integração de máquinas de medir por coordenadas em linhas ... · engenheiro mecânico com...
TRANSCRIPT

Integração de Máquinas de Medir por Coordenadas em Linhas de produção na Indústria 4.0
André Roberto de Sousa
Introdução
Engenheiro Mecânico com Mestrado e Doutorado em MetrologiaProfessor em cursos de graduação e pós gradação do IFSC na área de MetrologiaPesquisador e Coordenador de Projetos de P&D com empresasIdealizador e Coordenador do Programa FORMA3D de Formação em Metrologia 3D
Objetivo da Apresentação
Abordar a IoT e sua inserção na manufatura atual, analisando asoportunidades e desafios para a área de medição por coordenadasno cenário da chamada Indústria 4.0.

1. A HORA E A VEZ DOS SISTEMAS INTELIGENTES
A internet e os sistemas dito inteligentes (Cyber Physical Systems – CPS) estão causando e irão causar uma revolução nas nossas vidas.
Vocês já perceberam que muito dos aparelhos que nos rodeiam são ditos “Smart”?
Smart TVSmart PhoneSmart CarSmart HomeSmart Road

1. A HORA E A VEZ DOS SISTEMAS INTELIGENTES
É a era da internet das coisas
Internet of Things ou IoT.

Exemplo do Smart Watch
Relógio de pulso com diversos sensores, capacidade de análise de dados e aprendizado, e conectividade com o mundo via intenet.
1. A HORA E A VEZ DOS SISTEMAS INTELIGENTES
“Metrologia Embarcada”Olhos (câmera) e ouvidos (microfone) atentosTemperatura ambiente e corporalBatimento cardíacoPosição geográficaOrientação espacialVibraçõesEtc.

2. A ERA DAS FÁBRICAS INTELIGENTES
Estes conceitos e tecnologias podem e devem ser utilizados para produzir mais, melhor com menor custo e menor impacto ambiental
A inserção da IoT no contexto industrial tem o poder de causar uma nova revolução industrial, o que seria a 4ª revolução.
1ª Revolução: surgimento das máquinas a vapor2ª Revolução: massificação da produção3ª Revolução: automação da produção 4ª Revolução: produção inteligente
INDÚSTRIA 4.0 – SMART FACTORY
2. A ERA DAS FÁBRICAS INTELIGENTES
• Fábricas limpas e amigáveis com o meio ambiente• Sistemas de produção com inteligência embarcada em cada dispositivo• Processos extremamente flexíveis• Capacidade de produção em massa de modo customizado• Integração com o big data da internet e tecnologias de armazenamento e
processamento em nuvens• Conexão entre os sistemas: integração física e integração lógica• Máquinas capazes de “enxergar” o que se passa ao seu redor e tomar decisões
INOVAÇÕES QUE CARACTERIZAM UMA FÁBRICA INTELIGENTE

3. CENÁRIO POSSÍVEL EM UMA INDÚSTRIA 4.0
3 cilindros 4 cilindros V6 V8
Customização em Massa

3. CENÁRIO POSSÍVEL EM UMA INDÚSTRIA 4.0
Busca DATA Mining
Demanda identificada e volume estimado
População conectada
Movimento de buscaIdentificado
INFORMAÇÃO DE POSSE DA FÁBRICA...
3 cil3 cil
V6V8

3. CENÁRIO POSSÍVEL EM UMA INDÚSTRIA 4.0
Planejamento da Produção
Adequação de lay out
INFORMAÇÃO DE POSSE DA FÁBRICA...
Alocação de meios de produção
Setup, Startup e Follow up

3. CENÁRIO POSSÍVEL EM UMA INDÚSTRIA 4.0
Fabricação Assistida
Medição in line comCorreção de processo
Peças Instrumentadas
Manufatura FlexívelSistemas Cognitivos
Sensores Conectividade
Controle e Adaptabilidade
Sistemas com capacidade de “sentir” o que se passa ao seu redor e tomar decisões.
4. METROLOGIA NA INDÚSTRIA 4.0
Visibilidade é uma questão chave na Indústria 4.0
A Indústria 4.0 requer a integração de dados de muitos tipos de sensores para obter a visibilidade necessária para prever problemas, auto diagnosticar à medida que estes problemas ocorrem e auto regular processos para a solução destes problemas.
Tudo tem que estar visível!!
Máquinas com capacidade de “sentir” o que se passa ao seu redor e tomar decisões para que os processos funcionem sempre melhor.

