internship report_hamza nasir_be-mechatronics-ceme_nust-ptc
TRANSCRIPT

1 | P a g e I n t e r n s h i p R e p o r t
SUBMITTED BY: HAMZA NASIR
Intern, SMD
PTC Jhelum Factory
SUBMITTED TO: BILAL BIN WAHEED
Line Manager, SMD
PTC Jhelum Factory

2 | P a g e I n t e r n s h i p R e p o r t
My loving and sweet mother whose prays, support
and love is always besides me, and
My siblings who always supported me.
Dedicated To

3 | P a g e I n t e r n s h i p R e p o r t
Table of Contents Sr. No Contents Page
No. 1. Acknowledgment 5
2. Executive Summary 6
3. Introduction 7
4. British American Tobacco 7
5. Pakistan Tobacco Company 7
6. A Brief History 7
7. PTC Factories 8
8. PTC Vision & Mission 9 9. Brands of PTC 10
10. Departments 12
11. Organizational Structure Jhelum Factory 14
12. Secondary Manufacturing Department 15
13. Working Order 15
14. SMD Processes Diagram 17
15. SMD Layout 18
16. Overview of Machines 19 17. Maker 19
18. LOGA 20
19. Process Flow of Maker 21 20. Packer 22
21. HCF 22
22. SMD Layout with Machine Speeds 23
23. SMD Layout with Crew Deployed 23

4 | P a g e I n t e r n s h i p R e p o r t
Sr. No Contents Page No.
1. Project Work 24
2. Title 24
3. Objectives 24
4. Abstract 24
5. Downtime Analysis 25
6. Downtime Analysis Deductions 25
7. RCO Understanding 27
8. Example of RCO 28
9. Steps of RCO 29 10. Change Over from PG to PG LE 32
11. Change Over from B&H to PG Click 34
12. Improvement Ideas 36
13. Conclusion 37
14. Remarks 48

5 | P a g e I n t e r n s h i p R e p o r t
Acknowledgment
The Internship at Pakistan Tobacco Company was a great source of learning and developing my skills. First of all I am thankful to Allah for providing me with this wonderful opportunity and giving me
strength to complete this task. I do thanks for His blessings to my daily life, good health, healthy
mind and good Ideas.
It was my first experience in the Industry and because of guidance of my Line Manager Sir Bilal
Bin Waheed (Cell Manager SMD) I was able to complete all the tasks for the first time in my life
which I was quite hesitant to do. This experience could not be well without his assistance,
support, direction, encouragement, comments and constructive criticism throughout this
internship.
I am also thankful to Sir Bilal Ahsan (Cell Manager SMD) for guiding me throughout this
internship. I am also highly grateful to Sir Sarfaraz (Maintenance Manager) who helped me and
guided me in my project. I am also thankful to Sir Hamza Khan, Sir Hunain, Sir Obaid (Process
Lead SMD) for teaching me the technicalities related to SMD. I am also thankful to operators and
maintenance team for helping me in completing my tasks.
I would like to thank my fellow interns whom love enable me to remain calm and happy especially
Huzaifa Zubair Sheikh who helped me during my stay at Jhelum from the first day of my
internship.
It was indeed a great experience for me and it has inculcated in me a high degree of sense for
industry and I now have the knowledge how a fast moving consumer good (fmcg) operates their
activities.
I now feel more confident and capable to deal with issues related to industry.
At last I would like to thanks all those who helped me in completing this report.
6 | P a g e I n t e r n s h i p R e p o r t
Executive Summary
“Anyone who stops learning is old, whether at twenty or eighty. Anyone who keeps learning stays young”. Henry Ford
There are different ways of learning. But the first-hand knowledge can be gained by experiencing
practical and natural situations. To gain practical experience is the utmost purpose of internship
which we supposed to do for at least six weeks.
Pakistan Tobacco Company (PTC) is a part of British American Tobacco (BAT) group a well-reputed
multinational organization. Based in London U.K. it is a market leader in more than 50 countries
with the strength of 90,000 employees selling more than 320 brands in more than 180 markets
worldwide.
PTC uses state of art technology in every department and it has a good corporate environment.
It is a great honor and prestige for me to work for such a good company. As an Internee I have
learnt a lot here and it has utilized my energy to fullest. The environment of the company was
friendly and supportive for learning. I spend 6 weeks of my internship at Jhelum factory. I was
assigned Secondary Manufacturing Department (SMD).The department responsible for making
cigarettes and packing them. I spent most of my time on production floor. I learnt about the
products of PTC. How they are made and packed. I learnt about the production lines (Making &
Packing machines). I visited each and every section of the factory. In the first week we were given
introduction to all the departments of i.e. Security, GLT, PMD, SMD, Quality, SCD, and HRD. The
rest of all weeks I worked at SMD. All the employees that I met with during these six weeks were
very co-operative.
In the first part of the internship report the general information of the company has been
presented. Information is gathered through different sources. The second part of the report
focuses on the tasks and project assigned to me.

