kosusko u.s. air - pollution prevention regional...
TRANSCRIPT

Demonstration of Waterbased Platen Adhesives for Garment Screen Printers
G.W. (Bill) Deatherage Research Triangle institute
P.O. Box 12194 Research Triangle Park, NC 27709
Michael Kosusko U.S. Environmental Protection Agency
Air and Energy Engineering Research Laboratory, MD-61 Research Triangle Park, NC 2771 1
94-RP 137.05
1

INTRODUCTION
94-W137.05
Project Background Ozone nonattainment and air toxic issues are among the most difficult environmental problems facing the United States. Significant contributors to these environmental issues are the volatile organic compound (VOC) emissions that result from the use of a wide range of commercial and consumer products. Consumer and commercial products, as defined by the Clean Air Act as amended in 1990, include paints, coatings, and solvents. For the purpose of this report, this definition has been interpreted as including the use of such products in industrial applications when the product is not directly incorporated into a specific product or chemically modified as part of the manufacturing process. Platen adhesives, which are used by garment screen printers to affix garments or fabric pieces to print platens, are considered to be such products.
The primary purpose of this project is to demonstrate that waterbased platen adhesives are a viable alternative to the organic-based aerosol adhesives that are predominantly used in the industry. To accomplish this, the effectiveness of six waterbased platen adhesives was evaluated, in comparison to one another and to an aerosol adhesive, during actual manufacturing runs at a garment screen printing facility. Quantitative data conceming the amount used during printing, the cost, and the constituents of each adhesive were collected so that emission estimates and comparative cost analyses could be completed.
Industry Background Screen printing is a commercial and industrial printing process which involves the passage of a. printing medium, such as ink, through a taut fabric, or screen, to which a refined form of stencil has been applied. A squeegee is used to force the printing medium through the screen, and the stencil openings in the screen determine the form and dimensions of the imprint.
Garment screen printers are usually listed under Standard Industrial Classification Codes 2396 and 2759. In the United States, there are approximately 10,500 garment screen printing facilities, each employing an average of 14 production workers. The sales volume of the garment screen printing industry is estimated to be $1 1.6 billion.'
Presses. Garment screen printers use flat-bed presses to print on garments and fabric pieces. These presses may be either manually or automatically operated. Carousel presses contain platens, or pallets, that hold the garments or fabric pieces. The pallets rotate around the press and move the garments successively to each color station.
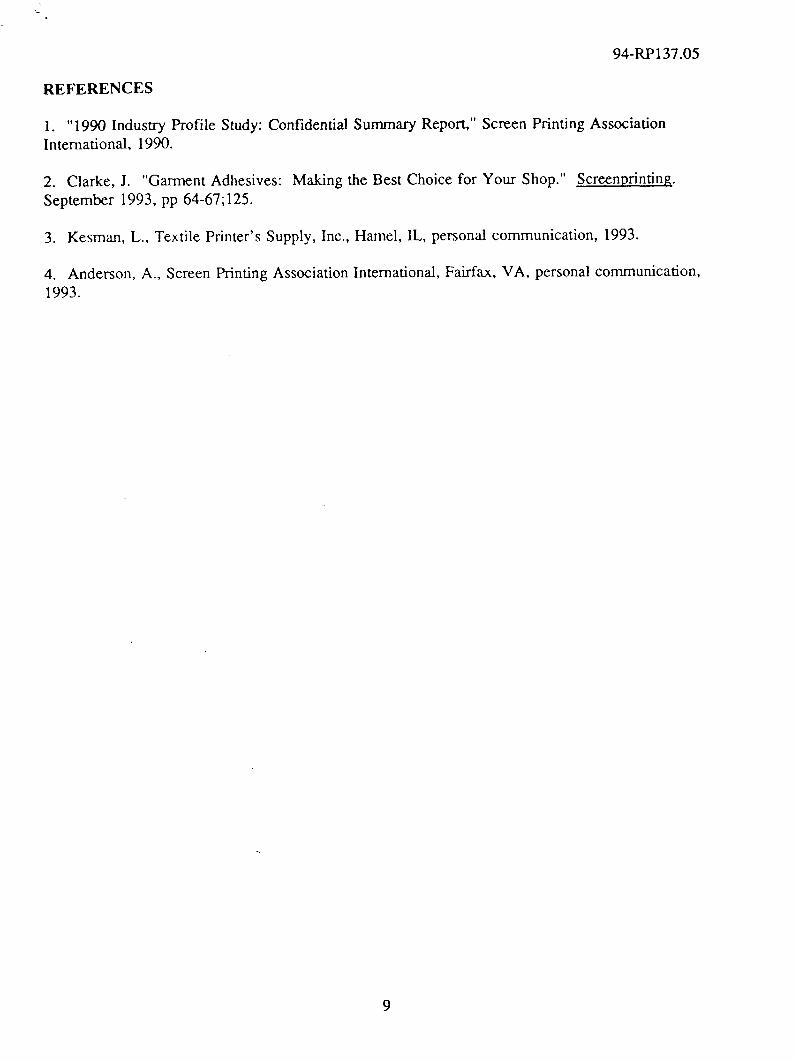
