leverage wrench time - plant services · leverage wrench time ... the technician should be fully...
TRANSCRIPT

< Back Special Report | Page 1 Next >
LeveRage WReNch Time WiTh aSSeT iNfoRmaTioN
maNagemeNT
Sponsored by
• Find Room in Wrench Time
• Stick to the Roles
• Selecting Software for Asset
Information Management
Special RepoRt

Wasted time is the enemy of wrench time. When maintenance technicians spend excessive amounts of time gathering tools and parts, arranging spe-cialized equipment, searching for information or traveling to job sites, their value-added work time is constrained. In an ideal world, once a planner as-signs work, the technician should be fully equipped to focus on productive repairs and replacements, without undue lag time.
Realistically, it is impossible to achieve 100% wrench time. Often it ranges between 25% and 35%, although in industries with remote and highly distributed assets, the rate can be even lower. However, it is possible to find wiggle room in the rate by studying maintenance practices, imple-menting work planning and process improvements, and leveraging the benefits of asset management software and technologies.
THe sIgnIfIcance Of WRencH TIme Industrial organizations aim for high maintenance
productivity and efficiency in their efforts to secure safe and reliable asset performance. One example is Thomas & Betts (T&B) (www.tnb.com), whose 220,000-square-ft steel structures manufacturing facility in Hager city, Wisconsin, makes custom-engineered, meyer-branded steel tubular poles used for the transmission of electrical power. seventy-five million pounds of product are produced per year, according to Jeff Boigenzahn, plant manager.
fifteen of the plant’s 220 employees are in the maintenance organization. Boigenzahn believes their wrench time currently averages 30%, with the balance of the time spent on work planning, gath-ering parts, performing preventive maintenance tasks, and looking at schedules. “When something goes down, it takes time to find the root cause, diagnose the problem, determine the solution, and then if we don’t have the part on hand, we’ll go get it,” says Boigenzahn.
The ideal amount of wrench time is extremely
variable. In energy utilities, it depends on the net-work. “at a power generator in an urban environ-ment, less time is required to collect the necessary tools and parts, so the wrench time there is higher than it would be in a rural power district com-pany,” says Kristian steenstrup, vice president and research fellow for gartner. (www.gartner.com). “maximizing wrench time is significantly more important for transmission and distribution (T&D) than a generation utility because there is more preparation time and travel for T&D, and the pro-portion of wasted time could be much greater.”
similarly, maintenance service providers tend to have a high percentage of travel time. clayton In-dustries (www.claytonindustries.com), established in 1930, manufactures industrial steam generator systems for customers worldwide (figure 1). service contracts ensure that the purchased boilers receive preventive maintenance in accordance with the manufacturer’s specifications, and that emergency repairs are performed in an expedited fashion.
Find the Room in Wrench TimeStrategies to improve maintenance technician productivity

“Our technicians supplement our customers’ own maintenance organizations to ensure that their capital investment is protected,” says Larry smith, vice presi-dent and national service manager for clayton Industries. He oversees 40-45 field service technicians, 13 service branches, and two service depots throughout the United states and canada. The technicians follow a 65-point Pm checklist step by step, and they are available around the clock to respond to emergencies.
sTRaTegIes TO eLImInaTe WasTeD TIme
To increase wrench time, companies must focus on eliminating wasted time. at clayton Industries, travel time and the lag time waiting for parts are mini-mized by fully equipping the service technicians. “We carry a highly stocked service vehicle for each technician in order to optimize their time. If a needed part is not on the truck or at the branch site, we’ll ship it overnight from one of the service depots,” says smith. “The branches also help each other; parts are driven between branches or taken to an airport if necessary.”
In addition to common parts, the trucks are equipped with safety apparel and equipment, tools such as combustion analyzers, water treatment chemi-cals, and everything required for lockout/tagout, confined space, OsHa and other regulations.
Technician skills and maintenance strategies are the focus at T&B’s plant. “While we already have some of the lowest maintenance costs in the division, we would definitely like to raise our wrench time rate. a lot of it depends on the knowledge and experience of the individual technicians. When they know what needs to be done, less planning time is required,” says Boigenzahn.
The age of the equipment influences work assignments. The Hager city plant has been in operation since 1971 and some of its equipment is more than 40 years old. “for our older equipment, we rely on individuals who have become per-machine experts. for newer equipment, our technicians are gener-ally trained at the time of installation,” explains Boigenzahn. aging machines are subject to parts availability constraints. at some point, replacements are more timely and cost effective than repairs. “It takes longer to source older parts than we would like. We track the costs and the time it takes to get the machines up online, and we use that information to decide when to replace the equipment,” he adds.
suiting up in personal protective gear necessarily takes time away from wrench time. “We have a very good safety record, especially in maintenance,” says Boigenzahn. “We make sure that all the right protective gear is used, espe-cially for work with switchgear and electrical boxes.”