7 | P a g e I n t e r n s h i p R e p o r t
Introduction
British American Tobacco British American Tobacco Company is the Parent company of Pakistan Tobacco Company. The
company was formed in 1902, when the United Kingdom's Imperial Tobacco Company and
the American Tobacco Company of the USA agreed to form a joint venture, the British-
American Tobacco Company Ltd. The parent companies agreed not to trade in each other's
domestic territory and to assign trademarks, export businesses and overseas subsidiaries to
the joint venture. James Buchanan Duke became its chairman and the British American
Tobacco business began life in countries as diverse as Canada, China, Germany, South Africa,
New Zealand and Australia, but not in the United Kingdom or USA.
The group was a major financial services company with the acquisitions of Eagle Star (1984),
Allied Dunbar (1985) and the Farmers Group, Inc. (1988). Around 1996 British American
Tobacco merged their financial operations into a single operating unit, British American
Financial Services (BAFS). This division was merged with Zurich Insurance Company in 1998
to form the Zurich Financial Services Group. B.A.T still owns the minority interest in Zurich.
Pakistan Tobacco Company A Brief History:
From being the first multinational to set up its business in Pakistan in 1947 and beginning
operations out of a warehouse near Karachi Port, PTC has come a long way.
From being just a single factory operation to a company which is now involved in every aspect
of cigarette production, from crop to consumer, PTC has evolved and grown with Pakistan.
However, what is significant about these 64 years is the effort that Pakistan Tobacco
Company has demonstrated in the development of the country. By being instrumental in the
campaign for modern agricultural and industrial practices, PTC has helped in the development
and progress of the agricultural and industrial sector in the country.

8 | P a g e I n t e r n s h i p R e p o r t
PTC has been supporting and contributing to various causes of national interest. Educating
growers in the latest techniques and technology in agriculture, afforestation and free health
care in designated areas are but a few examples.
Throughout these 64 years, PTC’s continuous investment in people, brands, technology,
innovation and the communities in which PTC operate has borne fruit in many ways. PTC is
deemed as a partner of choice by many, its Environmental, Health and Safety standards are
a source of inspiration for local companies, our industrial relations practices have led and
influenced local practices, and as a result of all these, our managers are highly valued and
sought after people in the Pakistani corporate world based on the training and exposure PTC
gives them from very early on in their careers.
The Company acquired 5S certification in 2007 and it is the only company with this status.
PTC is the recipient of the annual Environment Excellence Award by the National Forum for
Environment & Health. Adding to this list, company bagged ISO14001 certification related to
Environment and OSHAS 18001certification concerned with Health and Safety.
Suffice it to say that the history of the Pakistan Tobacco Company is closely linked with the
development and history of the areas in which PTC operate. Be it corporate practices, social
investments, advancements in agricultural techniques, or establishing new ways of marketing
and distribution, PTC has always been instrumental in establishing the benchmarks against
which others are measured.
PTC Factories
There are currently two PTC factories operational in Pakistan along with a Head Office in
Islamabad. One is situated in Jhelum and the other in Akora Khatak.
Both factories have similar production capacities. Both the factories produce around 22
billion sticks per year. In 1957, Jhelum plant started its operation with a single shift. Slowly
more shifts were added to enhance production. Akora Khatak plant is primarily utilized to
manufacture products that can cater for the lower income groups. In addition to this, this
plant also houses a Green Leaf Thrashing Plant which serves to satisfy the need of local
tobacco in cigarette production in both the plants. In terms of technology, Jhelum plant is
more advanced than Akora Khatak plant with better and faster machines. Both factories work
24 hours a day, 7 days a week, with some time reserved for, cleaning the machines, coping
with breakdowns and scheduled routine maintenance of machines.

