instituto politÉcnico nacional148.204.210.201/tesis/1329768735379tesisguadalupe.pdf ·...
TRANSCRIPT

INSTITUTO POLITÉCNICO NACIONAL
UNIDAD PROFESIONAL INTERDISCIPLINARIA DE INGENIERÍA
Y CIENCIAS SOCIALES Y ADMINISTRATIVAS
SECCIÓN DE ESTUDIOS DE POSGRADO E INVESTIGACIÓN
“REINGENIERÍA DE LAS JUNTAS DE MOTOR PARA LA MEJORA
DE LA PRODUCTIVIDAD DE PLANTA PRODUCTORA DE
AUTOPARTES”
TESIS
QUE PARA OBTENER EL GRADO DE MAESTRO
EN INGENIERÍA INDUSTRIAL
PRESENTA
MARÍA GUADALUPE REYES ACOSTA
DIRECTOR DE TESIS
DR. ZOILO MENDOZA NÚÑEZ
MÉXICO, D.F. ENERO 2012

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL DEDICATORIA
i
DEDICATORIA
Este trabajo es dedicado en primer lugar a mi madre Genoveva Acosta
Cerón quien con su amor incondicional, paciencia, inteligencia, apoyo, lealtad y
sus recursos me ha educado y formado para ser una persona de bien en todos los
aspectos, no hay palabras para agradecer todo lo que mi madre ha hecho por mi.
A mi padre Pedro Reyes Martínez que gracias a su amor, carácter, apoyo,
sus consejos he madurado, y que pese a críticas, él con sus recursos me dio una
formación académica y la oportunidad de practicar natación.
A mi abuelito Ricardo Reyes Hernández que a pesar de su ausencia se que
es mi ángel, todas las enseñanzas y consejos que me dio, me han servido para
salir adelante en mi trabajo, en el estudio de mi maestría y en mi vida personal.
A mi abuelita Estela Martínez Corona, quien ha sido como una madre para
mí, agradezco sus cuidados, paciencia, bondad y su gran corazón, sin su apoyo
no hubiera podido seguir adelante.
A mi tía Rosa quien ha sido una buena amiga, siempre llenándome de
buena vibra junto con mi tío Rubén y mi tío José, quienes han sido personas
extraordinarias llenas de buenos sentimientos y valores.
A mi prima Blanca quien es como una hermana para mí, sin dejar de
mencionar a: Fernanda, Anahí, Ricardo, José Antonio, Jesús Ángel y Paco.
A mis amigos Marco, Gissel, Rubén, Salvador, Ale, Vicky, Yunuen,
Humberto, José Antonio, Antonio Hernández, Alejandro Montes, José Alberto
Chío, Nubia, Elena, y todos aquellos quienes a lo largo de mi vida me han
aconsejado y compartido momentos inolvidables.
A Fernando Medina, quien en la actualidad es mi novio y amigo, agradezco
que a lo largo de este tiempo me ha dado amor, apoyo, buenos consejos,
paciencia y hemos vivido momentos sumamente agradables,
Y a Dios que me ha permitido culminar este trabajo.
MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL AGRADECIMIENTOS
ii
AGRADECIMIENTOS
Agradezco a los profesores que participan en la Maestría en Ciencias en
Ingeniería Industrial de la SEPI-UPIICSA, quienes con su experiencia y paciencia,
ayudaron a mi formación y a la conclusión de mi posgrado.
De igual forma agradezco a mis Directores de Tesis, el Dr. Arturo Pacheco
y al Dr. Zoilo Mendoza, por dedicarme el tiempo necesario para la realización de
mi investigación, haberme enseñado y aconsejado a lo largo de mis estudios de
posgrado.
Agradezco a mi Comité Tutorial, M. en C, Raúl Junior, M. en C. Ma.
Guadalupe Obregón y al M, en C, Juan José Hurtado, quienes con sus
observaciones, consejos y tiempo dedicado lograron la finalización de este gran
logro.
Agradezco a aquellas personas que contribuyeron a que adquiriera más
conocimientos, a aquellos que me hicieron una persona menos ignorante y me
ayudaron a salir adelante.

iii

iv

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL RESUMEN
v
RESUMEN
La presente investigación se lleva a cabo en una empresa dedicada a la
fabricación de autopartes, específicamente en la planta que se encarga de la
manufactura de juntas de cabeza de motor. El objetivo de este trabajo es brindar
a la empresa una propuesta que mejore los índices de: productividad, eficiencia y
al mismo tiempo reducir el indicador que corresponde al desperdicio. Para lograr
lo anterior, se ha realizado la investigación de campo correspondiente, y se
propone a la empresa, aplicar la reingeniería al proceso de fabricación de la junta
de cabeza de motor.
De manera general, los procesos actuales, involucrados en la elaboración
de la junta, presentan problemas significativos, que ocasionan fuertes reclamos y
multas por parte de los clientes.
La reingeniería propuesta, consiste en cambiar los materiales del producto
y disminuir el número de operaciones de los procesos.
La metodología que se utilizó para el diseño de la propuesta de reingeniería
es la que involucra la Planeación Avanzada de la Calidad del Producto, cuyas
siglas en inglés son APQP y que básicamente es utilizada en la industria
automotriz para el diseño de un nuevo producto o el cambio de un producto ya
existente.
Dado que este trabajo es una propuesta de mejora, solo se realizaron tres
etapas de la metodología, ya que de ser aprobada en un futuro próximo, podrá
realizarse la validación del producto y de los procesos involucrados.
MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL ABSTRACT
vi
ABSTRACT
This research is carried out in a company engaged in the manufacture of
auto parts, specifically in the plant that is responsible for the manufacture of engine
head gaskets. The aim of this paper is to provide the company with a proposal that
improves indices: productivity, efficiency and simultaneously reduce the indicator
corresponding to waste. To achieve this, has done field research concerned and
the company intends to apply the re-engineering the manufacturing process of the
engine head gasket.
In general, the current processes involved in the development of the head
gasket significant problems, which cause strong claims and fines from customers.
The reengineering proposal is to change product materials and reduce the
number of process operations.
The methodology used for the design of the proposed re-engineering is one
that involves Advanced Product Quality Planning, which stands are APQP and that
basically is used in the automotive industry to design a new product or change an
existing product.
Since this work is an improvement proposal, only three steps of the
methodology, since being approved in the near future, this may be the validation of
the product and the processes involved.

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CONTENIDO
vii
CONTENIDO
CARTA DE CESIÓN DE DERECHOS
RESUMEN
ABSTRAC
INDICE
GLOSARIO
LISTADO DE ILUSTRACIÓNES
LISTADO DE TABLAS
LISTADO DE GRÁFICAS
INTRODUCCIÓN
CAPITULO 1: MARCO TEÓRICO CONCEPTUAL DE LA REINGENIERÍA Y DE LAS JUNTAS DE
MOTOR
1.1 REINGENIERÍA:
1.1.1 DEFINICIONES
1.1.2 IMPORTANCIA DE LA REINGENIERÍA
1.1.3 OBJETIVOS DE LA REINGENIERÍA
1.2 LAS JUNTAS DE CABEZA DE MOTOR
1.2.1 FUNCIONAMIENTO DE LA JUNTA DE CABEZA DEL MOTOR
1.2.2 MATERIALES PARA LAS JUNTAS DE CABEZA DE MOTOR
1.2.3 CARACTERÍSTICAS BÁSICAS
1.2.4 DISEÑOS CON MAYOR DEMANDA 1.2.4.2.1 CONSTRUCCIÓN BÁSICA
CAPÍTULO 2 SITUACIÓN ACTUAL DE LA EMPRESA Y PROBLEMÁTICA EN LA PRODUCCIÓN DE LA JUNTA DE MOTOR
2.1 ALCANCE
2.2 INFORMACIÓN GENERAL DE LA EMPRESA
2.3 LAS PLANTAS DE PRODUCCIÓN Y SUS PROCESOS

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CONTENIDO
viii
2.4 PROBLEMÁTICA ACTUAL EN LOS PROCESOS DE MANUFACTURA DE LAS
JUNTAS DE CABEZA DE MOTOR.
2.5 DESCRIPCIÓN DE LOS PROCESOS ACTUALES DENTRO DE LA
PLANTA DOS, PARA LA ELABORACIÓN DE UNA JUNTA DE
CABEZA DE MOTOR
CAPITULO 3: ASPECTOS IMPORTANTES DE LA REINGENIERÍA
3.1 PRODUCTIVIDAD
3.1.1 FACTORES INVOLUCRADOS EN LA PRODUCTIVIDAD
3.1.2 CICLO DE LA PRODUCTIVIDAD
3.1.3 PRODUCTIVIDAD Y SU RELACIÓN CON LA CALIDAD
3.2 ESTRATEGIA 3.3 KAIZEN 3.4 SEIS SIGMA Y LA PLANEACIÓN AVANZADA DE CALIDAD DEL PRODUCTO (APQP) CAP. 4 LA REINGENIERÍA COMO ESTRATEGIA PARA LA MEJORA DE LA PRODUCTIVIDAD.
4.1 DESCRIPCIÓN DE LA JUNTA DE CABEZA DE MOTOR, SUS COMPONENTES Y
CARACTERÍSTICAS DE MAYOR IMPACTO PARA LA FABRICACIÓN DE ESTA.
4.1.1 DESCRIPCIÓN DE LA MAQUINARIA Y ESPECIFICACIONES UTILIZADAS EN CADA UNO DE LOS PROCESOS
4.1.2 DESCRIPCIÓN DE LOS ESTÁNDARES DE LAS OPERACIONES Y SUS COSTOS DE LA JUNTA DE CABEZA DE GRAFITO (ACTUAL)
4.1.2.1 ANÁLISIS DE COSTOS
4.2 PROPUESTA DE REINGENIERÍA
4.2.1 FUNDAMENTOS DE LA PLANEACIÓN DE LA CALIDAD DEL PRODUCTO
4.2.2 PLANEACIÓN Y DEFINICIÓN DE LA REINGENIERÍA DEL PRODUCTO Y LOS PROCESOS 4.2.2.1 PROPUESTA DE REINGENIERÍA, DISEÑO Y DESARROLLO DEL PROCESO DEL PRODUCTO 4.2.2.2 PROPUESTA DEL HERRAMENTAL
4.3 IMPACTO ECONÓMICO

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CONTENIDO
ix
CONCLUSIONES
BIBLIOGRAFÍA

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL GLOSARIO
x
APQPAdvanced Product Quality Plannig, Planeación Avanzada de la Calidad del Producto
(PACP)
ASTM American Society for Testing and Materials. (Czernik
CP Control Plan, Plan de Control (PC). (JURAN, 2004)
FacingMaterial metálico que se utiliza como rebordes en la junta de cabeza de motor, para
cubrior el paso del cilindro.
FlangeMaterial metálico que se utiliza como rebordes en la junta de cabeza de motor, para
cubrior el paso del cilindro.
FMEA Failure Mode and Effects Analysis , Análisis de Modo y Efecto de Falla (AMEF), pp557
Gasket Material que puede ser fijada entre las caras y actúa como un sello estático . (Czernik
ISO 14001 Norma para el sistema de Gestión Medio Ambiental. (HAIDEC, 2011)
ISO TS 16949Norma que define los estandares para la industrias automotrices a nivel mundial.
(SUMMERS, 2006)
Lay Out Distribución en Planta, DE LA FUENTE GARCÍA, David, Ingenieria de organización de
la empresa, dirección de operaciones
Lean ManufacturingManufactura Esbelta, metodología de mejora desarrollada por Toyota. (BERNARDEZ,
2009)
MLS Multi Layer Steel. (Czernik
MSA Measurement System Analysis pp 592, Analisis del Sistema de Medición (ASM)
Poka Yoke Es una técnica de calidad que significa "a prueba de errores" pp 81
PostcuradoTratamiento (en el que normalmente interviene calor) aplicado a un conjunto unido
con adhesivo después del curado inicial, para modificar propiedades específicas
PPMParts-per-million, Partes o Piezas por millon, en Seis Sigma significa defecto por
millón de oportunidades. (PYZDEK, 2009)
Glosario

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL GLOSARIO
xi
PPAP Production Part Approval Process. (SMITH, 2004)
SPC Statistical Process Control, Control Estadistico del Proceso
Glosario

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL LISTADO DE ILUSTRACIONES
xii
Ilustación 1.1Partes de un motor. Fuente: Imagen proporcionada por el
Área de Ingeniería de la Empresa en Estudio
9
Ilustación 1.2
Ilustración 1.2 Gráfica de la Sofisticación en contra del
tiempo de motores y juntas de cabeza. Fuente CZERNIK,
Gaskets Desing, Selection and Testing, Mc Graw Hill, p
294.
11
Ilustración 2.1
Fotografía correspondiente a la empresa en sus inicios y
de los productos que se elaboraban de forma manual.
Fuente: Fotografías proporcionadas por el departamento
de Recursos Humanos
17
Ilustración 2.2
IInstalaciones nuevas a partir de 1964, Fuente: Imagen
proporcionada por el departamento de
Mantenimiento.
18
Ilustración 2.3Ilustración 2.3, Organigrama de la empresa, Fuente:
Manual de Calidad de la Organización.
21
Ilustración 2.4Grafica de ventas, Fuente: Imagen proporcionada por el
departamento de Ventas
23
Ilustración 2.5
Distribución a diferentes clientes dentro del continente
Americano y Europeo, Fuente: Imagen proporcionada por el
Departamento de Ventas.
24
Ilustración 2.6Diagrama de Flujo del Proceso de Juntas Blandas, Fuente:
Propia.
25
Ilustración 2.7Fotos actuales del procesos de corcho en Planta 1, Fuente
propia.
26
Ilustración 2.8Diagrama de Flujo del Área de Integración y fotografía del
Área de Integración, Fuente Propia.
27
Ilustración 2.9Algunas fotografías de las juntas de cabeza que se
elaboran en Planta 2, Fuente propia
28
Ilustración 2.10Diagrama de Flujo de los Procesos de Planta 3, Planta de
retenes, Fuente Propia
29
Ilustración 2.11Imágenes de Procesos y Productos correspondientes a la
Planta 3
30
Ilustración 2.12Lay Out de Planta 1 y Planta 3, Fuente: Dibujo
Proporcionado por el departamento de Ingeniería
31
Listado de Ilustraciones

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL LISTADO DE ILUSTRACIONES
xiii
Ilustración 2.13
Países a los que la empresa compra materia prima o partes,
Fuente Imagen Proporcionada por el departamento de
compras
33
Ilustración 2.14Combinado de Material, Faicing y lamina, Fuente, imagen
proporcionada por el departamento de Ingeniería
37
Ilustración 2.15 Rollos de material cortados 38
Ilustración 2.16 Troqueladora “Aida” de Ojillos y Flange, Fuente Propia 38
Ilustración 2.17Juntas Duras que se fabrican en la Planta, Fuente: Imagen
proporcionada por el departamento de Ingeniería
40
Ilustración 2.18 Recubrimiento de Silicón, Fuente Propia 41
Ilustración 2.19 Empaque, Fuente Propia 28
Ilustración 3.1 Esquema de ciclo Productivo, Fuente (SUMANTH, 1990) 48
Ilustración 3.2 Modelo Integrado de Factores de la Producción 49
Ilustración 3.3Gráfica del tiempo de la Planeación de la Calidad del Producto
60
Ilustración 4.1 Fotografía de la Junta de Cabeza de Motor en estudio, Fuente
Propia
63
Ilustración 4.2 Diagrama de Flujo Actual de Procesos para la Junta de Motor,
Fuerte Propia.
64
Ilustración 4.3 Diagrama de Flujo del Proceso APQP, Fuente: Diagrama
proporcionado por el Departamento de Ingeniería
100
Ilustración 4.4 Requerimientos por parte del cliente, Fuente: Información
proporcionada por el Departamento de Calidad
104
Ilustración 4.5 Lay Out de Nuevo Producto , Fuente : Productivo 105
Ilustración 4.6 Propuesta de Nuevo Proceso, Diagrama de Flujo del
Procesos para la Junta de Cabeza de Motor (MLS), Fuente
Propia
108
Listado de Ilustraciones

