international journal of mechanical engineering and ... of computer … · international journal of...
TRANSCRIPT

International Journal of Mechanical Engineering and Technology (IJMET), ISSN 0976 – 6340(Print),
ISSN 0976 – 6359(Online), Volume 5, Issue 9, September (2014), pp. 361-373 © IAEME
361
DESIGN OF COMPUTER AIDED PROCESS PLAN FOR A CASING COVER
PLATE
G Gopal, Dr L Suresh Kumar, Sriramadasu Sudheer Babu
1Department of Mechanical Engineering, Ramanandatirtha Engineering College
Nalgonda, Telangana, India. 2Principal, Ramanandatirtha Engineering College, Nalgonda, Telangana, India.
3Post Graduate Student, Mechanical Engineering, Nalgonda, Telangana, India.
ABSTRACT
This paper deals with the design of Computer Aided Process Planning (CAPP) for
manufacturing a Casing Cover Plate, which requires machining on inside and outside considering the
desired fit. CAPP is designed by using the Siemen’s developed NX 7.5 software. The design
considers the different aspects of the Process planning activities to convert the given 2 D drawing
into a final manufactured product. The factors include the following: Layered Manufacturing,
interpretation of product design data, selection of machining processes, selection of cutting tools,
selection of machine tools, determination of setup requirements, sequencing of operations,
determination of the production tolerances, determination of the cutting conditions, design of jigs
and fixtures, tool path planning & NC program generation and generation of process route sheets.
Keywords: CAPP, Casing Cover Plate, NX, Layered Manufacturing, Process Sheet, Concurrent
Engineering.
1. INTRODUCTION
Process planning is a production organization activity that transforms a product design into a
set of instructions (sequence, machine tool setup etc.) to manufacture machined part economically
and competitively. The information provided in design includes dimensional specification and
technical specification.
Computer Aided Process planning (CAPP) activities basically include the following:
interpretation of product design data, selection of machining processes, selection of cutting tools,
selection of machine tools, determination of setup requirements, sequencing of operations,
determination of the production tolerances, determination of the cutting conditions, design of jigs
INTERNATIONAL JOURNAL OF MECHANICAL ENGINEERING
AND TECHNOLOGY (IJMET)
ISSN 0976 – 6340 (Print)
ISSN 0976 – 6359 (Online)
Volume 5, Issue 9, September (2014), pp. 361-373
© IAEME: www.iaeme.com/IJMET.asp
Journal Impact Factor (2014): 7.5377 (Calculated by GISI)
www.jifactor.com
IJMET
© I A E M E

International Journal of Mechanical Engineering and Technology (IJMET), ISSN 0976 – 6340(Print),
ISSN 0976 – 6359(Online), Volume 5, Issue 9, September (2014), pp. 361-373 © IAEME
362
and fixtures, calculation of process times, tool path planning & NC program generation, generation
of process route sheets and optimization of manufacturing cost.
CAPP systems are designed as either Retrieval system or Generative systems.
A Retrieval CAPP system has a standard process plan and is stored in computer and is
retrieved for future use.
A Generative CAPP system uses the knowledge base to plan the Process for a new part.
An aiming and tracking device, for guided jet-propelled missiles, includes a periscope, and
both the aiming device and the periscope are mounted on a rotating ring and extend through a
common opening in an armor plate cover or top wall. The cover or top wall is circular, and the
opening is located eccentrically of the cover or top wall. Casing Cover plate is used to hold the
amplifiers, resistors and other circuit parts in electrical circuit box. It is clamped to entire circuit box
like cap.
A casing cover plate provides axial compression of the seal and stabilizes it in the housing
bore to achieve maximum seal performance. The cover plate must be dimensioned properly to obtain
the required fit.
CAD Application used for doing this project is NX 7.5. NX is an advanced CAD/CAM/CAE
software package developed by Siemens PLM Software.
It simplifies complex product designs, engineering analysis and manufacturing. Thus
speeding up the process of introducing products to the market.
The NX software integrates knowledge-based principles, industrial design, geometric
modeling, advanced analysis, graphic simulation, and concurrent engineering.
The software has powerful hybrid modeling capabilities by integrating constraint-based
feature modeling and explicit geometric modeling.
Increasing complexity of products, development processes and design teams is challenging
companies to find new tools and methods to deliver greater innovation and higher quality at lower
cost.
NX automates and simplifies design by leveraging the product and process knowledge that
companies gain from experience and from industry best practices. It includes tools that designers can
use to capture knowledge to automated repetitive tasks. The result is reduced cost and cycle time and
improved quality.
In Layered Manufacturing (LM), the CAD drawings are sent to an Automated Process
Planner in a data exchange format. In the Process Planner, the CAD model is “sliced”. Depending
upon the geometry of the slice, the Process Planner determines the motion control trajectories for
each slice. These trajectories are fed into a automated machine where the slice is traced or deposited
on a suitable substrate guided by the x-y motion of the build platform or that of the deposition head.
In short, a computerized solid model is converted into a physical solid model. The foremost
advantage of the LM is the ability to make a prototype rapidly. Hence this technology is also called
as Rapid Prototyping.
Concurrent Engineering approach is adopted wherein the functions of design engineering,
manufacturing engineering and other functions are integrated.
