lg60 krom cıva berilyum arsenik kobalt nikel kurşun baryum bakır selenyum gümüş kadmiyum...
TRANSCRIPT

2009-06
LG60
HAVA PLAZMA KESME
KULLANIM KILAVUZU

İÇİNDEKİLER §1 EMNİYET ........................................................................................................................................................... 1
§2 TEKNOLOJİ PARAMETRELERİ ................................................................................................................... 4
2.1 ANA DEVRE ÇALIŞMA PRENSİBİ .............................................................................................................. 4
2.2 PARAMETRELER .......................................................................................................................................... 4
2.3 ÖZELLİKLER: ................................................................................................................................................ 5
§3 KURULUM ......................................................................................................................................................... 6
3. 1 PAKETTEN ÇIKARMA ................................................................................................................................. 6
3.2 GİRİŞ GÜCÜ BAĞLANTISI .......................................................................................................................... 6
3. 3 GAZ BAĞLANTILARI .................................................................................................................................. 6
§4 KULLANIM ........................................................................................................................................................ 7
4.1 ÖN VE ARKA PANEL GÖRÜNTÜSÜ ............................................................................................................ 7
4.2 KESİME HAZIRLIK ....................................................................................................................................... 8
4.3 KESME İŞLEMİ .............................................................................................................................................. 8
§5 BAKIM............................................................................................................................................................... 10
5.1 TEMEL SORUN GİDERME ......................................................................................................................... 10
5.1.1 Temel sorunlar ........................................................................................................................................ 10
5.1.2 Pilot ark sorunları .................................................................................................................................. 10
5.1.3 Kesme sorunları ...................................................................................................................................... 11
§6 KESME KAPASİTESİ ..................................................................................................................................... 12
6.1 KARBON ÇELİĞİ ............................................................................................................................................... 12
6.1.1 Uygun...................................................................................................................................................... 12
6.1.2 Kaliteli .................................................................................................................................................... 12
6.1.3 En iyi ....................................................................................................................................................... 12
6.2 DİĞER MALZEMELER ....................................................................................................................................... 13
EK 1: ELEKTRİK DEVRE ŞEMASI .................................................................................................................. 14
EK 2: TORÇ PARÇALARI ŞEMASI .................................................................................................................. 15

1
§1 EMNİYET
Önemli Emniyet Tedbirleri
PLAZMA ARK EKİPMANININ KULLANIMI VE BAKIMI SAĞLIĞINIZ İÇİN ZARARLI
OLABİLİR.
Plazma ark kesme makinası yoğun elektrik ve manyetik emisyon üretir bu sebeple kalp cihazı, işitme
cihazı veya diğer elektronik sağlık ekipmanlarını kullananlar dikkatli olmalıdır. Plazma ark kesim
makinasına yakın çalışanların sağlık yetkililerine ve kullanıldıkları sağlık cihazı üreticisine başvurarak
tehlikeli bir durum oluşup oluşmayacağı konusunda bilgi almaları gerekir.
Olası yaralanmaları önlemek için, cihazı kullanmadan önce talimatları, emniyet uyarılarını, ve tüm
uyarıları okuyup anlamalıdırlar.
GAZ VE DUMAN
Plazma kesme işlemi sırasında ortaya çıkan gazlar sağlık için zararlı ve tehlikeli olabilir.
Tüm gaz ve dumanı soluma bölgesinden uzakta tutun. Başınızı kesme dumanı bölgesinin dışında tutun.
Tüm gaz ve dumanın atılması için havalandırmanın yetersiz olduğu durumlarda hava beslemeli gaz
maskesi kullanın.
Gaz ve duman türleri, kesimi yapılan metalin kaplamasına, yapısına ve farklı işlemlere bağlıdır. Kesim
yaptığınız anda yada herhangi bir metal kesiminde şu maddelerden herhangi birini ihtiva eden metallere
karşı çok dikkatli olmalısınız:
Antimon Krom Cıva Berilyum
Arsenik Kobalt Nikel Kurşun
Baryum Bakır Selenyum Gümüş
Kadmiyum Manganez Vanadyum
Daima, kullanmış olduğunuz metalle birlikte sağlanan Malzeme Emniyet Bilgi Dokümanlarını (MSDS)
okuyun.
Bu MSDS dokümanları sağlığınız için zararlı olabilecek gaz ve dumanlar hakkında bilgi verecektir.
Duman ve gazların hapsedilebilmesi için su ya da mazgallı özel tabla kullanın.
Yanıcı yada patlayıcı malzemelerin bulunduğu ortamlarda plazma torcunu kullanmayın.
Fosgen, klorlanmış solventler ve temizlik malzemelerinin buharından ortaya çıkan toksik (zehirli) bir
gazdır. Bu tür buhar kaynaklarının tamamını alandan uzaklaştırın.

