is configured for an abb irb 6640 robot, with cables and · pdf fileis configured for an abb...
TRANSCRIPT

June 2014 | ManufacturingEngineeringMedia.com 71
Automation systems are much more
than just using robots to weld, cut or
finish components. Today’s part-han-
dling automation choices are expand-
ing, with new or enhanced robotic and
non-robotic material-handling solutions
that can improve cycle times, optimize factory floor space
and help lower overall manufacturing costs.
Linear motion automation systems greatly expand the
robotic work envelope and help manufacturers maximize
factory-floor layouts. Using track-mounted or overhead
gantry robots offers manufacturers better options to cre-
ate production lines best suited to their manufacturing
operations. Among non-robotic material handling, newer
spindle pick-up automation and linear pallet-handling
systems offer manufacturers more choices in small-parts
manufacturing for high-volume applications like automo-
tive gears and engine components.
The third-generation Trackmotion TMF-4 from Güdel Inc.
is configured for an ABB IRB 6640 robot, with cables
and center mount cable track.
Keeping Automated Manufacturing on TrackLinear axis-mounted robots, spindle pick-up automation and robotic hybrid palletizer systems help boost production efficiencies
Patrick WaurzyniakSenior Editor
Automation
Photo courtesy Güdel Inc.
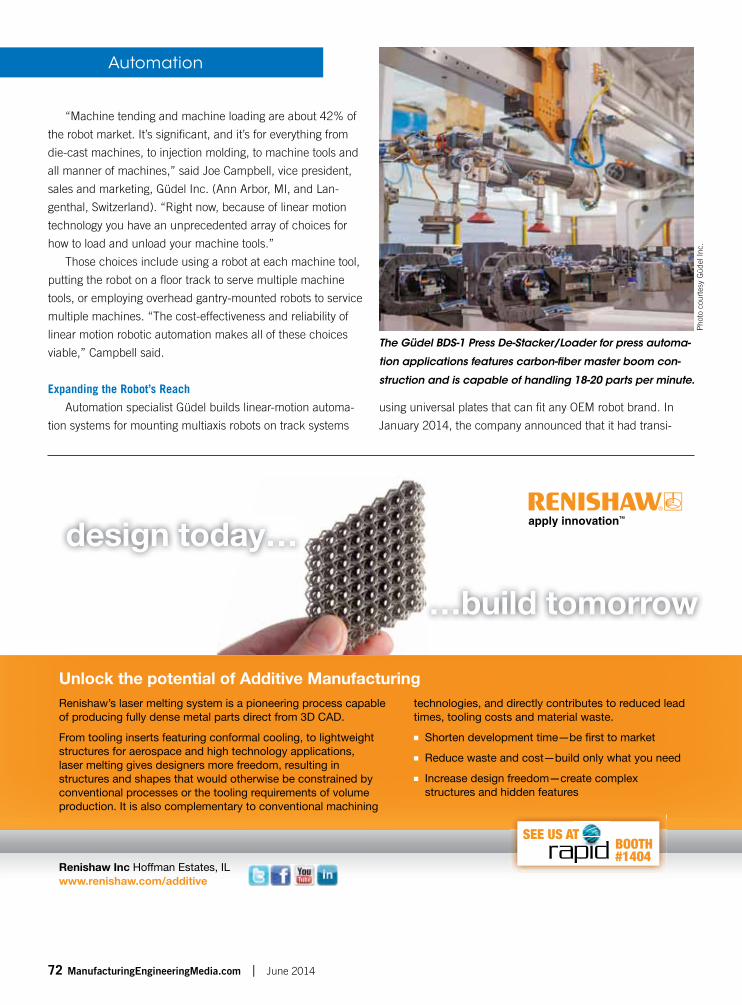
“Machine tending and machine loading are about 42% of
the robot market. It’s significant, and it’s for everything from
die-cast machines, to injection molding, to machine tools and
all manner of machines,” said Joe Campbell, vice president,
sales and marketing, Güdel Inc. (Ann Arbor, MI, and Lan-
genthal, Switzerland). “Right now, because of linear motion
technology you have an unprecedented array of choices for
how to load and unload your machine tools.”