9 | P a g e I n t e r n s h i p R e p o r t
PTC Vision
‘1st choice for everyone.’
PTC Mission
‘To be the best factory for the region.’
Vision Mission and key objectives of PTC

10 | P a g e I n t e r n s h i p R e p o r t
Brands of PTC
PTC has always considered it-selves a consumer-focused company. They aim to offer a product
that excels in all aspects and exceeds the expectations of the consumer. PTC carries out market
research in order to look at the trends and associations that have been developed by its
consumers. It is through that research, PTC is able to devise its strategy of which brand
production needs to increase and which needs to slacken.
Different brands have been produced to cater for the relatively diverse economic background of
the people. From the very low-priced Embassy to expensive brands such as Dunhill form the
varied nature of PTC Brands. There are two brand categories.
Premium Brands
Dunhill
Benson & Hedges
John Player Gold Leaf
Low Priced, High Volume Brands
Capstan by Pall Mall
Gold Flake
Embassy
Wills Int.
Amongst these, the highest manufacturing products are John Player’s Gold Leaf and Capstan by
Pall Mall which are manufactured regularly while the more premium brands such as Dunhill and
Benson & Hedges are manufactured with a relatively small volume according to the demand of
the consumers.
DUNHILL
Dunhill, a premium global brand, celebrated its centenary in 2007 and 2008 was an exceptional
year for Dunhill in Pakistan as the brand witnessed exponential growth; fueled by its re-launch in
July. Going forward, Dunhill is poised to strengthen its foothold in the DUNHILL.

11 | P a g e I n t e r n s h i p R e p o r t
Currently there are three brands of Dunhill in production: Dunhill Full Flavor, Dunhill Lights and
Dunhill Swiss Blend. Dunhill Lights and Dunhill Swiss are being produced to fulfill the demands of
health conscious smokers.
BENSON & HEDGES
In 1873, Richard Benson & William Hedges started a partnership in London. Benson & Hedges
was launched in Pakistan in March 2003 and has since been able to build strong brand loyalty
among its consumers showing excellent year on year growth.
Two brands of B&H are being produced in the facility namely B&H FF and B&H Lights.
John Player Gold Leaf
The story of John Player Gold Leaf has to start from the story of its founder, John Player. An
enterprising businessman, John Player, started a small tobacco selling business in 1877 and
turned it into a thriving cigarette company, John Player and Sons.
John Player Gold Leaf has become an institution in itself, becoming one of the most recognizable
cigarette brands in the country. John Player Gold Leaf has recently been declared the largest
Urban Brand in Pakistan, beating out products across the F.M.C.G. spectrum.
CAPSTAN BY PALL MALL
Capstan has a rich heritage, originating in Britain in the 19th century; the brand was created
under the auspices of W.D. & H.O. WILLS at Bristol and London.
The recent introduction of Capstan Rich has been a new boost to the production of the factory.
The new brand has been introduced after the public demand of light brands.
EMBASSY
Embassy, is a leading volume brand in Pakistan, and is most popular in Punjab where it enjoys a
leading position. Having built its heritage over a number of years, Embassy thrives on its brand

12 | P a g e I n t e r n s h i p R e p o r t
loyalty and locally tailored taste characteristics. And for the company, it’s categorized under Low
Price, High Volume Blend.
GOLD FLAKE
Gold Flake, like many of PTC’s brands, also boasts its origins at W.D. & H.O. WILLS where it was a
premium brand around the end of the 19th century. Launched in 1982, in 'soft cup' packing, the
brand took off when it was repositioned in the Value for Money (VFM) segment and later a 'hinge
lid' variant was introduced in 2000.
Gold Flake has grown tremendously as a brand since 2004, making it the largest volume brand in
Pakistan, and the second largest brand in British American Tobacco's Asia Pacific region. The key
to Gold Flake’s success has been its novel engagement schemes which have fueled growth over
the years. Through consumer relevant initiatives, Gold Flake has established itself as a fresh and
modern offering in the VFM segment and is all set to consolidate its position as the major volume
driver for Pakistan Tobacco Company.
Departments There are several departments in the Jhelum Factory which are working in tandem to make sure
that the factory remains operational. All the functions are synchronized so as to create no gap in
the communication between departments. This factory resembles a ‘well-oiled machine’ that
keeps running and consistently reaching its goals. All the departments play a vital role in the
overall efficient working of the factory.
The list of departments is as follows:
1. Engineering Department
2. Supply Chain Department
3. Primary Manufacturing Department
4. Secondary Manufacturing Department
5. Quality Department
6. Security Department
7. Environment, Health and Safety Department
8. Human Resource Department
9. Information Technology Department
10. Finance Department

13 | P a g e I n t e r n s h i p R e p o r t
Supporting departments are:
ENVIRONMENTAL HEALTH & SAFETY
PRIMARY MANUFACTURING
DEPT.
SUPPLY CHAIN DEPT.
ENGINEERING DEPT.
SECURITY DEPT.
QUALITY ASSURANCE DEPT.
SECONDARY MANUFACTURING
DEPT.