2
ELEKTRİK ŞOKU
Elektrik şoku yaralama yada ölüme yol açabilir. Plazma ark işlemi yüksek voltaj elektrik enerjisini kullanır
ve üretir. Bu elektrik enerjisi çalışma sahasındakiler ve operatör için çok ciddi ve ölümcül şoklara yol
açabilir.
Elektrik “yüklü” yada “sıcak” parçalara asla dokunmayın.
Kuru eldiven ve elbise giyin. Kendinizi, kesimde evresinin parçalarından ve iş parçasından izole edin.
Tüm hasarlı parçaları tamir edin yada değiştirin.
Iş parçasının ıslak veya nemli olamaması durumunda çok dikkatli olunmalıdır.
Herhangi bir servis veya bakım işleminden önce tüm güç kaynağını sökün.
Kullanım Kılavuzunda yer alan tüm talimatları okuyup takip edin.
YANGIN VE PATLAMA
Sıcak üstübü, kıvılcım yada plazma arkından yangın ve patlama meydana gelebilir.
Çalışma sahasında yanıcı ve parlayıcı malzeme olmadığından emin olun. Taşınamayacak malzemeler
mutlaka korumaya alınmalıdır.
Yanıcı ve patlayıcı özellikteki tüm buharın iş sahasından atılması gerekir.
Yanıcı malzeme ihtiva eden kaplarda kaynak veya kesme işlemi yapmayın.
Yangın tehlikesinin bulunduğu bölgede yangın ikaz sistemi bulundurun.
Hidrojen gazı, alüminyum iş parçalarının su altında yada su tablası kullanılarak yapılan kesimlerinde
parçalar arasında sıkışabilir ve farklı forma girebilir. Alüminyum alaşımlarını hidrojen gazının
atılamadığı sualtında yada su tablası üzerinde KESMEYİN. Sıkışan hidrojen gazı alev alması
durumunda patlamaya yol açar.
GÜRÜLTÜ
Gürültü kalıcı duyma kaybına yol açabilir. Plazma ark işlemi güvenli limitleri aşan gürültüye yol açabilir.
Kulaklarınızı duyu kaybına karşı yüksek seviyeli gürültü kaynağından korumalısınız.
Kulaklarınızı yüksek sesten korumak için kulaklık ve tıkaç kullanın. İş sahasında bulunan diğerlerinden
koruyun.
Ölçülen gürültü seviyesi emniyetli seviyeyi aşmamalıdır.
PLAZMA ARK IŞINLARI
Plazma ark ışınları gözlerinizi yaralayabilir ve cildinizi yakabilir. Plazma ark işlemi çok parlak morötesi
infrared ışık yayar. Ark ışınları uygun şekilde koruma ekipmanları kullanmamanız halinde gözlerinize zarar

3
verip cildinizi yakabilir.
Gözlerinizi korumak için kesme maskesi veya yüz koruma maskesi giyin. Daima yan korumalı
koruyucu emniyet gözlükleri ve diğer tip göz koruma ekipmanları kullanın.
Cildinizi ark ışınları be sparklardan korumak için kesme eldivenleri ve uygun kıyafetler giyin.
Koruyucu başlık ve gözlükleri iyi durumda tutun. Lensler çatladığında, kirlendiğinde değiştirin.
Çalışma sahasında bulunan diğerler insanları ark ışınlarından koruyun. Koruma perdeleri, separatör
yada kalkan kullanın.