Those choices include using a robot at each machine tool,
putting the robot on a floor track to serve multiple machine
tools, or employing overhead gantry-mounted robots to service
multiple machines. “The cost-effectiveness and reliability of
linear motion robotic automation makes all of these choices
viable,” Campbell said.
Expanding the Robot’s Reach
Automation specialist Güdel builds linear-motion automa-
tion systems for mounting multiaxis robots on track systems
using universal plates that can fit any OEM robot brand. In
January 2014, the company announced that it had transi-
Renishaw’s laser melting system is a pioneering process capable of producing fully dense metal parts direct from 3D CAD.
From tooling inserts featuring conformal cooling, to lightweight structures for aerospace and high technology applications, laser melting gives designers more freedom, resulting in structures and shapes that would otherwise be constrained by conventional processes or the tooling requirements of volume production. It is also complementary to conventional machining
technologies, and directly contributes to reduced lead times, tooling costs and material waste.
� Shorten development time—be � rst to market
� Reduce waste and cost—build only what you need
� Increase design freedom—create complex structures and hidden features
Unlock the potential of Additive Manufacturing
…build tomorrow
Renishaw Inc Hoffman Estates, IL www.renishaw.com/additive
cmyk
design today…
SEE US AT BOOTH #1404
AdditiveAdME6-14.indd 1 4/30/14 9:11 AM
72 ManufacturingEngineeringMedia.com | June 2014
Automation
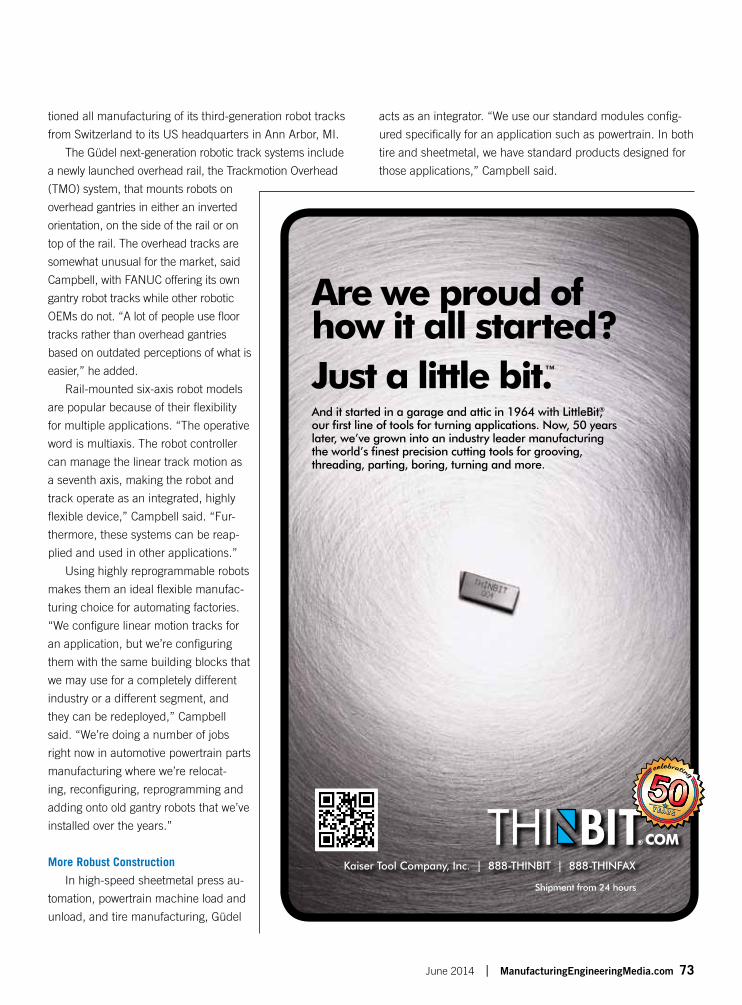
The Güdel BDS-1 Press De-Stacker/Loader for press automa-
tion applications features carbon-fiber master boom con-
struction and is capable of handling 18-20 parts per minute.
Pho
to c
ourt
esy
Güd
el In
c.
tioned all manufacturing of its third-generation robot tracks
from Switzerland to its US headquarters in Ann Arbor, MI.