14 | P a g e I n t e r n s h i p R e p o r t
Organizational Structure Jhelum Factory

15 | P a g e I n t e r n s h i p R e p o r t
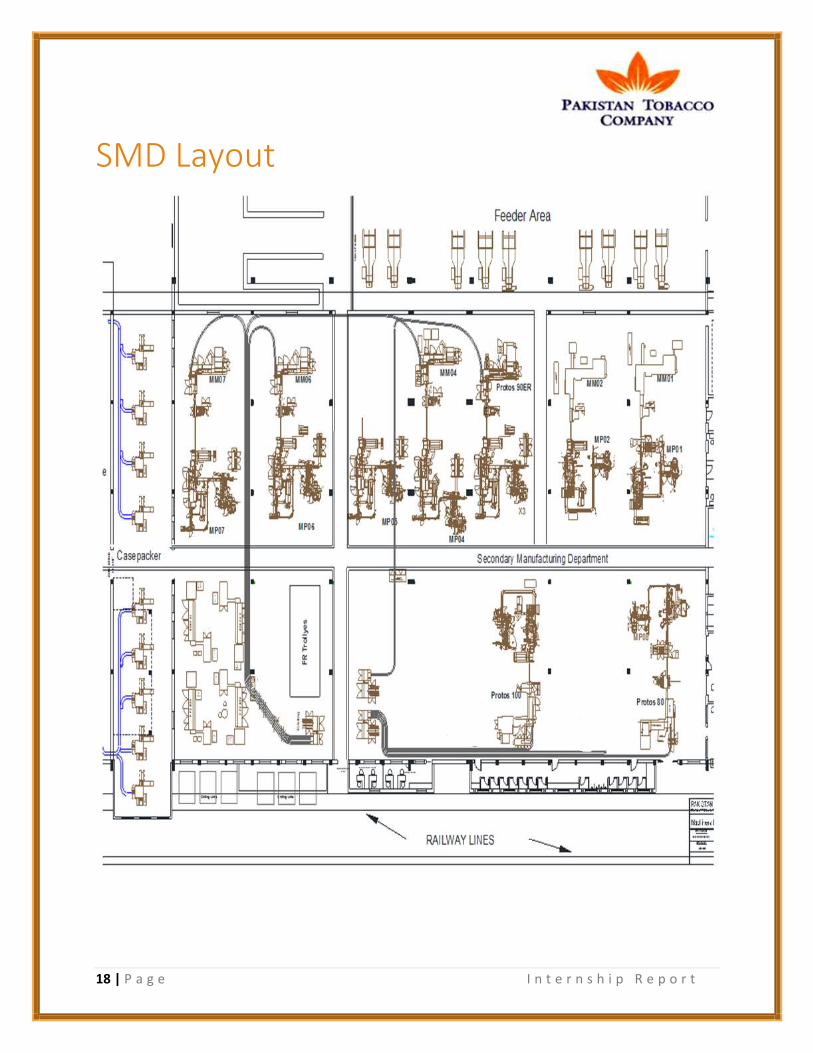
Secondary Manufacturing Department PTC-Jhelum Factory has two major departments that are mostly related to end product- Primary
Manufacturing Department (PMD) and Secondary Manufacturing Department (SMD).
SMD (Secondary Manufacturing Department) is responsible for making the complete cigarette
and its packing. The SMD floor has nine MAKERS and nine PACKERS with each line associated with
one maker and one packer. There are two maker machines-LOGA and PROTOS. There is 1 LOGA
and 8 Protos present on the floor. There are different models available in the packer machines
too that are GD-X1, X2 and X3.
SMD has ODMS area and CASE-PACKER area on either side. ODMS (One Day Material Store)
provides the daily required material such as cigarette paper, tipping paper, packing glue etc. Case
packer area receives completed outers from packers and fills 50 outers per carton which are
transported to warehouses to be shipped out.
The SMD floor also has a quality office maintaining the quality of cigarettes and the packs being
produced. SMD works in four shifts with three shifts at work one single day. It is a 24-hour
working department. Each shift is headed by a production manager who is supported by a team
leader. Then there are the machine operators working tirelessly to produce the required number
of cigarettes. They are helped by various casual workers who look into the menial jobs on the
floor.
Working Order
There are four parts of processing in SMD.
Filter Maker (KDFs)
Filter Shooter (Filtromat)
Cigarette Maker
Packer
Processed Tobacco from
PMDSMD Process
Finished Goods

