introduction to machine vision - assembly · pdf fileintroduction to machine vision 2 what is...
TRANSCRIPT

INTRODUCTION TOMACHINE VISIONA guide to automating process & quality improvements
Introduction to Machine Vision 2
What is machine vision? .................... 3
Benefits of machine vision ................. 5
Machine vision applications ............... 6
Guidance ......................................... 7
Identification .................................... 8
Gauging........................................... 9
Inspection ...................................... 10
Components of a machine vision system ................................................11
Lighting.......................................... 13
Back lighting ............................ 13
Axial diffuse lighting ................. 13
Structured light......................... 13
Directionallighting ................... 14
Dark-fieldillumination ......... 14
Bright-fieldillumination........ 14
Diffuseddomelighting ............. 14
Strobelighting .......................... 14
Lenses........................................... 15
Imagesensor ................................ 15
Visionprocessing .......................... 16
Communications ........................... 16
Different types of machine vision systems? ........................................... 17
1DVisionSystems ........................ 17
2DSystems ................................... 18
Area scan vs. line scan ............ 19
3DSystems ................................... 20
Machine vision platforms ................. 21
PC-basedmachinevision ............. 21
Visioncontrollers ........................... 21
Standalonevisionsystems............ 22
Visionsensorsand image-basedbarcodereaders ...... 22
Conclusion ........................................ 23
TABLE OF CONTENTS

Introduction to Machine Vision 3
WHAT IS MACHINE VISIONAccordingtotheAutomatedImagingAssociation(AIA),machinevisionencompassesallindustrialandnon-industrialapplicationsinwhichacombinationofhardwareandsoftwareprovideoperationalguidancetodevicesintheexecutionoftheirfunctionsbasedonthecaptureandprocessingofimages.Thoughindustrialcomputervisionusesmanyofthesamealgorithmsandapproachesasacademic/educationalandgovernmental/militaryapplicationsofcomputervision,constraintsaredifferent.
Industrialvisionsystemsdemandgreaterrobustness,reliability,andstabilitycomparedwithanacademic/educationalvisionsystemandtypicallycostmuchlessthanthoseusedingovernmental/militaryapplications.Therefore,industrialmachinevisionimplieslowcost,acceptableaccuracy,highrobustness,highreliability,andhighmechanical,andtemperaturestability.
Machinevisionsystemsrelyondigitalsensorsprotectedinsideindustrialcameraswithspecializedopticstoacquireimages,sothatcomputerhardwareandsoftwarecanprocess,analyze,andmeasurevariouscharacteristicsfordecisionmaking.
Asanexample,considerafill-levelinspectionsystematabrewery(Figure1).Eachbottleofbeerpassesthroughaninspectionsensor,whichtriggersavisionsystemtoflashastrobelightandtakeapictureofthebottle.Afteracquiringtheimageandstoringitinmemory,visionsoftwareprocessesoranalyzesitandissuesapass-failresponsebasedonthefilllevelofthebottle.Ifthesystemdetectsanimproperlyfilledbottle—afail—itsignalsadivertertorejectthebottle.Anoperatorcanviewrejectedbottlesandongoingprocessstatisticsonadisplay.
Machinevisionsystemscanalsoperformobjectivemeasurements,suchasdeterminingasparkpluggaporprovidinglocationinformationthatguidesarobottoalignpartsinamanufacturingprocess.Figure2showsexamplesofhowmachinevisionsystemscanbeusedtopassorfailoilfilters(right)andmeasurethewidthofacentertabona bracket(left).

Introduction to Machine Vision 4
Vision System Display Strobe
Sensor
Good oil filter (allholesareopen)
Reject oil filter (someholesareblocked)
37.255 mm
Figure 1.Bottlefill-levelinspectionexample
Thefill-levelinspectionsysteminthisexamplepermitsonlytwopossibleresponses,whichcharacterizesitasabinarysystem:
1.Passiftheproductisgood
2.Failiftheproductisbad.
Figure 2.
Machinevisionsystemscanprocessreal-timemeasurementsandinspectionsontheproductionline, suchasamachinedbracket(left)oroilfilters(right).

Introduction to Machine Vision 5
BENEFITS OFMACHINE VISIONWherehumanvisionisbestforqualitativeinterpretationofacomplex,unstructuredscene,machinevisionexcelsatquantitativemeasurementofastructuredscenebecauseofitsspeed,accuracy,andrepeatability.Forexample,onaproductionline,amachinevisionsystemcaninspecthundreds,oreventhousands,ofpartsperminute.Amachinevisionsystembuiltaroundtherightcameraresolutionandopticscaneasilyinspectobjectdetailstoosmalltobeseenbythehumaneye.
Inremovingphysicalcontactbetweenatestsystemandthepartsbeingtested,machinevisionpreventspartdamageandeliminatesthemaintenancetimeandcostsassociatedwithwearandtearonmechanicalcomponents.Machinevisionbringsadditionalsafetyandoperationalbenefitsbyreducinghumaninvolvementinamanufacturingprocess.Moreover,itpreventshumancontaminationofcleanroomsandprotectshumanworkersfromhazardousenvironments.
Machinevisionhelpsmeetstrategicgoals
Machine vision helps meet strategic goals
Strategic Goal Machine Vision Applications
Higherquality Inspection,measurement,gauging,andassemblyverification
Increasedproductivity RepetitivetasksformerlydonemanuallyarenowdonebyMachineVisionSystem
Productionflexibility Measurementandgauging/Robotguidance/Prioroperationverification
Lessmachinedowntimeandreducedsetuptime Changeoversprogrammedinadvance
Morecompleteinformationandtighterprocesscontrol Manualtaskscannowprovidecomputerdatafeedback
Lowercapitalequipmentcosts Addingvisiontoamachineimprovesitsperformance,avoidsobsolescence
Lowerproductioncosts Onevisionsystemvs.manypeople/Detectionofflawsearlyintheprocess
Scrapratereduction Inspection,measurement,andgauging
Inventorycontrol OpticalCharacterRecognitionandidentification
Reducedfloorspace Visionsystemvs.operator