2. PROBLEM FORMULATION
Input for the project
The plate should be fastened with bolts, no more than 150 mm apart, on a bolt circle located
as close to the seal housing bore as practical. The cover plate should be flat and the housing bore
depth uniform.
Supplementary sealing is necessary by providing a seal cavity incorporated into a new plate
which is bolted into place.
International Journal of Mechanical Engineering and Technology (IJMET), ISSN 0976 – 6340(Print),
ISSN 0976 – 6359(Online), Volume 5, Issue 9, September (2014), pp. 361-373 © IAEME
363
This model is having critical profiles; the component requires both inside and outside
machining. So it needs a special type of fixture to hold the component rigidly. For this, the
component is bottom clamped. Thus it calls for CNC machining.
A 2D drawing is used to design a 3D model for our component using Unigraphics NX 7.5
CAD software.
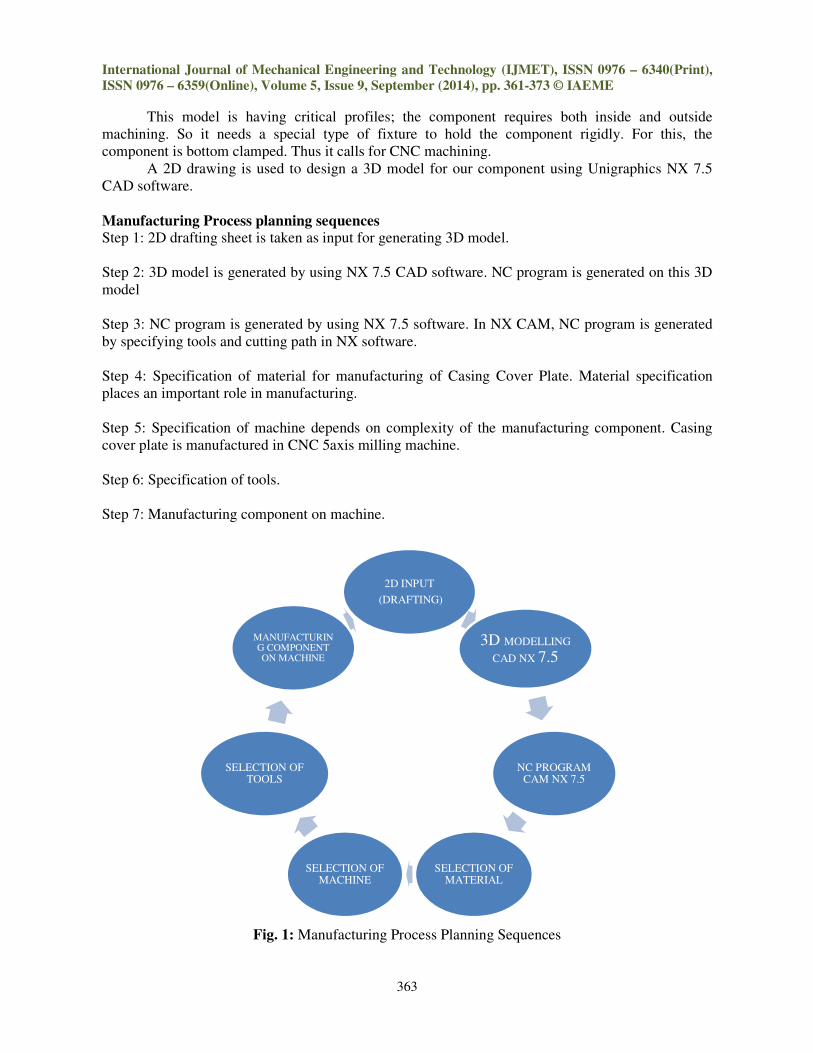
Manufacturing Process planning sequences
Step 1: 2D drafting sheet is taken as input for generating 3D model.
Step 2: 3D model is generated by using NX 7.5 CAD software. NC program is generated on this 3D
model
Step 3: NC program is generated by using NX 7.5 software. In NX CAM, NC program is generated
by specifying tools and cutting path in NX software.
Step 4: Specification of material for manufacturing of Casing Cover Plate. Material specification
places an important role in manufacturing.
Step 5: Specification of machine depends on complexity of the manufacturing component. Casing
cover plate is manufactured in CNC 5axis milling machine.
Step 6: Specification of tools.
Step 7: Manufacturing component on machine.