“at a power generator in an urban environment, less time is required to collect the necessary tools and parts, so the wrench time there is
higher than it would be in a rural power district company.”
steenstrup recommends tackling wasted time in the three phases of work:
1. Preparing for the job: gIs and gPs mapping tools and automatic vehicle locator (aVL) de-vices enable more sensible routing and sched-ules. Having an inventory system connected to planned and unplanned maintenance forecasts ensures tool and parts availability. Likewise, effective coordination ensures that specialized equipment is available at the right time and place, whether it’s a cherry picker, lift truck, or personal protective gear.
2. On the job: The ability to view the location of assets through gIs and accessing an accurate work history, detailed work instructions, and exploded parts view while on the job minimizes wasted time and ensures the job is completed correctly in one visit. “The likelihood of rework is increased when the equipment, condition, or parts are not as expected,” explains steenstrup.
3. after the job: Results should be recorded accu-rately and promptly after the repair, including what transpired, the condition of the equip-
ment and whether it is degrading. The data is useful for costing and historical purposes. ef-ficient routing to the next destination prevents lag time. steenstrup also recommends measur-ing job performance and rewarding those who work efficiently. “The quality of data recorded after an event is measurable and should be rewarded when done well. Rework is a sign of a lack of planning and penalties can be used to avoid it,” he says.
exTeRnaL facTORs PLay a ROLesome elements of wrench time may be beyond the control of the planner or technician. for instance, Pm tasks are subject to machine availability. “If there’s a hot job, then maintenance can’t get in there right away,” says T&B’s Boigenzahn.
clayton Industries has similar concerns (figure 2). “most often our schedule interruptions are cus-tomer-driven,” says smith. “If there is a production change that interferes with scheduled maintenance, we’ll reschedule the Pm to a later date. If a boiler breaks down, it becomes our top priority.”
In some respects, wasted time may be ingrained in the culture. steenstrup recalls a mining company that experienced a significant number of in-service equipment failures. “management suspected that the truck operators were not particularly concerned about breakdowns because they could sit in a warm coffee shop during repairs rather than driving around the frozen tundra,” he explains. “Work was repriori-tized to address Pms before repairs, and the opera-tors were incentivized for hours of operation in order to keep the equipment working as much as possible. Ultimately, the culture changed from breakdown/re-pair behavior to preventive maintenance behavior.”
UsIng sOfTWaRe TO manage TImeasset management software provides numerous opportunities to increase wrench time. It produces efficiencies in work planning, scheduling, and dis-patch processes. It allows the proper allocation of skilled resources and availability of parts, tools, and specialized equipment. It provides mobile access to asset information and produces reports that improve decision making.

T&B’s steel structures facility uses asset manage-ment software to facilitate Pm scheduling, manage tool crib inventory, and generate purchase requisi-tions to maintain adequate stock levels. The compa-ny is evaluating from a corporate standpoint whether to roll out the software to all plants and how to upgrade the software and information to be more sophisticated. “We’d like to keep up with the latest and greatest enhancements, like mobility, although in some respects we don’t think we’re a big enough facility to really need it even though it would be nice to have,” says Boigenzahn.
at clayton Industries, a proprietary system is used to track the company’s customers, assets, and service schedules. It is also used to determine what parts to keep in inventory. “We look at the historical customer base and determine what parts are needed to service normal wear and tear as well as the most common emergency work,” says smith. “We main-tain a lot of inventory but our service contracts are a big commitment.”
The spreadsheet-oriented tools are used outside
of the company’s mRP system, but clayton Indus-tries is in the process of implementing an eRP system that will consolidate and automate its work schedul-ing, inventory management, and reporting capabili-ties. “The eRP implementation will allow the tracking of a lot more information, ensure the Pms are per-formed on schedule, and support all invoicing. We’ll get monthly reports showing when Pm schedules are late and when it’s time for service contracts to be renewed,” say smith. “The inventory management side of the new system is also much better than what we currently have,” he adds. “It will take our inven-tory levels down to the truck stock area and we’ll be able to leverage min/max levels, automatic reorders, and other capabilities that we have been lacking. all of this will improve our wrench time. We are excited about getting the eRP up and running this calendar year.”
asset management software further reduces wasted time when assimilated with other technolo-gies. for instance, it incorporates aVL and gPs data to form route schedules, which are integrated
with maintenance work plans or customer service requests. It integrates the parts catalog and bill of materials, as well as equipment rental and booking processes with planned and unplanned work. On the job, integrated mobile devices provide remote access to asset information and accelerate data entry, elimi-nating paper-based recordkeeping.
condition-based maintenance is not good for equipment with particularly long lead times, such as equipment located in-ground or requiring specially-sourced
parts, because once the threshold is crossed, maintenance may be too late.