An automatic eight color-station carousel press that is similar to the one that was used in this demonstration is shown in Figure 1. In the figure, the operator on the left is loading a garment onto a print platen. The platen will move around the carousel and carry the garment to each color station to be printed. The operator on the right is placing a printed garment that she has just unloaded from a platen onto a conveyor belt that will carry it through a dryer. A view of the press area where the loading and unloading operators work is shown in Figure 2. The platen that is farther away has just been loaded with an unprinted garment; the nearer platen is empty since the garment printed on it has just been unloaded.
Platen Adhesives. Platen adhesives are applied to the press pallets during the printing process to ensure proper registration of successively printed colors. They are applied before a garment or fabric
2

94-RP137.05
piece is loaded so that, when the garment is loaded, it adheres to the platen. Platen adhesives are formulated to retain their tackiness for a long period of time and, therefore, may not need to be applied each time a new garment is loaded. The frequency with which they are applied and the overall amount of adhesive used depend on the adhesive used, the type of garment printed, and how the garment is being printed. In general, fleece garments (e.g., sweatshirts) require more adhesive than nonfleece garments (e.g., T-shirts). Also, more adhesive is required when flash units (Le., infrared heaters) are used between color stations since heat reduces the tackiness of most adhesives.
Two basic product formulations are used in most platen adhesives: styrene butadiene rubber (SBR) and acrylic. SBR adhesives contain organic solvents and are available in both aerosol and nonaerosol (bulk liquid) form. Acrylic adhesives are usually waterbased and are supplied in bulk liquid form.2 For the purposes of this report, platen adhesives will be grouped and described in terms of the type of solvent used (e.g., organic-based or waterbased) and the? product form (e.g., aerosol or bulk liquid). Figure 3 shows the estimated use of each type of platen adhesive in the garment screen printing industry.
Aerosols, Organic-based. Most platen adhesives are dispensed manually through the use of aerosol cans. There are two basic types of aerosol adhesives: mist sprays and web sprays. While the formulation of these two adhesives may be similar, the two products are applied differently. Mist sprays are applied as a thin, uniform coating since they are atomized as they are propelled from the nozzle of the aerosol can. Web sprays are not atomized; instead, they are delivered and applied as a thicker film. In most cases, mist sprays dry quickly and leave no residue on garments but they often do not work well with fleece, allowing the garment to draw up on the edges when flash units are used. In contrast, most web sprays work well with fleece and maintain their adhesion when flashed, but they dry more slowly and leave a residue on the garment.
Various formulations exist for aerosol platen adhesives. Nonchlorinated products may contain dimethyl ether, hexane, cyclohexane, and/or acetone, while chlorinated products contain methylene chloride (MeClJ, 1 , 1,l -trichloroethane (l,l,l-TCA), hexane, and/or dimethyl ether. In addition, aerosols contain liquid petroleum gas propellants, such as butane, isobutane, propane, propylene, and/or butylenes (summary of information from platen adhesive material safety data sheets).