The Güdel next-generation robotic track systems include
a newly launched overhead rail, the Trackmotion Overhead
(TMO) system, that mounts robots on
overhead gantries in either an inverted
orientation, on the side of the rail or on
top of the rail. The overhead tracks are
somewhat unusual for the market, said
Campbell, with FANUC offering its own
gantry robot tracks while other robotic
OEMs do not. “A lot of people use floor
tracks rather than overhead gantries
based on outdated perceptions of what is
easier,” he added.
Rail-mounted six-axis robot models
are popular because of their flexibility
for multiple applications. “The operative
word is multiaxis. The robot controller
can manage the linear track motion as
a seventh axis, making the robot and
track operate as an integrated, highly
flexible device,” Campbell said. “Fur-
thermore, these systems can be reap-
plied and used in other applications.”
Using highly reprogrammable robots
makes them an ideal flexible manufac-
turing choice for automating factories.
“We configure linear motion tracks for
an application, but we’re configuring
them with the same building blocks that
we may use for a completely different
industry or a different segment, and
they can be redeployed,” Campbell
said. “We’re doing a number of jobs
right now in automotive powertrain parts
manufacturing where we’re relocat-
ing, reconfiguring, reprogramming and
adding onto old gantry robots that we’ve
installed over the years.”
More Robust Construction
In high-speed sheetmetal press au-
tomation, powertrain machine load and
unload, and tire manufacturing, Güdel
acts as an integrator. “We use our standard modules config-
ured specifically for an application such as powertrain. In both
tire and sheetmetal, we have standard products designed for
those applications,” Campbell said.
® COM
Are we proud of how it all started? Just a little bit.And it started in a garage and attic in 1964 with LittleBit®, our first line of tools for turning applications. Now, 50 years later, we’ve grown into an industry leader manufacturing the world’s finest precision cutting tools for grooving, threading, parting, boring, turning and more.
Kaiser Tool Company, Inc. | 888-THINBIT | 888-THINFAX
Shipment from 24 hours
™
TH11-I4C-ME2014 December 10, 2013 5:10 PMJune 2014 | ManufacturingEngineeringMedia.com 73

The traditional approach has been to build very light,
open-truss-designed gantry robots, he added. “You’ve got two
X tracks in parallel, then the beam that goes across them is
an open truss, like the truss you’d find in a steel building,”
he said. “From that design standpoint, the way you get speed
and performance is to keep taking weight out—you want as
light a weight as possible. We think we’ve got a better alterna-
tive for the increased demands for higher throughput in the
packing area.”
Güdel takes a different design ap-
proach, he said. “We built our gantry
mechanisms with welded box-beam
construction and steel tube, not an
aluminum truss. Our philosophy is to
build the mechanism as stiff as possible,
with a rack-and-pinion drive instead of
the belt drive, and take that stiff mecha-
nism and push a tremendous amount of
power into it through the motors and the
gearboxes—that’s how we get speed.”
“The robot guys want the best ratio of usable work
envelope to footprint—the smallest dead space around
the base of the robot, and the biggest work envelope.”
The new generation of Trackmotion
adds improved performance and reli-
ability. The frame is now a closed, gus-
seted weldment that delivers increased
stiffness with a smaller footprint. The
enclosed frame design also prevents
debris buildup in the center of the track.
The track’s improved stiffness means
less deflection over the travel length, with
repeatability of ±0.02 mm, the ability to
operate at higher speeds and accelera-
tion of up to 180 m/min, while requiring
less floor space.
“The previous generation was kind
of brute force, they would lay down two
C channels and weld a bunch of cross
beams, like railroad ties, across them,”
Campbell said. “You still see people
offering this, which is big and heavy. If
Tool Holder �t is critical to all millingapplications. Just because a toolholderis engaged with the spindle does notmean it is making full taper contact. When the toolholder is not properly seated with the spindle, the toolholderis susceptible to variable cutting forcevariations, misalignment, and harmonics.
When a retention knob is installed intothe toolholder the small end of the toolholder taper can become expanded.
When the taper is expanded it makes contact with the spindle before becomingfully engaged with the spindle. This creates a gap at the gage line and allowsthe toolholder to move duringengagement. Toolholder expansion also e�ects the position of the cuttingtool.
The deformation of the taper is in theelastic zone of the material and cannot be seen by the eye, but can be checkedusing a taper inspection gage.
