ltc gifa en 2 - web.wpi.edu fileshot sleeve. 3 | 2007/bühler ... installation of hardware between...
TRANSCRIPT
Appendix B

Process- Engineering
LTC Casting

2 | 2007/Bühler Druckguss AG| 2007 | © Bühler
LTC (Low Temperature Die Casting)
Benefit - Reduction of cycle time due to shorter solidification time
- Reduction of cycle time due to less spray time
- Increasing utilization ratio, due to less flash in the die and core slides
- Increasing the die life, due to less erosion and reduced thermal
shock in the cavitiy and shot sleeve
- Monitoring of reduced energy and storing in the “trend data”
- At least same or better part quality
Project Increasing the economical efficiency of standard die casting, working
with an LTC Process using the standard alloy 226 (380)
LTC Process Low Temperature Die Casting: casting with reduced melt temperature,
whereby the temperature is set / adjusted between dosing furnace and
shot sleeve.
3 | 2007/Bühler Druckguss AG| 2007 | © Bühler
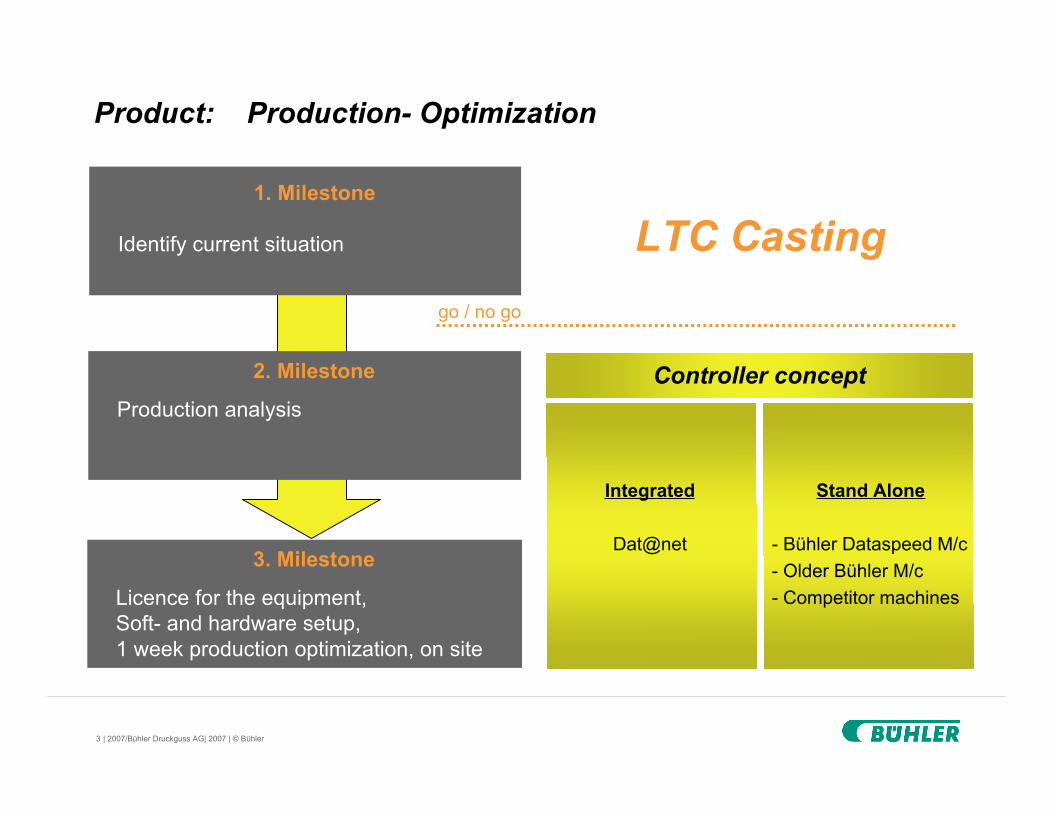
go / no go
Stand Alone
- Bühler Dataspeed M/c
- Older Bühler M/c
- Competitor machines
Integrated
Dat@net
LTC Casting
Controller concept
Product: Production- Optimization
1. Milestone
Identify current situation
2. Milestone
Production analysis
3. Milestone
Licence for the equipment,
Soft- and hardware setup,
1 week production optimization, on site

4 | 2007/Bühler Druckguss AG| 2007 | © Bühler
Energy balance
! Energy balance between casting temperatures 650°C and ejected part with expected 400°C temperature
! Energy equation between standard production and LTC production
Actual production
LTC Casting
Expected
ejected temperatures
reduced energy

