laser beam machining of porous woodceramics
TRANSCRIPT

P1: PKR
Journal of Porous Materials KL533-04-Hata December 30, 1997 16:34
Journal of Porous Materials 5, 65–75 (1998)c© 1998 Kluwer Academic Publishers. Manufactured in The Netherlands.
Laser Beam Machining of Porous Woodceramics
KEISUKE HATAChiba Polytechnic College, Chiba 260, Japan
KIYOTAKA SHIBATAAomori Polytechnic College, Goshogawara 037, Japan
TOSHIHIRO OKABE AND KOUJI SAITOIndustrial Research Institute of Aomori Prefecture, Hirosaki 036, Japan
MASAHISA OTSUKAShibaura Institute of Technology Faculty of Engineering, Tokyo 108, Japan
Received May 7, 1997; Revised August 12, 1997; Accepted August 15, 1997
Abstract. Laser beam machining was tested as a practical method for machining porous woodceramics (WCS). Ablack carbonized layer is generally formed on the processed surface when woody materials are processed with laserbeam machining. This problem does not occur on the WCS because they are burned. The processed surface tem-perature during laser beam machining can be estimated from the relationship between the burning temperature andC and O2 component concentrations. Burning (scorching) on the processed surface decreases slightly as the feedspeed of the workpiece increases. WCS are more easily processed with laser machining after being burned, usingpulse oscillation to reduce the thermal influence.
Keywords: woodceramics, porous carbon, laser beam machining, burning temperature, carbon content
1. Introduction
In the materials field, there is a strong need to developenvironmentally-friendly materials. The WCS, porouscarbon materials developed by Okabe [1] is an exampleof an environmentally-friendly material. These porouscarbon materials are made by impregnating wood (orwoody materials), which is a plant material, with phe-nol resin and burning it at a temperature from 300 to2800◦C. Woodceramics have the following superiorcharacteristics [1]:
(1) Used papers or woods as well as thinning tree(smoll log) can be reused as raw materials, (2) no en-vironmental pollution is caused by wastes, (3) gaseswhich generate during carbonizing at high temperature
can be collected to produce wood vinegar liquid, (4) re-cycled wood or woody materials can be used as raw ma-terials, (5) apparent density is very low (0.6–1.1 g/cm3)because of porous structure and (6) manufacturing costis not expensive. The WCS are superior in heat re-sistance, abrasion resistance, and corrosion resistanceand offer tremendous potential as functional materialssuch as electromagnetic wave shielding materials, fric-tion materials, heat insulating materials and structuralmaterials.
In order to use porous brittle materials for structuralor other applications, they must be made to a specifiedshape, dimensions, and surface roughness, and it is im-portant to establish a processing method that enablesthis to be achieved. Cutting, grinding, water jets, lasers,

P1: PKR
Journal of Porous Materials KL533-04-Hata December 30, 1997 16:34
66 Hata et al.
and electric discharge machining can be used to pro-cess WCS. Laser beam machining has an advantage ofquick, accurate processing but there is a risk of a changeof surface properties due to the heat generated, and thedetails on how the surface properties are changed byheat generation in laser beam machining have not beenclarified. Therefore, in this research we investigatedhow laser beam machining is applicable to WCS.
The benefits of laser machining when WCS is used asan industrial material in consideration of the character-istics of WCS (for example, WCS are brittle materialsand are influenced by burning such as by deformation)are as follows:
— Materials can be processed to a smooth finish, andthe shape can be controlled.
— Less dust is produced.— No large force is needed to fasten the workpiece.— Materials can be processed more efficiently.
Optical energy, which is specific to lasers, is con-verted to thermal energy in laser beam removal ma-chining, and there have been several studies on itsapplication to wood processing [2–5]. However, thethermal energy converted from optical energy burns(scorches) the wood or woody materials during pro-cessing. In making WCS, the raw materials are changedto black carbon materials, so the burning (scorching)during laser processing does not adversely affect thecolor. However, WCS are always made via the burn-ing process for carbonization, and their properties maybe subjected to thermal influences depending on thetemperature of burning.