4
§2 Teknoloji Parametreleri
2.1 Ana devre çalışma prensibi
LG-60 Hava Plazma Kesme Makinası çalışma prensibi aşıdaki figürde gösterildiği gibidir. Üç faz 380V
AC çalışma frekansı DC (yaklaşık 530V), akıma dönüştürülür daha sonra invertör cihazı sayesinde (IGBT)
AC (yaklaşık 20KHz) ortalama frekans dönüştürülür, orta transformatör (ana transformatör) sayesinde voltaj
düşürüldükten ve orta frekans düzenleyici (hızlı kurtarma diotları) tarafından düzenlendikten sonra indüktans
filtreleme ile çıkışı verilir. Makina akım geribildirim kontrol teknolojisi sayesinde akım çıkışını istikrarlı
hale getirir. Bu arada, kesme parametresi kademesiz ve kesintisiz olarak sürekli ayarlanabilir.
2.1 Çalışma prensibi diyagramı
2.2 Parametreler
Table2.1 Teknik Parametreler
Modeller
Parametreler LG-60
Nominal giriş voltajı(V) 3-380V±15%,50/60Hz
Nominal giriş akımı(A) 15
Nominal giriş gücü(KW) 6.75
Kesme akım ayar aralığı (A) 20~60
Pilot akımı(A) 20
Boşta voltaj (V) 315
Çevrim oranı(400C 10dakika) 60%(60A) 100%(46A)
Karbon çeliği maksimum kesme kalınlığı(mm) 35 28
Optimum kesme kalınlığı (mm)
Karbon çeliği ≤ 25 ≤ 20
Paslanmaz çelik ≤ 25 ≤ 20
Alüminyum ≤ 20 ≤ 15
Bakır ≤ 14 ≤ 10

5
Boyutlar(mm) 520*240*400
Koruma sınıfı IP23S
İzolasyon sınıfı F
Net ağırlık (kg)) 24
Soğutma metodu AF
Not: Yukarıdaki parametreler makinaların geliştirilmesi halinde değişime uğrar.
2.3 Özellikler:
1. IGBT paralel dengeli akım teknolojisi ve dijital kontrol teknolojisi.
2. Geniş voltaj giriş esnekliği düz kesim için değişken koşullarda yüksek performans gücü sağlar (±15%)
3. EMI filtresi EMI geçişini kısıtlar.
4. Yüksek frekansla başlar böylece bilgisayar yada kontrolleri etkilemez.
5. Pilot Ark Kontrolörü kesme hızı ve kapasitesini artırarak uç ömrünü uzatır. Böylece ağ tipi iş
parçalarının kesiminde de kullanılabilir.
6. Basınç, uç, aşırı ısınma ve yüksek akım için mevcut olan farklı korutucu ve uyarıcı fonksiyonlar
hızlı biçimde sorunların çözülmesini sağlarken gereksiz zaman kayıplarını minimum indirir.
7. Geri vurma ucu ve elektrot vurma hızını ve ark kalitesini sağlarken parçaların ömrünü uzatır.

6
§3 Kurulum
3. 1 Paketten çıkarma
Her bir ürünün sayımı ve kontrolü için
paketleme listesinin kullanın.
1. Her bir ürünü olası nakliye hasarlarına karşı
inceleyin. Hasar varsa, kurulum işleminden
önce distribütör firma veya nakliye
firmasıyla temasa geçin.
2. Forklift kullanırken, kaldırma çatallarının
ürünü rahat biçimde kaldırabilecek
uzunlukta olmasına dikkat edin.
3. Makinanın hareket etmesi potansiyel
tehlikelere yol açabilir. Bu sebeple
makinanın emniyetli bir konumda olmasına
dikkat edin.
3.2 Giriş Güç Bağlantısı
LG-60 giriş voltajı bağlantısı yandaki
şekilde gösterildiği gibidir. Fig3.1.
1. Cihazı bağlamadan önce şebek voltajının uygun
voltaj değerinde olup olmadığını kontrol edin
2. Güç kablosu ve Fiş 380V AC 3 faz giriş gücüne uygun yapıdadır.
3. Şebeke voltajı sürekli olarak güvenli çalışma voltajının altına düşüyorsa makinada ciddi
hasarlar oluşabilir. Aşağıdaki önlemlerin alınması gerekir:
Şebeke ünitesini değiştirin. Örneğin, makinayı stabil voltaj sağlayan hatta bağlayınız;
Aynı anda şebekeye yüklenen makina sayısını azaltın;
Güç kablosu girişine voltaj stabilizatör cihazı yerleştirin.
3. 3 Gaz Bağlantıları
1. Gaz Hattının Cihaza Bağlanması
Gaz hattını arka panelde bulunan gaz filtresi giriş paneline bağlayın.
2. Hava kalitesini kontrole din
Hava kalitesini test etmek için RUN / SET sivicini SET (aşağı) konuma alın ve havada herhangi bir yağ
veya nem olup olmadığını kontrol edin.
Fig 3.1 ana şebeke bağlantısı

