journal of cleaner production - umexpert · between two semoes layers. compared with bulk mos2,...
TRANSCRIPT

lable at ScienceDirect
Journal of Cleaner Production xxx (2013) 1e7
Contents lists avai
Journal of Cleaner Production
journal homepage: www.elsevier .com/locate/ jc lepro
Morphology of surface generated by end milling AL6061-T6 usingmolybdenum disulfide (MoS2) nanolubrication in end millingmachining
Bizhan Rahmati a,b, Ahmed A.D. Sarhan a,c,*, M. Sayuti a
aCentre of Advanced Manufacturing and Material Processing, Department of Mechanical Engineering, Faculty of Engineering, University of Malaya, 50603Kuala Lumpur, MalaysiabDepartment of Mechanical Engineering, Engineering Faculty, Sought Tehran Islamic Azad University, IrancDepartment of Mechanical Engineering, Faculty of Engineering, Assiut University, Assiut 71516, Egypt
a r t i c l e i n f o
Article history:Received 16 May 2013Received in revised form22 September 2013Accepted 27 October 2013Available online xxx
Keywords:MoS2 nanolubricationSurface morphologyEnd mill machiningAL6061-T6
* Corresponding author. Department of Mechanicagineering, University of Malaya, Malaysia. Tel: þ00 679675330.
E-mail addresses: [email protected], aD. Sarhan).
0959-6526/$ e see front matter � 2013 Elsevier Ltd.http://dx.doi.org/10.1016/j.jclepro.2013.10.048
Please cite this article in press as: Rahmati,(MoS2) nanolubrication in end milling mach
a b s t r a c t
Aluminum alloys are among the most significant metals in industries. The AL6061-T6 aluminum alloy is ahighly prominent alloy due to its dominant mechanical properties, such as weldability, hardness andsustainability at high temperatures. AL6061-T6 is commonly used in heavy industries including aero-space, aircraft, automotive, food packaging, etc. Milling of AL6061-T6 is important, especially to createproduct shape varieties for different applications. However, the demand for high quality draws attentionto product quality, particularly machined surface roughness, as it directly affects the product’s appear-ance, function and reliability. Applying correct lubrication to the machining zone can enhance thetribological characteristics of AL6061-T6 alloy. For further improvement, introducing nanolubricant mayyield superior product quality due to the rolling action of nanoparticles at the tool-workpiece interface,which significantly reduces cutting force. In this research work, a nanolubricant containing MoS2nanoparticles is developed for end milling of AL6061-T6 alloy and the surface morphology of themachined workpiece is investigated as well.
� 2013 Elsevier Ltd. All rights reserved.
1. Introduction
Scientists have been recently seeking metals with excellentmachining capability and desirable mechanical properties foraerospace applications. A very important metal employed in theaerospace industry is an Al-Mg-Si alloy, namely AL6061-T6. Besideaerospace, this alloy also finds use in the automotive, food pack-aging, railway, vehicles, bridges, offshore structure topsides andhigh-speed ship industries. The dominant mechanical properties ofhigh strength, good weldability and light weight, are the mainreasons for selecting this alloy. Therefore, to achieve desiredproduct quality from it, machining with appropriate dimensionalaccuracy is necessary.
The surface roughness of a machined workpiece is an importantparameter in industrial products. The demand for high qualitydraws attention to product quality, especially machined surface
l Engineering, Faculty of En-03 79674593; fax: þ00 603
[email protected] (A.A.
All rights reserved.
B., et al., Morphology of surfaining, Journal of Cleaner Pro
roughness, because it directly influences product appearance,function and reliability (Sayuti et al., 2012b). Cutting fluid is anessential component for achieving the required dimensional ac-curacy and high product quality during machining. Cutting fluid isapplied due to the lubrication and cooling function it provides(Hamdan et al., 2011). Although the significance of lubrication inmachining is widely recognized, cutting fluid application tomachining is decreasing as it cause an environmental and healthproblems (Reddy et al., 2010). Using conventional cutting fluid(flood coolant) is responsible for a number of techno-environmental problems like environmental pollution, healthproblems to operators, water pollution, etc (Tan et al., 2002). Theincreasing request for higher productivity, product quality anddecreasing cost in the manufacturing process involving machiningis the main challenge industries are faced with (Kuram et al., 2013).On the other hand, the demand for highmaterial removal rate, highstability and longevity of cutting tools has extensively grown(Fratila and Caizar, 2011). Besides, some researchers realize that thecost related to cutting fluid is frequently higher than that related tocutting tools (Tan et al., 2002). For many companies, the costsassociated with cutting fluid are much higher than overallmachining costs.