ExpandedTool Holder
Non Deformed Tool Holder
The High Torque Retention Knob is theonly retention knob designed to preventtoolholder expansion. With High TorqueRetention Knobs you can expect:
Increase In Tool LifeBetter Finishes
Reduced HarmonicsIncrease In Rigidity
Improved Tool Holder & Spindle Life
1.800.322.7750www.jmperformanceproducts.com
Fairport Harbor, OHPRODUCTS, INC.
discover innovate solve
Do Your Tool Holders Fit Your Spindle?
Reduced Harmonics - Enhanced Tool Performance Tool Holder Rigidity - Increased Pro�ts
A Must For All Dual Contact Applications
74 ManufacturingEngineeringMedia.com | June 2014
Automation

you look at the new Trackmotion systems we’re doing, it has a
welded, closed-profile design with gussets—it’s like a unibody
in a car.” The welded frames give the system much more
stiffness with less mass while taking up much less space.
“The robot guys want the best ratio of usable work envelope to
footprint—they want the smallest dead space around the base
of the robot, and the biggest work envelope.”
Testing for a worst-case scenario is critical to ensure reliabil-
ity. Where many buyers make a mistake is to just add the weight
of the robot and the payload together, Campbell noted. “If the
robot weighs 1000 pounds, with a payload capacity of 100
pounds, and I build my track and the bearing structure to sup-
port 1100 pounds, that’s guaranteed to fail,” he said. “The worst
case is the robot with a full payload, and the full payload is at a
certain distance from the toolplate on the robot, then you put the
robot at full extension and at 90° to the track so it’s stretched out
over the side, move it at full speed and then hit the emergency
stop. That is when you need your track to perform.”
Adding Robotic Flexibility to Palletizers
For more flexible palletizing systems, automation and
robotics integrator Intelligrated (Mason, OH) has been adding
High Precision Surface Finish?
COMPREHENSIVE SYSTEM SOLUTIONS FOR MOST APPLICATIONSAs a worldwide technology and innovation leader in surface fi nishing we supply manufacturers with best-in-class lapping, grinding, polishing, fl at honing and deburring systems for the micron-range high precision surface machining of metal, glass, ceramics, plastics, and semiconductor materials. With our renown brands PETER WOLTERS, MICRON and VOUMARD we offer advanced technologies for most precision surface machining applications, including solutions for internal / external diameter grinding, creep feed-grinding, profi le grinding and HEDG grinding – from a single source. As your partner, our mission is to provide you with the systems, people, process expertise and support you need to achieve your goals.
PETER WOLTERS of America Inc.509 N. Third AvenueDes Plaines, IL 60016 - 1196
Phone: (847) 803 - 3200Fax: (847) 803 - [email protected]
76 ManufacturingEngineeringMedia.com | June 2014
Automation
Robotic hybrid palletizers for material handling from Intel-
ligrated combine robotics with traditional palletizing for
increased flexibility and to optimize factory floor space.
Pho
to c
ourt
esy
Inte
lligr
ated
Come see us at North Hall Booth #7333

robots to its traditional palletizing systems used in process
industries, packaging systems and warehouse applications.
“We’re seeing an increased need for flexibility in our solu-
tions,” said Matt Wicks, Intelligrated vice president, product
development, manufacturing. “Many of
the demands placed on our customers
require them to be agile with their solu-
tions. Robotic applications are at the
forefront of this trend.”
Intelligrated’s solutions for manu-
facturers include case packing, pallet-
izing, warehousing and order-fulfillment.
“Many manufacturers’ automation
solutions focus on the process of manu-
facturing the product, but when it comes
to packing, palletizing and warehousing,
this is where their automation systems
stop,” Wicks said. “We offer automation
solutions to streamline manufacturers’
processes downstream of their manufac-
turing.” The company’s automation sys-
tems include robotic case packing and
palletizing, conveyance and sortation,
automated storage and retrieval systems
(AS/RS) and shuttle technology, inventory
management, warehouse management
systems software capabilities and order-
picking solutions.
Many requirements should be con-
sidered when investing in an automation
system, Wicks said, including system ca-
pacity, return on investment and reliability.