16 | P a g e I n t e r n s h i p R e p o r t
Filter Maker Filter maker makes a Filter Rod for the cigarettes. One filter maker machines produce 3000 filter
rods per minute. Each rod contributes to six sticks of cigarettes (four sticks in case of Gold Leaf
Special, B&H, and DUNHILL).
Filter Shooter Filter shooter is the machine which deliver filter to the cigarette making machines. These
machines are called Filtromat. These machines receives filter through filter trays which are filled
by Filter Maker and shoot the filter through steel pipes.
Maker The maker is provided with the tobacco from the feeder areas through pneumatic fans. The
maker is responsible for the making of cigarette sticks which (on average) produces 8000 and
some machines produces 10000 cigarettes per minute per machine. Maker machines receives
tobacco from feeder and filter from filter shoots and makes different types of Cigarettes.
Packer The sticks produced by the maker are divided into segments of 20 and moved towards the packer.
Each segment is then passed through various sensors to ensure its quality of firmness and
consistency. Then each packet is filled with the segments of 20 cigarettes each and formed into
a cigarette box which is later laminated. 10 boxes are then stacked together and laminated to
form a complete outer and then further pushed to the CPC to be available for distribution. The
packer is on the wage of producing 500 cigarette boxes per minute.
Case Packer Case packing is the shortest procedure in the whole manufacturing. Outer from the outer belt
and outer conveyor enter the case packing machine. It carries lift hopper with 5 sensors up and
5 sensors down. The sensors make sure that a bundle of 25 outers enter the CBCs at a time. Two
bundle of 25 are sent to the CBC. Ceiling of solution tape on both side is applied and finally a CBC
carrying 50 outers enter the finished goods warehouse.

17 | P a g e I n t e r n s h i p R e p o r t
SMD Processes Diagram
Case Packer
PackerBlank, Poly Prop, Tear tape, Foil(Golden or
Aluminium), Inner frameCigarettes
MakerCigrette Paper, tipping
PaperFilter Tobacco
Filter Making
Tow, Plug Wrap, Plasticizer, Hot melt, Glue
18 | P a g e I n t e r n s h i p R e p o r t
SMD Layout

19 | P a g e I n t e r n s h i p R e p o r t
Overview of Machines
Maker Maker side have the machines of two companies. The basic overview of maker side is as follows
There are total nine maker machines working on the floor. These machines are divided into two
types LOGA and PROTOS. The Protos are the latest machines having large efficiency and
performance than the Loga. There are eight Protos and one Loga on the floor. The Protos have
different types depending upon the performance and working parts.
Loga has a rated maximum speed of 8,500 CPM (cigarettes per minute) and Protos varies
between 8000-1000 CPM depending on the model.
Maker
HAUNI Protos
DECOFLE Loga
Protos
Protos 90ER
Protos 100Protos 80ER
Protos 80

20 | P a g e I n t e r n s h i p R e p o r t
PROTOS is used more often in making the premium brands such as Benson & Hedges, Gold Leaf
and Dunhill. Whereas, LOGA has more use in the production of high volume brands like Capstan
and Gold Flake. Protos 90ER have high speed machines having speed 10,000 cigarettes per
minute.
LOGA Machines LOGA machines are relatively low performance having speed ranging from 5000cpm to 8500CPM.
There is only one loga on the floor having speed 8500 CPM. Unlike the PROTOS these machines
cannot accommodate any LASER units. These machines are engaged in making high volume
brands like CbPM and GF.
PROTOS Machines PROTOS has lower rejection rates when compared to LOGA and thus has a much better efficiency.
There are eight Protos one the floor. Four Protos 90ER having speeds of 10,000 CPM. Two Protos
100 having speeds of 10,000 CPM. One Protos 80ER having speed of 8,000 CPM and one Protos
80 having speed of 8,000.

