lab name: - · web viewdepartment of mechanical engineering, bengaluru-560078 vision of the...
TRANSCRIPT

FOUNDRY AND FORGING LABORATORY MANUAL
III Semester (MEL38)
DAYANANDA SAGAR COLLEGE OF ENGINEERINGAccredited by National Assessment & Accreditation Council (NAAC) with ’A’ Grade
(An Autonomous Institution affiliated to Visvesvaraya Technological University, Belagavi &
ISO 9001:2008 Certified)MECHANICAL ENGINEERING DEPARTMENT
SHAVIGE MALLESWARA HILLS , KUMARASWAMY LAYOUTBENGALURU-560078
Name of the Student :
Semester /Section :
USN :
Batch :

Lab name: FOUNDRY AND FORGING LABORATORY [2016]
(Backside of cover page)
Vision of the Institute
To impart quality technical education with a focus on Research and Innovation emphasising on Development of Sustainable and Inclusive Technology for the benefit of society.
Mission of the Institute
To provide an environment that enhances creativity and Innovation in pursuit of Excellence.
To nurture teamwork in order to transform individuals as responsible leaders and entrepreneurs.
To train the students to the changing technical scenario and make them to understand the importance of Sustainable and Inclusive technologies.
ME Dept., Dayananda Sagar College of Engineering Bengaluru Page 2

FOUNDRYAND FORGING LABORATORY MANUALIII Semester (MEL38)
DAYANANDA SAGAR COLLEGE OF ENGINEERING(An Autonomous Institution affiliated to Visvesvaraya Technological University, Belagavi)
MECHANICAL ENGINEERING DEPARTMENTSHAVIGE MALLESWARA HILLS
KUMARASWAMY LAYOUTBENGALURU-560078
Name of the Student :
Semester /Section :
USN :
Batch :
Lab name: FOUNDRY AND FORGING LABORATORY [2016]
DAYANANDA SAGAR COLLEGE OF ENGINEERING(An Autonomous Institution affiliated to Visvesvaraya Technological University, Belagavi)
DEPARTMENT OF MECHANICAL ENGINEERING, BENGALURU-560078
VISION OF THE DEPARTMENT
To impart quality technical education with a focus on Research
ME Dept., Dayananda Sagar College of Engineering Bengaluru Page 3

Lab name: FOUNDRY AND FORGING LABORATORY [2016]
and Innovation emphasizing on Development of Sustainable and Inclusive Technology for the benefit of society.
MISSION OF THE DEPARTMENT To provide a platform that imparts scientific knowledge
and technical skills. To train students to demonstrate their technical and
managerial skills. To engage students in professional activities through
research, higher education and lifelong learning.
PROGRAMME EDUCATIONAL OBJECTIVES [PEOs]PEO-1: Graduates shall acquire the knowledge and competency for career in and related to Mechanical engineering.PEO-2: Graduates shall acquire the necessary skills to lead and manage professional teams.PEO-3: Graduates shall demonstrate their Engineering Profession by addressing Scientific and Social challenges. PEO-4: Graduates shall engage in Professional and Intellectual Development through Higher Education, Research and Lifelong learning in Engineering or related fields.
PROGRAMME SPECIFIC OUTCOMES [PSOs]PSO-1: PSO-2:
DAYANANDA SAGAR COLLEGE OF ENGINEERING(An Autonomous Institution affiliated to Visvesvaraya Technological University, Belagavi)
DEPARTMENT OF MECHANICAL ENGINEERING, BENGALURU-560078
FOUNDRY AND FORGING LABORATORY (SYLLABUS)
III SEMESTER B. E (ME)
ME Dept., Dayananda Sagar College of Engineering Bengaluru Page 4

Lab name: FOUNDRY AND FORGING LABORATORY [2016]
Sub. Code: IA Marks : Hrs/Week : Exam Hrs : Total Hrs: Exam Marks :
Course Objectives:
1 Illustrate the preparation of sand specimens2 Demonstrate the technique of mould making using the moulding tools3 Evaluate the properties of mould subjecting the specimen to mechanical testing4 Summarize the principles and methodology of carrying out the forging
operation
Syllabus:
PART – A 1. Testing of Moulding sand and Core sand Preparation of sand specimens and conduction of the following tests: 1 Compression, Shear and Tensile tests on Universal Sand Testing Machine. 2 Permeability test 3 Core hardness & Mould hardness tests. 4 Sieve Analysis to find Grain Fineness number of Base Sand 5 Clay content determination in Base Sand
PART – B 2. Foundry Practice Use of foundry tools and other equipments. Preparation of moulds using two moulding boxes using patterns or without Patterns. (Split pattern, Match plate pattern and Core boxes). Preparation of one casting (Aluminum or cast iron-Demonstration only)
PART – C 3. Forging Operations: Calculation of length of the raw material required to do the model. Preparing minimum three forged models involving upsetting, drawing and bending operations. Out of these three models, at least one model is to be prepared by using Power Hammer.
Course Outcomes:
1 Interpret results of sand testing for preparing sand mixture properties for mould making
2 Develop skills for mould making using mould making tools3 Demonstrate open die forging skills through use of forging tools4 Analyze casting parameters which requires engineering knowledge , design,
ME Dept., Dayananda Sagar College of Engineering Bengaluru Page 5

Lab name: FOUNDRY AND FORGING LABORATORY [2016]
production and environment aspects
DAYANANDA SAGAR COLLEGE OF ENGINEERING(An Autonomous Institution affiliated to Visvesvaraya Technological University, Belagavi)
DEPARTMENT OF MECHANICAL ENGINEERING
FOUNDRY AND FORGING LABORATORY (MEL38)
I - CYCLE
1. INTRODUCTION TO FOUNDRY
ME Dept., Dayananda Sagar College of Engineering Bengaluru Page 6

Lab name: FOUNDRY AND FORGING LABORATORY [2016]
2. PREPERATION OF SQUARE MOULD CAVITY
3. PREPERATION OF HEXAGONAL MOULD CAVITY USING TWO MOULD BOXES 4. MOULD PREPERATION USING SPLIT PATTERN
5. MOULD PREPERATION USING SOLID PATTERN
II - CYCLE
6. INTRODUCTION TO FORGING
7. TO OBTAIN A SQUARE BAR FROM ROUND ROD BY FORGING
8. TO OBTAIN A HEXAGONAL BAR FROM ROUND ROD BY FORGING
9.TO OBTAIN GIB HEAD KEY FROM A GIVEN ROUND ROD BY FORGING
III – CYCLE10. SIEVE ANALYSIS OF BASE SAND
11. TO FIND THE AMOUNT OF CLAY
12. TO FIND THE COMPRESSION STRENGTH
13. TO FIND THE SHEAR STRENGTH
14. TO FIND THE EFFECT OF WATER AND CLAY ON THE PERMEABILITY OF GREEN SAND
15. TO FIND THE PERCENTAGE OF MOISTURE IN GREEN SAND
16. TO FIND THE TENSILE STRENGTH OF THE CORE SAND
17. TO FIND THE BENDING STRENGTH OF THE MOULDING SAND
18. TO FIND THE SAND MOULD HARDNESS
19. TO FIND THE CORE HARDNESS OF THE GIVEN CORE
DAYANANDA SAGAR COLLEGE OF ENGINEERINGDEPARTMENT OF MECHANICAL ENGINEERING
BENGALURU – 560078
ME Dept., Dayananda Sagar College of Engineering Bengaluru Page 7
DO’sWear prescribed uniform & shoes which is compulsory. Tie loose hair (for girls ) eith clip / band.
Safety equipments like apron, gloves and helmet must be worn while doing smithy / hand forging and operating LPG fired furnace.Use prescribed tools while doing models, as instructed by teaching staff and instructors.Observation book shall be used for recording lab work, calculations etc.Practical record book should be completed and get it valued every week by teaching staff to comply with CIE (continuous internal evaluations) format.Safety instructions as applicable must be followed.

Lab name: FOUNDRY AND FORGING LABORATORY [2016]
Experiment No:________ Date:____________
Introduction to Foundry
ME Dept., Dayananda Sagar College of Engineering Bengaluru Page 8
DONT’sThe use of mobile/ any other personal electronic gadgets is prohibited in the laboratory.
Wear loose clothing, leave loose hair for girls.
Operate equipment without the consent of instructor.
Play with tools which may have sharp edges.
Absent from attending lab with valid reasons.
Give excuses for not bring the record.
Unsafe actions which may lead to accidents.