Fig. 1: Manufacturing Process Planning Sequences
2D INPUT
(DRAFTING)
3D MODELLING
CAD NX 7.5
NC PROGRAM CAM NX 7.5
SELECTION OF MATERIAL
SELECTION OF MACHINE
SELECTION OF TOOLS
MANUFACTURING COMPONENT ON MACHINE
International Journal of Mechanical Engineering and Technology (IJMET), ISSN 0976 – 6340(Print),
ISSN 0976 – 6359(Online), Volume 5, Issue 9, September (2014), pp. 361-373 © IAEME
364
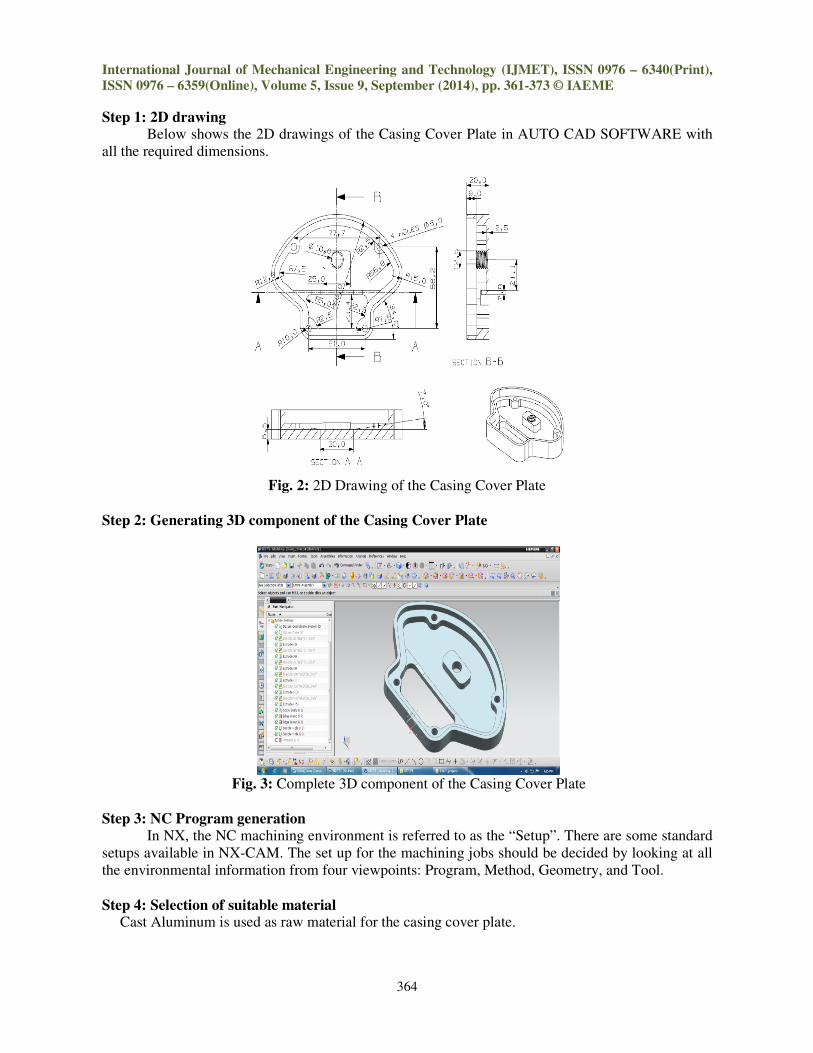
Step 1: 2D drawing Below shows the 2D drawings of the Casing Cover Plate in AUTO CAD SOFTWARE with
all the required dimensions.
Fig. 2: 2D Drawing of the Casing Cover Plate
Step 2: Generating 3D component of the Casing Cover Plate
Fig. 3: Complete 3D component of the Casing Cover Plate
Step 3: NC Program generation
In NX, the NC machining environment is referred to as the “Setup”. There are some standard
setups available in NX-CAM. The set up for the machining jobs should be decided by looking at all
the environmental information from four viewpoints: Program, Method, Geometry, and Tool.
Step 4: Selection of suitable material Cast Aluminum is used as raw material for the casing cover plate.
International Journal of Mechanical Engineering and Technology (IJMET), ISSN 0976 – 6340(Print),
ISSN 0976 – 6359(Online), Volume 5, Issue 9, September (2014), pp. 361-373 © IAEME
365
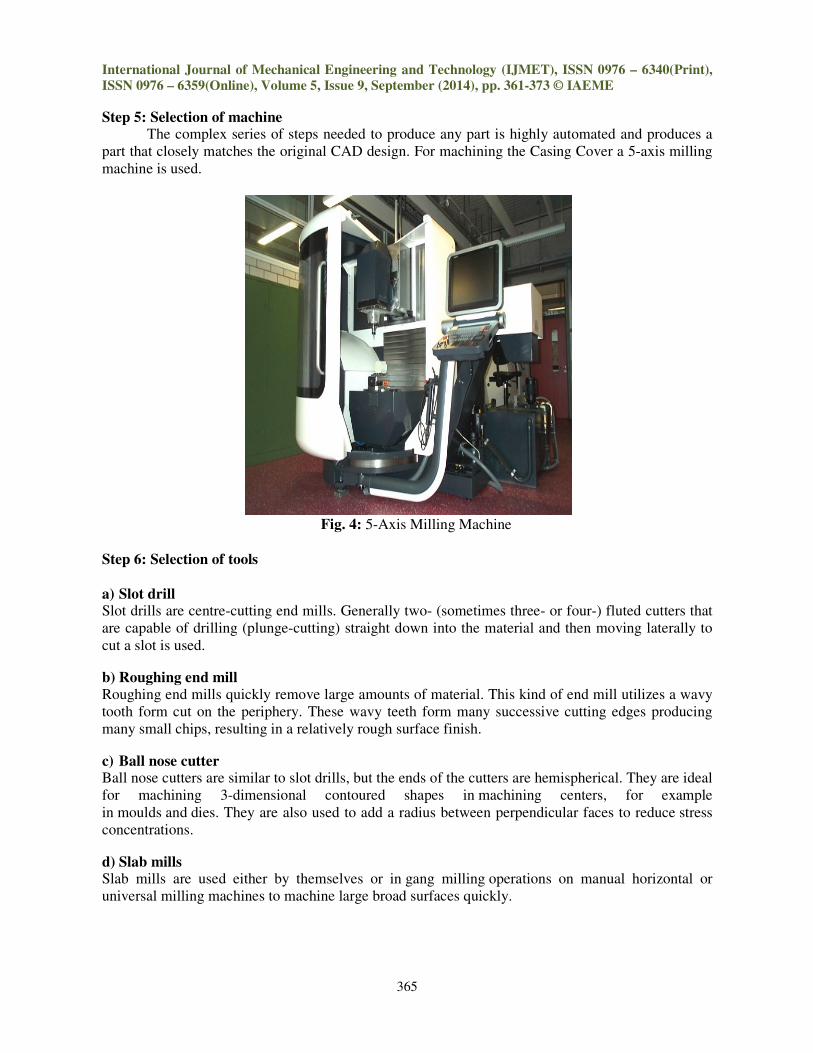
Step 5: Selection of machine The complex series of steps needed to produce any part is highly automated and produces a
part that closely matches the original CAD design. For machining the Casing Cover a 5-axis milling
machine is used.
