ligearifuinid,amlentails------------ the basics …amlentails-----_ the basics of' spiral bevel...
TRANSCRIPT

_------------liGEARiFUINIDAMlENTAILS------------_The Basics of
Spiral Bevel GearsThis article also appeBTSas Chapter in theGeasoRCorpolation pub-lication Alvanced BevelGear Techng
Gearing Principles inCylindrical and Straight
Bevel GearsThe purpose of gears is to
transmit motion and torque
from one shaft to another Thattransmission normally bas to
occur with a constant ratio the
lowest possible disturbancesand the highest possible effi-
ciency Tooth profile lengthand shape are derived fromthose requirements
With cylindrical gears it iseasier to understand that theinvolute profile provides aconstant ratio and is insensi-tive to center distance dis-
placement The generatingprinciple of an involute is
Dr Hermann J Stadtfeld
derived from a straightrackwith straight tooth profile Aparticular gear rolling in therack with constant center dis-tance to the rack requires
involute flank surfaces Ashaping tool with the shape ofa rack can machine a gear witha perfect involute flank formFigure ] shows a cylindrical
gear rolling in a rackTo understand the bevel
gear tooth geometry onemight first observe the case of
straight bevel gears If the
generating rack used to derivethe cylindrical gear involute is
bent in 8 horizontal plane intoa circular shape it results in acrown gear which is used to
derive the flank form of bevelpinion and gear In the case ofstraight bevel gears the CroWD
gear or generating gear can be
placed between the pinion and
gear assembly Its center islocated exactly at the intersec-
figurie l---Cylindrical gear generatingl prinemiddotple
gear shaftsAs a mental exercise the
crown gear should consist of avery thin material like alu-minum foil Inthat case it ispossible for all three elementsto be in mesh at the same time
Figure 2 shows how thepinion is located at the back-side of the crown gear andmeshes with the negative
teeth while the ring gear isplaced at the front side of thecrown gear and meshes withthe posjtive teeth If such anarrangement is possible thenthe kinematic coupling condi-tions of the bevel gear set arefulfilled which means the pin-ion and gear can mesh with
each other tooA single profile of the gen-
erating gear generates a gearon its one side and the matingmember on its other side Theprofile and lead are straight
figurll 2--Crown gear Brrangemenl In bevel gear setstion point of the pinion and
w wpowerrransmissioncom bull wwwgearrecl1norogycom bull GEAR TECHNOLO
which causes 8 straight leadand an oetoid profile on thegenerated teeth The octoidbasically is the bevel gear ana-log of an involute The octoid
provides a constant ratio andmakes the gears insensitive todisplacements perpendicular
to the pitch lineircular utting Tools and
Spiral Bevel GearsA face cutter comes with
many blades to increase pro-
ductivity It generates a curvedtooth shape which provides
Dr Hermann J StadtfeldIs vice president of research ampdevelopment witn The GleasonWorks a leading manufacturer ofbevel and cylindrical gear malll4-facturing equipment He IIOswrit-tell lIImeroll articles 011he theoryof gearillg and on practical aspectsof gear nurmtacllIring
v bull JANUARYIFEBRUARY 2001 31
20REilSHAUERCiNC MACHINESARE REAIDYTOWORKFOR YOU
The Crown Power Train with its remarkable expenence in gearsproduction has developed a CNC gear inspection machinaforbull quick easy and affordable sarvicebull Check cylindrical gears in lead pitch and involute profilebull Module between O5mm and 1600mm (16 to SOD)bull Outside diameter betwesl11000mm and 42000mm (4 to 1165)PRICE $ 120OOOOO-FOB Crown included three days of tJaining
Request informationCall +390307156530Fax 39 030 7059035Ililltpllwwwcrownl1crowncrownlt
CIRCiE122
~Our engineers are fully conversant with gear shapingl and hob-bing applications rhey can also supply necessary gages andmaster gears whether spur or helical We feel that we have avary good in depth knowledge of gear product jon and toolingand have all ANSIIAGMA specifications on hand Includlngl for-eign specifications such as DIN (German) JIIS (Japanese) BS(British) and others Remember too that we not only supplycarbide nebs but carbiele snaper cutters and master gears forvery speCial apPlicanons we invite you to call and discuss yourlooling requirements with us We don lake a week Illlquoteone or twOI days would be normal andfew Ihours Inol UTIUISUal
AdJlISlablelHOllingIReamers
CFlARIERtNOOSJ1lIES we
1650 Sycamore AvenlJe Bdhemia NY nn61-631-567-1000middot Fax 1-6311middot561-1355
Visit us on the Web at wwwparkerlndcQm or EmiddotMail salespatkerindlcom
SkivingHobs
CIRCLE 180
bullbullbull _ GEARFUNDA~ENITAlS bullbullbullbull _increased face contact ratio ling gear into the pinion Thetooth rigidity and adjUsta~i1ity I pinion slot produced in thatto load-dependent deflections I way has two defects First the
In the case ofa single index i profile will not allow rollingface milling method the tooth I between pinion and generatinglead function is circular as the I gear (compare to the rack andblade in the cutter performs a I cylindrical gear tooth in
Figure 1) Second the pinionslot does not have the properdepth along the face width As
soon as the teeth have II spirali angle and the slot inclines toI an angle on an axial plane the teeth wind around the work gear body ]n a fixed angularI position just the heel section for lexampleis cut to the prop-I er depth
The roll motion rotates thevirtual generating gear and theworlcgear with the properratio while they are engaged(similar to the linear motion of
gear equivalent of the straight the rack Figure Iin conjunc-rack for generating a cylindri- tion with the gear rotation)cal gear toolll Therefore it is Since thegenerating gear isunderstandable that the gener- I just virtual and doesnt physi-ating gear tooth profile is a cally exist the cutter that sim-mirror image oftheblade pro- ulates one tooth of the gener-file (it is not an involute or sting gear has to rotate aroundoetoid) the generating gear axis
If a pinion blank without r With this rotarion (milteeth ispositioned in front of I motion) the cutler bladesthe generating gear and then work their way from the heelmoved towards the cutter the I to the toe and generate theblades will cut the same trape- I proper oetoidal profile alongzoldal profile of thegenerat- i the entiTle face width The slart
circular motion while thegenerating gear rests in a fixedangular position
The toolh profiling be-tweenthecutter and the gener-ating gear does [lot require anyrotation of the generating gearThe virtual generating gear isformed by the cutter head in II
non-generatlng process InFjgure 1 the rotating blades in(he cutter head can be under-stood to represent one tooth ofthe generating gear
As explained earlier thegenerating gear is the bevel
A SINGLE PRORLE OF THE GENERAnNGGEAR GENERATES A GEAR ON ITS ONE SIDE
AND THE MAnNG MEMBER ON ITS OTHER SIDETHE PROFILE AND LEAD ARE STRAIGHT
WHICH CAUSES A STRAIGHT LEAD AND ANOCTOID PROFILE ON THE GENERATED TEETHTHE OCTOID BASICAUY IS THE BEVEL GEAR
ANALOG OF AN INVOLUTE THE OCTOID PROVIDESA CONSTANT RAnO AND MAKES THE GEARS
INSENSITIVE TO DISPLACEMENTSPERPENDICULAR TO THE PITCH UNE
32 JANUARYIFEBIlUAAY 2001 bull GEAR TECHNOLOGY wwwgoarlechnologyoom wwwpowemiddotrtIlmlssIOIlcom
_------------GEAR IFUlNDAMENTALS _roll position is normally on theside of the tooth with the bigdiameter (heel) The rollmotion ends when the profilegenerating arrives at theopposite side ofthe face width(toe)
That procedure was formachining one slot Tomachine the next slot the cut-ter withdraws and the workindexesone pitch The spiralangle is the inclination angleof the curved tooth tangent tothe radius vector from theintersection point of pinionand gear axis (see Figure 4)1Because of the curved shapeof the tooth length differentpoints along the face widthhave different spiral anglesThe nominal spiral angle ofthe spiral bevel gear or pinionis the angle measured from thecenter of the tooth
It is possible to use a bevelgenerating gear that is identi-cal to the ring gear The pinionis in that case generated byrolling with the bevel generat-ing gear and the gear is man- ufactured simply by plunging jthe cutter to fun depth without Irolling (non-generated fonn I
cutting)A straigbt tooth bevel gear I
sethas contact lines that are jparallel to the pitch line(Figure 5 top) The first con- Itact between a generating gear itooth and a pinion tooth starts j
Ifor example in the root and moves daring the rotation of Ithe two mating members jalong the path of contact straight up to the top The con- 1
tact lines represent the I
momentary contact betweenthe two flanks in mesh
With a spiral bevel gear set the contact lines are inclined 1
relative to the pitch line orien-tation Unlike the contact lines Iof the straight bevel gear set i
~the contact lines of the spiral
bevel gear set have differentlengths The bottom of figure 5shows the movement of thecontact from heel top to weroot The very short contactlength increases from thebeginning of the roll towardsthe center ofthe face width andreduces as the roll approachesthe exit at the we end
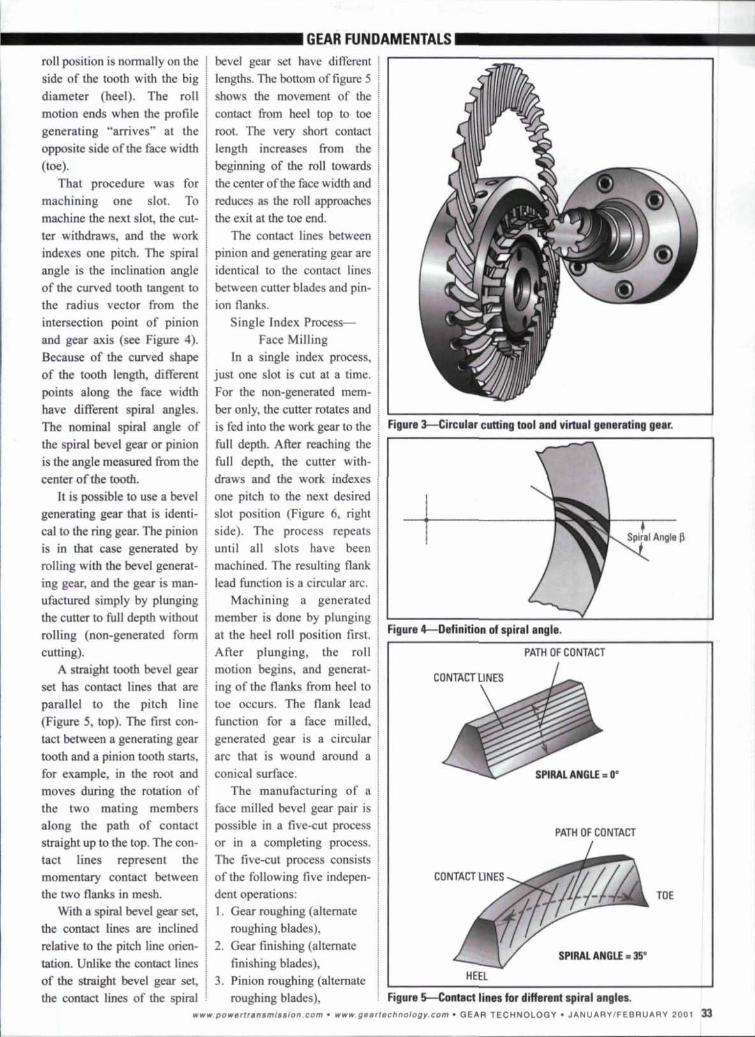
The contact lines betweenpinion and generating gear areidentical to the contact linesbetween cutter blades and pin-ion flanks
Single Index Process-gtFace Milling
[0 a single index processjust one slot is cut ala timefor the non-generated mem-ber only the cutter rotates andis fed into the work gear to thefull depth After reaching thefull depth the cutter with-draws and the work indexesone pitch to the next desiredslot position (Figure 6 rightside) The process repeatsuntil all slots have beenmachined The resulting flanklead function is a circular arc
Machining a generatedmember is done by plungingat the heel roll position firstAfter plunging the rollmotion begins and generat-ing of the flanks from heel totoe occurs The flank leadfunction for a face milledgenerated gear is a circulararc that is wound around aconical surface
The manufacturing of aface milled bevel gear pair ispossible in a five-cut processor in a completing processThe five-cut process consistsof tbe following five indepen-dent operationsl Gear roughing (alternate
roughing blades)2 Gear finishing (alternate
finishing blades)1 Pinion roughing (alternate
roughing blades)
Figure 3--tircular cuttingl tool andvirtuall gene~atiDgliear
Figure4-Definition of spirail angle
PATH OF CONTACT
PATH OF CONTACT
TOE
SPIRAL ANGLE 35
HEelFigure S-Contact lines for differenhpir I angles
wwwpOWlJrrrllnsmuioncom bull wwwgurrechngycom bull GEAR TECHNOLOGYmiddot JANUARYFEBRUARY 2001 33
___ IGf~RfUNDAMENTALS II _
G8middot0UND GEARS - Ten or TenThousandFor small to medium quantities 01 spurs or hsllcals that have tomeet dcse-tnlerance AGMAor DIN specs our Reishauer grindersand MampM gea1analysis systems are the perfect combination
For Long runs we offer the unique Uebherr CBN grindingprocess with full SPG quality control and documentation
So whether your needs are for ten or tens of thousands weinvite you to join the growing list of INSCO customers who rely onus for consistent quality reasonable costs and reliable delivery
G IPHONE 978-448-6368FAX-= 978~448-5155
WEB inscocorpcomrnsco 412 Majn Street Groton Massachusetts 01450OflPORATON
ISO 90011 Registered
CIRCLE 162
Cominuous IlndexIng Single Indexing
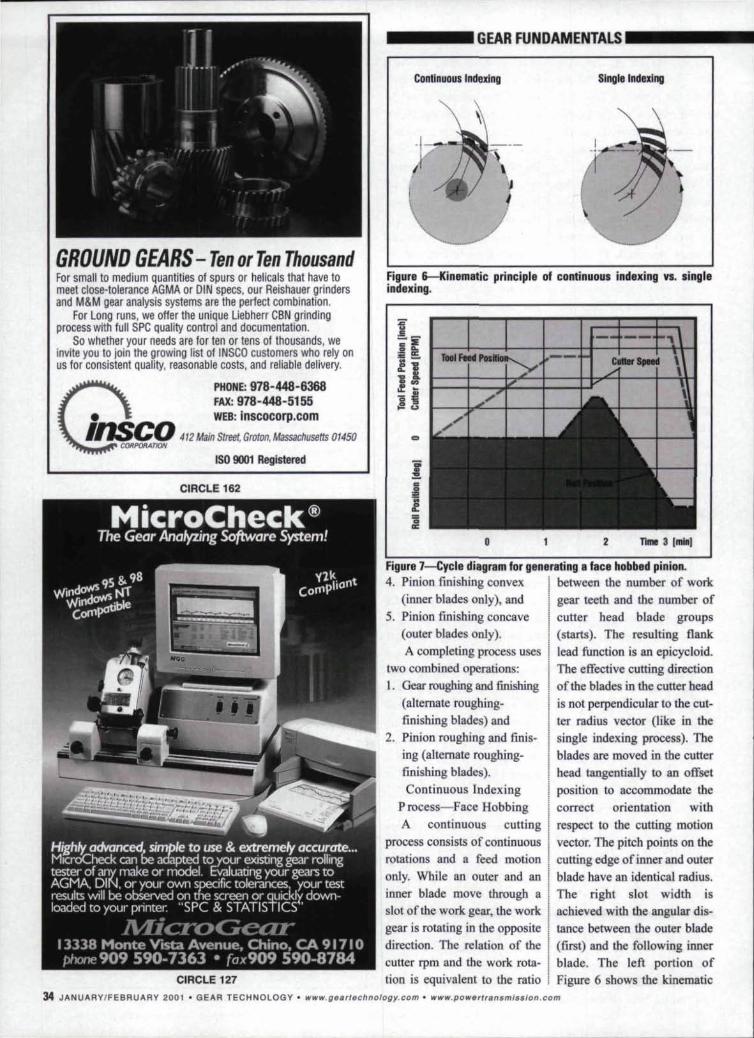
~igur~ amp-Kinematic principle of continuous indexing VS siDglaindeXing
o TImeS l[mIIt]12
Figure 7-Cycle diagram for generating a facmiddote hobbed Ipinion 4 Pillion finishing convex between the [lumber or work
( bl d nly) d -- fmner aes OlllllY anmiddot gear teeth and the nUnlucf 0
5 Pinion finishing concave cutter head blade groups(outer blades only) I (starts) The resulting flankA completing process uses I lead function is aaepicycloid
two combined operations j The effective cutting direction1 Gear roughingaadfinishing Iofthe blades tin the cutter head
(alternate [Qughing- is not perpendicular to the cut-finishing blades) and I ter radius vector Oike in thePinion reughing and finis- single indexing process) Theing (alternate roughing- j blades are moved in the cutterfinishing blades) I bead tangentiaUy to an offsetContinuous Indexing position to accommodate the
Process-face Hobbing correct orientation withA continuous cutting ~ respect to the cutting motion
process consists of continuous I vector The pitch poi~ts on therotations and a feed motion ~ cutting edge ofinner and outeronly While an outer and an blade have an identical radiusinner blade move through a The right slot width isslot of the work gear the work lacldeved with the angular dis-gear is rotating in the opposite tance between the outer bladedirection The relation of the (first) and the following innercutter rpm and the work rota- blade The left portion oftion is equivalent to the ratio Figure 6 shows the kinematic
34 JANUARYFEBRUARY 2001 bull GEAR TECHNOLOGYmiddot wwwglUrtechn(Ji(J(Jycom bull wwwpowflrlrsnsmissoncom
_----GEAR IFUNIDA_MENTALS _relationship and the orienta- ltion of the blades relative to cutter and cutting motion I
Balancing ~f the~ooth Ithicknesses between pinion Iand gear can only be realized by different radii of inner and outer blade pitch points since Ithe spacing between theblades is given by the cutter
- I
head design and therefore i
remains consiaat
While one blade group I(Iile shown in figure 6) is Imoving through one slot the Iwork rotates in the opposite Idirection such that the next blade group enters the next Islot That way all tile slots
I
around the work gear ate cut latabout the same time The Ifeed motion to feed the cutter to the full depth position is ~
therefore slower than in thesingle index process I
A nOll-generated workgear is finished wnen the full depth iposition is reached To get the Ihighest possible spacing aceu-
- -- - I
racya dwell time is applied to the non-generated member IThe aim of the dwell motion is ItoaHow each blade to move Ionce more to each slot which
takes N slots m pass by where I
N is the number of cutter startstimes the number of gearteeth N is equivalent to asmany ring gear revolutions asthe cutter has starts
For a generated pinion aroll motion follows 1iheplung-ing cycle in the center rollposition (the cutter doesnotcut the full depth yet) The rollmotioD after plunging movesthe cutting action to the heelboth plunging and rolling toheel is part of the mughingcycle At the heel roll positionthe cutter advances to the fulldepth position the cutter rpmincreases loa finishing surfacespeed and a slow roll motionfrom heel to toe followsWhen arriving at the toe endroll position) all teeth of thegenerated work gear or pinionare finished (see Figure 7)
Heat Treatment ofBevel Gears
Heat treatment follows thesoft cutting operation Tnegenerally used low carbonsteel has to be carburized onthe surface by case hardeningfor example The heat treat-ment is finished with tilequenching operation that pro-vides a s-urface hardness in the
IModel G32-11IHigh ProductionGear Hobber$159_32 Diameter111 or 19 face
(7((1 It bull f J7SS aoou our zero mferesf finanCIng
