kanthi m.n. muthiah* and samuel h. huang - pqprc.ac.ir review of literature on... · review of...
TRANSCRIPT

Int. J. Industrial and Systems Engineering, Vol. 1, No. 4, 2006 461
Copyright © 2006 Inderscience Enterprises Ltd.
A review of literature on manufacturing systems productivity measurement and improvement
Kanthi M.N. Muthiah* and Samuel H. Huang Intelligent Systems Laboratory, Department of Mechanical, Industrial and Nuclear Engineering, University of Cincinnati, Cincinnati, OH 45221, USA E-mail: [email protected] E-mail: [email protected] *Corresponding author
Abstract: Globalisation is posing several challenges to the manufacturing sector. Design and operation of manufacturing systems are of great economic importance. Factory performance remains unpredictable in spite of the considerable literature on manufacturing productivity improvement, and the long history of manufacturing as there is no widespread agreement on how best be performed (Gershwin, 2000). Productivity measurement and improvement goes hand in hand, because one cannot improve what one cannot measure. The review of literature on manufacturing system productivity measurement and improvement has been summarised under four categories; they are Operations Research- (OR-) based methods, system analysis-based methods, continuous improvement methods and performance metrics-based methods. A survey of commercial tools available to measure manufacturing system performance is also performed. The review indicates that quantitative metrics for measuring factory level productivity and for performing factory level diagnostics (bottleneck detection, hidden capacity identification) are lacking. To address this gap, a factory level effectiveness metrics-based productivity measurement and diagnostic methodology is proposed.
Keywords: manufacturing systems; productivity measurement; productivity improvement; Operations Research (OR); systems analysis; continuous improvement; performance metrics; factory diagnostics; bottleneck detection; hidden capacity.
Reference to this paper should be made as follows: Muthiah, K.M.N. and Huang, S.H. (2006) ‘A review of literature on manufacturing systems productivity measurement and improvement’, Int. J. Industrial and Systems Engineering, Vol. 1, No. 4, pp.461–484.
Biographical notes: Kanthi M.N. Muthiah received a BE in Mechanical Engineering in 2001 from Thiagarajar College of Engineering, Madurai, India and an MS in Industrial Engineering from the University of Cincinnati in 2003. He is now a PhD candidate in the Industrial Engineering Program at the University of Cincinnati. As part of his PhD dissertation, he is currently working on developing and validating factory level quantitative metrics for performance monitoring and diagnostics to drive quantitative methods for continuous productivity improvement.
Dr. Samuel H. Huang is currently an Associate Professor of Mechanical, Industrial and Nuclear Engineering at the University of Cincinnati. He has professional experience as an Assistant Professor at the University of Toledo, Systems Engineer at EDS/Unigraphics (now UGS Corp.) and intern at NIST.

462 K.M.N. Muthiah and S.H. Huang
He was awarded 2005 Robert Daugherty Outstanding Young Manufacturing Engineer by the Society of Manufacturing Engineers (SME) in recognition to his contribution to manufacturing research and education. He received a BS in Instrument Engineering from Zhejiang University in 1991, and an MS and a PhD in Industrial Engineering from Texas Tech University in 1992 and 1995, respectively.
1 Introduction
In this era of globalisation there are several challenges facing the manufacturing sector. Complexity in taking decisions due to the immense availability of information, randomness in the system which affects performance, heterogeneity in events occurring all make modelling for performance prediction difficult (Gershwin, 1994, 2000).
Grünberg (2003) mentioned that, efforts to improve manufacturing productivity have been on since the start of industrial era. The first known and well-documented practitioners in the area of performance improvement were Adam Smith (1776) (Smith, 1999), Eli Whitney (1793) (Green, 1956), Charles Babbage (1833) (Dubbey, 1978), Frederick Taylor (1903) (Taylor, 1967), Henry Gantt (1910) (Alford, 1934), Henry Fayol (1916) (Storrs, 1949), Frank and Lillian Gilbreth (1917) (Gilbreth and Gilbreth, 1917) and Henry Ford (1926) (Ford, 1988). Since the 1950s, competition between companies has increased as markets have become increasingly global and there are no signs that this competition will ease. This increased competition creates an even greater need for first-rate improvement methods that can sustain competitiveness.
According to (Gershwin, 1994, 2000), a manufacturing system is a set of machines, transportation elements, computers, storage buffers and other items that are used together for manufacturing. People are also part of the system. Alternate terms are factory, production system and fabrication facility. Subsets of manufacturing systems, which are themselves systems, are sometimes called cells, work centres or work stations. Excess inventories, long lead times and uncertain delivery dates are caused by randomness and lack of synchronisation. There are only two possible solutions: reduce the randomness (due to machine failures, engineering changes, customer orders and so on) and reasons for the lack of synchronisation (costly set-up changes, large batch machines and others) or respond to them in a way that limits their disruptive effects. Both responses are valid, but they can be, in practice polar opposites.
Performance measurement is defined as the process of quantifying the efficiency and effectiveness of action (Tangen, 2003). Slack (2001) mentioned five types of performance objectives based on cost, flexibility, speed, dependability and quality. Tangen (2002) mentioned that performance measure criteria must be driven by strategic objectives and the measures must provide timely feedback. Goldratt and Cox (1986) and Goldratt and Fox (1986) said that the goal of a factory is to make money, and there are three important measures (which are defined in monetary rather than physical units): throughput, inventory and operations expenses. The first should be maximised and the last two should be minimised. Desrochers (1990) mentioned some of the objectives of a factory which leads to a better performance:
• minimised total time required to complete all the jobs (i.e. minimised make span)
• minimised set-up costs

Review of literature on manufacturing systems productivity measurement 463
• meeting the due date
• minimised mean time in the shop (mean flow time)
• minimised machine idle time
• minimised mean number of jobs in the system
• minimised percentage of jobs’ lateness
• minimised mean lateness of jobs
• minimised mean queue time.
There is considerable amount of literature on manufacturing system productivity measurement and improvement. In this paper, the extensive literature has been classified under four categories. The rationale for the classification and the organisation of this paper is as follows. Following the introduction, Section 2 presents methods based on rigorous mathematical modelling. Operations Research- (OR-) based methods and control-theoretical methods are discussed in this section. Section 3 presents methods driven by information systems, that is, system analysis-based methods for productivity improvement. In Section 4, continuous productivity improvement methods are discussed. These are primarily empirical methods established by practice. A survey of performance metrics-based methods and the motivation for a factory level approach for productivity measurement and improvement comprises Section 5. This section also comprises a survey of commercial tools available to measure manufacturing system performance. Finally, Section 6 draws conclusion regarding the literature review performed.
2 OR-based methods
OR is a discipline based on applied mathematics for quantitative system analysis, optimisation and decision-making (Leon, 2004). OR approach emphasises mathematical modelling leading to the deepest understanding of the behaviour of systems. An analytical or mathematical model can be solved quickly by a computer, and can be embedded in an optimisation algorithm (Gershwin, 1994). Table 1 summarises the methods reviewed and critiqued in this section.
Table 1 OR and control theory-based methods
Approach Methods
Operations research Program Evaluation and Review Technique/Critical Path Method (PERT/CPM), linear programming, integer programming, dynamic programming, simulation, network optimisation, graph theory, game theory, queuing theory, inventory theory, Markovian decision processes, reliability theory, non-linear programming, stochastic programming
Control theory Petri nets, Ramadge-Wonham (R-W) automata theory
There are a number of OR-based methods that have been developed in the past to model a manufacturing system for productivity improvement. Morgan (1989) reviewed many surveys and mentioned that reviews provide evidence about PERT/CPM, linear programming and simulation being among the most frequently used methods. In another

