
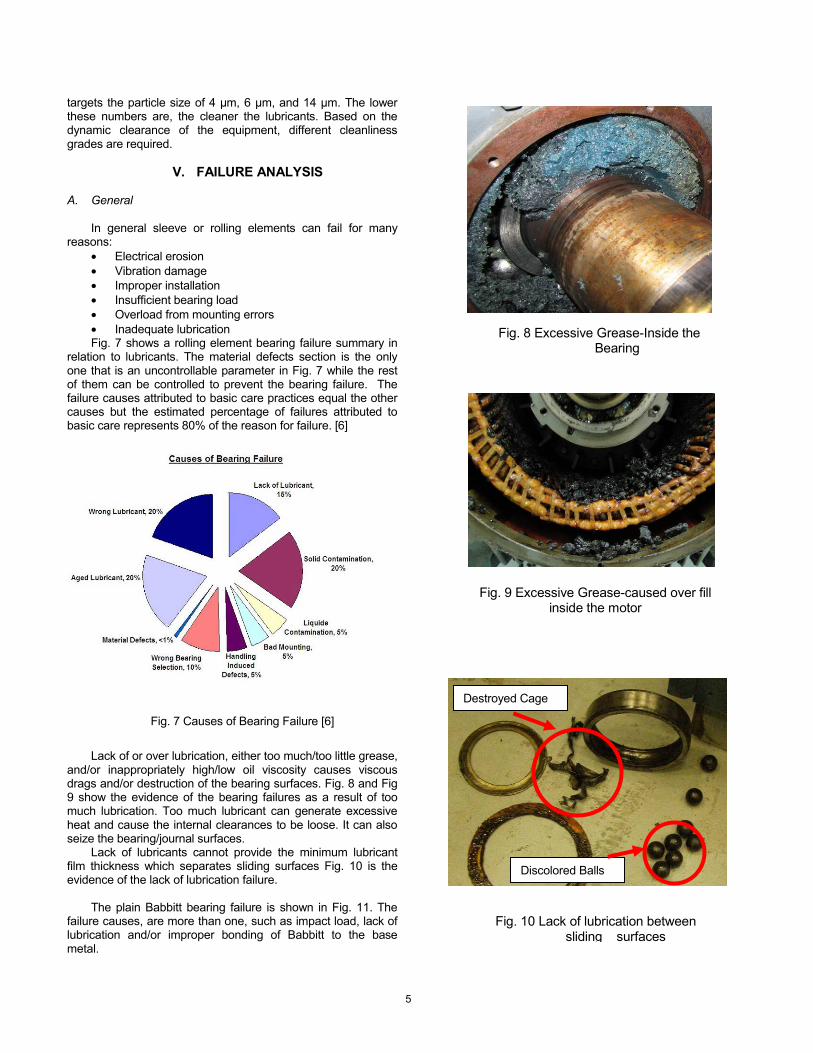
targets the particle size of 4 µm, 6 µm, and 14 µm. The lower these numbers are, the cleaner the lubricants. Based on the dynamic clearance of the equipment, different cleanliness grades are required.
V. FAILURE ANALYSIS
A. General
In general sleeve or rolling elements can fail for many reasons:
• Electrical erosion • Vibration damage • Improper installation • Insufficient bearing load • Overload from mounting errors • Inadequate lubrication Fig. 7 shows a rolling element bearing failure summary in
relation to lubricants. The material defects section is the only one that is an uncontrollable parameter in Fig. 7 while the rest of them can be controlled to prevent the bearing failure. The failure causes attributed to basic care practices equal the other causes but the estimated percentage of failures attributed to basic care represents 80% of the reason for failure. [6]
Lack of or over lubrication, either too much/too little grease,
and/or inappropriately high/low oil viscosity causes viscous drags and/or destruction of the bearing surfaces. Fig. 8 and Fig 9 show the evidence of the bearing failures as a result of too much lubrication. Too much lubricant can generate excessive heat and cause the internal clearances to be loose. It can also seize the bearing/journal surfaces.
Lack of lubricants cannot provide the minimum lubricant film thickness which separates sliding surfaces Fig. 10 is the evidence of the lack of lubrication failure.