Figure 1. Technician adjusts the PLc controls on a clayton
Industries boiler.

One of the most promising developments is the emergence of remote-controlled asset management, which eliminates travel time. This is particularly important to plants with distant or hard-to-access assets.
acTIVe aPPROacHes ImPROVe ResULTs gartner’s steenstrup recognizes seven valid maintenance strategy approaches that range from tactical to strategic: run to failure, time-based preventive, usage-based preventive, condition based, predictive, reliability centered, and financially opti-mized. “I don’t see these as competing strategies but rather a progression of com-plexity, maturity and benefit,” he says. “Which approach is used depends upon the equipment and its condition.”
for example, run to failure ensures that equipment is not over-maintained, but it assumes a changeover can be made at the point of failing without catastrophic consequences to health and safety. condition-based maintenance is not good for equipment with particularly long lead times, such as equipment located in-ground or requiring specially-sourced parts, because once the threshold is crossed, mainte-nance may be too late. In these instances, predictive forecasting is better.
“I recommend building up a repertoire of the seven maintenance strategies and matching the strategy to the type of equipment and scenario,” says steenstrup. granted, not all companies are in a position to apply the highest-level strategies because it requires integrating operational technology and information technology.
“Realistically, it is impossible to achieve100% wrench time.”

clayton Industries’ customers are encouraged to prevent the need for wrench time. “all equipment is vulnerable to failure, but the failure rate is higher when there is no preventive maintenance. We recom-mend initiating preventive maintenance and holding to the manufacturer’s recommended Pm schedule as closely as possible,” says smith. “This will in-
crease the longevity of the equipment and ensure less unscheduled downtime and nonproductive time, because loss of production as we all know means loss of revenue.”
at T&B’s plant, intelligence-based decisions are improving wrench time. “We are using our software to track maintenance costs and help determine when it’s time to install new and improved equipment. at the moment, we have three key pieces of equipment in transition: a new cutting machine is coming in; automated welding on the long seam is being built; and an overhaul is scheduled for this summer,” says Boigenzahn. “These are major improvements, but there’s always something else to do; it’s just like own-ing a home.”
To prevent downtime, the plant depends on its employees to report when they see something going wrong. “We make sure that all maintenance cards are turned in. The cards get prioritized and the
equipment is fixed before a bigger problem can oc-cur,” explains Boigenzahn.
for plants looking to improve their wrench time, Boigenzahn recommends listening to your employees who run the machines and also to your maintenance personnel. “Use their guidance, in addition to your software’s data, to make good, solid decisions,” he says.
fInD THe WIggLe ROOm TO LeVeRage THe BenefITsThe benefits of increasing wrench time are substan-tial and the impact is felt organization-wide. greater workforce utilization and efficiency reduces mainte-nance costs and rework, and it improves uptime. It also enables strategic corporate objectives. Reinvest-ing wrench time savings in reliability initiatives will further extend the duration between failures and disruptions, positively affecting performance overall.
“For our older equipment, we rely on individuals who have become per-machine experts. For newer
equipment, our technicians are generally trained at the time of installation.”
Figure 2. Technician reads the gauges on a clayton Industries
boiler.

no matter how deeply we fall in love with sophisticated technology, such as modern cmms software, we are still very much reliant on humans to ensure we get the most out of our technology investments. many compa-nies fail to properly implement their cmms, even years after the official date of installation, because organiza-tional roles and responsibilities are not clear.
for example, what value is purchasing a cmms with comprehensive planning and scheduling function-ality when there is no clarity around three key roles: maintenance planner, scheduler, and coordinator? What use are sophisticated data analysis tools if there is no one knowledgeable and with sufficient time to as-sume the role of reliability specialist or lifecycle analyst? Why bother with advanced spare parts inventory man-agement features when there is no storeskeeper role to take advantage of them?
Parts I and II of this column will examine key main-tenance roles and responsibilities that are instrumental in maximizing the value from your cmms, in light of the guiding principles on how to make it all work.
gUIDIng PRIncIPLesThere are four basic rules presented below for ensuring that roles and responsibilities are taken seriously. al-though the list is short and to the point, it is incredible how many companies struggle to achieve consistent enforcement of these rules. a common problem, for example, occurs when there is no full- or even part-time storeskeeper responsible for spare parts inventory control. There may be good reason for not having a storeskeeper, not the least of which is inability to justify the salary expense such as on a midnight or weekend
shift where only a few maintainers are working. However, whether or not there is a storeskeeper
does not negate the need for proper inventory control processes, such as how stock is issued from stores. as well, the business rules that underline the processes are critical to follow, such as rules governing which information is required for data entry into the cmms and by whom. additionally, those people who go through the process and follow the business rules are de facto playing the role of a full-time storeskeeper and therefore have the equivalent responsibility. This includes being accountable for their actions or inac-tions. Thus, if spare parts are not properly signed out, what are the consequences? Why should a maintainer or supervisor playing the role of storeskeeper be treated any differently than someone in a full-time storeskeeper position?