5 | 2007/Bühler Druckguss AG| 2007 | © Bühler
Product
! Installation of hardware between dosing furnace and casting machine
! Die filling with reduced melt energy content
- The launder is modified into a cooling slope
- Energy removal by using cooling water
- Visualization and storing of the reduced energy
! process optimization
Controlled energy
removal from the
aluminum
Data logging
! Delta T cooling water
! Flow rate cooling water
Prerequisites
! Cooling water min. 20l/min
! Cooling water pressure min. 4bar
Additional
! 2 cooling circles
! (additional +3 cooling circles for
additional data logging (plunger, …)

6 | 2007/Bühler Druckguss AG| 2007 | © Bühler
LTC - equipment
! LTC Data logging as with Buhltemp
- Collect data from water temperature T1 und temperature T2
- Collect data of flow rate
- Calculating of removed energy content
LTC
! Integrated controller ! Stand Alone ! Software

7 | 2007/Bühler Druckguss AG| 2007 | © Bühler
Why not just reducing the furnace temperature ?
Disadvantages of a too low furnace temperature
" formation of segregation
" sedimentation
" solidification at critical regions
*
* Giesserei 62
development of LTC
furn
ace
ho
ldin
g t
em
pe
ratu
re
segregation factor SF = (Fe) + 2 (Mn ) + 3 (Cr)
8 | 2007/Bühler Druckguss AG| 2007 | © Bühler
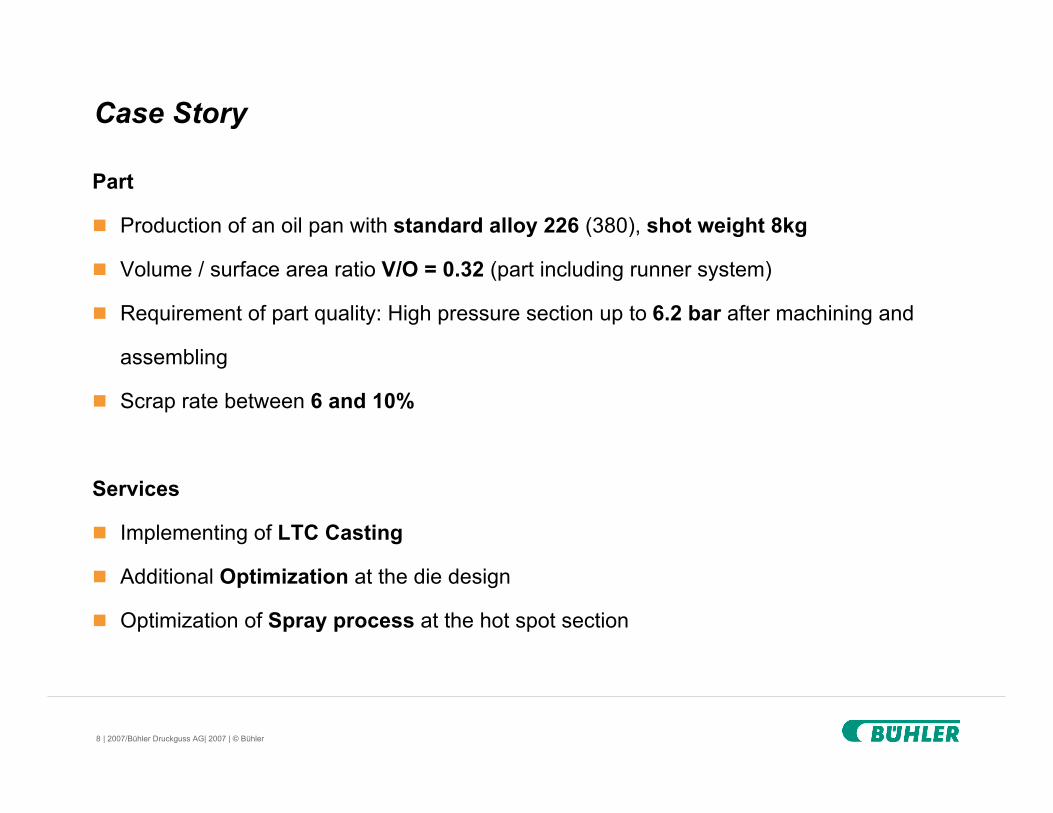
Case Story
Part
! Production of an oil pan with standard alloy 226 (380), shot weight 8kg
! Volume / surface area ratio V/O = 0.32 (part including runner system)
! Requirement of part quality: High pressure section up to 6.2 bar after machining and
assembling
! Scrap rate between 6 and 10%
Services
! Implementing of LTC Casting
! Additional Optimization at the die design
! Optimization of Spray process at the hot spot section