“When considering solutions to automate
manufacturing order fulfillment, integra-
tion with the manufacturing systems is
critical,” he said. “The tight relationship
between what is being manufactured,
what is in inventory and what is required
to fulfill orders must be balanced to main-
tain efficiency of all the systems.”
Several new products recently
launched that lend support to order ful-
fillment needs of manufacturers, Wicks
said, including the Alvey 750 robotic
hybrid palletizers, several new product
offerings from Intelligrated’s Knighted subsidiary and the OLS
(one-level shuttle) system for case storage and retrieval.
“Integration of robotics into our automation solutions have
been increasing over time. A good example of this is how we
Machine Tool Gage & Fixtures Makers Automotive Aerospace Glass Energy Medical Electronics
Earning the maximum ROI from your In-process Gaging investment starts withmatching exactly the right gage to yourmachine application and production requirements. That’swhy Marposs developed the mostcomprehensive lineof in-process gages.From versatile single-finger OD and ID heads forhigh productiongrinding, to flexible, wide-range absolutegages for grinding families of shafts up to 1,500mm diameter while eliminating parasitic downtime for changeovers.Helping you choose the best gaging solution and backing it up with total global support are some of the things we do to help keep your uptime up.
MARPOSS MAKES SENSE.Visit us at www.marposs.com/MakesSense
RELIABLE CHOICES
Marposs Reliable ad island 1/2 ME
June 2014 | ManufacturingEngineeringMedia.com 77
See us at AMERIMOLD Booth #623
have been integrating robotics into our conventional palletizers,”
Wicks added. “Traditionally, automated palletizing has been done
with a custom machine suited to the needs of the manufacturer
that are unique to the manufacturer’s products. If those products
change over time, physical changes may be required to support
the new product types. By integrating robotics into a conventional
machine, this provides more flexibility into the palletizing patterns
being formed and reduces the need for physical changes when
packaging changes. As robotics become more advanced, the
opportunities for their integration have followed suit.”
Spindle Pick-Up Automation
For smaller parts manufacturing, the VL-Series turning
machines from EMAG LLC (Farmington Hills, MI) use the
machine working spindle not only to machine workpieces, but
also to load and unload them from automation. The VL-Series
vertical pick-up turning machine models include the VL 2, VL
4, VL 6 and VL 8 lathes aimed at small-part manufacturing
applications in automotive and nonautomotive medium-to-
large-scale part production.
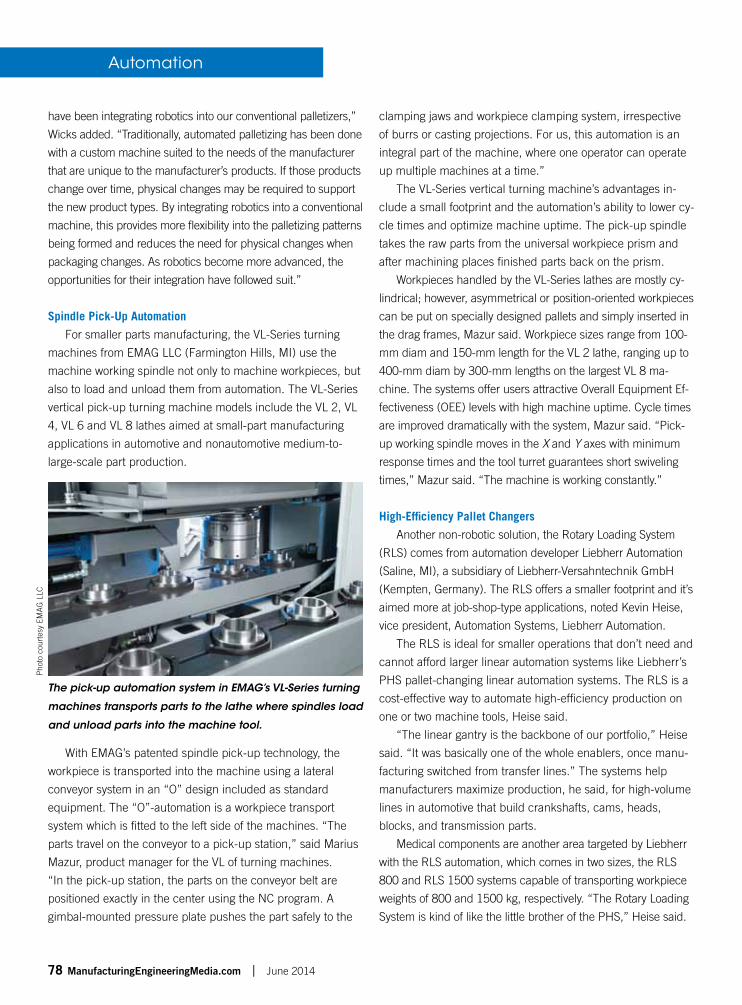
With EMAG’s patented spindle pick-up technology, the
workpiece is transported into the machine using a lateral
conveyor system in an “O” design included as standard
equipment. The “O”-automation is a workpiece transport
system which is fitted to the left side of the machines. “The
parts travel on the conveyor to a pick-up station,” said Marius
Mazur, product manager for the VL of turning machines.