Stick to the RolesWell-defined duties can maximize software benefitBy DaviD BeRgeR, p.eng.
THeRe aRe fOUR sImPLe RULes TO fOLLOW.1. stick to the process. Define the standard processes and responsibilities for
each role. ensure anyone taking on a given role has the prerequisite skills, and provide adequate training as you would for a full-time position. can a full-time admin person take on the maintainer role? Perhaps, if that person has the skills and training and is involved in executing the work. But most do not, which is one reason why it makes little sense for admin people to enter work order data on behalf of maintainers.
2. stick to the business rules underlying the process. Define the business rules that support the standard processes.
3. stick to the roles. When someone is playing the part of a given role, that per-son must not deviate from the processes, business rules, and responsibilities that are defined for that role. In other words, maintainers or their supervisors must not skip a few steps in the established storeskeeper processes because their “prime responsibility” is to get the equipment up and running. similarly, lead hands or working supervisors must be true to their roles as supervisors, even if they are also maintainers. They cannot pick and choose when and how to play their respective roles.
4. ensure accountability tied to KPIs. There should be rewards when KPIs rel-evant to a given role are exceeded, and consequences when there is a negative variance. management must show that they are tracking appropriate mea-sures for a role, and that they care about the results.
a common problem, for example, occurs when there is no full- or even part-time storeskeeper responsible for spare parts
inventory control.
Of prime importance is that employees understand what’s in it for them if they adhere to the four rules above. any of their legitimate complaints should result in perhaps a change to the processes or even reassignment of roles.
Key maInTenance ROLesalthough there may be other roles to consider, listed below and in Part II are the key roles in maintenance shops big and small. smaller shops may have fewer roles as full-time positions, but the roles never disappear regardless of the size of your maintenance operation. Only by properly defining roles and responsibilities, and by following the guidelines outlined above, will you be able to optimize the value de-rived from your cmms. Part II will provide some practical examples of how to deal effectively with multiple roles, especially in smaller maintenance shops and across multiple shifts in larger companies.
maintainer role: The maintainer role is responsible for executing the work as per instructions on the work order, as well as entering relevant data into the cmms. critical data to enter is time taken to complete the work, materials used, and problem/cause/action codes. In some maintenance shops, the maintainer is also responsible for estimating work, such as in a fleet maintenance environment or with third-party field service maintenance. Other important but softer responsibili-ties should be:
• ensure a “fair day’s work for a fair day’s pay”• maximize wrench time (for example, start and end the shift and breaks on
time, and use cmms as a troubleshooting guide)• ensure quality standards are met, balanced with meeting standard times• provide mentoring and knowledge transfer for more junior staff• share improvement ideas.The maintainer role does not include searching for parts, prioritizing jobs for
the week, preparing a warranty claim, discussing a potential work assignment proposed by operations, disciplining a fellow maintainer, or speaking to equip-ment vendors about a major recurring problem. If maintainers do these things, they must take on the roles for which they belong, and follow the four basic rules for each role assumed. This includes having relevant skills and training to properly accomplish the tasks.
supervisor role: The front-line supervisor role has three key responsibilities:• ensure maintainers have the right parts, tools, and information at the right
time, in order to execute the work efficiently and effectively• support, coach, and mentor maintainers, including assisting with problem
solving, removing bottlenecks, and on-the-job training• execute day-of scheduling, that is, setting priorities for work done by maintain-
ers in a given day.
Smaller shops may have fewer roles as full-time positions, but the roles never disappear regardless of the size of your maintenance operation.

Other responsibilities include:• ensure data accuracy• ensure adherence to standard operating procedures (SOPs)• ensure meet daily plan and KPIs, including quality and performance targets• manage by walking around for all shifts where responsible• reward good performance and take action when targets are not met.admin role: The admin or clerical role has slowly changed over time, in part due
to advances in cmms software and supporting hardware that facilitate data entry, analysis, and reporting. But more importantly, attitudes have shifted such that the reigning philosophy in management circles is “as close to source as possible.” This means maintainers should enter their own time data, supervisors should generate and approve their own end-of-shift variance reports, and planners should be pro-ficient in using the cmms analysis tools for generating and improving the mainte-nance program.
However, in some larger maintenance environments, there is still a need for the admin role with the following potential responsibilities:
• act as coordinator to the scheduler and supervisor roles• assist other roles with admin duties, such as coordinating with corporate
finance, HR, and IT• support all committees, including health and safety• perform typical clerical functions, such as filing or answering the phone,
and other light duties depending on departmental needs.