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL LISTADO DE TABLAS
xiv
Tabla 3.1
Tabla de Modelo de análisis de las alternativas de
diversificación. Nuevos productos. Fuente HERMIDA,
Jorge, Administración y Estrategia: Teoría y Práctica,
Ediciones Macchi, p. 198
53
Tabla 4.1
Parte del Plan de Control correspondiente al proceso de la
Junta de cabeza en estudio, Fuente: Documento
Proporcionado por el Departamento de Calidad.
66
Tabla 4.2
Parte del AMEF de Proceso de la Junta de cabeza en
estudio, Fuente: Documento, proporcionado por el
Departamento de Calidad de la organización.
68
Tabla 4.3
Parte del AMEF de Proceso de la Junta de cabeza en
estudio, Fuente: Documento proporcionado por el
Departamento de Calidad de la organización.
69
Tabla 4.4
Parte del Plan de Control referente a la operación de
engargolado de ojillos y flanges, Fuente: Documento por el
Departamento de Calidad.
72
Tabla 4.5
Tabla 4.5, Parte del AMEF referente a la operación de
engargolado de planchado, Fuente: Documento por el
Departamento de Calidad.
73
Tabla 4.6
Parte del Plan de Control referente a la operación de
serigrafía, Fuente: Documento por el Departamento de
Calidad.
75
Tabla 4.7
Tabla de Estándares de Producción, Fuente: Información
obtenida de los estándares de producción, ubicados en
cada una de las máquinas
78
Tabla 4.8 Datos Reales de Producción en cada uno de los procesos.
Fuente Propia
79
Tabla 4.9 Índice de Eficiencia de los Procesos de la Junta de
Cabeza de Motor de Grafito
81
Tabla 4.10 Historial de producción de las junta de cabeza de motor de
grafito, Fuente Propia
82
Tabla 4.11
Tabla de Desglose costos de la Junta de Cabeza de Motor
de Grafito, Fuente: Información consultada en el SAP de la
organización.
85
Tabla 4.12
Tabla de Desglose costos de los procesos para fabricar
una Junta de Cabeza de Motor de Grafito, Fuente:
Información consultada en el SAP de la organización
86
Listado de Tablas

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL LISTADO DE TABLAS
xv
Tabla 4.13 Cursograma Analítico de Proceso Actual de la Junta de
Cabeza de Motor de Grafito. Fuente Propia89
Tabla 4.14 Cursograma Analítico de Proceso Actual de la Junta de
Cabeza de Motor de Grafito. Fuente Propia
95
Tabla 4.15 Matriz de trabajo que se propone para llevar a cabo la
reingeniería. Fuente : Formato brindado en el curso de Core
Tools, por Qcer
101
Tabla 4.16 Gantt de Actividades, Fuente : Propia 106
Tabla 4.17 Tabla de los posibles estándares para los procesos de una
junta de cabeza MLS.
109
Tabla 4.18 Tabla de costos estimados para la fabricación de una junta
de cabeza MLS, Fuente: Información obtenida por el
departamento de Ventas e Ingeniería
110
Tabla 4.19 Tabla de Costos estimados para la fabricación de
herramentales, fuente: Información Proporcionada por el
Departamento de Desarrollo y Diseño
111
Listado de Tablas
MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL LISTADO DE GRÁFICAS
xvi
Gráfica 4.1 Gráfica de Eficiencia de los Procesos de la Junta de
Cabeza de Motor de Grafito, Fuente Propia
79
Gráfica 4.2 Gráfica que muestra la cantidad de piezas defectuosas
detectadas al final del proceso, Fuente Propia
82
Gráfica 4.3 Grafica que muestra el porcentaje correspondiente a cada
defecto de las piezas, Fuente Propia
83
Listado de Gráficas

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL INTRODUCCIÓN
1
INTRODUCCIÓN
La tendencia rectora del desempeño de las empresas que pertenecen al
giro automotriz, es lograr la categoría de “empresas de clase mundial”, para lo
cual, deben entrar en un proceso de mejora continua, realizando diferentes
cambios que satisfagan las necesidades del cliente. Los cambios deben
generarse, involucrando todas las diferentes áreas que participan en la cadena
de valor, es decir el gerente puede proponer la compra de tecnología avanzada,
pero muchas veces es mejor comenzar de cero utilizando los mismos recursos de
la planta, tratando de mejorar el producto y los procesos.
Esta investigación está dedicada al estudio de la reingeniería y su
aplicación, en base a al análisis de la situación que prevalece en la empresa,
fabricante de juntas de motor y tomando en consideración herramientas de
calidad, de lean manufacturing (manufactura esbelta) y otras corrientes de mejora
continua. Se estructuró el presente trabajo en la siguiente forma:
En el capítulo 1, Marco Teórico, se describe ampliamente, el concepto
reingeniería y el sujeto de estudio, la junta de cabeza de motor.
En el capítulo 2, se presenta el ambiente de la empresa y se describen los
variados procesos, que se realizan en ella. Asimismo, se presenta la problemática
actual del flujo de producción.
En el capítulo 3, se hace una descripción amplia de la reingeniería como un
medio para mejorar la productividad y el ambiente laboral.
Finalmente, en el capítulo 4, se describe el cambio del proceso de
manufactura de la junta de cabeza de motor como resultado de la reingeniería
aplicada.

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 1
2
CAPITULO 1: MARCO TEÓRICO CONCEPTUAL DE LA REINGENIERÍA Y DE
LAS JUNTAS DE MOTOR
1.1 REINGENIERÍA:
Manganelli (2004) En su libro relata que la existencia de la reingeniería
comienza desde el año 1898, cuando la Guerra de Estados Unidos contra España
despertó la curiosidad de un joven oficial de artillería dentro de la marina llamado
William Sowden Sims, quién tenía una inquietud por cambiar el proceso de disparo
de proyectiles, ya que de 9500 proyectiles lanzados sólo 121 hicieron impacto, lo
cual en la actualidad es un dato pésimo. Sims analizó las posibles modificaciones
que se podrían hacer sin el mayor costo, sin cambiar al personal y sin utilizar
tecnología adicional. Era evidente que fue ignorado más de una vez, hasta que los
directivos se dieron la oportunidad de llevar a cabo la idea de Sims e incrementaron
la efectividad de su proceso en el lanzamiento de proyectiles. Lo anterior, dio como
consecuencia, el cambio de toda la estructura organizacional de la Marina de los
Estados Unidos y con el tiempo, de las armadas de todo el mundo.
El caso de Sims trae como enseñanza que:
- La reingeniería no es algo nuevo. Lo nuevo, es la decisión de los
directivos de aplicar las técnicas de cambio para mejorar sus negocios.
- La visión es la consecuencia de avances significativos para una
organización, rompiendo los hábitos y costumbres con el fin de dar un
cambio radical y con beneficio a diferentes procesos.
- Las mejores ideas provienen de una persona externa al proceso o de un
competidor.
Sin embargo no es el único personaje que ha participado en la historia de la
reingeniería, ejemplos de ello es la Revolución Industrial, Frederick Taylor que
marca una nueva forma de administrar, Mayo denotó la importancia de la relación
entre directivos y trabajadores para modificar la forma de trabajo, Demmig con su
enfoque de calidad, etc.
MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 1
3
Reingeniería es un término complejo, y se entiende como una solución
extrema. El resultado de una reingeniería no solo es “comenzar de nuevo”, pero
pocas personas notan que va más allá de modificaciones extremas. La
reingeniería debe ser utilizada para modificar las costumbres básicas, es decir,
romper con la tradición que imponen los procesos que fueron establecidos hace
mucho tiempo dentro de una organización, y con ello identificar que nueva forma
de trabajo es necesaria para proporcionar a la compañía una reducción de costos
y darle un valor agregado al producto.
1.1.1 DEFINICIONES
Harbour (1996, p.14) define la reingeniería como:
“El rediseño radical de un proceso en particular para lograr mejoras
dramáticas en velocidad, calidad y servicio. Similar a botar algo que se está
haciendo con poca efectividad y comenzar nuevamente desde el principio.”
La definición anterior describe el término como un proceso para pensar en
una nueva forma de trabajo en cuanto a procesos, que permita efectuar las
operaciones de un proceso de una manera más inteligente y ágil, evitando el
esfuerzo, con la finalidad de facilitar el trabajo, reduciendo costos y haciéndolo
más agradable. Para lo anterior Harbour (1996, p.15) recomienda unos principios
sencillos que son:
- Orientación al “que”, mas no al “quien”
- Usar el “quien” para arreglar el “que”
- Eliminar desperdicio del proceso
- Simplificar todo
- Combinar varios pasos del proceso
- Diseño de procesos con rutas alternas
- Involucrar al cliente
- Utilizar tecnología para mejorar en forma sustancial el desempeño de los
procesos.

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 1
4
Hammer y Champy (1997, p.34) en su libro “Reingeniería” definen este
término como:
“Reingeniería es la revisión fundamental y el rediseño radical de procesos
para alcanzar mejoras espectaculares en medidas críticas y contemporáneas de
rendimiento tales como costos calidad, servicio y rapidez”
Dichos autores hacen énfasis en palabras como fundamental, que
argumenta el total conocimiento de información de la organización, así como el
funcionamiento de esta, lo cual ayudará a que los cambios realizados tengan
éxitos y sean un motor de mejora continua. La palabra radical se refiere a que el
cambio sea desde la raíz y no se maneje como un cambio superficial. En cuanto a
lo espectacular se refiere a que la reingeniería debe de tener un resultado
considerable en rendimiento teniendo como consecuencia un incremento de
competitividad. (Hammer et al., 1997).
Morris y Brandon (1995, p.11) enfocan a la reingeniería como una forma de
vida en los negocios y sus procesos y la definen de la siguiente manera: “Es un
enfoque para planear y controlar el cambio. La reingeniería de negocios significa
rediseñar los procesos de negocios y luego implementarlos.”
Estas definiciones parecen diferentes, pero en realidad no lo son, la meta
es un cambio con resultado exitoso y grande que puede lograrse, cumpliendo
siete condiciones, de acuerdo a lo recomendado por estos autores:
- Habilidad para orientar el proceso de reingeniería de acuerdo con una
metodología sistemática y amplia:
Consiste en la elaboración de matrices, diagramas y mapas
detallados del proceso actual.
- Administración coordinada del cambio para todas las funciones del
negocio que se vean afectadas:
Esta condición se realiza gracias a la exigencia de la
competencia, la regulación, la necesidad de tener una

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 1
5
tecnología adecuada y que dan como resultado mejoras
internas
o Habilidad para evaluar, planear e implementar el cambio sobre
una base continua:
Cierto es que los proyectos que se llevan a cabo con
reingeniería son demasiado largos, y muchas veces las
gerencias son tajantes ante este tipo de proyectos, por la
demora. En cuanto a resultados y la incertidumbre que puede
generar cada uno de estos proyectos, la recomendación que
hacen estos autores es la de realizar proyectos pequeños para
lograr cambios paulatinamente y así tener confianza por parte
de la gerencia.
o Habilidad para analizar el impacto total de los cambios
propuestos:
Con el propósito de poder identificar el resultado en cada una
de las áreas que se vieron impactadas por la reingeniería,
con el fin de tener información disponible y que esta sea
entendible.
o Habilidad para visualizar y simular los cambios propuestos:
Es necesario contar con simulaciones o modelos que ayuden
a detectar las posibles fallas que llegara a tener el nuevo
proceso, lo cual puede identificarse con ayuda de algún otro
método que sea capaz de evaluar de forma correcta cada una
de las propuestas.
o Habilidad para utilizar estos modelos sobre una base continua:
Es recomendable contar con el acceso a los diseños de la
reingeniería, con el propósito de facilitar mejoras en el futuro.
MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 1
6
o Habilidad para asociar entre si todos los parámetros
administrativos de la compañía:
Consiste generalmente en que exista una relación entre la
documentación de la organización como: planes de control,
estándares de calidad, organigramas, descripción de puestos,
etc. (Morris et al., 1995, p.14)
1.1.2 IMPORTANCIA DE LA REINGENIERÍA
Dentro de las organizaciones industriales la reingeniería ayuda a que se
adquiera una nueva forma de trabajo de acuerdo a las nuevas exigencias del
cliente, que conduce a su vez a las organizaciones a ser más competitivas.
El resultado no sólo debe ser grato para el cliente, sino también para la
organización, de no ser así no tendría sentido. Es por ello que la reingeniería debe
de verse como un agente importante en el ámbito de los negocios. Con ello se
establece un nuevo ambiente empresarial que motiva al personal trabajar de
forma innovadora.
Es importante notar que la mejora de la calidad es diferente a lo que es la
reingeniería, ya que esta, trata de hacer lo que se está haciendo, pero de manera
diferente. La mejora de la calidad se trabaja en base a procesos existentes. La
reingeniería no trabaja en el mejoramiento de procesos existentes, sino en
sustituirlos por unos nuevos, por lo que la reingeniería tiene un enfoque de cambio
un poco diferente a los cambios que establece el sistema de gestión de la calidad.
Hammer y Champy (1997) recomiendan que la reingeniería se aplique
cuando:
- Existen procesos fragmentados
- Existen altos costos en la operación
- Alto índice de desperdicio
MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 1
7
- Tiempos de entrega elevados
- Falta de un ambiente laboral agradable
- Calidad deficiente
Si se cuenta con alguno de los síntomas anteriores dentro de una
organización, los autores recomiendan que se realice una lluvia de ideas,
asignando un responsable a cada proceso para identificar cuál de ellos necesita
un cambio radical y significativo.
1.1.3 OBJETIVOS DE LA REINGENIERÍA
El principal objetivo de la reingeniería dentro de una organización, además
de satisfacer al cliente, es la reducción de costos por medio del cambio
significativo de procesos, para hacerlos más dinámicos, flexibles al cambio y la
mejora, considerando que no es necesario tener tecnología cara, si no tener
mucha creatividad para poder manipular el personal, los materiales y demás
recursos.
La reingeniería es un proceso largo que ayudará a la empresa a:
- Orientar el proceso de trabajo
- Manejar de manera adecuada al personal para el cambio del proceso
- Disminuir el desperdicio del proceso
- Hacer un ambiente laboral sano y suave
- Combinar varios pasos del proceso
- Trabajar en Paralelo y no en línea
- Diseñar procesos con Rutas alternas
- Aumentar los márgenes de operación

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 1
8
1.2 LAS JUNTAS DE CABEZA DE MOTOR
Las juntas de cabeza de motor, son elementos que ayudan a evitar la
fuga de fluidos como gas, agua y aceite principalmente. A continuación se
mencionan algunas de las definiciones proporcionadas por Czernick(1996, p.1),
las cuales ayudaran a entender de mejor manera la función de estas.
El American Heritage Dictionary define una junta como aquella que forma
parte de una gran variedad de sellos o empaques, que son utilizados entre las
partes de alguna máquina en las uniones de la tubería para evitar la fuga de
fluidos.
La Sociedad Americana para Pruebas y Materiales cuyo nombre en inglés
es American Society for Testing and Materials (ASTM), define una junta como un
material que puede ser fijado entre las caras y actúa como un sello estático. Las
juntas se pueden cortar, formar o moldear de acuerdo a la configuración del
diseño de las superficies a unir.
Czernick(1996, p.1) prefiere la siguiente definición: “Una junta es un
material o una combinación de materiales, y es colocada entre dos componentes
separables del conjunto mecánico. Su función es llevar a cabo una unión entre los
componentes separables y mantener el sellado durante un período prolongado de
tiempo. La junta debe ser capaz de sellar las superficies en contacto y ser
impermeable, resistente al medio que está sellando y soportar la aplicación de
temperatura y presión.
En un automóvil se utilizan diferentes tipos de juntas, cuyas aplicaciones
son en el cárter del motor, la culata, tapa de balancines, así como en bombas de
agua y las juntas de motor, estas últimas se consideran elementos sellantes,
formados por materiales especiales y cuya función es evitar las pérdidas o
entradas a fluidos no deseados, o la contaminación entre ellos (aire, agua, aceite,
combustible, etc.), que fluyen entre las partes de cuerpos ensamblables,

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 1
9
separables. Si estas superficies fueran perfectamente planas, lisas, paralelas y
cuyos tornillos pudieran apretarse a la perfección y simultáneamente, no existiría
la necesidad de unir dichas partes por medio una junta. Pero de acuerdo a
estudios microscópicos se descubrió que el contacto real entre dos superficies
metálicas, se encuentra entre el 25% y el 35%, situación que aun con el mejor
apriete, no logra el sello entre dichas superficies, es por ello que para tener el
100% de hermeticidad, se necesita una junta, que al apretarla con tornillos entre
dichas superficies, se comprime y adopta la forma de ellas1.
Ilustración 1.1 Partes de un motor. Fuente: Imagen proporcionada por el Área de Ingeniería de la Empresa en Estudio
En este trabajo se hace énfasis en la junta de cabeza del motor, la cual
se encuentra ubicada entre el monoblock y la culata del motor de combustión
interna, su función no sólo es el sellado de los cilindros, sino que de igual forma
dar hermeticidad a los sistemas de refrigeración y lubricación de la culata.
1http://www.salesianosburgos.com/DEPARTAMENTOS/Autos/apuntes/Apuntes%20de%20Motore
s/TIPOS%20DE%20JUNTAS.pdf

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 1
10
Las primeras juntas de cabeza se fabricaban de materiales con asbesto,
reforzadas por el lado de la cabeza y el monoblock de cilindros con finas capas de
chapa de cobre y con rehiletes metálicos junto a las cámaras de combustión. El
asbesto está compuesto por un grupo de minerales separados por fibras delgadas
resistentes al fuego y a la alta temperatura por lo que se ha considerado de gran
utilidad en el giro automotriz. Este componente se ha prohibido en las industrias
de algunos países por riesgos y daños a la salud.
1.2.1 FUNCIONAMIENTO DE LA JUNTA DE CABEZA DEL MOTOR
Las juntas de cabeza es un elemento altamente técnico, que para su
desarrollo los fabricantes de motores realizan ensayos intensos en banco de
pruebas de motores.
La función de una junta de cabeza es sellar perfectamente las áreas donde
pasan, agua, gases y aceite en el motor, esto se logra si dicha junta cumple con
las condiciones técnicas y constructivas. En dado caso de que la junta no cumpla
con las especificaciones dimensionales y visuales conforme a lo establecido por el
Departamento de Ingeniería y de Calidad, esto puede ocasionar averías en el
motor o lo que es un sobrecalentamiento, fugas de aceite, gas y agua2.
Las fugas de agua se presentan: Las fugas de aceite se presentan:
- Del interior al exterior - Del interior al exterior
- Al circuito de aceite - Al circuito de agua de
- A la cámara de combustión refrigeración
Las fugas de gas se presentan:
- Del gas al agua refrigerante
2 Información obtenida por parte del personal responsable del Servicio Técnico de la empresa.