The suitability of a surface processed with laserbeam machining is generally evaluated by checkingfor thermally influenced layers, measuring the rough-ness, or checking the surface visually. In this research,we tested an evaluation method based on the burning(scorching) degree for the suitability of the processedsurface.
Figure 1. Manufacturing process of woodceramics. Laser beam cutting was performed at either stage denoted by arrows.
A remarkable feature of WCS in the manufactur-ing process is that vertical change (reduction) in thedimensions and weight during burning of raw materi-als (medium-density fiber board) is exactly equal to thehorizontal change. This is shown previously by the rela-tionship between the burning temperature (e.g., 1000◦Cor less, or 1600◦C) and dimensions and weight [6]. Al-most the same reduction ratio is always obtained [6].Therefore, processing of WCS after burning may bepossible. In consideration of this, in this paper we in-vestigate mainly the following issues regarding howa processed surface is influenced by the thermal en-ergy converted from the optical energy of the laserbeam:
(a) Relationship between burning temperature andcomponent concentration.
(b) Relationship between processing condition andproperties of processed surfaces of materials with-out being impregnated with phenol resin and with-out being burned.
(c) WCS laser beam machining properties.
2. Experimental Methods
2.1. Influence of Burning Temperature on Carbonand Oxygen Concentrations in WCS
Figure 1 shows the typical WCS manufacturing pro-cess. We used an ultrasonic resin impregnation systemto impregnate medium-density fiber board (MDF; air-dried density: 0.66; moisture content: 8.5%) made ofthe needle-leaf tree Pinus radiata, with phenol resin(PX-1600, Honen Corporation), dried it at 135◦C, andthen burned it at temperatures ranging from 300 to2800◦C. We used MDF to minimize the influence ofaeolotropy.
We used an SEM/EDS analyzer (scanning electronmicroscope JSM-5200, Hihon Electronics), energy-dispersive X-ray analysis device (JED-210), and

P1: PKR
Journal of Porous Materials KL533-04-Hata December 30, 1997 16:34
Porous Woodceramics 67
mini-cup type EDS detector (Si(Li) detector) to ana-lyze the WCS and obtained component concentrationsi.e., carbon and oxygen relative weight percentages (re-ferred to as carbon concentration and oxygen concen-tration hereafter).
2.2. Influence of Processing Conditionson Processed Surfaces of Materials beforeBurning i.e., without Being Impregnatedwith Phenol Resin
When a laser beam is focused on wood, the part near thecenter of the beam is rapidly vaporized and the prop-erties of the part surrounding the vaporized part arechanged by the thermal energy. In other words, heat-ing causes carbonization and deterioration. These phe-nomena depend on the laser beam contact time (contactbetween beam and wood). The change in wood occursbecause wood absorbs laser energy and becomes hotvery quickly, the part near the center of the beam isgasified quickly, and heat is transferred in the neigh-borhood. This change occurs very quickly (the tem-perature gradient is sharp in a very small region) andso the temperature at which the carbonization anddeterioration occur is difficult to estimate accurately[7].
On the other hand, when wood temperature is in-creased by the laser energy heat source the wood iscarbonized and deteriorated. When the supply of heatis stopped and the wood is cooled, the wood prop-erties change very little thereafter. Also, the wooddoes not change back to the pyrolysis status be-fore the peak temperature increases. In other words,the property change (carbonization process) causedby the heat is not reversible [8]. We therefore usedthe SEM/EDS analyzer and X-ray analysis to mea-sure component concentration (carbon concentration)and evaluate the burning (scorching) degree from theconcentration. We also used the relationship betweenburning temperature and carbon concentration to esti-mate the temperature at which the surface is burned(scorched) in the laser beam machining. To checkhow the conditions of CO2 laser beam machining in-fluence the properties of the processed surface, weused processing conditions as parameters and cut anMDF specimen (120× 50× 12 mm, without phe-nol resin impregnation) at 5 mm from the end in thelongitudinal direction (rectilinear processing). The pa-rameters were output wave form, laser power, feed
Table 1. Machining conditions for testing theeffect of feed speed of workpiece on the surfacefeature of MDF.