David Berger, P.Eng., is a contributing editor at Plant Services and partner at Western Management Consultants.
there should be rewards when Kpis relevant to a given role are exceeded, and conse-
quences when there is a negative variance.
any industry, enterprise or institution involved with large, complex assets needs the right technology to manage the design, construction and commissioning of these assets, and these systems need to carry over into the operations and maintenance (O&m) stages of the asset lifecycle.
This is the real goal of asset information manage-ment (aIm) software. While enterprise asset manage-ment (eam) involves managing the asset itself, aIm deals with the management of the information about the asset. The two go hand-in-hand, for reasons we will discuss in the course of this whitepaper.
We’ll address not only the importance of aIm to asset management, but define some key concepts and review the different ways the right enterprise
software system can facilitate aIm.
aLPHaBeT sOUPas is the case in any area where business and technology intersect, analysts have created a lot of acronyms to describe key concepts having to do with asset Information management. To start with, let’s define and demystify these acronyms.• DOM: Design, Operate, Maintain. This acronym
refers to the three different stakeholders in asset management, all of whom access and use asset data and therefore must be included in aIm pro-cesses and systems. Design refers to thosewho de-sign and redesign plants and power grids and other fixed assets. Operate refers to those involved in day-
to-day operation of these assets – the people who ensure they are producing paper, electricity, natural gas, or whatever deliverable they are designed to produce. maintain refers, of course, to the mainte-nance departments and maintenance contractors who make sure that these assets are in good health. Organizationally, these functions are performed by separate departments within a company or even by separate companies acting as contractors to the asset owner. for instance, some companies have internal engineering departments, but more frequently a manufacturer or other industry will have external contractors doing this work. With the exception of companies that outsource all opera-tions and maintenance activities, operations and
Selecting Software for AIM: Asset Information ManagementBy christian Klingspor, product Manager, iFS aB
maintenance are separate departments, and even between these internal groups, communication is often constrained. DOm refers to the practice of including all three of these groups in aIm practices, and ensuring that asset data can flow freely between the engineers who design the asset, the plant workers who operate the asset and the maintenance staff that keep the asset running and oftentimes modify the asset or the definition of the asset.
• CALM: collaborative asset Lifecycle management. While DOm describes the universe of people who need to have access to asset data, caLm deals with how they should communicate during their interactions. caLm would include the process of setting up and defining rules about not only about how engineering, operations and maintenance should communicate and collaborate and how asset information should be exchanged form a technical standpoint, but deals as well with the legal documentation and agreements in contracts about how services are to be delivered during the asset lifecycle.
• ALM vs CALM: asset Lifecycle management and collaborative asset Lifecycle management. aLm defines how you manage the asset over its lifecycle – start-ing with the decision to create an asset, continuing on through its design and operation and maintenance, extending through refits and lifecycle extensions and ending with the informed decision to decommission the asset or take it out of operation.
caLm therefore refers to the practice of managing the asset collaboratively with the various stakeholders involved in the asset lifecycle. When you start to talk about caLm, the most important difference is that because part of the activities involved in the asset lifecycle are being outsourced, you need to facilitate col-laboration between these companies so they can successfully manage that asset as or more efficiently than if they were all part of the same company, in the same department and on the same enterprise software system.
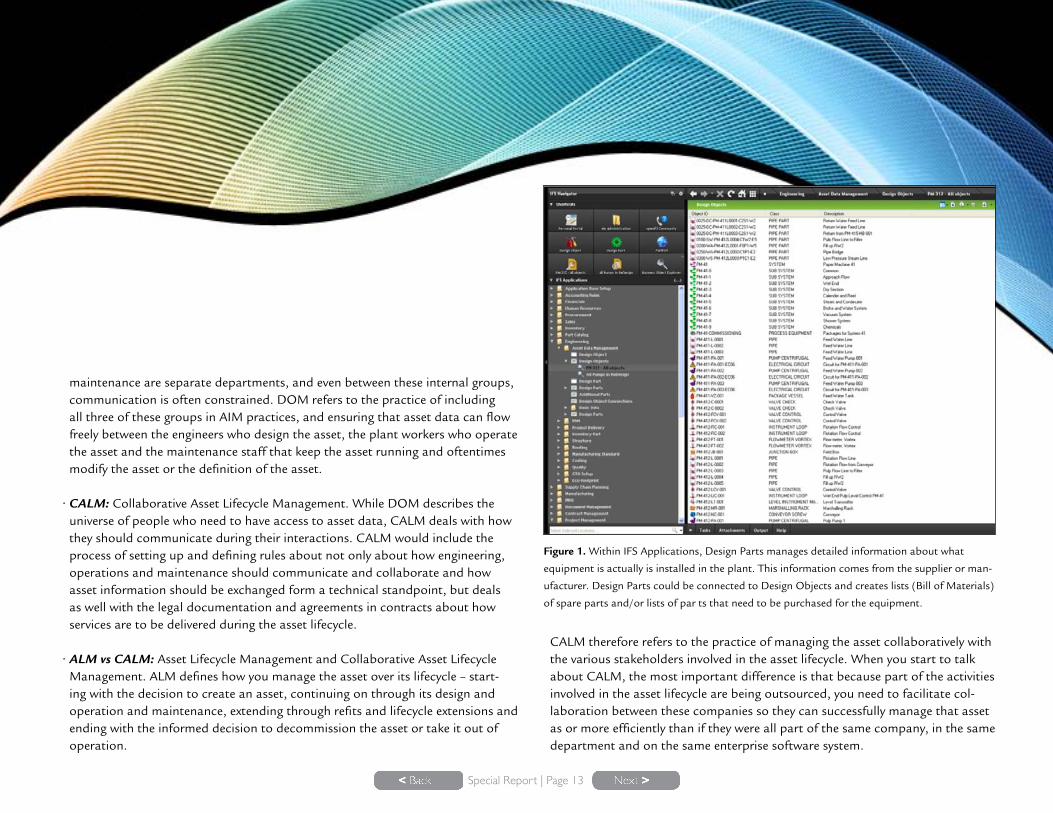
Figure 1. Within Ifs applications, Design Parts manages detailed information about what
equipment is actually is installed in the plant. This information comes from the supplier or man-