ce generated by end milling AL6061-T6 using molybdenum disulfideduction (2013), http://dx.doi.org/10.1016/j.jclepro.2013.10.048

B. Rahmati et al. / Journal of Cleaner Production xxx (2013) 1e72
In addition, a considerable portion of energy is converted intoheat due to the friction between the tool and workpiece in themachining zone in the machining process. Heat generated duringmachining is critical in terms of workpiece quality, as it directlyaffects product quality at the tool-workpiece interface (Cetin et al.,2011). In general, the heat produced during machining is consid-ered critical in terms of workpiece quality (Hanafi et al., 2012).Thus, effective control of heat generated in the cutting zone isessential to ensure good surface quality throughout machining(Lawal et al., 2013). Applying cutting fluid influences machiningperformance through lubricating and cooling actions (Attanasioet al., 2006). The development of governmental pollution preven-tion initiatives and increasing consumer focus on environmentallyfriendly products has put increased pressure on industries tominimize the use of cutting fluids (Sarhan et al., 2011).
Industries and researchers are striving to decrease the utiliza-tion of lubricants in metal cutting processes for improved safety,less environmental pollution and economic benefits. It has beenreported that compared to conventional lubrication, the minimalquantity lubrication (MQL) system in turning provides additionaladvantages in terms of tool wear reduction. For dry and wetmachining processes, MQL has shown vast development in cuttingforces, tool life, cutting temperature and surface finish (Barczaket al., 2010). In MQL, the lubricant is directly applied at the cut-ting zone, which significantly improves the machining process andhas the additional benefits of higher cutting speeds and feed rates(Fratila, 2009). In this regard, nanoparticles suspended in lubricantmake an attractive and innovative solution (HE, 1982). Many lu-bricants containing nanoparticles are deemed advantageous inmodern technology, as they are capable of sustaining and providinglubricity over awide range of temperatures (Nakamura et al., 2000).
Nanoparticles suspended in lubricant are a novel engineeringmaterial consisting of nanometer-sized particles scattered in a basefluid. It is an effective method of reducing the friction between twocontact surfaces through the effect of rolling nanoparticles. How-ever, nanoparticles are expected to be able to sustain high tem-peratures during machining, in addition to non-toxicity, ease ofapplicability and cost effectiveness. Nanolubricant effectivenessdepends on morphology, crystal structure, size, quantity and theway nanoparticles are introduced to the tool-workpiece interface(Alberts et al., 2009).
Labor and materials associated with preserving lubricant andequipment integrity decrease consequent to the high performance
Temperatures grid record
Charge Amplifier
Oscilloscope Dynano
Fig. 1. Experime
Please cite this article in press as: Rahmati, B., et al., Morphology of surfa(MoS2) nanolubrication in end milling machining, Journal of Cleaner Pro
of nanoparticle-based lubricants. Moreover, productivity in themachining industry may be amplified through cost reduction bydecreasing cutting fluids, better environmental safety andimproved machining properties. It is essential to consider thehealth and environmental issues when dealing with lubricantmaterials.
A physical analysis of nanolubricant showed that nanoparticlescan easily penetrate into the rubbing surfaces and have consider-able elastohydrodynamic lubrication effect (Peng et al., 2009). As anexample, the friction coefficient of a nanolubricant containingfullerene for an orbiting plate in sliding thrust bearings is much lessthan that of conventional lubricant oil. It is understood thatfullerene nanoparticles enter between friction surfaces andenhance the lubricating performance by increasing the viscosityand preventing direct metal surface contact (Lee et al., 2009).Simulation results also showed that tool wear rate is significantlyreduced when interface adhesive strength diminishes (Wenlonget al., 2011). On the other hand, in the context of nanoparticleconcentrations, it was found that nanolubricant thermal conduc-tivity increases almost linearly with concentration, which produceshydrodynamic interactions that enhance thermal transport capa-bility (Murshed et al., 2009).
