just-in-time systems. history and philosophy of just- in-time a philosophy that seeks to eliminate...
Post on 21-Dec-2015
217 views
TRANSCRIPT

Just-In-Time Just-In-Time SystemsSystems

History and Philosophy History and Philosophy of Just-In-Timeof Just-In-Time
A philosophy that seeks to eliminate all types A philosophy that seeks to eliminate all types of waste, including carrying excessive levels of waste, including carrying excessive levels of inventory and long lead times.of inventory and long lead times.
Takes its name from the idea of replenishing Takes its name from the idea of replenishing material buffers just when they are needed material buffers just when they are needed and not before or after.and not before or after.
Developed by Toyota Motor Company in mid-Developed by Toyota Motor Company in mid-1970s1970s
Best applied to a production system, such as Best applied to a production system, such as automobile assembly, that would be automobile assembly, that would be considered repetitive, such as a flow shop.considered repetitive, such as a flow shop.

History and Philosophy of History and Philosophy of Just-In-TimeJust-In-Time
Three TenetsThree Tenets minimize waste in all forms:minimize waste in all forms: avoid waste of materials, avoid waste of materials,
space, and labor. They pay significant attention to space, and labor. They pay significant attention to identifying and correcting problems that could potentially identifying and correcting problems that could potentially lead to such waste. Operation and procedures are lead to such waste. Operation and procedures are constantly being improved and fine-tuned to increase constantly being improved and fine-tuned to increase productivity and yield, further eliminating waste productivity and yield, further eliminating waste ((Overproduction, waiting time, unnecessary Overproduction, waiting time, unnecessary transportation, processing waste, inefficient work transportation, processing waste, inefficient work methods, product defects, waste of motionmethods, product defects, waste of motion). ).
continually improve processes and systems:continually improve processes and systems: JIT is JIT is considered not simply a means of converting the considered not simply a means of converting the transformation system from a sloppy, wasteful form to an transformation system from a sloppy, wasteful form to an efficient, competitive form, but also as producing efficient, competitive form, but also as producing continuing improvements throughout the system to keep continuing improvements throughout the system to keep the firm competitive and profitable in the futurethe firm competitive and profitable in the future
maintain respect for all workers:maintain respect for all workers: equal respect is paid to equal respect is paid to all workers, and the trappings of status are minimized so all workers, and the trappings of status are minimized so that respect among all can be maintained. that respect among all can be maintained.

Characteristics of Characteristics of Lean Systems: Just-in-Lean Systems: Just-in-TimeTime Pull method of materials flowPull method of materials flow Consistently high qualityConsistently high quality Small lot sizesSmall lot sizes Uniform workstation loadsUniform workstation loads Standardized components and work methodsStandardized components and work methods Close supplier tiesClose supplier ties Flexible workforceFlexible workforce Line flowsLine flows Automated productionAutomated production Preventive maintenancePreventive maintenance

JIT Means … JIT Means …
Keeping work flows movingKeeping work flows moving Eliminating inventoriesEliminating inventories Reducing travel distancesReducing travel distances Eliminating defects and scrapEliminating defects and scrap Maximizing usage of spaceMaximizing usage of space

JIT Demand-Pull JIT Demand-Pull LogicLogic
Customers
Sub
Sub
Fab
Fab
Fab
Fab
Vendor
Vendor
Vendor
Vendor
Final Assembly
Here the customer starts the process, pulling an inventory item from Final Assembly…
Here the customer starts the process, pulling an inventory item from Final Assembly…
Then sub-assembly work is pulled forward by that demand…
Then sub-assembly work is pulled forward by that demand…
The process continues throughout the entire production process and supply chain
The process continues throughout the entire production process and supply chain
Just-In-Time ProductionJust-In-Time Production
• Management philosophy• “Pull” system though the plant
WHAT IT IS
• Employee participation• Industrial engineering/basics• Continuing improvement• Total quality control• Small lot sizes
WHAT IT REQUIRES
• Attacks waste• Exposes problems and bottlenecks• Achieves streamlined production
WHAT IT DOES
• Stable environment
WHAT IT ASSUMES