Model GS1(J3HSHigh Precision
GearShaper$64795
10 Diameter
Visit our web lite wwwbasicmachineloolscom
g Email wolt r basrcmactunotoots COI11
So I ( Tetephone i323) 9337191]( ( )It Plt)I( I E I) Fax i323) 9337~87
1 Ilaquo ) ( I p a Box 36276 Los Angeles CA 90036
CIRCLE 155
bull Precision carburizedgears housings andgearbox assemblies
bull Newllowllne productionbull Supplier to leading
aerospace mSJlufactuJersbull Tolerances to AGMA
Class 12bull Design assistance
availableFor more Information oontact
Aero Gear Iinc1050 01) HIURei WlrulJor CT 116095Tel (860)1 68amp-0888Fax (B80~ 285-85114
__ 2
CERTIFIEDIS DO
emallmiddotbllygearsaerogearcom bull middotwwwaerogearcom
CIRCLE 148W pOWtUIMsmjl5Sloncommiddot wfssrlschnolofycom bull GEAR TECHNOLOGYmiddot JANUARYFEBRUARV 2001 35
SiPIIRAIL BIEVIEIL GiEAIRS(Transmissioos)
Spiral amp Straight BevelGear Manufacturing~Commercial to aircrLft quality gearing
Spur~ belicaJ spUnedshafisintemai amp Bldernalshaved amp ground gears Spiral beveIgrinding
Midwest TrLhsmissions amp IReducersISO compliant
MIDWEST GEA_RampTODlINC
12024 E INine Mile RoadWarren IMI 480111
CONT~CTCRAIG III ROSS(810) 754-11923
FAX (8101 7548926
Feather lighthydraulicarbors can bemanufactured withrunout as low as2 microns The clampingsleeves are replaoeable Thistooling is suitable for measuringtesting balancing gear grindingand other applicationsT_ ~ 0 oxcIugtIvo _- lt11_ 01 K6n1J1 mIm _
HiikIif1g Dtl~ R~ for tIt ~-= middot~middoto-gmiddoto-Sho1gtVI or HobblngI Our Shavlng I loQ
MIdIng ~ TMtI---IlIiI ~ LD ~ OD Grindlng~IIImIng -
IixJlink Engineering2870 Wilderness Place
Boulder CO 80301PH 3039388510
FAX 3039388512
CIRCLE 178
Figure I-Lapping oa bevellgear set
Figure9-Grinding oI a bevel pinionrange of 60 to 63 Rc 1 most cases is shaped like a(Rockwell C The pinion may long shaft that loses itsbe 3 Rc harder than the ring I straightness (radial run-out)gear to equalize the wear and l In addition to the blankreduce the risk of scoring The I body distortions heat treatingcore material stays softer and I causes a distortion of the indi-more ductile with a hardness i vidual teeth The spiral anglein the range of 30 to 40 Rc I changesjhe flank length cur-
The distortions from heat i vature is reduced and the pres-treatment are critical to the I sure angle changes Tofinal hard finishing operation ~achleve the best results atten-The kind of heat treatment tion has to be paid to process-facility [salt bath furnace or I ing and handling of the partscontinuous furnace) as well] through the furnace Quench-as the differences between the I ing the ring gears with acharges of blank material has ~ quench press assures gooda significant influence on the ~ flatness of the heat-treatedgear distortion The gear i ring gears for examplewhich is mostly shaped like a HardFinibing efring loses its flatness (it gets a Bevel Gearsface run-out) via the harden- 1 The final machining opera-ing procedure The pinion in j tion after heat treatment
36 JANUARYFEBRUARY 2001 GEAR TECHNOlOGY wwwgsartschngycom wwwpowertransmissloncom
___________ --GEAIR FUNDAMEINrfAlSbullbullbullbullbullbullbullbullbullbullbullbull _shouldprovide a good surfacefinish and remove flank dis-tortions The most commonprocess used is lappingPinion and gear are broughtinto mesh and rolled underlight torque To provide anabrasive action a mixture of
Ioil and silicon carbide is Ipoured between the [eetil(Figure 8) A relative move- Iment of pillion and gear along [i
theiraxes and a movement in
~~~t t~e~n c~taeaa~~ Imoves from toe to heel and i
back numerous timesThe lapping process
~~~~sect~sect~I~m~le ise~n~~i~ e~ I
different flank sections andvaries from set to set since thepinion and gear are used astools to bard finish each otherThis is the reason why lappedsets have to be built as a pairlapped pinions and gears arenot interchangeable
The lapping surface struc-ture is mot oriented in thedirection of the contact linesthus providing a good hydro-dynamic oil fib between thecontact areas The lappingstructure also tends to deliverside bands in a noise frequen-cy analysis which makes tltegear set appear to roll morequietly
During the lapping processa pinion and a gear are alwaysmachined and finished at thesame time The time to lap apair is equal 10or shorter thanthe time to machine one mem-ber using another finishingmethod Therefore lapping isoften caJiled the most econom-ical bevelgeu finishingprocess
Another finishing option isgrinding of bevel gears whichis limited to face milled (sin-gle index) bevel gears Thegrinding wheel envelops a sin-gle side or an alternate com- pleting cutter (Figure 9) iTodays technology does not allow the use of a grinding itool ill a continuous indexing Iprocess The advantage of]grinding is the manufacturing of an accurate flank surface Iwuha predetermined ropogra- phy The process allows theconstantly repealed produc- non of equal parts Building in pairs is not necessary
Lapped pairs used in vehi- des require an oil change after ithe first 1000 miles because iof abrasive particles intro- iduced to the tooth surfaces Iduring lapping A further iadvantage of grinding over ilapping is that such an oil I
change is unnecessary withground spiral bevel gears
A process between lapping and grinding with respect to surface speed and relative motion is honing HOlling tri- als on bevel gears have been Idone but they havent been proven succe sful I
Skiving is a hard cutting Iprocess A [001 material such Ias carbide or boron carboai- tride is used on the cutting edge The cutting machine setup is identical to that For Isoft machining The blade jpoint dimension is wider than Ithe one For soficlltting such jthat a nOOS-inch uniform Istock removal per flank takes 1place Skiving delivers a high qllality part accuracy and a ifine surfacefinish Skiving is japplied to small batches of 1mostly larger gear sets The jadvantage of skiving is the use Iof the same cutter head only with different blades) and the
IiI
Irotary transmission
SIJ--t -
Figure 1o--Tooth cont ct analysis result of 8 conjugl1e bevell ge rselpossible use of the same cut-ting machine That makes the
applied to pinion andlor gear The ease-off tOPography idefined ill the ring gear coor-anddinate system regardless ofwhere the corrections weredone (pinion gear or both)
Protuberance is a profilerelief in the root area of theflank which prevents flankdamage resulting from dig-ging in of the mating toothtop edge Protuberance is real-ized with a cutting blade mod-ification
Localized Tooth CODtactWhen bevel gear sets 3Xe
cut according to the crownge or generating gear princi-ple the result is a conjugate
root tooth bearingtOIl
pair of gears onjugate
heell -----~-~-
means pinion and gear have 8
line contactin each angularposition While rctating thegear in mesh the contact linemoves from heel top to toeroot The motion transmissionhappens in each rcll positionwith precisely the same con-stant ratio Roll testing is doneill specially designed bevelgear test machines If 8 mark-ing compound (paint) isbrushed onto the flanks of thering gear member a rolling inmesh under light torque makesthe contact area visible In thecase of a conjugate pair thecontactarea is spread out overthe entire active flank That isthe official definition of the
(IF
po nmiddotml bullbull toncom lIurlcllnorOIlYcom bull GEAR TECHINOLOGY bull J NUARYFEBRU RY Z001 31
investment in machinestools a minimum
Some Bevel GearConvenfon
The expression bevelgears is used as a generaldescription for straight and Ispiral bevel gears as well ashypoid gear sets lf the axes of the pinion and gear do notintersect but have a distance inspace the gear set is called abypoid gear set The name isderived from the hyperbolic Is~ap~ofth~ pitch cones For Isimplification the blanks are still manufactured with II con- iical shape I
The convex gear flank rolll with the concave pinion flankThis pair of flanks is called thedrive side The direction ofrotation where those flankscontact the pinion drives iscalled the drive direction Thedrive side direction is alwaysused in vehicles to drive thevehicle forward The reversedirection is subsequentlycalled the coast side (vehiclerolls downhill foot is off thegas pedal wheels drive theengine) In some cases thecoast side is used to drive thevehicle but it is sti II called thecoast side
Ease-off is the pre entationof flank form corrections
_------------GEAR FUNDAMENTALSI _
~ENGTHCROWNING
I
I foe
IEase-Ofl
Heel
Ease-Oft
Tooth contact
lX
Ease-Oft
Toothl Contact
Motion Graphl
Tooth Contact-
- 0 igt e--
- ik
Motion IGraph
figure 11-Tooth contactanalpis of pnJfillIlcrowning raDom crowning andflanlc (Wist
contact area It is the summa-I octoidal profileund curved To achieve II suitable flank ~tien of aU contact lines during lead function are filtered out i contacttodays flank conec-the complete roll of one pair Therefore the ease-off is a tions mostly consist of threeof teeth flat zero topography for I elements shown in Figure l 1
Conjugate bevel gear pairs conjugate gears The tooth Profile crowning (Figure 11are not suitable for operation contact is shown below the i left) is the result of at bladeunder load and deflections ease-off Tooth orientation is I profile curvature LengthMisalignment causes a high indicated with heel toe and crowniQg (Figure 11center)stress concentration 00 the I root TIlle coast and drive can be achieved by modifica-tooth edges To prevent those sides show a full contact cov- tiOD of the cutter radius or by a J
stress concentrations a i ering the entire active working tilted cutter head in conjuae- icrowning in face width and i area of the flanks The lower j tion withlblade angle modifi- Iprofite direction is applied to diagram in Figure m is the cation Flank twist (Figure II nearly aU bevel pillions The transmission error Conjugate right) is a kinematic effect Iamount of crowning has a pairs roll kinematically exact-resulting fmm a higher order Irelationship to the expected Iy with each other That roll is mcdufation of the roll ratio Icontact stress and deflections reflected by points on graphs (modified roU) or cutter head j
Toanalyze tooth contact that match the abscissas of the i tilt in conjunction with a iand crowning computer pro- diagramS Each point of those 1 machine root angle change I
~ms for tooth contact anaIY-l graphs hasa zero value (ZG- j The three mentioned flank SIS (TeA) were deveJoped direction) so they cannot be i modiflcatiens cam be com- iFigure 10 shows the TeA distinguished from the base i billed such that the desirable result of a conjugate bevel grid The base grid and graph I contact length and width pathgear set TIlle top section of are identical and drawn on top i of contact direction and traas-FigUre ]0 represents agraplltic of each other That character- I mission variation magnitudeof the ease-off The ease-off izes a conjugate pair of gear are realized The TCA charac-represents the sum ofthe flank flanks TIIIetransmissioll graph teristics (contact pattern andcorrections regardless of lalway~ displays the ~otion 1
1 transmission variation) arewhether they were donein the I variation of three adjacent 1 chosen to 8Ut the gear set forpinion or gear member The pairs of teeth the expected amount of con-38middot JANUARYFEBRUARY2001 bull GEAR TECHNOLOGYmiddot wwwgsllrrlll7lm0ollycom bull wwwpowlJrtrllflsmlssion com
bet stress and gear deflec-tions O
RefereDCetI Stadtfeld HJ HandbookofBeve1and Hypoid Gears CalculationManufacturing and OptimizatimlItoohester Institue of TcclmoLogyRochester NY 1993

20REilSHAUERCiNC MACHINESARE REAIDYTOWORKFOR YOU
The Crown Power Train with its remarkable expenence in gearsproduction has developed a CNC gear inspection machinaforbull quick easy and affordable sarvicebull Check cylindrical gears in lead pitch and involute profilebull Module between O5mm and 1600mm (16 to SOD)bull Outside diameter betwesl11000mm and 42000mm (4 to 1165)PRICE $ 120OOOOO-FOB Crown included three days of tJaining
Request informationCall +390307156530Fax 39 030 7059035Ililltpllwwwcrownl1crowncrownlt
CIRCiE122
~Our engineers are fully conversant with gear shapingl and hob-bing applications rhey can also supply necessary gages andmaster gears whether spur or helical We feel that we have avary good in depth knowledge of gear product jon and toolingand have all ANSIIAGMA specifications on hand Includlngl for-eign specifications such as DIN (German) JIIS (Japanese) BS(British) and others Remember too that we not only supplycarbide nebs but carbiele snaper cutters and master gears forvery speCial apPlicanons we invite you to call and discuss yourlooling requirements with us We don lake a week Illlquoteone or twOI days would be normal andfew Ihours Inol UTIUISUal
AdJlISlablelHOllingIReamers
CFlARIERtNOOSJ1lIES we
1650 Sycamore AvenlJe Bdhemia NY nn61-631-567-1000middot Fax 1-6311middot561-1355
Visit us on the Web at wwwparkerlndcQm or EmiddotMail salespatkerindlcom
SkivingHobs
CIRCLE 180
bullbullbull _ GEARFUNDA~ENITAlS bullbullbullbull _increased face contact ratio ling gear into the pinion Thetooth rigidity and adjUsta~i1ity I pinion slot produced in thatto load-dependent deflections I way has two defects First the
In the case ofa single index i profile will not allow rollingface milling method the tooth I between pinion and generatinglead function is circular as the I gear (compare to the rack andblade in the cutter performs a I cylindrical gear tooth in
Figure 1) Second the pinionslot does not have the properdepth along the face width As
soon as the teeth have II spirali angle and the slot inclines toI an angle on an axial plane the teeth wind around the work gear body ]n a fixed angularI position just the heel section for lexampleis cut to the prop-I er depth
The roll motion rotates thevirtual generating gear and theworlcgear with the properratio while they are engaged(similar to the linear motion of
gear equivalent of the straight the rack Figure Iin conjunc-rack for generating a cylindri- tion with the gear rotation)cal gear toolll Therefore it is Since thegenerating gear isunderstandable that the gener- I just virtual and doesnt physi-ating gear tooth profile is a cally exist the cutter that sim-mirror image oftheblade pro- ulates one tooth of the gener-file (it is not an involute or sting gear has to rotate aroundoetoid) the generating gear axis
If a pinion blank without r With this rotarion (milteeth ispositioned in front of I motion) the cutler bladesthe generating gear and then work their way from the heelmoved towards the cutter the I to the toe and generate theblades will cut the same trape- I proper oetoidal profile alongzoldal profile of thegenerat- i the entiTle face width The slart
circular motion while thegenerating gear rests in a fixedangular position
The toolh profiling be-tweenthecutter and the gener-ating gear does [lot require anyrotation of the generating gearThe virtual generating gear isformed by the cutter head in II
non-generatlng process InFjgure 1 the rotating blades in(he cutter head can be under-stood to represent one tooth ofthe generating gear
As explained earlier thegenerating gear is the bevel
A SINGLE PRORLE OF THE GENERAnNGGEAR GENERATES A GEAR ON ITS ONE SIDE