Lab name: FOUNDRY AND FORGING LABORATORY [2016]
Introduction to Foundry:
ME Dept., Dayananda Sagar College of Engineering Bengaluru Page 9

Lab name: FOUNDRY AND FORGING LABORATORY [2016]
Foundry is a manufacturing process where metal casting is produced. A shaped
cavity is formed in the sand bounded by cope and drag boxes. Molten metal is poured in to
the cavity through the spruce. After solidification, sand and metal are separated to get the
solid mass of metal which is called casting. Cavity corresponding to the component shape is
called as the mould. Mould is made out of refractory sand grains is called sand mould.
Moulding Sand Preparation
The constituents used for foundry sand preparation is
Silica sand or Base sand 70 – 80%Binder (Clay or Bentonite) 6 – 8 %Additive (coke Powder) 4 %Moisture (Water) 6 – 8 %
This sand is called green sand.
Dry Sand: Sand prepared without moisture.
Facing Sand: Sand used around the pattern.
Parting Sand: to avoid sticking of mould boxes, the dry silica sand is sprinkled between
two boxes is called parting sand.
Baking Sand: After taking castings from the sand, the sand left on the floor is called baking
sand. It is also called floor sand.
Core Sand: Sands used to prepare core, this contains high percentage of silica sand
Oil Sand: silica sand prepared by using oil binder
Molasses sand: sand prepared by using molasses as binders, used to prepare intricate
shape moulds.
FOUNDRY TOOLS:
Showel: It is used in mixing and conditioning of the sand by hand, and to transferring it to
the flask.
Hand Riddle: It consists of wooden frame fitted with a screen of standard wire mesh at the
bottom. It is used for hand riddling of sand to remove foreign materials from the sand.
Peen Ramer: It as a wedge shape in its bottom and it is used in packing of sand in pockets
and corners for uniformity.
Round Rammer: It is used after the peen rammer and it is used to strike the sand rigidly
ME Dept., Dayananda Sagar College of Engineering Bengaluru Page 10

Lab name: FOUNDRY AND FORGING LABORATORY [2016]
Strike-off Bar: It is flat bar made of wood or iron. It is used to Strike-off excess sand from
the top of mould box after ramming to provide a level surface.
Vent Wire: It is thin steel wire carrying pointed edge at one end and wooden handle at the
other end or bend. After ramming and strike of excess sand it is used to make small holes
called vents in the sand which help in escaping of a gases and steam during casting.
ME Dept., Dayananda Sagar College of Engineering Bengaluru Page 11

Lab name: FOUNDRY AND FORGING LABORATORY [2016]
Trowel: Trowel is used for finishing flat surfaces and joints in a mould. It is made of
different shapes like square, heart etc.
Slicks: They are used for repairing and finishing of mould edges after removing the pattern
from the mould and used to cut gates for flow of liquid metal in the mould.
Lifter and Cleaner: They are used to cut the mould to remove loose sand from the mould
cavity.
Draw Spike: It has loop at its end, used to draw pattern and shake the pattern in the mould
Swab: It is a fibre brush used to moisten the mould around the pattern before removing the
pattern from the mould.
Sprue pin: It is taper rod of wood which is embedded in the sand mould and later with
drawn to produce a hole called runner or raiser hole through which molten metal is poured
in to the mould.
Gaggers: They are bend pieces of wire, which are used for reinforcing downward
projection of sand mass in the cope.
Bellow: It is used to blow out the loose sands from the mould cavity.
Mould Boxes or flask: These boxes used in sand moulding, may be made of wood or cast
iron or mild steel .The lower box is called drag or upper box is called cope. If three boxes
are used, intermediate box is called cheek.
Laddle: They are used to receive the molten metal from the melting furnace, and are used
to pour the molten metal in to the mould.
Crucible:
They are made of refractory materials like silicon carbide or graphite. They are used in
melting metals and alloys.
ME Dept., Dayananda Sagar College of Engineering Bengaluru Page 12

Lab name: FOUNDRY AND FORGING LABORATORY [2016]
Experiment No: __________ Date: ____________
Preparation of Square Mould CavityAim:
Prepare Square Cavity using single moulding box
Tools required:Mould Box, Showel, Peen Ramer, Round Rammer, strike-off bar, cleaner,
Square trowel, Steel scale
Operations:
Ramming, Cutting and Finishing operations
Procedure:
Prepare the sand and transfer the sand to working place using showel.
Take drag and keep it on the moulding table. Fill it with green sand and ram with
Peen Rammer and again fill the sand and ram with round rammer.
Remove excess sand from strike off bar
Spray parting sand and finish the surface with trowel
Mark the square on the surface using scale and vent wire.
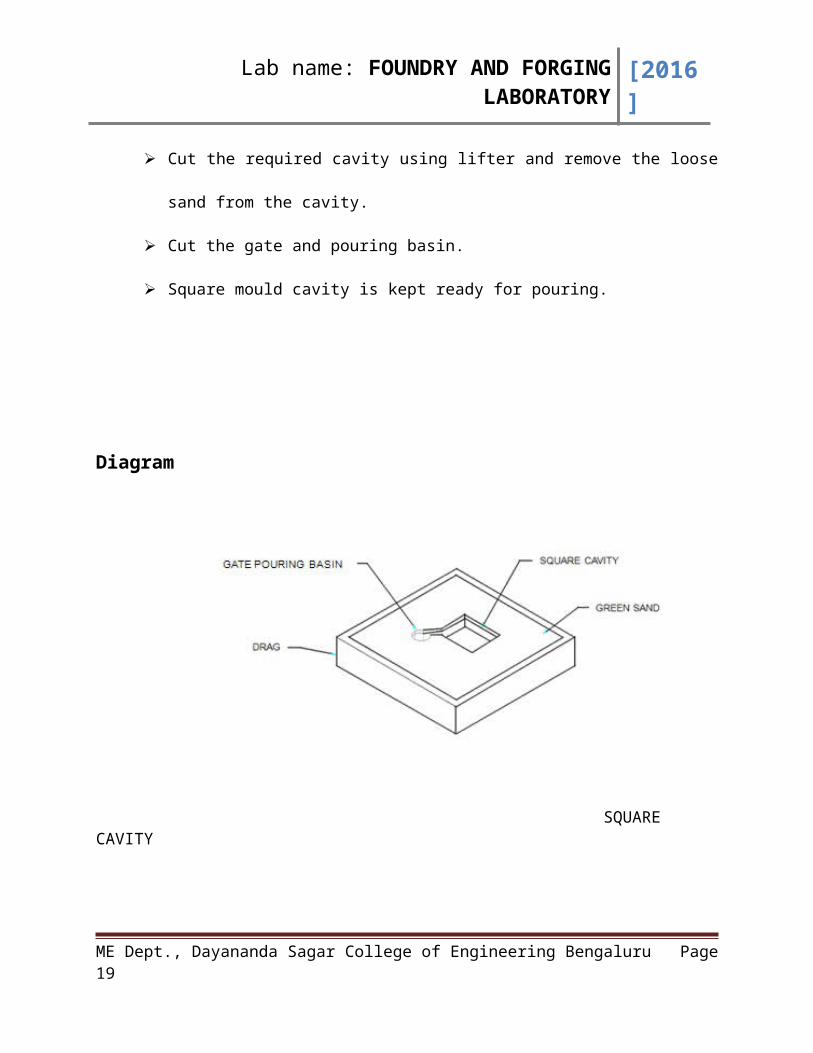
Cut the required cavity using lifter and remove the loose sand from the cavity.
Cut the gate and pouring basin.
Square mould cavity is kept ready for pouring.
ME Dept., Dayananda Sagar College of Engineering Bengaluru Page 13

Lab name: FOUNDRY AND FORGING LABORATORY [2016]
Diagram
SQUARE CAVITY
z
Results:
Skill for preparation of square cavity mould will be acquired.
ME Dept., Dayananda Sagar College of Engineering Bengaluru Page 14