4. METROLOGIA NA INDÚSTRIA 4.0
• Capacidade de adaptação a distintos cenários
• Proximidade da processos
• Conectividade e capacidade de tomar decisões
!
certas
Confiabilidade Metrologógica não muda de importância na Indústria 4.0
“medição in line”

A TECNOLOGIA REÚNE CARACTERÍSTICAS PROMISSORASM
itu
toyo
Flexibilidade IntegrabilidadeAutomaçãoConectividade
5. INTEGRAÇÃO DE MÁQUINAS DE MEDIR NA INDÚSTRIA 4.0

Exemplos atuais
Sistemas de Medição por Coordenadas para medição in lineM
itu
toyo
Hex
ago
n
Zeis
s
5. INTEGRAÇÃO DE MÁQUINAS DE MEDIR NA INDÚSTRIA 4.0

Ren
ish
aw
Co
ord
3
Hex
ago
n
Mit
uto
yo
Zeis
s
Exemplos atuais
Sistemas de Medição por Coordenadas para medição in line
5. INTEGRAÇÃO DE MÁQUINAS DE MEDIR NA INDÚSTRIA 4.0

5. INTEGRAÇÃO DE MÁQUINAS DE MEDIR NA INDÚSTRIA 4.0
• Proximidade com os processos• Robustez e Garantia de funcionalidade• Integração com sensores• Conectividade: MMC como coisa da IoT• Inteligência embarcada• Maior capacidade de interação com os
operadores: robótica assistiva
Nik
on
Zeis
s
CARACTERÍSTICAS:

Atuação direta no processo
Diagnósticos em tempo real
Pouca movimentação de materiais
Temperatura instável
Vibrações
Impurezas no ambiente
Calor residual e sujidade de processos
6. DESAFIOS PARA A MEDIÇÃO POR COORDENADAS
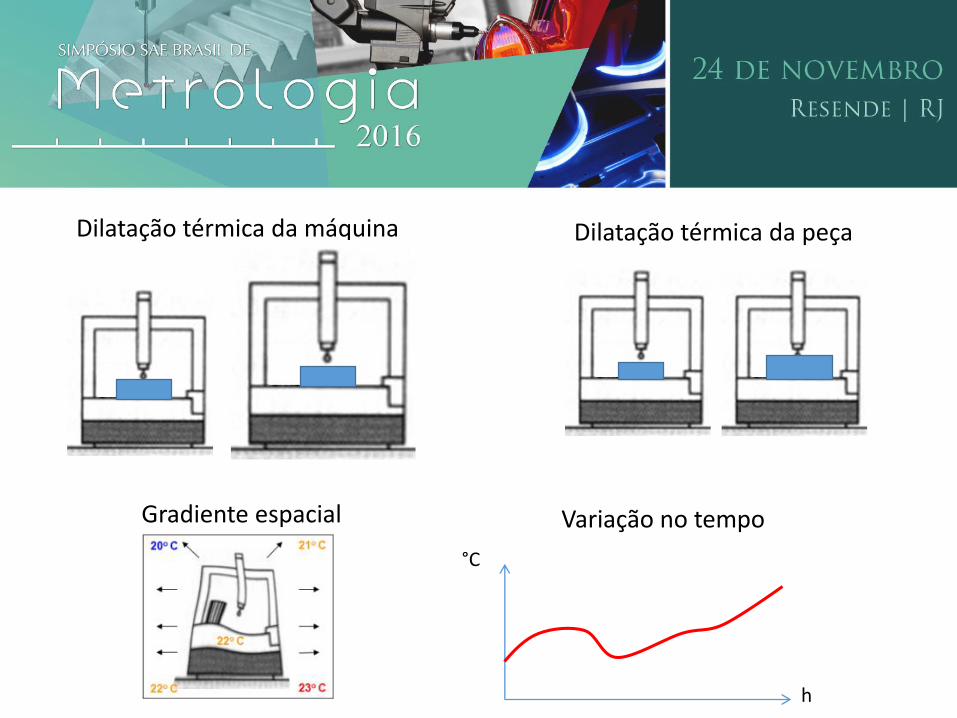
Dilatação térmica da máquina Dilatação térmica da peça
Gradiente espacial Variação no tempo
°C
h