“In the pick-up station, the parts on the conveyor belt are
positioned exactly in the center using the NC program. A
gimbal-mounted pressure plate pushes the part safely to the
clamping jaws and workpiece clamping system, irrespective
of burrs or casting projections. For us, this automation is an
integral part of the machine, where one operator can operate
up multiple machines at a time.”
The VL-Series vertical turning machine’s advantages in-
clude a small footprint and the automation’s ability to lower cy-
cle times and optimize machine uptime. The pick-up spindle
takes the raw parts from the universal workpiece prism and
after machining places finished parts back on the prism.
Workpieces handled by the VL-Series lathes are mostly cy-
lindrical; however, asymmetrical or position-oriented workpieces
can be put on specially designed pallets and simply inserted in
the drag frames, Mazur said. Workpiece sizes range from 100-
mm diam and 150-mm length for the VL 2 lathe, ranging up to
400-mm diam by 300-mm lengths on the largest VL 8 ma-
chine. The systems offer users attractive Overall Equipment Ef-
fectiveness (OEE) levels with high machine uptime. Cycle times
are improved dramatically with the system, Mazur said. “Pick-
up working spindle moves in the X and Y axes with minimum
response times and the tool turret guarantees short swiveling
times,” Mazur said. “The machine is working constantly.”
High-Efficiency Pallet Changers
Another non-robotic solution, the Rotary Loading System
(RLS) comes from automation developer Liebherr Automation
(Saline, MI), a subsidiary of Liebherr-Versahntechnik GmbH
(Kempten, Germany). The RLS offers a smaller footprint and it’s
aimed more at job-shop-type applications, noted Kevin Heise,
vice president, Automation Systems, Liebherr Automation.
The RLS is ideal for smaller operations that don’t need and
cannot afford larger linear automation systems like Liebherr’s
PHS pallet-changing linear automation systems. The RLS is a
cost-effective way to automate high-efficiency production on
one or two machine tools, Heise said.
“The linear gantry is the backbone of our portfolio,” Heise
said. “It was basically one of the whole enablers, once manu-
facturing switched from transfer lines.” The systems help
manufacturers maximize production, he said, for high-volume
lines in automotive that build crankshafts, cams, heads,
blocks, and transmission parts.
Medical components are another area targeted by Liebherr
with the RLS automation, which comes in two sizes, the RLS
800 and RLS 1500 systems capable of transporting workpiece
weights of 800 and 1500 kg, respectively. “The Rotary Loading
System is kind of like the little brother of the PHS,” Heise said.
78 ManufacturingEngineeringMedia.com | June 2014
Automation
The pick-up automation system in EMAG’s VL-Series turning
machines transports parts to the lathe where spindles load
and unload parts into the machine tool.
Pho
to c
ourt
esy
EMA
G L
LC
“For smaller footprint applications, it’s ideal and you might load
one or two machine tools with it.”
Liebherr’s RLS automation helps keep machines running
constantly, Heise said, with machine uptime averaging up to
90–95%. For a job-shop owner, this
allows the operation to free skilled opera-
tors for more advanced work in toolset-
ting, gaging or other areas, he added.