Lab name: FOUNDRY AND FORGING LABORATORY [2016]
Applications:
Used in Foundry for manufacture of casting
Remarks :
Signature of Staff Incharge with date
ME Dept., Dayananda Sagar College of Engineering Bengaluru Page 15

Lab name: FOUNDRY AND FORGING LABORATORY [2016]
Experiment No: __________ Date: ____________
Preparation of hexagonal mould cavity using two mould boxes
Aim:Cutting a hexagonal cavity using two mould boxes.
Tools required:
moulding flask, hand rammer, trowel, leveller, strike off bar, cleaner, vent rod, scale, divider
Operations:
Ramming, Cutting and Finishing operations
Procedure:
Keep the drag on the table and fill it with moulding sand. First ram the sand with
flat head rammer, put more sand and rammed with round head rammer. Remove
the excess sand and finish the top surface of the mould using leveller and
trowels.
Sprinkle sand on the top of the finished drag mould. Draw circle of required
diameter on the top surface of the mould and inside the circle draw the hexagon
to the required dimension.
Now keep the open box on top of the drag box and keep the wooden sprue and
riser at appropriate location on the drag and fill the cope box with the moulding
sand and finish the cope box in the same manner as that of the drag box.
Lift the cope box and keep it inverted position on the table. Now using the sand
lifter remove the sand from the mould to get the desired shape that is round
finish of the mould after outing the gate in this position.
ME Dept., Dayananda Sagar College of Engineering Bengaluru Page 16

Lab name: FOUNDRY AND FORGING LABORATORY [2016]
Diagram
CASTING
ME Dept., Dayananda Sagar College of Engineering Bengaluru Page 17
Lab name: FOUNDRY AND FORGING LABORATORY [2016]
Results:
Skill for preparation of hexagonal cavity mould will be acquired.
Applications:
Used in Foundry for manufacture of casting
Remarks :
Signature of Staff Incharge with date
ME Dept., Dayananda Sagar College of Engineering Bengaluru Page 18
Lab name: FOUNDRY AND FORGING LABORATORY [2016]
Experiment No: __________ Date: ____________
Mould Preparation using Split Pattren
Aim: To prepare a mold using split Pattern
Tools required:
Shovel, moulding box, hand rammer, strike off bar, trowel, lifter, sprue pin, split
pattern.
Operations:
Ramming, Cutting and Finishing operations
Procedure:
Prepare the moulding sand by separating the foreign materials by riddle.
Transfer the green sand to the working place
Keep the drag on the table and place the lower part of the split pattern at
the centre of the drag. Fill it with green sand and ram the sand with round
head rammer and remove excess sand using strike off bar and finish the top
surface using trowel.
Spray parting sand on the top of the drag and fix the other half split pattern
to the drag.
Put the cope, riser and runner and fill up the sand and ram with hand
rammer. Remove excess sand, make vent hole to remove air.
ME Dept., Dayananda Sagar College of Engineering Bengaluru Page 19

Lab name: FOUNDRY AND FORGING LABORATORY [2016]
Separate the mould boxes and remove the pattern by using vent wire, cut
the cavity using cleaner. Prepare pouring basin gate
Assemble cope and drag which is kept ready for pouring.
Diagram:
Results:
Skill for preparation of mould cavity using split mould pattern will be acquired.
Applications:
Used in Foundry for manufacture of casting
ME Dept., Dayananda Sagar College of Engineering Bengaluru Page 20

Lab name: FOUNDRY AND FORGING LABORATORY [2016]
Remarks :
Signature of Staff Incharge with date
ME Dept., Dayananda Sagar College of Engineering Bengaluru Page 21

Lab name: FOUNDRY AND FORGING LABORATORY [2016]
Experiment No: __________ Date: ____________
Mould preparation using Solid PatternAim:
To prepare a mould using solid pattern (Pelton Cup).
Tools required:
Shovel, moulding box, hand rammer, strike off bar, trowel, lifter, sprue pin,
pelton cup pattern.
Operations:
Filling up the sand, ramming the sand, leveling the sand, marking, cutting,
finishing.
Procedure:
Keep the drag box on the table and place the given pattern (pelton cup) in
the drag. Fill up sand and ram it properly.
Using straight leveller, sand is levelled.
Tilt the drag box and sprinkle parting sand.
Place the other half of the pelton cup and place the runner and riser. Fill the
sand in cope and ram it properly.
Remove the runner and riser. Prepare vent holes.
Remove the cope and place it on the table and ram it to obtain the pattern
(pelton cup).
Cut the ingate in the drag. Assemble the two mould boxes which is ready to
pour the molten metal.
ME Dept., Dayananda Sagar College of Engineering Bengaluru Page 22

Lab name: FOUNDRY AND FORGING LABORATORY [2016]
Diagram:
PELTON CUP CASTING
Results:
Skill for preparation of mould cavity using solid mould pattern will be acquired.
Applications:
Used in Foundry for manufacture of casting
ME Dept., Dayananda Sagar College of Engineering Bengaluru Page 23

Lab name: FOUNDRY AND FORGING LABORATORY [2016]
Remarks :
Signature of Staff Incharge with date:
ME Dept., Dayananda Sagar College of Engineering Bengaluru Page 24