The plain Babbitt bearing failure is shown in Fig. 11. The
failure causes, are more than one, such as impact load, lack of lubrication and/or improper bonding of Babbitt to the base metal.
Fig. 8 Excessive Grease-Inside the Bearing
Fig. 10 Lack of lubrication between sliding surfaces
Destroyed Cage
Discolored Balls

6
The finely finished surfaces of ball and roller bearings are
readily subject to corrosion by water, acids, and other agents. Red/brown areas on balls, race-ways and cages are symptoms of corrosion. The corrosion on the outer race can be seen in Fig. 12 as spotty areas in the center of the race. The dull surface as indicated in Fig. 13 shows the corrosion on the ball.
Corrosion is basically abrasive in nature and will account for excessive or abnormal wear in bearings. Common causes of corrosion include moisture, acid action, poor or broken down greases, poor wrappings and condensation resulting from excessive temperature reversals.
VI. CONCLUSION A journal cannot run inside the bearing without proper timely
and sufficient lubrication. The type of lubrication depends on the type of bearing used. Each specific application will dictate which type of solution is most appropriate, since it is based on operating speed, loads, temperature limits among others.
However, engineers involved with the designing or maintaining of equipment need to familiarize themselves with basic lubrication theory. Also knowing the properties of the lubricants will help determine which is best suited for the application.
In short, know your application, type of lubricants, best method or methods to apply, correct amounts and timely intervals. Clean lubricant will keep the equipment running for a long time, allowing the process to run without loss of revenue.
VII. REFERENCES
[1] Rajendra Mistry, William R Finley, Scott Kreitzer, Emam
Hashish “An Induction Motor – Keep It Running” in IEEE PCIC Conference Record, 2010, pp 269-280
[2] Merriam-Webster’s Collegiate Dictionary, 11th Edition [3] SKF, Publication 5230 E 2004, Rolling Bearings in Electric Motors and Generator s- A Hand Book for the Industrial Designer and End – User, Denmark: SKF [4] Michael John Neale, Tribology Hand Book (2nd Edition) ,
Butterworth-Heinemann. Dec 1995. [5] Uptime, December/January 2009, Building a Lubrication
Program, Ray Thibault, Reliability.com, Ft Myers, FL [6] Uptime, April/May 2009, Optimizing Lubrication Practices,
Mike Johnson, Reliability.com, Ft Myers, FL [7] ANSI/API Standard 541, 2003 4th Edition American
Petroleum Institute, Washington, D.C. [8] SKF, Publication 140-710 Version 12/ 2008, Bearing Installation and Maintenance Guide, USA: SKF
Fig. 13 Corrosion on Ball
Fig. 12 Corrosion on outer Race
Fig. 11 Babbitt damage
Dull Area

7
VIII. VITA Rajendra Mistry, PE received his B.E. degree in Mechanical Engineering in India and a Bachelor of Technology in Electrical Engineering in the U.K. He is currently a consulting product engineer at Siemens Industry, Inc. (Norwood) in the engineering development department responsible for developing Above NEMA induction motors. In addition to his industry role, he has attended several courses in vibrations, design for manufacturing, concurrent engineering, and digital signal processing. He is a certified vibration analyst; category II and III per ISO/FDIS 18436-2. He is a member of ASME, ASM International, and Vibration Institute. He holds two patents for components in hydraulic elevators. Ryan Maynus received his Bachelor of Science degree in Mechanical Engineering in 2002 from the University of Cincinnati. Currently, he is a application engineer at Siemens Industry Inc. (Norwood) working to support Above NEMA induction motors. Ryan is a member of IEEE and has served on the local committee for PCIC 2008 in Cincinnati.
8
Fig. 1 Selection of Lubricant Speed v/s Pressure
APPENDIX – A [8]
Fig. 1 Variation of Viscosity with Temperature for a series of oilswith Kinematic Viscosity index of 95
9
Fig. 2 Temperature Limits for Mineral Oils
Fig. 3 Re-lubrication Interval for Grease lubricated bearings @ 70 oC
Speed x Pitch diameter x Relative bearing Factor (nxdmxbf)
Operating Hours
Medium Load
Light Load
Heavy Load