ufacturer. Design Parts could be connected to Design Objects and creates lists (Bill of materials)
of spare parts and/or lists of par ts that need to be purchased for the equipment.
• AIM: Asset Information Management. aIm is the discipline of taking control of all the information regarding an asset. If we are talking about a single asset, or a small number of simple assets with few components, this is not very demanding. But the types of industries and utilities Ifs serves are deal-ing with large and complex assets, resulting in an incredible amount of information that needs to be managed. This includes not only entire plants and production lines, but asset structures and data on different objects that are performing work in your plant, like pumps, valves, motors, conveyors. each of these has an independent lifecycle and indepen-dent maintenance history and other documentation, including spare parts lists, operating instructions, technical drawings and schematics. Being in control of all of this information and being able to use it strategically to manage the asset for maximum re-
turn on investment, is the essence of aIm.This becomes even more complicated when you ex-tend this management process over the entire lifecycle of the asset. aIm might be a lot simpler if asset man-agement involved simply procuring a new production facility. That would simply involve handing over your requirements to a contractor who would execute the project. But in real life, that plant is never a static, unchanging asset. changes are made during ongoing maintenance, and projects both small and large are commissioned to expand, reconfigure or change the utility of the asset. as soon as you do major modifi-cations to the plant, the need for a well-thought out aIm process and underlying technology becomes clear. Typically, you need to operate and maintain the plant while you are simultaneously completing redesign -- or you might have several redesign projects underway at the same time. some of these proj-
ects might be short-term, relatively simple projects to increase efficiencies in a plant. Others might be longer-term, complex projects designed to increase production capacity or add new processes or product capabilities. In the midst of these myriad projects, it is still critical for those operating and working on the asset to have access to the right asset informa-tion at the right time, even as that information is in a constant state of flux.
TecHnOLOgy fOR aImWe have established, so far, that aIm is a demanding discipline that really requires advanced technology that not only keeps track of constant changes to the asset, but provides the right asset information to the various stakeholders involved in the asset lifecycle. But in evaluating software designed to facilitate aIm, what should executives in asset-intensive industries look for?
But in real life, that plant is never a static, unchanging asset. changes are made during ongoing maintenance, and projects both small and large are commissioned to expand, reconfigure or change the utility of the asset. as soon as you do major modifications to the plant, the need
for a well-thought-out aiM process and underlying technology becomes clear.

An information supply chain. One general characteristic of a quality aIm software tool is the ability to deliver the right asset information to the right asset stake-holder, in the right format, at the right time. In referring to this capability, we at Ifs have been using the term information supply chain. as is the case with the manufacture of a product, the asset information is being produced somewhere and should be delivered to specific individuals, for instance to an internal depart-ment engaged in developing as-maintained documentation on a production line, or to the supplier or to the outside contractor working on that production line refit. Later, you will deliver that asset information from the design engineers back into the maintenance system and to the various scaDa systems and control
systems involved in running the plant. Down the road, it may also be necessary to hand that information off to yet another contractor when the plant is redesigned or expanded.
There are various technologies that can comprise this information supply chain … document management being perhaps among the most important. after all, what we are talking about when we discuss aIm is hundreds of thousands of documents that are constantly being revised and have a lifecycle of their own, starting as preliminary drafts and eventually becoming obsolete.