Fig. 4: 5-Axis Milling Machine
Step 6: Selection of tools
a) Slot drill Slot drills are centre-cutting end mills. Generally two- (sometimes three- or four-) fluted cutters that
are capable of drilling (plunge-cutting) straight down into the material and then moving laterally to
cut a slot is used.
b) Roughing end mill
Roughing end mills quickly remove large amounts of material. This kind of end mill utilizes a wavy
tooth form cut on the periphery. These wavy teeth form many successive cutting edges producing
many small chips, resulting in a relatively rough surface finish.
c) Ball nose cutter Ball nose cutters are similar to slot drills, but the ends of the cutters are hemispherical. They are ideal
for machining 3-dimensional contoured shapes in machining centers, for example
in moulds and dies. They are also used to add a radius between perpendicular faces to reduce stress
concentrations.
d) Slab mills Slab mills are used either by themselves or in gang milling operations on manual horizontal or
universal milling machines to machine large broad surfaces quickly.
International Journal of Mechanical Engineering and Technology (IJMET), ISSN 0976 – 6340(Print),
ISSN 0976 – 6359(Online), Volume 5, Issue 9, September (2014), pp. 361-373 © IAEME
366
e) Side and Face cutter The side-and-face cutter is designed with cutting teeth on its side as well as its circumference.
They are made in varying diameters and widths depending on the application.
f) Involute gear cutter Number 4: 10 diametrical pitch cutter cuts gears from 26 through to 34 teeth
14.5 degree pressure angle is used.
g) Hob
Aluminum Chromium Titanium Nitride (AlCrTiN) coated Hobs are used.
Selection of tool holders
The devices which are used to hold different types of tools for carrying out different
operations such as drilling, boring, reaming, tapping, threading etc. are known as tool holders. Some
important types of tool holders are given below:
a) Tap holder Tap holder is used to hold the tool which performs the threading operations.
b) Face Mill
It is sophisticated tool holder and mainly used for facing operations of different components.
c) Taper Taper is used to hold the tool which is in conical shape.
d) Clamping nuts
These are used for fixing the tools in collets firmly.
e) Boring bar
Holder for rough boring with angular setting square bit to axis.
f) Milling chuck The highest accuracy reached by the tool is 0.005 mm. the design assures a powerful clamping force
capability, minimizing of vibrations and distortion.
g) Collets A collet is used for holding small semi-finished or finished parts so that additional
operations may be performed. It is practical device for quickly and accurately chucking symmetrical
work pieces.
h) Reducing sleeve In oil feed holder, positioning block and reducing sleeve are provided. The positioning block can be
mounted on to the spindle guide but it is mounted so as not to interfere with ATC arm etc of the
machine.
i) Oil feed holder By using this oil is allowed to pass through tool and work piece.