Laser power (W) 1000
Output wave form CW∗
Frequency (Hz) 200
Pulse duty (%) 100
Feed speed of workpiece (mm/min) 300–1500
Assist gas N2
Assist gas pressure (MPa) 0.05
Lens focus (mm) 123
Defocus distance (mm) ±0
Nozzle diameter (mm) 2.1
∗CW: continuous wave.
Table 2. Machining conditions for testing theeffect of frequency and pulse duty of laser beamon the surface feature of MDF.
Laser power (W) 500
Output wave form PW∗
Frequency (Hz) 100–500
Pulse duty (%) 30, 50
Feed speed of workpiece (mm/min) 300
Assist gas N2
Assist gas pressure (MPa) 0.05
Lens focus (mm) 123
Defocus distance (mm) ±0
Nozzle diameter (mm) 2.1
∗PW: pulse oscillation wave.
speed of workpiece, frequency, and pulse duty, aslisted in Tables 1 and 2. We used the SEM/EDSX-ray analysis device and surface roughness tracer(Surfcom 470A, Tokyo Seimitsu, measuring point:5 µmR/90-degree cone) to evaluate processed sur-faces.
2.3. WCS Laser Beam Machining Properties
Two types of CO2 laser beam machines were used inorder to cut (rectilinear processing) WCS specimens(120× 70× 9 mm, density: 0.66 mg/m3) made byimpregnating MDF made of Pinus radiata with phenolresin and burning it at 800◦C. Their specification aresummarized in Table 3.
P1: PKR
Journal of Porous Materials KL533-04-Hata December 30, 1997 16:34
68 Hata et al.
Table 3. Machining conditions for testing the effectof output wave form the surface feature of MDF-basedwoodceramics.
Type of machine I II
Output wave form CW∗ PW∗∗
Laser power (W) 1000 1000
Frequency (Hz) 300 300
Pulse duty (%) 100 36
Feed speed of workpiece (mm/min) 500 300
Assist gas N2 N2
Assist gas pressure (MPa) 0.05 0.08
Lens focus (mm) 123 185
Defocus distance (mm) ±0 ±0
Nozzle diameter (mm) 2.1 2.1
∗CW: continuous wave.∗∗PW: pulse oscillation wave.
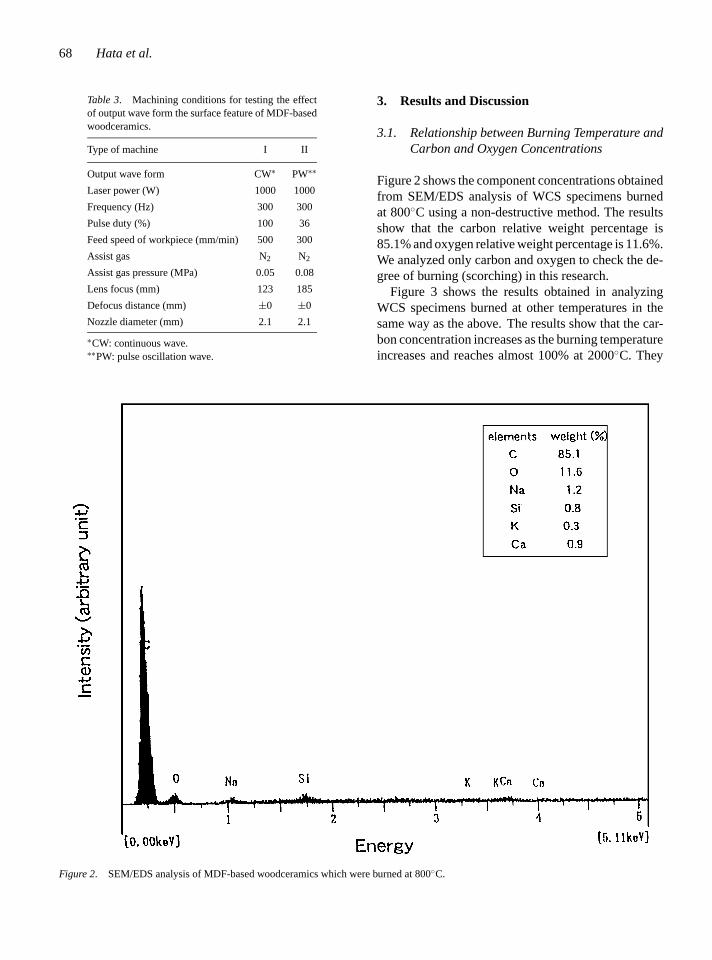
Figure 2. SEM/EDS analysis of MDF-based woodceramics which were burned at 800◦C.