Asset Management. To put these documents into context, an enterprise applica-tion ought to include some type of asset management system. asset manage-ment functionality will organize asset information by the different equipment and organizational structures that make sense for that plant, connecting assets to the correct documents for easy retrieval, tying, for instance, each piece of equipment with things like spare parts list, repair history, and as-designed, as-built and as-maintained documentation.
An open architecture. It is also important that an aIm application be open from the standpoint of being able to easily exchange data with other systems, either by import, export or integration. after all, your aIm application is not just a matter of having a tool to manage and maintain the information. It should also allow you to standardize how you are defining and structuring information and how you are identifying the different characteristics of your assets is also important. and then, you should be able to share that structured data with engineering and main-tenance contractors or other stakeholders involved in your asset lifecycle.
Figure 2. Within Ifs applications, Design Objects and its Design Part lists can be transferred
directly into a project. This is achieved in a tab called eRmPL (engineering Register material
Planning). This is really useful functionality for engineer, procure, construct contractors.

Data Standardization. standardization of asset information is the key to true asset lifecycle management. standardization initiatives have been around for several years starting back in the early eighties with domain-specific and regional initiatives like ssg - Pulp & Paper industries in scandinavia, sTeP aP212 - electrical engi-neering in the energy sector, and nORsOK - norwegian Offshore standard. Other efforts include various sTeP-initiatives, like aP221 -- which attempted to achieve broader coverage but never gained any real momentum – and most recent initia-tives like IsO 15926, which appears to be moving towards global acceptance. If end users like owner-operators and engineer, procure construct (ePc) contractors enforce the standards and require software vendors to provide tools that comply to the standard, handover to/from engineering and operations will become much simpler, and all stakeholders will benefit. IsO 15926 that consists of seven parts. Parts 1, 2 and 4, which standardize lifecycle data for process plants, formalize how assets are identified and how asset information is structured so the same terminol-ogy can be used consistently, are already in finalized form. This will ensure that owner-operators and their contractors are speaking the same language, thereby preserving the value of data as it flows between their organizations and enterprise software environments. some companies, including those affiliated with asset management organization fIaTecH, have already adopted parts of IsO 15926 and are working towards accelerated, broad adoption. customers are already asking Ifs if Ifs applications supports this standard. Our response is that there are several levels of compliance, the first being the ability to configure the software according to the reference data model and classification defined in part 2 and 4 of the IsO standard.
We can certainly support IsO 15926 from this standpoint. But this standard also includes implementation methods for the integration of distributed systems
defined in part 7 that, when finalized, will create an industry-wide standard for as-set information as it passes between asset stakeholders. When this part is finalized and becomes widely adopted, enterprise systems vendors like Ifs will be able to support it in the core application.
Figure 3. Within Ifs applications Design Parts can be opened in Thumbnail view, which makes
easy to find information on specific parts. Design Objects, Design Parts, Documents and Bill of
materials can be exported/imported using aIIm and sent to third part engineering systems in an
xmL document or xLs document.

That means that for the time being, asset own-ers will have some collaborative upfront work to in defining the format of data they exchange with their suppliers and how they go about exchanging it. This communication will encompass the definition of the aIm system that is in place, including the types of equipment classes will you use (pumps valves ,, etc.) and characteristics for technical data like pressure, dimensions and weight, to make sure all parties are speaking the same language. This helps ensure that information delivered from a contractor using Intergraph or Bentley can be successfully imported to the owner’s eam program, and vice versa, making vendor- independent integration a lot easier even in the absence of a final IsO standard.
Flexibility. How flexible is the aIm system? can it be configured to comply with either your existing com-pany standard for taxonomy of your asset and struc-tures? This will definitely be important if you have existing plants that already have their own number-ing and documentation systems. If you are choosing and implementing aIm for a new asset, you have a little more freedom to set up the equipment struc-
tures in a completely new way. The more flexible an application is, the better it will handle the various situations you may find yourself in over the years … situations ranging from migrating an existing plant onto the new aIm system, setting up a system for a completely new plant or entering new industries or disciplines that require the aIm software to be reconfigured, expanded upon or changed.
Complete functionality. an asset management system consists of several parts, the most indispensable being an asset register or engineering register with document management. Because they are respon-sible for maximizing asset value over time, the asset owner will have more complex needs and will therefore require a more complete solution than others involved in the asset lifecycle. more complete solutions also offer functionality for:• Contract management. This will help handle com-
munication and legal matters between the asset owner and other entities involved in the asset life cycle including engineers, construction contractors and subcontractors and maintenance companies.
• Project management. The entire lifecycle of the a
set can be considered one long project, and proj-ect management tools can help with big-picture asset decision making. Project management tools will also help track and follow up the many proj-ects being undertaken within a plant or on other assets on an ongoing basis.