j) Slide cutter arbor
k) Rigid tap holder
International Journal of Mechanical Engineering and Technology (IJMET), ISSN 0976 – 6340(Print),
ISSN 0976 – 6359(Online), Volume 5, Issue 9, September (2014), pp. 361-373 © IAEME
367
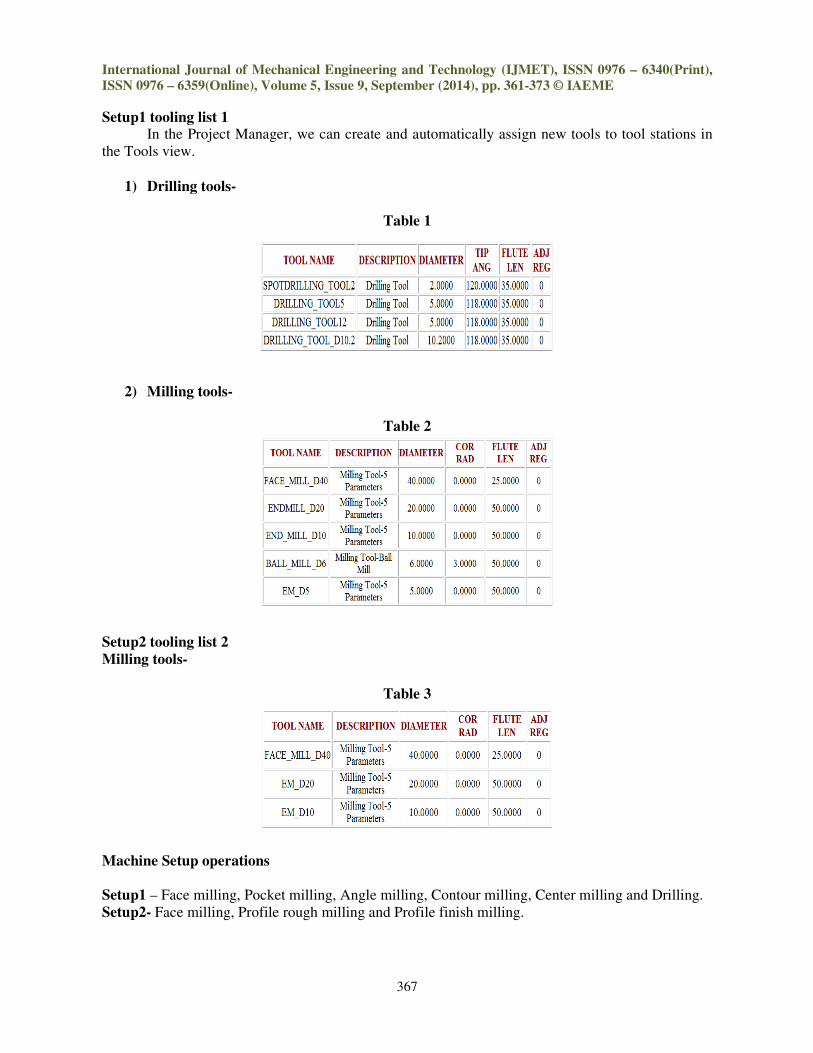
Setup1 tooling list 1 In the Project Manager, we can create and automatically assign new tools to tool stations in
the Tools view.
1) Drilling tools-
Table 1
2) Milling tools-
Table 2
Setup2 tooling list 2
Milling tools-
Table 3
Machine Setup operations
Setup1 – Face milling, Pocket milling, Angle milling, Contour milling, Center milling and Drilling.
Setup2- Face milling, Profile rough milling and Profile finish milling.

International Journal of Mechanical Engineering and Technology (IJMET), ISSN 0976 – 6340(Print),
ISSN 0976 – 6359(Online), Volume 5, Issue 9, September (2014), pp. 361-373 © IAEME
368
Bench vice used as a fixture for casing cover
Fig. 5: Fixture for holding Casing Cover Plate
Step 7: Basic CAM setup
Operation creation
Fig. 6: Information for doing Operation
CAM Generation
Fig. 7: The 3D orientation of the Work piece Fig. 8: The Face milling Operation
International Journal of Mechanical Engineering and Technology (IJMET), ISSN 0976 – 6340(Print),
ISSN 0976 – 6359(Online), Volume 5, Issue 9, September (2014), pp. 361-373 © IAEME
369
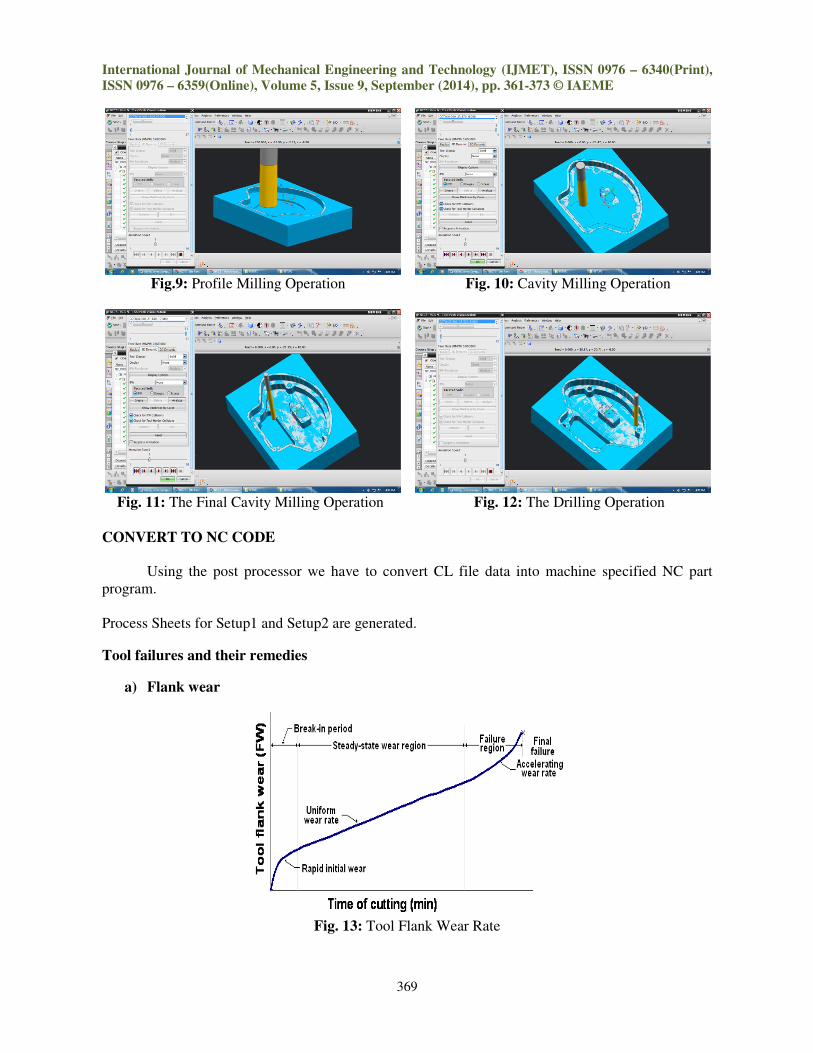
Fig.9: Profile Milling Operation Fig. 10: Cavity Milling Operation
Fig. 11: The Final Cavity Milling Operation Fig. 12: The Drilling Operation
CONVERT TO NC CODE
Using the post processor we have to convert CL file data into machine specified NC part
program.