AND THE MAnNG MEMBER ON ITS OTHER SIDETHE PROFILE AND LEAD ARE STRAIGHT
WHICH CAUSES A STRAIGHT LEAD AND ANOCTOID PROFILE ON THE GENERATED TEETHTHE OCTOID BASICAUY IS THE BEVEL GEAR
ANALOG OF AN INVOLUTE THE OCTOID PROVIDESA CONSTANT RAnO AND MAKES THE GEARS
INSENSITIVE TO DISPLACEMENTSPERPENDICULAR TO THE PITCH UNE
32 JANUARYIFEBIlUAAY 2001 bull GEAR TECHNOLOGY wwwgoarlechnologyoom wwwpowemiddotrtIlmlssIOIlcom
_------------GEAR IFUlNDAMENTALS _roll position is normally on theside of the tooth with the bigdiameter (heel) The rollmotion ends when the profilegenerating arrives at theopposite side ofthe face width(toe)
That procedure was formachining one slot Tomachine the next slot the cut-ter withdraws and the workindexesone pitch The spiralangle is the inclination angleof the curved tooth tangent tothe radius vector from theintersection point of pinionand gear axis (see Figure 4)1Because of the curved shapeof the tooth length differentpoints along the face widthhave different spiral anglesThe nominal spiral angle ofthe spiral bevel gear or pinionis the angle measured from thecenter of the tooth
It is possible to use a bevelgenerating gear that is identi-cal to the ring gear The pinionis in that case generated byrolling with the bevel generat-ing gear and the gear is man- ufactured simply by plunging jthe cutter to fun depth without Irolling (non-generated fonn I
cutting)A straigbt tooth bevel gear I
sethas contact lines that are jparallel to the pitch line(Figure 5 top) The first con- Itact between a generating gear itooth and a pinion tooth starts j
Ifor example in the root and moves daring the rotation of Ithe two mating members jalong the path of contact straight up to the top The con- 1
tact lines represent the I
momentary contact betweenthe two flanks in mesh
With a spiral bevel gear set the contact lines are inclined 1
relative to the pitch line orien-tation Unlike the contact lines Iof the straight bevel gear set i
~the contact lines of the spiral
bevel gear set have differentlengths The bottom of figure 5shows the movement of thecontact from heel top to weroot The very short contactlength increases from thebeginning of the roll towardsthe center ofthe face width andreduces as the roll approachesthe exit at the we end
The contact lines betweenpinion and generating gear areidentical to the contact linesbetween cutter blades and pin-ion flanks
Single Index Process-gtFace Milling
[0 a single index processjust one slot is cut ala timefor the non-generated mem-ber only the cutter rotates andis fed into the work gear to thefull depth After reaching thefull depth the cutter with-draws and the work indexesone pitch to the next desiredslot position (Figure 6 rightside) The process repeatsuntil all slots have beenmachined The resulting flanklead function is a circular arc
Machining a generatedmember is done by plungingat the heel roll position firstAfter plunging the rollmotion begins and generat-ing of the flanks from heel totoe occurs The flank leadfunction for a face milledgenerated gear is a circulararc that is wound around aconical surface
The manufacturing of aface milled bevel gear pair ispossible in a five-cut processor in a completing processThe five-cut process consistsof tbe following five indepen-dent operationsl Gear roughing (alternate
roughing blades)2 Gear finishing (alternate
finishing blades)1 Pinion roughing (alternate
roughing blades)
Figure 3--tircular cuttingl tool andvirtuall gene~atiDgliear
Figure4-Definition of spirail angle
PATH OF CONTACT
PATH OF CONTACT
TOE
SPIRAL ANGLE 35
HEelFigure S-Contact lines for differenhpir I angles
wwwpOWlJrrrllnsmuioncom bull wwwgurrechngycom bull GEAR TECHNOLOGYmiddot JANUARYFEBRUARY 2001 33
___ IGf~RfUNDAMENTALS II _
G8middot0UND GEARS - Ten or TenThousandFor small to medium quantities 01 spurs or hsllcals that have tomeet dcse-tnlerance AGMAor DIN specs our Reishauer grindersand MampM gea1analysis systems are the perfect combination
For Long runs we offer the unique Uebherr CBN grindingprocess with full SPG quality control and documentation
So whether your needs are for ten or tens of thousands weinvite you to join the growing list of INSCO customers who rely onus for consistent quality reasonable costs and reliable delivery
G IPHONE 978-448-6368FAX-= 978~448-5155
WEB inscocorpcomrnsco 412 Majn Street Groton Massachusetts 01450OflPORATON
ISO 90011 Registered
CIRCLE 162
Cominuous IlndexIng Single Indexing
~igur~ amp-Kinematic principle of continuous indexing VS siDglaindeXing
o TImeS l[mIIt]12
Figure 7-Cycle diagram for generating a facmiddote hobbed Ipinion 4 Pillion finishing convex between the [lumber or work
( bl d nly) d -- fmner aes OlllllY anmiddot gear teeth and the nUnlucf 0
5 Pinion finishing concave cutter head blade groups(outer blades only) I (starts) The resulting flankA completing process uses I lead function is aaepicycloid
two combined operations j The effective cutting direction1 Gear roughingaadfinishing Iofthe blades tin the cutter head
(alternate [Qughing- is not perpendicular to the cut-finishing blades) and I ter radius vector Oike in thePinion reughing and finis- single indexing process) Theing (alternate roughing- j blades are moved in the cutterfinishing blades) I bead tangentiaUy to an offsetContinuous Indexing position to accommodate the
Process-face Hobbing correct orientation withA continuous cutting ~ respect to the cutting motion
process consists of continuous I vector The pitch poi~ts on therotations and a feed motion ~ cutting edge ofinner and outeronly While an outer and an blade have an identical radiusinner blade move through a The right slot width isslot of the work gear the work lacldeved with the angular dis-gear is rotating in the opposite tance between the outer bladedirection The relation of the (first) and the following innercutter rpm and the work rota- blade The left portion oftion is equivalent to the ratio Figure 6 shows the kinematic
34 JANUARYFEBRUARY 2001 bull GEAR TECHNOLOGYmiddot wwwglUrtechn(Ji(J(Jycom bull wwwpowflrlrsnsmissoncom
_----GEAR IFUNIDA_MENTALS _relationship and the orienta- ltion of the blades relative to cutter and cutting motion I
Balancing ~f the~ooth Ithicknesses between pinion Iand gear can only be realized by different radii of inner and outer blade pitch points since Ithe spacing between theblades is given by the cutter
- I
head design and therefore i
remains consiaat
While one blade group I(Iile shown in figure 6) is Imoving through one slot the Iwork rotates in the opposite Idirection such that the next blade group enters the next Islot That way all tile slots
I
around the work gear ate cut latabout the same time The Ifeed motion to feed the cutter to the full depth position is ~
therefore slower than in thesingle index process I
A nOll-generated workgear is finished wnen the full depth iposition is reached To get the Ihighest possible spacing aceu-
- -- - I
racya dwell time is applied to the non-generated member IThe aim of the dwell motion is ItoaHow each blade to move Ionce more to each slot which
takes N slots m pass by where I
N is the number of cutter startstimes the number of gearteeth N is equivalent to asmany ring gear revolutions asthe cutter has starts
For a generated pinion aroll motion follows 1iheplung-ing cycle in the center rollposition (the cutter doesnotcut the full depth yet) The rollmotioD after plunging movesthe cutting action to the heelboth plunging and rolling toheel is part of the mughingcycle At the heel roll positionthe cutter advances to the fulldepth position the cutter rpmincreases loa finishing surfacespeed and a slow roll motionfrom heel to toe followsWhen arriving at the toe endroll position) all teeth of thegenerated work gear or pinionare finished (see Figure 7)
Heat Treatment ofBevel Gears
Heat treatment follows thesoft cutting operation Tnegenerally used low carbonsteel has to be carburized onthe surface by case hardeningfor example The heat treat-ment is finished with tilequenching operation that pro-vides a s-urface hardness in the
IModel G32-11IHigh ProductionGear Hobber$159_32 Diameter111 or 19 face
(7((1 It bull f J7SS aoou our zero mferesf finanCIng
Model GS1(J3HSHigh Precision
GearShaper$64795
10 Diameter
Visit our web lite wwwbasicmachineloolscom
g Email wolt r basrcmactunotoots COI11
So I ( Tetephone i323) 9337191]( ( )It Plt)I( I E I) Fax i323) 9337~87
1 Ilaquo ) ( I p a Box 36276 Los Angeles CA 90036
CIRCLE 155
bull Precision carburizedgears housings andgearbox assemblies
bull Newllowllne productionbull Supplier to leading
aerospace mSJlufactuJersbull Tolerances to AGMA
Class 12bull Design assistance
availableFor more Information oontact
Aero Gear Iinc1050 01) HIURei WlrulJor CT 116095Tel (860)1 68amp-0888Fax (B80~ 285-85114
__ 2
CERTIFIEDIS DO
emallmiddotbllygearsaerogearcom bull middotwwwaerogearcom
CIRCLE 148W pOWtUIMsmjl5Sloncommiddot wfssrlschnolofycom bull GEAR TECHNOLOGYmiddot JANUARYFEBRUARV 2001 35
SiPIIRAIL BIEVIEIL GiEAIRS(Transmissioos)
Spiral amp Straight BevelGear Manufacturing~Commercial to aircrLft quality gearing
Spur~ belicaJ spUnedshafisintemai amp Bldernalshaved amp ground gears Spiral beveIgrinding
Midwest TrLhsmissions amp IReducersISO compliant
MIDWEST GEA_RampTODlINC
12024 E INine Mile RoadWarren IMI 480111
CONT~CTCRAIG III ROSS(810) 754-11923
FAX (8101 7548926
Feather lighthydraulicarbors can bemanufactured withrunout as low as2 microns The clampingsleeves are replaoeable Thistooling is suitable for measuringtesting balancing gear grindingand other applicationsT_ ~ 0 oxcIugtIvo _- lt11_ 01 K6n1J1 mIm _
HiikIif1g Dtl~ R~ for tIt ~-= middot~middoto-gmiddoto-Sho1gtVI or HobblngI Our Shavlng I loQ
MIdIng ~ TMtI---IlIiI ~ LD ~ OD Grindlng~IIImIng -
IixJlink Engineering2870 Wilderness Place
Boulder CO 80301PH 3039388510
FAX 3039388512
CIRCLE 178
Figure I-Lapping oa bevellgear set
Figure9-Grinding oI a bevel pinionrange of 60 to 63 Rc 1 most cases is shaped like a(Rockwell C The pinion may long shaft that loses itsbe 3 Rc harder than the ring I straightness (radial run-out)gear to equalize the wear and l In addition to the blankreduce the risk of scoring The I body distortions heat treatingcore material stays softer and I causes a distortion of the indi-more ductile with a hardness i vidual teeth The spiral anglein the range of 30 to 40 Rc I changesjhe flank length cur-
The distortions from heat i vature is reduced and the pres-treatment are critical to the I sure angle changes Tofinal hard finishing operation ~achleve the best results atten-The kind of heat treatment tion has to be paid to process-facility [salt bath furnace or I ing and handling of the partscontinuous furnace) as well] through the furnace Quench-as the differences between the I ing the ring gears with acharges of blank material has ~ quench press assures gooda significant influence on the ~ flatness of the heat-treatedgear distortion The gear i ring gears for examplewhich is mostly shaped like a HardFinibing efring loses its flatness (it gets a Bevel Gearsface run-out) via the harden- 1 The final machining opera-ing procedure The pinion in j tion after heat treatment
36 JANUARYFEBRUARY 2001 GEAR TECHNOlOGY wwwgsartschngycom wwwpowertransmissloncom
___________ --GEAIR FUNDAMEINrfAlSbullbullbullbullbullbullbullbullbullbullbullbull _shouldprovide a good surfacefinish and remove flank dis-tortions The most commonprocess used is lappingPinion and gear are broughtinto mesh and rolled underlight torque To provide anabrasive action a mixture of
Ioil and silicon carbide is Ipoured between the [eetil(Figure 8) A relative move- Iment of pillion and gear along [i
theiraxes and a movement in
~~~t t~e~n c~taeaa~~ Imoves from toe to heel and i
back numerous timesThe lapping process
~~~~sect~sect~I~m~le ise~n~~i~ e~ I
different flank sections andvaries from set to set since thepinion and gear are used astools to bard finish each otherThis is the reason why lappedsets have to be built as a pairlapped pinions and gears arenot interchangeable
The lapping surface struc-ture is mot oriented in thedirection of the contact linesthus providing a good hydro-dynamic oil fib between thecontact areas The lappingstructure also tends to deliverside bands in a noise frequen-cy analysis which makes tltegear set appear to roll morequietly
During the lapping processa pinion and a gear are alwaysmachined and finished at thesame time The time to lap apair is equal 10or shorter thanthe time to machine one mem-ber using another finishingmethod Therefore lapping isoften caJiled the most econom-ical bevelgeu finishingprocess
Another finishing option isgrinding of bevel gears whichis limited to face milled (sin-gle index) bevel gears Thegrinding wheel envelops a sin-gle side or an alternate com- pleting cutter (Figure 9) iTodays technology does not allow the use of a grinding itool ill a continuous indexing Iprocess The advantage of]grinding is the manufacturing of an accurate flank surface Iwuha predetermined ropogra- phy The process allows theconstantly repealed produc- non of equal parts Building in pairs is not necessary
Lapped pairs used in vehi- des require an oil change after ithe first 1000 miles because iof abrasive particles intro- iduced to the tooth surfaces Iduring lapping A further iadvantage of grinding over ilapping is that such an oil I
change is unnecessary withground spiral bevel gears
A process between lapping and grinding with respect to surface speed and relative motion is honing HOlling tri- als on bevel gears have been Idone but they havent been proven succe sful I
Skiving is a hard cutting Iprocess A [001 material such Ias carbide or boron carboai- tride is used on the cutting edge The cutting machine setup is identical to that For Isoft machining The blade jpoint dimension is wider than Ithe one For soficlltting such jthat a nOOS-inch uniform Istock removal per flank takes 1place Skiving delivers a high qllality part accuracy and a ifine surfacefinish Skiving is japplied to small batches of 1mostly larger gear sets The jadvantage of skiving is the use Iof the same cutter head only with different blades) and the
IiI
Irotary transmission
SIJ--t -
Figure 1o--Tooth cont ct analysis result of 8 conjugl1e bevell ge rselpossible use of the same cut-ting machine That makes the
applied to pinion andlor gear The ease-off tOPography idefined ill the ring gear coor-anddinate system regardless ofwhere the corrections weredone (pinion gear or both)
Protuberance is a profilerelief in the root area of theflank which prevents flankdamage resulting from dig-ging in of the mating toothtop edge Protuberance is real-ized with a cutting blade mod-ification
Localized Tooth CODtactWhen bevel gear sets 3Xe
cut according to the crownge or generating gear princi-ple the result is a conjugate
root tooth bearingtOIl
pair of gears onjugate
heell -----~-~-
means pinion and gear have 8