Introduction to Machine Vision 6
MACHINE VISIONAPPLICATIONSTypicallythefirststepinanymachinevisionapplication,whetherthesimplestassemblyverificationoracomplex3Droboticbin-picking,isforpatternmatchingtechnologytofindtheobjectorfeatureofinterestwithinthecamera’sfieldofview.Locatingtheobjectofinterestoftendeterminessuccessorfailure.Ifthepatternmatchingsoftwaretoolscannotpreciselylocatethepartwithintheimage,thenitcannotguide,identify,inspect,count,ormeasurethepart.Whilefindingapartsoundssimple,differencesinitsappearanceinactualproductionenvironmentscanmakethatstepextremelychallenging(Figure3).Althoughvisionsystemsaretrainedtorecognizepartsbasedonpatterns,eventhemosttightlycontrolledprocessesallowsomevariabilityinapart’sappearance(Figure4).
Toachieveaccurate,reliable,andrepeatableresults,avisionsystem’spartlocationtoolsmustincludeenoughintelligencetoquicklyandaccuratelycomparetrainingpatternstotheactualobjects(patternmatching)movingdownaproductionline.Partlocationisthecriticalfirststepinthefourmajorcategoriesofmachinevisionapplications.Thecategoriesareguidance,identification,gauging,andinspection,whichcanberememberedbytheacronym(GIGI).
Figure 3.
Appearancechangesduetolightingorocclusioncanmakepartlocationdifficult.
Normal BothDarker Lighter
IncompleteBackground Focus Dirt
Figure 4.
Partpresentationorposedistortioneffectscanmakepartlocationdifficult.
Normal
Wider
Smaller
Higher
Larger
Linear Distortion
Rotated
Non Linear

Introduction to Machine Vision 7
GUIDANCE
Guidancemaybedoneforseveralreasons.First,machinevisionsystemscanlocatethepositionandorientationofapart,compareittoaspecifiedtolerance,andensureit’satthecorrectangletoverifyproperassembly.Next,guidancecanbeusedtoreportthelocationandorientationofapartin2Dor3Dspacetoarobotormachinecontroller,allowingtherobottolocatethepartorthemachinetoalignthepart.Machinevisionguidanceachievesfargreaterspeedandaccuracythanmanualpositioningintaskssuchasarrangingpartsonoroffpallets,packagingpartsoffaconveyorbelt,findingandaligningpartsforassemblywithothercomponents,placingpartsonaworkshelf,orremovingpartsfrombins. Guidancecanalsobeusedforalignmenttoothermachinevisiontools.Thisisaverypowerfulfeatureofmachinevisionbecausepartsmaybepresentedtothecamerainunknownorientationsduringproduction.Bylocatingthepartandthenaligningtheothermachinevisiontoolstoit,machinevisionenablesautomatictoolfixturing.Thisinvolveslocatingkeyfeaturesonaparttoenableprecisepositioningofcaliper,blob,edge,orothervisionsoftwaretoolssothattheycorrectlyinteractwiththepart.Thisapproachenablesmanufacturerstobuildmultipleproductsonthesameproductionlineandreducestheneedforexpensivehardtoolingtomaintainpartpositionduringinspection.
Sometimesguidancerequiresgeometricpatternmatching.Patternmatchingtoolsmusttoleratelargevariationsincontrastandlighting,aswellaschangesinscale,rotation,andotherfactorswhilefindingthepartreliablyeverytime.Thisisbecauselocationinformationobtainedbypatternmatchingenablesthealignmentofothermachinevisionsoftwaretools.
Figure 5a.Examplesofimagesusedinguidance.
Tomato sauce packets Printed circuit board 90 degree elbow