Correção do efeito da temperatura em medição por coordenadas operando em modo absoluto.
x
Compensa erros causados pela temperatura ambienteConsidera o calor residual de erros na peçaAssume que o gradiente espacial é pequenoAssume que a temperatura da peça é homogênea
•Temp. e material da Peça
•Temp. e material das escalas
Cálculo do Erro
Resultado = Rx - Erro
Referenciado para 20°C (ISO1)

Correção do efeito da temperatura em medição por coordenadas operando em modo diferencial.
x1
x
1
Peça a medir
Peça calibrada
Resultado = Rx - (R1 – Valor Calibrado)
Compensação de erros
Compensa erros causados pela temperatura ambienteCompensa erros de medição da máquina de medirNão considera o calor residual da peça

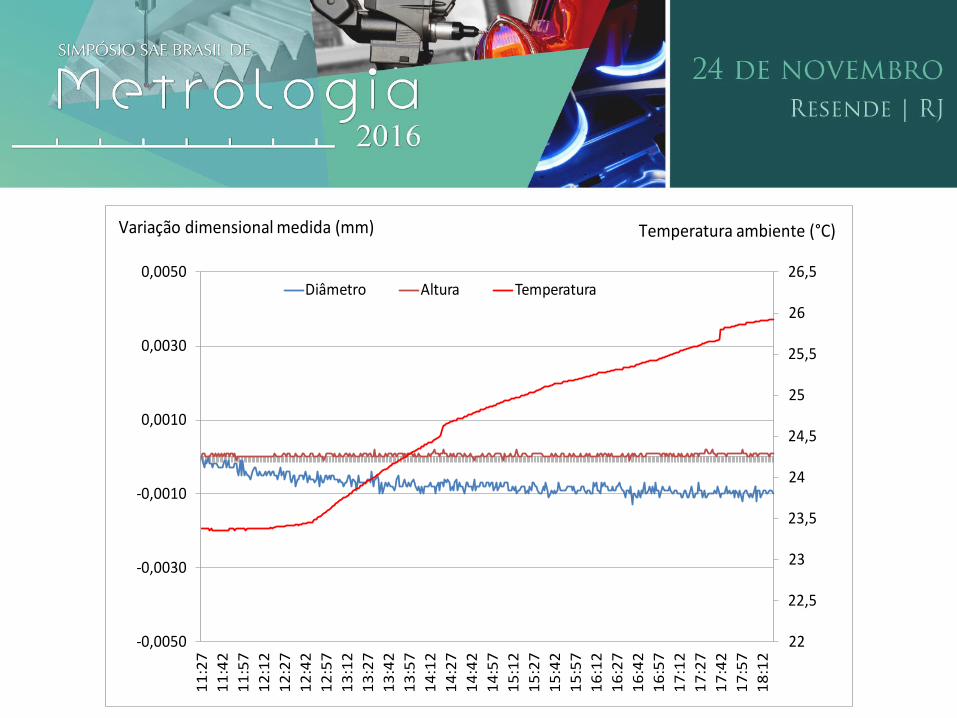
6.1 AVALIAÇÃO METROLÓGICA DE SISTEMA OPERANDO EM MODO ABSOLUTO EM AMBIENTE SEM CONTROLE DE TEMPERATURA
Máquina de medir integrada a robô em ambiente sem controle de temperatura
22
22,5
23
23,5
24
24,5
25
25,5
26
26,5
-0,0050
-0,0030
-0,0010
0,0010
0,0030
0,0050
11
:27
11
:42
11
:57
12
:12
12
:27
12
:42
12
:57
13
:12
13
:27
13
:42
13
:57
14
:12
14
:27
14
:42
14
:57
15
:12
15
:27
15
:42
15
:57
16
:12
16
:27
16
:42
16
:57
17
:12
17
:27
17
:42
17
:57
18
:12
Diâmetro Altura Temperatura
Variação dimensional medida (mm) Temperatura ambiente (°C)