line contactin each angularposition While rctating thegear in mesh the contact linemoves from heel top to toeroot The motion transmissionhappens in each rcll positionwith precisely the same con-stant ratio Roll testing is doneill specially designed bevelgear test machines If 8 mark-ing compound (paint) isbrushed onto the flanks of thering gear member a rolling inmesh under light torque makesthe contact area visible In thecase of a conjugate pair thecontactarea is spread out overthe entire active flank That isthe official definition of the
(IF
po nmiddotml bullbull toncom lIurlcllnorOIlYcom bull GEAR TECHINOLOGY bull J NUARYFEBRU RY Z001 31
investment in machinestools a minimum
Some Bevel GearConvenfon
The expression bevelgears is used as a generaldescription for straight and Ispiral bevel gears as well ashypoid gear sets lf the axes of the pinion and gear do notintersect but have a distance inspace the gear set is called abypoid gear set The name isderived from the hyperbolic Is~ap~ofth~ pitch cones For Isimplification the blanks are still manufactured with II con- iical shape I
The convex gear flank rolll with the concave pinion flankThis pair of flanks is called thedrive side The direction ofrotation where those flankscontact the pinion drives iscalled the drive direction Thedrive side direction is alwaysused in vehicles to drive thevehicle forward The reversedirection is subsequentlycalled the coast side (vehiclerolls downhill foot is off thegas pedal wheels drive theengine) In some cases thecoast side is used to drive thevehicle but it is sti II called thecoast side
Ease-off is the pre entationof flank form corrections
_------------GEAR FUNDAMENTALSI _
~ENGTHCROWNING
I
I foe
IEase-Ofl
Heel
Ease-Oft
Tooth contact
lX
Ease-Oft
Toothl Contact
Motion Graphl
Tooth Contact-
- 0 igt e--
- ik
Motion IGraph
figure 11-Tooth contactanalpis of pnJfillIlcrowning raDom crowning andflanlc (Wist
contact area It is the summa-I octoidal profileund curved To achieve II suitable flank ~tien of aU contact lines during lead function are filtered out i contacttodays flank conec-the complete roll of one pair Therefore the ease-off is a tions mostly consist of threeof teeth flat zero topography for I elements shown in Figure l 1
Conjugate bevel gear pairs conjugate gears The tooth Profile crowning (Figure 11are not suitable for operation contact is shown below the i left) is the result of at bladeunder load and deflections ease-off Tooth orientation is I profile curvature LengthMisalignment causes a high indicated with heel toe and crowniQg (Figure 11center)stress concentration 00 the I root TIlle coast and drive can be achieved by modifica-tooth edges To prevent those sides show a full contact cov- tiOD of the cutter radius or by a J
stress concentrations a i ering the entire active working tilted cutter head in conjuae- icrowning in face width and i area of the flanks The lower j tion withlblade angle modifi- Iprofite direction is applied to diagram in Figure m is the cation Flank twist (Figure II nearly aU bevel pillions The transmission error Conjugate right) is a kinematic effect Iamount of crowning has a pairs roll kinematically exact-resulting fmm a higher order Irelationship to the expected Iy with each other That roll is mcdufation of the roll ratio Icontact stress and deflections reflected by points on graphs (modified roU) or cutter head j
Toanalyze tooth contact that match the abscissas of the i tilt in conjunction with a iand crowning computer pro- diagramS Each point of those 1 machine root angle change I
~ms for tooth contact anaIY-l graphs hasa zero value (ZG- j The three mentioned flank SIS (TeA) were deveJoped direction) so they cannot be i modiflcatiens cam be com- iFigure 10 shows the TeA distinguished from the base i billed such that the desirable result of a conjugate bevel grid The base grid and graph I contact length and width pathgear set TIlle top section of are identical and drawn on top i of contact direction and traas-FigUre ]0 represents agraplltic of each other That character- I mission variation magnitudeof the ease-off The ease-off izes a conjugate pair of gear are realized The TCA charac-represents the sum ofthe flank flanks TIIIetransmissioll graph teristics (contact pattern andcorrections regardless of lalway~ displays the ~otion 1
1 transmission variation) arewhether they were donein the I variation of three adjacent 1 chosen to 8Ut the gear set forpinion or gear member The pairs of teeth the expected amount of con-38middot JANUARYFEBRUARY2001 bull GEAR TECHNOLOGYmiddot wwwgsllrrlll7lm0ollycom bull wwwpowlJrtrllflsmlssion com
bet stress and gear deflec-tions O
RefereDCetI Stadtfeld HJ HandbookofBeve1and Hypoid Gears CalculationManufacturing and OptimizatimlItoohester Institue of TcclmoLogyRochester NY 1993
_------------GEAR IFUlNDAMENTALS _roll position is normally on theside of the tooth with the bigdiameter (heel) The rollmotion ends when the profilegenerating arrives at theopposite side ofthe face width(toe)
That procedure was formachining one slot Tomachine the next slot the cut-ter withdraws and the workindexesone pitch The spiralangle is the inclination angleof the curved tooth tangent tothe radius vector from theintersection point of pinionand gear axis (see Figure 4)1Because of the curved shapeof the tooth length differentpoints along the face widthhave different spiral anglesThe nominal spiral angle ofthe spiral bevel gear or pinionis the angle measured from thecenter of the tooth
It is possible to use a bevelgenerating gear that is identi-cal to the ring gear The pinionis in that case generated byrolling with the bevel generat-ing gear and the gear is man- ufactured simply by plunging jthe cutter to fun depth without Irolling (non-generated fonn I
cutting)A straigbt tooth bevel gear I
sethas contact lines that are jparallel to the pitch line(Figure 5 top) The first con- Itact between a generating gear itooth and a pinion tooth starts j
Ifor example in the root and moves daring the rotation of Ithe two mating members jalong the path of contact straight up to the top The con- 1
tact lines represent the I
momentary contact betweenthe two flanks in mesh
With a spiral bevel gear set the contact lines are inclined 1
relative to the pitch line orien-tation Unlike the contact lines Iof the straight bevel gear set i
~the contact lines of the spiral
bevel gear set have differentlengths The bottom of figure 5shows the movement of thecontact from heel top to weroot The very short contactlength increases from thebeginning of the roll towardsthe center ofthe face width andreduces as the roll approachesthe exit at the we end
The contact lines betweenpinion and generating gear areidentical to the contact linesbetween cutter blades and pin-ion flanks
Single Index Process-gtFace Milling
[0 a single index processjust one slot is cut ala timefor the non-generated mem-ber only the cutter rotates andis fed into the work gear to thefull depth After reaching thefull depth the cutter with-draws and the work indexesone pitch to the next desiredslot position (Figure 6 rightside) The process repeatsuntil all slots have beenmachined The resulting flanklead function is a circular arc
Machining a generatedmember is done by plungingat the heel roll position firstAfter plunging the rollmotion begins and generat-ing of the flanks from heel totoe occurs The flank leadfunction for a face milledgenerated gear is a circulararc that is wound around aconical surface
The manufacturing of aface milled bevel gear pair ispossible in a five-cut processor in a completing processThe five-cut process consistsof tbe following five indepen-dent operationsl Gear roughing (alternate
roughing blades)2 Gear finishing (alternate
finishing blades)1 Pinion roughing (alternate
roughing blades)
Figure 3--tircular cuttingl tool andvirtuall gene~atiDgliear
Figure4-Definition of spirail angle
PATH OF CONTACT
PATH OF CONTACT
TOE
SPIRAL ANGLE 35
HEelFigure S-Contact lines for differenhpir I angles
wwwpOWlJrrrllnsmuioncom bull wwwgurrechngycom bull GEAR TECHNOLOGYmiddot JANUARYFEBRUARY 2001 33
___ IGf~RfUNDAMENTALS II _
G8middot0UND GEARS - Ten or TenThousandFor small to medium quantities 01 spurs or hsllcals that have tomeet dcse-tnlerance AGMAor DIN specs our Reishauer grindersand MampM gea1analysis systems are the perfect combination
For Long runs we offer the unique Uebherr CBN grindingprocess with full SPG quality control and documentation
So whether your needs are for ten or tens of thousands weinvite you to join the growing list of INSCO customers who rely onus for consistent quality reasonable costs and reliable delivery
G IPHONE 978-448-6368FAX-= 978~448-5155
WEB inscocorpcomrnsco 412 Majn Street Groton Massachusetts 01450OflPORATON
ISO 90011 Registered
CIRCLE 162
Cominuous IlndexIng Single Indexing
~igur~ amp-Kinematic principle of continuous indexing VS siDglaindeXing
o TImeS l[mIIt]12
Figure 7-Cycle diagram for generating a facmiddote hobbed Ipinion 4 Pillion finishing convex between the [lumber or work
( bl d nly) d -- fmner aes OlllllY anmiddot gear teeth and the nUnlucf 0
5 Pinion finishing concave cutter head blade groups(outer blades only) I (starts) The resulting flankA completing process uses I lead function is aaepicycloid
two combined operations j The effective cutting direction1 Gear roughingaadfinishing Iofthe blades tin the cutter head
(alternate [Qughing- is not perpendicular to the cut-finishing blades) and I ter radius vector Oike in thePinion reughing and finis- single indexing process) Theing (alternate roughing- j blades are moved in the cutterfinishing blades) I bead tangentiaUy to an offsetContinuous Indexing position to accommodate the
Process-face Hobbing correct orientation withA continuous cutting ~ respect to the cutting motion
process consists of continuous I vector The pitch poi~ts on therotations and a feed motion ~ cutting edge ofinner and outeronly While an outer and an blade have an identical radiusinner blade move through a The right slot width isslot of the work gear the work lacldeved with the angular dis-gear is rotating in the opposite tance between the outer bladedirection The relation of the (first) and the following innercutter rpm and the work rota- blade The left portion oftion is equivalent to the ratio Figure 6 shows the kinematic
34 JANUARYFEBRUARY 2001 bull GEAR TECHNOLOGYmiddot wwwglUrtechn(Ji(J(Jycom bull wwwpowflrlrsnsmissoncom
_----GEAR IFUNIDA_MENTALS _relationship and the orienta- ltion of the blades relative to cutter and cutting motion I
Balancing ~f the~ooth Ithicknesses between pinion Iand gear can only be realized by different radii of inner and outer blade pitch points since Ithe spacing between theblades is given by the cutter
- I
head design and therefore i
remains consiaat
While one blade group I(Iile shown in figure 6) is Imoving through one slot the Iwork rotates in the opposite Idirection such that the next blade group enters the next Islot That way all tile slots
I
around the work gear ate cut latabout the same time The Ifeed motion to feed the cutter to the full depth position is ~
therefore slower than in thesingle index process I
A nOll-generated workgear is finished wnen the full depth iposition is reached To get the Ihighest possible spacing aceu-
- -- - I
racya dwell time is applied to the non-generated member IThe aim of the dwell motion is ItoaHow each blade to move Ionce more to each slot which
takes N slots m pass by where I
N is the number of cutter startstimes the number of gearteeth N is equivalent to asmany ring gear revolutions asthe cutter has starts
For a generated pinion aroll motion follows 1iheplung-ing cycle in the center rollposition (the cutter doesnotcut the full depth yet) The rollmotioD after plunging movesthe cutting action to the heelboth plunging and rolling toheel is part of the mughingcycle At the heel roll positionthe cutter advances to the fulldepth position the cutter rpmincreases loa finishing surfacespeed and a slow roll motionfrom heel to toe followsWhen arriving at the toe endroll position) all teeth of thegenerated work gear or pinionare finished (see Figure 7)
Heat Treatment ofBevel Gears
Heat treatment follows thesoft cutting operation Tnegenerally used low carbonsteel has to be carburized onthe surface by case hardeningfor example The heat treat-ment is finished with tilequenching operation that pro-vides a s-urface hardness in the
IModel G32-11IHigh ProductionGear Hobber$159_32 Diameter111 or 19 face
(7((1 It bull f J7SS aoou our zero mferesf finanCIng
Model GS1(J3HSHigh Precision
GearShaper$64795
10 Diameter
Visit our web lite wwwbasicmachineloolscom
g Email wolt r basrcmactunotoots COI11
So I ( Tetephone i323) 9337191]( ( )It Plt)I( I E I) Fax i323) 9337~87
1 Ilaquo ) ( I p a Box 36276 Los Angeles CA 90036
CIRCLE 155
bull Precision carburizedgears housings andgearbox assemblies
bull Newllowllne productionbull Supplier to leading
aerospace mSJlufactuJersbull Tolerances to AGMA
Class 12bull Design assistance
availableFor more Information oontact
Aero Gear Iinc1050 01) HIURei WlrulJor CT 116095Tel (860)1 68amp-0888Fax (B80~ 285-85114
__ 2
CERTIFIEDIS DO
emallmiddotbllygearsaerogearcom bull middotwwwaerogearcom
CIRCLE 148W pOWtUIMsmjl5Sloncommiddot wfssrlschnolofycom bull GEAR TECHNOLOGYmiddot JANUARYFEBRUARV 2001 35
SiPIIRAIL BIEVIEIL GiEAIRS(Transmissioos)
Spiral amp Straight BevelGear Manufacturing~Commercial to aircrLft quality gearing
Spur~ belicaJ spUnedshafisintemai amp Bldernalshaved amp ground gears Spiral beveIgrinding
Midwest TrLhsmissions amp IReducersISO compliant
MIDWEST GEA_RampTODlINC
12024 E INine Mile RoadWarren IMI 480111
CONT~CTCRAIG III ROSS(810) 754-11923
FAX (8101 7548926
Feather lighthydraulicarbors can bemanufactured withrunout as low as2 microns The clampingsleeves are replaoeable Thistooling is suitable for measuringtesting balancing gear grindingand other applicationsT_ ~ 0 oxcIugtIvo _- lt11_ 01 K6n1J1 mIm _
HiikIif1g Dtl~ R~ for tIt ~-= middot~middoto-gmiddoto-Sho1gtVI or HobblngI Our Shavlng I loQ
MIdIng ~ TMtI---IlIiI ~ LD ~ OD Grindlng~IIImIng -
IixJlink Engineering2870 Wilderness Place
Boulder CO 80301PH 3039388510
FAX 3039388512
CIRCLE 178
Figure I-Lapping oa bevellgear set
Figure9-Grinding oI a bevel pinionrange of 60 to 63 Rc 1 most cases is shaped like a(Rockwell C The pinion may long shaft that loses itsbe 3 Rc harder than the ring I straightness (radial run-out)gear to equalize the wear and l In addition to the blankreduce the risk of scoring The I body distortions heat treatingcore material stays softer and I causes a distortion of the indi-more ductile with a hardness i vidual teeth The spiral anglein the range of 30 to 40 Rc I changesjhe flank length cur-
The distortions from heat i vature is reduced and the pres-treatment are critical to the I sure angle changes Tofinal hard finishing operation ~achleve the best results atten-The kind of heat treatment tion has to be paid to process-facility [salt bath furnace or I ing and handling of the partscontinuous furnace) as well] through the furnace Quench-as the differences between the I ing the ring gears with acharges of blank material has ~ quench press assures gooda significant influence on the ~ flatness of the heat-treatedgear distortion The gear i ring gears for examplewhich is mostly shaped like a HardFinibing efring loses its flatness (it gets a Bevel Gearsface run-out) via the harden- 1 The final machining opera-ing procedure The pinion in j tion after heat treatment