464 K.M.N. Muthiah and S.H. Huang
survey conducted by Ford et al. (1987), linear programming, simulation and network models are among the most highly used methods. Law and Kelton (2000) and Kelton et al. (2004) have a detailed account of simulation modelling and analysis. Johansson and Grünberg (2001) mentioned simulation techniques may be used as direct improvement methods but also often act as a support decision tool for the improvement of work. Graph theory and network optimisation are fields of mathematics and OR that have wide practical applications in manufacturing. It can be used to model many diverse applications such as cellular manufacturing, facility layout, production planning, production lot sizes and employee scheduling. There are models and optimisation algorithms using graph theory and network optimisation for spanning tree problems, shortest path problems, minimum-cost flows and arc routing problems (Evans, 1996). Hillier and Lieberman (2001) and Taha (2003) had a complete treatment of OR methods such as linear programming, network analysis, dynamic programming, game theory, queuing theory, inventory theory, Markovian decision processes, reliability theory and non-linear programming.
Surveys conducted by Forgionne (1983), Green et al. (1977), Shannon and Biles (1970), Thomas and DaCosta (1979) and Turban (1972) report low utilisation of some of the OR techniques such as queuing theory, integer programming, stochastic programming, search techniques, non-linear programming, dynamic programming and game theory. Vatter (1967), Gaither (1975) and Radnor and Neal (1973) mentioned that size of the firms and extent of OR methods used are positively related. Other barriers to usage of OR methods are listed as mathematical complexity, lack of training, knowledge or education (Gaither, 1975; Green et al., 1977; Shrock and Ostrom, 1981; Thomas and DaCosta, 1979; Watson and Marrett, 1979).
Approaches to improving manufacturing systems productivity originates from OR and control theories. From a general perspective OR and control theories have some common characteristics. Both are concerned with decision-making based on some analytical model (Desrochers, 1990). Hence, some control-theoretic approaches are also discussed in this section. Desrochers (1990) mentioned that control-theoretic models take the form of differential equations. This mathematical form allows techniques from modern control theory to be used in search of a feedback control law that looks at the present inventory, machine status and product demand to determine the present production rate. Some of the formal control theory methods used to model discrete-event systems are Petri nets and R-W automata theory (Ramirez-Serrano et al., 2002).
Petri nets are a simple, powerful, logical tool which enables the engineer to model, evaluate and control complex dynamic discrete-event system. A graphical representation of a Petri net can be constructed in a building block type manner where each newly revised net is developed by further detailing a previous version. After the graphical model has been completed, a mathematical model can be written systematically. These models can then be used to evaluate the properties and characteristics of system under investigation. Unlike many other modelling techniques, Petri nets can be used from design through evaluation to control (Zhou et al., 1994). Murata (1989) and Zhou and DiCesare (1993) mentioned Petri nets are useful in modelling systems due to their ability to model asynchronous operations, concurrence, deadlock, conflicting events and event driven systems. Desrochers (1990) listed more control-theoretic methods mainly based on dynamic programming, optimal control and stochastic control. Major drawback of the control-theoretic approach is that these models represent the system behaviour with a limited degree of accuracy and they depend heavily on the issues being studied.

Review of literature on manufacturing systems productivity measurement 465
Gershwin (2000) mentioned that design and operation of manufacturing systems are of great economic importance. In spite of the considerable literature on these topics, and the long history of manufacturing, there is no widespread agreement on how they can be done best. There are many academic approaches (queuing theory, dynamic programming, combinatorial optimisation, etc.) and many approaches that are advocated among practitioners and consultants, but factory performance remains unpredictable. Gershwin (2000) proposed an approach that comprises design and operation in a unified manner. The method will eventually include algorithms for selecting buffer sizes and operational parameters. However, the approach is far from complete and much work remains before it can be fully implemented.
3 System analysis-based methods
During the last two decades attempts have been made to analyse and model manufacturing systems using a system’s approach. Table 2 summarises system-based techniques for manufacturing system analysis and design for productivity improvement. Table 2 is followed by a brief account of these methods and a critique of these methods.
Table 2 System analysis-based methods
Method Literature surveyed
Graphs with Results and Actions Interrelated (GRAI)
Doumeingts (1985), Doumeingts et al. (1995) and Grislain and Pun (1979)
Integrated Compute-Aided Manufacturing Definition (IDEF0)
Bravoco and Yadav (1985) and Ross (1985)
Structured Analysis and Design Technique (SADT)
Marca and McGowan (1988), Ross and Schoman (1977), Ross (1985) and Santarek and Buseif (1998)
Structured Systems Analysis and Design Method (SSADM)
Down et al. (1988) and Eva (1992)
GRAI Integrated Methodology (GIM) Doumeingts et al. (1995)
Strathclyde Integration Method (SIM) Carrie and Macintosh (1997), Pandya et al. (1997) and Carrie (1997)
GI-SIM Al-Ahmari and Ridgway (1999)
Al-Ahmari and Ridgway (1999) mentions that the GRAI is based on a conceptual reference model, which uses two graphical tools and a structured approach. The reference model is decomposed into three subsystems, namely physical, information and decisional systems. The GRAI graphical tools consist of GRAI grids and GRAI net. The GRAI net describes the structure of the various activities in each of the decision centres identified in the GRAI grid and is constructed using a bottom-up analysis approach (Al-Ahmari and Ridgway, 1999; Doumeingts, 1985; Doumeingts et al., 1995; Grislain and Pun, 1979).
Al-Ahmari and Ridgway (1999) mentions that IDEF0 consists of a hierarchy of diagrams, text and glossary. The diagram represents the main component of the IDEF0 model. It presents the system functions as boxes, and data or object interfaces as arrows. The attachment point between arrows and boxes indicates the interface type (input,