The RLS features rack columns that
are modular designs, with up to 24 stor-
age locations in a minimal footprint. The
optional Rotary Storage Tower (RST) can
be added later, with the tower offering
space for up to 18 additional storage
locations in a slightly larger minimum space requirement. The
systems include the Soflex Cell Controller for simple operation
with an intuitive user interface for the Soflex-PCS cell control
system software. ME
When we introduced our MV Series wire EDM machines,
we had a feeling they’d make waves. A year later, the
never-before-seen design improvements have reinforced
our leadership in the market—and sparked our customers’
success. No other machine on the market has our
non-contact cylindrical drive technology, improved power
supply and deeper submerged cutting capabilities—all
backed by the reliable, expert support our customers expect.
See what all the buzz is about at www.mcmachinery.com or call 866-994-7856.
DISCOVER THE #1-SELLING EDM IN NORTH AMERICA
LEADING THE CHARGE.
ONE SOURCE. ENDLESS EXPERTISE.
Cylindrical Drive Technology Revolutionary non-contact design
Auto-Threader Allows up to 14 inches of through-part
wire threading for tall parts
Compact Head Design Easy indexing during operation
For current open positions, please visit our website:
www.mcmachinery.com or email: [email protected]
EOE M/F/D/V
Visit Our New WEB SITE
www.mcmachinery.com
June 2014 | ManufacturingEngineeringMedia.com 79
EMAG LLC Ph: 248-477-7440
Web site: www.emag.com
Güdel Inc. Ph: 734-214-0000
Web site: www.gudel.com
Intelligrated Inc.Ph: 866-936-7300
Web site: www.intelligrated.com
Liebherr Automation Ph: 734-429-7225
Web site: www.liebherr.us
Want More Information?
Pho
to c
ourt
esy
Lieb
herr
Aut
omat
ion
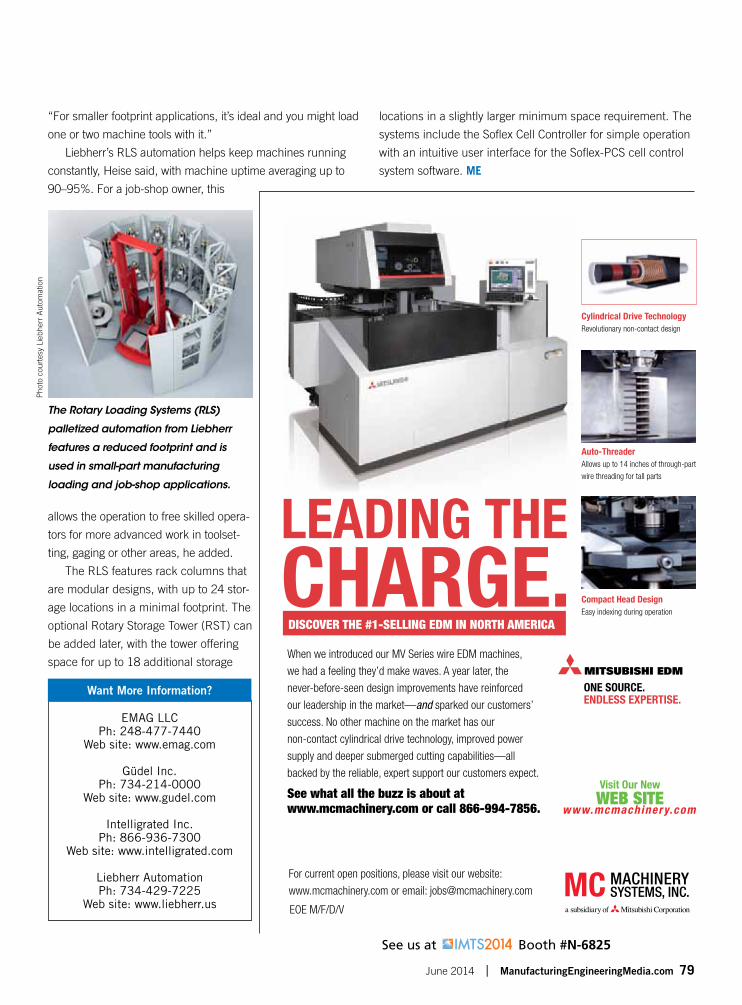
The Rotary Loading Systems (RLS)
palletized automation from Liebherr
features a reduced footprint and is
used in small-part manufacturing
loading and job-shop applications.
See us at Booth #N-6825