36 JANUARYFEBRUARY 2001 GEAR TECHNOlOGY wwwgsartschngycom wwwpowertransmissloncom
___________ --GEAIR FUNDAMEINrfAlSbullbullbullbullbullbullbullbullbullbullbullbull _shouldprovide a good surfacefinish and remove flank dis-tortions The most commonprocess used is lappingPinion and gear are broughtinto mesh and rolled underlight torque To provide anabrasive action a mixture of
Ioil and silicon carbide is Ipoured between the [eetil(Figure 8) A relative move- Iment of pillion and gear along [i
theiraxes and a movement in
~~~t t~e~n c~taeaa~~ Imoves from toe to heel and i
back numerous timesThe lapping process
~~~~sect~sect~I~m~le ise~n~~i~ e~ I
different flank sections andvaries from set to set since thepinion and gear are used astools to bard finish each otherThis is the reason why lappedsets have to be built as a pairlapped pinions and gears arenot interchangeable
The lapping surface struc-ture is mot oriented in thedirection of the contact linesthus providing a good hydro-dynamic oil fib between thecontact areas The lappingstructure also tends to deliverside bands in a noise frequen-cy analysis which makes tltegear set appear to roll morequietly
During the lapping processa pinion and a gear are alwaysmachined and finished at thesame time The time to lap apair is equal 10or shorter thanthe time to machine one mem-ber using another finishingmethod Therefore lapping isoften caJiled the most econom-ical bevelgeu finishingprocess
Another finishing option isgrinding of bevel gears whichis limited to face milled (sin-gle index) bevel gears Thegrinding wheel envelops a sin-gle side or an alternate com- pleting cutter (Figure 9) iTodays technology does not allow the use of a grinding itool ill a continuous indexing Iprocess The advantage of]grinding is the manufacturing of an accurate flank surface Iwuha predetermined ropogra- phy The process allows theconstantly repealed produc- non of equal parts Building in pairs is not necessary
Lapped pairs used in vehi- des require an oil change after ithe first 1000 miles because iof abrasive particles intro- iduced to the tooth surfaces Iduring lapping A further iadvantage of grinding over ilapping is that such an oil I
change is unnecessary withground spiral bevel gears
A process between lapping and grinding with respect to surface speed and relative motion is honing HOlling tri- als on bevel gears have been Idone but they havent been proven succe sful I
Skiving is a hard cutting Iprocess A [001 material such Ias carbide or boron carboai- tride is used on the cutting edge The cutting machine setup is identical to that For Isoft machining The blade jpoint dimension is wider than Ithe one For soficlltting such jthat a nOOS-inch uniform Istock removal per flank takes 1place Skiving delivers a high qllality part accuracy and a ifine surfacefinish Skiving is japplied to small batches of 1mostly larger gear sets The jadvantage of skiving is the use Iof the same cutter head only with different blades) and the
IiI
Irotary transmission
SIJ--t -
Figure 1o--Tooth cont ct analysis result of 8 conjugl1e bevell ge rselpossible use of the same cut-ting machine That makes the
applied to pinion andlor gear The ease-off tOPography idefined ill the ring gear coor-anddinate system regardless ofwhere the corrections weredone (pinion gear or both)
Protuberance is a profilerelief in the root area of theflank which prevents flankdamage resulting from dig-ging in of the mating toothtop edge Protuberance is real-ized with a cutting blade mod-ification
Localized Tooth CODtactWhen bevel gear sets 3Xe
cut according to the crownge or generating gear princi-ple the result is a conjugate
root tooth bearingtOIl
pair of gears onjugate
heell -----~-~-
means pinion and gear have 8
line contactin each angularposition While rctating thegear in mesh the contact linemoves from heel top to toeroot The motion transmissionhappens in each rcll positionwith precisely the same con-stant ratio Roll testing is doneill specially designed bevelgear test machines If 8 mark-ing compound (paint) isbrushed onto the flanks of thering gear member a rolling inmesh under light torque makesthe contact area visible In thecase of a conjugate pair thecontactarea is spread out overthe entire active flank That isthe official definition of the
(IF
po nmiddotml bullbull toncom lIurlcllnorOIlYcom bull GEAR TECHINOLOGY bull J NUARYFEBRU RY Z001 31
investment in machinestools a minimum
Some Bevel GearConvenfon
The expression bevelgears is used as a generaldescription for straight and Ispiral bevel gears as well ashypoid gear sets lf the axes of the pinion and gear do notintersect but have a distance inspace the gear set is called abypoid gear set The name isderived from the hyperbolic Is~ap~ofth~ pitch cones For Isimplification the blanks are still manufactured with II con- iical shape I
The convex gear flank rolll with the concave pinion flankThis pair of flanks is called thedrive side The direction ofrotation where those flankscontact the pinion drives iscalled the drive direction Thedrive side direction is alwaysused in vehicles to drive thevehicle forward The reversedirection is subsequentlycalled the coast side (vehiclerolls downhill foot is off thegas pedal wheels drive theengine) In some cases thecoast side is used to drive thevehicle but it is sti II called thecoast side
Ease-off is the pre entationof flank form corrections
_------------GEAR FUNDAMENTALSI _
~ENGTHCROWNING
I
I foe
IEase-Ofl
Heel
Ease-Oft
Tooth contact
lX
Ease-Oft
Toothl Contact
Motion Graphl
Tooth Contact-
- 0 igt e--
- ik
Motion IGraph
figure 11-Tooth contactanalpis of pnJfillIlcrowning raDom crowning andflanlc (Wist
contact area It is the summa-I octoidal profileund curved To achieve II suitable flank ~tien of aU contact lines during lead function are filtered out i contacttodays flank conec-the complete roll of one pair Therefore the ease-off is a tions mostly consist of threeof teeth flat zero topography for I elements shown in Figure l 1
Conjugate bevel gear pairs conjugate gears The tooth Profile crowning (Figure 11are not suitable for operation contact is shown below the i left) is the result of at bladeunder load and deflections ease-off Tooth orientation is I profile curvature LengthMisalignment causes a high indicated with heel toe and crowniQg (Figure 11center)stress concentration 00 the I root TIlle coast and drive can be achieved by modifica-tooth edges To prevent those sides show a full contact cov- tiOD of the cutter radius or by a J
stress concentrations a i ering the entire active working tilted cutter head in conjuae- icrowning in face width and i area of the flanks The lower j tion withlblade angle modifi- Iprofite direction is applied to diagram in Figure m is the cation Flank twist (Figure II nearly aU bevel pillions The transmission error Conjugate right) is a kinematic effect Iamount of crowning has a pairs roll kinematically exact-resulting fmm a higher order Irelationship to the expected Iy with each other That roll is mcdufation of the roll ratio Icontact stress and deflections reflected by points on graphs (modified roU) or cutter head j
Toanalyze tooth contact that match the abscissas of the i tilt in conjunction with a iand crowning computer pro- diagramS Each point of those 1 machine root angle change I
~ms for tooth contact anaIY-l graphs hasa zero value (ZG- j The three mentioned flank SIS (TeA) were deveJoped direction) so they cannot be i modiflcatiens cam be com- iFigure 10 shows the TeA distinguished from the base i billed such that the desirable result of a conjugate bevel grid The base grid and graph I contact length and width pathgear set TIlle top section of are identical and drawn on top i of contact direction and traas-FigUre ]0 represents agraplltic of each other That character- I mission variation magnitudeof the ease-off The ease-off izes a conjugate pair of gear are realized The TCA charac-represents the sum ofthe flank flanks TIIIetransmissioll graph teristics (contact pattern andcorrections regardless of lalway~ displays the ~otion 1
1 transmission variation) arewhether they were donein the I variation of three adjacent 1 chosen to 8Ut the gear set forpinion or gear member The pairs of teeth the expected amount of con-38middot JANUARYFEBRUARY2001 bull GEAR TECHNOLOGYmiddot wwwgsllrrlll7lm0ollycom bull wwwpowlJrtrllflsmlssion com
bet stress and gear deflec-tions O
RefereDCetI Stadtfeld HJ HandbookofBeve1and Hypoid Gears CalculationManufacturing and OptimizatimlItoohester Institue of TcclmoLogyRochester NY 1993
___ IGf~RfUNDAMENTALS II _
G8middot0UND GEARS - Ten or TenThousandFor small to medium quantities 01 spurs or hsllcals that have tomeet dcse-tnlerance AGMAor DIN specs our Reishauer grindersand MampM gea1analysis systems are the perfect combination
For Long runs we offer the unique Uebherr CBN grindingprocess with full SPG quality control and documentation
So whether your needs are for ten or tens of thousands weinvite you to join the growing list of INSCO customers who rely onus for consistent quality reasonable costs and reliable delivery
G IPHONE 978-448-6368FAX-= 978~448-5155
WEB inscocorpcomrnsco 412 Majn Street Groton Massachusetts 01450OflPORATON
ISO 90011 Registered
CIRCLE 162
Cominuous IlndexIng Single Indexing
~igur~ amp-Kinematic principle of continuous indexing VS siDglaindeXing
o TImeS l[mIIt]12
Figure 7-Cycle diagram for generating a facmiddote hobbed Ipinion 4 Pillion finishing convex between the [lumber or work
( bl d nly) d -- fmner aes OlllllY anmiddot gear teeth and the nUnlucf 0
5 Pinion finishing concave cutter head blade groups(outer blades only) I (starts) The resulting flankA completing process uses I lead function is aaepicycloid
two combined operations j The effective cutting direction1 Gear roughingaadfinishing Iofthe blades tin the cutter head
(alternate [Qughing- is not perpendicular to the cut-finishing blades) and I ter radius vector Oike in thePinion reughing and finis- single indexing process) Theing (alternate roughing- j blades are moved in the cutterfinishing blades) I bead tangentiaUy to an offsetContinuous Indexing position to accommodate the
Process-face Hobbing correct orientation withA continuous cutting ~ respect to the cutting motion
process consists of continuous I vector The pitch poi~ts on therotations and a feed motion ~ cutting edge ofinner and outeronly While an outer and an blade have an identical radiusinner blade move through a The right slot width isslot of the work gear the work lacldeved with the angular dis-gear is rotating in the opposite tance between the outer bladedirection The relation of the (first) and the following innercutter rpm and the work rota- blade The left portion oftion is equivalent to the ratio Figure 6 shows the kinematic
34 JANUARYFEBRUARY 2001 bull GEAR TECHNOLOGYmiddot wwwglUrtechn(Ji(J(Jycom bull wwwpowflrlrsnsmissoncom
_----GEAR IFUNIDA_MENTALS _relationship and the orienta- ltion of the blades relative to cutter and cutting motion I
Balancing ~f the~ooth Ithicknesses between pinion Iand gear can only be realized by different radii of inner and outer blade pitch points since Ithe spacing between theblades is given by the cutter
- I
head design and therefore i
remains consiaat
While one blade group I(Iile shown in figure 6) is Imoving through one slot the Iwork rotates in the opposite Idirection such that the next blade group enters the next Islot That way all tile slots
I
around the work gear ate cut latabout the same time The Ifeed motion to feed the cutter to the full depth position is ~
therefore slower than in thesingle index process I
A nOll-generated workgear is finished wnen the full depth iposition is reached To get the Ihighest possible spacing aceu-
- -- - I
racya dwell time is applied to the non-generated member IThe aim of the dwell motion is ItoaHow each blade to move Ionce more to each slot which
takes N slots m pass by where I
N is the number of cutter startstimes the number of gearteeth N is equivalent to asmany ring gear revolutions asthe cutter has starts
For a generated pinion aroll motion follows 1iheplung-ing cycle in the center rollposition (the cutter doesnotcut the full depth yet) The rollmotioD after plunging movesthe cutting action to the heelboth plunging and rolling toheel is part of the mughingcycle At the heel roll positionthe cutter advances to the fulldepth position the cutter rpmincreases loa finishing surfacespeed and a slow roll motionfrom heel to toe followsWhen arriving at the toe endroll position) all teeth of thegenerated work gear or pinionare finished (see Figure 7)
Heat Treatment ofBevel Gears
Heat treatment follows thesoft cutting operation Tnegenerally used low carbonsteel has to be carburized onthe surface by case hardeningfor example The heat treat-ment is finished with tilequenching operation that pro-vides a s-urface hardness in the
IModel G32-11IHigh ProductionGear Hobber$159_32 Diameter111 or 19 face
(7((1 It bull f J7SS aoou our zero mferesf finanCIng
Model GS1(J3HSHigh Precision
GearShaper$64795
10 Diameter
Visit our web lite wwwbasicmachineloolscom
g Email wolt r basrcmactunotoots COI11
So I ( Tetephone i323) 9337191]( ( )It Plt)I( I E I) Fax i323) 9337~87
1 Ilaquo ) ( I p a Box 36276 Los Angeles CA 90036
CIRCLE 155
bull Precision carburizedgears housings andgearbox assemblies
bull Newllowllne productionbull Supplier to leading
aerospace mSJlufactuJersbull Tolerances to AGMA
Class 12bull Design assistance
availableFor more Information oontact
Aero Gear Iinc1050 01) HIURei WlrulJor CT 116095Tel (860)1 68amp-0888Fax (B80~ 285-85114
__ 2
CERTIFIEDIS DO
emallmiddotbllygearsaerogearcom bull middotwwwaerogearcom
CIRCLE 148W pOWtUIMsmjl5Sloncommiddot wfssrlschnolofycom bull GEAR TECHNOLOGYmiddot JANUARYFEBRUARV 2001 35
SiPIIRAIL BIEVIEIL GiEAIRS(Transmissioos)
Spiral amp Straight BevelGear Manufacturing~Commercial to aircrLft quality gearing
Spur~ belicaJ spUnedshafisintemai amp Bldernalshaved amp ground gears Spiral beveIgrinding
Midwest TrLhsmissions amp IReducersISO compliant
MIDWEST GEA_RampTODlINC
12024 E INine Mile RoadWarren IMI 480111
CONT~CTCRAIG III ROSS(810) 754-11923
FAX (8101 7548926
Feather lighthydraulicarbors can bemanufactured withrunout as low as2 microns The clampingsleeves are replaoeable Thistooling is suitable for measuringtesting balancing gear grindingand other applicationsT_ ~ 0 oxcIugtIvo _- lt11_ 01 K6n1J1 mIm _
HiikIif1g Dtl~ R~ for tIt ~-= middot~middoto-gmiddoto-Sho1gtVI or HobblngI Our Shavlng I loQ
MIdIng ~ TMtI---IlIiI ~ LD ~ OD Grindlng~IIImIng -
IixJlink Engineering2870 Wilderness Place
Boulder CO 80301PH 3039388510
FAX 3039388512
CIRCLE 178
Figure I-Lapping oa bevellgear set
Figure9-Grinding oI a bevel pinionrange of 60 to 63 Rc 1 most cases is shaped like a(Rockwell C The pinion may long shaft that loses itsbe 3 Rc harder than the ring I straightness (radial run-out)gear to equalize the wear and l In addition to the blankreduce the risk of scoring The I body distortions heat treatingcore material stays softer and I causes a distortion of the indi-more ductile with a hardness i vidual teeth The spiral anglein the range of 30 to 40 Rc I changesjhe flank length cur-