Traditional Traditional Systems Systems
Compared to JITCompared to JIT

PrioritiesPriorities
TraditionallyTraditionally Accept all customer ordersAccept all customer orders Provide a large number of options from Provide a large number of options from
which customers may orderwhich customers may order JITJIT
low cost/high quality within limited low cost/high quality within limited marketmarket

EngineeringEngineering
TraditionalTraditional design custom design custom
outputsoutputs JITJIT
design standard design standard outputsoutputs
incremental incremental improvementsimprovements
design for design for manufacturability manufacturability (DFM)(DFM)

CapacityCapacity
TraditionalTraditional excess capacity designed into system excess capacity designed into system
just-in-casejust-in-case problem arises problem arises highly utilizedhighly utilized inflexibleinflexible
JITJIT minimize waste of having extra capacityminimize waste of having extra capacity flexible capacityflexible capacity moderately utilizedmoderately utilized

Transformation SystemTransformation System
TraditionalTraditional job shopjob shop materials handling equipmentmaterials handling equipment lots of space to store inventorylots of space to store inventory
JITJIT mostly used in repetitive production mostly used in repetitive production
situationssituations job shops often converted to cellular job shops often converted to cellular
manufacturingmanufacturing

Transformation System Transformation System continuedcontinued
TraditionalTraditional-long lead times are often thought to -long lead times are often thought to allow more time to make decisions and get work allow more time to make decisions and get work performed.performed.
JITJIT short lead times mean easier, more accurate forecasting and short lead times mean easier, more accurate forecasting and
planning.planning. If lead times are reduced, there is less time for things go awry, If lead times are reduced, there is less time for things go awry,
to get lost, or to be changedto get lost, or to be changed ““Don’t let the parts touch the floor” (the parts have to be kept Don’t let the parts touch the floor” (the parts have to be kept
on the machines and thus be worked on until completed)on the machines and thus be worked on until completed) Smaller batches result in shorter lead times and less inventory, Smaller batches result in shorter lead times and less inventory,
at the same time. With smaller batches, engineering changes at the same time. With smaller batches, engineering changes get to the customer sooner, problems with quality are get to the customer sooner, problems with quality are corrected more quickly, rework is reduced, there is less corrected more quickly, rework is reduced, there is less obsolete inventory, and new products get to market more obsolete inventory, and new products get to market more promptly.promptly.

Transformation System Transformation System continuedcontinued
JITJIT
Employing Kanban (Employing Kanban (Toyota’s materials management Toyota’s materials management systemsystem))
Pull system:Pull system: System for moving work where a System for moving work where a workstation pulls output from the preceding station workstation pulls output from the preceding station as needed (as needed (control-based systemscontrol-based systems that signals the that signals the requirement for parts as they are needed in reality). requirement for parts as they are needed in reality).
Push systemPush system: System for moving work where output : System for moving work where output is pushed to the next station as it is completed is pushed to the next station as it is completed ((planning-based systemsplanning-based systems that determine when that determine when workstations will probably need parts if everything workstations will probably need parts if everything goes according to plan)goes according to plan)
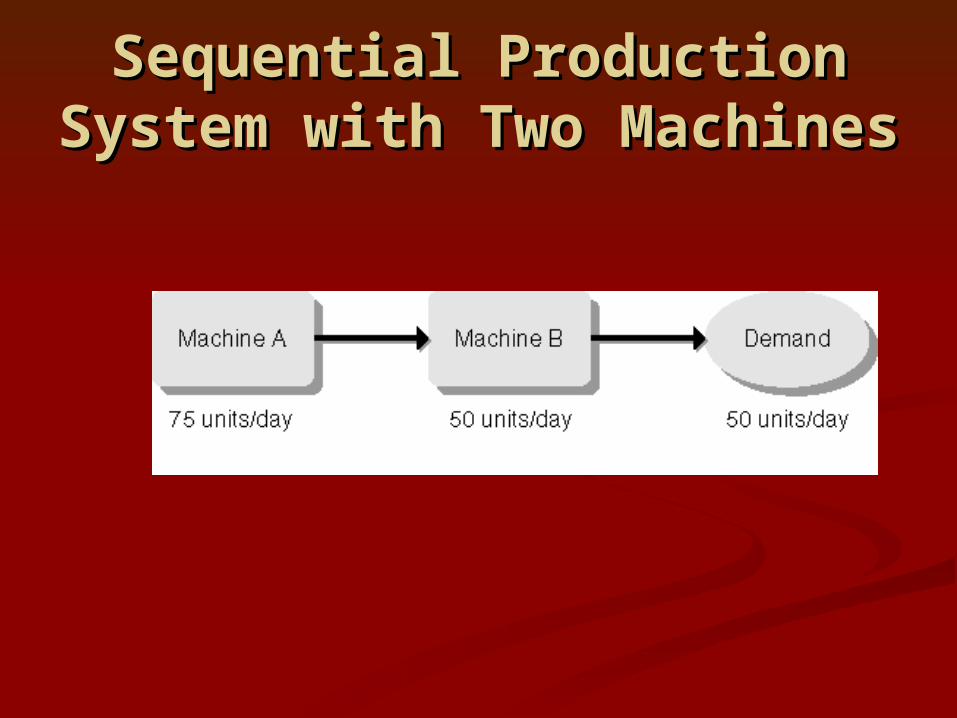
Sequential Production Sequential Production System with Two System with Two
MachinesMachines
KanbanKanban KanbanKanban:: Card or other device that communicates Card or other device that communicates
demand for work or materials from the preceding demand for work or materials from the preceding stationstation
Kanban is the Japanese word meaning “signal” or Kanban is the Japanese word meaning “signal” or “visible record”“visible record”
Paperless production control systemPaperless production control system
The idea behind this system is to authorize The idea behind this system is to authorize materials for production only if there is a need for materials for production only if there is a need for them. them.
Through the use of Kanban authorization cards, Through the use of Kanban authorization cards, production is “pulled” through the system, instead production is “pulled” through the system, instead of pushed out before it is needed and then stored.of pushed out before it is needed and then stored.

