laser differential welding process control
TRANSCRIPT
School of Engineering + Technology
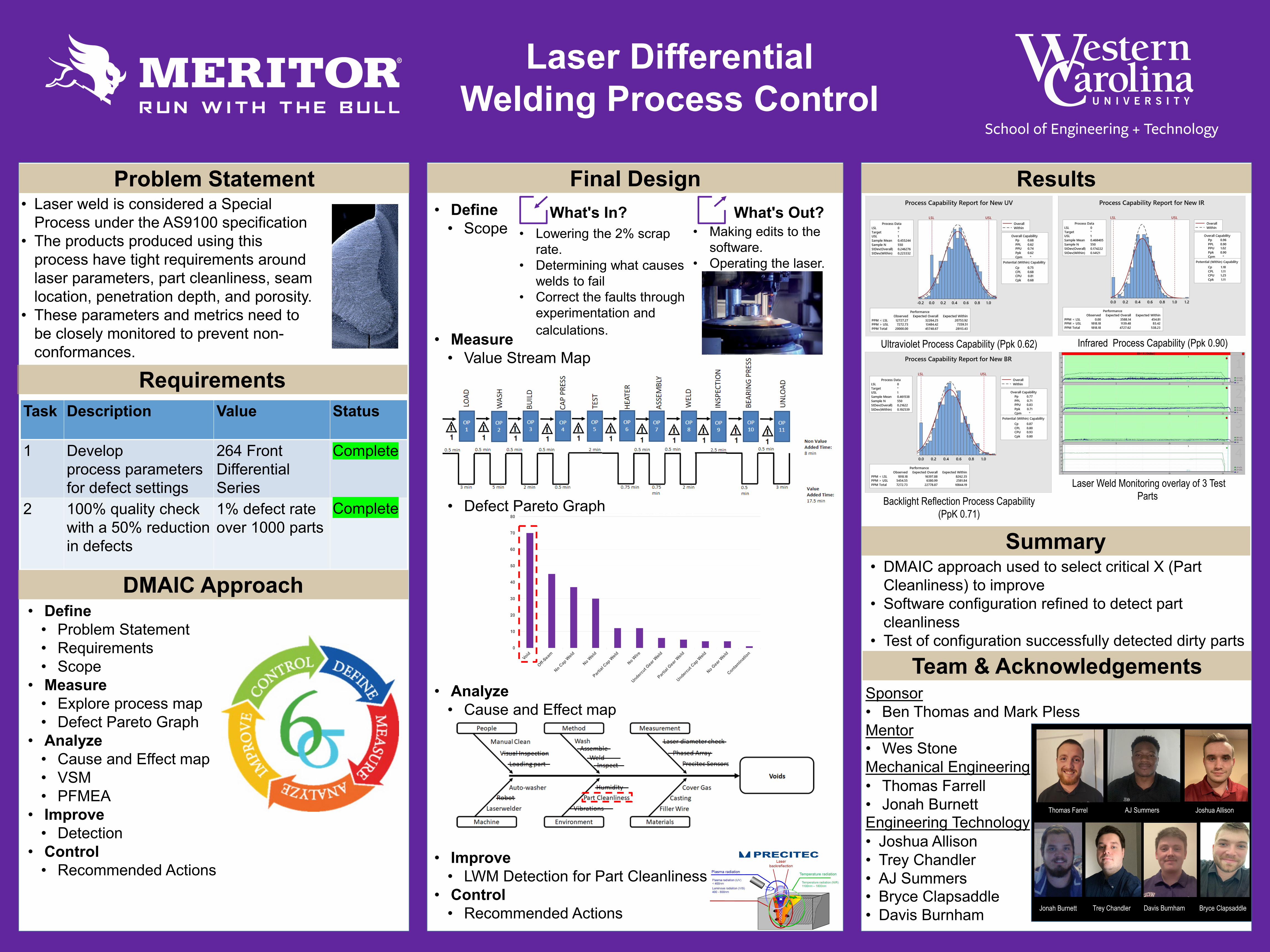
• Define• Scope
• Measure• Value Stream Map
• Defect Pareto Graph
• Analyze• Cause and Effect map
• Improve• LWM Detection for Part Cleanliness
• Control• Recommended Actions
Laser Differential Welding Process Control
Requirements
Problem Statement Results
Team & Acknowledgements
DMAIC Approach
• Laser weld is considered a Special Process under the AS9100 specification
• The products produced using this process have tight requirements around laser parameters, part cleanliness, seam location, penetration depth, and porosity.
• These parameters and metrics need to be closely monitored to prevent non-conformances.
• Define• Problem Statement• Requirements• Scope
• Measure• Explore process map• Defect Pareto Graph
• Analyze• Cause and Effect map• VSM• PFMEA
• Improve• Detection
• Control• Recommended Actions
Sponsor• Ben Thomas and Mark PlessMentor• Wes StoneMechanical Engineering• Thomas Farrell• Jonah BurnettEngineering Technology• Joshua Allison• Trey Chandler• AJ Summers• Bryce Clapsaddle• Davis Burnham
Summary• DMAIC approach used to select critical X (Part
Cleanliness) to improve• Software configuration refined to detect part
cleanliness• Test of configuration successfully detected dirty parts
Task Description Value Status
1 Develop process parameters for defect settings
264 Front Differential Series
Complete
2 100% quality check with a 50% reduction in defects
1% defect rate over 1000 parts
Complete
• Lowering the 2% scrap rate.
• Determining what causes welds to fail
• Correct the faults through experimentation and calculations.
What's In? What's Out?• Making edits to the
software.• Operating the laser.
Final Design
Thomas Farrel AJ Summers Joshua Allison
Click to add text
Jonah Burnett Trey Chandler Davis Burnham Bryce Clapsaddle
Backlight Reflection Process Capability(PpK 0.71)
Ultraviolet Process Capability (Ppk 0.62) Infrared Process Capability (Ppk 0.90)
Laser Weld Monitoring overlay of 3 Test Parts