466 K.M.N. Muthiah and S.H. Huang
control, output or mechanism). The generation of many levels of detail through the model diagram structure is one of the most important features of IDEF0 as a modelling technique (Al-Ahmari and Ridgway, 1999; Bravoco and Yadav, 1985; Ross, 1985).
SADT is a standard tool used in design of computer-integrated manufacturing systems, including flexible manufacturing systems. Representation of a manufacturing system consists of an ordered set of boxes representing activities performed by the system. The activity may be a decision-making, information conversion or material conversion activity. SADT models ensure consistency but they are static, that is, they represent exclusively system activities and their interrelationships, but do not show directly logical and time dependencies between them (Al-Ahmari and Ridgway, 1999; Marca and McGowan, 1988; Ross, 1985; Ross and Schoman, 1977; Santarek and Buseif, 1998).
Al-Ahmari and Ridgway (1999) describes SSADM provides interfaces between the method procedure and technique. It breaks down the system into modules containing activity steps. Each step has several tasks as inputs and outputs. SSADM contains a number of techniques which includes Data Flow Diagram (DFD), Logical Data Structure (LDS), Entity Life Histories (ELH) and Relational Data Analysis (RDA) to support its modelling methodology (Al-Ahmari and Ridgway, 1999; Down et al., 1988; Eva, 1992).
Al-Ahmari and Ridgway (1999) points that GIM was developed to support system’s analysis and design. This method is based on a reference model, formalisms and structured approach. GIM uses three modelling methods: GRAI (to model decision systems), MERISE (to model information systems) and IDEF0 (to model physical systems). Therefore, the GIM method integrates four different modelling domains: functional, information, decisional and physical and present them in a GIM modelling framework (Al-Ahmari and Ridgway, 1999; Doumeingts et al., 1995).
Al-Ahmari and Ridgway (1999) describes SIM composes two modelling methods DFDs and GRAI grids. The application of IDEF0 was introduced in the method to complement the use of DFDs. SIM is an effective method for modelling manufacturing information systems but it does not consider dynamic aspects of physical subsystems in the manufacturing environment (Al-Ahmari and Ridgway, 1999; Carrie and Macintosh, 1997; Pandya et al., 1997; Carrie, 1997).
Al-Ahmari and Ridgway (1999) proposes the GI-SIM modelling method has the capability to analyse and design manufacturing systems. It presents a global view of the organisation in its grid, and describes the different activity centres using the IDEF0 modelling technique. In this method, the lowest level of IDEF0 models can be translated into simulation tools. When compared with other modelling methods used for system analysis and design, GI-SIM has distinct advantages. GI-SIM is flexible and combines three important modelling concepts (conceptual, functional and simulation) to describe the manufacturing system form its global domain to its detailed specifications, and includes the dynamic aspects of the system being modelled. The object linking method has been used to enhance the consistency between the various GI-SIM components (the GRAI grid, IDEF0 and SIMAN tools) (Al-Ahmari and Ridgway, 1999).
These modelling methods have been compared and evaluated by several researchers (Colquhoun et al., 1993; Doumeingts et al., 1995; Pandya, 1995; Pandya et al., 1997; Shorter, 1994). It is agreed that there is no single conceptual modelling method, which can completely model a manufacturing system or describe most of its subsystems (Al-Ahmari and Ridgway, 1999). In general, all these methods have advantages and disadvantages in modelling manufacturing systems. They can identify major elements of

Review of literature on manufacturing systems productivity measurement 467
the system and model it in a hierarchical structure by breaking down the whole system into low-level units of a factory. Flow of material, control and information can also be simulated. However, these modelling techniques are not designed to facilitate productivity measurement and analysis. Rather they focus on the availability of the unit/equipment, which is only one aspect of the system performance (Huang et al., 2002).
4 Continuous improvement methods
In the survey conducted by Industry Week (IW) and Manufacturing Performance Institute (MPI), plants closest to world-class report higher capacity utilisation. The survey included 100 questions and received 967 responses from manufacturers across the USA. More than 95% of plants closest to world-class indicated that they have an established improvement methodology in place. Table 3 gives the summary of IW/MPI Census plants’ progress towards achieving world-class manufacturing status (Taninecz, 2004a).
Table 3 World-class progress
No. of Plants Plants (%)
No progress 236 25.9 Some progress 448 49.2 Significant progress 207 22.7 Fully achieved 19 2.1
Source: Taninecz (2004a).
More than 75% of plants with no progress towards world-class report no quality certifications in place, while 72.9% of plants closest to world-class indicate at least one quality certification in place. Nearly 40% of plants closest to world-class are registered ISO 9001:2000 compared with 9.1% of no-progress plants (Taninecz, 2004a). Table 4 gives the primary improvement methodology in place in IW/MPI Census plants. The most established methodologies among manufacturing plants are lean manufacturing, Total Quality Management (TQM) and a hybrid approach of Lean and Six Sigma (Taninecz, 2004b).
Table 4 Improvement methodologies
Primary methodology No. of plants in use Plants (%)
Agile manufacturing 41 4.6 Lean manufacturing 316 35.7 Six Sigma 29 3.3 Lean and Six Sigma 68 7.7 Theory of constraints (TOCs) 43 4.9 TQM 125 14.1 Toyota production system (TPS) 12 1.4 No methodology 186 21 Other 64 7.2 Total 884 100
Source: Taninecz (2004b).

468 K.M.N. Muthiah and S.H. Huang
One in five IW/MPI Census plants indicates that they have no improvement methodology in place. It is mentioned in the survey that it indicates poor manufacturing performance. The survey concludes by mentioning that a methodology will only be good as those guiding and executing it. It is also mentioned that the survey should not be used to crown any single methodology as manufacturing king, the findings do support the argument that any methodology is better than no methodology at all (Taninecz, 2004b). A review and a critique of principle continuous improvement methodologies follow. Apart from the methods listed in Table 4 other methods reviewed and critiqued in this section are Business Process Reengineering (BPR), Total Productive Maintenance (TPM), world-class manufacturing and Quick Response Manufacturing (QRM).
Monden (1993) mentioned that the primary consideration of the TPS is to reduce costs by completely eliminating waste such as excessive production resources, overproduction, excessive inventory and unnecessary capital investment. Two key concepts to TPS are Just-In-Time (JIT) and Autonomation. These two concepts are the pillars of the TPS. Two concepts also key to the TPS includes flexible work force (‘Shojinka’ in Japanese), which means varying the number of workers to demand changes, and creative thinking or inventive ideas (‘Soikufu’), which means capitalising on worker suggestions. To realise these four concepts, Toyota has established ‘kanban system’ to maintain the JIT production, ‘production smoothing method’ to adapt to demand changes, ‘shortening of the set-up time’ for reducing the production lead time, ‘standardisation of operations’ to attain line balancing, ‘machine layout’ and ‘multifunction workers’ for the flexible work force concept, ‘improvement activities by small groups and suggestion system’ to reduce the work force and increase worker morale ‘visual control system’ to achieve the Autonomation concept, ‘functional management system’ to promote company-wide quality control (Monden, 1993).
Lean manufacturing was popularised in Womack et al. (1990). It has become a standard to emulate by firms throughout the world. Although a number of principles and tools appear to be derived from TPS, cellular manufacturing and world-class manufacturing, lean manufacturing has emerged relatively recently as an approach that integrates different tools to focus on the elimination of waste and produce products that meet customer expectations (Hines and Taylor, 2000; Ohno, 1988; Plonka, 1997; Womack and Jones, 1996). James-Moore and Gibbons (1997) defined key areas of focus within the lean manufacturing as flexibility, waste elimination, optimisation, process control and people utilisation. A value stream is defined as all the value-added and non-value-added actions required to bring a specific product, service or combination of products and services, to a customer, including those in the overall supply chain as well as those in internal operations. Value Stream Mapping is an enterprise improvement technique to visualise an entire production process, representing information and material flow, to improve the production process by identifying waste and its sources (Rother and Shook, 1999; Womack and Jones, 1996). The standard seven tools defined as part of detailed value stream mapping is described in detail in Hines and Taylor (2000), Hines and Rich (1997) and Jones et al. (1997).
Agile manufacturing is defined as the integration of organisation, highly skilled and knowledgeable people and advanced technologies, to achieve cooperation and innovation in response to the need to supply customers with high-quality customised products. The term agile manufacturing came into common usage with the publication of the report 21st Century Manufacturing Enterprise Strategy (Kidd, 1994; Iacocca Institute, 1991).