Kanban ProcessKanban Process

LayoutLayout TraditionalTraditional
job shop approach of using widely spread-out equipment job shop approach of using widely spread-out equipment with space for stockrooms, tool cribs, and work-in-process with space for stockrooms, tool cribs, and work-in-process inventories between the equipmentinventories between the equipment
To handle and move all this inventory, automated or semi To handle and move all this inventory, automated or semi automated materials handling equipment (conveyors, automated materials handling equipment (conveyors, forklifts) is required, which takes even more space.forklifts) is required, which takes even more space.
JITJIT Equipment is moved as close together as possible so that Equipment is moved as close together as possible so that
parts can be actually handed from one worker or machine parts can be actually handed from one worker or machine to the next. to the next.
Use of cells, and flow lines dictates small lots of parts with Use of cells, and flow lines dictates small lots of parts with minimal work-in-process and material-moving equipment.minimal work-in-process and material-moving equipment.
manual transfermanual transfer

Group Technology (Part 1)Group Technology (Part 1)
Using Using Departmental SpecializationDepartmental Specialization for plant layout can for plant layout can cause a lot of unnecessary material movement cause a lot of unnecessary material movement
Using Using Departmental SpecializationDepartmental Specialization for plant layout can for plant layout can cause a lot of unnecessary material movement cause a lot of unnecessary material movement
Saw Saw
Lathe PressPress
Grinder
LatheLathe
Saw
Press
Heat Treat
Grinder
Note how the flow lines are going back and forthNote how the flow lines are going back and forth

Group Technology (Part 2)Group Technology (Part 2) Revising by using Revising by using Group Technology CellsGroup Technology Cells can reduce can reduce
movement and improve product flow movement and improve product flow
Revising by using Revising by using Group Technology CellsGroup Technology Cells can reduce can reduce movement and improve product flow movement and improve product flow
Press
Lathe
Grinder
Grinder
A
2
BSaw
Heat Treat
LatheSaw Lathe
PressLathe
1
WorkforceWorkforce TraditionalTraditional
competitive attitude between workers and managerscompetitive attitude between workers and managers status symbols and privilegesstatus symbols and privileges much of the employees’ time is nonworking time: looking for much of the employees’ time is nonworking time: looking for
parts, moving materials, setting up machines, getting parts, moving materials, setting up machines, getting instructions, and so on. When actually working, they tend to instructions, and so on. When actually working, they tend to work fast.work fast.
JITJIT broadly skilled flexible workers who can uncover and solve broadly skilled flexible workers who can uncover and solve
problemsproblems workteamsworkteams cooperative attitudescooperative attitudes