Introduction to Machine Vision 8
Figure 5b.Patternmatchingcanbechallenging.
IDENTIFICATION
Amachinevisionsystemforpartidentificationandrecognitionreadsbarcodes(1-D), datamatrixcodes(2-D),directpartmarks(DPM),andcharactersprintedonparts,labels,andpackages.Anopticalcharacterrecognition(OCR)systemreadsalphanumericcharacterswithoutpriorknowledge,whereasanopticalcharacterverification(OCV)systemconfirmsthepresenceofacharacterstring.Additionally,machinevisionsystemscanidentifypartsbylocatingauniquepatternoridentifyitemsbasedoncolor,shape,orsize.
DPMapplicationsmarkacodeorcharacterstringdirectlyontothepart.Manufacturersinallindustriescommonlyusethistechniqueforerror-proofing,enablingefficientcontainmentstrategies,monitoringprocesscontrolandquality-controlmetrics,andquantifyingproblematicareasinaplantsuchasbottlenecks.Traceabilitybydirectpartmarkingimprovesassettrackingandpartauthenticityverification.Italsoprovidesunit-leveldatatodrivesuperiortechnicalsupportandwarrantyrepairservicebydocumentingthegenealogyofthepartsinasub-assemblythatmakeupthefinishedproduct.
Trained Part
Out of Focus
Scale Change/ Dim Lighting
Confusing Background 180º Rotation
OcclusionReversed Polarity
Introduction to Machine Vision 9
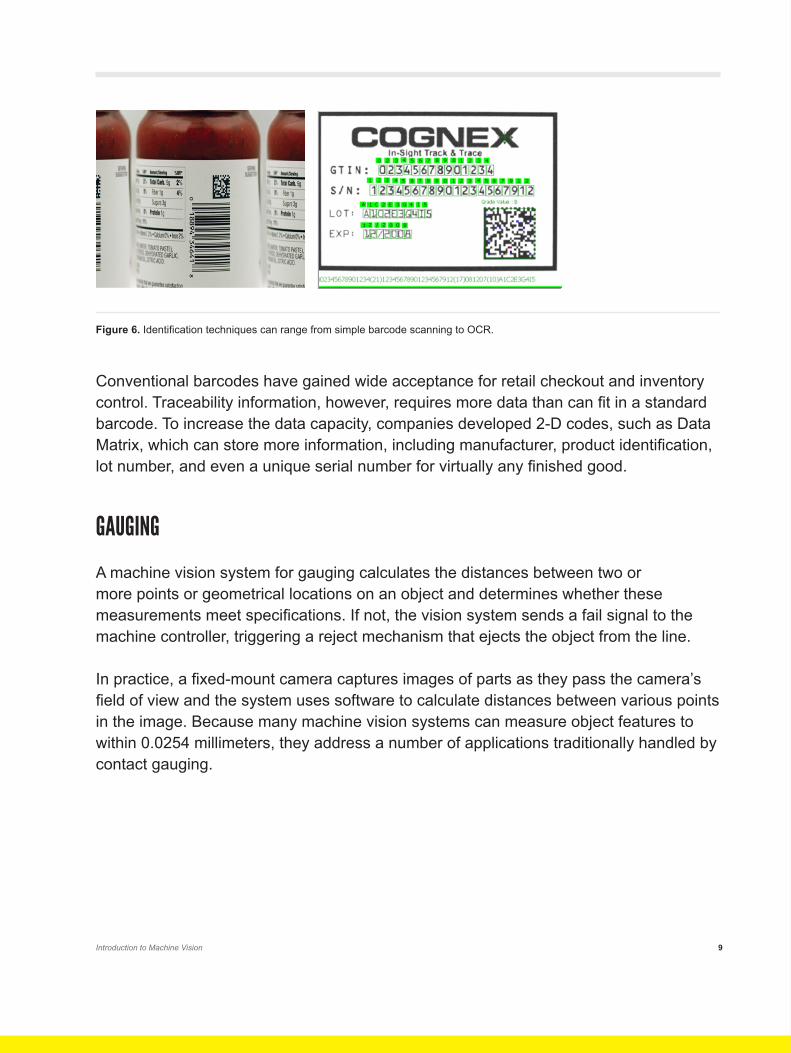
Conventionalbarcodeshavegainedwideacceptanceforretailcheckoutandinventorycontrol.Traceabilityinformation,however,requiresmoredatathancanfitinastandardbarcode.Toincreasethedatacapacity,companiesdeveloped2-Dcodes,suchasDataMatrix,whichcanstoremoreinformation,includingmanufacturer,productidentification,lotnumber,andevenauniqueserialnumberforvirtuallyanyfinishedgood.
GAUGING
Amachinevisionsystemforgaugingcalculatesthedistancesbetweentwoormorepointsorgeometricallocationsonanobjectanddetermineswhetherthesemeasurementsmeetspecifications.Ifnot,thevisionsystemsendsafailsignaltothemachinecontroller,triggeringarejectmechanismthatejectstheobjectfromtheline.
Inpractice,afixed-mountcameracapturesimagesofpartsastheypassthecamera’sfieldofviewandthesystemusessoftwaretocalculatedistancesbetweenvariouspointsintheimage.Becausemanymachinevisionsystemscanmeasureobjectfeaturestowithin0.0254millimeters,theyaddressanumberofapplicationstraditionallyhandledbycontactgauging.
Figure 6.IdentificationtechniquescanrangefromsimplebarcodescanningtoOCR.
Introduction to Machine Vision 10
INSPECTION
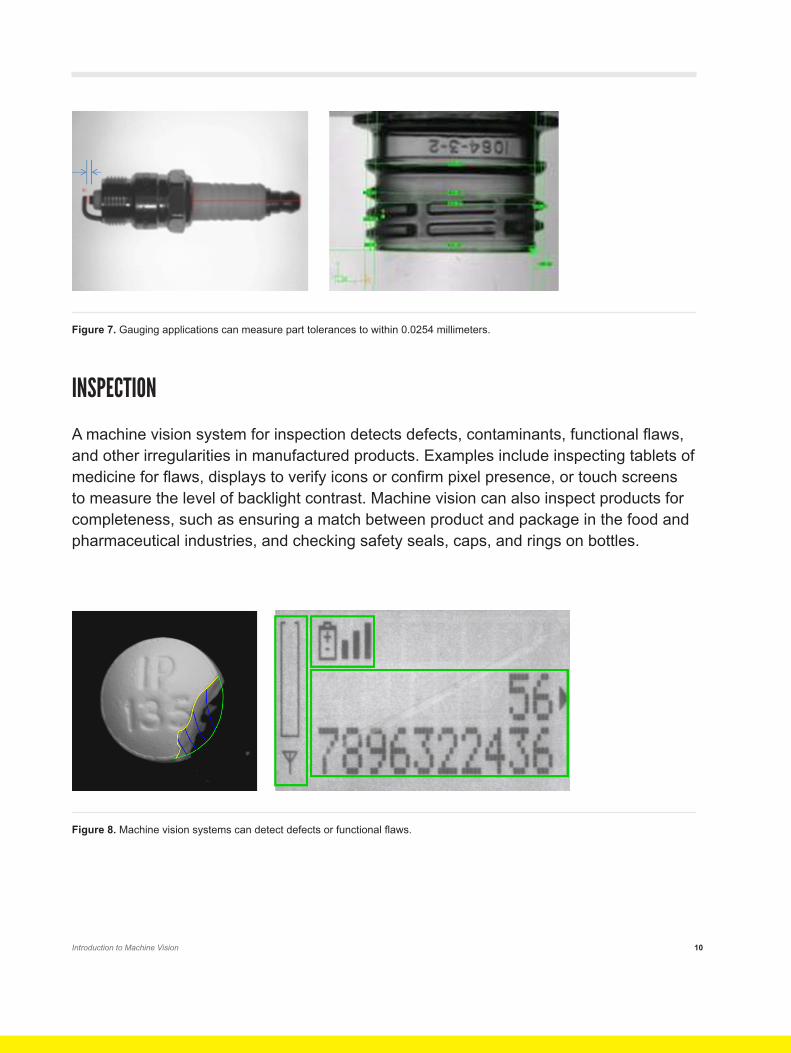
Amachinevisionsystemforinspectiondetectsdefects,contaminants,functionalflaws,andotherirregularitiesinmanufacturedproducts.Examplesincludeinspectingtabletsofmedicineforflaws,displaystoverifyiconsorconfirmpixelpresence,ortouchscreenstomeasurethelevelofbacklightcontrast.Machinevisioncanalsoinspectproductsforcompleteness,suchasensuringamatchbetweenproductandpackageinthefoodandpharmaceuticalindustries,andcheckingsafetyseals,caps,andringsonbottles.
Figure 7. Gaugingapplicationscanmeasureparttolerancestowithin0.0254millimeters.
Figure 8. Machinevisionsystemscandetectdefectsorfunctionalflaws.