Review of literature on manufacturing systems productivity measurement 469
Kidd (1994) listed the strategies for agile manufacturing should be focused on designing an enterprise that will lead to:
• faster response to highly variable customer demand patterns
• improved productivity
• opportunities for system wide innovation, learning and improvement
• improved product quality
• better utilisation of expensive capital and improved return on investment.
Dove (1993) underscored that the lean manufacturing refined the mass manufacturing by eliminating waste and by responding to unanticipated change at the operational level. Agility, however, is a strategic response to involve the customer more closely in the specification of the product and, if need be, to deal more effectively with conditions that are beyond the control of the enterprise (Plonka, 1997).
Crosby, Deming, Juran and Feigenbaum had considerable influence in the development of TQM in organisations throughout the world (Dale, 1999). Crosby defines quality as a conformance to requirements. His programme has 14 steps that focus on how to change the organisation and tend to be a specific action plan for implementation (Crosby, 1979). Deming also suggests a 14-point approach summarising his management philosophy for improving the quality. Other contributions of Deming include the Plan-Do-Check-Act (PDCA) or the Plan-Do-Study-Act (PDSA) cycle of continuous improvement (Deming, 1982, 1986). Deming ignores the cost of quality while Juran, like Crosby and Feigenbaum, claim that reducing it is a key objective. A ten-point approach summarises Juran’s approach (Juran, 1988). Feigenbaum identifies ten benchmarks for success (Feigenbaum, 1956, 1991).
“TQM is defined as the management approach of an organisation, centred on quality, based on the participation of all its members and aiming at long-term success through the customer satisfaction, and benefits to all members of the organisation and to society”.
The discipline of cleanliness and housekeeping (5Ss) is a prerequisite for an effective quality assurance (Dale, 1999). Some of the tools used in TQM to support, develop and advance the quality improvement process are flowcharts, checklists, seven quality control tools, quality costing, Statistical Process Control (SPC), Failure Mode and Effects Analysis (FMEA), Fault Tree Analysis (FTA), design of experiments, Taguchi methods, Quality Function Deployment (QFD), seven management tools, Departmental Purpose Analysis (DPA), mistake-proofing and benchmarking. A detailed description of the above tools could be found in Dale (1999), Hawkings (2001) and Sui-Pheng and Khoo (2001).
While TQM is based on continuous process improvement over a relatively long time, BPR emphasises process reengineering. TQM and BPR are complementary and integral approach. Though both are philosophies to improve business performance, continuous improvement should come first to provide the base for the more radical change and improvements generated by BPR (Dale, 1999; Kelada, 1995; Harrington, 1995; Vakola and Rezgui, 2000).
Dale (1999) says that the development of people and their involvement in improvement activities both individually and through teamwork, is a key feature in a company’s approach to TQM. A key aspect of this is making full use of the skills and knowledge of all the employees to the benefit of the individuals and the organisation.

470 K.M.N. Muthiah and S.H. Huang
There are a number of different types of teams with different operating characteristics, all of which can act as a vehicle for involving people in improvement activities. The names given to the teams vary depending on the objective – Quality Circles (QCs), yield improvement teams, quality improvement teams, continuous improvement teams, problem elimination teams, self-directed work teams, process improvement groups, task groups, SPC teams, error cause removal teams, corrective action teams, kaizen teams and cross functional teams and are found in areas such as design, quality assurance, costs, standardisation, delivery and supply. A detailed description of the role of teams in continuous improvement could be found in Dale (1999).
Nakajima (1988) developed TPM by combining the key features of preventive, productive and predictive maintenance with TQM, QCs and employee involvement. A number of Japanese companies started TQM some 30–35 years ago; the majority of them have only become involved with TPM during the last 15 years. The consensus view among the companies is that, in their experience, TQM has only a limited influence on machine performance, and so, they have introduced TPM to focus on the machines (Dale, 1999).
The Six Sigma methodology was developed by Mikel Harry in the late 1980s to provide a consistent data drive-approach to solving difficult business problems. Harry posited that every problem could be characterised as a process with ‘inputs’ and ‘outputs’. Addressing process problems, analysing their root causes and troubleshooting solutions to them could be divided into the following five discrete steps or phases: Define, Measure, Analyse, Improve and Control (DMAIC) (Sharma, 2003). The Six Sigma philosophy maintains that reducing ‘variation’ will help solve process and business problems (Pojasek, 2003). Tennant (2001) mentions that the component parts of a Six Sigma quality initiative include:
• TQM, which provides tools and techniques to bring about cultural change and process improvement within an organisation
• SPC, which supplies powerful metrics, analysis tools and control mechanisms
• a Japanese approach to process improvement and design, customer satisfaction and customer needs analysis, helping to bridge the gap between quality as ‘satisfaction experienced’ and an actionable reality
• a new paradigm of total customer satisfaction as a primary driver for the quality initiative.
Sharma (2003) mentions that there are many advantages of using strategic Six Sigma principles in tandem with lean enterprise techniques, which can lead to quick process improvements. It is sometimes difficult for a company to translate or leverage such improvements enterprise wide because no infrastructure exists to do so quickly and efficiently. By introducing Six Sigma principles into the improvement mix, however, it becomes possible to put in place a business process framework with which to leverage benefits in one process to other processes in an organisation. The strategic use of Six Sigma principles and practices ensures that process improvements generated in one area can be leveraged elsewhere to maximum advantage, resulting in quantum increases in product quality, process improvement or corporate earnings performance (Sharma, 2003).
Greene (1991) defined world-class companies as those which continuously outperform the industry’s global best practices and which know intimately their customers and suppliers, know their competitors’ performance capabilities and know

Review of literature on manufacturing systems productivity measurement 471
their own strengths and weaknesses. The term ‘world-class’ was introduced by Hayes and Wheelwright (1984) to describe the capabilities, which had been developed by the Japanese and German companies to compete in export markets. The virtues of Japanese companies in particular were already the subject of much admiration, and Schonberger (1986) picked up the term in his second major book ‘World-Class Manufacturing’ (Harrison, 1998). Maskell (1991) mentions that the term world-class manufacturing is a very broad one but will generally include the following:
• a new approach to product quality
• JIT production techniques
• change in the way the work force is managed
• a flexible approach to customer requirements (Maskell, 1991).
TOC can be summarised using the terminology of the system we seek to improve as follows:
1 identify the system’s constraints
2 decide how to exploit the system’s constraints
3 subordinate everything else to the above decision
4 elevate the system’s constraints
5 if in the previous steps a constraint has been broken, go back to step one, but do not allow inertia to cause a system constraint (Goldratt, 1990).
McMullen (1998) lists the reasons for TOC’s popularity to its ability to increase profitability, to expose hidden capacity; make growth in throughput value added the perpetual top priority, improve profitability of product mix, reduce inventory in supply chain, focus manufacturing and quality improvements on throughput value added, reduce cycle time, that is, establish excellent delivery performance, produce better Returns-on-Investment (ROI).
Japanese manufacturing techniques, also known as JIT, and more recently popularised under the name of ‘lean manufacturing’, are considered to be the leading edge of manufacturing strategy and are being adopted by companies throughout the world. However, Suri (1998) mentions that for markets that make highly engineered products in small batches and companies that do not need to engineer each product, but have a very large number of different products with highly variable demand, a new strategy called QRM is more effective than the lean manufacturing. There are ten principles laid down by QRM and the key aspect is that all principles stem from a single theme of reducing lead times. One of the principles even states that ‘Plan to operate at 80% or even 70% capacity on critical resources’ instead of keeping the machines and people busy all the time (Suri, 1998).
Among all the methodologies surveyed in this section, no one method can be concluded to be the best. The findings of IW/MPI survey also support this argument. As quoted by the IW/MPI survey, a methodology will only be good as those guiding and executing it (Taninecz, 2004b).