To investigate machining performance, several types of nano-particles have been used, such as silicon dioxide, graphite,fullerene, etc. Due to excellent lubricity, molybdenum disulfide(MoS2) is widely utilized in lubricants, composite materials andgrease. The weak Van der Waals force results in effortless slidingbetween two SeMoeS layers. Compared with bulk MoS2, nano-sized MoS2 usually has better tribological properties (Hu et al.,2011). Also, MoS2 nanoparticles are identified as a hard and brit-tle material easily found on the market in a wide range of sizes.Graphite and MoS2 are among the most common lubricants due totheir layered morphology and crystal structure. Their morphologyconsists of hexagonally arranged carbon atoms that form planarlattice structures due to strong covalent bonds.
The application of MoS2 nanoparticles suspended in mineral oilhas not beenwell investigated as a cutting fluid, especially in termsof machined surface quality and morphology. In this paper, theauthors explore the development of MoS2 lubricant meant to assistmachining performance. It is reported that cutting force and powerconsumption may be reduced considerably, and consequentlysurface quality would be enhanced by the nanolubricant with itsbillions of rolling elements working in the tool chip interface
60˚
Pressurize air
Nano-Oil
MQL Pump
meter
ntal set-up.
ce generated by end milling AL6061-T6 using molybdenum disulfideduction (2013), http://dx.doi.org/10.1016/j.jclepro.2013.10.048

Table 1Mechanical properties of aluminum (AL6061-T6).
Ultimate tensilestrength (Mpa)
0.2% Proof stress(Mpa)
Hardness Vickers, (HV)
Min Typical Min Typical Typical
260 310 240 275 105
Table 2The mechanical properties of MoS2.
Type MoS2
Crystal structure Hexagonal-LayeredMelting point (�C) 1185Density (g/cm3) 4.8e5.0Molecular weight (gr/mol) 160.06Color Lead Gray to BlackThermal conductivity at 300 K (W/cm-K) 0.014Coefficient of friction 0.03e0.06Hardness (Mohs Scale) basal plane 1e1.5
Pressurized
B. Rahmati et al. / Journal of Cleaner Production xxx (2013) 1e7 3
(Sayuti et al., 2012a). Therefore, in this research the aim is toinvestigate the surface quality and morphology of AL6061-T6 alloyduring the milling operation by employing MoS2 nanolubricant,while the MQL system is used to deliver and induce MoS2 nano-lubricant into the toolechip interface.
Air Inlet
Nano – Oil InletOutlet
Head Of Nozzle
Fig. 3. Schematic drawing of the nozzle.
2. Experimental set up and procedure
Experiments were carried out using the setup illustrated inFig. 1. A vertical type machining center (Mitsui Seiki VT3A) wasutilized for the milling process. The spindle has constant positionpreloaded bearings with an oil-air lubrication system havingmaximum rotational speed of 20,000 min�1 and 15 kW power. Theslot-milling test was done on a rectangular aluminum alloy(AL6061-T6) workpiece of 40 � 40 � 100 mm3.
Table 1 provides the mechanical properties of the workpiecematerial. End milling was carried out with a tungsten carbide(AE302100) tool that had 2 flutes with 10 mm diameter. The toolmoved in the þX direction to cut 100 mm strokes; the workpieceand its tool paths are illustrated in Fig. 2. The cutting speed, feedand depth of cut were 5000 min�1, 100 mm/min and 5 mmrespectively, which were selected based on the tool manufacturer’srecommendations. The two lubrication types employed in thisinvestigation were ordinary lubricant and nanolubricant. TheECOCUT HSG 905S from FUCHS served as the base oil in bothmodesof lubrication. This oil is free from phenol, chlorine and other ad-ditives. The nanolubricants were prepared by mixing MoS2 nano-particles (average particle size of 20e60 nm) with the mineral oilfollowed by sonication (240W, 40 kHz, 500W) for 48 h in order tohomogenously suspend the nanoparticles in the mixture. The me-chanical properties of MoS2 are presented in Table 2. The concen-trations of MoS2 nanoparticles in base oil were 0.0, 0.2, 0.5 and1.0 wt%. In case of 0.0wt% concentration, it was a purely MQLprocess.
In economic terms, for 1 L of ordinary lubricant it would costaround 6.25USD, while for nanolubricant with 0.5 wt% MoS2 con-centration, it would cost roughly 6.41USD. Although the price is abit higher (2.5%) than when using ordinary lubricant,
Tool
ZX
YWorkpiece
Fig. 2. The workpiece and tool paths.