Introduction to Machine Vision 11
COMPONENTS OF MACHINE VISIONThemajorcomponentsofamachinevisionsystem(Figure9)includethelighting,lens,imagesensor,visionprocessing,andcommunications.Lightingilluminatestheparttobeinspectedallowingitsfeaturestostandoutsotheycanbeclearlyseenbycamera.Thelenscapturestheimageandpresentsittothesensorintheformoflight.Thesensorinamachinevisioncameraconvertsthislightintoadigitalimagewhichisthensenttotheprocessorforanalysis.
Visionprocessingconsistsofalgorithmsthatreviewtheimageandextractrequiredinformation,runthenecessaryinspection,andmakeadecision.Finally,communicationistypicallyaccomplishedbyeitherdiscreteI/Osignalordatasentoveraserialconnectiontoadevicethatislogginginformationorusingit.
Mostmachinevisionhardwarecomponents,suchaslightingmodules,sensors,andprocessorsareavailablecommercialoff-the-shelf(COTS).MachinevisionsystemscanbeassembledfromCOTS,orpurchasedasanintegratedsystemwithallcomponentsina single device.
Thefollowingpageslistthevariouskeycomponentsofamachinevisionsystemincluding:lighting,lenses,visionsensor,imageprocessing,visionprocessing,communications

Introduction to Machine Vision 12
Figure 9. Maincomponentsofamachinevisionsystem.
Vision System
Light Source
Monitor
Camera
Lens
Image Sensor
Inspected Parts
Input/Output
• Serial • Parallel •ISA,PCI,VMEbus
Operational Pointing Device
•Touchscreen •Mouse •Trackball