Process Sheets for Setup1 and Setup2 are generated.
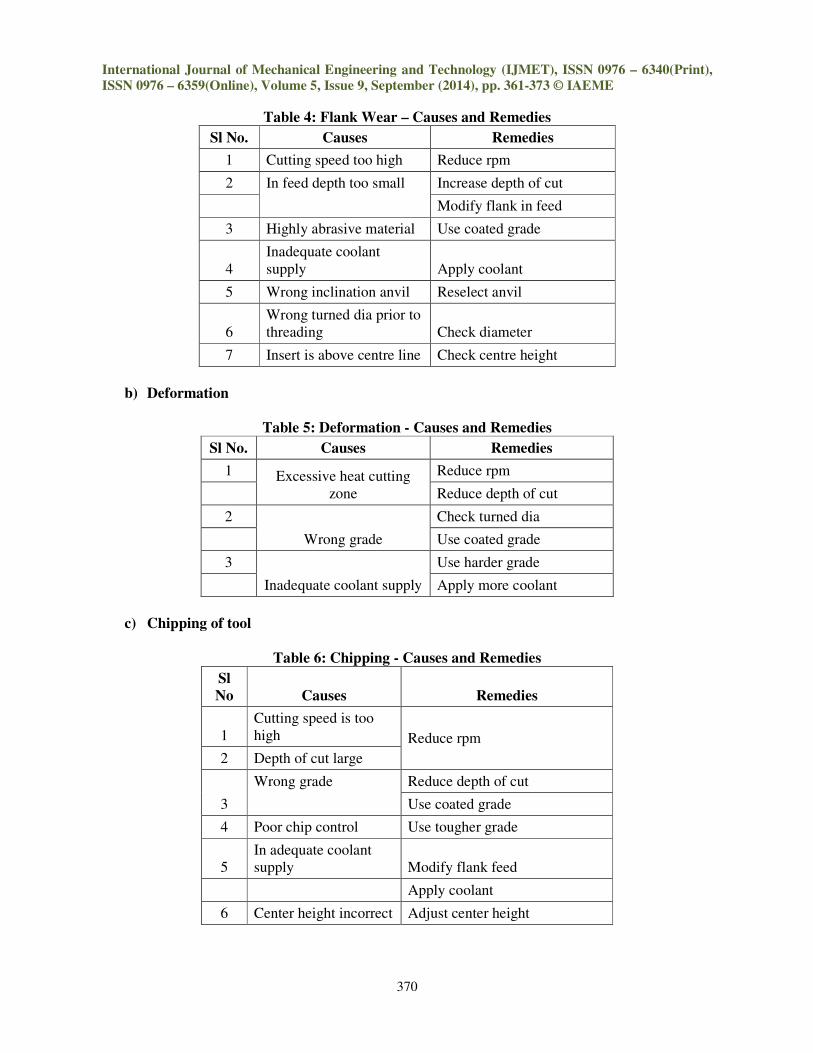
Tool failures and their remedies
a) Flank wear
Fig. 13: Tool Flank Wear Rate
International Journal of Mechanical Engineering and Technology (IJMET), ISSN 0976 – 6340(Print),
ISSN 0976 – 6359(Online), Volume 5, Issue 9, September (2014), pp. 361-373 © IAEME
370
Table 4: Flank Wear – Causes and Remedies
Sl No. Causes Remedies
1 Cutting speed too high Reduce rpm
2 In feed depth too small Increase depth of cut
Modify flank in feed
3 Highly abrasive material Use coated grade
4
Inadequate coolant
supply Apply coolant
5 Wrong inclination anvil Reselect anvil
6
Wrong turned dia prior to
threading Check diameter
7 Insert is above centre line Check centre height
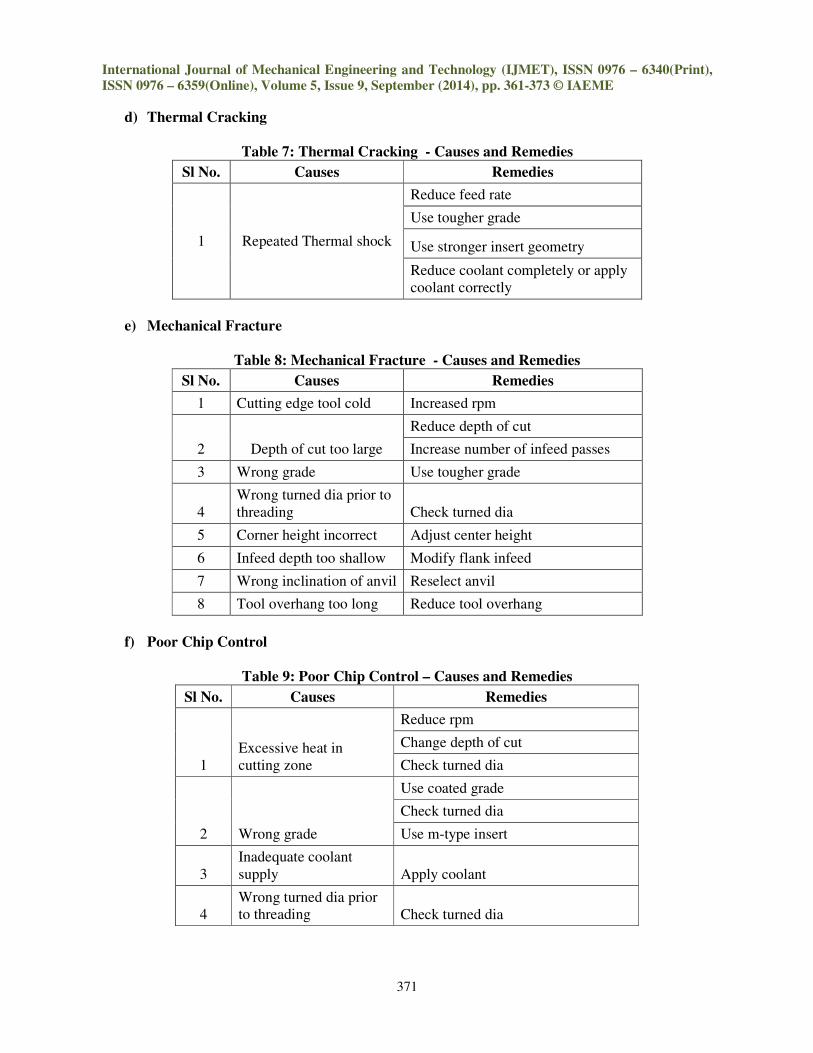
b) Deformation
Table 5: Deformation - Causes and Remedies
Sl No. Causes Remedies
1 Excessive heat cutting
zone
Reduce rpm
Reduce depth of cut
2
Wrong grade
Check turned dia
Use coated grade
3
Inadequate coolant supply
Use harder grade
Apply more coolant
c) Chipping of tool
Table 6: Chipping - Causes and Remedies
Sl
No Causes Remedies
1
Cutting speed is too
high Reduce rpm
2 Depth of cut large
3
Wrong grade Reduce depth of cut
Use coated grade
4 Poor chip control Use tougher grade
5
In adequate coolant
supply Modify flank feed
Apply coolant
6 Center height incorrect Adjust center height
International Journal of Mechanical Engineering and Technology (IJMET), ISSN 0976 – 6340(Print),
ISSN 0976 – 6359(Online), Volume 5, Issue 9, September (2014), pp. 361-373 © IAEME
371
d) Thermal Cracking
Table 7: Thermal Cracking - Causes and Remedies
Sl No. Causes Remedies
1 Repeated Thermal shock