Please cite this article in press as: Rahmati, B., et al., Morphology of surfa(MoS2) nanolubrication in end milling machining, Journal of Cleaner Pro
nanolubrication is unavoidable, especially in heavy duty machiningwhere ordinary lubricant cannot withstand the high contact pres-sure and temperature.
The lubricants were delivered to the tool-chip interface regionvia minimum quantity lubrication (MQL). Experimentation wasaccomplished by using a thin-pulsed jet nozzle developed in thelaboratory, which can be controlled by a variable pressure andspeed control drive. The nozzle was equipped with an additional airnozzle to accelerate the lubricant into the cutting region anddecrease the amount of lubricant fed by up to 25%. The nozzlesystem was placed in a flexible and portable junction connected tothe machining spindle. The nozzle may be set at 60� on themachining spindle without interfering with the tool or workpieceduring the machining process. The nozzle’s orifice diameter was1 mm and the MQL oil pressure was set to 20 MPa with a deliveryrate of 30 ml/min. The air pressure and nozzle orientation were set
0.22
0.222
0.224
0.226
0.228
0.23
0.232
0.234
0.236
0.238
0 0.2 0.5 1
Su
rfa
ce
ro
ug
hn
es
s R
a (µ
m)
Nanoparticle concentration Wt%
Fig. 4. The measured surface roughness “Ra” at different nanoparticle concentration.
ce generated by end milling AL6061-T6 using molybdenum disulfideduction (2013), http://dx.doi.org/10.1016/j.jclepro.2013.10.048

Fig. 5. FE-SEM on samples (a), (b), (c) and (d) which machined with 0, 0.2, 0.5 and 1.0 Wt% concentration of MoS2 respectively.
B. Rahmati et al. / Journal of Cleaner Production xxx (2013) 1e74
at 4 bars and 60 �C according to previous experiments, to achievethe best surface roughness. Fig. 3 presents the schematic sketch ofthe nozzle.
3. Experimental results and discussion
3.1. Surface roughness
The surface roughness (Ra) was measured after each machiningrun with a surface profilometer (Mitutoyo SJ-201) in three regionsof the machined surface, and the average was plotted (Fig. 4). It isclear that with varying nanoparticle concentrations different
Please cite this article in press as: Rahmati, B., et al., Morphology of surfa(MoS2) nanolubrication in end milling machining, Journal of Cleaner Pro
surface roughness values was generated. The lowest surfaceroughness was evidently obtained at 0.5 wt% MoS2 nanoparticleconcentration. However, when the concentration was increased to1wt% the surface quality declined.
To investigate the reasons behind these findings, the machinedsurface morphology was assessed under field emission scanningelectron microscope (FESEM). The structure’s phase and arrange-ment was characterized by X-ray diffraction (XRD) analysis. Forsample preparation, parts of the machined surface were cut with awire cutting machine of 15 mm � 15 mm � 5 mm. The parts werecleaned in distilled water and chemicals to remove surfacecontamination.
ce generated by end milling AL6061-T6 using molybdenum disulfideduction (2013), http://dx.doi.org/10.1016/j.jclepro.2013.10.048

Cutting Toll
Workpiece
Chip
Fc
Ft
Nanoparticles
Reletive velocity
Workpiece
Toll nanoparticles
nanoparticlesToll
Workpiece Workpiece
Toll
Workpiece
(a) Rolling effect (b) Protective film
(c) mending effect (d) polishing effect
Tool Tool
Tool
Cutting Tool
Fig. 6. The presence of nanoparticle reduce the tool-workpiece in contact.
B. Rahmati et al. / Journal of Cleaner Production xxx (2013) 1e7 5
3.2. The morphology of the surface machined using MoS2nanolubricant
FESEM and X-ray diffraction (XRD) were employed to examinethe morphology and phase of the machined surface. FESEM pro-vides topographical and elemental information at various magni-fications, with a virtually limitless depth of area. It is possible toexamine smaller-field impurity spots at electron acceleratingvoltages compatible with energy dispersive spectroscopy. Also,FESEM captures high-quality images with negligible electricalcharging of samples. XRD is mainly useful for identifying fine-grained minerals and their mixtures, which cannot always beanalyzed by other techniques. While XRD analysis provides thequantitative volume fractions of minerals in a sample, these sam-ples are small and can be high-graded intentionally or accidentally.The important result pertains to which minerals are present, withless emphasis on the quantity of each mineral.