Aerosol adhesives are easy to use and dry quickly. Moreover, they are convenient for the operator since the they can be applied to the platen as needed. Aerosols also have a number of disadvantages. They can pose a safety problem since the propellants that are used in the products are flammable and expand when heated. IR addition, some press operators overuse these products to compensate for other production problems since these adhesives provide a fast and effective means to keep the garment in place. Empty aerosol cans also contribute to the production of solid waste. Furthermore, some of the adhesive itself may be wasted since many operators dispose of aerosol cans before they are completely empty if the cans are no longer able to efficiently spray the adhesive.
Bulk LiqGds, Organic-based &d Waterbased. Figure 3 shows that a relatively small portion of garment screen printers use platen adhesives that are supplied as bulk liquids. Organic-based liquids may contain the same solvents as organic-based aerosols. Some waterbased platen adhesives contain no organic solvents; others, although primarily waterbased, contain VOCs (summary of information from platen adhesive material safety data sheets). Both organic- and waterbased products may be applied through the use of manually or automatically operated spray guns. Organic-based liquids may also be applied with electric guns. Some manufacturers of waterbased adhesives state that their
3

94-RP137.05
products can also be applied with electric paint guns.3 Other screen printing contacts indicate that the electric guns become easily clogged when used with waterbased adhesives.'
DEMONSTRATION METHODS AND MATERIALS
Products Tested Table 1 lists information about the platen adhesives that were evaluated in this demonstration. The tested waterbased adhesives were identified through contacts with local screen printing facilities and representatives of the Screen Printing Association International (SPAI), an industry trade group. Every effort was made to include a selective representation of nationally available products in this study. Nevertheless, there were limits on the number of waterbased platen adhesives that could be tested. Additionally, since the primary purpose of this project was to evaluate waterbased adhesives, only one aerosol adhesive was tested so that an adequate comparison could be made between the waterbased products and the more commonly used aerosol products. The aerosol product that was chosen is a mist spray that is sold nationwide. All information in Table 1 was collected from material safety data sheets and contacts with suppliers.
Testing Process This demonstration project was performed using an eight-color automatic carousel screen printing press located at T.S. Designs, Inc. (T.S. Designs), a Burlington, North Carolina, screen printing facility. Each adhesive was evaluated during a multicolored print run consisting of between 30 dozen and 100 dozen garments.
Measurements and Evaluations. During the evaluation of each adhesive, measurements were made in order to determine the amount of adhesive used or sprayed per garment and the amount of adhesive applied to the platen per garment. From these two quantities, the amount of oversprayed adhesive per garment was determined. Temperature and humidity were also measured during the tests. Because T.S. Designs was unable to assign a single group of operators for all of the tests, subjective qualities concerning each adhesive (e.g.* speed of development of tack, amount of tack) were generally not evaluated. Instead, the press operators simply described each adhesive as "working adequately" 'or "not working adequately."
Testing Procedure for Waterbased Adhesives. The demonstration of the waterbased adhesives took place during production operations on a screen printing press with an automatic adhesive spray system that was capable of applying a liquid adhesive to the print platens of the press. Figure 4 shows an automatic spray system similar to the one used during the testing. In this figure, the adhesive is applied to the platen as it rotates under the nozzles of the spray system and before a new garment is loaded.
Each test of the waterbased adhesives consisted of two parts. The host facility personnel conducted the first component which involved setting up the press with the adhesive, preparing the system to print garments of adequate quality, and printing and inspecting the production run. Initially, the press operators adjusted the amount of adhesive sprayed onto the platen until the adhesive worked adequately with the product they were printing. Then, the production run of garments began.