21 | P a g e I n t e r n s h i p R e p o r t
These PROTOS have a highest making capacity of 1000cpm and they have a sophisticated VE and
SE that can create cigarette in even very tight tolerances. These machines can be equipped with a
LASER unit that can perforate filters for special and light brands.
Process Flow of Maker
Cigarette Discharge
Tobacco
Feeder
Processed
Tobacco Cigarette
Paper
Tobacco
Rod
Maker
Side
Seam
Glue Ink Tipping
Glue
Tipping Paper
Filter
Rods
Cigarette Assembler

22 | P a g e I n t e r n s h i p R e p o r t
Packer Packer side have the machines of only one company. The basic overview of Packer side is as
follows
Among these X3 has the maximum speed of 500 PPM (Packets per Minute) while X2 and X1 have
speeds 360 and 300 respectively.
HCFs HCFs are stationed on the link between the makers and
the packers, the HCFs play a crucial role when the 2
Machines are not linked, HCF stands for Hauni Cigarette
Filler, it is used to fill trays with cigarettes when the
packers is on a halt or is packing some other brand.
The HCF fills up trays with each tray containing approx.
4000 cigarettes each and makes the high speed PROTOS
fully capable of producing at its maximum speed and acts
as a speed matching buffer between the high speed
makers and somewhat slow speed packers.
Packer GD
X1
X2
X3

23 | P a g e I n t e r n s h i p R e p o r t
SMD Layout with Machine Speeds
SMD Layout with Crew Deployed There are total of 42 workers working during a shift on floor.
Makers (09) Packers (09)
Case Packer (3), Transit (4), Filtromat (2), FLT (1) and Checker (1)
ODMS and Filter Feeding (3)
KDFs
KDFs (4)
Cleaning and waste collection (3)
ODMS
Filtromat
CIGRATTE STOCK
FILT
ROM
ATFI
LTER
ST
OCK
Line
01
Line
02
Line
03
Line
04
Line
05
Line
08
Line
10
Line
07
Line
06
CASE
PA
CKER
TRAN
SIT
CON
FERENCE
ROOM
TLOFFICE
WASHIN
G BAY
TEAM
ROO
M
QUALITY LAB
Office TOILETS
EXIT EXIT
Filtromat
Master technicians (3)
ClosedO
FFICE

24 | P a g e I n t e r n s h i p R e p o r t
Project Work
Title: RCO Understanding
Objectives: The project has the following Objectives.
• Study the Brand change Overs & Format change overs.
• Change Overs Downtime Analysis.
• Manually observing all the activities during change over.
• RCO Deployment for reducing changeover downtime.
Abstract: The project assigned to me was RCO understanding for reducing change overs downtime. 14.4
million Sticks could be produced in a day if a line remains operational 24 hours a day. If there is
a stop due to any reason for a minute 10,000 sticks are not produced so the OEE (Overall
Equipment Efficiency) is affected. Changeovers have significantly large downtimes so the
production targets and the OEE is significantly affected by them. The time required to remove
old tooling, equipment from one production and install the same for the next run is known as the
setup time. Setup time includes anytime that production is stopped. It is similar to downtime.
Setup operations have traditionally demanded a great deal of time, and manufacturing
companies have long suffered from the extreme inefficiency this causes. Reducing setup/down
time lowers cost/unit, Increases capacity and efforts lead to standardized process, reducing
variation in process results. The four basic steps in a setup are:
1. Preparation, after installation adjustments, checking materials and tools.
2. Removing and installing actual tools.
3. Measurements, Settings and Calibrations.
4. Trial runs and adjustments.
So these process increases machine downtime and the production targets are affected. The
purpose of RCO is to reduce machine change overs downtime.

25 | P a g e I n t e r n s h i p R e p o r t
Downtime Analysis I have done analysis of Data of change overs downtime starting from 1st January, 2016 till July
end. Analyzed the downtime of different changeovers, shift wise and brand wise. This analysis
can be used to select target are or pilot area for RCO.
The analysis of both makers and packers downtime was done and Changeovers to all the brands
were covered.
Downtime Analysis Deductions: Late shift has mostly less downtime than early & night shifts.
The difference between minimum and maximum time is very high.
If the minimum time of 15 minutes have been achieved then why the average downtime
is two hours???