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 1
11
1.2.2 MATERIALES PARA LAS JUNTAS DE CABEZA DE MOTOR
Actualmente en la fabricación de motores se determinan los requisitos que
se impondrán a los sistemas de juntas, los cuales son específicos y deben
cumplirse en todo momento, incluso en condiciones extremas de funcionamiento.
Existen diferentes tipos de juntas de acuerdo a su función y el tipo de
material, Czernick (1996), ilustra con una grafica, que la evolución del diseño de
las juntas de motor y sus materiales con respecto al tiempo, son consecuencia de
la evolución de los motores.
Ilustración 1.2 Gráfica de la Sofisticación en contra del tiempo de motores y juntas de cabeza. Fuente CZERNIK,
“Gaskets: desing, selection and testing”, Mc Graw Hill, pp 294
Las primeras juntas se realizaban de papel, sin embargo fueron modificadas
por juntas con materiales blandos como asbesto, de cobre. Lo anterior consiste en
un sándwich que contiene cobre, asbesto, cobre y una junta de goma, las juntas
de cobre son extremadamente durables. Recientemente se ha comenzado a
producir las juntas con componentes de cobre, permitiendo su modificación en los
motores sin el retiro del bloque de motor para el trabajo de máquina.

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 1
12
La utilización de nuevos materiales y el diseño de las juntas van de la
mano y dependen de la evolución del diseño y la cantidad (de 8 y 12) de cilindros
en el motor. En la actualidad las juntas son fabricadas de diferentes materiales:
acero, asbesto, cobre y se eligen los materiales, dependiendo de la aplicación y
función, por ejemplo el acero se utiliza en las zonas de altas temperaturas,
ocasionadas por la combustión, para aumentar la vida útil de la junta.
Las exigencias de los motores actuales han provocado un cambio de
concepto en el diseño y desarrollo de las juntas de cabeza de motor. Se observa
una evolución continua con tendencia a la optimización. Con dimensionamientos
de tabiques muy reducidos, para garantizar: un menor peso total, menor rigidez
del motor, mínima relación fuerza atornillado/encendido junto con un aumento de
la potencia y la fuerza de apriete del motor.
A principios de la década de los años 90 aparecieron los motores Diesel de
inyección directa y los motores Otto de elevada carga, y en los mismos se
incorporaron las actuales juntas de cabeza de acero MLS (Multi Layer Steel ).
Técnicamente, la junta de cabeza de motor, es la junta plana sometida a las
mayores exigencias de trabajo en el interior de un motor: sellar las cámaras de
combustión, los conductos de refrigerante y lubricante, y los agujeros de los
tornillos entre sí. La junta de cabeza transmite las fuerzas entre la cabeza y el
bloque motor, y por tanto, influye de manera importante en la distribución de
cargas en el sistema global del motor y en la deformación de los cilindros.
Dependiendo del diseño del motor, una junta de cabeza consta de varias
láminas de acero. Así por ejemplo, los motores Diesel de elevada carga de
funcionamiento precisan de unas juntas de cabeza con un diseño constructivo
mucho mayor que los motores Otto de escasa potencia y poca carga.

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 1
13
1.2.3 CARACTERÍSTICAS BÁSICAS
Las prestaciones de las juntas de cabeza deben resistir todo tipo de
requerimiento químico, físico y estructural de los motores y deben ser construidas
con una elevada resistencia a: los gases de combustión y a diversos fluidos
agresivos, las altas temperaturas y rápidas variaciones térmicas de hasta 240ºC, y
las altas presiones de combustión extremadamente variables y puntuales de hasta
120 bar, en motores Otto y más de 200 bar en los motores Diesel, por citar
algunos datos.
- Exigencias químicas y físicas: resistencia a elevadas temperaturas, gran
conductividad térmica, gran resistencia mecánica, gran potencial de
estanqueidad, apriete en sección transversal, resistencia a la corrosión y
escasa tendencia al asentamiento para eliminar la necesidad de
reapriete.
- Exigencias estructurales: adaptación a diferentes superficies (rugosidad y
porosidad), estrechas tolerancias para forma, posición y espesor
montado, grados variables de espesor montado, tabiques o almas
estrechos, emisiones reducidas mediante menores volúmenes de grietas
o hendiduras, montaje sencillo y reciclabilidad.
1.2.4 DISEÑOS CON MAYOR DEMANDA
En nuestros días las juntas con mayor demanda y que más se utilizan en la
cabeza de un motor son principalmente dos:
JUNTAS DE CABEZA CON MATERIAL COMBINADO
Este tipo de juntas de motor, son hechas principalmente de asbesto o
grafito. Es el tipo de juntas actualmente en uso, aunque se considera

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 1
14
que su tecnología ya es obsoleta, sin embargo se continúa con la
fabricación y distribución en gran volumen de este tipo de juntas de
cabeza.
JUNTAS MULTI-LAYER STEEL (MLS)
Las juntas Multi Layer Steel (multicapas), se forman de 2 o hasta de 5
láminas de acero tipo muelle o de acero al carbono, que se apilan para formar una
junta de cabeza. Para conseguir un sellado seguro frente a los gases y otros
medios, se practican nervados en las cámaras de combustión y en los pasos de
refrigerante y aceite que aumentan la presión local (macro sellado), y los refuerzos
de elastómeros totales o parciales mejoran, mejorando adicionalmente el efecto de
sellado (micro sellado).
La principal diferencia entre una junta de cabeza convencional y una MLS
consta en el concepto de sellado; las juntas tradicionales realizan un sellado
superficial, lo que significa que el apriete realizado por los tornillos, es repartido
por toda la superficie de la junta, aun en aquellas donde no es necesario en la
misma magnitud, en tanto que la junta MLS consigue un sellado lineal allí donde
se encuentran posicionados los distintos nervados de las laminas exteriores, así
como una mayor presión superficial en la zona de cierre de cilindros. Los
diferentes nervados dan características de presión diferencial. El resto de la junta,
prácticamente carece de presión.
1.2.4.1 CONSTRUCCIÓN BÁSICA
Las juntas de cabeza MLS están formadas por una serie de láminas de
cubierta, cuyas capas funcionales rebordeadas están compuestas de acero para
resortes de alta calidad y resistencia, que proporcionan el macro sellado contra el
bloque motor, la cabeza y las capas intermedias.
MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 1
15
Debido a la rigidez del acero, los rebordeados específicos generan
elevadas presiones alrededor de las cámaras de combustión, así como en el fondo
de la junta para sellar los conductos de refrigerante y del lubricante. Además, las
Láminas de cubierta y de fondo ayudan a reducir las deformaciones de los
componentes.
Los elementos constructivos básicos de las juntas de Cabeza de motor son
los siguientes:
1. Un revestimiento elastómero (NBR) en ambos lados de las capas activas
que proporciona y garantiza un micro sellado frente al bloque de cilindros y la
cabeza y entre las mismas capas, y que además incrementa las propiedades de
deslizamiento y la resistencia a los fluidos.
2. Flange de cámara que aumenta la altura alrededor de la cámara de
combustión, incrementando la presión superficial, y evitando así que los
rebordeados de las capas activas queden aplastados (función de bloqueo).
3. Una lámina separadora con unas dimensiones concretas que actúa como
un elemento de diseño y variable para modificar el espesor montado, facilitando
una adaptación elástica/plástica a la cámara de combustión.
4. Nervados que permite proporcionar un soporte adicional a los cilindros
exteriores, contrarrestando cualquier flexión de la cabeza, optimizando la
deformación de las camisas de cilindros y los tabiques de los cojinetes principales.
Además, las juntas de cabeza MLS están provistas de los elementos
funcionales siguientes: material seleccionado, Revestimientos, geometría de los
rebordeados de las capas activas, diseño de los bloqueadores y el número de
capas.
NBR= Recubrimiento de Nitrilo

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPÍTULO 2
16
CAPÍTULO 2: SITUACIÓN ACTUAL DE LA EMPRESA Y PROBLEMÁTICA EN
LA PRODUCCIÓN DE LA JUNTA DE MOTOR
2.1 ALCANCE
Para poder llevar a cabo la reingeniería en una planta de producción, es
indispensable tener un amplio estudio de la misma, abarcando diferentes
departamentos, procesos, procedimientos, ambiente laboral entre otros, para estar
familiarizados con la empresa y así tener una visión que permita contemplar los
aspectos que realmente son significativos en el desarrollo de la organización. Por
esta razón y de acuerdo con la problemática general de la empresa, se ha
seleccionado a la planta de producción de juntas duras de cabeza de motor como
la principal causa de estudio.

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 2
17
2.2 INFORMACIÓN GENERAL DE LA EMPRESA
El caso de estudio, trata de una empresa mexicana que se dedica a la
manufactura de elementos selladores para la industria automotriz, cuyos productos
van destinados a clientes de equipo original y de refacciones. La empresa esta
especializada en elastómeros de alto rendimiento, componentes moldeados, juntas
troqueladas de materiales comprimidos libres de asbesto, como grafito, hule y
corcho; botas de neopreno, y sellos de válvula de vitón.
La historia de esta organización comienza en 1952, con un taller pequeño
que elaboraba manualmente juntas de cabeza de motor. En 1964 la pequeña
empresa se asoció con una empresa estadounidense del mismo giro.
Ilustración 2.1 Fotografía correspondiente a la empresa en sus inicios y de los productos que se
elaboraban de forma manual. Fuente: Fotografías proporcionadas por el departamento de Recursos
Humanos.
MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 2
18
En 1968, la empresa es adquirida por Dana. Tras los drásticos cambios, en
1980 la empresa pasa a formar parte del grupo DESC y en 1987 se integra al grupo
Spicer. A partir del año 2000 la empresa pasa a formar parte de DESC Automotriz
que a su vez forma parte de un Grupo muy importante, el cual opera en tres
sectores: alimenticio, químico y automotriz, capitalizando la experiencia y el
conocimiento acumulado en dicho Grupo.
Actualmente la empresa, cuenta con un área de 15,000 m2. (161,459 ft2.),
de los cuales el área productiva corresponde a 2,000 m2. (129,167 ft2.).
Ilustración 2.2 Instalaciones nuevas a partir de 1964, Fuente: Imagen proporcionada por el departamento de
Mantenimiento.
La empresa cuenta con diferentes departamentos:
- Recursos Humanos: Se encarga de la contratación, formación,
capacitación, retención de los empleados sindicalizados y de confianza
de la organización.
- Ingeniería del Producto y Diseño: Encargado de la elaboración del
diseño de todos los productos y de proporcionar toda la información

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 2
19
necesaria, requerida para su fabricación, de acuerdo a los
requerimientos del cliente, así como de la investigación y desarrollo de
nuevos productos para mantener a la organización en el nivel adecuado
de competencia.
- Manufactura: Encargado de analizar el diseño del producto y diseñar los
procesos de fabricación en las diferentes plantas de la empresa, bajo el
principio de la mejora continua y disminuir los problemas presentados en
las líneas.
- Departamento de Producción: Se encarga de la planeación general de la
elaboración de los productos, así como su empaque, almacenamiento y
distribución, de acuerdo a los requerimientos del cliente.
- Departamento de Mantenimiento: Encargado de prevenir posibles
demoras en las plantas a consecuencia de paro de máquinas o falta de
herramentales. De igual forma, realiza las acciones correctivas cuando
se presenta un incidente o accidente.
- Departamento de Automatización: Se encarga de proporcionar nuevos
herramentales o maquinaria nueva que ayuden a tener un proceso más
ágil.
- Taller Mecánico: Apoya al departamento de mantenimiento, en la
elaboración y el arreglo de los diferentes herramentales que se utilizan
en todas las plantas.
MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 2
20
- Departamento de Calidad: Encargado de la aplicación de las Normas
ISO TS 16949 e ISO 14001 para que la empresa mantenga su
certificación bajo dichas normas, además hacer que la planta cumpla
con otros requerimientos legales.
- Departamento de Seguridad e Higiene: Encargado de que la empresa
opere de acuerdo a la norma ISO 14000, que corresponde a la
seguridad del trabajador y la protección del medio Ambiente.
- Departamento de Ventas: Encargado de lograr más y más negocios.
- Departamento de Compras: El objetivo de este departamento es adquirir
todos los activos necesarios a menor costo y con los mejores
proveedores.
- Departamento de Planeación: Encargado del estudio y análisis de los
pronósticos y de acuerdo con ellos, planea la producción de las plantas,
así como la logística de distribución y entrega a clientes.
Todos estos departamentos son dirigidos y guiados por líderes que
componen el Grupo Gerencial y son:
- Gerente General
- Especialista en Manufactura esbelta (Lean Manufacturing)
- Asistente de la Gerencia General
- Gerente de Ingeniería del Producto y Manufactura
- Gerente de Producción
- Jefe de Control de la Producción
- Gerente de Aseguramiento y Sistemas de Calidad
- Jefe de Recursos Humanos

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 2
21
- Jefe de Ventas y Nuevos Negocios
- Jefe de Almacén de Materias Primas y Producto Terminado
- Jefe de Compras
- Jefe de CASH
Para una mejor ilustración del nivel jerárquico de los departamentos
descritos, a continuación se muestra el organigrama de la empresa:
Ilustración 2.3, Organigrama de la empresa, Fuente: Manual de Calidad de la Organización.

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 2
22
2.3 LAS PLANTAS DE PRODUCCIÓN Y SUS PROCESOS
La empresa utiliza su gran experiencia en ingeniería y materiales, en técnica
de fabricación, la flexibilidad de distribución y su potencial comercial para entregar
productos, marcas y servicios de valor a los clientes, para ello se centra en la
globalización de equipos, productos y procesos, que proporcionen mejores
oportunidades a los clientes y a los empleados.
La empresa se dedica a la manufactura de diferentes componentes para el
ramo automotriz como lo son:
- Juntas Blandas, que se utilizan en bombas de agua, cárter, etc.
- Juntas de Cabeza Duras para motor.
- Kits de reparación para el mercado de Aftermarket en México y en
Exportación.
- Elastómeros de alto Rendimiento.
- Componentes moldeados.
- Juntas troqueladas de materias comprimidos libres de asbesto, grafito y
corcho de hule.
- Cubre polvos de poli cloropreno.
- Sellos de válvula.
- Retenes de fluro elastómero.
Es importante explicar que la empresa distribuye sus productos a cuatro
diferentes tipos de mercado, los cuales son: Equipo Original, Exportación,
Mercado Libre y Sello V, cuyas ventas de acuerdo al mercado se ven reflejadas en
la siguiente gráfica:

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 2
23
Ilustración 2.4 Grafica de ventas, Fuente: Imagen proporcionada por el departamento de Ventas.
Los principales clientes se encuentran básicamente en el Continente
Americano y Europeo, lo cual se puede apreciar en la Imagen 2.5 y algunos de
ellos son:
- Chrysler
- Ford
- General Motors
- Dana
- Nissan
- Bocar
- Volks Wagen
- Bosal
- Mack
- Perkins
- Caterpillar
- Mahle
- Cummins