Introduction to Machine Vision 13
LIGHTING
Lightingisonekeytosuccessfulmachinevisionresults.Machinevisionsystemscreateimagesbyanalyzingthereflectedlightfromanobject,notbyanalyzingtheobjectitself.Alightingtechniqueinvolvesalightsourceanditsplacementwithrespecttothepartandthecamera.Aparticularlightingtechniquecanenhanceanimagesuchthatitnegatessomefeaturesandenhancesothers,bysilhouettingapartwhichobscuressurfacedetailstoallowmeasurementofitsedges,forexample.
Back lightingBacklightingenhancesanobject’soutlineforapplicationsthatneedonlyexternaloredgemeasurements.Backlightinghelpsdetectshapesandmakesdimensionalmeasurementsmorereliable.
Axial diffuse lightingAxialdiffuselightingcoupleslightintotheopticalpathfromtheside(coaxially).Asemi-transparentmirrorilluminatedfromtheside,castslightdownwardsonthepart.Thepartreflectsthelightbacktothecamerathroughthesemi-transparentmirrorresultinginaveryevenlyilluminatedandhomogeneouslookingimage.
Structured lightStructuredlightistheprojectionofalightpattern(plane,grid,ormorecomplexshape)ataknownangleontoanobject.Itcanbeveryusefulforprovidingcontrast-independentsurfaceinspections,acquiringdimensionalinformationandcalculatingvolume.
Introduction to Machine Vision 14
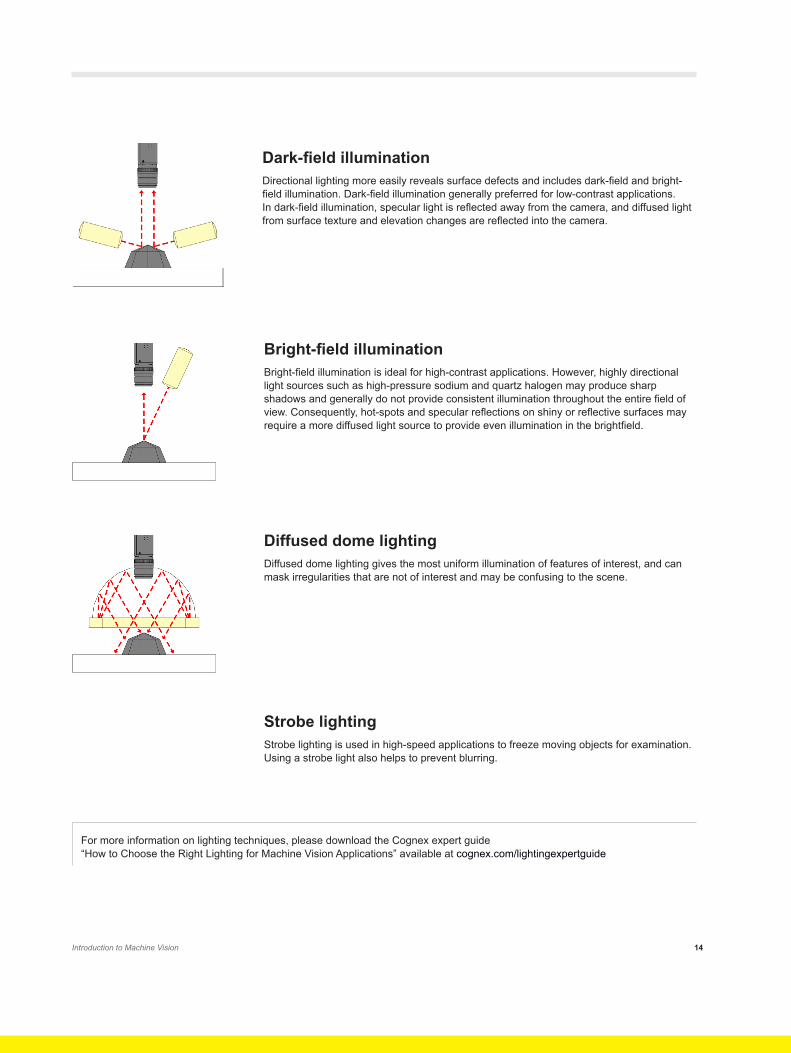
Dark-field illuminationDirectionallightingmoreeasilyrevealssurfacedefectsandincludesdark-fieldandbright-fieldillumination.Dark-fieldilluminationgenerallypreferredforlow-contrastapplications. Indark-fieldillumination,specularlightisreflectedawayfromthecamera,anddiffusedlightfromsurfacetextureandelevationchangesarereflectedintothecamera.
Bright-field illuminationBright-fieldilluminationisidealforhigh-contrastapplications.However,highlydirectionallightsourcessuchashigh-pressuresodiumandquartzhalogenmayproducesharpshadowsandgenerallydonotprovideconsistentilluminationthroughouttheentirefieldofview.Consequently,hot-spotsandspecularreflectionsonshinyorreflectivesurfacesmayrequireamorediffusedlightsourcetoprovideevenilluminationinthebrightfield.
Diffused dome lightingDiffuseddomelightinggivesthemostuniformilluminationoffeaturesofinterest,andcanmaskirregularitiesthatarenotofinterestandmaybeconfusingtothescene.
Strobe lightingStrobelightingisusedinhigh-speedapplicationstofreezemovingobjectsforexamination.Usingastrobelightalsohelpstopreventblurring.
Formoreinformationonlightingtechniques,pleasedownloadtheCognexexpertguide “HowtoChoosetheRightLightingforMachineVisionApplications”availableat cognex.com/lightingexpertguide