9 | 2007/Bühler Druckguss AG| 2007 | © Bühler
Case Story
! Temperature reduction at the die surface (10 to 20°C)
! Increasing die life
! Less Flash
31.0°C
240.0°C
50
100
150
200
SP01
31.0°C
240.0°C
50
100
150
200
SP01
Label Value
IR : max 223.2°C
SP01 223.1°C
Label Value
IR : max 210.6°C
SP01 209.7°C
Standard production LTC production
10 | 2007/Bühler Druckguss AG| 2007 | © Bühler
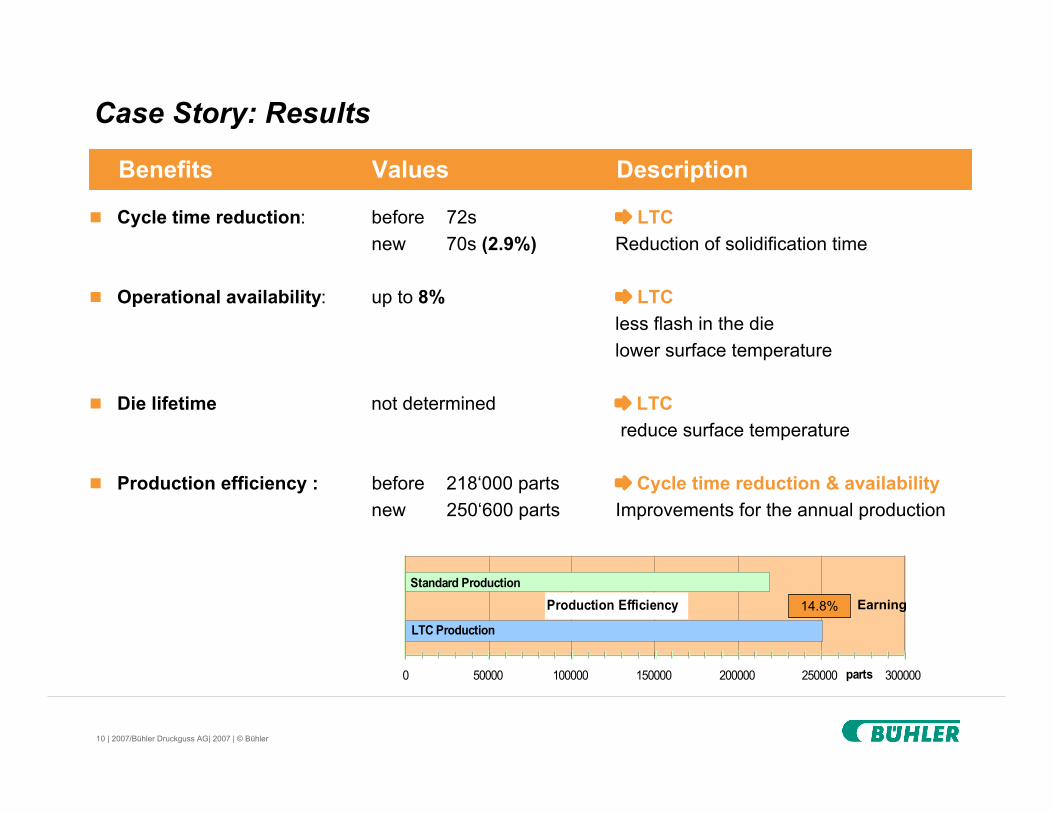
Case Story: Results
Benefits Values Description
! Cycle time reduction: before 72s # LTC
new 70s (2.9%) Reduction of solidification time
! Operational availability: up to 8% # LTC
less flash in the die
lower surface temperature
! Die lifetime not determined # LTC
reduce surface temperature
! Production efficiency : before 218‘000 parts # Cycle time reduction & availability
new 250‘600 parts Improvements for the annual production
Production Efficiency
Standard Production
LTC Production
0 50000 100000 150000 200000 250000 300000parts
14.8% Earning

11 | 2007/Bühler Druckguss AG| 2007 | © Bühler
LTC – Casting
„Welcome to PRODUCTIVITY.“
LTC…..your opinion ?