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 2
24
Ilustración 2.5 Distribución a diferentes clientes dentro del continente Americano y Europeo, Fuente: Imagen
proporcionada por el Departamento de Ventas.
PLANTA 1, JUNTAS BLANDAS
La Planta 1, se dedica a la manufactura de piezas de papeles tratados,
corcho, hojas comprimidas de fibra de hule y empaque de los productos, esta planta
se conoce como “Planta de Juntas Blandas”
El material principal, para la elaboración de Juntas Blandas es el corcho, el
cual se manufactura dentro de la misma planta. Se puede observar el proceso de
manera general en el siguiente diagrama de flujo:
MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 2
25
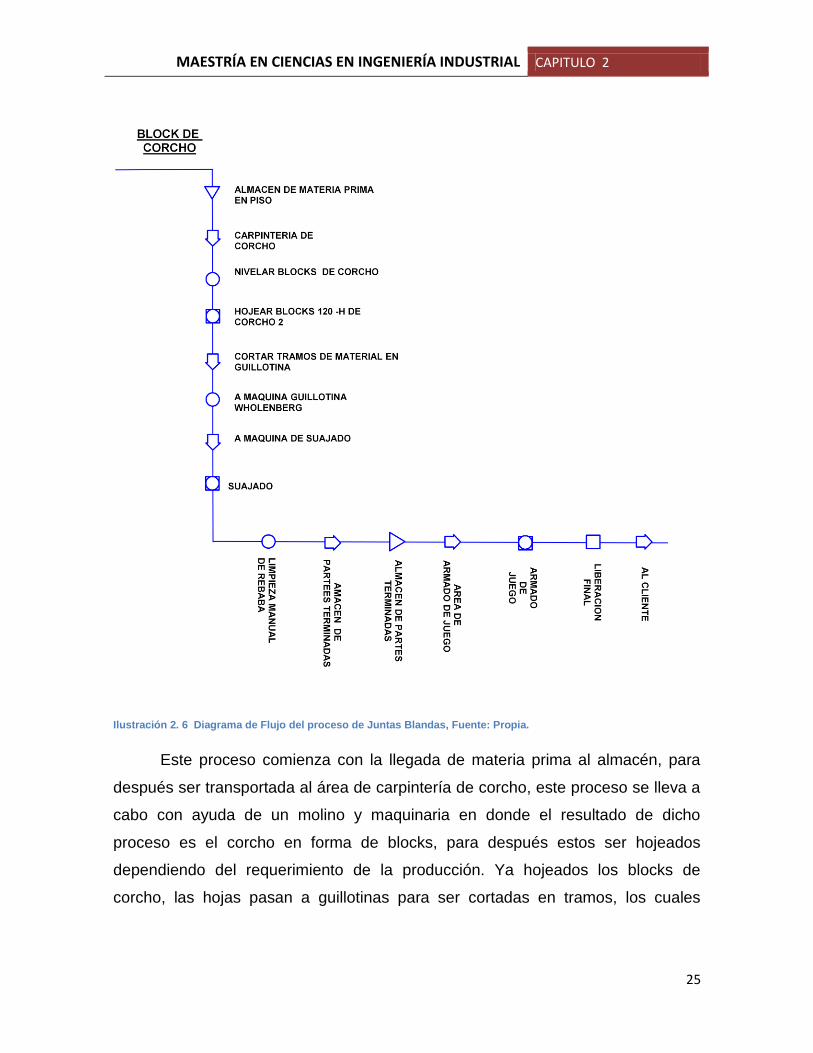
Ilustración 2. 6 Diagrama de Flujo del proceso de Juntas Blandas, Fuente: Propia.
Este proceso comienza con la llegada de materia prima al almacén, para
después ser transportada al área de carpintería de corcho, este proceso se lleva a
cabo con ayuda de un molino y maquinaria en donde el resultado de dicho
proceso es el corcho en forma de blocks, para después estos ser hojeados
dependiendo del requerimiento de la producción. Ya hojeados los blocks de
corcho, las hojas pasan a guillotinas para ser cortadas en tramos, los cuales

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 2
26
finalmente serán trasladados a las máquinas suajadoras3, que cortan el material,
dando la forma final a la junta blanda de cabeza de motor o a gaskets, utilizados
por la industria automotriz.
Una vez realizado el proceso anterior, el material es inspeccionado por
parte de calidad, con el fin de evitar defectos en el material, entre los cuales
predominan la presencia de rebaba y la falta de material. Después de terminado
el proceso, se envía producto terminado al almacén para que sea empacado en el
Juego de Juntas, como se muestra en las siguientes imágenes:
Carpintería Elaboración de Blocks de Corcho
Elaboración de hojas de corcho Suajado de material
Ilustración 2. 7 Fotos actuales del procesos de corcho en Planta 1, Fuente propia.
3 El proceso de suajado es similar al que realiza una máquina troqueladora, la diferencia es que el suaje está
hecho por placas y tiras de acero. Mientras que el troquel se compone de matriz, punzón, formador que ya armado realiza la operación de corte o doblez.
MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 2
27
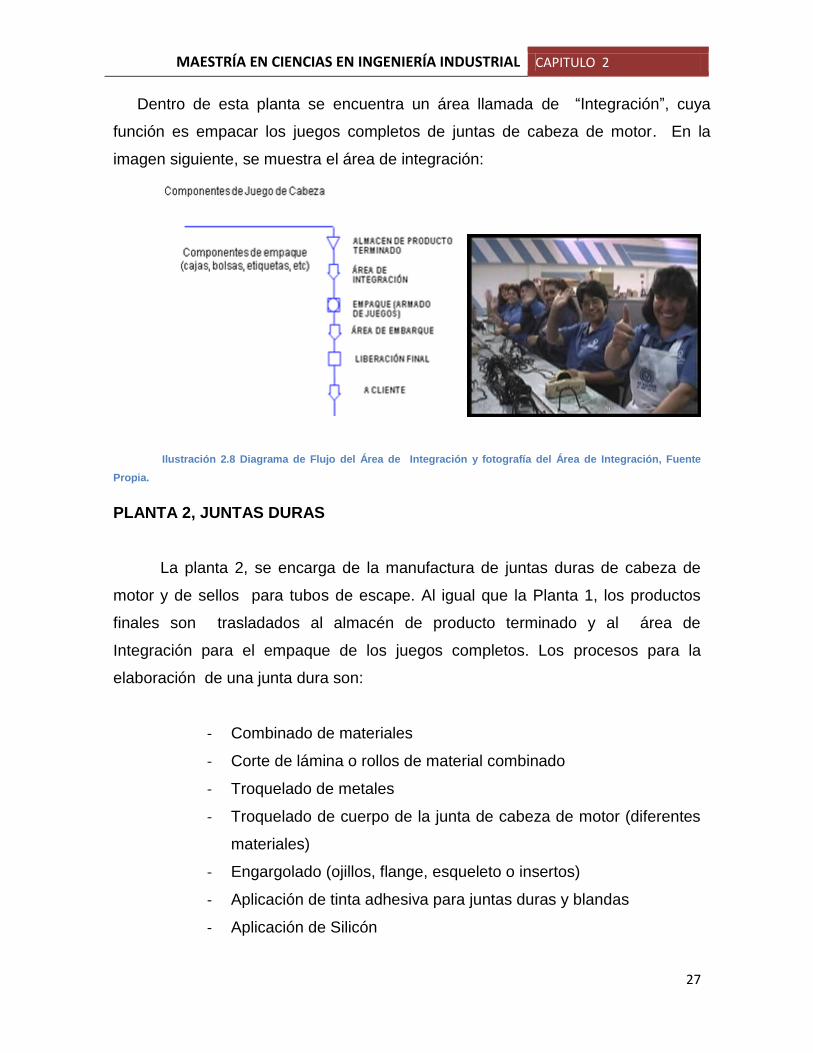
Dentro de esta planta se encuentra un área llamada de “Integración”, cuya
función es empacar los juegos completos de juntas de cabeza de motor. En la
imagen siguiente, se muestra el área de integración:
Ilustración 2.8 Diagrama de Flujo del Área de Integración y fotografía del Área de Integración, Fuente
Propia.
PLANTA 2, JUNTAS DURAS
La planta 2, se encarga de la manufactura de juntas duras de cabeza de
motor y de sellos para tubos de escape. Al igual que la Planta 1, los productos
finales son trasladados al almacén de producto terminado y al área de
Integración para el empaque de los juegos completos. Los procesos para la
elaboración de una junta dura son:
- Combinado de materiales
- Corte de lámina o rollos de material combinado
- Troquelado de metales
- Troquelado de cuerpo de la junta de cabeza de motor (diferentes
materiales)
- Engargolado (ojillos, flange, esqueleto o insertos)
- Aplicación de tinta adhesiva para juntas duras y blandas
- Aplicación de Silicón

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 2
28
- Empaque para equipo original y exportación.
A continuación, se muestran algunas de las juntas que se fabrican
en la planta 2.
Ilustración 2.9 Algunas fotografías de las juntas de cabeza que se elaboran en Planta 2, Fuente propia
PLANTA 3, RETENES Y LAMINADOS
La Planta 3, se dedica a la manufactura de materiales como hojas
comprimidas de fibra-hule, corcho-hule, mezclado de hule, moldeado de piezas de
hule y retenes. Es conocida como “HULES Y RETENES”.
El proceso en forma general, comienza cuando la materia prima llega al
almacén de materia prima, la lámina se transporta a la planta de retenes, para
después, de acuerdo al blank4 y el calibre, pasa a la máquina de troquelado. Una
4 Blank, es el nombre técnico que se le da al ancho que tiene la lámina, más no el calibre

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 2
29
vez formado el metal se traslada a las prensas de moldeo, donde se vulcaniza el
hule para ser adherido al metal. El siguiente paso es rebabear el material para
cumplir con las especificaciones requeridas por el cliente. Existen algunos hules
que necesitan de un postcurado (proceso acelerador) después del moldeo, con el
fin de que el hule tenga la dureza requerida para el buen funcionamiento del
sellante en campo. Finalmente, el material pasa al almacén de producto terminado y
después al área de integración.
Lo que corresponda a sellos, retenes y sellantes tendrán que ser
trasladados de igual forma al área de Integración. Los procesos que están
involucrados en esta planta se ven reflejados en el siguiente diagrama de flujo:
Ilustración 2.10 Diagrama de Flujo de los Procesos de Planta 3, Fuente Propia

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 2
30
Troquelado de Metales Prensas de vulcanizado
Re babeo Producto Final Retenes
Ilustración 2.11 Imágenes de Procesos y Productos correspondientes a la Planta 3
La Planta de Juntas Blandas y la Planta de Hules y Retenes se encuentran
dentro de una misma nave y en la figura siguiente, se muestra el Lay Out
(distribución de planta) de dichas plantas.

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 2
31
Ilustración 2.12 Lay Out de Planta 1 y Planta 3, Fuente: Dibujo Proporcionado por el departamento de Ingeniería

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 2
32
Por otra parte, la materia prima y muchos componentes son comprados a
proveedores de varios países del mundo, algunos de los cuales, se muestran en
la siguiente imagen:
Ilustración 2.13 Países a los que la empresa compra materia prima o partes, Fuente Imagen Proporcionada por el
departamento de compras
Actualmente, la empresa está considerada como de clase mundial. Está
certificada en dos normas:
1.- La Norma ISO/TS 16949, enfocada a la gestión de la calidad. Se
caracteriza por ver las actividades de la empresa como procesos definidos con
entradas, salidas e interacciones, mismas que deben ser medidas a través de
indicadores de eficacia (resultados) y eficiencia (desempeño). Esta especificación
se encuentra basada en los requerimientos específicos de la industria automotriz.
Esta Norma ISO/TS 16949, ayuda a la empresa a ser vista por sus clientes, como
un proveedor automotriz eficiente, capaz de mejorar tanto los productos como los

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 2
33
procesos y que esto ayude a la reducción de costos y así brindar mejores precios.
Esto no quiere decir que la empresa tenga bien controlados sus procesos.
2.- Y la Norma ISO 14001, que es enfocada a la Seguridad y al Medio
Ambiente.
Otro aspecto importante por mencionar, es la adopción de un sistema
MRP, en el que se apoya la planeación de la producción de las tres plantas. Con
ello, se tiene un mejor manejo de materiales y permite la reducción de costos de
inventarios.
La Planeación de Requerimientos de Materiales (MRP) define la lógica para
determinar la cantidad de partes, componentes y materiales necesarios para
producir un producto. La MRP también proporciona el programa que especifica
cuando pedir o producir cada uno de estos materiales, partes y componentes.
2.4 PROBLEMÁTICA ACTUAL EN LOS PROCESOS DE MANUFACTURA DE
LAS JUNTAS DE CABEZA DE MOTOR.
Los principales problemas que se presentan en planta 2 donde se elaboran
las juntas (duras) de cabeza de motor, son: la cantidad de desperdicio que se
genera y la cantidad de reclamos que se tienen, ya sea de clientes internos o
externos.
Este problema es alarmante debido a que a lo largo de los procesos se
presenta una cantidad considerable de desperdicio, y aún así en el último proceso,
que corresponde a la inspección final y empaque del producto, las personas
encargadas de la operación, detectan defectos que se originaron en los procesos
iniciales, intermedios y finales. Teniendo como resultado procesos fuera de control
y poco estables que no garantizan la calidad del producto final. Para el desperdicio

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 2
34
en cualquiera de las plantas se mide en Partes Por Millón (PPM). En la planta 2,
se maneja un límite superior de 1600 PPM.
En la empresa, se presentan 8 tipos de desperdicios:
- Desperdicio de sobreproducción
- Desperdicio de inventario
- Desperdicio de reparaciones / rechazo de productos defectuosos
- Desperdicio de movimiento
- Desperdicio de procesamiento
- Desperdicio de espera
- Desperdicio de transporte
- Desperdicio de mano de obra
Las causas principales de los desperdicios son:
- Falta de inspección de calidad en cada uno de los procesos
o Debido a que el operador es presionado a elaborar el
mayor número de piezas, situación, que propicia que el
operador omita actividades que garanticen la calidad tanto
en el proceso como en el producto. Por ejemplo la falta de
inspección requerida por la hoja de auditoría durante el
proceso. Esta acción, debe ocurrir cada dos horas. El
omitir la inspección visual y funcional constante, ocasiona
que no se detecten defectos en el producto durante el
proceso. Esto ocasiona que un número considerable de
productos presenten defectos y consecuentemente
fomenta los re trabajos y el desperdicio.
- Mal manejo de los materiales, esto ocasiona que el material
llegue sin la calidad planeada a la inspección final.

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 2
35
o Existen daños en el material por el traslado de estación a
estación y de proceso a proceso
o Mala identificación del material
o Distancias largas de traslado de los materiales
o Inventario (acumulación de piezas) en proceso
- Información incompleta, en cuanto a los parámetros en los
procesos
o Falta de estandarización en los procesos
o No se cuenta con especificaciones por parte del cliente
o APQP deficiente.
- Indisciplina del personal
o El personal responsable de la operación, no cumple con
las instrucciones de trabajo, ocasionando irregularidades
en las operaciones y alteración de la información.
En base a todo lo anterior, el presente estudio, tiene como objetivo la
reingeniería de cuando menos uno de los principales productos, “la junta de
cabeza de motor”, de la Planta 2, que influya en la mejora de la productividad
de la empresa, concretamente en:
La reducción de costos de producción
La reducción de inventarios
La reducción del tiempo de entrega
La mejor Calidad
La disminución la mano de obra
La eficiencia del equipo
La disminución del desperdicio

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 2
36
Y evitar:
- La sobreproducción
- El tiempo de espera (los retrasos)
- La transportación
- El re trabajo
- Los inventarios
La problemática anteriormente planteada puede ser resuelta con la
implementación de nuevos procesos que ayuden a mejorar el producto,
proporcionando al cliente mejor calidad con un producto con diseño diferente y
reducción de costos a la empresa, por medio de procesos estandarizados y que
pueden ser más flexibles a la mejora. Lo anterior se lleva a cabo por medio de una
reingeniería bien planificada, apoyada en herramientas de calidad, de
manufactura esbelta y seis sigma, que en conjunto ayudaran a la planeación de
cambios en el producto ya existente que es la “junta de cabeza de motor”,
elaborando una nueva Planeación Avanzada de la Calidad del Producto cuyas
siglas en ingles son APQP.
2.5 DESCRIPCIÓN DE LOS PROCESOS ACTUALES DENTRO DE LA PLANTA
DOS, PARA LA ELABORACIÓN DE UNA JUNTA DE CABEZA DE MOTOR
COMBINADO DE MATERIALES
El proceso comienza con el combinado de materiales. Consiste en combinar
dos materiales que son la lámina y el facing (cara del material de asbesto o grafito),
la lamina pasa por un picado que provoca una perforación en el material, para
continuar con el combinado de facing, el cual debe de estar por los dos lados de la
lámina, dicha operación se realiza por medio de rodillos, cumpliendo con el espesor
requerido por las especificaciones de acuerdo a una hoja de instrucción. Los
diferentes tipos de facing que se manejan dentro de la planta son:

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 2
37
- Vitocor 155
- Vitocor 199
- Vitocor 160
- Seal Plus 30
- TF 1500
- Corbestos
Ilustración 2.14 Combinado de Material, Faicing y lamina, Fuente, imagen proporcionada por el departamento de
Ingeniería
Una vez ya combinado el material se mantiene se traslada a inventario, para
después pasar por el Slitteado.
SLITTEADO5
5 Slitteado es el término que otorga la planta al corte de rollos ya sea de lámina o de material combinado en
partes que da como resultado cierto ancho del rollo
Combinado de Materiales

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 2
38
Este proceso es con el fin de dar cierto ancho al rollo de material. Se rebana,
de tal forma que se evita el desperdicio
Ilustración 2.15 Rollos de material cortados, Fuente: Propia
TROQUELADO DE FLANGE Y OJILLOS.
En este proceso la lámina pasa a las máquinas troqueladoras de metales,
cuya función es doblar, cortar y formar los metales (ojillos, flange, insertos) que
serán ubicados de acuerdo a la junta de cabeza de motor.
Ilustración 2.16.Fotografía de Troqueladora “Aida” de Ojillos y Flange, Fuente Propia

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 2
39
TROQUELADO DEL CUERPO
Este proceso consiste en cortar a presión el material combinado o cierta
lámina para dar como resultado el cuerpo de la junta. En la planta existen 4
máquinas que realizan esta operación.
ENGARGOLADO DE FLANGE Y OJILLOS
En el engargolado, se ensambla unen los metales con el cuerpo de la junta
de cabeza de motor, ya sean flange, ojillos o ambos componentes
Los ojillos se insertan o engargolan en barrenos críticos de paso de agua o
aceite y su función es evitar que el motor fugue, de igual forma el flange al ser
engargolado en el paso de cilindros, evita que la combustión, que se realiza en el
motor dañe la junta y de igual forma evita que el motor fugue. Es por ello que en la
parte del paso de los cilindros vaya cubierta por este metal, que la mayoría de las
veces es de material de hojalata o de acero inoxidable, según sea el requerimiento
del cliente.
PLANCHADO
El planchado se aplica para los clientes de Mercado Libre, Exportación y
Equipo Original, los clientes que son de la clasificación de Sello V (refacciones) no
pasan por este proceso ya que el costo de venta es mucho menor. El proceso
consiste en pasar la junta por una máquina que da una presión específica con el fin
de no tener holgura entre los metales y el cuerpo después del engargolado.