Following the printing of the garments, and without altering the configuration of the adhesive spray system, Research Triangle Institute (RTI) personnel conducted the second component of each test. First, in the paper test, the amount of adhesive applied to each pallet was measured. This was done
4

94-RP 137.05
by securing one piece of paper, the same size and shape as the platen, onto each of the 10 print platens of the press. Then, the press was operated, without the use of an infrared dryer, so that adhesive was sprayed onto each piece of paper. The number of sprays was recorded, and the moun t of adhesive sprayed on each pallet was calculated by weighing each piece of paper before and after the adhesive was applied. The adhesive was allowed to dry on the paper before the second measurements were taken. The second weighings were repeated approximately 24 hours after the test run to ensure that all volatiles had evaporated. Because each adhesive was allowed to dry completely before the final weighings, measurements conducted during the paper test were used to determine the nonvolatile portion of each adhesive that was sprayed onto the platens.
Next, in the cup test, the amount of adhesive sprayed from the automatic spray system was measured. This was done by placing a small cup under each of the nozzles that apply the adhesive to the pallets. Then, the adhesive was sprayed into the cups a predetermined number of times. By measuring the weight of the cups before and after the adhesive was sprayed into them, the amount of adhesive used per spray was determined. The cups that contained adhesive were weighed while the adhesive was still wet and, therefore, were assumed to include both the volatile and nonvolatile portions of the adhesive. In a final measurement, the cups were weighed again approximately 24 hours later, after the adhesive had completely dried.
Measurements of the "dry" and "wet" adhesive in the cup test allowed the volatile percentage of each adhesive to be determined. The amount of adhesive that is oversprayed was calculated by subtracting the amount of "dry" adhesive applied to the pallets, which was determined in the paper test, from the amount of "dry" adhesive used, which was determined in the cup test.
Following each test, the spray application system was cleaned thoroughly by flushing the pump and nozzles with warm water. In addition, all hoses that carried adhesive were replaced with new, clean tubing.
Testing Procedure for Aerosol Adhesive. The test for the aerosol adhesive also consisted of two parts. In the first part, the number of garments that could be printed with a designated amount of spray adhesive was determined. This was done by observing the press operators during an actual print job and recording the number of garments printed and how many times the aerosol was sprayed. From this, the number of garments printed per adhesive spray was determined.
In the second part, a paper test was conducted. In this test, the weight of a can of spray adhesive was measured. Then, paper the same size and shape as the platen was weighed and secured to each platen. Next, the press was operated without garments as an operator sprayed each platen, in the same manner as required in production operations, a specified number of times. After the spraying, the weight of the can of adhesive was measured again. The papers were also re-weighed after the adhesive on them had dried. As in the paper test for the waterbased adhesives, it is assumed that what remained on the paper consisted only of the nonvolatile portion of the adhesive. And, once again, measurements of the paper were repeated after approximately 24 hours to ensure that all volatiles had evaporated. 'Iliis test was repeated two more times, each time using the same operator.
The m o u n t of adhesive used per garment was calculated using data from both portions of the aerosol test. The amount of oversprayed adhesive was determined using the results of the paper test and the known volatile portion of the aerosol spray, which was supplied by the manufacturer.
5

94-RP137.05
Production Variables that Affect Results. A number of variables affected the results of each test. An attempt was made to control these variables, which are discussed below, so that the results of each test could be compared accurately.
Type of Fabric. Some adhesives do not work well with fleece garments. However, in most cases, if an adhesive works well with fleece, it also will work with nonfleece. In this demonstration, each adhesive was tested during printing of 50/50 polyester/cotton blend youth-sized sweatshirts.
Application of Adhesive and Frequency of Application. As previously described, the amount of adhesive used and the amount of adhesive applied to the platen were measured. In each test of the waterbased adhesives, the distance between the spray system nozzles and the pallet was kept constant. In addition, a platen adhesive, depending on its tackiness, does not necessarily need to be applied to the pallet before each new garment is loaded. In all tests involving waterbased platen adhesives, the adhesive was applied to the pallet before each garment was loaded. In the test of the aerosol adhesive, the adhesive was applied as needed during the production portion of the test.