InventoriesInventories
TraditionalTraditional used to buffer used to buffer
operationsoperations large WIP bufferslarge WIP buffers
JITJIT inventory is seen as inventory is seen as
an evilan evil small WIP bufferssmall WIP buffers
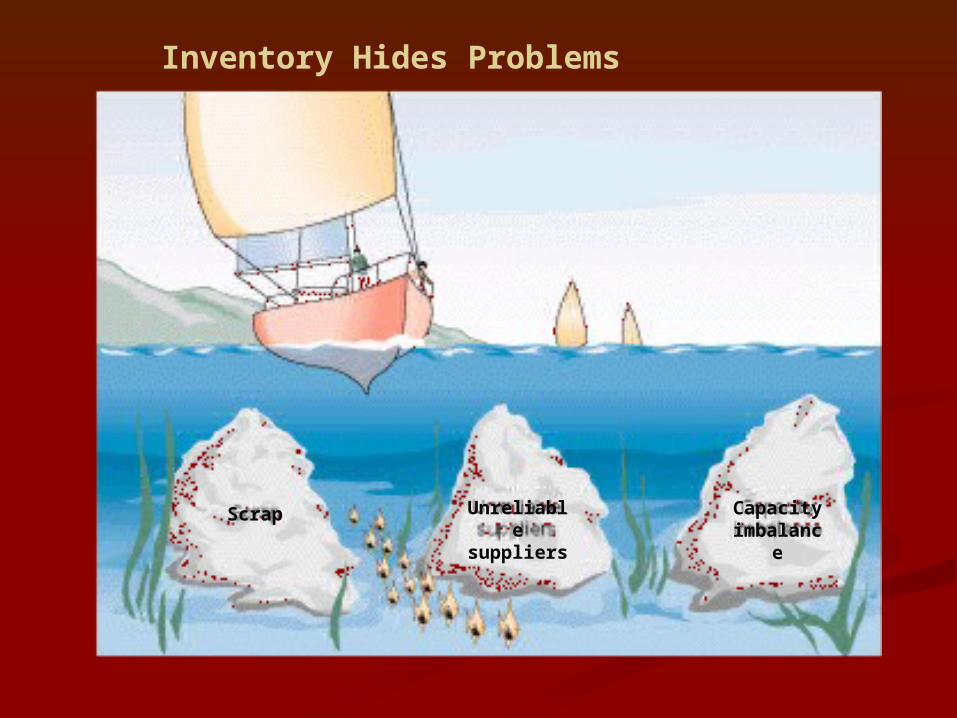
Scrap Unreliable suppliers
Capacity imbalance
Inventory Hides Problems
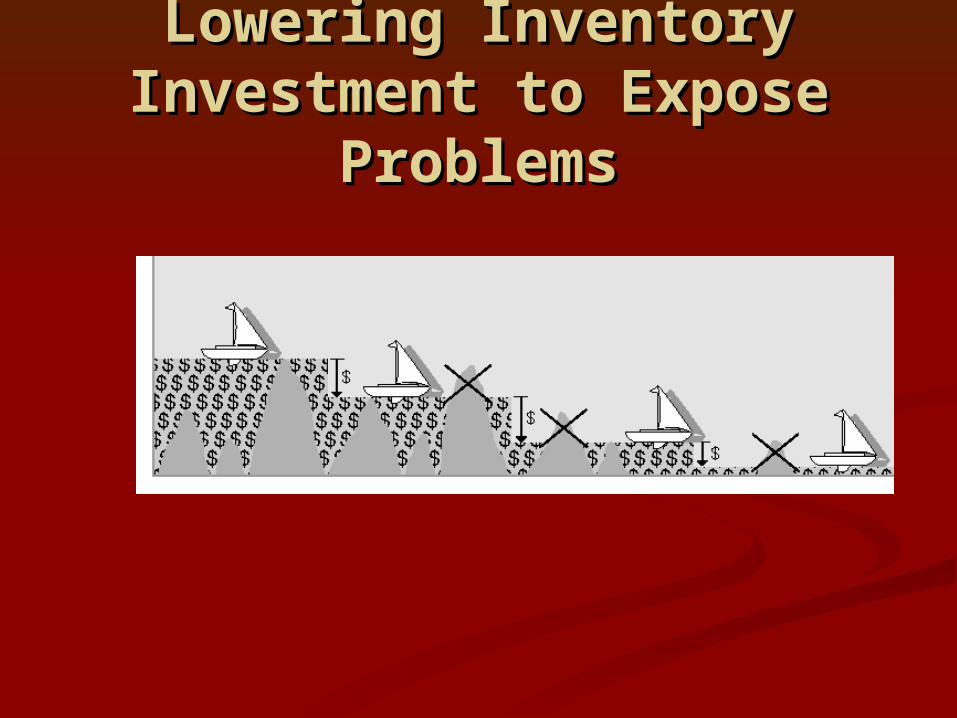
Lowering Inventory Lowering Inventory Investment to Expose Investment to Expose
ProblemsProblems