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 2
40
Ilustración 2.17 Juntas Duras que se fabrican en la Planta, Fuente: Imagen proporcionada por el departamento de
Ingeniería
APLICACIÓN DE TINTA ADHESIVA (SERIGRAFÍA)
Esta tinta adhesiva llamada vitocote, lo cual permite que al momento de que
la junta sea instalada en el motor, en ciertas partes la junta presente cierta adhesión
con el fin de garantizar cero fugas. Este proceso se aplica dependiendo de los
requerimientos del cliente.
RECUBRIMIENTO DE SILICÓN
El recubrimiento de silicón aplicada a la junta, es para evitar que la junta de
cabeza se adhiera al motor, es decir al momento de que se desinstale la junta no
queden residuos de producto en la cabeza del motor, este material solo aplica para
los clientes de Mercado Libre, Exportación y Equipo Original.

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 2
41
Ilustración 2.18 Recubrimiento de Silicón, Fuente Propia
EMPAQUE
Una vez que se completa el lote y que el material cumpla con los
requerimientos del cliente, este será empacado de acuerdo a especificaciones ya
establecidas para después trasladarse al almacén de producto terminado. En el
caso de los materiales que sean destinados a Equipo Original o Exportación se
almacenan en la misma planta, hasta que sean embarcados por la persona
responsable.
Ilustración 2.19 Empaque, Fuente Propia
Cabe mencionar que los componentes más comunes de una junta dura de
cabeza de motor son:
- Cuerpo
- Ojillo (s)
- Flange o esqueleto

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 2
42
- Serigrafía
- Insertos
- Roldanas

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 3
43
CAPITULO 3: ASPECTOS IMPORTANTES DE LA REINGENIERÍA
La reingeniería aplicada al cambio de proceso de una junta de grafito de
cabeza de motor, por una junta de MLS de cabeza de motor, es una propuesta que
se presentará ante la organización productora de autopartes. La junta en cuestión,
se fabrica en la Planta de Juntas duras.
Para llevar a cabo este trabajo es necesario tener una estrategia, que ayude
a que la empresa sea más competitiva, utilizando una metodología apegada a la
Planeación Avanzada de la Calidad del Producto (APQP). Esta metodología es
utilizada principalmente en empresas de giro automotriz y no descarta la aplicación
de diferentes herramientas de reingeniería, calidad, manufactura esbelta, entre
otras.
Todos aquellos aspectos que son beneficiados por la reingeniería, la
metodología, y herramientas que se utilizan para la propuesta de reingeniería son
definidas y descritas en este capítulo.
Manganelli (2004) es muy asertivo al describir que todo ese conjunto de
herramientas pueden contribuir en una organización, con:
- Mejora de la Productividad
- Proyectos más rápidos
- Niveles de Calidad altos
- Eliminación de trabajo aburrido y que exista una concentración en la
operación que genere valor.

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 3
44
3.1 PRODUCTIVIDAD
La productividad es lo que debe de mejorarse cuando se lleva a cabo la
reingeniería, ya que se modifican los procesos con el fin de hacerlos más agiles y
flexibles para la mejora continua.
Productividad es una palabra muy común en la actualidad, y fácilmente la
encontramos en cualquier medio de comunicación, en periódicos, comercio,
discursos políticos, noticiarios de televisión, conferencias, deportes etc., De tal
forma que la palabra es utilizada como parte de la mercadotecnia para la venta de
ciertos productos y servicios, lo cual no es erróneo, solo que la diversidad de su
uso, hace confuso su significado.
La palabra productividad fue mencionada por primera vez en el artículo
Quesnay en el año 1766. En 1883, Littre mencionó que productividad era la
facultad de producir. Sin embargo en el siglo veinte fue cuando los autores
comienzan a darle un giro al término basándolo más en una relación entre lo que
se produce y los medios empleados para lograrlo. En 1950, La organización para
la Cooperación Económica Europea (OCEE) proporcionó el siguiente significado:
-Productividad es el cociente que se obtiene de dividir la producción por uno
de los factores de producción. De esta forma es posible hablar de la productividad
del capital, de la inversión o la materia prima según si lo que produjo se toma en
cuenta respecto al capital, a la inversión o a la cantidad de materia prima, etc.
(SUMANTH, 1996, p3).
Las definiciones básicas de la productividad surgen debido a las diferentes
necesidades de la sociedad ya sea de un administrador, ingeniero, político, etc.
Aun así SUMANTH (1996), define que existen tres tipos de Productividad y son:
Productividad Parcial: Es la relación entre la cantidad de productos
producidos entre un solo insumo.

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 3
45
Productividad de Factor Total: Es la razón de la producción neta6
entre la suma de los insumos de mano de obra y de capital.
Productividad Total: Es la relación entre la producción total y la suma
de todos los insumos
En este capítulo se ha definido la productividad como una forma de medir,
pero el término también va más allá de la generación de productos o servicios, es
una forma de vivir que debe intentar el crecimiento personal o social, por medio de
la generación de bienes y servicios que son indispensables para la sociedad.
La productividad de un individuo no se da de forma espontánea, es
indispensable que se genere una cultura organizacional, la cual debe de construir
poco a poco, creando valores, reglas, normas y criterios de toma de decisiones
que integren a cada miembro de la organización; para ello se necesita de líderes
que influyan de manera eficaz, eficiente y den credibilidad a sus seguidores, con el
fin de que ellos le den importancia a las labores que realizan. Una de las mejores
formas de sensibilizar al personal es proporcionando capacitación, para que cada
miembro de la organización se desarrolle y prepare más en las actividades que
desempeña.
La empresa de estudio es mexicana y para tener un enfoque más claro, es
necesario adquirir un poco de más conocimiento acerca de la productividad en
nuestro país y en las organizaciones nacionales. Siliceo muestra en su libro
“Liderazgo para la productividad en México”, que la productividad en México debe
de ser analizada con respecto a puntos básicos a considerar, como los valores
que deben orientar al trabajador a realizar su labor de forma más ética, de tal
forma que los valores incluyan que la calidad y la productividad contribuyen y
ayudan al crecimiento de la organización; no ignorando la seguridad, integridad
física y la salud del trabajador, lo cual genera una dignidad que el trabajador irá
adquiriendo y que a su vez ayuda al mejoramiento de la calidad de vida dentro del
trabajo.
6 Producción neta: Es la Producción total menos los servicios y bienes intermedios comprados

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 3
46
Cierto es que la mayoría de las empresas reconocen la necesidad de
mejorar la calidad de los productos o servicios para tener competitividad ante la
competencia y de igual forma permanecer en el mercado. El punto final es que no
todos coinciden en el camino de cómo lograrlo, muchas organizaciones
comprenden que el éxito se obtendrá con el incremento de calidad, que de igual
forma pudiera ser cierta dicha afirmación, sin embargo es importante considerar
que el incremento de la calidad junto con la productividad, no depende de imponer
una rigurosa disciplina en el trabajo diario. En ocasiones los directivos han tratado
de implementar mejoras en sus diferentes procesos, los resultados son
completamente deprimentes, adoptando la conclusión de que los trabajadores no
se adaptan al cambio, no adquirieron la filosofía por cuestión socioeconómica,
cultural, educativa, o porque al final son mexicanos. Más allá de eso los directivos
deben de entender que el éxito de alguna mejora no depende directamente de los
trabajadores, de su experiencia, de la buena intención de crecer. Es indispensable
en pensar en buenas propuestas respaldadas por el conocimiento del CTC
(Control Total de la Calidad) y de las condiciones particulares de cada empresa
(Gutierrez, 2010).
Siliceo (1996) cita a Takanaka, (1986) quien menciona que la alta dirección
debe de instruir a su personal que la definición de producción va más allá de una
simple medición, existen autores que tratan de darle cierto alcance. En países
como Japón se conoce como “carácter de producción”, en China como “poder de
producción” y en Tailandia como “incremento de resultados”
Tanto Kopelman como Takanaka son autores que determinan que la
productividad debe ser vista desde un marco conceptual que permita fijar los
objetivos de la productividad, y de forma práctica para que permita esclarecer los
aspectos prácticos para materializarlos (Siliceo, 1996).

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 3
47
3.1.1 FACTORES INVOLUCRADOS EN LA PRODUCTIVIDAD
Es importante tener en mente que la productividad también debe de
conceptualizarse en que es un factor que debe generar valor agregado. No basta
ser eficientes en la producción de determinado producto o servicio, y que al final
no sea llamativo para el cliente. Para ello la alta dirección junto con sus allegados,
deben tener un enfoque de incremento de la productividad en diferentes áreas.
Ante esto, es preciso que se realice un trabajo de desglose, análisis y definición
específica del trabajo a realizar y particularmente la forma de realizar dicho trabajo
en la vida real dentro de la organización. De acuerdo a lo anterior la alta dirección
debe de tomar en cuenta 7 áreas indispensables:
- Dirección
- Factor Humano, integrando recursos humanos, relaciones industriales
- Tecnología
- Informática y comunicación
- Producción y planta operativa
- Finanzas
- Comercialización y ventas
En México se debe de considerar lo anterior. Sin embargo, Siliceo hace
mención a los factores que como cultura mexicana llegan a afectar al país y de
igual forma a la productividad de las empresas que se encuentran en territorio
mexicano, como:
- La falta de transparencia en la economía,
- La falta de parámetros de competitividad,
- La ausencia de valores en el trabajo que orillen a que el mexicano tome
conciencia de que debe ser productivo, y realizar su trabajo con calidad,
además de ser eficientes,
- La falta de desarrollo de tecnología y lo más importante,
- La capacitación para el buen desarrollo de los trabajadores.

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 3
48
Sumanth (1996) menciona que existen otros factores con mayor facilidad a
ser medibles y que llegan a afectar a la productividad de una organización. Estos
son:
- Inversión: existe una correlación entre la inversión y el mejoramiento de
la tasa de productividad
- Razón Capital / Trabajo
- Investigación y desarrollo
- Utilización de la capacidad
- Reglamentación del Gobierno
- La vida de la planta y el equipo
- Costos de la energía
- Mezcla de la fuerza de trabajo
- Ética del Trabajo
- Temor de los trabajadores a perder su empleo
- Influencia Sindical
- Administración
3.1.2 CICLO DE LA PRODUCTIVIDAD
Para tener éxito en el incremento de la productividad es necesario cumplir
de manera correcta el ciclo de la planeación de la productividad que consiste en:
Ilustración 3.1 Esquema de ciclo Productivo, Fuente (Sumanth, 1990, p.48)
Medir
Planear
Evaluar Mejorar
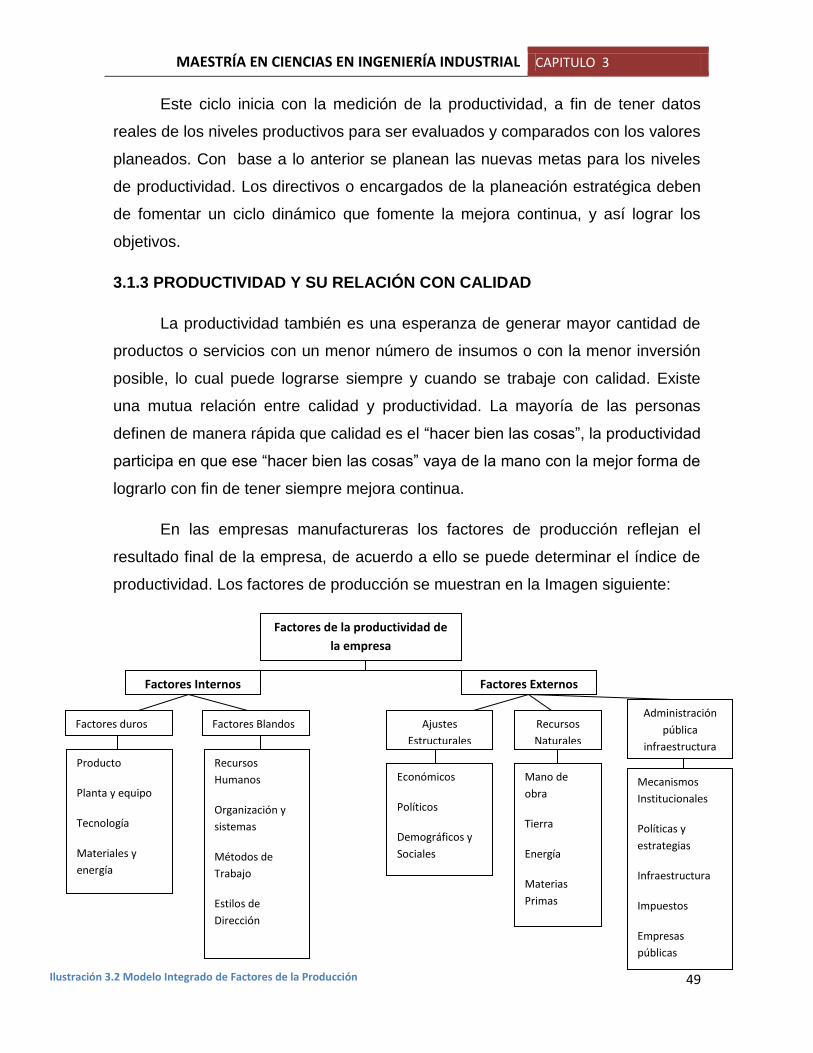
MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 3
49
Este ciclo inicia con la medición de la productividad, a fin de tener datos
reales de los niveles productivos para ser evaluados y comparados con los valores
planeados. Con base a lo anterior se planean las nuevas metas para los niveles
de productividad. Los directivos o encargados de la planeación estratégica deben
de fomentar un ciclo dinámico que fomente la mejora continua, y así lograr los
objetivos.
3.1.3 PRODUCTIVIDAD Y SU RELACIÓN CON CALIDAD
La productividad también es una esperanza de generar mayor cantidad de
productos o servicios con un menor número de insumos o con la menor inversión
posible, lo cual puede lograrse siempre y cuando se trabaje con calidad. Existe
una mutua relación entre calidad y productividad. La mayoría de las personas
definen de manera rápida que calidad es el “hacer bien las cosas”, la productividad
participa en que ese “hacer bien las cosas” vaya de la mano con la mejor forma de
lograrlo con fin de tener siempre mejora continua.
En las empresas manufactureras los factores de producción reflejan el
resultado final de la empresa, de acuerdo a ello se puede determinar el índice de
productividad. Los factores de producción se muestran en la Imagen siguiente:
Factores de la productividad de
la empresa
Factores Internos Factores Externos
Factores duros Factores Blandos Ajustes
Estructurales
Recursos
Naturales
Administración
pública
infraestructura
Producto
Planta y equipo
Tecnología
Materiales y
energía
Recursos
Humanos
Organización y
sistemas
Métodos de
Trabajo
Estilos de
Dirección
Económicos
Políticos
Demográficos y
Sociales
Mano de
obra
Tierra
Energía
Materias
Primas
Mecanismos
Institucionales
Políticas y
estrategias
Infraestructura
Impuestos
Empresas
públicas
Ilustración 3.2 Modelo Integrado de Factores de la Producción

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 3
50
De acuerdo a lo anterior lo más común para medir la productividad es con la
fórmula que propuso Joseph Prokopenko en 1991.
Donde
Lo más conveniente en una organización es saber cuántos bienes es capaz
de producir un empleado y así poder tener un índice de lo que debe de producir
cada empleado, con esto la empresa puede diseñar un plan de capacitación y
modernización del equipo empleado. La organización para un incremento de
productividad debe de concentrarse en dos conceptos fundamentales que son: el
producto como resultado del sistema y la integración de los subsistemas de la
empresa.