Type of Ink and Print Design. The tackiness of the printing ink may affect an evaluation of platen adhesives. Plastjsol inks are very tacky. Therefore, when these inks are used, a platen adhesive with a stronger tack is required since the garments have a tendency to stick to the screens. Waterbased inks have relatively low tack. Plastisol inks were used in each of these tests since most garment screen printers use this type of ink. Variations in print design may make it difficult to compare the quality of one print run with that of another. Although the exact print design varied between tests, an effort was made to use designs that are similar (e.g., designs that required the same number and type of colors, same amount of ink coverage).
Flash Unit. Some garment screen printers use an infrared heater or flash unit to partially cure a layer of ink before another color is printed on the garment. Flash units raise the temperature of the pallets and thereby affect the tackiness of the platen adhesives as well as the speed at which tack develops. One flash unit was used on the press during each test.
Platen Material. Print platens are made from various materials. On manual presses, platens are usually made of wood that is laminated with Formica, phenolic resin, or some other plastic. On most automatic presses, the platens are commonly made of aluminum. Some facilities also use platen masks (ix., paper products that adhere to and cover the outside of the pallets) to prevent buildup of adhesive residue directly on the pallet. The press that was used for the demonstration had aluminum platens that were Teflon coated. During each test, platen masks were used. A new platen mask was used with each pallet before each adhesive test,
Platen Size. On most presses, pallets can be replaced with larger or smaller pallets. In general, large platens are used for adult-sized garments while smaller platens are used for youth-sized garments. In this demonstdon, platens with two widths, 10 inches (0.25 m) and 12 inches (0.30 m), were used. Both types of pallets are 29 inches (0.74 m) long.
Temperature and Humidity. Temperature and humidity may affect the tackiness of the adhesive and the speed at which tack develops. These parameters were not controlled since the production area in T.S. Designs is not environmentally controlled. Instead, the temperature and relative humidity were measured during each test.
6

94-RP 137.05
Press Operators. During the demonstration, changes in the personnel who operate the press may have influenced the outcome of the results.
DEMONSTRATION RESULTS
The demonstration took place over a period of three months. During the tests, the average temperature varied from 72.7 to 80.3"F (22.6 to 26.8"C) while the average relative humidity varied from 29.3 to 49.0 percent
Performance and Usage The operators at T.S. Designs were able to adjust the rate at which the automatic spray system applied the adhesives so that each product performed adequately and provided acceptable results in adhering the fleece garments to the platens. The automatic carousel press that was used for the tests had a cycle time of approximately 5 seconds per garment (i.e., a new garment was loaded on the press every 5 seconds). At this rate, each adhesive was able to dry and develop sufficient tack. In some runs, there were problems with small amounts of adhesive residue sticking to the underside of garments. In all such cases, this problem was overcome by applying more adhesive.
Although all of the adhesives worked adequately, different amounts of each product were required to achieve this performance. In addition, the amount of oversprayed adhesive (Le., sprayed adhesive that does not contact the platen) is related to the width of the platen. During the demonstration, the press operators adjusted the spray nozzles on the automatic spray system when narrow platens were used so that adhesive was not sprayed over as wide a path. Nonetheless, overspray of approximately 12 to 14 percent occurred when 12-inch wide platens were used; when 10-inch platens were used, overspray of approximately 31 to 36 percent occurred.
Because overspray both affects the results of the tests and is essentially unrelated to adhesive properties (Le., it is more closely related to the method used to apply the adhesive), the demonstration results were adjusted to reflect an overspray of 21.85 percent, which is the average of all the actual overspray percentages. These adjusted results, shown in Table 2, are used to make all subsequent calculations in this report.
Emission Estimates Estimates of VOC emissions, given in Table 3, show that up to approximately 74 percent of the VOC emissions from aerosol adhesives can be eliminated by replacing aerosols with VOC-containing waterbased adhesives. Of course, all emissions can be eliminated by replacing with waterbased adhesives that do not contain VOCs. Since the performance of all the waterbased platen adhesives were comparable to each other, such a replacement would be just as easy to achieve.