Introduction to Machine Vision 15
LENSES
Thelenscapturestheimageanddeliversittotheimagesensorinthecamera.Lenswillvaryinopticalqualityandprice,thelensuseddeterminesthequalityandresolutionofthecapturedimage.Mostvisionsystemcamerasoffertwomaintypesoflenses:interchangeablelensesandfixedlenses.InterchangeablelensesaretypicallyC-mountsorCS-mounts.Therightcombinationoflensandextensionwillacquirethebestpossibleimage.Afixedlensaspartofastandalonevisionsystemtypicallyusesautofocus,whichcouldbeeitheramechanicallyadjustedlensoraliquidlensthatcanautomaticallyfocusonthepart.Autofocuslensesusuallyhaveafixedfieldofviewatagivendistance.
IMAGE SENSOR
Thecamera’sabilitytocaptureacorrectly-illuminatedimageoftheinspectedobjectdependsnotonlyonthelens,butalsoontheimagesensorwithinthecamera.Imagesensorstypicallyuseachargecoupleddevice(CCD)orcomplementarymetaloxidesemiconductor(CMOS)technologytoconvertlight(photons)toelectricalsignals(electrons).Essentiallythejoboftheimagesensoristocapturelightandconvertittoadigitalimagebalancingnoise,sensitivityanddynamicrange.Theimageisacollectionofpixels.Lowlightproducesdarkpixels,whilebrightlightcreatesbrighterpixels.It’simportanttoensurethecamerahastherightsensorresolutionfortheapplication.Thehighertheresolution,themoredetailanimagewillhave,andthemoreaccuratemeasurementswillbe.Partsize,inspectiontolerances,andotherparameterswilldictatetherequiredresolution.
Formoreinformationonlenses,pleasedownloadtheCognexexpertguide “UsingOpticstoOptimizeYourMachineVisionApplication”availableat cognex.com/lensexpertguide
Formoreinformationonsensorresolution,pleasedownloadtheCognexexpertguide “UsingOpticstoOptimizeYourMachineVisionApplication”availableat cognex.com/lensexpertguide

Introduction to Machine Vision 16
VISION PROCESSING
ProcessingisthemechanismforextractinginformationfromadigitalimageandmaytakeplaceexternallyinaPC-basedsystem,orinternallyinastandalonevisionsystem.Processingisperformedbysoftwareandconsistsofseveralsteps.First,animageisacquiredfromthesensor.Insomecases,pre-processingmayberequiredtooptimizetheimageandensurethatallthenecessaryfeaturesstandout.Next,thesoftwarelocatesthespecificfeatures,runsmeasurements,andcomparesthesetothespecification.Finally,adecisionismadeandtheresultsarecommunicated.
Whilemanyphysicalcomponentsofamachinevisionsystem(suchaslighting)offercomparablespecifications,thevisionsystemalgorithmssetthemapartandshouldtopthelistofkeycomponentstoevaluatewhencomparingsolutions.Dependingonthespecificsystemorapplication,visionsoftwareconfigurescameraparameters,makesthepass-faildecision,communicateswiththefactoryfloor,andsupportsHMIdevelopment.
COMMUNICATIONS
Sincevisionsystemsoftenuseavarietyofoff-the-shelfcomponents,theseitemsmustcoordinateandconnecttoothermachineelementsquicklyandeasily.TypicallythisisdonebyeitherdiscreteI/Osignalordatasentoveraserialconnectiontoadevicethatislogginginformationorusingit.DiscreteI/Opointsmaybeconnectedtoaprogrammablelogiccontroller(PLC),whichwillusethatinformationtocontrolaworkcelloranindicatorsuchasastacklightordirectlytoasolenoidwhichmightbeusedtotriggerarejectmechanism. DatacommunicationbyaserialconnectioncanbeintheformofaconventionalRS-232serialoutput,orEthernet.Somesystemsemployahigher-levelindustrialprotocollikeEthernet/IP,whichmaybeconnectedtoadevicelikeamonitororotheroperatorinterfacetoprovideanoperatorinterfacespecifictotheapplicationforconvenientprocessmonitoringandcontrol.
FormoreinformationcommunicationsandI/O,pleasedownloadtheCognexTechNote“GetControlofYourVisionandIDSystems”availableat cognex.com/getcontroltechnote

Introduction to Machine Vision 17
DIFFERENT TYPES OF MACHINE VISION SYSTEMS
1D VISION SYSTEMS
1Dvisionanalyzesadigitalsignalonelineatatimeinsteadoflookingatawholepictureatonce,suchasassessingthevariancebetweenthemostrecentgroupoftenacquiredlinesandanearliergroup.Thistechniquecommonlydetectsandclassifiesdefectsonmaterialsmanufacturedinacontinuousprocess,suchaspaper,metals,plastics,andothernon-wovensheetorrollgoods,asshowninFigure10.
Broadlyspeaking,thereare3categoriesofmachinevisionsystems:1D,2Dand3D.
Figure 10. 1Dvisionsystemsscanonelineatatimewhiletheprocessmoves.Intheaboveexample,adefectinthesheetisdetected.