To prepare the surface, cleaning is necessary to remove all un-desirable surface particles prior to using FESEM and EDX. To elim-inate minor contamination, the surface was etched with hotsodium hydroxide solution. The remaining surface oxides, whichwere combinations of inter metallic, metal and metal oxides, wereremoved using an aqueous solution containing an oxidizing inor-ganic acid, phosphoric and sulfuric acids, simple and complexfluoride ions, organic carboxylic acid, and manganese in its oxida-tion state.
3.2.1. FESEM analysisFESEM images of the machined surfaces are shown in Fig. 5 for
four different MoS2 concentrations. The results indicate that MoS2nanoparticles were dispersed in the cutting zone by the high-pressure air stream. This technique improved the machined sur-facemorphology. The atomizedmist of MoS2 nanoparticles ensuredefficient nanolubricant supply into the cutting zone compared withconventional lubrication methods. As per Fig. 5(bed), protectivethin films containing billions of MoS2 nanoparticles were producedon the feed marks of the machined surface. The protective filmsfacilitated much less friction and thermal deformation compared tobare surface. Thin film formation amplified when the concentration
Please cite this article in press as: Rahmati, B., et al., Morphology of surfa(MoS2) nanolubrication in end milling machining, Journal of Cleaner Pro
of MoS2 nanoparticles was increased from 0.2 to 0.5 wt%. However,a further increase in concentration up to 1.0 wt% led to less pro-tective films compared to the 0.5 wt% concentration. This outcomeis in total agreement with the lowest surface roughness resultsobtained at 0.5 wt% MoS2 nanoparticle concentration (Fig. 4). Also,when nanoparticle concentration was increased to 1wt% the sur-face quality declined.
The increment of nanoparticle concentration in lubricantincreased the cutting oil viscosity. In this case, more nanoparticlesexisted in the tool-workpiece interface, which served as spacers,eliminating the friction between the tool and workpiece. Nano-particles suspended in lubricant have filler and polisher effects.Consequently, nanolubricants produce the best surface finishes. Ithas also been proposed that since nanoparticles roll like micro-spheres at the tool-workpiece interface, the frictional coefficientmay be reduced (Liu et al., 2004). Nanoparticle appearance andspecifications, such as size, shape and concentration are factors thatcontrol the frictional behaviors. It is worth noting that the nano-particles in this work ranged from 2 to 60 nm. Smaller nano-particles reduced friction more effectively by forming a protectivefilm at the surface.
Other researchers have shown that in thin film contacts,colloidal nanoparticles penetrate into the elastohydrodynamiccontacts by mechanical entrapment means (Wu et al., 2007). Thehigh contact resistance in addition to the extreme pressure at thecutting zone induces the formation of a chemical reaction layer onthe workpiece surface. Large amounts of heat generated in thecutting zone alter the elastohydrodynamic lubrication to boundarylubrication. This phenomenon results in the formation of thinprotective films on surfaces, as seen in Fig. 5.