The potential national emissions shown in Table 3 are based on a relatively conservative estimate of the number of garments printed per year. A more accurate estimate of possible national emission reductions can be determined by examining the types of platen adhesives used, shown in Figure 3, and the estimated organic emissions from platen adhesives, shown in Figure 5. Figure 3 shows that 94.7 percent of all platen adhesives used in 1993 were aerosols, while Figure 5 shows that, in the same year, VOC emissions from platen adhesives were estimated to be approximately 3500 tons (3175 tomes). Although these two values cannot be directly related to each other, it is obvious that the overwhelming majority of the emissions shown in Figure 5 must result from aerosols and, therefore, could be eliminated if these aerosols were replaced with waterbased adhesives that did not
7

94-RP137.05
contain VOCs. In addition, the non-VOC emissions of 1,1,1-TCA and MeCl, could also be eliminated.
Cost and Facility Conversion The estimated cost of using each of the platen adhesives, given in Table 4, shows that all but one of the waterbased products are less costly to use than the aerosol adhesive that was tested. Perhaps more importantly, the four waterbased adhesives that do not contain VOCs are the most cost effective of all the products tested. The cost of using the least expensive adhesive, which contains no VOCs, is 12.5 percent of the cost of using the aerosol.
The data in Table 4, along with the information about application equipment shown in Table 5, can be used to estimate the cost of converting different facilities from aerosol adhesives to no-VOC, waterbased adhesives. The information shown in Table 5 was collected through contacts with a limited number of equipment suppliers. Extensive research of available application equipment was not conducted during this project. Nevertheless, many vendors and products are expected to exist.
Estimates for four example facility conversions are shown in Table 6. These estimates do not consider costs associated with equipment maintenance, utilities, depreciation, or cost of financing. The cost savings were determined assuming the cost of waterbased adhesive to be $0.17/10-dozen garments (Le., the average cost of the four no-VOC, waterbased adhesives that were tested).
CONCLUSIONS
Results from this demonstration project show that waterbased platen adhesives can perform effectively in garment screen printing operations when they are applied by an automatic spray system. In addition, waterbased products that contain no VOCs appear to be at least equaI in performance to waterbased products that contain VOCs. No-VOC, waterbased adhesives are also the least expensive to use.
Relatively quick payback periods are possible when a facility converts from the use of aerosol adhesives to these products. Nevertheless, estimated payback periods are highly dependant on the type of adhesive application system chosen and the number of garments printed. Overspray also affects the economics of using platen adhesives and, therefore, should be minimized whenever possible. One easy way to minimize overspray is to use the largest platens available that will fit the garments being printed.
There are several limitations to the results of this study. First, all tests were completed using an automatic spray system. The performance of the adhesives may be different when used with other application methods. In addition, all tests were performed while printing on fleece garments, which require more platen adhesive than nonfleece garments. Therefore, the usage rates that were determined in this study most likely would be lower if nonfleece garments were printed.
Although an automatic spray system was used, the press operators adjusted the system and had complete contTol over the rate at which the adhesive was applied. Over-application of platen adhesives is a possible and, perhaps, common Occurrence at many garment screen printing facilities. Moreover, different operators were used durjng the different tests and it is possible that, in some tests, more adhesive was used than necessary.
8
94-RP137.05
REFERENCES
1. "1990 Industry Profile Study: Confidential Summary Report," Screen Printing Association International, 1990.
2. Clarke, J. "Garment Adhesives: Making the Best Choice for Your Shop." Screenprinting. September 1993, pp 64-67;125.
3. Kesman, L., Textile Printer's Supply, Inc., Hamel, IL, personal communication, 1993.
4. Anderson, A., Screen Printing Association Intemational, Fairfax, VA, personal communication, 1993.
9

Table 1. Product information for tested platen adhesives.