• Maintenance. If you are an asset owner, you will want maintenance functionality like work orders and tools for predictive and preventive mainte-nance.
cOncLUsIOnWhile the asset owner typically needs a more robust aIm solution than others involved in the asset life-cycle, this might be changing. as some asset owners move towards outsourcing maintenance to service providers, that vendor then needs deeper mainte-nance and asset lifecycle functionality so they can maximize the value they deliver over the asset lifecycle. If the asset owner is in a position to open up their enterprise system to this vendor through portals or integrations, that can be one way to avoid the com-munication challenges that can stem from outsourc-ing. extending an enterprise system to encompass a

maintenance vendor can, for instance, ensure the vendor has access also to real-time information on fault reporting, and that equipment history and as-maintained documentation stays with the asset owner.
engineers and ePc contractors’ core need will be for the asset register – but rather than a running repository of asset data, they will use it more as a place-holder as they identify and define the different elements of the project. If they employ subcontractors on their projects, they will also want contract management functionality, and a sales contract management solution will help them with job estimating.
more and more ePc contractors are expanding into aftermarket service, and upon delivering an asset like an offshore oil rig, might remain involved as a maintenance and support contractor. This means that the data contained in their engineering register will be invaluable as it will give them inside knowledge of the asset which amounts to a competitive advantage.
some ePc companies may even structure their initial engineering and fabrica-tion project to produce calculated loss because they know that change requests and aftermarket services will deliver enough revenue to make up for the shortfall. In this case, even an ePc contractor needs comprehensive, cradle-to-grave asset information capabilities.
Christian Klingspor is Product Manager for Maintenance and Engineering with IFS AB. He has more than 20 years of experience in developing and implementing solutions for Asset Lifecycle Management covering plant design, document management, maintenance management and process automation.He came to IFS through its 1997 acquisition of IDOK.
Harness advanced Design, Operate Maintain thinking in YOUR plant!In his paper Realize the Benefits of Design, Operate Maintain Thinking Today, IFS Senior AssetLifecycle Management Advisor Christian Klingspoor describes how maintenance, operationand plant design are merging into DOM—a new discipline that will transform your operation.
ow many problems and inefficienciesresult from poor communication between the people maintaining our
facility, the people operating the organization andthe people responsible for designing new and rebuilt production facilities. In this importantdocument, Klingspoor writes:
“The ideal DOM workflow involves a collaborative process in which maintenanceand operational histories are freely availableto design, and plans and specifications arefreely available to operators and maintenance personnel even as a project is planned.
“Imagine that a portion of your plant is beingrebuilt, and the plans are integrated into yourasset management system. If you see that new
pumps and compressors are being planned toreplace existing mechanicals, it may make senseto forego rebuilds or other maintenance on theequipment that is about to be decommissioned.
“Moreover, because you know the new specifi-cations, you can begin ordering spare parts andother supplies for the equipment being installed be-fore it is even in place. And the day your new or re-built production facility goes live, you can have anexcellent understanding of its inner workings.”�
Christian Klingspoor is a Senior Advisor in the area
of Asset Lifecycle Management with IFS AB, a world
leader in component-based enterprise applications.
H
Request your copy today. Call IFS
North America at888.437.4968.
And learn more about IFS EAM functionality
at Plant Services’CMMS/EAM
selection tool.

Throughout the world, Ifs provides industry-focused software solutions that help leading companies improve profitability, meet regulatory requirements, and take advantage of new business op-portunities. Ifs targets seven key industries: aerospace & defense, automotive, high-tech, industrial manufacturing, process indus-tries, construction & facilities management, and utilities & telecom.
Ifs applications™, Ifs’ suite of more than 60 web-based com-ponents, is the only true component-based enterprise solution on the market, enabling companies to deploy the software step by step as their needs and budget dictate.
Based on open standards, Ifs applications makes it easier to stay up-to-date with technology and to integrate with legacy sys-tems. and only Ifs offers total lifecycle management, helping com-panies maximize profitability over the lifecycles of their products, customers and assets.
While Ifs applications™ is often run as an enterprise-wide eRP system, Ifs enterprise asset management can be integrated with other enterprise-wide systems including saP. Ifs enterprise asset management delivers up-to-date decision-making data, supports the company’s strategic and operative processes, increases avail-ability and productivity and lowers lifecycle costs.
Ifs applications™ supports lifecycle management, allowing companies to better use and adjust their resources to maximize profit and achieve organizational goals.
During the design and construction of a new plant or asset, or during rebuilds to extend plant life, Ifs’ solution for plant design shortens the project timeline and ensures the enterprise asset data can be used to improve the project design as well as drive ongoing maintenance and operations initiatives to improve asset profitability.
about the sponsor