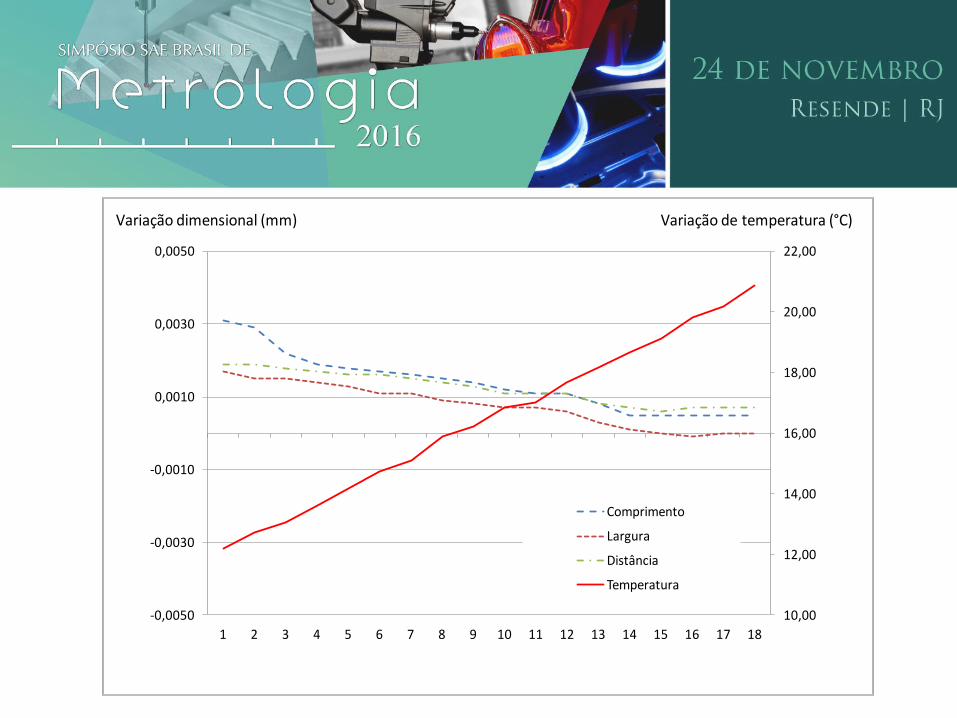
6.2 AVALIAÇÃO DA EFICIÊNCIA DA CORREÇÃO DA TEMPERATURA CAUSADA PELO CALOR RESIDUAL NA PEÇA
Dimensão Comprimento Distância Largura
Valor de referência (mm) 392,1792 335,9911 166,2462
Medição a 20°C para estabelecer valores de referência

Esta mesma peça de alumínio foi deixada em um refrigerador até a sua temperaturachegar próximo a 12°C. Neste momento a peça foi levada até a máquina de medir,sendo medida duas vezes a cada 1°C de variação aproximadamente, enquanto a peçasofria a estabilização térmica natural até atingir a temperatura da sala de medição.
10,00
12,00
14,00
16,00
18,00
20,00
22,00
-0,0050
-0,0030
-0,0010
0,0010
0,0030
0,0050
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
Comprimento
Largura
Distância
Temperatura
Variação de temperatura (°C)Variação dimensional (mm)