SuppliersSuppliers TraditionalTraditional
suppliers treated as suppliers treated as adversariesadversaries
multiple sourcingmultiple sourcing JITJIT
supplier considered supplier considered part of teampart of team
single-sourcing single-sourcing agreementsagreements
supplier certification supplier certification programsprograms
Planning and ControlPlanning and Control
TraditionalTraditional focus is on planningfocus is on planning planning complex and computerizedplanning complex and computerized
JITJIT focus is on controlfocus is on control procedures kept simple and visualprocedures kept simple and visual rather than planning and forecasting for rather than planning and forecasting for
an uncertain future, the firm attempts an uncertain future, the firm attempts to respond to what actually happens in to respond to what actually happens in real time with flexible, quick operations.real time with flexible, quick operations.

QualityQuality
TraditionalTraditional inspect goods at critical pointsinspect goods at critical points scrap rates trackedscrap rates tracked
JITJIT goal is zero defectsgoal is zero defects workers themselves inspect partsworkers themselves inspect parts

MaintenanceMaintenance TraditionalTraditional
corrective maintenance, repairing a machine corrective maintenance, repairing a machine when it breaks downwhen it breaks down
done by experts who do nothing but repair done by experts who do nothing but repair broken equipmentbroken equipment
equipment run fastequipment run fast JITJIT
preventive maintenance, conducting preventive maintenance, conducting maintenance before the machine is expected maintenance before the machine is expected to fail, or at regular intervals.to fail, or at regular intervals.
done by equipment operatorsdone by equipment operators equipment run slow (minimizes their chance of equipment run slow (minimizes their chance of
breakdown while maximizing their output)breakdown while maximizing their output)

Value Stream MappingValue Stream Mapping
A qualitative lean tool for A qualitative lean tool for eliminating waste that involves a eliminating waste that involves a current state drawing, a future state current state drawing, a future state drawing, and an implementation drawing, and an implementation plan.plan.

Typical Benefits of JITTypical Benefits of JIT Cost savings: inventory reductions, reduced scrap, Cost savings: inventory reductions, reduced scrap,
fewer defects, fewer changes due to both customers fewer defects, fewer changes due to both customers and engineering, less space, decreased labor hours, and engineering, less space, decreased labor hours, les rework.les rework.
Revenue increases: better service and quality to the Revenue increases: better service and quality to the customer. customer.
Investment savings: less space, reduced inventory, Investment savings: less space, reduced inventory, increased the volume of work produced in the same increased the volume of work produced in the same facility. facility.
Workforce improvements: more satisfied, better Workforce improvements: more satisfied, better trained employees.trained employees.
Uncovering problems: greater visibility to problems Uncovering problems: greater visibility to problems that JIT allows, if management is willing to capitalize that JIT allows, if management is willing to capitalize on the opportunity to fix these problems. on the opportunity to fix these problems.
Potential Problems Potential Problems Implementing JITImplementing JIT
Applicable primarily to repetitive Applicable primarily to repetitive operationsoperations
Requires disciplineRequires discipline Based on cooperation and trustBased on cooperation and trust Requires change of philosophyRequires change of philosophy

Interaction of JIT Interaction of JIT ElementsElements