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 3
51
3.2 ESTRATEGIA
De acuerdo a las necesidades de la sociedad, el hombre ha evolucionado de
manera eficaz, con el fin de mejorar su calidad de vida. En ello reside la razón de
ser de diferentes organizaciones que ofrecen diferentes artículos y servicios,
tendientes a satisfacer las necesidades de la humanidad. Las empresas que
ofrecen un artículo o algún servicio viven en constante dinámica, tratando de
sobrevivir en el mercado y ser competitivos. Una de las mejores formas de lograrlo,
es diseñando diferentes estrategias que ayuden a llegar al objetivo.
El término estrategia tiene varios significados, según Maurik la palabra
estrategia proviene de “Strategia- arte de la guerra,” (Maurik, J., 1999, p.23), esta
definición denota que el principal objetivo es la victoria.
El concepto de estrategia quedó estancado por mucho tiempo como la
principal herramienta de guerra. En la actualidad el término se refiere
prácticamente, al éxito en negocios, política y guerra principalmente.
Específicamente en el mundo de los negocios y de las empresas, es
particularmente agradable la definición de Maurik, en donde la estrategia se define
como:
“La formulación y ejecución de un conjunto integrado de acciones basadas
en necesidades de los clientes, que identifican tanto el posicionamiento esencial,
como las ventajas competitivas necesarias para crear un valor superior al de la
competencia y satisfacer las metas financieras.” (Maurik, J., 1999, p.24).
En “El mundo empresarial”, Michael Treacy y Fred Wiersema afirman que
existen tres disciplinas valiosas para el éxito:
- Excelencia operacional.
- Liderazgo del Producto.
- Intimidad con el cliente.

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 3
52
Las tres disciplinas tienen como fin, dar un valor al producto. Es decir,
cumplir con las necesidades y expectativas de los clientes, brindar los mejores
productos y ofrecer el mejor costo.
El autor Igor Ansoff, quien es considerado como una figura importante en el
planteamiento estratégico, definió el término estrategia como “el lazo común entre
las actividades de la organización y las relaciones producto-mercado tal que definan
la esencial naturaleza de los negocios en que está la organización y los negocios
que la organización planea para el futuro”. Ansoff identifica cuatro componentes en
la estrategia:
1) Ámbito Producto-mercado (productos y mercados que la empresa trabaja)
2) Vector de crecimiento (los cambios que la firma planea realizar en el
ámbito producto-mercado)
3) Ventajas competitivas (las principales características que la firma tiene en
cada posición producto-mercado que hacen fuerte su poder competitivo)
4) Sinergia (una medida del efecto conjunto, esto es el fenómeno 2+2=5. Es
la aptitud de una empresa para triunfar en la nueva actividad). (Ansoff,
1998, p. 197).
Lo que Ansoff trata de explicar es que la empresa puede desarrollar su
estrategia, todos los productos y todos los mercados existentes, así que de acuerdo
a todo lo anterior la empresa tendrá una herramienta que permita explotar las
mejores posibilidades para impulsar un crecimiento significativo.

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 3
53
Tabla 3.1 Tabla de Modelo de análisis de las alternativas de diversificación. Nuevos productos. Fuente HERMIDA,
Jorge, Administración y Estrategia: Teoría y Práctica, Ediciones Macchi, p. 198.
El concepto actual de estrategia principalmente abarca cuatro aspectos que
se complementan y forman un todo. Estos son:
- Visión: Referente al futuro de la empresa
- Posicionamiento: Se refiere a que tipo de consumidores e impulsores la
empresa debe de manejar
- Plan: Con la ayuda del posicionamiento se fijan los objetivos y metas
- Patrón integrado de comportamiento: Se conoce la estrategia y se trabaja
en ella.
Cierto es que existen diferentes estrategias para poder lograr un incremento
de la productividad, algunas empresas aplican reingenierías, que con diferentes
estrategias logran el objetivo deseado. En este caso la estrategia consiste en
desarrollar nuevas competencias a partir de la experiencia y la evaluación

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 3
54
sistemática de los errores y aciertos en la realización de todos los proyectos de la
organización (Martínez, 2005).
Jonathan L. Isaacs en 1994, señala que en la actualidad el concepto de
reingeniería se topa con el de estrategia, sin embargo reingeniería no es estrategia
y tampoco es una estrategia, lo que es verdad es que la reingeniería si necesita de
la estrategia. Stern (2002).
3.3 SEIS SIGMA Y LA PLANEACIÓN AVANZADA DE CALIDAD DEL
PRODUCTO (APQP)
Seis Sigma según Escalante (2005, p.17) es una metodología que puede
verse en diferentes enfoques, como una métrica encargada de medir el
comportamiento de los procesos, la verificación en el nivel de los productos o
servicios que se encuentran dentro o fuera de especificación. Considerando dicha
metodología dentro de la forma de trabajo, se utiliza para el mejoramiento de
procesos y productos, todo esto con el apoyo de herramientas de calidad y
estadísticas. Seis Sigma también tiene un significado con enfoque estadístico, el
cual es tener un nivel de clase mundial que es igual a 0.00189 PPM proceso
centrado y hasta 3.4 ppm, proceso descentrado con hasta 1.5 σ.
El hablar de Seis Sigma, implica términos y herramientas que ayudan en
pocas palabras a la reducción de costos. Poco de lo que corresponde a Seis
Sigma, se incluirá en este trabajo. De acuerdo a la ideología de Seis Sigma,
Escalante (2005, p.19) menciona, que para ser un buen proyecto, debe de cumplir
con las siguientes características:
- Ligado a prioridades del negocio con el cliente
- De gran importancia y entendible para la organización
- De alcance razonable
- Común a todos los miembros del equipo
- Métrica adecuada

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 3
55
- Apoyo y aprobación de la administración
- Impacto financiero aprobado por el departamento de finanzas
De acuerdo a lo anterior las herramientas de seis sigma tienen como fin la
disminución de costos y la mejora de la calidad del producto o servicio.
La mayoría de las metodologías que tienen como fin “la mejora” se basan
en el ciclo Deming y Seis sigma no es la excepción, para ello la metodología de
Seis Sigma se concentra en los siguientes pasos:
1.- Planear
a) Definir el problema o seleccionar el proyecto
b) Definir y escribir el Proceso
2.-Hacer
a) Evaluar los sistemas de medición
b) Determinar las variables significativas
c) Evaluar la capacidad del proceso
d) Optimizar y robustecer el proceso
3.- Verificar
a) Validar la mejora
4.-Actuar
a) Controlar y dar seguimiento al proceso
b) Mejorar continuamente

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 3
56
Según en su libro Wheat (2004) menciona la metodología MAMC, que
consiste en:
a) Medir
b) Analizar
c) Mejorar
d) Controlar
Las relaciona en la ecuación, o bien , que
simboliza una ecuación dependiente, en donde representa los procesos y a
los insumos, por lo que se puede tener seguridad de la calidad del producto
siempre y cuando se controlen los insumos.
Volviendo a la metodología MAMC, la fase de medición está enfocada a ,
se debe recurrir a diferentes herramientas como mapeos de proceso, estadística
básica, estudios de capacidad y análisis de medición, los cuales son utilizados
para describir el proyecto de forma general y detallada que facilitan que el equipo
tenga bien definidos los objetivos del proyecto. Así como la organización de dicho
equipo. La fase de análisis se concentra en las de la ecuación, el equipo debe
de identificar cada una de ellas y se determina por medio de las hipótesis o
teorías, cual de dichas variables correspondientes a las , o la relación entre ellas,
es la que provoca un comportamiento no deseado que afecte a . Dentro de la
fase de mejora, se utiliza el análisis para determinar cómo se pueden reducir o
eliminar los comportamientos no deseados en el proceso. Con la ayuda de
diferentes herramientas se puede encontrar una solución óptima que tenga como
consecuencia, no sólo una solución correctiva, sino que provea al equipo y al
personal con diferentes opciones para la mejora de manera constante. Una vez
que se obtiene una solución óptima al problema entra la fase de control, cuyo
objetivo es que no se presente el problema nuevamente, lo anterior se logra
implementando diferentes herramientas de calidad como por ejemplo la ayuda de
poka yokes, sistemas de calidad que muchas veces involucran el monitoreo o
auditorias constantes.

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 3
57
De acuerdo con lo anterior, Seis sigma no es la introducción de nuevas
herramientas de calidad, sino que es una metodología que consiste en vincular
las diferentes herramientas y métodos, pasando la información de una herramienta
a otra con el fin de tener un flujo lógico de información para la pronta solución de
problemas. Es importante mencionar que dicha metodología no solo involucra a la
parte operativa, de igual manera debe de involucrar a todos los departamentos
relacionados.
Seis Sigma cuenta con una herramienta, que facilita el mejoramiento
enfocado al producto y proceso y se llama: Planeación Avanzada de la Calidad del
Producto, la cual será utilizada para la realización de este trabajo
3.4 PLANEACIÓN AVANZADA DE LA CALIDAD DEL PRODUCTO (APQP)
Los clientes de equipo original, exigen a las empresas automotrices la
elaboración de la Planeación Avanzada de la Calidad del producto (APQP) , la
cual involucra la elaboración de diferentes documentos como el Análisis y Efecto
del Modo de la Falla (AMEF), Planes de Control (CP), Proceso de Aprobación de
Partes para la Producción (PPAP), Control Estadístico del Proceso (SP) y los
Métodos y Estudios del Análisis del Sistema de Medición (MSA) para el
lanzamiento de sus productos, debido a que consideran que son herramientas
altamente útiles y confiables. Para la aplicación de estas herramientas, el grupo
de trabajo “The Task Force” se encarga de la estandarización de los manuales de
referencia, reportes, formatos, nomenclatura que son necesarios para la
elaboración de los manuales de las herramientas anteriormente mencionadas.
El APQP es una herramienta utilizada principalmente en las industrias de
giro automotriz, enfocada y dirigida al Proveedor-Organización-Cliente, cuyo fin es
que la cadena de suministro participe junto con el cliente para la elaboración del
diseño del producto. El APQP consta de una metodología estandarizada por el
grupo Task Force. Abarca principalmente los lineamientos comunes de Deming,
que tienen una fuerte interacción con la Norma ISO/TS 16949:2009.
MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 3
58
Para la realización de este trabajo, la metodología utilizada será similar a la
relacionada con la Planeación Avanzada de la Calidad (APQP) ya que se
realizaran cambios a un producto y a procesos ya existentes. Con el fin de
obtener de manera más sencilla y veraz, acciones que soporten el desarrollo del
producto sin dejar de satisfacer las necesidades del cliente. De igual manera
facilitar la identificación en el futuro de los cambios requeridos, y lo más importante
brindar un producto de calidad a tiempo con un mejor costo. De acuerdo con los
requerimientos del APQP, esta herramienta se utiliza en 3 casos en específico
como lo es:
- Producto nuevo
- Cambios en un producto Existente
- Cambios de Locación
De acuerdo a la metodología del APQP es necesario:
- Determinar el equipo de trabajo: como ya se había mencionado, la
solución de los problemas, no sólo es responsabilidad del área de
producción, sino de todas las áreas participes en la realización de un
producto. Para este trabajo se planea involucrar a los departamentos de
Ingeniería, de Calidad, de Ventas, de Compras, de Planeación y al
mismo Cliente.
- Es necesario determinar el alcance del proyecto. Para ello es importante
definir las siguientes actividades y responsabilidades
o El equipo debe de elegir a un líder.
o Definir los roles y responsabilidades de cada uno de los
integrantes del equipo, demostrando responsabilidad e interés en
cada una de las actividades asignadas. Lo más común en las
empresas es que el APQP sea responsabilidad del departamento
de Ingeniería y Calidad, por lo que es conveniente repartir las
actividades de manera que facilite la agilidad de la información y
así prever retrasos en las entregas.

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 3
59
o Es de suma importancia que el personal que carece de
experiencia en cuanto a la metodología del APQP, identifique
bien a sus clientes internos y externos y la gran importancia de
saber identificar sus necesidades.
o Detectar claramente los requerimientos de los clientes
o Analizar los costos y tiempos.
o Realizar evaluación de factibilidad
o Determinar la ayuda requerida por el cliente
o Identificar procesos directos y la documentación que proyecte
información crítica.
Los Fundamentos del APQP son los que ayudan a que esta metodología
sea más fácil de llevar a cabo, para ello se debe de considerar lo siguiente:
- Equipo a Equipo (Team to Team): Lo que relaciona las vías de
comunicación que deben existir entre los diferentes tipos de clientes y
proveedores, dicha comunicación se logra por medio de juntas
periódicas, según el impacto de importancia de la información que se
maneje.
- Capacitación: Es de suma importancia que las personas que son
participes del proyecto cuenten con las habilidades y aptitudes para el
logro y la realización de las diferentes actividades, con el fin de ser
competente para la aportación de mejores soluciones de manera más
eficaz y rápida.
- Involucramiento de Clientes y Proveedores: Tanto el cliente como el
proveedor deben de iniciar con la planeación de la calidad del proceso,
sin embargo es responsabilidad del proveedor, quien es el principal
participe para la Planeación de la Calidad
- Ingeniería Simultanea: Es el proceso en donde los equipos con
funciones cruzadas se enfocan en una meta común, con el fin de agilizar
el manejo de información referente a resultados y sobre todo de acelerar
la introducción de productos de calidad.

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 3
60
- Planes de Control: Son los documentos que describen los sistemas
utilizados para el control de las partes y de los procesos. Principalmente
cubren tres fases
o Prototipo
o Pre lanzamiento
o Producción
Resolución de Problemas: Es lógico que el equipo se encuentre con
dificultades durante el diseño y el proceso, lo cual debe de documentarse y
asignar diferentes responsabilidades y tareas a los responsables.
Ilustración 3.3 Gráfica del tiempo de la Planeación de la Calidad del Producto, fuente Manual del “Curso de Core Tools”, Consultores Qcer. (Septiembre 2010)

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 4
61
CAP. 4 LA REINGENIERÍA Y LA ESTRATEGIA PARA LA MEJORA DE LA
PRODUCTIVIDAD
En el capítulo 2 se describió de manera general los procesos necesarios
para la elaboración de una junta dura de cabeza de motor; y más adelante se
mencionó la metodología para llevar a cabo una reingeniería que mejore la calidad
del producto y de los procesos.
Con ayuda de la información contenida en la documentación actual de la
junta de cabeza en estudio se podrá llevar a cabo un análisis y una medición que
demuestre la necesidad de cambiar los procesos, estandarizarlos de tal forma que
sean más flexibles para la mejora continua, con el fin de disminuir costos.
4.1 DESCRIPCIÓN DE LA JUNTA DE CABEZA DE MOTOR, SUS
COMPONENTES Y CARACTERÍSTICAS DE MAYOR IMPACTO PARA LA
FABRICACIÓN DE ESTA.
En esta sección se describirán los problemas significativos y de mayor
impacto que se presentan en cada uno de los procesos de la junta de cabeza de
motor en estudio.
Por primera parte se describirá de forma muy general el producto, que
consiste en una junta de cabeza de motor de grafito, cuyo nombre de la parte en
inglés es “Gasket Cylinder Head”, se fabrica con material GR-600 color gris y este
producto se vende sólo a Equipo Original, esta junta de cabeza fue diseñada para
un motor de 4 cilindros y 1.6 litros.

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 4
62
Los materiales necesarios para la fabricación de la junta de motor, son los
siguientes:
- Facing de Grafito GR-600
- Acero inoxidable
- Acero electrolítico cromado
- Cobre electrolítico para ojillo de cobre
- Pintura adhesiva Vitocote (en la Planta mejor conocida como Serigrafía)
Estos materiales son necesarios para la fabricación de los diferentes
componentes de la junta de cabeza y que son indispensables para un sellado
perfecto, estos componentes son:
- Material combinado
- Ojillo A
- Ojillo B
- Ojillo de Cobre
- Flanges
- Serigrafía

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 4
63
Ilustración 4.1 Fotografía de la Junta de Cabeza de Motor en estudio, Fuente Propia
La ilustración 4.1 es una foto de la junta de cabeza como producto final,
mostrando cada uno de sus componentes.
4.1.1 DESCRIPCIÓN DE LA MAQUINARIA Y ESPECIFICACIONES UTILIZADAS
EN CADA UNO DE LOS PROCESOS
De acuerdo a lo mencionado en el Capitulo 2, los procesos que son
necesarios para la elaboración de este producto, son complicados, robustos y con
automatización escaza, lo que implica que la calidad del proceso y del producto,
depende de la experiencia, habilidad y conocimiento del operador. Sin embargo
los procesos que intervienen en la elaboración de la junta son demasiados, lo que
origina que el material poco a poco se dañe y pierda su calidad. Para percibir de
mejor manera la cantidad de procesos y actividades que intervienen en la
manufactura de la junta de cabeza de motor (de grafito), se realizó el diagrama de
flujo.
Cuerpo de la junta
Ojillo de cobre
Ojillo “B”
Ojillo “A”
Serigrafía
Flange (Paso de Cilindro)
Ojillo “B”
Ojillo “A”

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 4
64
Ilustración 4.2 Diagrama de Flujo Actual de Procesos para la Junta de Motor, Fuerte Propia.