Lab name: FOUNDRY AND FORGING LABORATORY [2016]
Introduction to Forging (Smithy)
A blacksmith’s work involves heating of metal stock to a desire temperature (above
recrystalisation temperature), enable it acquire sufficient plasticity, followed by operations
like hammering, bending, Pressing etc. to give desire shape. This work is known as Forging.
The above operations either carried out by hand hammering or by power hammering or by
forging machine.
Smithy is the term used for process when it is done by means of hand tools.
Power hammers are used in large quantity of production
Advantages of Forging:
Forging refines structure of metal
It renders metal stronger by setting the direction of the grains.
It saves material, Labor and time of production as compare to other production process.
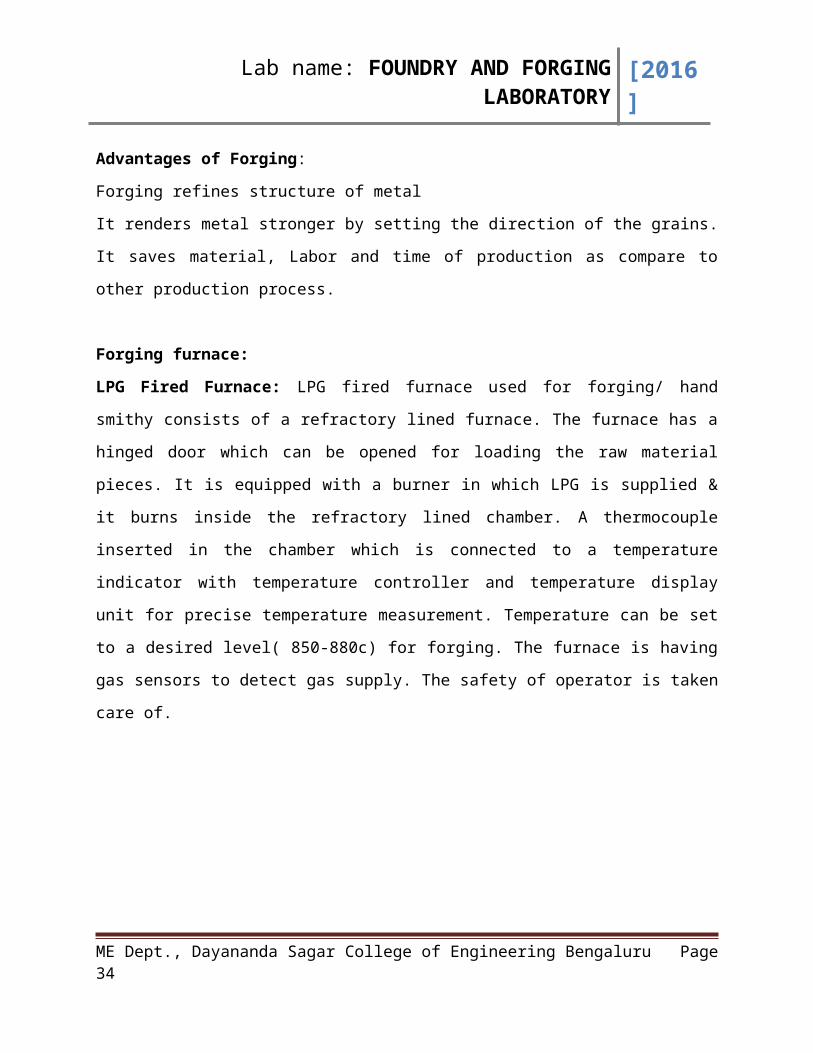
Forging furnace:
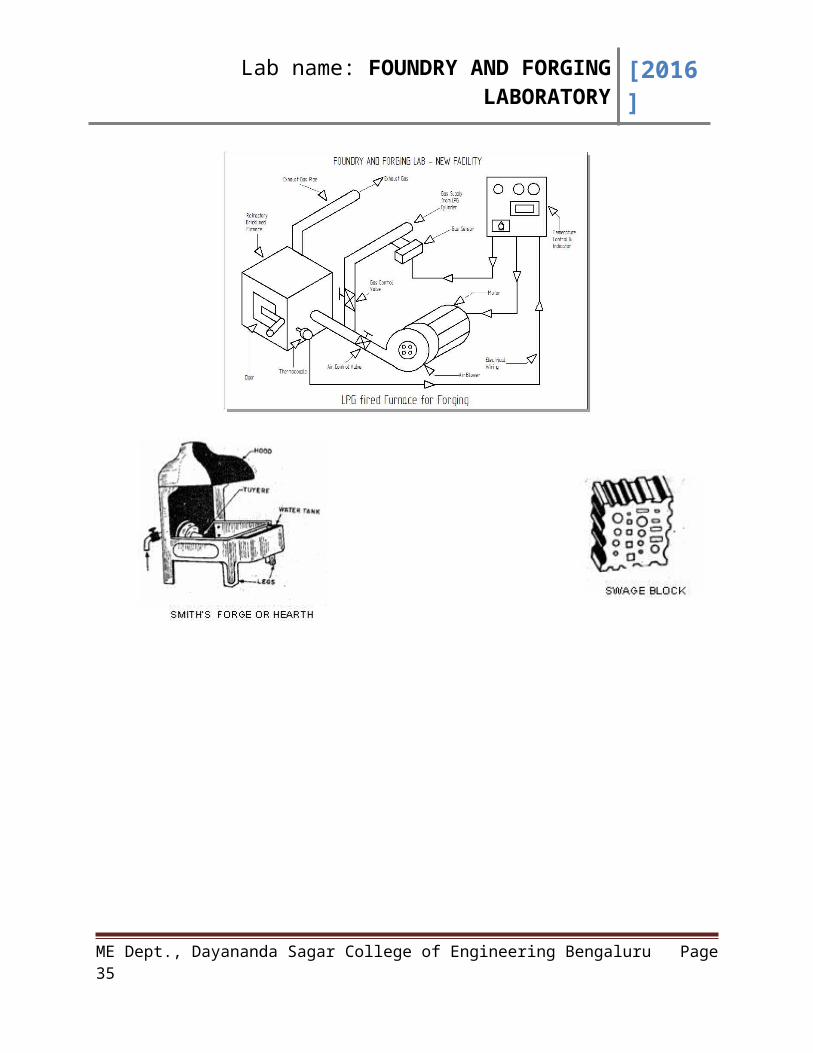
LPG Fired Furnace: LPG fired furnace used for forging/ hand smithy consists of a
refractory lined furnace. The furnace has a hinged door which can be opened for loading
the raw material pieces. It is equipped with a burner in which LPG is supplied & it burns
inside the refractory lined chamber. A thermocouple inserted in the chamber which is
connected to a temperature indicator with temperature controller and temperature display
unit for precise temperature measurement. Temperature can be set to a desired level( 850-
880c) for forging. The furnace is having gas sensors to detect gas supply. The safety of
operator is taken care of.
ME Dept., Dayananda Sagar College of Engineering Bengaluru Page 25

Lab name: FOUNDRY AND FORGING LABORATORY [2016]
ME Dept., Dayananda Sagar College of Engineering Bengaluru Page 26

Lab name: FOUNDRY AND FORGING LABORATORY [2016]
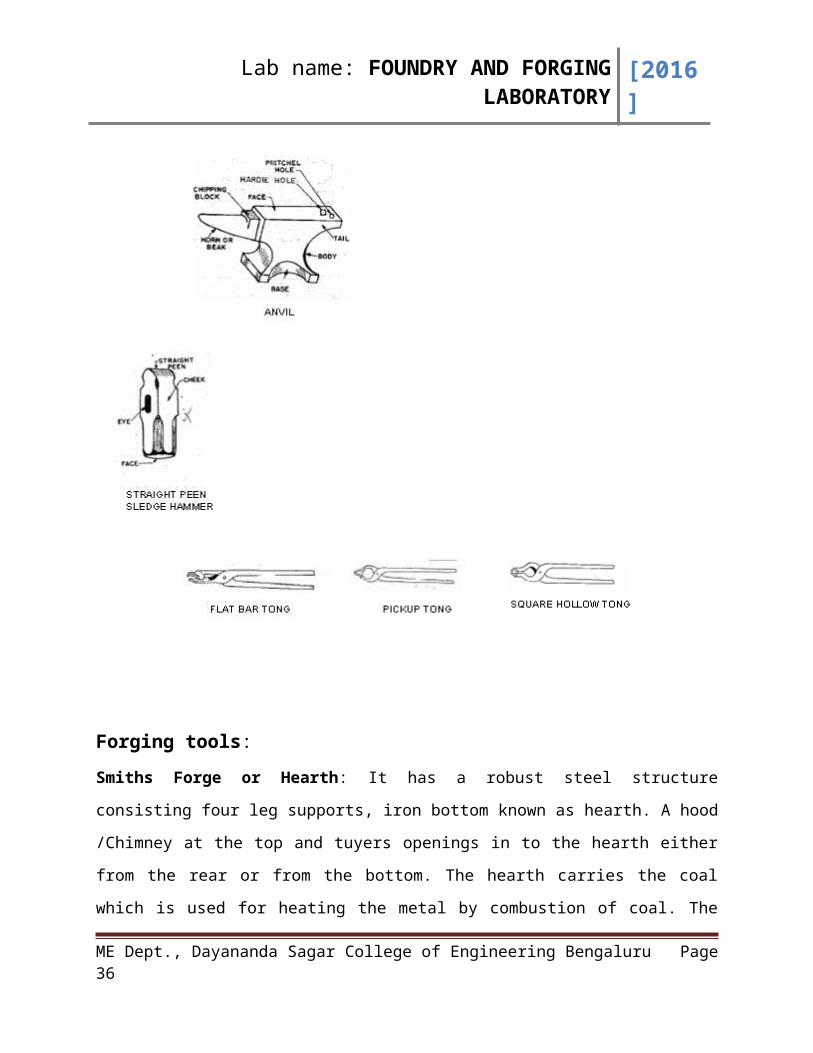
Forging tools:
Smiths Forge or Hearth: It has a robust steel structure consisting four leg supports, iron
bottom known as hearth. A hood /Chimney at the top and tuyers openings in to the hearth
either from the rear or from the bottom. The hearth carries the coal which is used for
heating the metal by combustion of coal. The hearth is lined with fire bricks withstand high
temperature. Air under pressure is supplied by the blower is suitably placed near the
hearth. This blower can either be hand operated or power driven . Metal pipes are used to
connect the tuyers and blower. Chimney is provided at the top to enable easy escape of
smoke and fumes.
Anvil:
It is equipment used as a support to the job. It is generally made of mild steel provided
with hardened top, about 22 – 25 mm thick. The horn or beak is used in bending the metal
or forming curved shapes. It carries square hole to accommodate this square shank of the
bottom part of various hand tools like swages,fullers. It is called hard die hole. the circular
hole provided near the hard die hole is known as pritchel hole.
Swage Block:
It is a block of cast steel carrying a number of slots of different shapes and sizes and
through holes from its top to bottom. This is used as a support in punching holes and
forming different shapes.
ME Dept., Dayananda Sagar College of Engineering Bengaluru Page 27