VOC
9il Content, VOC Constituents Density,
lblgal (k@) Product Cost, $/gal ($L)
Waterbased with no VOCs:
1. Waterbased A 14.50 (3.83) 8.93 (1.07) 0.0 NIA
2. Waterbased B 14.90 (3.94) 8.50 (1.02) 0.0 N/A
3. Waterbased C 15.00 (3.96) 8.55 (1.02) 0.0 N/A
4. Waterbased D 19.95 (5.27) 8.51 (1.02) 0.0 N/A
Waterbased with VOCs:
5. Waterbased E
6. Waterbased F
Aerosol:
7. Aerosol
14.90 (3.94) 8.20 (0.98) 12.8 Morpholine Isopropanol
18.00 (4.76) 8.35 (1.00) 12.0 Acetone
3.40' NIA 81.5 Dimethyl Ether Isobutane Propane Hexane
'Cost per 13 ounce (368.5 g) can. 0 wl

I
94-RP137.05
Table 2. Demonstration results.'
Number of garments printed per volume of adhesive, dozedgal (dozen/L)
Amount of adhesive used per 10 dozen garments, lb (g) Product
Waterbased A 0.08 (36.3)
Waterbased B 0.10 (45.4)
Waterbased C 0.17 (77.1)
Waterbased D 0.03 (13.6)
Waterbased E 0.25 (1 13.4)
Waterbased F 0.56 (254.0)
Aerosol 0.15 (68.0)
1120 (295)
860 (227)
500 (132)
2470 (652)
330 (87)
150 (39)
50b
'Assuming an overspray of 21.85 percent for each adhesive. Per 13 ounce (368.5 g) can. b
Table 3. VOC emissions from platen adhesives.
VOC Emissions per Product 10 dozen garments,
Potential national annual emissions'
(g) Ib (kg) tons (tonnes)
Waterbased A O.OO0 0 0
Waterbased B O.OO0 0 0
Waterbased C 0.000 0 0
Waterbased D 0.000 0 0
Waterbased E 0.032 (14.5) 866,000 (393,000) 430 (393)
Waterbased F 0.067 (30.4) 1,820,000 (826,000) 910 (826)
Aerosol 0.125 (56.7) 3,360,000 (1,524,000) 1,680 (1,680)
'Assuming 270,000,000 dozen garments printed per year, nationwide.
11

Table 4. Platen adhesive cost.
Waterbased A 0.13
Waterbased B 0.17
Waterbased C 0.30
Waterbased E 0.46
Waterbased F 1.21
Aerosol 0.64
Table 5. Application equipment for waterbased platen adhesives.
c N Equipment Type of Cost per
press press, $ Note(s)
~~~~ ~~ ~
Squeegee Manual negligible N/A
Hand-held Electric Gun Manual and 189.00 N/A Automatic
Manual Spray System Manual and 612.60 Includes compressor, tubing, and spray gun. An additional spray gun can be attached to the same compressor and used on a second press at a cost of $220.
Automatic Spray System Automatic 2,425.00 Includes central compressor and computer controlled timing system. Automatic spray equipment can be connected to additional presses at a cost of $1975 per press.
Automatic

. .
c- W
Table 6. Facility payback through conversion from aerosol adhesive to no-VOC, waterbased adhesive.
~~
Facility Size Facilitv Variables
4
Small Medium Large Very Large
Presses ~~
2 Manual 2 Automatic 3 Automatic 6 Automatic
Number of Garments Printed 7,500 37,500 100,OOO 350,000 per Year, dozen
Type of Application Hand-held Electric Manual Spray Automatic Spray Automatic Spray Equipment Installed Gun System System System
Cost of Equipment, $
Yearly Cost of No-VOC Waterbased Adhesive, $'
Yearly Cost of Aerosol Adhesive, $b
Yearly Cost Savings, $
Estimated Payback Period, months
378.00 832.60 6,375.00 12,300.00
127.50 637.50 1,700.00 5,950.00
480.00 2,400.00 6,400.00 22,400.00
352.50 1,762.50 4,700.00 16,450.00
12.9 5.7 16.3 9.0
L
w 4 0 ul
aAssumes cost of waterbased adhesive is $0.17/10-dozen garments printed. Assumes cost of aerosol adhesive is $0.64/10-dozen garments printed. b

.. .