472 K.M.N. Muthiah and S.H. Huang
5 Performance metrics-based methods and motivation for a factory level approach
Conventional performance metrics used to measure factory performance is production throughput (λ), process inventory (L), cycle time (W). The relationship between these is given by Little’s law, which states, L = λW (Little, 1961). Table 5 summarises the performance metrics reviewed and critiqued in this section. This section also has a detailed survey of commercial tools available for performance measurement. It is followed by the motivation for a factory level performance diagnostics approach and the proposed framework.
Table 5 Performance metrics reviewed
Performance metrics Literature surveyed
Throughput (λ), Process inventory (L) and Cycle time (W)
Little (1961)
Overall Equipment Effectiveness (OEE)
Ames et al. (1995), Bonal et al. (1996), Chand and Shirvani (2000), Giegling et al. (1997), Hansen (2002), Jonsson and Lesshammar (1999), Leachman (1997), Nakajima (1988) and SEMI E79-0200 (2000)
Overall Factory Effectiveness (OFE) Scott and Pisa (1998) and SEMI E124-0703 (2003)
Overall Throughput Effectiveness (OTE) Huang et al. (2002) and Huang et al. (2003)
Unit-based OEE measures the equipment’s productivity relative to its maximum capability, assumed constant during the time period (total time) for measuring performance. OEE is defined as (Nakajima, 1988),
eff eff effOEE A P Q= × × (1)
where Aeff is the availability efficiency that captures the deleterious effects due to breakdowns, set-ups and adjustments, Peff is the performance efficiency that captures productivity loss due to reduced speed, idling and minor stoppages. Qeff is the quality efficiency that captures loss due to defects, rework and yield. These three components of OEE are calculated as follows:
Ueff
T
=T
AT
(2)
actPeff
U th
= NOR SR=RT
PT R
× × (3)
geff
a
PQ
P= (4)
where TU is the uptime of the equipment, TT is the total observation time of the equipment, NOR is the net operating rate, SR is the speed ratio, TP is the production time of the equipment, Ract is the actual processing rate of the equipment, Rth is the

Review of literature on manufacturing systems productivity measurement 473
theoretical processing rate of the equipment, Pg is the good product output from the equipment and Pa is the actual products processed by the equipment during the observation time.
Though OEE is a part of TPM, it has been used extensively outside the maintenance paradigm. OEE has been used extensively for equipment productivity improvement, especially in the semiconductor industry (Ames et al., 1995; Bonal et al., 1996; Chand and Shirvani, 2000; Giegling et al., 1997; Leachman, 1997; SEMI E79-0200, 2000). OEE was recognised as a fundamental method for measuring equipment performance beginning the late 1980s and early 1990s. Now it is accepted by management consultants as a primary performance metric (Hansen, 2002). The OEE measure attempts to reveal the hidden costs associated with a piece of equipment. When it is applied by autonomous small groups on the shop-floor together with quality control tools, OEE is an important complement to the traditional top-down oriented performance measurement systems (Jonsson and Lesshammar, 1999).
Scott and Pisa (1998) pointed out that the gains made in OEE, while important and ongoing, are insufficient. It is necessary to focus one’s attention beyond the performance of individual tools towards the performance of the whole factory. The ultimate objective is a highly efficient integrated system, not brilliant individual tools. The authors coined the term OFE, which is about combining activities and relationships between different machines and processes, and integrating information, decisions and actions across many independent systems and subsystems.
Fab graph, a directed multigraph is used for performance analysis for wafer fabs. The defining feature of a wafer fab is its process flow. However, a process flow cannot be executed without equipment. Consideration of how a process flow maps onto a set of equipment leads naturally to the fab graph. In addition to providing a useful pictorial representation of the process flow, the fab graph is a legitimate mathematical entity. Using discrete-event simulation as a numerical technique, the dynamic model may be implemented in computer software with measures of fab performance such as dynamic capacity, product cycle time, process throughputs, equipment utilisation and scheduled lot completions. It is claimed that automated analysis and interpretation is possible because of the fundamental understanding of fab structure derived from fab graph analysis. The method is focused on semiconductor manufacturing and the metrics used are at the equipment level (Atherton and Atherton, 1995; Beineke and Wilson, 1978; Deo, 1974).
Table 6 summarises commercial tools available to measure manufacturing system performance. The criteria used for summarising to the tools are as follows:
• Factors measured: refers to the performance metrics measured or observed using the tool.
• Improvement methodology: refers to improvement technique (such as TPM, lean manufacturing, etc.) followed.
• Metrics level: refers to whether the factors measured are for individual equipment or for the entire system.
• Modelling capability: refers to whether the tool has manufacturing system modelling capabilities.
• Automated diagnostics: refers to whether in the tool, process of bottleneck detection is automated.
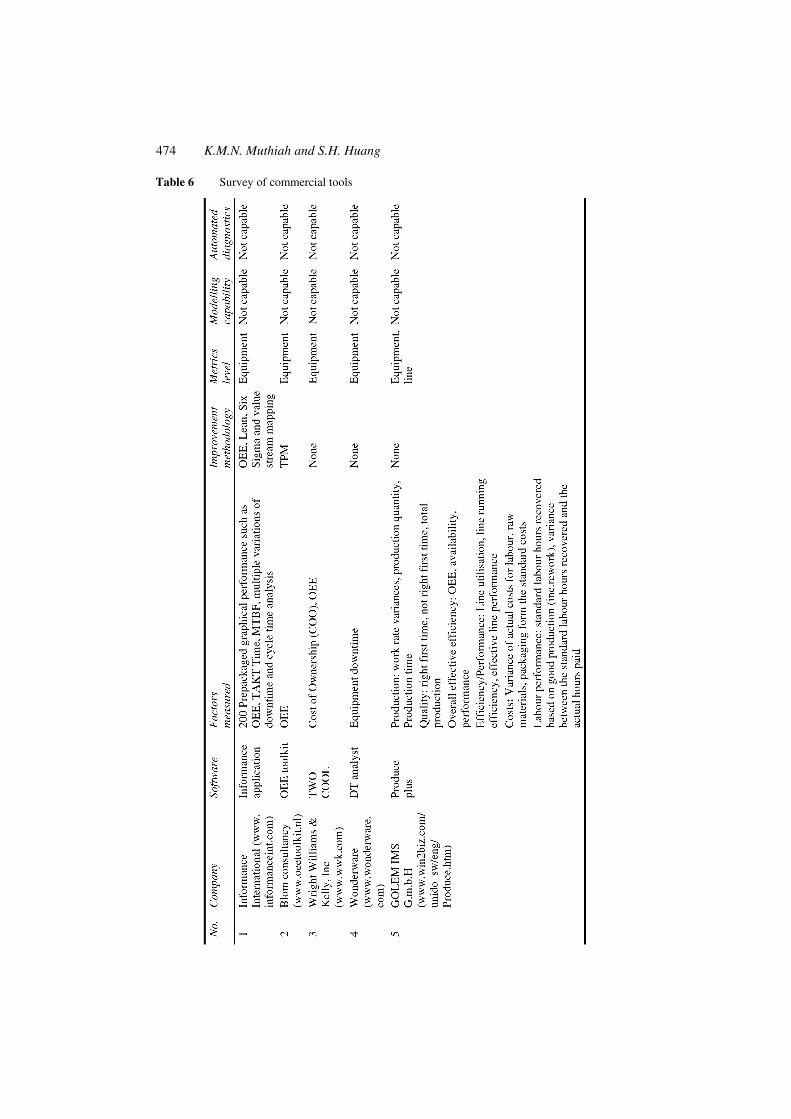
474 K.M.N. Muthiah and S.H. Huang
Table 6 Survey of commercial tools