The distortions from heat i vature is reduced and the pres-treatment are critical to the I sure angle changes Tofinal hard finishing operation ~achleve the best results atten-The kind of heat treatment tion has to be paid to process-facility [salt bath furnace or I ing and handling of the partscontinuous furnace) as well] through the furnace Quench-as the differences between the I ing the ring gears with acharges of blank material has ~ quench press assures gooda significant influence on the ~ flatness of the heat-treatedgear distortion The gear i ring gears for examplewhich is mostly shaped like a HardFinibing efring loses its flatness (it gets a Bevel Gearsface run-out) via the harden- 1 The final machining opera-ing procedure The pinion in j tion after heat treatment
36 JANUARYFEBRUARY 2001 GEAR TECHNOlOGY wwwgsartschngycom wwwpowertransmissloncom
___________ --GEAIR FUNDAMEINrfAlSbullbullbullbullbullbullbullbullbullbullbullbull _shouldprovide a good surfacefinish and remove flank dis-tortions The most commonprocess used is lappingPinion and gear are broughtinto mesh and rolled underlight torque To provide anabrasive action a mixture of
Ioil and silicon carbide is Ipoured between the [eetil(Figure 8) A relative move- Iment of pillion and gear along [i
theiraxes and a movement in
~~~t t~e~n c~taeaa~~ Imoves from toe to heel and i
back numerous timesThe lapping process
~~~~sect~sect~I~m~le ise~n~~i~ e~ I
different flank sections andvaries from set to set since thepinion and gear are used astools to bard finish each otherThis is the reason why lappedsets have to be built as a pairlapped pinions and gears arenot interchangeable
The lapping surface struc-ture is mot oriented in thedirection of the contact linesthus providing a good hydro-dynamic oil fib between thecontact areas The lappingstructure also tends to deliverside bands in a noise frequen-cy analysis which makes tltegear set appear to roll morequietly
During the lapping processa pinion and a gear are alwaysmachined and finished at thesame time The time to lap apair is equal 10or shorter thanthe time to machine one mem-ber using another finishingmethod Therefore lapping isoften caJiled the most econom-ical bevelgeu finishingprocess
Another finishing option isgrinding of bevel gears whichis limited to face milled (sin-gle index) bevel gears Thegrinding wheel envelops a sin-gle side or an alternate com- pleting cutter (Figure 9) iTodays technology does not allow the use of a grinding itool ill a continuous indexing Iprocess The advantage of]grinding is the manufacturing of an accurate flank surface Iwuha predetermined ropogra- phy The process allows theconstantly repealed produc- non of equal parts Building in pairs is not necessary
Lapped pairs used in vehi- des require an oil change after ithe first 1000 miles because iof abrasive particles intro- iduced to the tooth surfaces Iduring lapping A further iadvantage of grinding over ilapping is that such an oil I
change is unnecessary withground spiral bevel gears
A process between lapping and grinding with respect to surface speed and relative motion is honing HOlling tri- als on bevel gears have been Idone but they havent been proven succe sful I
Skiving is a hard cutting Iprocess A [001 material such Ias carbide or boron carboai- tride is used on the cutting edge The cutting machine setup is identical to that For Isoft machining The blade jpoint dimension is wider than Ithe one For soficlltting such jthat a nOOS-inch uniform Istock removal per flank takes 1place Skiving delivers a high qllality part accuracy and a ifine surfacefinish Skiving is japplied to small batches of 1mostly larger gear sets The jadvantage of skiving is the use Iof the same cutter head only with different blades) and the
IiI
Irotary transmission
SIJ--t -
Figure 1o--Tooth cont ct analysis result of 8 conjugl1e bevell ge rselpossible use of the same cut-ting machine That makes the
applied to pinion andlor gear The ease-off tOPography idefined ill the ring gear coor-anddinate system regardless ofwhere the corrections weredone (pinion gear or both)
Protuberance is a profilerelief in the root area of theflank which prevents flankdamage resulting from dig-ging in of the mating toothtop edge Protuberance is real-ized with a cutting blade mod-ification
Localized Tooth CODtactWhen bevel gear sets 3Xe
cut according to the crownge or generating gear princi-ple the result is a conjugate
root tooth bearingtOIl
pair of gears onjugate
heell -----~-~-
means pinion and gear have 8
line contactin each angularposition While rctating thegear in mesh the contact linemoves from heel top to toeroot The motion transmissionhappens in each rcll positionwith precisely the same con-stant ratio Roll testing is doneill specially designed bevelgear test machines If 8 mark-ing compound (paint) isbrushed onto the flanks of thering gear member a rolling inmesh under light torque makesthe contact area visible In thecase of a conjugate pair thecontactarea is spread out overthe entire active flank That isthe official definition of the
(IF
po nmiddotml bullbull toncom lIurlcllnorOIlYcom bull GEAR TECHINOLOGY bull J NUARYFEBRU RY Z001 31
investment in machinestools a minimum
Some Bevel GearConvenfon
The expression bevelgears is used as a generaldescription for straight and Ispiral bevel gears as well ashypoid gear sets lf the axes of the pinion and gear do notintersect but have a distance inspace the gear set is called abypoid gear set The name isderived from the hyperbolic Is~ap~ofth~ pitch cones For Isimplification the blanks are still manufactured with II con- iical shape I
The convex gear flank rolll with the concave pinion flankThis pair of flanks is called thedrive side The direction ofrotation where those flankscontact the pinion drives iscalled the drive direction Thedrive side direction is alwaysused in vehicles to drive thevehicle forward The reversedirection is subsequentlycalled the coast side (vehiclerolls downhill foot is off thegas pedal wheels drive theengine) In some cases thecoast side is used to drive thevehicle but it is sti II called thecoast side
Ease-off is the pre entationof flank form corrections
_------------GEAR FUNDAMENTALSI _
~ENGTHCROWNING
I
I foe
IEase-Ofl
Heel
Ease-Oft
Tooth contact
lX
Ease-Oft
Toothl Contact
Motion Graphl
Tooth Contact-
- 0 igt e--
- ik
Motion IGraph
figure 11-Tooth contactanalpis of pnJfillIlcrowning raDom crowning andflanlc (Wist
contact area It is the summa-I octoidal profileund curved To achieve II suitable flank ~tien of aU contact lines during lead function are filtered out i contacttodays flank conec-the complete roll of one pair Therefore the ease-off is a tions mostly consist of threeof teeth flat zero topography for I elements shown in Figure l 1
Conjugate bevel gear pairs conjugate gears The tooth Profile crowning (Figure 11are not suitable for operation contact is shown below the i left) is the result of at bladeunder load and deflections ease-off Tooth orientation is I profile curvature LengthMisalignment causes a high indicated with heel toe and crowniQg (Figure 11center)stress concentration 00 the I root TIlle coast and drive can be achieved by modifica-tooth edges To prevent those sides show a full contact cov- tiOD of the cutter radius or by a J
stress concentrations a i ering the entire active working tilted cutter head in conjuae- icrowning in face width and i area of the flanks The lower j tion withlblade angle modifi- Iprofite direction is applied to diagram in Figure m is the cation Flank twist (Figure II nearly aU bevel pillions The transmission error Conjugate right) is a kinematic effect Iamount of crowning has a pairs roll kinematically exact-resulting fmm a higher order Irelationship to the expected Iy with each other That roll is mcdufation of the roll ratio Icontact stress and deflections reflected by points on graphs (modified roU) or cutter head j
Toanalyze tooth contact that match the abscissas of the i tilt in conjunction with a iand crowning computer pro- diagramS Each point of those 1 machine root angle change I
~ms for tooth contact anaIY-l graphs hasa zero value (ZG- j The three mentioned flank SIS (TeA) were deveJoped direction) so they cannot be i modiflcatiens cam be com- iFigure 10 shows the TeA distinguished from the base i billed such that the desirable result of a conjugate bevel grid The base grid and graph I contact length and width pathgear set TIlle top section of are identical and drawn on top i of contact direction and traas-FigUre ]0 represents agraplltic of each other That character- I mission variation magnitudeof the ease-off The ease-off izes a conjugate pair of gear are realized The TCA charac-represents the sum ofthe flank flanks TIIIetransmissioll graph teristics (contact pattern andcorrections regardless of lalway~ displays the ~otion 1
1 transmission variation) arewhether they were donein the I variation of three adjacent 1 chosen to 8Ut the gear set forpinion or gear member The pairs of teeth the expected amount of con-38middot JANUARYFEBRUARY2001 bull GEAR TECHNOLOGYmiddot wwwgsllrrlll7lm0ollycom bull wwwpowlJrtrllflsmlssion com
bet stress and gear deflec-tions O
RefereDCetI Stadtfeld HJ HandbookofBeve1and Hypoid Gears CalculationManufacturing and OptimizatimlItoohester Institue of TcclmoLogyRochester NY 1993

_----GEAR IFUNIDA_MENTALS _relationship and the orienta- ltion of the blades relative to cutter and cutting motion I
Balancing ~f the~ooth Ithicknesses between pinion Iand gear can only be realized by different radii of inner and outer blade pitch points since Ithe spacing between theblades is given by the cutter
- I
head design and therefore i
remains consiaat
While one blade group I(Iile shown in figure 6) is Imoving through one slot the Iwork rotates in the opposite Idirection such that the next blade group enters the next Islot That way all tile slots
I
around the work gear ate cut latabout the same time The Ifeed motion to feed the cutter to the full depth position is ~
therefore slower than in thesingle index process I
A nOll-generated workgear is finished wnen the full depth iposition is reached To get the Ihighest possible spacing aceu-
- -- - I
racya dwell time is applied to the non-generated member IThe aim of the dwell motion is ItoaHow each blade to move Ionce more to each slot which
takes N slots m pass by where I
N is the number of cutter startstimes the number of gearteeth N is equivalent to asmany ring gear revolutions asthe cutter has starts
For a generated pinion aroll motion follows 1iheplung-ing cycle in the center rollposition (the cutter doesnotcut the full depth yet) The rollmotioD after plunging movesthe cutting action to the heelboth plunging and rolling toheel is part of the mughingcycle At the heel roll positionthe cutter advances to the fulldepth position the cutter rpmincreases loa finishing surfacespeed and a slow roll motionfrom heel to toe followsWhen arriving at the toe endroll position) all teeth of thegenerated work gear or pinionare finished (see Figure 7)
Heat Treatment ofBevel Gears
Heat treatment follows thesoft cutting operation Tnegenerally used low carbonsteel has to be carburized onthe surface by case hardeningfor example The heat treat-ment is finished with tilequenching operation that pro-vides a s-urface hardness in the
IModel G32-11IHigh ProductionGear Hobber$159_32 Diameter111 or 19 face
(7((1 It bull f J7SS aoou our zero mferesf finanCIng
Model GS1(J3HSHigh Precision
GearShaper$64795
10 Diameter
Visit our web lite wwwbasicmachineloolscom
g Email wolt r basrcmactunotoots COI11
So I ( Tetephone i323) 9337191]( ( )It Plt)I( I E I) Fax i323) 9337~87
1 Ilaquo ) ( I p a Box 36276 Los Angeles CA 90036
CIRCLE 155
bull Precision carburizedgears housings andgearbox assemblies
bull Newllowllne productionbull Supplier to leading
aerospace mSJlufactuJersbull Tolerances to AGMA
Class 12bull Design assistance
availableFor more Information oontact
Aero Gear Iinc1050 01) HIURei WlrulJor CT 116095Tel (860)1 68amp-0888Fax (B80~ 285-85114
__ 2
CERTIFIEDIS DO
emallmiddotbllygearsaerogearcom bull middotwwwaerogearcom
CIRCLE 148W pOWtUIMsmjl5Sloncommiddot wfssrlschnolofycom bull GEAR TECHNOLOGYmiddot JANUARYFEBRUARV 2001 35
SiPIIRAIL BIEVIEIL GiEAIRS(Transmissioos)
Spiral amp Straight BevelGear Manufacturing~Commercial to aircrLft quality gearing
Spur~ belicaJ spUnedshafisintemai amp Bldernalshaved amp ground gears Spiral beveIgrinding
Midwest TrLhsmissions amp IReducersISO compliant
MIDWEST GEA_RampTODlINC
12024 E INine Mile RoadWarren IMI 480111
CONT~CTCRAIG III ROSS(810) 754-11923
FAX (8101 7548926
Feather lighthydraulicarbors can bemanufactured withrunout as low as2 microns The clampingsleeves are replaoeable Thistooling is suitable for measuringtesting balancing gear grindingand other applicationsT_ ~ 0 oxcIugtIvo _- lt11_ 01 K6n1J1 mIm _
HiikIif1g Dtl~ R~ for tIt ~-= middot~middoto-gmiddoto-Sho1gtVI or HobblngI Our Shavlng I loQ
MIdIng ~ TMtI---IlIiI ~ LD ~ OD Grindlng~IIImIng -
IixJlink Engineering2870 Wilderness Place
Boulder CO 80301PH 3039388510
FAX 3039388512
CIRCLE 178
Figure I-Lapping oa bevellgear set
Figure9-Grinding oI a bevel pinionrange of 60 to 63 Rc 1 most cases is shaped like a(Rockwell C The pinion may long shaft that loses itsbe 3 Rc harder than the ring I straightness (radial run-out)gear to equalize the wear and l In addition to the blankreduce the risk of scoring The I body distortions heat treatingcore material stays softer and I causes a distortion of the indi-more ductile with a hardness i vidual teeth The spiral anglein the range of 30 to 40 Rc I changesjhe flank length cur-
The distortions from heat i vature is reduced and the pres-treatment are critical to the I sure angle changes Tofinal hard finishing operation ~achleve the best results atten-The kind of heat treatment tion has to be paid to process-facility [salt bath furnace or I ing and handling of the partscontinuous furnace) as well] through the furnace Quench-as the differences between the I ing the ring gears with acharges of blank material has ~ quench press assures gooda significant influence on the ~ flatness of the heat-treatedgear distortion The gear i ring gears for examplewhich is mostly shaped like a HardFinibing efring loses its flatness (it gets a Bevel Gearsface run-out) via the harden- 1 The final machining opera-ing procedure The pinion in j tion after heat treatment
36 JANUARYFEBRUARY 2001 GEAR TECHNOlOGY wwwgsartschngycom wwwpowertransmissloncom
___________ --GEAIR FUNDAMEINrfAlSbullbullbullbullbullbullbullbullbullbullbullbull _shouldprovide a good surfacefinish and remove flank dis-tortions The most commonprocess used is lappingPinion and gear are broughtinto mesh and rolled underlight torque To provide anabrasive action a mixture of
Ioil and silicon carbide is Ipoured between the [eetil(Figure 8) A relative move- Iment of pillion and gear along [i
theiraxes and a movement in
~~~t t~e~n c~taeaa~~ Imoves from toe to heel and i
back numerous timesThe lapping process