Introduction to Machine Vision 18
Figure 11.
2Dvisionsystemscanproduceimageswithdifferentresolutions.
Figure 12.
Linescantechniquesbuildthe2Dimageonelineatatime.
2D VISION SYSTEMS
Mostcommoninspectioncamerasperformareascansthatinvolvecapturing2Dsnapshotsinvariousresolutions,asshowninFigure11.Anothertypeof2Dmachinevision–linescan–buildsa2Dimagelinebyline,asshowninFigure12.
Line Light
Conveyor Belt Movement
Encoder Shaft
In-Sight 5000
Line Acquired Built Image

Introduction to Machine Vision 19
Figure 13. Linescancamerascan(a.)unwrapcylindricalobjectsforinspection,(b.)addvisiontospace-constrainedenvironments,(c.)meethigh-resolutioninspectionrequirements,and(d.)inspectobjectsincontinuousmotion.
a. b.
c. d.
AREA SCAN VS. LINE SCAN
Incertainapplications,linescansystemshavespecificadvantagesoverareascansystems.Forexample,inspectingroundorcylindricalpartsmayrequiremultipleareascancamerastocovertheentirepartsurface.However,rotatingthepartinfrontofasinglelinescancameracapturestheentiresurfacebyunwrappingtheimage.Linescansystemsfitmoreeasilyintotightspacesforinstanceswhenthecameramustpeekthroughrollersonaconveyortoviewthebottomofapart.Linescansystemscanalsogenerallyprovidemuchhigherresolutionthantraditionalcameras.Sincelinescansystemsrequirepartsinmotiontobuildtheimage,theyareoftenwell-suitedforproductsincontinuousmotion.

Introduction to Machine Vision 20
Incontrast,3Dlaser-displacementsensorapplicationstypicallyincludesurfaceinspectionandvolumemeasurement,producing3Dresultswithasfewasasinglecamera.Aheightmapisgeneratedfromthedisplacementofthereflectedlasers’locationonanobject.Theobjectorcameramustbemovedtoscantheentireproductsimilartolinescanning.Withacalibratedoffsetlaser,displacementsensorscanmeasureparameterssuchassurfaceheightandplanaritywithaccuracywithin20µm.Figure15showsa3Dlaserdisplacementsensorinspectingbrakepadsurfacesfordefects.
Figure 14.
3Dvisionsystemstypicallyemploymultiplecameras.
Figure 15.
3Dinspectionsystemusingasinglecamera.
3D SYSTEMS
3Dmachinevisionsystemstypicallycomprisemultiplecamerasoroneormorelaserdisplacementsensors.Multi-camera3Dvisioninroboticguidanceapplicationsprovidestherobotwithpartorientationinformation.Thesesystemsinvolvemultiplecamerasmountedatdifferentlocationsand“triangulation”onanobjectivepositionin3-Dspace.

Introduction to Machine Vision 21
MACHINE VISION PLATFORMSMachinevisionimplementationcomesonseveralphysicalplatforms,includingPC-basedsystems,visioncontrollersdesignedfor3Dandmulti-camera2Dapplications,standalonevisionsystems,simplevisionsensors,andimage-basedbarcodereaders.Choosingtherightmachinevisionplatformgenerallydependsontheapplication’srequirements,includingdevelopmentenvironment,capability,architecture,andcost.
PC-BASED MACHINE VISION
PC-basedsystemseasilyinterfacewithdirect-connectcamerasorimageacquisitionboardsandarewellsupportedwithconfigurablemachinevisionapplicationsoftware.Inaddition,PCsprovideawealthofcustomcodedevelopmentoptionsusingfamiliarandwell-supportedlanguagessuchasVisualC/C++,VisualBasic,andJava,plusgraphicalprogrammingenvironments.However,developmenttendstobelongandcomplicated,soisusuallylimitedtolargeinstallationsandappealmostlytoadvancedmachinevisionusersandprogrammers.
VISION CONTROLLERS
VisioncontrollersofferallofthepowerandflexibilityofPC-basedsystem,butarebetterabletowithstandtherigorsofharshfactoryenvironments.Visioncontrollersallowforeasierconfigurationof3Dandmulti-camera2Dapplications,perhapsforone-offtaskswhereareasonableamountoftimeandmoneyisavailablefordevelopment.Thisallowsformoresophisticatedapplicationstobeconfiguredinaverycost-effectiveway.