3. Results and Discussion
3.1. Relationship between Burning Temperature andCarbon and Oxygen Concentrations
Figure 2 shows the component concentrations obtainedfrom SEM/EDS analysis of WCS specimens burnedat 800◦C using a non-destructive method. The resultsshow that the carbon relative weight percentage is85.1% and oxygen relative weight percentage is 11.6%.We analyzed only carbon and oxygen to check the de-gree of burning (scorching) in this research.
Figure 3 shows the results obtained in analyzingWCS specimens burned at other temperatures in thesame way as the above. The results show that the car-bon concentration increases as the burning temperatureincreases and reaches almost 100% at 2000◦C. They

P1: PKR
Journal of Porous Materials KL533-04-Hata December 30, 1997 16:34
Porous Woodceramics 69
Figure 3. Content of carbon and oxygen as a function of burningtemperature.
also show that the oxygen concentration decreases asthe burning temperature increases and reaches almost0% at 2000◦C. This relationship between burning tem-perature and carbon and oxygen concentrations can beused to estimate the temperature of unthermoformedMDF under laser beam machining.
3.2. Processing before Burning
3.2.1. Relationship between Feed Speed of Workpieceand Carbon Concentration. We evaluated how theprocessed surface is burned (scorched) in laser beammachining under the conditions in Table 1 from thecarbon concentration. Figure 4 shows the results ob-tained when evaluating a processed surface by drawinga line between the upper, central, and lower layers inthe direction of beam incidence. The results show thatthe carbon concentration increases only slightly in theorder of the upper layer, central layer, and lower layerat any feed speed of workpiece.
The carbon concentration in the upper layer is lowerthan the central and lower layer at any feed speed ofworkpiece. The carbon concentration is high indicatinga high degree of burning (scorching) in the central layerand especially in the lower layer. We believe this isbecause the irradiation shape specific to the laser beamwidens downward from the focus point, the laser beamstrength attenuates depending on the thickness of thespecimen and also the beam is absorbed in the specimen
Figure 4. Relation between feed speed of workpiece and carboncontent (power: 1000 W).
by irregular reflection, and burning (scorching) thusoccurs due to the accumulation of this heat.
Assist gas generated at the same time as laser beamirradiation also influences the properties of the pro-cessed surface (both flow rate and pressure of the assistgas influence them). The assist gas removes the gasgenerated during processing and other products andprevents the wood from becoming overheated, thus in-fluencing the processing quality considerably. We pro-pose that the assist gas suppresses the upper layer ofwood under processing from burning and smoothly re-moves the gas generated due to burning in this layer,but the pressure of the assist gas decreases and hence itsability to remove the gas and product decreases, caus-ing burning (scorching) as the laser beam advances inthe wood.
The results in Fig. 4 also show that the carbon con-centration decreases by 10% when the feed speed ofworkpiece increases from 300 to 1500 mm/min. Thetemperature of the processed surface can be roughlyestimated to be 300 to 400◦C based on the relation-ship between the burning temperature and componentconcentration (Fig. 3).