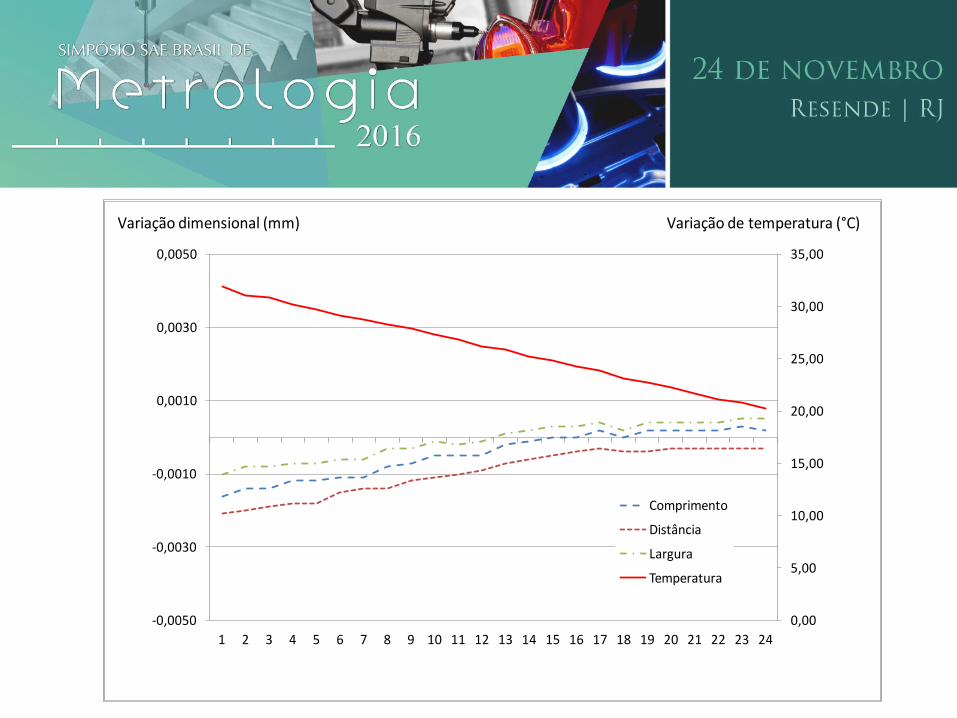
Após este teste, a peça foi levada até um aquecedor até sua temperatura chegarpróximo a 32°C. Neste momento a peça foi novamente levada à sala de medição, sendomedida duas vezes a cada 1°C de variação aproximadamente até sua temperaturaatingir temperatura de 20°C.
0,00
5,00
10,00
15,00
20,00
25,00
30,00
35,00
-0,0050
-0,0030
-0,0010
0,0010
0,0030
0,0050
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24
Comprimento
Distância
Largura
Temperatura
Variação de temperatura (°C)Variação dimensional (mm)

Dimensão Largura Comprimento Distância
Variação esperada sem a
compensação de temperatura
0,077 mm 0,183 mm 0,156 mm
Variação nos resultados com a
compensação de temperatura
0,003 mm 0,005 mm 0,004 mm
Redução da variação
dimensional com a
compensação
97% 95% 98%

201,7150
201,7170
201,7190
201,7210
201,7230
201,7250
8,5 10,2 11,8 13,2 14,3 16,1 16,9 17,7 18,3 18,8 19,3 19,7 20,6 32,2 33,6 34,9 36,2 36,8 37,3 38,0 38,5 39,1
Temperatura (°C)
Dim
ensã
o (
mm
)
Cg = 22,36Cgk = 13,53%RE = 6,0%
Tolerância = ± 0,05 mm

6.3 AVALIAÇÃO DA SENSIBILIDADE À TEMPERATURA DE SISTEMA DE MEDIÇÃO POR COORDENADAS OPERANDO EM MODO DIFERENCIAL
Scan on circle Master data - 50mm ring gauge
-0.155
-0.154
-0.153
-0.152
-0.151
-0.15
-0.149
-0.1481
11
21
31
41
51
61
71
81
91
101
111
121
131
141
151
161
171
21
22
23
24
25
26
27
28
Scan on circle
Temperature
Err
o (
mm
)
Tem
pera
tura
(°C
)
Diâmetro
Temperatura
180 Medições
Peça
Medição de anel padrão sem comparação com peça de referência