7
§4 Kullanım
4.1 Ön ve Arka Panel Görüntüsü
5030
SET
RUN
CURRENTA 60
40
20
WORKTIP/GUN/GASOC/OTPOWER
PRESSURE
3~380VOFF
POWER
ON
1 2 43
965
7 8
1211
10
Fig 4.1 ön ve arka panel şematik çizimleri
1. Güç pilot lambası
2. Yüksek akım, yüksek ısı alarmı hararet ve yüksek akım durumunda lamba yanar.
3. Kesme torcu düzgün bağlanmamış ve hava basıncı düşük
4. Çalışma lambası kesme torcu sivicini açın, voltaj geldiğinde lamba yanar
5. Kesme akım regülatörü kesme sırasında akımı düzen
6. Kullanım yada gaz testi seçimi iş parçasını keserken kullanım kısmını açın, gaz testinde gaz testi
kısmını açın.
7. Pozitif çıkış kablosu iş parçasına bağlanır
8. Kesme torcu bağlantısı kesme makinasına bağlanır
9. Barometre sıkıştırılmış havada kir ve nem olmamasını sağlar
10. Sıkıştırılmış hava çıkış bağlantısı
11. Güç sivici güç kaynağını açıp kapatır
12. Güç kablosu uygun şebekeye bağlanır

8
4.2 Kesme İşlemi
1) Elektrik güç kablosunu sıkıca elektrik soket çıkışına bağlayın (giriş voltajı için 2 bölümdeki teknolojik
parametrelere bakın)
2) Hava hortumunu hava çıkış ekipmanına şasi kablosunuda iş parçasına bağlayın.
3) Güç sivicini açın ve güç lambası yanar.
4) RUN/SET sivicini SET konumuna alın, daha sonra hava basıncına 3.5-6 bar arasında ayarlayın
5) RUN/SET sivicini RUN konumuna alın, akış durduktan sonra akımı ayarlayın.
6) Tüm işlem tamamlanmıştır.
4.3 Kesme işlemi
Fig 4.2 proses akışı
Not:
Güç
kaynağını
açın
10S otomatik
gaz testi
Kesme torcu
tetiğini
gevşetin ark
durur
2s ön
gaz
Torcu iş parçasından
uzaklaştırın kesme arkı
pilot arkına dönecektir
5s
otomatik
inceleme
Çalıştıktan ve fan
durduktan sonra torç
sivicine basın
Pilot arkı alev
alır
maksimum
zaman 10sn
Son gaz
Ucun iş parçasına
temasın sonrası akım
40A’den yüksek mi?
İş parçasına doğru
torçu hareket ettirin
pilot arkı kesme
arkına döner
Evet
No
Akım 40A’e
düşer
Kesme
Son gaz akışı esnasında
torç tetiğine yeniden
basıldı mı?
Evet
Hayır
Yeniden başlayın
yada devam edin
Son gaz 15s sonra
durur

9
1) Kesme işlemi sırasında alarm lambası yanar, alarm durana kadar torç sivicini gevşetmek gerekir, daha
sonra sivice basarak çalışmayı yeniden başlatın.
2) Otomatik gaz testi ve inceleme konumunda kesme torcu tetiğine basın herhangi bir reaksiyon
olmayacaktır.
3) Uzun süreli kullanımdan sonra, elektrot yüzeyi ve nozul oksitlenecektir. Lütfen nozul ve elektrotu
değiştirin, muhafaza kabı kurulduğunda alarm lambası yanar ve açlışma durur.
4) Tetik basılı haldeyken torç parçalarını sökmek kesinlikle yasaktır.
5) Kesme akımı 40A’den yüksekse, torç ucu iş parçasına temas ettiğinde akım torç ucunu korumak için
40A’e düşer.
6) Son gaz akışı sırasında tetiğe uzun süre basılması halinde gaz akışı durur daha sonra tekrar cihazı
çalıştırmak için tetiğe uzun süreli basmanız yeterli olacaktır.
Alarm göstergeleri:
1) Makina hararet yaptığında yada yükse akım çektiğinde ön paneldeki sarı gösterge (lamba 2) sürekli
olarak yanar:
a) Hararet: Fan soğutma işleminden sonra alarm ışığı söner. Daha sonra makinayı yeniden
çalıştırabilirsiniz.
b) Yüksek akım: Alarm ışığı yanıyor. Kalifiye teknik personel tarafından makinanın kontrol edilmesi
gerekir.
2) Herhangi bir torç parçası (uç, elektrot, koruma kabı ve gaz dağıtıcı) yanmadığında kırmızı gösterge
(lamba3) yanıp söner.
3) Hava basıncı çok düştüğünde gösterge lambası ( lamba 3) sürekli olarak yanar.
4) Gaz dağıtıcısı söküldüğünde, makina kullanılırken alarm yanmaz ve tetiğe basıldığında ark ve yük
oluşmaz. Torcu açın ve kontrol edin.