Lab name: FOUNDRY AND FORGING LABORATORY [2016]
FULLERS SWAGES
FLATTER
Swages:
They are made of High carbon steel. Their working faces carry circular groups to suit the
size of the work. Top swage carries a handle and bottom swage has a square to be fitted in
to the hardy hole during forging operation.
Sledge hammer:
Hammer is a principal striking tool made of forge steel.
Classification of hammers is largely according to the size and weight of the hammers is
used in forging. All the hammers are mainly divided in to four parts; namely Peen, eye,
cheeks and face. The face is hardened and polished
ME Dept., Dayananda Sagar College of Engineering Bengaluru Page 28

Lab name: FOUNDRY AND FORGING LABORATORY [2016]
Sludge hammers are comparatively 3 – 4 times heavier than the hand hammer. They are
available in varying sizes and weights from 3 kg – 8 kg. They are employed when heavy
blows are needed in forging.
Tongs:
They are used to hold the job in position and turning over during forging. They are made of
mild steel. Tongs are usually made in two pieces, riveted und together to form a hinge.
Tongs are usually name after the inside shapes of the jaws. Flat Tongs are used for gripping
small flat pieces. Round hollow tongs are used for holding round work.
Hollow tongs with square jaws are used to hold square or hexagonal work.
Chisels:
Chisels are used to cut metals in hot or cold state. Those which are used for cutting the
metal in hot state are termed as hot chisels and others used for cutting in cold state are
known as cold chisels.
Punches: punches are tapered tools made in various shapes and sizes. They are used for
producing holes in red hot jobs.
Drifts: Drifts is a large sized punch used to expand the hole to the desired shape and size,
after the punching is over.
Fullers:
These tools are made of high carbon steels in different sizes to suit the various types of
jobs. They are usually used in pairs, consisting of top and bottom fuller. Their working
edges are normally rounded. They are employed for making necks by reducing the cross
section of job and also in drawing out.
Flatters:
They are also known as smoothers. They are made of high carbon steel and consist of a
square body fitted with handle and flat square bottom. They are used for leveling and
finishing a flat surface after drawing out or any other forging operations.
ME Dept., Dayananda Sagar College of Engineering Bengaluru Page 29

Lab name: FOUNDRY AND FORGING LABORATORY [2016]
Experiment No: __________ Date: ____________
To obtain a Square Bar from Round Rod by ForgingAim:
To obtain a square bar from round rod by forging
Tools required:
Anvil, sledge rammer, round & square tong, swage, flatter, steel scale.
Operations:
Heating(using LPG fired furnace), hammering, drawing
Precautions:
Hold the tong outside the anvil while hammering.
Take care about hammer slipping from handle.
Procedure:
Switch on the LPG fired furnace and set the forging temperature to 800-8500C.
Keep the given work piece in the hearth and heat it to red hot condition.
Flatten the opposite face with the help of flatter by placing it on the anvil
Obtain the required model and then dip it in water for quick cooling.
The required model is thus obtained.
ME Dept., Dayananda Sagar College of Engineering Bengaluru Page 30

Lab name: FOUNDRY AND FORGING LABORATORY [2016]
Diagram:
ROUND MILD STEEL
*length can vary from 70-75mm/ diameter can vary from 18-20mm
*length can vary from 90-105mm
Calculation of raw material length in forging
1. To find the length of raw material required for forging to square
ME Dept., Dayananda Sagar College of Engineering Bengaluru Page 31

Lab name: FOUNDRY AND FORGING LABORATORY [2016]
Let a=side of the finished squarei.e a=15mmh=length of the finished squarei.e h=105mm
Volume of the finished square=a2 x h =152 x 105 = 23625mm3
Volume of the raw material [MS round dia=20mm] = Assuming no scaling lossesVolume of the finished square = volume of the raw material a2 x h = rπ 2 l (Taking r = 10mm) l= a2 x h / rπ 2
l= 152 x 105 / 3.142 x 102 l=75mmLength of raw material will vary depending on raw material diameter/ radius
Results:
Skill for getting square bar by forging is acquired.
Applications:
Used in industry for making simple components by forging.
Remarks :
Signature of Staff Incharge with date:
ME Dept., Dayananda Sagar College of Engineering Bengaluru Page 32

Lab name: FOUNDRY AND FORGING LABORATORY [2016]
Experiment No: __________ Date: ____________
To obtain a Hexagonal Bar from Round Rod by Forging
Aim:To obtain a hexagonal bar from round rod by forging
Tools required:
Anvil, sledge rammer, round tong, swage, flatter, steel scale.
Operations:
Heating(using LPG fired furnace), hammering, drawing
Precautions:
Hold the tong outside the anvil while hammering.
Take care about hammer slipping from handle.
Procedure:
Switch on the LPG fired furnace and set the forging temperature to 800-8500C.
Keep the given work piece in the hearth and heat it to red hot condition.
Flatten the opposite face with the help of flatter by placing it on the anvil
Obtain the required model and then dip it in water for quick cooling.
The required model is thus obtained.
ME Dept., Dayananda Sagar College of Engineering Bengaluru Page 33
Lab name: FOUNDRY AND FORGING LABORATORY [2016]
Diagram:
ROUND MILD STEEL *length can vary from 70-75mm/ diameter can vary from 18-20mm
HEXAGONAL BAR
*the length can vary from 90-110 mm
Calculations:
To find the length of raw material required for forging to hexagon
Consider the right angle triangle Area of triangle= ½ x base x height By Pythagoras theorem : a2=h2 + (a/2)2
ME Dept., Dayananda Sagar College of Engineering Bengaluru Page 34
*
*
Lab name: FOUNDRY AND FORGING LABORATORY [2016]
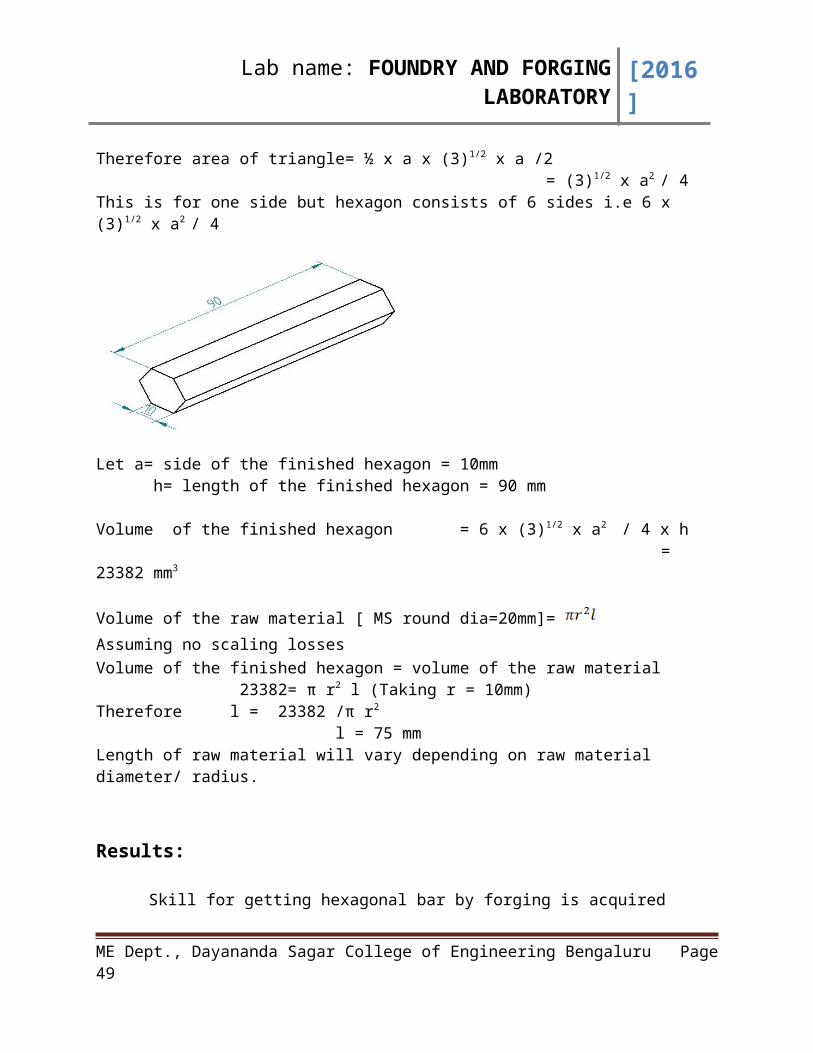
h2=3 x a2/4 h= (3)1/2 x a /2Therefore area of triangle= ½ x a x (3)1/2 x a /2 = (3)1/2 x a2 / 4This is for one side but hexagon consists of 6 sides i.e 6 x (3)1/2 x a2 / 4
Let a= side of the finished hexagon = 10mm h= length of the finished hexagon = 90 mm
Volume of the finished hexagon = 6 x (3)1/2 x a2 / 4 x h = 23382 mm3
Volume of the raw material [ MS round dia=20mm]= Assuming no scaling lossesVolume of the finished hexagon = volume of the raw material
23382= rπ 2 l (Taking r = 10mm)Therefore l = 23382 / rπ 2
l = 75 mmLength of raw material will vary depending on raw material diameter/ radius.
Results:
Skill for getting hexagonal bar by forging is acquired
Applications:
Used in industry for making simple components by forging.
Remarks :
Signature of Staff Incharge with date:
ME Dept., Dayananda Sagar College of Engineering Bengaluru Page 35
Lab name: FOUNDRY AND FORGING LABORATORY [2016]
Experiment No: __________ Date: ____________
To obtain Gib Head Key from a given Round Rod by Forging
Aim:
To obtain a Gib head key from round rod by forging
Tools required:
Anvil, sledge hammer, flat tong, chipping tool, flatter, steel scale.
Operations:
Heating(using LPG fired furnace), neck forming, hammering, drawing
Precautions:
Hold the tong outside the anvil while hammering.
Take care about hammer slipping from handle.
Procedure:
Switch on the LPG fired furnace and set the forging temperature to 800-8500C.
Keep the given work piece in the hearth and heat it to red hot condition.
Flatten the all face with the help of flatter as per drawng by placing it on the anvil.
Finish sides as per dimensions.
Obtain the required model and then dip it in water for quick cooling.
ME Dept., Dayananda Sagar College of Engineering Bengaluru Page 36