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 4
65
En el diagrama de flujo (Ilustración 4.2) se muestran todas las actividades
actuales que se realizan en los procesos, indicando aquellas que son críticas y
susceptibles al desecho y desperdicio.
Para tener un conocimiento y un análisis de las especificaciones requeridas
en los diferentes procesos, las herramientas a utilizar, así como la maquinaria,
personal involucrado y características críticas, fue necesario consultar el diagrama
de flujo, Plan de Control y AMEF.
FACING DE GRAFITO Y COMBINADO DE MATERIAL
El combinado de material se realiza en 2 calandrias con capacidad de 60
toneladas, por la primera calandria pasa la lamina de acero para hacer sobre la
lamina 136 perforaciones por pulgada cuadrada, una vez realizado esto, pasa a la
segunda calandria que combina y une las dos capas de facing con el acero
(perforado), y cuyo resultado es un rollo de material combinado.
De acuerdo al Plan de Control, para este proceso se necesitan dos
calandrias, siendo responsable el operador e inspector de calidad del ajuste del
proceso.

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 4
66
Tabla 4.1 Parte del Plan de Control correspondiente al proceso de la Junta de cabeza en estudio, Fuente: Documento
Proporcionado por el Departamento de Calidad.
Una vez iniciado el proceso de combinado, el personal de calidad debe de
enviar por cada lote, un tramo tamaño carta de material combinado al Laboratorio
de Pruebas Físico-Químicas con el fin de validar el material.
En este proceso los principales problemas son:
- Demoras en el montaje de los rollos de facing en la calandria ya
que el proveedor entrega dichos rollos encimados, los cuales
llegan a pegarse, por lo que el operador pierde tiempo en
separarlos, dato que no se tiene contemplado en el AMEF actual.

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 4
67
- Existe un reclamo en el 2011 de la Armadora Automotriz, por
espesor del material combinado fuera de especificación, esto se
debe a que los rodillos de la máquina están desajustados, este
reclamo tuvo como consecuencia una fuerte multa a la
organización, de mil doscientos dólares por cada motor con fuga,
en total fueron 12 motores con este problema.
- La falta de perforaciones en la lámina ocasiona que una vez ya
combinado el material, exista un desprendimiento del facing, esto
es a falta de mantenimiento de la herramienta. El AMEF establece
que se tenga y cumpla un programa de mantenimiento preventivo,
en los últimos meses no se ha presentado material con facing
desprendido, pero si, el problema de montar los rollos de material y
se tenga que desmontar, porque el operador detecta que el troquel
no hace las perforaciones de acuerdo a la especificación, por lo
que tiene que desmontar el troquel, los dos rollos de facing y el
rollo de lámina y de acuerdo a esto se genera una demora.
SLITTER
En esta máquina se cortan los rollos para dar el ancho adecuado a los rollos
de material ya combinado, los rollos de lámina de acero electrolítico cromado, y de
cobre electrolítico para ojillo de cobre.
El equipo APQP consideró la operación de slitteado del material combinado
en el AMEF, pero no en el Plan de Control, es importante que se considere en la
documentación , debido a que el material puede quedar fuera de especificación, es
decir si no se cumple con el ancho del rollo del material se puede tener problemas
al momento de troquelar el cuerpo de la junta de cabeza, presentando falta de
material en el producto, otro defecto que se presenta son las marcas superficiales
(material rayado) , lo cual puede ocasionar reclamo por parte del cliente debido a

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 4
68
que la junta es causante de fuga en el motor. En el AMEF se describe como deben
de atacarse estas fallas, como a continuación se muestra.
Tabla 4.2 Parte del AMEF de Proceso de la Junta de cabeza en estudio, Fuente: Documento, proporcionado por el
Departamento de Calidad de la organización.
TROQUELADOS
Troquelado del cuerpo
El proceso continúa con el troquelado del cuerpo de la junta, para ello el Plan
de Control actual indica en que máquina debe de llevarse esta operación y cuáles
son los controles de calidad pertinentes.

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 4
69
Tabla 4.3 Parte del Plan de Control del Proceso de la Junta de cabeza en estudio, Fuente: Documento proporcionado
por el Departamento de Calidad de la organización.
En este proceso se presentan tres defectos que afectan la calidad visual y
funcional del producto, como:
- Cuerpo rayado: Se origina por el arrastre del material.
- Marcas de centros. El cuerpo puede tener centros marcados
debido a que los centros de los barrenos no son expulsados por el
botador, se quedan en la junta y al momento de bajar el troquel,
estos se marcan en la junta, la posible solución para esto es dar
mantenimiento al troquel para dar filo a la herramienta.
- Rebaba: Debido a la falta de mantenimiento del troquel, este pierde
filo, consecuencia de lo cual se forma la rebaba. Lo anterior origina
la rebaba en los bordes de la junta, por lo tanto se presenta un
problema fuerte en el proceso de Planchado, ya que puede generar
marcas en el cuerpo por desprendimiento de la rebaba. Y en el
proceso de serigrafía no hay adhesión plena por la presencia de
rebaba.

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 4
70
Troquelado del los ojillos y flanges.
Una vez que la lámina ya sea de acero con recubrimiento de cromo y de
cobre han pasado también por la máquina Slitter, esta pasa a troquelarse para
poder fabricar tanto los Ojillos “A”, Ojillos “B” o los Ojillos de cobre en una maquina
con capacidad de 60 toneladas, dando 40 golpes por minuto, debido a la capacidad
de la máquina y a la rapidez del proceso. Las corridas en esta máquina son de
volumen, es decir se fabrican alrededor de 5, 000 piezas, este proceso es flexible
debido a que no se genera tanto desperdicio como en otros procesos sin embargo
es importante que el operador cumpla con lo establecido en el Plan de control y
realice todos los procedimientos asignados para que el producto no carezca de
calidad.
El troquelado de los flanges es un proceso de mayor cuidado, ya que el
material puede salir descentrado, pero esto no ocasiona un problema en la planta
ya que se tiene controlado.
ENGARGOLADO DE OJILLOS Y FLANGES
Este proceso es el más complicado de todos, ya que se colocan de manera
manual todos los componentes de la junta que son los dos ojillos “A”, dos ojillos “B”,
el ojillo de cobre y los 4 flanges. El operador debe de ser muy cuidadoso en este
proceso, se necesita mucha atención para evitar:
- Engargolar dos ojillos o flanges en un mismo barreno
- Engargolar ojillos o flanges incompletos
- Estampado no legible
- Especificaciones de altura del engargolado que no cumplen
- Especificaciones de los diámetros interiores de los cilindros y ojillos
que no cumplen

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 4
71
- Ojillos o Flanges enterrados
- Marcas en el cuerpo de la junta de cabeza
Cuando una junta llega a engargolarse con dos ojillos o dos flanges, la pieza
no se desecha, sólo se pierden las dos piezas unidas, pero se recupera la junta y se
engargola después correctamente, obviamente se presenta un re trabajo. Otro re
trabajo se genera cuando las especificaciones dimensionales no se cumplen en el
proceso, dado esto el material tiene que pasar nuevamente en la máquina donde se
engargola para poder manipular las dimensiones.
En base a esto se puede decir que el proceso es flexible, pero el herramental
no se encuentra en las condiciones adecuadas porque no se cumple con el
mantenimiento preventivo, lo cual ocasiona que no exista un paralelismo de las
placas, y a su vez se complica el ajuste.
En el historial de la planta en los dos últimos años, esta ha recibido reclamos
del cliente por defectos que corresponden a este proceso, y los más graves han
sido, la falta de ojillos, ojillos con diámetro interior cerrado que ocasionaron la
pérdida del premio de calidad, la respectiva multa, y que la organización pague la
inspección dentro de la armadora antes del ensamble de la junta.
A continuación se muestra parte del Plan de control que describe la actividad
y sus controles de calidad.

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 4
72
Tabla 4.4 Parte del Plan de Control referente a la operación de engargolado de ojillos y flanges, Fuente: Documento
por el Departamento de Calidad.
PLANCHADO
En este proceso las juntas son planchadas en una prensa que aplica una
presión de 150 toneladas, para dar la altura ideal a los ojillos y a los flanges. El
operador debe de tener precaución para evitar que alguna rebaba se quede pegada
en alguna de las dos placas y origine marcas en el cuerpo de la junta.
El AMEF detalla las posibles fallas en el proceso como se muestra en la tabla

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 4
73
Tabla 4.5 Parte del AMEF referente a la operación de engargolado de planchado, Fuente: Documento por el
Departamento de Calidad.

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 4
74
SERIGRAFÍA
Consiste en la aplicación de tinta adhesiva por ambas caras de la junta. Este
proceso también se considera crítico ya que si no se cumple con las
especificaciones del proceso, la junta puede presentar falta de serigrafía o se puede
desprender tiempo después de haber pasado por el proceso. El operador tiene la
responsabilidad de pesar bien las substancias que componen la tinta (vitocote) para
tener una mezcla confiable que no se desprenda una vez terminado el proceso, la
junta una vez que ya se le aplicó la tinta debe de pasar por un horno de secado que
debe de cumplir la temperatura, con el fin de que se tenga un buen secado y no se
desprenda la pintura.
El desprendimiento de la pintura fue uno de los reclamos del 2010 por parte
del cliente, otro factor que se ocasiona este problema es la rebaba que tiene la junta
y al momento de que se desprende puede ocasionar que se contamine con la
pintura y exista un desprendimiento, es por ello que desde el proceso de troquelado
del cuerpo, la pieza debe de viajar a lo largo de los procesos, sin rebaba.
Otro de los defectos que se presenta en este proceso es la serigrafía
desplazada, defecto que no es una situación propensa a una falla funcional, sin
embargo es crítica calidad visual para el cliente.
A continuación se muestra lo que se contemplo en el AMEF.

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 4
75
Tabla 4.6 Parte del Plan de Control referente a la operación de serigrafía, Fuente: Documento por el Departamento
de Calidad.
MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 4
76
EMPAQUE Y ENVASADO
Las operadoras responsables de este proceso nuevamente verifican al 100%
que las juntas no presenten algún defecto, el cual no es un proceso que genere
valor al producto ya que este debe de presentarse a esta etapa sin defectos. En
este proceso las juntas presentan defectos desde el combinado del cuerpo, lo cual
no debería de existir ya que esta operación al igual que el engargolado es
sumamente lento, ya que dos operadoras están encargadas de esto, una revisa
junta por junta que no existan defectos, después el material revisado por la
operadora 1, pasa a la operadora 2 y vuelve a revisar junta por junta al 100%
Los defectos encontrados en esta operación son:
- Juntas con falta de facing
- Juntas con rebaba
- Juntas con ralladuras en el cuerpo
- Juntas sin ojillos o flanges
- Juntas con ojillos o flanges fracturados
- Juntas con doble ojillo o flanges
- Juntas sin planchar
- Juntas con serigrafía desplazada
- Juntas sin serigrafía
- Juntas con serigrafía desprendida

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 4
77
4.1.2 DESCRIPCIÓN DE LOS ESTÁNDARES DE LAS OPERACIONES Y SUS
COSTOS DE LA JUNTA DE CABEZA DE GRAFITO (ACTUAL)
En esa parte se contempla el historial del producto actual, es decir cuáles
son los materiales utilizados, los procesos necesarios para la fabricación de esta,
incluyendo el costo.
En la planta de juntas duras, la producción se programa en base la demanda
del cliente, considerando los estándares de producción, es decir, cuantas unidades
se producen por hora, este dato se obtiene de acuerdo a la capacidad de la
máquina y del operador, tratando que este último cumpla con las especificaciones
establecidas por Ingeniería y calidad.
La junta de cabeza de motor en estudio tiene establecidos sus propios
estándares de producción, y no son compatibles con otro número de parte, debido a
que es un producto delicado y con fuertes problemas en los procesos. Los
estándares asignados por el ingeniero de manufactura son los mostrados en la
siguiente tabla

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 4
78
Operación Estándar Unidades
Combinado de cuerpo 650 m/h
Slitteado de lamina 860 m/h
Slitteado de lamina de cobre 800 m/h
Slitteado de rollo de material 1000 m/h
Troquelado de cuerpo 900 piezas/h
Troquelado de ojillo A 1500 piezas/h
Troquelado de ojillo B 1500 piezas/h
Troquelado de ojillo de cobre 2000 piezas/h
Troquelado de flange 1380 piezas/h
Engargolado 200 piezas/h
Planchado 720 piezas/h
Serigrafía lado B 200 piezas/h
Serigrafía lado A 200 piezas/h
Revisión final y empaque 200 piezas/h
Tabla 4.7 Tabla de Estándares de Producción, Fuente: Información obtenida de los estándares de producción,
ubicados en cada una de las máquinas

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 4
79
Sin embargo estos estándares no se cumplen, debido a la complejidad de
los procesos, así como un retardo al ajuste de inicio de corrida, los datos reales
investigados son los siguientes:
Operación Estándar Unidades
Combinado de cuerpo 560 m/h
Slitteado de lamina 800 m/h
Slitteado de lamina de cobre 800 m/h
Slitteado de rollo de material 800 m/h
Troquelado de cuerpo 750 piezas/h
Troquelado de ojillo A 1,500 piezas/h
Troquelado de ojillo B 1,500 piezas/h
Troquelado de ojillo de cobre 1,500 piezas/h
Troquelado de flange 1,200 piezas/h
Engargolado 110 piezas/h
Planchado 600 piezas/h
Serigrafía lado B 140 piezas/h
Serigrafía lado A 140 piezas/h
Revisión final y empaque 85 piezas/h
Tabla 4.8 Datos Reales de Producción en cada uno de los procesos. Fuente Propia
Analizando la tabla, se nota que hay operaciones muy lentas y
casualmente, son las que mayor desecho generan, a excepción de la última que
corresponde a la revisión final, es lenta por que se requiere de dos personas para
la revisión del material al 100%, limpian y empacan el material para evitar
reclamos por parte del cliente, en esta operación se presentan piezas defectuosas
que debieron ser detectadas en la operación correspondiente.

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 4
80
Con estos datos podemos obtener la eficiencia de acuerdo a la fórmula
(SUMANTH, 1990)
Gráfica 4.1 Gráfica de Eficiencia de los Procesos de la Junta de Cabeza de Motor de Grafito, Fuente Propia
86 93
100
80 83
100 100
75 87
55
83
70 70
43
Eficiencia

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 4
81
Operación Eficiencia
%
Combinado de cuerpo 86
Slitteado de lamina 93
Slitteado de lamina de cobre 100
Slitteado de rollo de material 80
Troquelado de cuerpo 83
Troquelado de ojillo A 100
Troquelado de ojillo B 100
Troquelado de ojillo de cobre 75
Troquelado de flange 87
Engargolado 55
Planchado 83
Serigrafía lado B 70
Serigrafía lado A 70
Revisión final y empaque 43
Tabla 4.9 Índice de Eficiencia de los Procesos de la Junta de Cabeza de Motor de Grafito
La eficiencia es un índice que ayuda a observar que tanto se están
aprovechando los recursos, existen procesos muy estables en la manufactura de
este producto. En la tabla y en la grafica se nota que el proceso con menos
eficiencia es el engargolado, esto se debe a que la operación es manual, el
operador debe de colocar todos los componentes de forma manual, para ser
engargolada, este proceso es el más complicado ya que el operador debe de cuidar
que no falte ningún ojillo, flange, que estos componentes engargolados no se
encuentren desplazados, exista doble engargolado de uno de ellos, que el ojillo o
flange no estén incompletos, además de que no se raye el cuerpo del material. Este
proceso es sumamente complicado ya que el operador debe de prestar atención
absoluta en su proceso y en el manejo del material, sin embargo no podemos
descartar la probabilidad de tener un error humano. En la serigrafía se tiene poca
eficiencia debido a que la pintura debe de secar a la perfección para que no se
MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 4
82
desprenda, lo cual obliga al proceso ser más lento. En el proceso de inspección
final y empaque, las operadoras pierden demasiado tiempo detectando defectos y
daños en las juntas que se originan en todos los procesos. Lo anterior, es resultado
de que algunos operadores dejan pasar productos sin calidad con el fin de cumplir
con estándar de producción.
4.1.2.1 ANÁLISIS DE COSTOS
COSTO DE DESPERDICIO
Hasta el momento la organización percibe cierta utilidad, pero los
departamentos responsables no han prestado atención en los costos que se
generan por la falta de calidad en el producto, ya que si se consideraran, la utilidad
de la empresa incrementaría.
La producción mínima de la Planta 2 de Juntas Duras es de 28 800 piezas a
lo largo de tres meses, para poder cumplir con una demanda de 21 600 piezas, la
gran cantidad de desperdicio que se genera, obliga a la planta tener una sobre
producción contra la demanda. En de los procesos, el material que llega a tener
algún defecto puede ser re trabajado, sin embargo en la inspección final es muy
difícil encontrar juntas de cabeza que se re trabajen, por lo regular es material que
se tiene que desechar.
A continuación se hace un breve análisis de la cantidad de piezas que deben
de producirse para cubrir la demanda, considerando el desecho, así como el
impacto económico que genera el exceso de desecho