~~~~sect~sect~I~m~le ise~n~~i~ e~ I
different flank sections andvaries from set to set since thepinion and gear are used astools to bard finish each otherThis is the reason why lappedsets have to be built as a pairlapped pinions and gears arenot interchangeable
The lapping surface struc-ture is mot oriented in thedirection of the contact linesthus providing a good hydro-dynamic oil fib between thecontact areas The lappingstructure also tends to deliverside bands in a noise frequen-cy analysis which makes tltegear set appear to roll morequietly
During the lapping processa pinion and a gear are alwaysmachined and finished at thesame time The time to lap apair is equal 10or shorter thanthe time to machine one mem-ber using another finishingmethod Therefore lapping isoften caJiled the most econom-ical bevelgeu finishingprocess
Another finishing option isgrinding of bevel gears whichis limited to face milled (sin-gle index) bevel gears Thegrinding wheel envelops a sin-gle side or an alternate com- pleting cutter (Figure 9) iTodays technology does not allow the use of a grinding itool ill a continuous indexing Iprocess The advantage of]grinding is the manufacturing of an accurate flank surface Iwuha predetermined ropogra- phy The process allows theconstantly repealed produc- non of equal parts Building in pairs is not necessary
Lapped pairs used in vehi- des require an oil change after ithe first 1000 miles because iof abrasive particles intro- iduced to the tooth surfaces Iduring lapping A further iadvantage of grinding over ilapping is that such an oil I
change is unnecessary withground spiral bevel gears
A process between lapping and grinding with respect to surface speed and relative motion is honing HOlling tri- als on bevel gears have been Idone but they havent been proven succe sful I
Skiving is a hard cutting Iprocess A [001 material such Ias carbide or boron carboai- tride is used on the cutting edge The cutting machine setup is identical to that For Isoft machining The blade jpoint dimension is wider than Ithe one For soficlltting such jthat a nOOS-inch uniform Istock removal per flank takes 1place Skiving delivers a high qllality part accuracy and a ifine surfacefinish Skiving is japplied to small batches of 1mostly larger gear sets The jadvantage of skiving is the use Iof the same cutter head only with different blades) and the
IiI
Irotary transmission
SIJ--t -
Figure 1o--Tooth cont ct analysis result of 8 conjugl1e bevell ge rselpossible use of the same cut-ting machine That makes the
applied to pinion andlor gear The ease-off tOPography idefined ill the ring gear coor-anddinate system regardless ofwhere the corrections weredone (pinion gear or both)
Protuberance is a profilerelief in the root area of theflank which prevents flankdamage resulting from dig-ging in of the mating toothtop edge Protuberance is real-ized with a cutting blade mod-ification
Localized Tooth CODtactWhen bevel gear sets 3Xe
cut according to the crownge or generating gear princi-ple the result is a conjugate
root tooth bearingtOIl
pair of gears onjugate
heell -----~-~-
means pinion and gear have 8
line contactin each angularposition While rctating thegear in mesh the contact linemoves from heel top to toeroot The motion transmissionhappens in each rcll positionwith precisely the same con-stant ratio Roll testing is doneill specially designed bevelgear test machines If 8 mark-ing compound (paint) isbrushed onto the flanks of thering gear member a rolling inmesh under light torque makesthe contact area visible In thecase of a conjugate pair thecontactarea is spread out overthe entire active flank That isthe official definition of the
(IF
po nmiddotml bullbull toncom lIurlcllnorOIlYcom bull GEAR TECHINOLOGY bull J NUARYFEBRU RY Z001 31
investment in machinestools a minimum
Some Bevel GearConvenfon
The expression bevelgears is used as a generaldescription for straight and Ispiral bevel gears as well ashypoid gear sets lf the axes of the pinion and gear do notintersect but have a distance inspace the gear set is called abypoid gear set The name isderived from the hyperbolic Is~ap~ofth~ pitch cones For Isimplification the blanks are still manufactured with II con- iical shape I
The convex gear flank rolll with the concave pinion flankThis pair of flanks is called thedrive side The direction ofrotation where those flankscontact the pinion drives iscalled the drive direction Thedrive side direction is alwaysused in vehicles to drive thevehicle forward The reversedirection is subsequentlycalled the coast side (vehiclerolls downhill foot is off thegas pedal wheels drive theengine) In some cases thecoast side is used to drive thevehicle but it is sti II called thecoast side
Ease-off is the pre entationof flank form corrections
_------------GEAR FUNDAMENTALSI _
~ENGTHCROWNING
I
I foe
IEase-Ofl
Heel
Ease-Oft
Tooth contact
lX
Ease-Oft
Toothl Contact
Motion Graphl
Tooth Contact-
- 0 igt e--
- ik
Motion IGraph
figure 11-Tooth contactanalpis of pnJfillIlcrowning raDom crowning andflanlc (Wist
contact area It is the summa-I octoidal profileund curved To achieve II suitable flank ~tien of aU contact lines during lead function are filtered out i contacttodays flank conec-the complete roll of one pair Therefore the ease-off is a tions mostly consist of threeof teeth flat zero topography for I elements shown in Figure l 1
Conjugate bevel gear pairs conjugate gears The tooth Profile crowning (Figure 11are not suitable for operation contact is shown below the i left) is the result of at bladeunder load and deflections ease-off Tooth orientation is I profile curvature LengthMisalignment causes a high indicated with heel toe and crowniQg (Figure 11center)stress concentration 00 the I root TIlle coast and drive can be achieved by modifica-tooth edges To prevent those sides show a full contact cov- tiOD of the cutter radius or by a J
stress concentrations a i ering the entire active working tilted cutter head in conjuae- icrowning in face width and i area of the flanks The lower j tion withlblade angle modifi- Iprofite direction is applied to diagram in Figure m is the cation Flank twist (Figure II nearly aU bevel pillions The transmission error Conjugate right) is a kinematic effect Iamount of crowning has a pairs roll kinematically exact-resulting fmm a higher order Irelationship to the expected Iy with each other That roll is mcdufation of the roll ratio Icontact stress and deflections reflected by points on graphs (modified roU) or cutter head j
Toanalyze tooth contact that match the abscissas of the i tilt in conjunction with a iand crowning computer pro- diagramS Each point of those 1 machine root angle change I
~ms for tooth contact anaIY-l graphs hasa zero value (ZG- j The three mentioned flank SIS (TeA) were deveJoped direction) so they cannot be i modiflcatiens cam be com- iFigure 10 shows the TeA distinguished from the base i billed such that the desirable result of a conjugate bevel grid The base grid and graph I contact length and width pathgear set TIlle top section of are identical and drawn on top i of contact direction and traas-FigUre ]0 represents agraplltic of each other That character- I mission variation magnitudeof the ease-off The ease-off izes a conjugate pair of gear are realized The TCA charac-represents the sum ofthe flank flanks TIIIetransmissioll graph teristics (contact pattern andcorrections regardless of lalway~ displays the ~otion 1
1 transmission variation) arewhether they were donein the I variation of three adjacent 1 chosen to 8Ut the gear set forpinion or gear member The pairs of teeth the expected amount of con-38middot JANUARYFEBRUARY2001 bull GEAR TECHNOLOGYmiddot wwwgsllrrlll7lm0ollycom bull wwwpowlJrtrllflsmlssion com
bet stress and gear deflec-tions O
RefereDCetI Stadtfeld HJ HandbookofBeve1and Hypoid Gears CalculationManufacturing and OptimizatimlItoohester Institue of TcclmoLogyRochester NY 1993

SiPIIRAIL BIEVIEIL GiEAIRS(Transmissioos)
Spiral amp Straight BevelGear Manufacturing~Commercial to aircrLft quality gearing
Spur~ belicaJ spUnedshafisintemai amp Bldernalshaved amp ground gears Spiral beveIgrinding
Midwest TrLhsmissions amp IReducersISO compliant
MIDWEST GEA_RampTODlINC
12024 E INine Mile RoadWarren IMI 480111
CONT~CTCRAIG III ROSS(810) 754-11923
FAX (8101 7548926
Feather lighthydraulicarbors can bemanufactured withrunout as low as2 microns The clampingsleeves are replaoeable Thistooling is suitable for measuringtesting balancing gear grindingand other applicationsT_ ~ 0 oxcIugtIvo _- lt11_ 01 K6n1J1 mIm _
HiikIif1g Dtl~ R~ for tIt ~-= middot~middoto-gmiddoto-Sho1gtVI or HobblngI Our Shavlng I loQ
MIdIng ~ TMtI---IlIiI ~ LD ~ OD Grindlng~IIImIng -
IixJlink Engineering2870 Wilderness Place
Boulder CO 80301PH 3039388510
FAX 3039388512
CIRCLE 178
Figure I-Lapping oa bevellgear set
Figure9-Grinding oI a bevel pinionrange of 60 to 63 Rc 1 most cases is shaped like a(Rockwell C The pinion may long shaft that loses itsbe 3 Rc harder than the ring I straightness (radial run-out)gear to equalize the wear and l In addition to the blankreduce the risk of scoring The I body distortions heat treatingcore material stays softer and I causes a distortion of the indi-more ductile with a hardness i vidual teeth The spiral anglein the range of 30 to 40 Rc I changesjhe flank length cur-
The distortions from heat i vature is reduced and the pres-treatment are critical to the I sure angle changes Tofinal hard finishing operation ~achleve the best results atten-The kind of heat treatment tion has to be paid to process-facility [salt bath furnace or I ing and handling of the partscontinuous furnace) as well] through the furnace Quench-as the differences between the I ing the ring gears with acharges of blank material has ~ quench press assures gooda significant influence on the ~ flatness of the heat-treatedgear distortion The gear i ring gears for examplewhich is mostly shaped like a HardFinibing efring loses its flatness (it gets a Bevel Gearsface run-out) via the harden- 1 The final machining opera-ing procedure The pinion in j tion after heat treatment
36 JANUARYFEBRUARY 2001 GEAR TECHNOlOGY wwwgsartschngycom wwwpowertransmissloncom
___________ --GEAIR FUNDAMEINrfAlSbullbullbullbullbullbullbullbullbullbullbullbull _shouldprovide a good surfacefinish and remove flank dis-tortions The most commonprocess used is lappingPinion and gear are broughtinto mesh and rolled underlight torque To provide anabrasive action a mixture of
Ioil and silicon carbide is Ipoured between the [eetil(Figure 8) A relative move- Iment of pillion and gear along [i
theiraxes and a movement in
~~~t t~e~n c~taeaa~~ Imoves from toe to heel and i
back numerous timesThe lapping process
~~~~sect~sect~I~m~le ise~n~~i~ e~ I
different flank sections andvaries from set to set since thepinion and gear are used astools to bard finish each otherThis is the reason why lappedsets have to be built as a pairlapped pinions and gears arenot interchangeable
The lapping surface struc-ture is mot oriented in thedirection of the contact linesthus providing a good hydro-dynamic oil fib between thecontact areas The lappingstructure also tends to deliverside bands in a noise frequen-cy analysis which makes tltegear set appear to roll morequietly
During the lapping processa pinion and a gear are alwaysmachined and finished at thesame time The time to lap apair is equal 10or shorter thanthe time to machine one mem-ber using another finishingmethod Therefore lapping isoften caJiled the most econom-ical bevelgeu finishingprocess
Another finishing option isgrinding of bevel gears whichis limited to face milled (sin-gle index) bevel gears Thegrinding wheel envelops a sin-gle side or an alternate com- pleting cutter (Figure 9) iTodays technology does not allow the use of a grinding itool ill a continuous indexing Iprocess The advantage of]grinding is the manufacturing of an accurate flank surface Iwuha predetermined ropogra- phy The process allows theconstantly repealed produc- non of equal parts Building in pairs is not necessary
Lapped pairs used in vehi- des require an oil change after ithe first 1000 miles because iof abrasive particles intro- iduced to the tooth surfaces Iduring lapping A further iadvantage of grinding over ilapping is that such an oil I
change is unnecessary withground spiral bevel gears
A process between lapping and grinding with respect to surface speed and relative motion is honing HOlling tri- als on bevel gears have been Idone but they havent been proven succe sful I
Skiving is a hard cutting Iprocess A [001 material such Ias carbide or boron carboai- tride is used on the cutting edge The cutting machine setup is identical to that For Isoft machining The blade jpoint dimension is wider than Ithe one For soficlltting such jthat a nOOS-inch uniform Istock removal per flank takes 1place Skiving delivers a high qllality part accuracy and a ifine surfacefinish Skiving is japplied to small batches of 1mostly larger gear sets The jadvantage of skiving is the use Iof the same cutter head only with different blades) and the
IiI
Irotary transmission
SIJ--t -
Figure 1o--Tooth cont ct analysis result of 8 conjugl1e bevell ge rselpossible use of the same cut-ting machine That makes the
applied to pinion andlor gear The ease-off tOPography idefined ill the ring gear coor-anddinate system regardless ofwhere the corrections weredone (pinion gear or both)
Protuberance is a profilerelief in the root area of theflank which prevents flankdamage resulting from dig-ging in of the mating toothtop edge Protuberance is real-ized with a cutting blade mod-ification
Localized Tooth CODtactWhen bevel gear sets 3Xe
cut according to the crownge or generating gear princi-ple the result is a conjugate
root tooth bearingtOIl
pair of gears onjugate
heell -----~-~-
means pinion and gear have 8
line contactin each angularposition While rctating thegear in mesh the contact linemoves from heel top to toeroot The motion transmissionhappens in each rcll positionwith precisely the same con-stant ratio Roll testing is doneill specially designed bevelgear test machines If 8 mark-ing compound (paint) isbrushed onto the flanks of thering gear member a rolling inmesh under light torque makesthe contact area visible In thecase of a conjugate pair thecontactarea is spread out overthe entire active flank That isthe official definition of the
(IF
po nmiddotml bullbull toncom lIurlcllnorOIlYcom bull GEAR TECHINOLOGY bull J NUARYFEBRU RY Z001 31
investment in machinestools a minimum
Some Bevel GearConvenfon
The expression bevelgears is used as a generaldescription for straight and Ispiral bevel gears as well ashypoid gear sets lf the axes of the pinion and gear do notintersect but have a distance inspace the gear set is called abypoid gear set The name isderived from the hyperbolic Is~ap~ofth~ pitch cones For Isimplification the blanks are still manufactured with II con- iical shape I