Reduce feed rate
Use tougher grade
Use stronger insert geometry
Reduce coolant completely or apply
coolant correctly
e) Mechanical Fracture
Table 8: Mechanical Fracture - Causes and Remedies
Sl No. Causes Remedies
1 Cutting edge tool cold Increased rpm
2 Depth of cut too large
Reduce depth of cut
Increase number of infeed passes
3 Wrong grade Use tougher grade
4
Wrong turned dia prior to
threading Check turned dia
5 Corner height incorrect Adjust center height
6 Infeed depth too shallow Modify flank infeed
7 Wrong inclination of anvil Reselect anvil
8 Tool overhang too long Reduce tool overhang
f) Poor Chip Control
Table 9: Poor Chip Control – Causes and Remedies
Sl No. Causes Remedies
1
Excessive heat in
cutting zone
Reduce rpm
Change depth of cut
Check turned dia
2 Wrong grade
Use coated grade
Check turned dia
Use m-type insert
3
Inadequate coolant
supply Apply coolant
4
Wrong turned dia prior
to threading Check turned dia
International Journal of Mechanical Engineering and Technology (IJMET), ISSN 0976 – 6340(Print),
ISSN 0976 – 6359(Online), Volume 5, Issue 9, September (2014), pp. 361-373 © IAEME
372
Presetting of Tools The total length of tool travel depends on the length of work piece to be machined on the
length of tool or diameter of tool which should be known exactly.
Whenever a tool is replaced, it has to be calibrated again to determine its exact
length/diameter and this information is fed to tool card. Thus any difference between old and new
tool dimensions are recorded to calculate compensation offsets and new travel lengths are worked
out and program need not be rewritten. In this way the machine setup line is reduced considerably.