Introduction to Machine Vision 22
STANDALONE VISION SYSTEMS
Standalonevisionsystemsarecosteffectiveandcanbequicklyandeasilyconfigured.Thesesystemscomecompletewiththecamerasensor,processor,andcommunications.Somealsointegratelightingandautofocusoptics.Inmanycasesthesesystemsarecompactandaffordableenoughtobeinstalledthroughoutthefactory.Byusingstandalonevisionsystemsatkeyprocesspoints,defectscanbecaughtearlierinthemanufacturingprocessandequipmentproblemscanbeidentifiedmorequickly.Mostofferbuilt-inEthernetcommunications,whichenablesuserstonotonlydistributevisionthroughouttheprocess,buttolinktwoormoresystemstogetherinafully-manageable,scalablevisionareanetworkinwhichdataisexchangedbetweensystemsandmanagedbyahost.Anetworkofvisionsystemscanalsobeeasilyuplinkedtoplantandenterprisenetworks,allowinganyworkstationinthefactorywithTCP/IPcapabilitytoremotelyviewvisionresults,images,statisticaldata,andotherinformation.Thesesystemsofferconfigurableenvironmentsthatprovideeasyguidedsetupormoreadvancedprogrammingandscripting.Somestandalonevisionsystemsprovidebothdevelopmentenvironmentsallowingforeasysetupwiththeaddedpower,andflexibilityofprogrammingandscriptingforgreatercontrolofsystemconfigurationandhandlingofvision-applicationdata.
VISION SENSORS AND IMAGE-BASED BARCODE READERS
Visionsensorsandimage-basedbarcodereadersgenerallyrequirenoprogramming,andprovideuser-friendlyinterfaces.Mostareeasilyintegratedwithanymachinetoprovidesingle-pointinspectionswithdedicatedprocessing,andofferbuilt-inEthernetcommunicationsforfactory-widenetworkability.
Introduction to Machine Vision 23
CONCLUSIONMachinevisionistheautomaticextractionofinformationfromdigitalimagesforprocessorqualitycontrol.Mostmanufacturersuseautomatedmachinevisioninsteadofhumaninspectorsbecauseitisbettersuitedtorepetitiveinspectiontasks.Itisfaster,moreobjective,andworkscontinuously.Machinevisioncaninspecthundredsoreventhousandsofpartsperminute,andprovidesmoreconsistentandreliableinspectionresults24hoursaday,7daysaweek.
Measurement,counting,location,anddecodingaresomeofthemostcommonapplicationsformachinevisioninmanufacturingtoday.Byreducingdefects,increasingyield,facilitatingcompliancewithregulationsandtrackingpartswithmachinevision,manufacturerscansavemoneyandincreaseprofitability.
Formoreinformationonhowmachinevisioncanhelpyourorganizationreducewaste,minimizedowntime,andimproveprocessescontactCognex
Orvisittheseonlineresourcesformoreinformation:• CognexMachineVision • CognexVisionSystems • CognexVisionSensors • Cognex3DVision • CognexIndustrialBarcodeReaders

Introduction to Machine Vision 24Conclusion 24
© Copyright 2016, Cognex Corporation. All information in this document is subject to change without notice. Cognex, PatMax, 1DMax, In-Sight, EasyBuilder, DataMan, VisionView, SensorView, Checker and VisionPro are registered trademarks and OCRMax, the Cognex logo, Cognex Connect, Cognex Designer and PatMax RedLine are trademarks of Cognex Corporation. All other trademarks are the property of their respective owners. Printed in the USA. Lit. No. IMVWP-2016-0331 –EN
AmericasAmericas +1 508 650 3000
EuropeAustria +49 721 6639 393Belgium +31 403 05 00 43France +33 1 4777 1551Germany +49 721 6639 393 Hungary +36 1 501 0650Ireland +0808 168 3001Italy +39 02 6747 1200
Netherlands +31 403 05 00 43Poland +48 71 776 07 52Spain +34 93 445 67 78 Sweden +46 21 14 55 88Switzerland +49 721 6639 393 Turkey +90 212 306 3120United Kingdom +0808 168 3001
AsiaChina +86 21 5050 9922India +9120 4014 7840Japan +81 3 5977 5400Korea +82 2 539 9047Singapore +65 632 55 700Taiwan +886 3 578 0060
www.cognex.com
Corporate Headquarters One Vision Drive Natick, MA 01760 USA Tel: +1 508 650 3000 Fax: +1 508 650 3344
CompaniesaroundtheworldrelyonCognexvisionandID tooptimizequality,drivedowncostsandcontroltraceability.
VISION FOR EVERY INDUSTRYCognexvisionsystemsperform100%inspection,ensurebrandqualityandimproveyourproductionprocesses.Withoveronemillionsystemsinstalledworldwide,Cognexmachinevisionsystemsareacceptedinnearlyeveryindustryandusedbymostmajormanufacturers.
The manufacturing processes for building virtually every system and component within an automobile can benefit from the use of machine vision.
AutomotiveMachine-vision-enabled robots provide scalable, final assembly of mobile phones, tablets, and wearable devices. Cognex vision technology enables high precision touchscreen display manufacturing and 3D quality inspection.
Mobile Devices
Improve production and packaging operations with high-speed image acquisition, advanced color tools, and 3D inspection systems.
Consumer Products
Food and beverage applications require vision that can perform precisely, accurately and quickly to keep up with the fast-paced production lines.
Food & Beverage
Quality inspection is critical to success. Liability for defective products, inconsistent quality, rapidly changing costs and pending regulations, all challenge medical device manufacturers.
Medical Devices
The need to comply with patient safety and traceability requirements is imperative, and machine vision helps meet compliance goals.
Pharmaceutical
Cognex vision provides the precise, sub-pixel alignment and identification essential to every step of the semiconductor manufacturing process, despite increasingly fine geometries and process effect challenges.
SemiconductorMachine vision provides the high-speed alignment and traceability for electronics assembly, even on the newest miniaturized components and flexible circuits.
Electronics