The convex gear flank rolll with the concave pinion flankThis pair of flanks is called thedrive side The direction ofrotation where those flankscontact the pinion drives iscalled the drive direction Thedrive side direction is alwaysused in vehicles to drive thevehicle forward The reversedirection is subsequentlycalled the coast side (vehiclerolls downhill foot is off thegas pedal wheels drive theengine) In some cases thecoast side is used to drive thevehicle but it is sti II called thecoast side
Ease-off is the pre entationof flank form corrections
_------------GEAR FUNDAMENTALSI _
~ENGTHCROWNING
I
I foe
IEase-Ofl
Heel
Ease-Oft
Tooth contact
lX
Ease-Oft
Toothl Contact
Motion Graphl
Tooth Contact-
- 0 igt e--
- ik
Motion IGraph
figure 11-Tooth contactanalpis of pnJfillIlcrowning raDom crowning andflanlc (Wist
contact area It is the summa-I octoidal profileund curved To achieve II suitable flank ~tien of aU contact lines during lead function are filtered out i contacttodays flank conec-the complete roll of one pair Therefore the ease-off is a tions mostly consist of threeof teeth flat zero topography for I elements shown in Figure l 1
Conjugate bevel gear pairs conjugate gears The tooth Profile crowning (Figure 11are not suitable for operation contact is shown below the i left) is the result of at bladeunder load and deflections ease-off Tooth orientation is I profile curvature LengthMisalignment causes a high indicated with heel toe and crowniQg (Figure 11center)stress concentration 00 the I root TIlle coast and drive can be achieved by modifica-tooth edges To prevent those sides show a full contact cov- tiOD of the cutter radius or by a J
stress concentrations a i ering the entire active working tilted cutter head in conjuae- icrowning in face width and i area of the flanks The lower j tion withlblade angle modifi- Iprofite direction is applied to diagram in Figure m is the cation Flank twist (Figure II nearly aU bevel pillions The transmission error Conjugate right) is a kinematic effect Iamount of crowning has a pairs roll kinematically exact-resulting fmm a higher order Irelationship to the expected Iy with each other That roll is mcdufation of the roll ratio Icontact stress and deflections reflected by points on graphs (modified roU) or cutter head j
Toanalyze tooth contact that match the abscissas of the i tilt in conjunction with a iand crowning computer pro- diagramS Each point of those 1 machine root angle change I
~ms for tooth contact anaIY-l graphs hasa zero value (ZG- j The three mentioned flank SIS (TeA) were deveJoped direction) so they cannot be i modiflcatiens cam be com- iFigure 10 shows the TeA distinguished from the base i billed such that the desirable result of a conjugate bevel grid The base grid and graph I contact length and width pathgear set TIlle top section of are identical and drawn on top i of contact direction and traas-FigUre ]0 represents agraplltic of each other That character- I mission variation magnitudeof the ease-off The ease-off izes a conjugate pair of gear are realized The TCA charac-represents the sum ofthe flank flanks TIIIetransmissioll graph teristics (contact pattern andcorrections regardless of lalway~ displays the ~otion 1
1 transmission variation) arewhether they were donein the I variation of three adjacent 1 chosen to 8Ut the gear set forpinion or gear member The pairs of teeth the expected amount of con-38middot JANUARYFEBRUARY2001 bull GEAR TECHNOLOGYmiddot wwwgsllrrlll7lm0ollycom bull wwwpowlJrtrllflsmlssion com
bet stress and gear deflec-tions O
RefereDCetI Stadtfeld HJ HandbookofBeve1and Hypoid Gears CalculationManufacturing and OptimizatimlItoohester Institue of TcclmoLogyRochester NY 1993

___________ --GEAIR FUNDAMEINrfAlSbullbullbullbullbullbullbullbullbullbullbullbull _shouldprovide a good surfacefinish and remove flank dis-tortions The most commonprocess used is lappingPinion and gear are broughtinto mesh and rolled underlight torque To provide anabrasive action a mixture of
Ioil and silicon carbide is Ipoured between the [eetil(Figure 8) A relative move- Iment of pillion and gear along [i
theiraxes and a movement in
~~~t t~e~n c~taeaa~~ Imoves from toe to heel and i
back numerous timesThe lapping process
~~~~sect~sect~I~m~le ise~n~~i~ e~ I
different flank sections andvaries from set to set since thepinion and gear are used astools to bard finish each otherThis is the reason why lappedsets have to be built as a pairlapped pinions and gears arenot interchangeable
The lapping surface struc-ture is mot oriented in thedirection of the contact linesthus providing a good hydro-dynamic oil fib between thecontact areas The lappingstructure also tends to deliverside bands in a noise frequen-cy analysis which makes tltegear set appear to roll morequietly
During the lapping processa pinion and a gear are alwaysmachined and finished at thesame time The time to lap apair is equal 10or shorter thanthe time to machine one mem-ber using another finishingmethod Therefore lapping isoften caJiled the most econom-ical bevelgeu finishingprocess
Another finishing option isgrinding of bevel gears whichis limited to face milled (sin-gle index) bevel gears Thegrinding wheel envelops a sin-gle side or an alternate com- pleting cutter (Figure 9) iTodays technology does not allow the use of a grinding itool ill a continuous indexing Iprocess The advantage of]grinding is the manufacturing of an accurate flank surface Iwuha predetermined ropogra- phy The process allows theconstantly repealed produc- non of equal parts Building in pairs is not necessary
Lapped pairs used in vehi- des require an oil change after ithe first 1000 miles because iof abrasive particles intro- iduced to the tooth surfaces Iduring lapping A further iadvantage of grinding over ilapping is that such an oil I
change is unnecessary withground spiral bevel gears
A process between lapping and grinding with respect to surface speed and relative motion is honing HOlling tri- als on bevel gears have been Idone but they havent been proven succe sful I
Skiving is a hard cutting Iprocess A [001 material such Ias carbide or boron carboai- tride is used on the cutting edge The cutting machine setup is identical to that For Isoft machining The blade jpoint dimension is wider than Ithe one For soficlltting such jthat a nOOS-inch uniform Istock removal per flank takes 1place Skiving delivers a high qllality part accuracy and a ifine surfacefinish Skiving is japplied to small batches of 1mostly larger gear sets The jadvantage of skiving is the use Iof the same cutter head only with different blades) and the
IiI
Irotary transmission
SIJ--t -
Figure 1o--Tooth cont ct analysis result of 8 conjugl1e bevell ge rselpossible use of the same cut-ting machine That makes the
applied to pinion andlor gear The ease-off tOPography idefined ill the ring gear coor-anddinate system regardless ofwhere the corrections weredone (pinion gear or both)
Protuberance is a profilerelief in the root area of theflank which prevents flankdamage resulting from dig-ging in of the mating toothtop edge Protuberance is real-ized with a cutting blade mod-ification
Localized Tooth CODtactWhen bevel gear sets 3Xe
cut according to the crownge or generating gear princi-ple the result is a conjugate
root tooth bearingtOIl
pair of gears onjugate
heell -----~-~-
means pinion and gear have 8
line contactin each angularposition While rctating thegear in mesh the contact linemoves from heel top to toeroot The motion transmissionhappens in each rcll positionwith precisely the same con-stant ratio Roll testing is doneill specially designed bevelgear test machines If 8 mark-ing compound (paint) isbrushed onto the flanks of thering gear member a rolling inmesh under light torque makesthe contact area visible In thecase of a conjugate pair thecontactarea is spread out overthe entire active flank That isthe official definition of the
(IF
po nmiddotml bullbull toncom lIurlcllnorOIlYcom bull GEAR TECHINOLOGY bull J NUARYFEBRU RY Z001 31
investment in machinestools a minimum
Some Bevel GearConvenfon
The expression bevelgears is used as a generaldescription for straight and Ispiral bevel gears as well ashypoid gear sets lf the axes of the pinion and gear do notintersect but have a distance inspace the gear set is called abypoid gear set The name isderived from the hyperbolic Is~ap~ofth~ pitch cones For Isimplification the blanks are still manufactured with II con- iical shape I
The convex gear flank rolll with the concave pinion flankThis pair of flanks is called thedrive side The direction ofrotation where those flankscontact the pinion drives iscalled the drive direction Thedrive side direction is alwaysused in vehicles to drive thevehicle forward The reversedirection is subsequentlycalled the coast side (vehiclerolls downhill foot is off thegas pedal wheels drive theengine) In some cases thecoast side is used to drive thevehicle but it is sti II called thecoast side
Ease-off is the pre entationof flank form corrections
_------------GEAR FUNDAMENTALSI _
~ENGTHCROWNING
I
I foe
IEase-Ofl
Heel
Ease-Oft
Tooth contact
lX
Ease-Oft
Toothl Contact
Motion Graphl
Tooth Contact-
- 0 igt e--
- ik
Motion IGraph
figure 11-Tooth contactanalpis of pnJfillIlcrowning raDom crowning andflanlc (Wist
contact area It is the summa-I octoidal profileund curved To achieve II suitable flank ~tien of aU contact lines during lead function are filtered out i contacttodays flank conec-the complete roll of one pair Therefore the ease-off is a tions mostly consist of threeof teeth flat zero topography for I elements shown in Figure l 1
Conjugate bevel gear pairs conjugate gears The tooth Profile crowning (Figure 11are not suitable for operation contact is shown below the i left) is the result of at bladeunder load and deflections ease-off Tooth orientation is I profile curvature LengthMisalignment causes a high indicated with heel toe and crowniQg (Figure 11center)stress concentration 00 the I root TIlle coast and drive can be achieved by modifica-tooth edges To prevent those sides show a full contact cov- tiOD of the cutter radius or by a J
stress concentrations a i ering the entire active working tilted cutter head in conjuae- icrowning in face width and i area of the flanks The lower j tion withlblade angle modifi- Iprofite direction is applied to diagram in Figure m is the cation Flank twist (Figure II nearly aU bevel pillions The transmission error Conjugate right) is a kinematic effect Iamount of crowning has a pairs roll kinematically exact-resulting fmm a higher order Irelationship to the expected Iy with each other That roll is mcdufation of the roll ratio Icontact stress and deflections reflected by points on graphs (modified roU) or cutter head j
Toanalyze tooth contact that match the abscissas of the i tilt in conjunction with a iand crowning computer pro- diagramS Each point of those 1 machine root angle change I
~ms for tooth contact anaIY-l graphs hasa zero value (ZG- j The three mentioned flank SIS (TeA) were deveJoped direction) so they cannot be i modiflcatiens cam be com- iFigure 10 shows the TeA distinguished from the base i billed such that the desirable result of a conjugate bevel grid The base grid and graph I contact length and width pathgear set TIlle top section of are identical and drawn on top i of contact direction and traas-FigUre ]0 represents agraplltic of each other That character- I mission variation magnitudeof the ease-off The ease-off izes a conjugate pair of gear are realized The TCA charac-represents the sum ofthe flank flanks TIIIetransmissioll graph teristics (contact pattern andcorrections regardless of lalway~ displays the ~otion 1
1 transmission variation) arewhether they were donein the I variation of three adjacent 1 chosen to 8Ut the gear set forpinion or gear member The pairs of teeth the expected amount of con-38middot JANUARYFEBRUARY2001 bull GEAR TECHNOLOGYmiddot wwwgsllrrlll7lm0ollycom bull wwwpowlJrtrllflsmlssion com
bet stress and gear deflec-tions O
RefereDCetI Stadtfeld HJ HandbookofBeve1and Hypoid Gears CalculationManufacturing and OptimizatimlItoohester Institue of TcclmoLogyRochester NY 1993

_------------GEAR FUNDAMENTALSI _
~ENGTHCROWNING
I
I foe
IEase-Ofl
Heel
Ease-Oft
Tooth contact
lX
Ease-Oft
Toothl Contact
Motion Graphl
Tooth Contact-
- 0 igt e--
- ik
Motion IGraph
figure 11-Tooth contactanalpis of pnJfillIlcrowning raDom crowning andflanlc (Wist
contact area It is the summa-I octoidal profileund curved To achieve II suitable flank ~tien of aU contact lines during lead function are filtered out i contacttodays flank conec-the complete roll of one pair Therefore the ease-off is a tions mostly consist of threeof teeth flat zero topography for I elements shown in Figure l 1
Conjugate bevel gear pairs conjugate gears The tooth Profile crowning (Figure 11are not suitable for operation contact is shown below the i left) is the result of at bladeunder load and deflections ease-off Tooth orientation is I profile curvature LengthMisalignment causes a high indicated with heel toe and crowniQg (Figure 11center)stress concentration 00 the I root TIlle coast and drive can be achieved by modifica-tooth edges To prevent those sides show a full contact cov- tiOD of the cutter radius or by a J
stress concentrations a i ering the entire active working tilted cutter head in conjuae- icrowning in face width and i area of the flanks The lower j tion withlblade angle modifi- Iprofite direction is applied to diagram in Figure m is the cation Flank twist (Figure II nearly aU bevel pillions The transmission error Conjugate right) is a kinematic effect Iamount of crowning has a pairs roll kinematically exact-resulting fmm a higher order Irelationship to the expected Iy with each other That roll is mcdufation of the roll ratio Icontact stress and deflections reflected by points on graphs (modified roU) or cutter head j
Toanalyze tooth contact that match the abscissas of the i tilt in conjunction with a iand crowning computer pro- diagramS Each point of those 1 machine root angle change I
~ms for tooth contact anaIY-l graphs hasa zero value (ZG- j The three mentioned flank SIS (TeA) were deveJoped direction) so they cannot be i modiflcatiens cam be com- iFigure 10 shows the TeA distinguished from the base i billed such that the desirable result of a conjugate bevel grid The base grid and graph I contact length and width pathgear set TIlle top section of are identical and drawn on top i of contact direction and traas-FigUre ]0 represents agraplltic of each other That character- I mission variation magnitudeof the ease-off The ease-off izes a conjugate pair of gear are realized The TCA charac-represents the sum ofthe flank flanks TIIIetransmissioll graph teristics (contact pattern andcorrections regardless of lalway~ displays the ~otion 1
1 transmission variation) arewhether they were donein the I variation of three adjacent 1 chosen to 8Ut the gear set forpinion or gear member The pairs of teeth the expected amount of con-38middot JANUARYFEBRUARY2001 bull GEAR TECHNOLOGYmiddot wwwgsllrrlll7lm0ollycom bull wwwpowlJrtrllflsmlssion com
bet stress and gear deflec-tions O
RefereDCetI Stadtfeld HJ HandbookofBeve1and Hypoid Gears CalculationManufacturing and OptimizatimlItoohester Institue of TcclmoLogyRochester NY 1993