26 | P a g e I n t e r n s h i p R e p o r t
Chang over from CBPM to PG:

27 | P a g e I n t e r n s h i p R e p o r t
Change over from CBPM to B&H.
RCO Understanding It stands for Rapid Change Over. A system used for reducing change overs downtime. Each
element of the changeover is analyzed to see if it can be eliminated, simplified, moved or
streamlined. The objective of RCO is to reduce change overs downtime significantly with proper
planning, eliminating delays, team work and advanced equipment. It has the following
advantages
Reduced downtime. (Increased OEE).
Increased capacity.
Greater flexibility.
Reduced stock.
Improved responsiveness to customer demand.

28 | P a g e I n t e r n s h i p R e p o r t
Example of RCO Consider the example of changing a tire.
• It takes 15-20 minutes for a person to change a single tire.
• NASCAR pit crew takes less than 15 seconds for changing four tires.
Techniques used by NASCAR pit crews.
• Performing as many steps as possible before the pit stop begins.
• Using a coordinated team to perform multiple steps in parallel.
So the journey from a 15 minutes tire changeover to a 15 second time changeover can be
considered a RCO journey.

29 | P a g e I n t e r n s h i p R e p o r t
Steps of RCO
Step 1: Identify Pilot Area: From shift wise downtime analysis on makers consider the changeover from CBPM to PG in early
shift. It can be seen that: The target area for the pilot RCO program is selected. The Ideal line will have
the following characteristics.
Duration: The change Over should be long enough to have significant room for improvement.
Variation: There is a large variation in changeover times.
Opportunities: There are multiple opportunities to perform task each week.
Familiarity: Employees familiar with the equipment are engaged and motivated.
From shift wise downtime analysis on makers consider the changeover from CBPM to PG in early shift. It
can be seen that:
Process
Mapping
Separating External
Organizing
External
Converting Internal
Streamlining
Internal
Continuous
Improvements

30 | P a g e I n t e r n s h i p R e p o r t
Step 2: Identify Elements Analyzing all the steps of the changeover. (Process Mapping).
Video: Visually record the changeover
Manual Observation: Manually record every step by observing and question.
Some important characteristics of this step:
Elements: Note every single element of changeover.
Man and Machine: Capture both man and machine. The human elements are usually easily to
optimize.
Observe: Only observe let the changeover take it normal course.
The deliverable from this step should be a complete list of changeover elements each with a
description and time cost.
Step 3: Separate External Elements In this step the elements that can be performed while the equipment is running are identified.
Such elements of changeover are called external elements. It is not surprising that changeovers
time to be cut nearly half with this step alone.
Examples:
Retrieval: Retrieval of parts, tools and machines.
Inspection: Inspection of parts, tools and materials.
Cleaning: Cleaning tasks that can be performed while machine is running.
Quality: Quality checks for the last production run.
The deliverable from this step should be an updated list of changeover elements, split into three
parts External elements (Before changeover), internal elements (During changeover) and
external elements (After changeover).
Step 4: Converting Internal The changeover process is carefully examined, with the goal of converting as many elements to
external as possible.
The following question should be asked: If there was a way to make this element external, what
would it be? How could we do that??
Some example techniques:

31 | P a g e I n t e r n s h i p R e p o r t
Advance preparation: Prepare parts in advance.
Jigs: Use duplicate jigs.
Modularize: Modularize equipment (e.g. replace a printer instead of adjusting print head so the
printer can be configured for a new part number in advance of the changeover.
The deliverable from this step should be an updated list of changeover elements, with fewer
internal elements and additional external elements.
Step 5: Streamline remaining Elements The remaining elements are reviewed with an eye towards streamlining and simplifying so they can be
completed in less time.
Some example techniques:
Release: Eliminate bolts (e.g. use quick release mechanisms or other types of functional clamps)
Motion: Eliminate motion (reorganize the work space).
Operations: Perform parallel operations.
Step 6: Continuous Improvements Always keep looking for further improvements and opportunities.
New Technologies.
New people-New Ideas.
New premises or changes to layout possible.