Review of literature on manufacturing systems productivity measurement 475
Table 6 Survey of commercial tools (continued)

476 K.M.N. Muthiah and S.H. Huang
Table 6 Survey of commercial tools (continued)

Review of literature on manufacturing systems productivity measurement 477
Table 6 Survey of commercial tools (continued)

478 K.M.N. Muthiah and S.H. Huang
It could be observed from Table 6 that all tools measure performance at the equipment level. The extensive literature review shows that quantitative metrics to measure performance at factory level are lacking. A quantitative approach to perform factory level diagnostics (identifying bottleneck, opportunities for improvement) is lacking. A systematic methodology driven quantitatively to focus on critical areas constraining manufacturing system productivity is lacking.
Semiconductor Equipment and Materials International (SEMI) is now pioneering the development of OFE metrics (SEMI E124-0703, 2003). However, the metrics are geared towards semiconductor manufacturing. SEMI metrics are intended for evaluating the overall efficiency of semiconductor manufacturing, not for diagnosing problems (identifying bottleneck/opportunities for improvement) in the factory. Therefore, their utility is limited.
An attempt was made by Huang et al. (2002, 2003) to come up with factory level diagnostic metrics. Though a noteworthy attempt, however there were some major unaddressed issues. Overall Throughput Effectiveness (OTE) metrics developed then were for ‘series’ and ‘parallel’ subsystems alone. This was not sufficient to compute OFE as it lacked constructs to model a factory by capturing the equipment connectivity information. The OTE metrics defined needed good product output from the factory for computation. Hence, it cannot be used for factory level diagnostics such as bottleneck detection. The OTE metrics developed were not statistically validated.
To measure performance and to systematically perform diagnostics at the factory level, quantitative metrics at factory level consistent with a manufacturing system modelling technique capturing equipment interconnectivity information is essential. This could be achieved by classifying the entire manufacturing system layout into subsystems based on what is occurring in real-world manufacturing systems, such as ‘series’, ‘parallel’, ‘assembly’ and ‘expansion’. The subsystems defined would serve as the modelling constructs to create manufacturing system models.
The framework for quantitative factory level metrics-based production monitoring and diagnostics is illustrated in Figure 1. Manufacturing system modelling is driven by the equipment data and would aim at capturing the equipment interconnectivity information conducive for factory level performance monitoring and diagnostics. This could be achieved by classifying the entire layout into subsystems based on what is occurring in real-world manufacturing systems, as ‘series’, ‘parallel’, ‘assembly’ and ‘expansion’. The interconnectivity information of these subsystems is captured to achieve at the factory level model. There are different approaches to derive factory level productivity metrics. As long as the derivation obeys the law of conservation of material flow, the resulting metrics will be able to measure factory performance. However, to be useful for factory diagnostics and production line design, factory level metrics should be derived as a function of the individual equipment productivity consistent with the manufacturing system modelling technique. Subsystem level metrics is first derived based on the interconnectivity information of the equipments. Finally, the factory level metric is achieved by synthesising the subsystem level metrics, capturing the interconnectivity information of the subsystems. A constraint-based approach should be used to drive the metrics development to be useful for factory diagnostics. The equipment productivity which constraints the value of the factory level metrics is used to drive the diagnostics. This approach would also have a tremendous potential to automate the entire factory performance diagnostics.

Review of literature on manufacturing systems productivity measurement 479
Figure 1 Schematic illustration of factory level effectiveness metrics-based production monitoring and diagnostics
6 Conclusion
This paper presents a detail review of the literature on manufacturing systems’ productivity measurement and improvement. The review is summarised under four categories. OR-based methods emphasise mathematical modelling leading to the deepest understanding of the behaviour of systems. However, complexity and heavy dependence on the issues being studied are drawbacks. Systems-based methods can identify major elements of the system and model it in a hierarchical structure by breaking down the whole system into low-level units of a factory. However, these modelling techniques are not designed to facilitate productivity measurement and analysis as they focus on the availability of the unit/equipment, which is only one aspect of the system performance. Among all the continuous improvement methodologies surveyed, no single methodology can be crowned as the best. A methodology is as good as those guiding and executing it. A survey of performance metrics-based methods indicates lack of factory level approach to measure performance and to systematically perform diagnostics. A survey of commercial tools available to measure manufacturing system performance

480 K.M.N. Muthiah and S.H. Huang
indicates that the tools measure performance at equipment level and there is no modelling capability leading to automated diagnostics. A framework is proposed to develop quantitative metrics at factory level consistent with a manufacturing system modelling technique. The approach would help factory professionals to systematically perform factory diagnostics by quantitatively focusing on critical areas constraining manufacturing system productivity.
References
Al-Ahmari, A.M.A. and Ridgway, K. (1999) ‘An integrated modeling method to support manufacturing systems analysis and design’, Computers in Industry, Vol. 38, pp.225–238.
Alford, L.P. (1934) Henry Laurence Gantt: Leader in Industry, New York: Society of Mechanical Engineers.
Ames, V.A., Gililland, J., Konopka, J., Schnabl, R. and Barber, K. (1995) ‘Semiconductor manufacturing productivity overall equipment effectiveness (OEE) guidebook’, International SEMATECH, Report Technology Transfer 95032745A-GEN.
Atherton, L.F. and Atherton, R.W. (1995) Wafer Fabrication: Factory Performance and Analysis, Boston: Kluwer Academic Publishers.
Beineke, L.W. and Wilson, R.J. (1978) Selected Topics in Graph Theory, New York: Academic Press.
Bonal, J., Ortega, C., Rios, L., Aparicio, S., Fernandez, M., Rosendo, M., Sanchez, A. and Malvar, S. (1996) ‘Overall fab efficiency’, Proceedings of the Seventh Annual IEEE/SEMI Advanced Semiconductor Manufacturing Conference, Cambridge, MA.
Bravoco, R. and Yadav, S. (1985) ‘A methodology to model functional structure of an organization’, Computers in Industry, Vol. 6, pp.345–361.
Carrie, A. and Macintosh, R. (1997) ‘An assessment of GRAI grids and their use in the strathclyde integration method’, Production Planning and Control, Vol. 8, pp.106–113.
Chand, G. and Shirvani, B. (2000) ‘Implementation of TPM in cellular manufacture’, Journal of Materials Processing Technology, Vol. 103, pp.144–154.
Colquhoun, G., Baines, R. and Crossley, R. (1993) ‘A state of the art review of IDEF0’, International Journal of Computer Integrated Manufacturing, Vol. 6, pp.252–264.
Crosby, P.B. (1979) Quality is Free, New York: McGraw Hill.
Dale, B.G. (1999) Managing Quality, Blackwell Publishers.
Deming, W.E. (1982) Quality, Productivity and Competitive Position, Cambridge, MA: MIT, Centre of Advanced Engineering Study.
Deming, W.E. (1986) Out of the Crisis, Cambridge, MA: MIT, Centre of Advanced Engineering Study.
Deo, N. (1974) Graph Theory with Applications to Engineering and Applied Science, New Jersey: Prentice-Hall.
Desrochers, A.A. (1990) Modeling and Control of Automated Manufacturing Systems, Washington, DC: IEEE Computer Society Press.
Dove, R. (1993) ‘Lean and agile: synergy, contrast, and emerging structure’, Proceedings of Defense Manufacturing Conference 93’, San Francisco, CA.
Doumeingts, G. (1985) ‘How to centralize decision through GRAI model in production management’, Computers in Industry, Vol. 6, pp.501–514.
Doumeingts, G., Vallespir, B. and Chen, D. (1995) ‘Methodologies for designing CIM system: a survey’, Computers in Industry, Vol. 25, pp.263–280.
Down, E., Clare, P. and Coe, T. (1988) Structured System Analysis and Design Method, New York: Prentice-Hall.