10
§5 Bakım
5.1 Temel Sorun Giderme Rehberi
UYARI
Bu cihazda son derece tehlikeli voltaj ve güç seviyeleri mevcuttur. Sorun giderme teknikleri yada
elektronik ölçümleri konusunda yeterli eğitime sahip değilseniz duruma müdahale etmeye
kalkışmayın.
5.1.1 Temel Sorunlar
A. Makinayı açın güç gösterge lambası yanar, ancak ne fanda nede hava kontrol valfinde hareket
yoktur.
1. Eksik faz. Giriş hatlarını kontrol edin ve doğru şekilde bağlayın.
2. Makina ana kartı arızalı. Yetkili teknik personelden kartın değişimini için talepte bulunun.
B. Makinayı açın, UÇ/TORÇ/GAZ göstergesi yanıyor.
1. Gaz basıncı çok düşük. Gaz basıncını 65psi/4.5bar ayarlayın. Barometre 0.45~0.5MPa gösterir.
C. Makinayı açın, UÇ/TORÇ/GAZ göstergesi yanıp sönüyor.
1. Koruma kabı monte edilmemiş, güç kaynağını kapatın, monte edip düzgün biçimde vidalayın daha
sonra güç kaynağını açın.
2. Uç yada elektrot uygun bağlanmamış, güç kaynağını kapatın, koruma kabını düzgün biçimde monte
edip vidalayın daha sonra güç kaynağını açın.
D. Makina bir kaç dakika çalıştıktan sonra sıcaklık gösterge lambası yanıyor.
1. Hava akışı tıkalı, makina üzerindeki hava akış hattını kontrol edip sorunu giderin.
2. Fan tıkalı, kontrol edip sorunu giderin.
3. Makina aşırı ısınmış durumda yaklaşık 5 dakika soğumasını sağlayın. Makinanın Çevrim Oranından
(Bölüm 2 deki teknik parametrelere bakın) fazla çalışmadığından emin olun.
4. Giriş voltajı normal aralığın üzerinde, uygun voltaj seçin (Bölümde yer alan uygun voltaj
parametrelerine bakınız).
5. Makinada arızalı parçaları servise başvurun.
5.1.2 Pilot ark sorunları
A. Arkı torcu tetiğe basıldığında torç arkı ateşlemiyor.
1. Sistem “SET” moduna ayarlı, sitemi “RUN” moduna alın.
2. Torç parçaları hasarlı, torç parçalarını inceleyin ve gerekirse değiştirin.