Lab name: FOUNDRY AND FORGING LABORATORY [2016]
Diagram:
ROUND MILD STEEL *length can vary from 70-75mm/ diameter can vary from 18-20mm
*length can vary from 95-100mm.other dimensions are approximate
Results:
Skill for getting Gib head key from round by forging is acquired
Applications:
Used in industry for making simple components by forging.
Remarks :
Signature of Staff Incharge with date:
ME Dept., Dayananda Sagar College of Engineering Bengaluru Page 37
*
*
*

Lab name: FOUNDRY AND FORGING LABORATORY [2016]
SAND TESTING
Importance of sand test:
Important property of mould sand is that it should produce a sound casting. To achieve
this, sand should posses following desired properties.
Property of moulding sand:
1. Refractoriness: it is that property of moulding sand which enables it to withstand
high temperature of molten metal without fusing.
2. Permeability: It is that property of sand which allows the gases and steam to escape
through, heater.
3. Flowabilty: It is that property of sand due to which it flows during ramming to all
portions of the moulding flask, packs properly around the pattern to acquire the
desired shape
4. Adhesiveness: It is that property of sand due to which capable of adhering to surface
of the other materials
5. Cohesiveness: It is that property of sand due to which its rammed particles bind
together firmly show that when the pattern is withdrawn from the mould ,with out
damaging the mould surfaces and edges.
6. Collapsibility: It is that property of sand due to which sand mould automatically
collapses after solidification of castings.
7. Other Requirements:
7.1 It should be cheap and easily available
7.2 It should be reusable
7.3 It’s coefficient of expansion should be low.
7.4 It should not stick the surface of the castings.
Sand test:
Various sand tests are conducted on moulding sands to as certain its working qualities.
The Sand tests helps in controlling the sand properties during mould preparation.
ME Dept., Dayananda Sagar College of Engineering Bengaluru Page 38

Lab name: FOUNDRY AND FORGING LABORATORY [2016]
Experiment No: __________ Date: ____________
Sieve Analysis of Base Sand Aim: To find the distribution of sand grains, using a set of sieves and to find average grain
fineness number (G.F.N).
Materials required:
Base sand/Silica sand
Apparatus Used:
Weighing Balance (Digital), Stop watch, sieve set, motor run sieve shaker.
Procedure:
1. Take 50/100 gm of dry sand and place it in the top sieve of series of sieves and tightened
the lid and clamp it tightly
2. Switch on the sieve shaker and start the stopwatch. After shaking the sand for 15 min
stop the sieve shaker.
3. The sand particles retained in each sieve are collected separately and weighed. These
weights are entered in the tabular column.
4. The percentage of weight retained in each sieve is calculated and entered in the tabular
column (A).
5. Multiply this weight by multiplication factor (B) of each sieve and find the total of the
product (AB).
1. Find the average grain fineness number using the formula
G.F.N= A.B/A=
Where,
AB= Sum of he percentage sand retained in the sieves and corresponding multiplier
A=Sum of the percentage of the sand retained in the sieves.
ME Dept., Dayananda Sagar College of Engineering Bengaluru Page 39

Lab name: FOUNDRY AND FORGING LABORATORY [2016]
2. Plot graph of cumulative percentage of sand retain (X-Axis) V/S Sieve No (Y-Axis).
Diagram:
SEIVE SHAKER SETUP
Tabular Column:
Sl.No Sieve
No
Sieve
Size in
Micron
Weight of
sand
retained
in gm
Percentage
of sand
retained
‘A’
Multiplier
‘B’
Product
AXB
Cumulative
percentage
of sand
retained
1 16 850 10
2 22 600 20
3 30 425 30
4 44 300 40
5 60 210 50
6 100 150 70
7 160 100 100
8 200 75 140
9 300 53 200
10 PAN PAN 300
∑A = ∑AB =
ME Dept., Dayananda Sagar College of Engineering Bengaluru Page 40

Lab name: FOUNDRY AND FORGING LABORATORY [2016]
Results:
The average grain fineness number (G.F.N) =
Applications:
GFN is used in foundry for preparing moulding sand.
Remarks :
Signature of Staff Incharge with date:
ME Dept., Dayananda Sagar College of Engineering Bengaluru Page 41

Lab name: FOUNDRY AND FORGING LABORATORY [2016]
Experiment No: __________ Date: ____________
To find the Amount of Clay Aim:
To determine the amount of CLAY in the given base sand (Silica sand).
Apparatus/Components required:
A Clay washer measuring jar, Mechanical stirrer, siphon tube, weighing balancening sand
from the jar to a PAN.
Procedure :
1. The sample under test (dry silica sand containing clay) is dried and then 50 gm
(W1) is poured into the jar.
2. 475 cc of distilled water and 25 cc of standard sodium hydroxide solution is poured
into the jar.
3. The jar is covered with mechanical stirrer and rotate the stirrer at about 60 rpm for
about one minute.
4. Lift the stirrer and water to the jar so that the height from the bottom of the jar is
150mm with water. Again stir for about one minute at slow speed.
5. Lift the stirrer allowed the mixture to settle for about five minutes so that silica
particle settled in the bottom and clay particles float on top of water.
6. Siphon the water about 125mm from the top.
7. Repeat the steps 4,5 and 6 about 3 to 4 times to remove all the clay particles from
the sand.
8. Take out the remaining sand
ME Dept., Dayananda Sagar College of Engineering Bengaluru Page 42

Lab name: FOUNDRY AND FORGING LABORATORY [2016]
Observations & Calculation
Initial Weight of sand (W1)= 50gm
Amount of NaoH taken= 25 cc
Amount of distilled water = 475 cc
Final weight of sand = W2 gm
Percentage of clay = W1-W2/W1*100
Diagram:
CLAY CONTENT APPARATUS
Results:
The percentage of clay in the given sand =
Applications:
The clay content in the sand is used for preparing moulding sands.
Remarks :
ME Dept., Dayananda Sagar College of Engineering Bengaluru Page 43