Review of literature on manufacturing systems productivity measurement 481
Dubbey, J.M. (1978) The Mathematical Work of Charles Babbage, Cambridge.
Eva, M. (1992) SSADM Version 4 – A User Guide, London: McGraw-Hill.
Evans, J.R. (1996) ‘Graph theory and networks’, Mathematical Programming for Industrial Engineers, New York: Marcel Dekker, Inc., pp.271–306.
Feigenbaum, A.V. (1956) ‘Total quality control’, Harvard Business Review, Vol. 34, pp.93–101.
Feigenbaum, A.V. (1991) Total Quality Control, New York: McGraw Hill.
Ford, F.N., Bradbard, D.A., Ledbetter, W.N. and Cox, J.F. (1987) ‘Use of operations research in production management’, Production and Inventory Management, Vol. 28, No. 3, pp.59–62.
Ford, H. (1988) Today and Tomorrow, Cambridge: Productivity Press (special reprint edition of the 1926 book).
Forgionne, G.A. (1983) ‘Corporate management science activities’, Interfaces, Vol. 13, No. 3, pp.20–23.
Gaither, N. (1975) ‘The adoption of operations research techniques by manufacturing organizations’, Decision Sciences, Vol. 6, No. 4, pp.797–813.
Gershwin, S.B. (1994) Manufacturing Systems Engineering, Englewood Cliffs, NJ: Prentice-Hall.
Gershwin, S.B. (2000) ‘Design and operation of manufacturing systems: the control-point policy’, IIE Transactions, Vol. 32, pp.891–906.
Giegling, S., Verdini, W.A., Haymon, T. and Konopka, J.M. (1997) ‘Implementation of overall equipment effectiveness (OEE) system at a semiconductor manufacturer’, Proceedings of 1997 IEMT Symposium, Austin, TX.
Gilbreth, F. and Gilbreth, L. (1917) Applied Motion Study, New York: Sturgis & Walton Co.
Goldratt, E. (1990) What is This Thing Called Theory of Constraints and How Should it be Implemented?, North River Press.
Goldratt, E.M. and Cox, J. (1986) The Goal, North River Press.
Goldratt, E.M. and Fox, R.E. (1986) The Race, North River Press.
Green, C.M. (1956) Eli Whitney and the Birth of American Technology, New York: Addison Wesley Longman, Inc.
Green, T.B., Newsom, W.B. and Jones, S.R. (1977) ‘A survey of the applications of quantitative techniques to production/operations management in large corporations’, Academy of Management Journal, Vol. 20, No. 4, pp.669–676.
Greene, M. (1991) ‘Plant-wide systems: a world class perspective’, Production Inventory Management, Vol. 11, pp.14–15.
Grislain, J. and Pun, L. (1979) ‘Graphical methods for production control’, Fifth International Conference on Production Research, Amsterdam, pp.265–270.
Grünberg, T. (2003) ‘A review of improvement methods in manufacturing operations’, Work Study, Vol. 52, No. 2, pp.89–93.
Hansen, R.C. (2002) Overall Equipment Effectiveness – A Powerful Production/Maintenance Tool for Increased Profits, New York: Industrial Press, Inc.
Harrington, H.J. (1995) Total Improvement Management: The Next Generation in Performance Improvement, New York: McGraw Hill.
Harrison, A. (1998) ‘Manufacturing strategy and the concept of world class manufacturing’, International Journal of Operations and Production Management, Vol. 18, pp.397–408.
Hawkings, L. (2001) ‘Productivity improvement tools for SMEs’, TechWatch, May.
Hayes, R.H. and Wheelwright, S.C. (1984) Restoring Our Competitive Edge: Competing Through Manufacturing, New York: John Wiley.
Hillier, S.H. and Lieberman, G.J. (2001) Introduction to Operations Research, New York: McGraw-Hill.
Hines, P. and Rich, N. (1997) ‘The seven value stream mapping tools’, International Journal of Operations and Production Management, Vol. 17, pp.46–64.

482 K.M.N. Muthiah and S.H. Huang
Hines, P. and Taylor, D. (2000) Going Lean, Cardiff, UK: Lean Enterprise Research Centre Cardiff Business School.
Huang, S.H., Dismukes, J.P., Shi, J., Su, Q., Razzak, M.A., Bodhale, R. and Robinson, D.E. (2003) ‘Manufacturing productivity improvement using effectiveness metrics and simulation analysis’, International Journal of Production Research, Vol. 41, No. 3, pp.513–527.
Huang, S.H., Dismukes, J.P., Shi, J., Su, Q., Wang, G., Razzak, M.A. and Robinson, D.E. (2002) ‘Manufacturing system modeling for productivity improvement’, Journal of Manufacturing Systems, Vol. 21, No. 4, pp.249–259.
Iacocca Institute (1991) 21st Century Manufacturing Enterprise Strategy: An Industry Led View, Bethlehem, PA: Iacocca Institute, Vols. 1 and 2.
James-Moore, S.M. and Gibbons, A. (1997) ‘Is lean manufacture universally relevant? An investigative methodology’, International Journal of Operations and Production Management, Vol. 17, pp.899–911.
Johansson, B. and Grünberg, T. (2001) ‘An enhanced methodology for reducing time consumption in discrete event simulation projects’, Proceedings of the 13th European Simulation Symposium: Simulation in Industry, SCS Europe Bvba, Marseille, pp.61–64.
Jones, D.T., Hines, P. and Rich, N. (1997) ‘Lean logistics’, International Journal of Physical Distribution and Logistics Management, Vol. 27, pp.153–173.
Jonsson, P. and Lesshammar, M. (1999) ‘Evaluation and improvement of manufacturing performance measurement systems: the role of OEE’, International Journal of Operations and Production Management, Vol. 19, No. 1, pp.55–78.
Juran, J.M. (1988) Quality Control Handbook, New York: McGraw Hill.
Kelada, J.N. (1995) Integrating Re-engineering with Total Quality, Milwaukee: ASQC Quality Press.
Kelton, W.D., Sadowski, R.P. and Sturrock, D.T. (2004) Simulation with Arena, New York: McGraw-Hill Higher Education.
Kidd, P.T. (1994) Agile Manufacturing: Forging New Frontiers, Addison-Wesley Publishers Ltd.
Law, A.M. and Kelton, W.D. (2000) Simulation Modeling and Analysis, New York: McGraw-Hill Higher Education.
Leachman, R.C. (1997) ‘Closed-loop measurement of equipment efficiency and equipment capacity’, IEEE Transactions on Semiconductor Manufacturing, Vol. 10, No. 1, pp.84–97.
Leon, V.J. (2004) ‘Operations research in manufacturing’, Manufacturing Engineering Handbook, New York: McGraw-Hill, pp.15.1–15.18.
Little, J.D.C. (1961) ‘A proof for the queuing formula: L = λW’, Operations Research, Vol. 9, pp.383–387.
Marca, D.A. and McGowan, C.L. (1988) Structured Analysis and Design Technique, New York: McGraw Hill.
Maskell, B.H. (1991) Performance Measurement for World Class Manufacturing. A Model for American Companies, Cambridge, MA: Productivity Press.
McMullen, T.B. (1998) Introduction to the Theory of Constraints Management System, Florida: CRC Press LLC.
Monden, Y. (1993) Toyota Production System. An Integrated Approach to Just-In-Time, Georgia: Industrial Engineering and Management Press.
Morgan, C.L. (1989) ‘A survey of MS/OR surveys’, Interfaces, Vol. 19, No. 6, pp.95–103.
Murata, T. (1989) ‘Petri net properties’, Proceedings of the IEEE, Vol. 77, No. 4, pp.541–579.
Nakajima, S. (1988) Introduction to Total Productive Maintenance (TPM), Cambridge, MA: Productivity Press.
Ohno, T. (1988) Toyota Production Systems: Beyond Large-Scale Production, Cambridge, MA: Productivity Press.