CONCLUSIONS
1) The given 2 D drawing is converted into 3 D model by NX 7.5 software.
2) Step by step manufacturing process planning is developed.
3) Casing cover plate is manufactured on CNC 5 axis DMG milling machine.
4) NC program is generated in NX 7.5 software. This generated NC program is given as input for
CNC 5-axis DMG milling machine.
5) Considerable savings in cost and time are observed.
Future scope
1) Optimization of manufacturing cost can be studied.
2) Calculations of process times can be observed.
Future trends
1) Digital manufacturing is a key emerging technology in Product Lifecycle Management (PLM)
and companies are trying to include Digital Manufacturing in their PLM.
2) In industry, the Internet promises to connect the enterprise with suppliers and vendors enabling
a new paradigm in manufacturing leading to Enterprise Production Management.
3) CAM software developers are introducing new NC programs tailored for optimal machining
known as "Knowledge-based machining".
4) Knowledge based machining has some systems emphasize providing knowledge about
machining while other systems emphasize capturing knowledge about machining. Most
systems offer a mixture of these two approaches.
5) Knowledge-based machining programmers store shop-proven processes and customize
databases. The benefits are realized throughout the shop. Operations become more consistent
and uniformly superior to past experience.
REFERENCES
1. Alex Renner, “Computer Aided Process Planning for Rapid Prototyping using a genetic
algorithm”, IOWA State University, Iowa, 2008.
2. Khershed P Cooper, “Layered Manufacturing: Challenges and Opportunities”, Defense
Technical Information Center Compilation Report No. ADP014215.
3. Prashant Kulkarni , Anne Marsan and Debasish Dutta “A review of process planning
techniques in layered manufacturing”, Rapid Prototyping Journal, Vol.6, I1, 2000.
4. Pulak Mohan Pandey, N Venkat Reddy and Sanjay G Dhande “Slicing procedures in layered
manufacturing”, Rapid Prototyping Journal, Vol. 9, No.5, 2003.
5. Kennedy D Gunawardana, Introduction of AMT: a literature review, Sabaragamuwa
University Journal, Pg. 3, Vol. 6, no.1, 1995.

International Journal of Mechanical Engineering and Technology (IJMET), ISSN 0976 – 6340(Print),
ISSN 0976 – 6359(Online), Volume 5, Issue 9, September (2014), pp. 361-373 © IAEME
373
6. Mandeep Chahal, Vikram Singh, Rohit Garg, Sudhir Kumar, Surface roughness optimization
techniques of CNC milling: A review, International Journal of Scientific Engineering and
Research journal.
7. N. P. Maniar, D. P. Vakharia, “Design and development of rotary fixture for real industrial
component”, International Journal of Engineering and Science Invention, Vol. 1, Issue. 1,
Dec 2012.
8. Mayank Srivastava “Condition-based Preventive Maintenance (PM) approach is used for a
Computer Numerical Control (CNC) turning machine”, International Journal of Mechanical
Engineering and Robotics Research, Vol. 2 No.3, July 2013.
9. Wilson Wai-Shing Wong “Virtual manufacturing has gained considerable importance in the
last decade”, Rapid identification of virtual CNC drives, 2007.
10. Chengyong wang, yingxing xie This study investigated the process of chip formation and the
change in chip morphology during the high-speed milling of hardened steel, International
Journal of Manufacturing Technology and Management journal.
11. Ezio Zanotti and Giacomo Bianchi “Doc.8, Literature survey, Machine tool cooling systems”.
12. Carlos F. Gomes , Mahmoud M. Yasin, João V. Lisboa “A literature review of manufacturing
performance measures and measurement in an organizational context: a framework and
direction for future research”, Journal of Manufacturing Technology Management.
13. Mikell P Groover, Automation, Production Systems and Computer Integrated Manufacturing,
PHI, 2013.
14. P.N Rao computer aided design and manufacturing, TATA MC GRAW-HILL, 2002.
15. Dr Pulak M Pandey, “Computer Aided Process Planning”, http://paniit.iitd.ac.in.
16. Prabhat Kumar Sinha, Manas Tiwari, Piyush Pandey and Vijay Kumar, “Optimization of Input
Parameters of CNC Turning Operation for the Given Component using Taguchi Approach”,
International Journal of Mechanical Engineering & Technology (IJMET), Volume 4, Issue 4,
2013, pp. 188 - 196, ISSN Print: 0976 – 6340, ISSN Online: 0976 – 6359.
17. Prof. (Dr). Rachayya.R.Arakerimath and Prof (Dr).V.A.Raikar, “Productivity Improvement by
SA and GA Based Multi-Objective Optimization in CNC Machining”, International Journal
of Mechanical Engineering & Technology (IJMET), Volume 4, Issue 4, 2013, pp. 188 - 196,
ISSN Print: 0976 – 6340, ISSN Online: 0976 – 6359.
18. Patel C H, Mohan Kumar G C and Vishwas Puttige, “Low Cost Automation for CNC
Machining Center”, International Journal of Mechanical Engineering & Technology (IJMET),
Volume 3, Issue 2, 2012, pp. 806 - 816, ISSN Print: 0976 – 6340, ISSN Online: 0976 – 6359.