Lab name: FOUNDRY AND FORGING LABORATORY [2016]
Signature of Staff Incharge with date:Experiment No: __________ Date: ____________
To find the Compression Strength
Aim: To determine the compression strength of the given green sand containing different
amount of clay and water
Apparatus/Components required:
Weighing Balance, Measuring Jar ,A.F.S sand rammer, Specimen tube, Universal sand tester, compression shackles.
Procedure:
The experiment may be conducted in two ways.
(a) Vary clay content in sand and keep water content constant
(b) Vary water content in sand and keep clay content constant
Weighed quantities of sand, clay& water mixed thoroughly for 3 min, this sand mixture
is transferred to the specimen tube and rammed thrice in standard A.F.S. sand rammer
so as to obtain a correct size of specimen ( 50 mm length and 50 mm diameter) remove
the specimen from the tube using strippers post. Place the specimen between
compression shackles of the universal sand tester. Rotate the hand wheel for applying
the load on the specimen. After breaking the specimen note down the reading from the
dial gauge of the universal sand tester. This gives the compression strength of the sand
mix. Repeat the above procedure for specimens containing various percentage of clay
and water.
ME Dept., Dayananda Sagar College of Engineering Bengaluru Page 44

Lab name: FOUNDRY AND FORGING LABORATORY [2016]
Diagram
UNIVERSAL SAND TESTER
SAND RAMMER
COMPRESSION TEST
ME Dept., Dayananda Sagar College of Engineering Bengaluru Page 45

Lab name: FOUNDRY AND FORGING LABORATORY [2016]
Graph to be plotted/ Nature of Graph
1. Compression strength Vs Percentage of clay content when moisture is constant
2. Compression Strength Vs Percentage of moisture when the clay content constant
Tabular Column:
Sl.No Sand Moisture Clay Compression
Strength
( gm / cm2 )
% of
Weight
Weight
in
grams
% of
weight
Weight
in
grams
% of
weight
Weight
in
grams
Results:
The compression strength of given sand =
Applications:
The value of compression strength of sand mixture is useful in preparing sand green moulds.
Remarks :
Signature of Staff Incharge with date:
ME Dept., Dayananda Sagar College of Engineering Bengaluru Page 46

Lab name: FOUNDRY AND FORGING LABORATORY [2016]
Experiment No: __________ Date: ____________
To find the Shear Strength Aim:To determine the shear strength of the given green sand containing different amount of
clay and moisture.
Apparatus/Components required:
Weighing Balance, Measuring Jar, A.F.S sand rammer, Specimen tube, Universal sand tester,
shear shackles
Procedure :
The experiment may be conducted in two ways.
a. Vary clay content in sand and keep water content constant
b. Vary water content in sand and keep clay content constant
Weighed quantities of sand, clay& water mixed thoroughly for 3 min, this sand mixture
is transferred to the specimen tube and rammed thrice in standard A.F.S. sand rammer
so as to obtain a correct size of specimen ( 50 mm length and 50 mm diameter) remove
the specimen from the tube using strippers post. Place the specimen between shear
shackles of the universal sand tester. Rotate the hand wheel for applying the load on the
specimen. After breaking the specimen note down the reading from the dial gauge of
the universal sand tester. This gives the shear strength of the sand mix. Repeat the
above procedure for specimens containing various percentage of clay and water.
ME Dept., Dayananda Sagar College of Engineering Bengaluru Page 47

Lab name: FOUNDRY AND FORGING LABORATORY [2016]
Diagram:
SHEAR TEST
Graph to be plotted/Nature of Graph
Shear strength Vs Percentage of clay content when moisture is constant
Shear Strength Vs Percentage of moisture when the clay content constant
Tabular Column:
Sl.No Sand Moisture Clay Shear
Strength
( gm /
cm2 )
% of
Weight
Weight
in
grams
% of
weight
Weight
in
grams
% of
weight
Weight
in
grams
ME Dept., Dayananda Sagar College of Engineering Bengaluru Page 48
Lab name: FOUNDRY AND FORGING LABORATORY [2016]
Results:
The shear strength of given sand =
Applications:
The value of shear strength of sand mixture is useful in preparing sand green moulds.
Remarks :
Signature of Staff Incharge with date:
ME Dept., Dayananda Sagar College of Engineering Bengaluru Page 49

Lab name: FOUNDRY AND FORGING LABORATORY [2016]
Experiment No: __________ Date: ____________
To find the effect of water and clay on the permeability of green sand
Aim:To determine the effect of water and clay on the permeability of green sand
Apparatus required:
Weighing balance, A.F.S sand rammer, Specimen Tube, permeability tester, stop watch.
Procedure:
The experiment may be conducted in two ways.
(a). Vary clay content in sand and keep water content constant
(b). Vary water content in sand and keep clay content constant
Weighed quantities of sand, clay& water mixed thoroughly for 3 min, this sand mixture is
transferred to the specimen tube and rammed thrice in standard A.F.S. sand rammer so as
to obtain a correct size of specimen ( 50 mm length and 50 mm diameter). Place the
specimen with the tube by inverting on the rubber pad of the permeability tester. Collect
2000 CC air in bell jar. By keeping valve in close position note down the monometer
reading and pass the air through the specimen. Soon after air passing, start the stop clock
and once again take the monometer reading. Note down the time to pass 2000 CC of air
completely through the specimen and the air pressure. Substitute the values in the
following formula and find the permeability.
Permeability No. PN = VH PATV = Volume of the air passing through specimen = 2000 ccH = Height of the specimen in cm = 5.08 cmP = Pressure ( Final-Initial) reading from monometer in grams per square cmA = Cross sectional Area of the specimen = Pd2/4
T = Time taken to pass 2000 CC of air through the specimen in minutes.
ME Dept., Dayananda Sagar College of Engineering Bengaluru Page 50

Lab name: FOUNDRY AND FORGING LABORATORY [2016]
Compare the values with standard values graduated on the permeability meter.
Diagram:
PERMEABILITY TESTER
Graph to be plotted/Nature of Graph
Plot the following GraphsPermeability number v/s % of clayPermeability number v/s moisture content
Tabular Column:
Si.
No
Sand Moisture Clay Pressure
in gm / cm2
Time
T
in min
Permeability
% Weight
in gms
%
of
Wt
Wt
in
gms
% of
Wt
Wt in
gms
Initial
Read
ing
Final
Read
ing
Fin
Iin
Indi-
-cated
Calcu-
-lated
ME Dept., Dayananda Sagar College of Engineering Bengaluru Page 51

Lab name: FOUNDRY AND FORGING LABORATORY [2016]
Results:
The permeability number of sand mixture=
Applications:
Permeability number is useful in preparing green sand moulds
Remarks :
Signature of Staff Incharge with date:
ME Dept., Dayananda Sagar College of Engineering Bengaluru Page 52

Lab name: FOUNDRY AND FORGING LABORATORY [2016]
Experiment No: __________ Date: ____________
To find the parentage of moisture in green sandAim:
To determine the percentage of moisture in the green sand
Apparatus required:
Rapid Moisture Teller
Procedure:
Weigh 16 gms of sand using the balance and keep it in the sand chamber of the moisture
teller. Take one spoon of calcium carbide crystals and transfer it to carbide chamber in the
moisture teller. Close the gap and tighten the cap with locking screw. Mix the carbide and
sand by shaking the moisture teller. The following chemical reaction take place in the
moisture teller
CaC2 + H2O = C2 H2 + CaO
The acetylene (C2 H2 ) gas generated creates the pressure which is directly calibrated to
percentage of moisture in the green sand. The pressure indicated in the pressure gauge
gives directly moisture content in the green sand.
ME Dept., Dayananda Sagar College of Engineering Bengaluru Page 53