11
3. Gaz basıncı çok yüksek yada çok düşük uygun seviyede ayarlayın.
4. Makinada arızalı parçalar servise başvurun.
B. Ateşleme sorunları
1. Gaz dağıtıcısı sökülmüş
2. Aşınmış torç parçaları, elektriği kesin. Torç koruma kabı, uç, starter kartuşu ve elektrotu söküp
inceleyin. Uç yada elektrot aşınmışsa değiştirin; son parça düzgün hareket etmiyorsa starter kartuşunu
değiştirin; çok fazla sıçrama varsa koruma kabını değiştirin.
3. Makina sorunlu. Servise başvurun.
C. Torç tetiğine basılıyor, pilot arkı, kesme pilotuna dönmüyor. Güç göstergesi yanıyor; Gaz akışı
Fan çalışıyor.
1. Torç ve güç kaynağı arasında yanlış bağlantı, torç kablolarının güç kaynağına düzgün bağlandığından
emin olun.
2. İş kablosu parçaya bağlanmamış, yada bağlantı zayıf, şasi kablosunun iş parçasının temiz bölümüne
bağlandığından emin olun.
3. Makinada arızalı parçalar servise başvurun.
4. Arızalı Torç, tamir edin yada teknik servise başvurun.
D. Kesme işlemi sırasında ark kesiliyor, tetiğe basıldığında yeniden başlamıyor.
1. Güç kaynağı aşırı ısınmış, (OC/OT lamba yanıyor), cihazın en az 5 dakika soğumasını sağlayın.
Makinanın çevrim oranından fazla çalışmadığından emin olun. Çevrim oranları için Bölüm 2 ye bakın.
2. Gaz basıncı çok düşük (UÇ/TORÇ/GAZ lambası tetiğe basıldığında yanıyor), kaynağı kontrol edin en
az 65 psi / 4.5 bar; ayarlayın.
3. Torça parçaları aşınmış, torç koruma kabı, uç, starter elemanı ve elektrodun değiştirilmesi gerekir.
4. Makinada arızalı parçalar servise başvurun.
5.1.3 Kesme Sorunları
A. Gaz akışı yok; güç lambası yanıyor; Fan çalışıyor
1. Gaz borusu bağlı değil yada basınç çok düşük gaz bağlantısını kontrol edin. Gaz basıncını ayarlayın.
2. Makinada arızalı parçalar servise başvurun.
B. Düşük kesme çıkışı
1. Yanlış kesme akımı ayarı (A) kontrol edip uygun akımı ayarlayın.
2. Makinada arızalı parçalar servise başvurun.
C. Torç kesme yapıyor ancak kesme kalitesi kötü
1. Akım kontrol ayarı (A) düşük, akım ayarını artırın.
2. Torç iş parçası üzerinde çok hızlı hareket ediyor hızı düşürün.
3. Torçda aşırı yağ ve nem, torcu temiz yüzeyden yaklaşık 3mm uzakta tutun yağ ve nem oluşumunu
gözlemleyin. Gazda kalıntı veya tortu varsa ilave filtrelemeye ihtiyaç duyulabilir.
4. Hava basıncı eksik. Hava basıncı ve akışını kontrol edin uygun konumda ayarlayın.
12
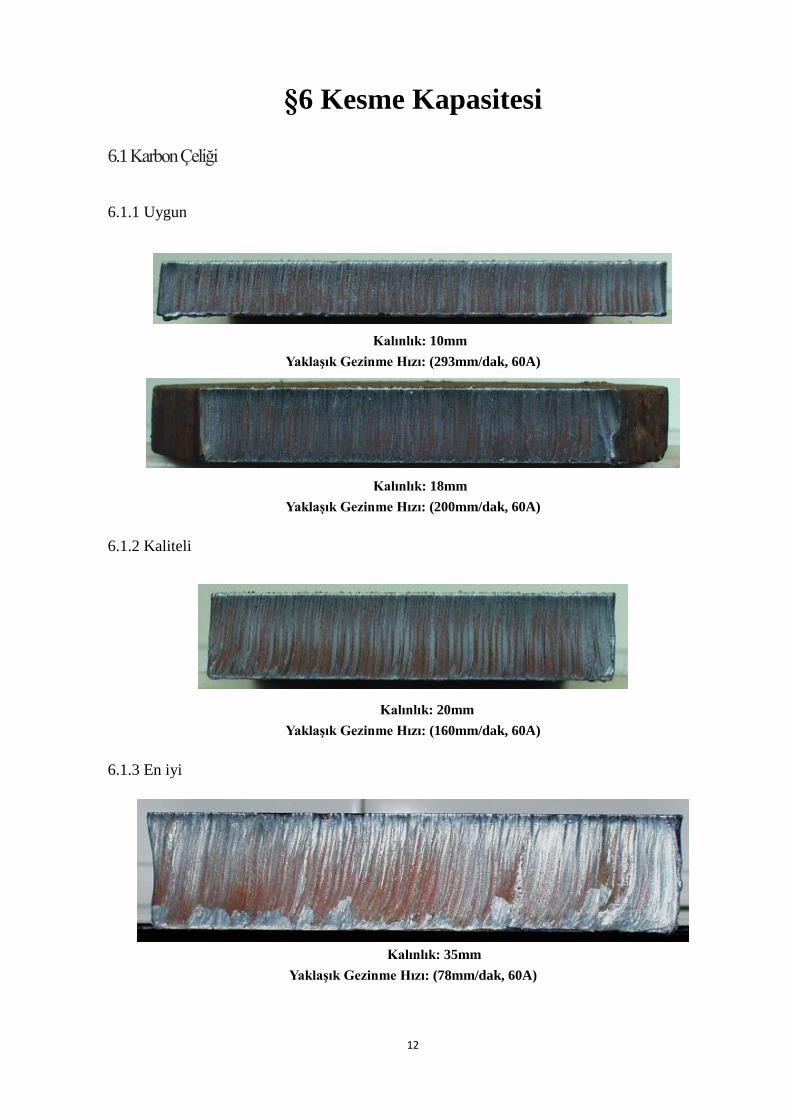
§6 Kesme Kapasitesi
6.1 Karbon Çeliği
6.1.1 Uygun
Kalınlık: 10mm
Yaklaşık Gezinme Hızı: (293mm/dak, 60A)
Kalınlık: 18mm
Yaklaşık Gezinme Hızı: (200mm/dak, 60A)
6.1.2 Kaliteli
Kalınlık: 20mm
Yaklaşık Gezinme Hızı: (160mm/dak, 60A)
6.1.3 En iyi
Kalınlık: 35mm
Yaklaşık Gezinme Hızı: (78mm/dak, 60A)