3.2.2. Relationship between Laser Power and Car-bon Concentration. Figure 5(a) shows the relation-ship between feed speed of workpiece and component

P1: PKR
Journal of Porous Materials KL533-04-Hata December 30, 1997 16:34
70 Hata et al.
(a) (b)
(c)
Figure 5. Relation between feed speed of workpiece and carbon content in (a) upper region, (b) central region, and (c) lower region.
concentration in the upper layer of a processed sur-face for output of 500, 750, and 1000 W. See Table 1for other processing conditions. The relationship in-dicates that the component concentration is not sig-nificantly dependent on the output. The componentconcentration also changes by only about 1% or less asthe output changes at any feed speed of workpiece,
which also indicates that the output has no influ-ence. The same result is obtained for the central layer(Fig. 5(b)) and lower layer (Fig. 5(c)). However, thecarbon concentration in the lower layer is higher thanthat in the upper and central layers generally. We pro-pose that the carbonization degree of a processed sur-face is influenced by the feed speed of workpiece,

P1: PKR
Journal of Porous Materials KL533-04-Hata December 30, 1997 16:34
Porous Woodceramics 71
Figure 6. Relation between feed speed of workpiece and surfaceroughness in upper region.
or time during which heat affects the materials beingprocessed.
Figure 6 shows the relationship between the feedspeed of workpiece and surface roughness (center linemean roughness: Ra). The figure indicates that theroughness decreases as the feed speed of workpiece in-creases. It also indicates that there is no differencebetween the 500 W output and 750 W output in surfaceroughness but the roughness for the 1000 W output isslightly worse than that for the 500 W and 750 W out-puts. This was observed in all the layers. Generally, thethermal influence on a processed surface is more inde-pendent on the roughness of the surface at a lower feedspeed of workpiece. However, the materials are porous,and whether the obtained roughness value depends ononly the processing or whether it also depends on poresin the materials is not clear. This needs to be investi-gated in detail based on roughness waveform analysis.
3.2.3. Relationship between Laser Beam Pulse Duty(Oscillation Frequency) and Carbon Concentration.Figure 7 shows the evaluation of properties of surfacesprocessed in pulse oscillation wave in Table 2. Theywere evaluated from the carbon concentration. The fig-ure shows that the carbon concentration is almost thesame for different oscillation frequencies. It also showsthat the carbon concentration is almost independent ofpulse duty.
Figure 7. Carbon content as a function of frequency and pulse dutyof laser beam.
3.3. Laser Beam Machining after Burning
In the test in Section 3.2, MDF is processed with laserbeam machining before being burned. However, laserbeam machining is also used as one of the machiningmethods for WCS. WCS is originally brittle, and a pro-cessed surface may be cracked and brittle damage mayoccur due to thermal stress during laser beam machin-ing [9–11]. WCS is as brittle as or even more brittlethan ceramics, so we investigated the applicability oflaser beam machining.
Figures 8 and 9 show processed surfaces and inci-dence planes of WCS burned at 800◦C observed withan optical microscope after laser beam machining un-der conditions I and II in Table 3. Figure 8 shows thatthe temperature gradient is sharp and cracks, which canbe clearly recognized visually, are caused by thermalstress propagating downward from the incidence planebecause the oscillation mode is continuous wave (CW)and heat input is severe. It also shows a thermally influ-enced layer on the laser beam incidence plane. Figure 9shows that the heat input is controlled in comparisonwith CW and thermal influence on the incidence planeis suppressed because pulse oscillation wave (PW) isused.
Figures 10 and 11 show SEM photographs of MDFsurfaces burned after processing in CW and PW, re-spectively. For comparison, Fig. 12 shows a surfaceburned at 800◦C after processing with a machine having

P1: PKR
Journal of Porous Materials KL533-04-Hata December 30, 1997 16:34
72 Hata et al.
Figure 8. Micrographs showing the surface feature of laser beam machined MDF: (a) the machined surface, (b) the upper surface which isperpendicular to the incident beam.
circular saw which is generally used for processing be-fore burning. Wood fibers are not observed clearly andalmost no pores are recognized in the surface processedin CW in Fig. 10 compared to the surface shown inFig. 12.