32 | P a g e I n t e r n s h i p R e p o r t
Change Over from PG to PG LE:
Step 1: Process Mapping by Manual Observation
Step 2: Separate External Elements:

33 | P a g e I n t e r n s h i p R e p o r t
Step 3: Organizing External Elements: At 6:01 changeover started. Operator 1 started cleaning the machine and removing material from
the GD part of the machine and cleaning the surroundings of the machine. The contractual
worker started removing wastes from the surroundings of machine. There was a jam in C-600
part of the machine so it took a long time to remove previous material. Moreover the operators
were also waiting for blanks to arrive but blanks were late. Second operator changed the code
and date. When the jam was cleared and machine was operational at 6:57 a quality officer came
and asked to stop the machine and checked the surroundings of machine he founded some
previous waste beneath the machine so asked the workers to remove that. Machine started
operating again at 7:09.
Suggestions:
The blanks could reach before the process stop.
The cleaning of surrounding could be done before stopping.
The quality check could be done either after running the machine. To stop the machine was not
a good idea.
There was a jam and operators were not technical so it took time to clear the jam.
Step 4: Convert Internal Elements to External
Removing wastes from the surroundings of machine or cleaning of machine. Bringing blanks from
the ODMS before process stops etc.
Step 5: Streamline remaining elements: The remaining operations can be simplified like instead of changing code and date use two
printers and replace the printer.
Step 5: Continuous Improvement: It’s not mandatory that the downtime will reduce to its lower after one try so keep analyzing the
process and try to bring new ideas and new changes to improve the process.

34 | P a g e I n t e r n s h i p R e p o r t
Change Over from B&H to PG Click:
Step 1: Process Mapping by Manual Observation
After process mapping separation of activities was done.
• Separating activities in the categories like Value Added, Not Value added nut required,
delay etc.
• Time optimization of different activities.
• Separating external & internal activities.
• Streamlining internal activities.

35 | P a g e I n t e r n s h i p R e p o r t
After performing all steps it was seen that if we separate external and internal events and remove
delays and optimize time for top 20 activities then the changeover downtime could reduce to
54.3 %.
36 | P a g e I n t e r n s h i p R e p o r t
Improvement Ideas 1. Separate External Elements.
2. Retrieval, Inspection, Cleaning, Quality.
3. Advance Preparation.
4. Modularize.
5. Eliminating delay like discussions during work, remaining Idle, Long lunch and tea breaks.
6. Training Operators specifically for changeovers.
7. Standardize all necessary nuts, bolts etc.
8. Give timelines to workers.
9. Moving Internal activities to external
10. Changes in methods: Like segregating external and internal, Eliminating delays etc.
a. Changes in methods are not expensive and can generate significant reductions in
setup time.
b. Once the benefits have been realized from the methods improvements mechanical
modifications can be explored.
11. Continuous Improvements
a. New Technologies.
b. New people-New Ideas.
12. 5S Implementation
a. Area sorted and cleaned.
b. Use of shadow boards for hand tools.
c. All necessary tools nearby.
d. Incoming and outgoing areas are clearly defined.
e. Dedicated tool or tie carts for each machine station and worker.
f. Visual flow of work through the area.
13. Anyone touched or affected by setup times should be involved.
a. Planners should plan all the activities.
b. Maintenance experts should be there for any tough situation.
c. Process Lead, Maintenance Manager all should get involved so that the process
downtime could reduce significantly.

37 | P a g e I n t e r n s h i p R e p o r t
Conclusion The Changeovers downtime can be significantly reduced by deploying RCO. More than 40% setup
time can be reduced by eliminating delays, proper planning, and Segregating external and
internal activities. Since the RCO was deployed first time in Jhelum factory on 15th Aug, 2016 to
17th Aug, 2016 so it will take time to completely implement this and get significant result from
this system but on the basis of this foundation this system can be improved to reduce downtime.
My time at PTC was well spent, and I had a great learning experience. I had the opportunity to
work in a corporate environment. I saw how the work force is organized, how different shifts are
arranged to gain maximum output and how workers are kept satisfied. It exposed the way of
working of multi-national companies and got me familiar with the policies and strategies that
most of the multi-national companies practice like Lean Production, 5S policies, Integrated Work
System (IWS) ,Total Quality Management and Total Productive Maintenance. I learned how and
why records are maintained. All of my projects required me to gather data about previous
productions and material issuance. Without efficient record keeping a production floor can never
keep track of its downtime, stops, wastes and other production problems.
In short, I learned about the application of engineers in a management role which I do not think
that I could have experienced in a university or another company.

38 | P a g e I n t e r n s h i p R e p o r t
Remarks
Sir Bilal Bin Waheed:
Signature:
Pakistan Tobacco Company Ltd – Jhelum Factory
Date _____________