It is believed that nanoparticles deposited onto the frictionsurface compensate for the loss of mass, which is called ”mendingeffect” (Liu et al., 2004). Due to the porous nature of spherical MoS2nanoparticles, the high elasticity potentially imparted, augmentstheir resilience in a specific loading range and enhances the gap atthe tool-workpiece interface (Zhang et al., 2011). When nanofluid isdispersed in the cutting zone, a number of particles get embeddedinto the machined surfaces during machining. Some particles havea rolling effect while others are sheared from the very high pressure
ce generated by end milling AL6061-T6 using molybdenum disulfideduction (2013), http://dx.doi.org/10.1016/j.jclepro.2013.10.048
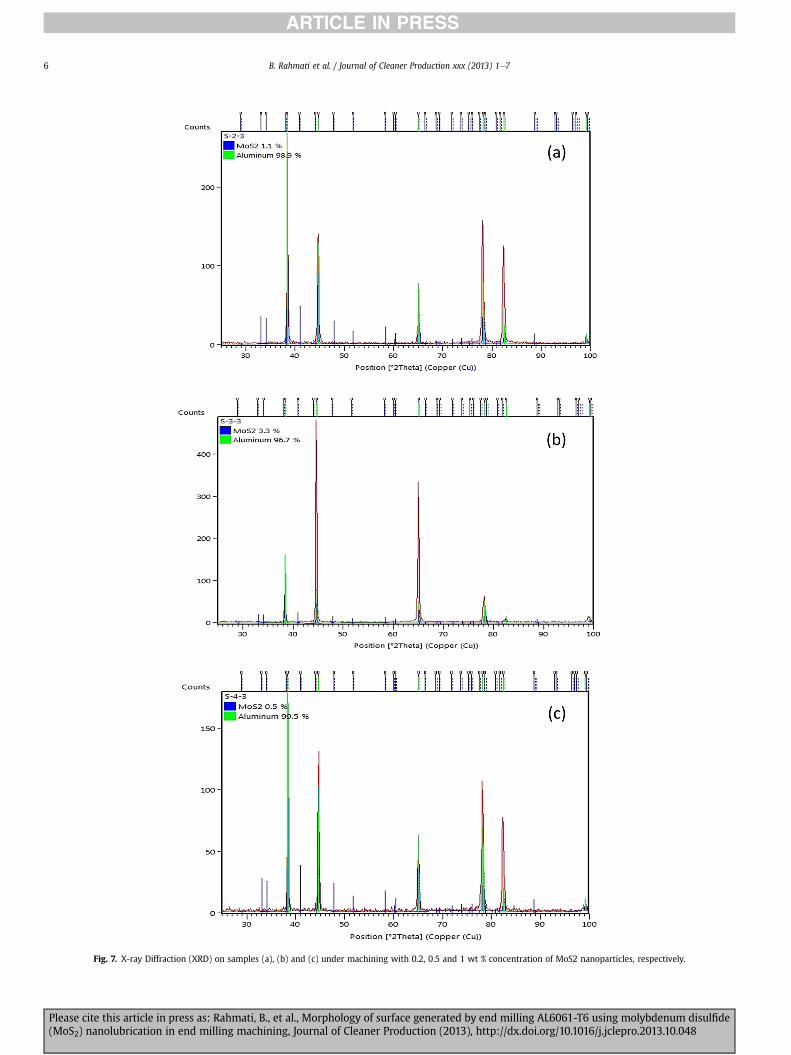
Fig. 7. X-ray Diffraction (XRD) on samples (a), (b) and (c) under machining with 0.2, 0.5 and 1 wt % concentration of MoS2 nanoparticles, respectively.
B. Rahmati et al. / Journal of Cleaner Production xxx (2013) 1e76
Please cite this article in press as: Rahmati, B., et al., Morphology of surface generated by end milling AL6061-T6 using molybdenum disulfide(MoS2) nanolubrication in end milling machining, Journal of Cleaner Production (2013), http://dx.doi.org/10.1016/j.jclepro.2013.10.048

B. Rahmati et al. / Journal of Cleaner Production xxx (2013) 1e7 7
in the cutting zone. Nanoparticle shape changed under highcompression (Fig. 6). With increasing MoS2 nanoparticle concen-tration, the extent of shape change and shearing were moreintense. Some of the nanoparticles were partially ejected by othernanoparticles that left the nozzle into the cutting zone. As a result,nanoparticles could be supplied to the contact spots without beingbroken. The ploughed-off nanoparticles left thin exfoliated film onthe contact spot due to high loading damage (Rapoport et al., 2005).Meanwhile, at higher concentrations, the nanoparticles that filledthe surface cavity were sheared off by other nanoparticles. Withthis mechanism, a lubrication film was formed and the surface waspolished with better quality (Rapoport et al., 2002).
Though when the nanoparticle concentration continued to riseto 1.0 wt%, the surface finish was inferior compared to 0.5 wt%concentration. At higher quantities, nanoparticles impregnated thesurface pores. These nanoparticles were then sheared off by otherincoming nanoparticles, and more ploughed-off particles remainedon the thin exfoliated film. Therefore, the 1.0 wt% concentrationprovided poorer surface quality compared to 0.5 wt%. Thus, asshown in Fig. 4, the concentration of 0.5 wt% provided the optimummachined surface morphology when nanolubricant was used dur-ing machining. The machining of AL6061-T6 alloy with nano-lubricant containing 0.5 wt% MoS2 improved the surface roughnessby 3.87% compared with pure oil in an ordinary machining process.For additional investigation, the substrate surface was analyzed byX-ray diffraction (XRD) as seen in Fig. 7.