Scan on circle Measure data- 50mm ring gauge
-0.0006
-0.0005
-0.0004
-0.0003
-0.0002
-0.0001
0
0.0001
0.0002
0.0003
0.0004
1
12
23
34
45
56
67
78
89
100
111
122
133
144
155
166
177
21
22
23
24
25
26
27
28
Scan on circle
Temperature
Err
o (
mm
)
Tem
pera
tura
(°C
)
Diâmetro
Temperatura
180 Medições
X
Peça Padrão
Medição de anel padrão por comparação com peça de referência
6.4 AVALIAÇÃO DA ESTABILIDADE DA ESTRUTURA CARTESIANA DA MÁQUINA DE MEDIR DIANTE DE VARIAÇÕES DE TEMPERATURA
A correção de dilatação térmica linear não encerra o assunto...
Há que se avaliar como a estrutura cartesiana é sensível à variação de temperatura no tempo e no espaço.
• Como ficam os erros de perpendicularidade?• Como ficam os erros de retitude?• Como ficam os erros angulares?• Esses erros são importantes?

• Esses erros são importantes?
Erros de perpendicularidade são críticos no controle de tolerâncias de localização e orientação.
Erros de retitude afetam a exatidão no controle de tolerâncias de orientação e forma.
Erros angulares afetam o controle de praticamente todas as tolerâncias geométricas e dimensionais.

É importante que a estrutura cartesiana se mantenha estável mesmo na presença de dilatação térmica.
• Dilatação térmica é passível de correção.• Distorção térmica é de difícil correção.
Dilatação térmica da máquina Dilatação térmica da peça

• Inteligência embarcadao Máquina de medir que analisa a sua capacidade de
medir as tolerâncias das peçaso Máquina de medir que conhece seus erros e propõe uma estratégia
otimizada para o atendimento destas tolerâncias (posição, fixação, apalpação, processamentos)
o Máquinas de medir com a capacidade de autoverificação e autocalibração e correção de erros
o Máquina de medir com capacidade de aprender diante da experiências que vivencia ao seu redor
o Máquina de medir capaz de identificar peças e pessoaso Máquina de medir capaz de interagir de modo mais efetivo com os
operadores
7. OPORTUNIDADES E NECESSIDADES
4.0
• Inteligência embarcadao Máquina de medir com a capacidade
de sinalizar quando possui algum problema
o Máquinas de medir que sinalizam sobre o seu impacto ambiental
o Realidade aumentada para programação e operação da máquina, medição e análise de relatórios
o Visibilidade em tempo real e em qualquer lugar de todo o estado de funcionamento da máquina
7. OPORTUNIDADES E NECESSIDADES

• IoT não funciona sem bons aplicativos.• A Máquina é o sensor. Como usar as informações que ela gera?• São necessários aplicativos eficientes e fáceis de usar.• Os modelos que relacionam eventos com causas e determinam ações são
peça chave neste cenário.
7. OPORTUNIDADES E NECESSIDADES
• Precisamos de pessoas competentes para extrair o máximo de vantagens que o cenário da Indústria 4.0 permitirá.
• Importante saber o que fazer com tanta inovação e tirar o proveito dela.
• Informação e Qualificação para gerar capacidade de análise das tecnologias disponíveis e das possibilidades que elas geram.
7. OPORTUNIDADES E NECESSIDADES

• Os avanços tecnológicos e a IoT estão se integrando ao cenário industrial e têm o potencial de proporcionar avanços em todas as áreas, incluindo a área de metrologia e medição por coordenadas.
• O cenário na área de medição por coordenadas é vantajoso tanto para as CMMs como os ODS (Optical Digitizers and Scanners)
• Informe-se muito sobre as tecnologias e o conceito da Indústria 4.0, e os desdobramentos para a área de metrologia
• Verifique a pertinência destas tecnologias no seu cenário e o que elas podem agregar de valor às atividades de medição
• Cuidado com euforia. Atualmente a Indústria 4.0 ainda gera mais perguntas do que é capaz de responder. Estamos só no início.
• Prepare-se agora para o que virá.
CONCLUINDO