13
6.2 Diğer malzemeler
Al
Kalınlık: 20mm
Yaklaşık Gezinme Hızı: (197mm/dak, 60A)
Cu
Kalınlık: 10mm
Yaklaşık Gezinme Hızı: (168mm/dak, 60A)
Cu
Kalınlık: 14mm
Yaklaşık Gezinme Hızı: (196mm/dak, 60A)

Ek 1: Elektrik devre şeması
3~380V
R1
R2
C3
R3
POWER1
Power2
D&T
WV10-lead socket
10-lead socket
D&T
POWER3 POWEROUT
Shorttest
F1
P
DRIVE
Rectifier Discrete IGBT Inverter
MUR absorbST
HVIN
K:Switch ST:Soft start C1、 C2:Main capacitanceL1:EMC inductance Tr:Main transformer D1、 D2:Fast recover diode
L:Main inductance P:Positive B1:Control transformerF1:Fan
Hall
Tr
Torch
K
Fuse
D1
D2
IGBT1
IGBT2
IGBT3
L
D2
D1
IGBT4
Main control
pilot control
Drive
Shorttest
POWEROUT
WA
D1
D2
R1
R2
C1
C2
C3
C4
C2
C1
Front panel
RED
AC
0V
230V
380V
BLACK
WHITE
BLUE
BLACK
BLUE
BROWN
BROWM
ORANGE
GRAY
WHITE
WHITE
YELLOW
FAN
11
22
33
44
55
66
L1
EMC
B1
Hall
QF
Air
QFGuntest
VM
F1
Pre.
QF:Air control valve VM:Barometer LG-60 Air plasma cutting machine
CUT/TEST
Absorb PCB
Air
YELLOW
415V

15
Ek 2: Torç parçaları ve bağlantı
şeması
NOT:
1. Lütfen kurulum esnasında elktrodu
uygun biçimde vidalayın, aşırı
sıkmayın.
2. Lütfen torç parçalarını komple monte
edin aksi halde çalıştıktan sonra alarm
ışığı yanar.