94-RPi37.05
!
14
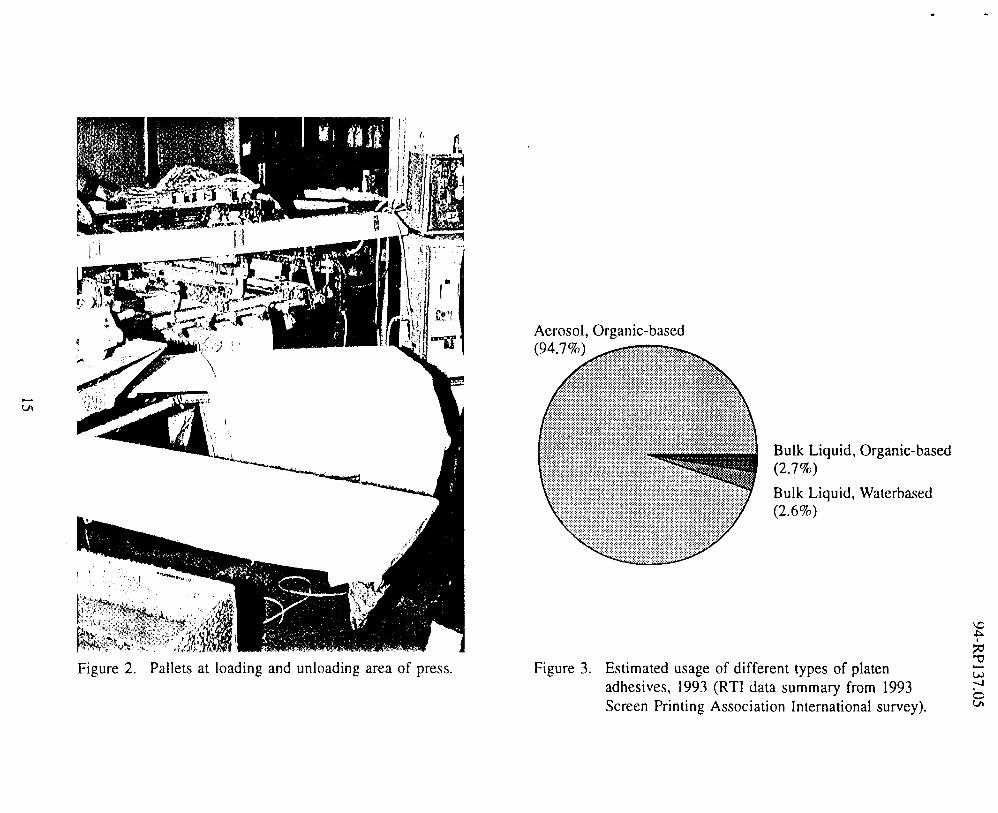
Figure 2. Pallets at loading and unloading area of press.
Aerosol, Organic-based
Bulk Liquid, (2.7%) Bulk Liquid, (2.6%)
Organic-based
Wa terbased
\o f e
Figure 3. Estimated usage of different types of platen w
Screen Printing Association International survey).
c-
? 0 ul
adhesives, 1993 (RTI data summary from 1993

94-RP 137.05
t Figure 4. Automatic spray system for waterbased platen adhesive. i
VOCs 3,500 tondyear (3,175 tonnes/year
Non-VOCs (1,1,1 800 tonsiyear
(726 tonnes/year)
-TCA, MeCl 2)
Figure 5. Estimated annual organic emissions from platen adhesives, 1993 (RTI data summary from 1993 Screen Printing Association International survey).
16