3.2.2. XRD analysisTheXRD analysis (Fig. 7) demonstrates the existence of 1.1, 3.3 and
0.5 wt% MoS2 nanoparticles on the machined surface when theworkpiecewasmilledbynanolubricants containing0.2, 0.5 and1wt%MoS2. These results fully support the FESEM outcome, as the highestpercentage of residualMoS2was obtained from theworkpiecemilledwith nanolubricant containing 0.5 wt% MoS2 nanoparticles. It is alsoclear thatwhennanoparticle concentrations continued to increase upto 1.0 wt% the residual content of MoS2 was the lowest.
4. Conclusions
In this investigation, the effects of MoS2 nanoparticles sus-pended in nanolubricant on the machined surface morphologywere studied. The nanolubricants were prepared by suspendingMoS2 nanoparticles (20e60 nm) in base oil (ECOCUT HSG 905S).The mixtures were stirred for 48 h, followed by ultrasonication for48 h. To supply the nanolubricant to the cutting zone and decreaseoil consumption, an MQL system with a nozzle having an orificediameter of 1 mm was adopted. The cutting experiments werecarried out on an aluminum alloy (AL6061-T6) workpiece. Toaccelerate the lubricant into the tool-workpiece interface, pres-surized air was used, which too, led to less nanolubricant con-sumption and optimal surface morphology. The presence of MoS2nanoparticles in the tool-workpiece interfaces improved the qual-ity of the machined surface. Using nanolubricant in AL6061-T6milling produced fine machined surfaces owing to the function ofthe suspended nanoparticles. Having MoS2 nanoparticles in thetool-workpiece interface enhanced themachined surface due to therolling, filling and polishing actions at the tool-workpiece interface.According to the experimental results, machined surface qualitywas superior when nanoparticles of 0.5 wt% concentration wereapplied as opposed to pure oil or other nanoparticle concentrations.Finally, it can be concluded that MoS2 suspended in nanolubricantis an excellent alternative for achieving ideal surface quality. Forfuture work, research to investigate the potential and feasibility ofMoS2 application in the die and mould, as well as the automotiveand aerospace industries, should be sustained.
Please cite this article in press as: Rahmati, B., et al., Morphology of surfa(MoS2) nanolubrication in end milling machining, Journal of Cleaner Pro
Acknowledgment
This research was funded by the high impact research (HIR)grant number: HIR-MOHE-16001-00-D000027 from the Ministryof Higher Education, Malaysia.
References
Alberts, M., Kalaitzidou, K., Melkote, S., 2009. An investigation of graphite nano-platelets as lubricant in grinding. Int. J. Mach. Tools Manuf. 49, 966e970.
Attanasio, A., Gelfi, M., Giardini, C., Remino, C., 2006. Minimal quantity lubricationin turning: effect on tool wear. Wear 260, 333e338.
Barczak, L.M., Batako, A.D.L., Morgan, M.N., 2010. A study of plane surface grindingunder minimum quantity lubrication (MQL) conditions. Int. J. Mach. ToolsManuf. 50, 977e985.
Cetin, M.H., Ozcelik, B., Kuram, E., Demirbas, E., 2011. Evaluation of vegetable basedcutting fluids with extreme pressure and cutting parameters in turning of AISI304L by Taguchi method. J. Clean. Prod. 19, 2049e2056.
Fratila, D., 2009. Evaluation of near-dry machining effects on gear milling processefficiency. J. Clean. Prod. 17, 839e845.
Fratila, D., Caizar, C., 2011. Application of Taguchi method to select optimal lubri-cation and cutting conditions in face milling of AlMg3. J. Clean. Prod. 19, 640e645.
Hamdan, A., Sarhan, A.A.D., Hamdi, M., 2011. An optimization method of themachining parameters in high speed machining of stainless steel using coatedcarbide tool for best surface finish. Int. J. Adv. Manuf. Technol. 58, 81e91.
Hanafi, I., Khamlichi, A., Cabrera, F.M., Almansa, E., Jabbouri, A., 2012. Optimizationof cutting conditions for sustainable machining of PEEK-CF30 using TiN tools.J. Clean. Prod. 33, 1e9.
He, S., 1982. Solid lubrication materials for high temperature: a review. Tribol. Int.15, 303e314.
Hu, K., Huang, F., Hu, X., Xu, Y., Zhou, Y., 2011. Synergistic effect of nano-MoS2 andanatase nano-TiO2 on the lubrication properties of MoS2/TiO2 nano-clusters.Tribol. Lett. 43, 77e87.