Also, glassy carbon, which is changed from phe-nol resin impregnated between fibers and into fibertubes, is melted by laser beam thermal energy to forma kind of molten-frozen layer on the surface in Fig. 10.Figure 11 shows that the thermal influence on the

P1: PKR
Journal of Porous Materials KL533-04-Hata December 30, 1997 16:34
Porous Woodceramics 73
Figure 9. Micrographs showing the surface feature of laser beam machined MDF: (a) the machined surface, (b) the upper surface which isperpendicular to the incident beam.
structure becomes less severe when laser beam ma-chining in PW is used.
The layer formed from melted glassy carbon needsto be investigated in more detail. Heat also influencesthe structure in PW but we propose that the thermal
influence on the processed surface can be suppresseddepending on the processing conditions in PW moreeffectively than in CW. To suppress cracking in laserbeam machining of brittle materials, a method us-ing the pulse width and peak output as parameters is

P1: PKR
Journal of Porous Materials KL533-04-Hata December 30, 1997 16:34
74 Hata et al.
Figure 10. SEM micrograph showing the surface structure of MDF-based WCS which were machined by laser beam of continuous wave mode.
Figure 11. SEM micrograph showing the surface structure of MDF-based WCS which were machined by laser beam of pulse oscillation wavemode.
Figure 12. SEM micrograph showing the cross section structure of MDF-based woodceramics which were burned at 800◦C.

P1: PKR
Journal of Porous Materials KL533-04-Hata December 30, 1997 16:34
Porous Woodceramics 75
introduced [12]. In this research, we used a pulse widthof 1.2 ms and peak output of 2.8 kW. We will reporton the influence by pulse width, peak output, and assistgas pressure in PW in another paper.
4. Conclusions
(1) Laser beam machining is applicable to wood-ceramics before burning (without impregnation byphenol resin).
(2) The maximum temperature to which the workpieceis heated during laser machining can be estimatedfrom the carbon concentration.
(3) Carbon concentration on woodceramics decreasesas the feed speed of workpiece increases but is al-most independent of the output wave form. Thesurface roughness decreases only slightly with in-crease in the feed speed of workpiece.
(4) Pulse oscillation wave mode is more suitable forlaser beam machining of burned woodceramicsthan continuous wave mode.
References
1. T. Okabe (Ed.), New porous carbon materials,Woodceramics(Uchidarokakuho, 1996).
2. N. Hattori, A. Ide, S. Kitayama, and M. Noguchi, J. JapanWood Res. Soc.37(8), 766–768 (1991).
3. N. Hattori, T. Matano, H. Okamoto, and K. Okamura, J. JapanWood Res. Soc.34(5), 417–422 (1988).
4. T. Arai and D. Hayashi, J. Japan Wood Res. Soc.38(4), 350–356 (1992).
5. T. Arai and D. Hayashi, J. Japan Wood Res. Soc.40(5), 497–503 (1994).
6. T. Okabe, Docteral thesis, New porous carbon material,Wood-ceramics(The University of Tokyo, 1995).
7. T. Arai, H. Kawasumi, and D. Hayashi, J. Japan Wood Res.Soc.25(8), 543–548 (1979).
8. T. Arai and H. Kawasumi, J. Japan Wood Res. Soc.25(12),763–770 (1979).
9. N. Morita, T. Watabe, and K. Yoshida, J. Japan Inst. Mech.Eng.57, 1749–1754 (1991).
10. R.J. Wallace, M. Bass, and S.M. Copley, J. Appl. Phys.59,3555–3560 (1986).
11. S. Tezuka and M. Yoshikawa, J. Japan Soc. Prec. Eng.56,317–322 (1990).
12. S. Hiramoto, J. Japan Soc. Weld.61, 678 (1992).