Lab name: FOUNDRY AND FORGING LABORATORY [2016]
Diagram:
MOISTURE TELLER
Results:
The percentage of moisture in sand=
Applications:
Percentage of moisture value is useful in preparing green sand moulds
Remarks :
Signature of Staff Incharge with date:
Experiment No: __________ Date: ____________
ME Dept., Dayananda Sagar College of Engineering Bengaluru Page 54
Lab name: FOUNDRY AND FORGING LABORATORY [2016]
Experiment No: __________ Date: ____________
To find the tensile strength of the core sandAim:
To determine the tensile strength of the core sand.
Apparatus required:
Universal Sand Testing Machine, Tensile test shackles, Sand Rammer, Specimen Tube, and
Heating Oven.
Procedure:
Mix silica sand ( 80 %) , Core Oil ( 15 % ), Clay ( 5 % ) thoroughly. Transfer this sand
mixer to specimen tube and ram with A.F.S sand rammer ( Give 8 to 10 strokes). Keep the
specimen in the oven along with the specimen tube and bake it for about 30 minutes at
150 C and take this specimen out from the oven and cool it. Fix the tensile test shackles to
universal sand tester and fix the sand specimen to shackles. Apply load by rotating the
hand wheel till the specimen breaks. Note down the core sand tensile strength in the gauge
provided in the universe sand tester.
Diagram:
TENSILE TEST PIECE
Results:
The tensile strength of core sand =
ME Dept., Dayananda Sagar College of Engineering Bengaluru Page 55

Lab name: FOUNDRY AND FORGING LABORATORY [2016]
Applications:
The value of tensile strength is useful in preparing core sand.
Remarks :
Signature of Staff Incharge with date:
ME Dept., Dayananda Sagar College of Engineering Bengaluru Page 56

Lab name: FOUNDRY AND FORGING LABORATORY [2016]
Experiment No: __________ Date: ____________
To find the bending strength of the Moulding sandAim:
To determine the bending strength of the moulding sand
Apparatus required:Specimen tube, oven, AFS sand rammer universal sand tester,weighing balance.
Procedure: Prepare sand using 80% of silica sand 15% of core oil and 5% of clay fill up this
mixture to the specimen tube and ram it for about 8 to 10 times using AFS sand rammer.
Keep the specimen tube inside the heating oven and bake the specimen from the oven 30
min at temp of 150 deg C after baking take out the specimen from the oven and cool it. Fix
the bending shackles to universal sand tester and fix the specimen. Apply load by rotating
hand wheel till the specimen brakes. Note down the bending strength from the dial gauge.
Diagram:
TRANSVERSE STRENGTH TEST PIECE
Results:
The bending strength of core sand =
ME Dept., Dayananda Sagar College of Engineering Bengaluru Page 57

Lab name: FOUNDRY AND FORGING LABORATORY [2016]
Applications:
The bending strength value is used in dry sand moulds.
Remarks :
Signature of Staff Incharge with date:
ME Dept., Dayananda Sagar College of Engineering Bengaluru Page 58

Lab name: FOUNDRY AND FORGING LABORATORY [2016]
Experiment No: __________ Date: ____________
To find the sand mould hardness
Aim:To determine the sand mould hardness
Apparatus required:Specimen tube, oven, AFS sand rammer universal sand tester,weighing balance.
Procedure: The mould harness test performs the indentation test on moulds ,the tester resembles a
dial indicator. It has a spring loaded plunger with a ball end. The tester is pressed against
the mould at the ball end. Due to opposition of the penetration the dial indicator shows the
hardness valve of the mould.
Diagram:
Results:
Mould hardness =
ME Dept., Dayananda Sagar College of Engineering Bengaluru Page 59

Lab name: FOUNDRY AND FORGING LABORATORY [2016]
Applications:
Mould hardness number is useful in preparing sand moulds.
Remarks :
Signature of Staff Incharge with date:
ME Dept., Dayananda Sagar College of Engineering Bengaluru Page 60

Lab name: FOUNDRY AND FORGING LABORATORY [2016]
Experiment No: __________ Date: ____________
To find the sand core hardness
Aim:To determine the sand core hardness of the given core.
Apparatus required:core and core hardness tester
Procedure: The core hardness test performs the scratch test on cores.
The resembles a dial indicator it has a spring loaded plunger with a sharp
wheel end by pressing and scratching on core at the wheel end the dial gauge
works with resistance of the core and dial gauge shows the hardness valve of the core.
Diagram:
CORE HARDNESS TESTER
Results:
Core hardness=
ME Dept., Dayananda Sagar College of Engineering Bengaluru Page 61

Lab name: FOUNDRY AND FORGING LABORATORY [2016]
Applications:
The hardness of core is useful in preparing cores.
Remarks :
Signature of Staff Incharge with date:
ME Dept., Dayananda Sagar College of Engineering Bengaluru Page 62

Lab name: FOUNDRY AND FORGING LABORATORY [2016]
Probable viva questions:
Sand Testing:
1. Define grain fineness number (GFN)
2. What is the importance of GFN in respect of sand properties?
3. What is the effect of moisture in sand?
4. What is the effect of clay on properties of sand?
5. What is clay ? How it is defined?
6. Describe the parts of Universal sand Testing Machine
7. What is the effect of moisture and clay content on sand properties (Compression
and Shear Strength?)
8. What is permeability and how it affects the mould and casting?
9. What are the different types of shackles used in sand testing?
Moulding:
1. What are the constituents of moulding sand?
2. What is the difference between reverse sand and sea sand?
3. What are the tools used in moulding work and its function?
4. Name the type of patterns used in moulding work?
5. What is cope and what is drag?
6. Why Clamps are used in moulding?
7. What machines are used in machine moulding?
8. What are the differences in moulds made by hand and made by moulding machines?
9. What is runner and riser and its function?
10. What is meant by Gating System?
Forging:
1. What is hot working and cold working?
2. What are the tools are used in forging and its application
3. What is the forging temperature of mild steel?
4. What is die forging and upsetting?
5. What are the difference between hand forging and Machine forging?
ME Dept., Dayananda Sagar College of Engineering Bengaluru Page 63

Lab name: FOUNDRY AND FORGING LABORATORY [2016]
General:
1. Name of the few casting used in Machine tools and automobiles
2. What are the furnaces used in melting cast iron and steel.
3. What are defects in castings and how do overcome them
4. Draw the layout of foundry
5. What the safety equipments used in Foundry?
References:
1. Foundry technology by O.P. Khanna.2. “Principles of metal casting”, Rechard W. Heine, Carl R. LoperJr.,Philip C. Rosenthal,
Tata McGraw Hill Education Private Limited Ed.1976.
Dayananda Sagar College of EngineeringMechanical Engineering Department
Bengaluru-560078
FOUNDRY AND FORGINGLABORATORY (MEL68)
PROBABLE/SUGGESTED QUESTION BANK
(Please include Question Bank of respective Lab here)
Appendix (If any)
ME Dept., Dayananda Sagar College of Engineering Bengaluru Page 64

Lab name: FOUNDRY AND FORGING LABORATORY [2016]
DAYANANDA SAGAR COLLEGE OF ENGINEERINGDEPARTMENT OF ELECTRICAL & ELECTRONICS ENGINEERING, BENGALURU-560078
CONTINUAL EVALUATION FORMAT
CONTROL SYSTEMS LABORATORY (10EEL48)
(Academic Year)
Semester /Section : Batch :SNo.
USN student Name Expt. No: 1 Expt. No:2 Expt. No:3 Expt. No:4Date: Date: Date: Date:Viva(05)
Record(10)
Total(15)
viva(05)
Record(10)
Total(15)
Viva(05)
Record(10)
Total(15)
Viva(05)
Record(10)
Total(15)
Faculty Signature With Date
Name of the Faculty Incharge (1)
(2)
(3)Note: (1) Viva questions to be asked w.r.t the current experiment of the particular week. (2) The above same page format is used for next set of experiments i.e. 5, 6,….expts.
ME Dept., Dayananda Sagar College of Engineering Bengaluru Page 65

Lab name: FOUNDRY AND FORGING LABORATORY [2016]
(3) Separate sheets must be used for different batches.DAYANANDA SAGAR COLLEGE OF ENGINEERING
DEPARTMENT OF ELECTRICAL & ELECTRONICS ENGINEERING, BENGALURU-560078
FINAL IA MARKS FORMAT
CONTROL SYSTEMS LABORATORY (10EEL68)
Year:
Semester /Section : Batch :
SN USN Name Of The Student
Continual Evaluation
Marks (15)
IA Test Marks (10)
Final Marks(25)
Signature ofStudent
ME Dept., Dayananda Sagar College of Engineering Bengaluru Page 66

Lab name: FOUNDRY AND FORGING LABORATORY [2016]
ME Dept., Dayananda Sagar College of Engineering Bengaluru Page 67