Kuram, E., Ozcelik, B., Bayramoglu, M., Demirbas, E., Simsek, B.T., 2013. Optimizationof cutting fluids and cutting parameters during end milling by using D-optimaldesign of experiments. J. Clean. Prod. 42, 159e166.
Lawal, S.A., Choudhury, I.A., Nukman, Y., 2013. A critical assessment of lubricationtechniques in machining processes: a case for minimum quantity lubricationusing vegetable oil-based lubricant. J. Clean. Prod. 41, 210e221.
Lee, J., Cho, S., Hwang, Y., Cho, H.-J., Lee, C., Choi, Y., Ku, B.-C., Lee, H., Lee, B., Kim, D.,Kim, S.H., 2009. Application of fullerene-added nano-oil for lubricationenhancement in friction surfaces. Tribol. Int. 42, 440e447.
Liu, G., Li, X., Qin, B., Xing, D., Guo, Y., Fan, R., 2004. Investigation of the mendingeffect and mechanism of copper nano-particles on a tribologically stressedsurface. Tribol. Lett. 17, 961e966.
Murshed, S.M.S., Leong, K.C., Yang, C., 2009. A combined model for the effectivethermal conductivity of nanofluids. Appl. Therm. Eng. 29, 2477e2483.
Nakamura, T., Tanaka, S., Hayakawa, K., Fukai, Y., 2000. A study of the lubricationbehavior of solid lubricants in the upsetting process. J. Tribol. 122, 803e808.
Peng, D.X., Kang, Y., Hwang, R.M., Shyr, S.S., Chang, Y.P., 2009. Tribologicalproperties of diamond and SiO2 nanoparticles added in paraffin. Tribol. Int.42, 911e917.
Rapoport, L., Leshchinsky, V., Lvovsky, M., Nepomnyashchy, O., Volovik, Y., Tenne, R.,2002. Mechanism of friction of fullerenes. Ind. Lubr. Tribol. 54, 171e176.
Rapoport, L., Nepomnyashchy, O., Lapsker, I., Verdyan, A., Moshkovich, A.,Feldman, Y., Tenne, R., 2005. Behavior of fullerene-like WS2 nanoparticles un-der severe contact conditions. Wear 259, 703e707.
Reddy, N.S.K., Nouari, M., Yang, M., 2010. Development of electrostatic solid lubri-cation system for improvement in machining process performance. Int. J. Mach.Tools Manuf. 50, 789e797.
Sarhan, A.A.D., Sayuti, M., Hamdi, M., 2011. Reduction of power and lubricant oilconsumption in milling process using a new SiO2 nanolubrication system. Int. J.Adv. Manuf. Technol.. http://dx.doi.org/10.1007/s00170-00012-03940-00177.
Sayuti, M., Sarhan, A.D., Hamdi, M., 2012a. An investigation of optimum SiO2nanolubrication parameters in end milling of aerospace Al6061eT6 alloy. Int. J.Adv. Manuf. Technol., 1e17.
Sayuti, M., Sarhan, A.D., Tanaka, T., Hamdi, M., Saito, Y., 2012b. Cutting forcereduction and surface quality improvement in machining of aerospace dural-umin AL-2017-T4 using carbon onion nanolubrication system. Int. J. Adv. Manuf.Technol., 1e8.
Tan, X.C., Liu, F., Cao, H.J., Zhang, H., 2002. A decision-making framework model ofcutting fluid selection for green manufacturing and a case study. J. Mater.Process. Technol. 129, 467e470.
Wenlong, S., Jianxin, D., Hui, Z., Pei, Y., Jun, Z., Xing, A., 2011. Performance of acemented carbide self-lubricating tool embedded with solid lubricants in drymachining. J. Manuf. Process. 13, 8e15.
Wu, Y.Y., Tsui, W.C., Liu, T.C., 2007. Experimental analysis of tribological propertiesof lubricating oils with nanoparticle additives. Wear 262, 819e825.
Zhang, B.-S., Xu, B.-S., Xu, Y., Gao, F., Shi, P.-J., Wu, Y.-X., 2011. CU nanoparticles effecton the tribological properties of hydrosilicate powders as lubricant additive forsteelesteel contacts. Tribol. Int. 44, 878e886.
ce generated by end milling AL6061-T6 using molybdenum disulfideduction (2013), http://dx.doi.org/10.1016/j.jclepro.2013.10.048