16
YETKİLİ SERVİSLER •ADANA ÖZ TEKNİK KAYNAK ORHAN YILMAZ YEŞİLOBA MAH.METAL SAN.SİT.19.SOK.NO:6 NOLU ÇARŞI NO:35-37 SEYHAN 0322 429 47 85 •ADAPAZARI ENGiN ELEKTRiK METiN ALAK MALTEPE MAH.ORHAN GAZİ CAD. (TEK YOKUŞU) ŞEHİT METİN AKKUŞ SOK.NO:19 0264 291 05 67 •ADIYAMAN EMEK BOBiNAJ MEHMET NURI AKASLAN ATATüRK BULVARI PTT KARşISI NO.153/A 0416 216 7566 •AFYON EMEK-İŞ BOBİNAJ RASİM MANAP DUMLUPINAR MH. MENDERES CD. KARAHİSAR APT. 0272 212 11 32 •AKSARAY KAYNAR HIRDAVAT ABDÜLKADİR KAYNAR SANAYİ MAHALLESİ 2013 SOKAK NO:1 0382 215 12 88 •ANKARA TEZCAN ELEKTRİK YARDIM TEZCAN 42/A SOK.NO:38 OSTİM 0312 354 80 21 •ANTALYA GÖKLER MAKİNA GÖKHAN GÖKLER ESKİ SANAYİ SİTESİ 676 SOK.NO.93 0242 343 21 29 •ÇANAKKALE SAHİN BOBİNAJ HASAN SAHİN İSTİKLAL CAD. NO:154 BİGA 0286 316 11 71 •ÇORUM ÖZKAN BOBİNAJ ÖZKAN SÖYLEYEN CEPNİ MAH. KUBBELİ CD. NO:77 0364 224 75 97 - 0364 22475 97 •DENİZLİ ÖRSLER BOBİNAJ SAMİM ÖRSOĞLU SEDEF CARŞISI NO.9-10 0258 261 42 74 •DİYARBAKIR VOLTAM BOBİNAJ SALİH SÜREN 1.SAN.SIT.B/5 BLOK NO.6 04122376021 •ELAZIĞ TEKSER TEKNİK SERVİS MUAMMER ATALAY SANAYİ SİT. 10. SOK. NO:4 0424 224 83 14 •ERZİNCAN ÜMİT ELEKTRİK HARUN SUDAS SANAYİ CARŞISI 767 SOK.NO.54 0446 223 09 59 •GAZİANTEP
ÇALIKOĞLU BOBİNAJ HAKAN ÇALIKOĞLU KUSGET B BÖLGESİ 31 CAD.NO.1 SEHİTKAMİL 03422356309 •HATAY PAK-İŞ ELEKTRİK MUZAFFER PAK ESKİ SANAYİ SİTESİ 2. CAD. NO:7 0326 215 64 73 •İSTANBUL (ANADOLU) PRATİK ELEKTROMEKANİK S. ALİ TUGANLI ALEMDAĞ CAD. RÜZGARLI SOK. NO:9/2 ÜMRANİYE 0216 344 03 50 •İSTANBUL (AVRUPA) KARDEŞLER BOBİNAJ SAİM DEMİRHAS CAĞLAYAN MAH.SİNAN PAŞA CAD.NO.5 CAĞLAYAN - K.HANE 0212 224 97 54 TEZCAN BOBİNAJ MEHMET TEZCAN FEVZİ ÇAKMAK MH. AHMET KOCABIYIK SK. NO:18/5 SEFAKÖY 0212 541 98 50 YILMAZLAR ELEKTRİK YILMAZ ÖMEROĞLU TERSANE CAD ABDÜLSELLAH SOK NO:8 KARAKÖY 0212 297 15 02 •KAHRAMANMARAŞ ELEKTRO-CENTER MURAT NACAR M.AKİF MH.R.TAYYİP E.BULVARI NO.102/B 0344 233 0096 ONUR BOBİNAJ MUSTAFA DİZİBÜYÜK YENİ SANAYİ SİTESİ 23. SOKAK NO:33 0344 236 10 24 ÜSTÜN BOBİNAJ MURAT ÜSTÜN YENİ SANAYİ SİTESİ 15.BLOK NO:4 ELBİSTAN 0344 413 64 93 •KOCAELİ İNCE MOTOR BOBİNAJ ERSİN İNCE HACIHALİL MAH. ZÜBEYDE HANIM CAD. NO:13 GEBZE 0262 646 46 15 BETA ELEKTRİK HAKAN SAYIM CURA KÜCÜKKÖRFEZ SANAYİ SİTESİ 202 BLOK NO: 30 0262 335 02 60 •MALATYA ÖZÜSTÜN BOBİNAJ BAYRAM CALBAY YENİ SAN.SİT.2.CAD.8.SOK.NO.7 0422 336 43 93 •SAMSUN AS BOBİNAJ KANİ ASAL SANAYİ SİT. AHİ EVRAN CAD. NO:38 55080 0362 238 09 66 UFUK BOBİNAJ ALI OSMAN ALTUNKAYNAK ESKİ SANAYİ SİTESİ TORNACILAR BLOKU 1.SOKAK NO:14 0362 238 07 40 •TOKAT ÇETİN ELEKTRİK BOBİNAJ EROL CETİN SAN.SİT.CAMİ ALTI NO.13 0356 214 63 07 •TRABZON DINC BOBİNAJ AYHAN DİNÇER BÜYÜKSANAYİ SİTESİ. SOSYAL HIZMET BİNASI NO:3-B 0462 325 22 02

Bakanlıkça tesbit ve ilan edilen kullanım ömrü 10 (On) yıldır. Bu süre yeterli teknik personel ve yedek parça tedarik süresidir.
ÜRETİCİ FİRMA
Shanghai WTL welding equipment manufacture Ltd.
Address:No.33 lianlin Road, Beicai industry district, New Pudong Aera, Shanghai