Review of literature on manufacturing systems productivity measurement 483
Pandya, K. (1995) ‘Review of modeling techniques and tools for decision making in manufacturing management’, IEE Proceedings on Science, Management and Technology, Vol. 142, pp.371–377.
Pandya, K., Karlsson, A. and Carrie, A. (1997) ‘Towards the manufacturing enterprises of the future’, International Journal of Operations and Production Management, Vol. 17, pp.502–521.
Plonka, F.E. (1997) ‘Developing a lean and agile work force’, Human Factors and Ergonomics in Manufacturing, Vol. 7, pp.11–20.
Pojasek, R.B. (2003) ‘Lean, Six Sigma, and the systems approach: management initiatives for process improvement’, Environmental Quality Management, pp.85–92.
Radnor, M. and Neal, R.D. (1973) ‘The progress of management science activities in large US industrial corporations’, Operations Research, Vol. 21, No. 2, pp.427–450.
Ramirez-Serrano, A., Zhu, S.C., Chan, S.K.H., Chan, S.S.W., Ficocelli, M. and Benhabib, B. (2002) ‘A hybrid PC/PLC architecture for manufacturing system control – theory and implementation’, Journal of Intelligent Manufacturing, Vol. 13, pp.261–281.
Ross, D.T. (1985) ‘Application of SADT’, IEEE Transactions on Computers, April, pp.25–34.
Ross, D.T. and Schoman, K. (1977) ‘Structured analysis for requirement definition’, IEEE Transactions on Software Engineering, SE, Vol. 3, pp.6–15.
Rother, M. and Shook, J. (1999) Learning to See: Value Stream Mapping to Add Value and Eliminate Muda, Brookline, MA: The Lean Enterprise Institute, Inc.
Santarek, K. and Buseif, I.M. (1998) ‘Modeling and design of flexible manufacturing systems using SADT and Petri net tools’, Journal of Materials Processing Technology, Vol. 76, pp.212–218.
Schonberger, R.J. (1986) World Class Manufacturing: The Lessons of Simplicity Applied, New York: Free Press.
Scott, D. and Pisa, R. (1998) ‘Can overall factory effectiveness prolong Moore’s law?’ Solid State Technology, pp.75–82.
SEMI E124-0703 (2003) ‘Provisional guide for definition and calculation of the overall factory efficiency (OFE) and other associated factory-level productivity metrics’, Semiconductor Equipment and Materials International, San Jose, CA.
SEMI E79-0200 (2000) ‘Standard for definition and measurement of equipment productivity’, Semiconductor Equipment and Materials International, San Jose, CA.
Shannon, R.E. and Biles, W.E. (1970) ‘The utility of certain curriculum topics to operations research practitioners’, Operations Research, Vol. 18, No. 4, pp.741–744.
Sharma, U. (2003) ‘Implementing lean principles with the Six Sigma advantage: how a battery company realized significant improvements’, Journal of Organizational Excellence, pp.43–52.
Shorter, D. (1994) ‘An evaluation of CIM modeling constructs – evaluation report of constructs for views according to ENV 40 003’, Computers in Industry, Vol. 24, pp.159–236.
Shrock, D.L. and Ostrom, L.L. (1981) ‘A survey of the use of quantitative methods by motor carriers’, Transportation Journal, Vol. 20, No. 4, pp.86–92.
Slack, N. (2001) Operations Management, London: Pearson Education.
Smith, A. (1996) The Wealth of Nations, Middlesex, England: Penguin Books Ltd. (reprint edition of 1776 book).
Storrs, C. (1949) General and Industrial Management; Translated form the French Edition (Dunod), London: Pitman.
Sui-Pheng, L. and Khoo, S. (2001) ‘Enhancement through Japanese 5S principles’, Team Performance Management, Vol. 7, Nos. 7/8, pp.105–111.
Suparno Carrie, A.S. (1997) ‘GRAI method and simulation: an approach for assessment of the production planning and control systems’, Proceedings of 32nd International MATADOR Conference, Manchester, 10–11 July, pp.163–168.

484 K.M.N. Muthiah and S.H. Huang
Suri, R. (1998) ‘Quick response manufacturing: beyond the lean paradigm’, CEMS Business Review, Vol. 2, pp.251–267.
Taha, H.A. (2003) Operations Research: An Introduction, New Jersey: Pearsons Education, Prentice Hall.
Tangen, S. (2002) ‘A theoretical foundation for productivity measurement and improvement of automatic assembly systems’, Licentiate Thesis, The Royal Institute of Technology, Stockholm.
Tangen, S. (2003) ‘An overview of frequently used performance measures’, Work Study, Vol. 52, No. 7, pp.347–354.
Taninecz, G. (2004a) ‘Faster but not better’, Industry Week, May.
Taninecz, G. (2004b) ‘Long-term commitments’, Industry Week, February.
Taylor, F.W. (1967) The Principles of Scientific Management, New York: W.W. Norton & Company, Inc. (reprint edition of 1911 book).
Tennant, G. (2001) Six Sigma: SPC and TQM in Manufacturing and Services, Burlington, VT: Gower Publishing Company.
Thomas, G. and DaCosta, J. (1979) ‘A sample survey of corporate operations research’, Interfaces, Vol. 9, No. 4, pp.102–111.
Turban, E. (1972) ‘A sample of operations research activities at the corporate level’, Operations Research, Vol. 20, No. 3, pp.708–721.
Vakola, M. and Rezgui, Y. (2000) ‘Critique of existing business process re-engineering methodologies’, Business Process Management Journal, Vol. 6, No. 3, pp.238–250.
Vatter, W.J. (1967) ‘The use of operations research in American companies’, Accounting Review, Vol. 42, No. 4, pp.721–730.
Watson, H.J. and Marrett, P.G. (1979) ‘A survey of management science implementation problems’, Interfaces, Vol. 9, No. 4, pp.124–127.
Womack, J.P. and Jones, D.T. (1996) Lean Thinking: Banish Waste and Create Wealth in Your Corporation, New York: Simon & Schuster.
Womack, J.P., Jones, D.T. and Roos, D. (1990) The Machine that Changed the World, New York: Macmillan Publishing Company.
Zhou, M.C. and DiCesare, F. (1993) Petri Net Synthesis for Discrete Event Control of Manufacturing Systems, Boston, MA: Kluwer Academic Publishers.
Zhou, M.C., Thorniley, G.A., Wang, J., Huang, Z. and Zhuang, Y. (1994) Performance Modeling and Optimization for Manufacturing Systems Using Petri Nets, Amsterdam: Elsevier.