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 4
83
HISTORIAL CORRESPONDIENTE A TRES
MESES
Costo de no
calidad
PRODUCCIÓN TOTAL 28800 Piezas 1004256 MXP
Piezas con cero defectos 22175 Piezas 773242.25 MXP
Rayaduras en el cuerpo 6073 Piezas 211765.51 MXP
Falta de Grafito 121 Piezas 4219.27 MXP
Cuerpo Incompleto 100 Piezas 3487 MXP
Ojillos y/o Flanges dañados 72 Piezas 2510.64 MXP
Falta de Serigrafía (vitocote) 259 Piezas 9031.33 MXP
Total de piezas defectuosas 6625 Piezas
Pérdida 231013.75 MXP
Tabla 4.10 Historial de producción de las junta de cabeza de motor de grafito, Fuente Propia
Gráfica 4.2 Gráfica que muestra la cantidad de piezas defectuosas detectadas al final del proceso, Fuente Propia
77%
21%
0.42% 0.34% 0.25% 0.99%
Porcentaje de piezas sin defectos y piezas con defectos
Piezas con cero defectos Rayaduras en el cuerpo
Falta de Grafito Cuerpo Incompleto
Ojillos y/o Flanges dañados Falta de Serigrafía (vitocote)
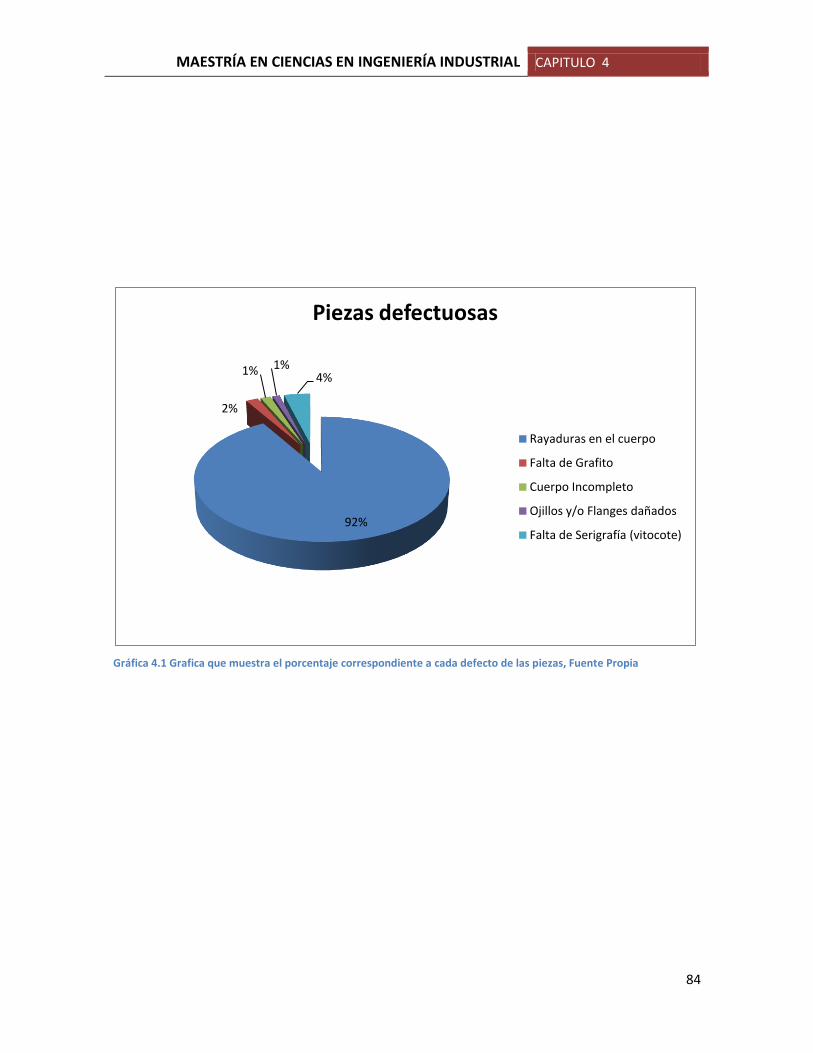
MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 4
84
Gráfica 4.1 Grafica que muestra el porcentaje correspondiente a cada defecto de las piezas, Fuente Propia
92%
2%
1% 1% 4%
Piezas defectuosas
Rayaduras en el cuerpo
Falta de Grafito
Cuerpo Incompleto
Ojillos y/o Flanges dañados
Falta de Serigrafía (vitocote)

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 4
85
ANÁLISIS DE COSTO DE MATERIALES Y OPERACIONES
El costo de los materiales y de las operaciones que son necesarias para
fabricación de los componentes que forman parte del producto, se muestran y
desglosan de acuerdo a la estructura de la junta de cabeza de motor en la siguiente
tabla.
Tabla 4.11 Tabla de Desglose costos de la Junta de Cabeza de Motor de Grafito, Fuente: Información consultada en el
SAP de la organización.
Los valores enmarcados son los costos de las operaciones necesarias para
la fabricación de los componentes de la junta, cuyo resultado es la suma del costo
de los materiales y de los costos de las operaciones, lo cual arroja el resultado de
32.38 pesos mexicanos, sin embargo en la siguiente tabla se desglosan los costos
de las operaciones necesarias para la fabricación del producto terminado.

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 4
86
Tabla 4.12 Tabla de Desglose costos de los procesos para fabricar una Junta de Cabeza de Motor de Grafito, Fuente:
Información consultada en el SAP de la organización
Para poder obtener el costo total de todas las operaciones involucradas
basta con hacer la suma de sus costos y el resultado es 34.87 pesos mexicanos
Costo de la Junta de Cabeza de Motor de Grafito 34.87 MXP
Hasta este momento se muestra el costo de la junta de motor sin considerar
el empaque y embarque, para obtener el costo del producto final, se agrega el costo
que corresponde al empaque, embarque y se muestra en la siguiente tabla.
Costo de Empaque .10 MXP
Contenedor .01 MXP
Costo de Embarque .14 MXP
Costo Total de Empaque .25 MXP

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 4
87
Costo Total de la Junta de Cabeza de
Motor de Grafito 35.12 MXP
Este último costo es lo que le cuesta a la empresa fabricar una junta de
cabeza contemplando ya su empaque. Sin embargo el costo de venta a la armadora
automotriz es de:
Costo de Venta de la Junta de Cabeza de
Motor de Grafito 45.67 MXP
De acuerdo a este dato podemos deducir que la utilidad por unidad destinada
a la organización de este producto que es la junta de cabeza de motor es:
Utilidad 10.79 MXP
Los pedidos por parte del cliente están preestablecidos, es decir el lote
mínimo de venta corresponde a 600 piezas, de acuerdo al departamento de
planeación se venden al cliente alrededor de 3 lotes de 600 piezas a la semana
como dato mínimo. Por lo que la producción anual corresponde a 93,600 piezas al
año.

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 4
88
4.2 PROPUESTA DE REINGENIERÍA
Con ayuda de la metodología de la Planeación Avanzada de la Calidad del
Producto (APQP), se hace una propuesta de reingeniería que permita a la empresa
aumentar su productividad y así disminuir los costos. La reingeniería será aplicada
al producto y por consecuencia a los procesos necesarios para este. El propósito es
cambiar los materiales del producto, cambiando la junta de cabeza de de grafito
por una multilayer (multicapa) de acero, mejor conocida como MLS.
Lo anterior se justifica con un Cursograma Analítico que permite identificar
detalladamente las operaciones involucradas en el proceso el cual se compara con
el Cursograma Analítico piloto del proceso que se propone, identificando el
beneficio reflejado debido a la reducción de operaciones que a su vez origina un
ahorro económico, y competitividad en el mercado.
A continuación se muestra el Cursograma Analítico actual, con las
operaciones que se llevan a cabo en el proceso.

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 4
89
CURSOGRAMA ANALÍTICO
Operador / Proceso / Equipo Diagrama # 1 Hoja 1 de 6
Objeto: IDENTIFICAR DETALLADAMENTE TODAS LAS
OPERACIONES INVOLUCRADAS EN LA ELABORACIÓN DE UNA
JUNTA DE CABEZA DE MOTOR
RESUMEN
ACTIVIDAD Actual Propuesto
Operación 38 24
Actividad: FABRICACIÓN DE JUNTA DE CABEZA
DE MOTOR
Inspección 20 14
Transporte 26 16
Método:
ACTUAL
Espera 7 2
Almacenamiento 8 4
Compuesto por:
Distancia (m) 394 328
Tiempo (min.) 6572.5 1556
DESCRIPCIÓN
Dist
anci
a (m
)
Tiem
po (
min
.) SÍMBOLO
O B S E R V A C I O N E S
INSPECCION RECIBO DE FACING DE GRAFITO 12 X
IDENTIFICAR MATERIAL 12 5 X Se identifica el material y se etiqueta de
aprobado
A ALMACEN DE MATERIA PRIMA 5
X
ACOMODAR DE ACUERDO AL SISTEMA PEPS 10 X
A CALANDRIA 35 4 X
INSPECCIÓN RECIBO DE ACERO INOXIDABLE 12 X
IDENTIFICAR MATERIAL 10 5 X
TRASLADO DE MATERIAL AL ALMACÉN DE MATERIA PRIMA 5 X
ACOMODAR DE ACUERDO AL SISTEMA PEPS 10 X
TRASLADAR A CALANDRIA 37 5 X

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 4
90
DESCRIPCIÓN
Dist
anci
a (m
)
Tiem
po (
min
.) SÍMBOLO
O B S E R V A C I O N E S
EN ESPERA DE MONTAJE 45 X
TRASLADO DE TROQUEL DE PERFORADO A CALANDRIA 12 5 X
MONTAJE DE TORQUEL, ROLLOS DE FACING Y ACERO 45 X
AJUSTE DE PROCESO 15 X Operador se encarga del ajuste
INSPECCIÓN DE ESPESOR DE COMBINADO DE MATERIAL 5 X El operador hace la inspección
ESPERA DE LIBERACIÓN 10 X
LIBERACIÓN DE PROCESO 5 X Liberación por pare del auditor
COMBINAR MATERIAL 380 X El operador debe monitorear proceso
DESMOTAR ROLLO DE MATERIAL COMBINADO Y TROQUEL 45 X
TRASLADAR ROLLO COMBINADO A RACK DE ROLLOS 15 5 X
ACOMODAR EL ROLLO DE ACUERDO A SISTEMA PEPS 15 X
INSPECCION RECIBO DE ACERO INOXIDABLE CON
RECUBRIMIENTO 12 X
A ALMACEN DE MATERIA PRIMA 17 5 X
ACOMODO DE ROLLO DE ACERO INOXIDABLE CONFORME A
PEPS 10 X
EN ESPERA DE SLITTER X
TRASLADAR ROLLO DE ACERO A SLITTER 46 7 X
MONTAR Y CORTAR ROLLOS 20 X El operador debe monitorear proceso
INSPECCIÓN DE MATERIAL 5 X
DESMONTAR ROLLOS DE SLITTER 20 X
ACOMODO DE ROLLOS EN SU RESPECTIVO RACK 5 10 X

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 4
91
DESCRIPCIÓN
Dist
anci
a (m
)
Tiem
po (
min
.) SÍMBOLO
O B S E R V A C I O N E S
EN ESPERA DE IR A TROQUELADO X
A TROQUELADORA 5 5 X
TRASLADO DE TROQUEL DE OJILLO “A” A TROQUELADORA 15 5 X
MONTAR ROLLO DE LAMINA Y TROQUEL DE OJILLO 20 X
AJUSTE DE POCESO DE TROQUELADO DE OJILLO “A” 10 X
INSPECCIÓN DE TROQUELADO DE OJILLO “A” 5 X
LIBERACIÓN DE OJILLO “A” 5 X
TROQUELADO DE OJILLO “A” E IDENTIFICAR MATERIAL 30 X El operador debe monitorear
proceso
TRASLADAR OJILLOS “A” A ENGARGOLADO 15 2 X
DESMONTAR TROQUEL DE OJILLO “A” 10 X
TRASLADO DE TROQUEL DE OJILLO “B” A TROQUELADORA 6 5 X
MONTAR TROQUEL DE OJILLO “B” 10 X
AJUSTE DE POCESO DE TROQUELADO DE OJILLO B” 5 X
INSPECCIÓN DE TROQUELADO DE OJILLO “B” 5 X Responsabilidad del operador
LIBERACIÓN DE OJILLO “B” 5 X Liberación por el auditor
TROQUELADO DE OJILLO “B” E IDENTIFICAR MATERIAL 30 X El operador debe monitorear
proceso
TRASLADAR OJILLOS “B” A ENGARGOLADO 15 2 X
DESMONTAR ROLLO DE ACERO Y TROQUEL 10 X

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 4
92
DESCRIPCIÓN
Dist
anci
a (m
)
Tiem
po (
min
.) SÍMBOLO
O B S E R V A C I O N E S
TRASLADO DE TROQUEL DE OJILLO “COBRE” A
TROQUELADORA 6 5 X
MONTAR TROQUEL DE OJILLO “COBRE” 10 X
AJUSTE DE POCESO DE TROQUELADO DE OJILLO “COBRE” 5 X
INSPECCIÓN DE TROQUELADO DE OJILLO “COBRE” 5 X Responsabilidad del operador
LIBERACIÓN DE OJILLO “COBRE” 5 X Liberación por el auditor
TROQUELADO DE OJILLO “COBRE” E IDENTIFICAR 30 X El operador debe monitorear proceso
TRASLADAR OJILLOS “COBRE” A ENGARGOLADO 15 2 X
DESMONTAR ROLLO DE COBRE Y TROQUEL 10 X
TRASLADAR ROLLO DE MATERIAL COMBINADO A
TROQUELADO DE CUERPO 20 10 X
TRASLADAR TROQUEL DE TROQUELADO DE CUERPO 6 10 X
MONTAR ROLLO DE MATERIAL COMBINADO Y TROQUEL 15
X
AJUSTAR PROCESO 5 X
INSPECCIONAR CUERPO DE JUNTA DE CABEZA DE MOTOR 5 X Responsabilidad del operador
LIBERAR TROQUELADO DE CUERPO 5 X Liberación por el auditor
TROQUELAR CUERPO DE LA JUNTA DE CABEZA DE MOTOR 100 X El operador debe monitorear proceso
INSPECCIONAR MATERIAL 5 X
TRASLADAR MATERIAL A ENGARGOLADO 3 0.5 X
EN ESPERA DE ENGARGOLADO X
DESMONTAR ROLLO DE MATERIAL COMBINADO Y TROQUEL 10 X
TRASLADAR TROQUEL A RACK 6 5 X

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 4
93
ACOMODAR TROQUEL EN RACK 5 X
DESCRIPCIÓN
Dist
anci
a (m
)
Tiem
po (
min
.) SÍMBOLO O B S E R V A C I O N E S
TRASLADAR ROLLO DE MATERIAL A RACK DE ROLLOS 20 5 X
ACOMODAAR ROLLO DE MATERIAL COMBINADO DE ACUERDO A
PEPS 5 X
TRASLADAR TORQUEL DE ENGARGOLADO A TROQUELADORA 8 10 X
MONTAR TROQUEL DE ENGARGOLADO 15 X
PREPARAR OJILLO DE COBRE PARA RECOCIDO 10 X
TRASLADAR OJILLO DE COBRE A HORNO PARA RECOCIDO 17 0.5 X
RECOCER OJILLO DE COBRE 3 X Proceso rápido
LAVAR OJILLO DE COBRE 3 X
TRASLADAR OJILLO DE COBRE A ENGARGOLADO 17 0.5 X
AJUSTE DE ENGARGOLADO 30 X Troquel muy viejo
INSPECCIÓN DE ENGARGOLADO 5 X Responsabilidad del operador
LIBERACIÓN DE ENGARGOLADO 5 X Liberación por el auditor
ENGARGOLADO DE OJILLOS Y FLANGES 360 X Poka Yoke en el proceso, proceso
lento y complicado
IDENTIFICAR MATERIAL 5 X
DESMOTAR TROQUEL Y TRASLADAR A RACK DE TROQUELES 15 X
ACOMODAR TROQUEL EN RACK DE TROQUELES 5 X
EN ESPERA PARA PASAR A PROCESO DE PLANCHADO X La espera depende de los materiales
urgentes en producción

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 4
94
DESCRIPCIÓN
Dist
anci
a (m
)
Tiem
po (
min
.) SÍMBOLO
O B S E R V A C I O N E S
TRASLADAR A PROCESO DE PLANCHADO 13 2 X
AJUSTE DE PROCESO DE PLANCHADO 10 X
PLANCHADO DE MATERIAL 70 X El operador debe monitorear el proceso
EN ESPERA DE PASAR A PROCESO DE SERIGRAFÍA X
TRASLADAR MATERIAL A PROCESO DE SERIGRAFÍA 18 3 X
MONTAR PANTALLA PARA APLICACIÓN DE VITOCOTE 15 X
INSPECCIÓN DE LA APLICACIÓN DE VITOCOTE 5 X
PROCESO DE SERIGRAFÍA 600 X Aplicación de vitocote en ambos lados
del cuerpo
PASAR A INSPECCIÓN FINAL 2 X
INSPECCIÓN FINAL 4200 X
Se necesita de dos mujeres para este
proceso
LIBERACIÓN DE CALIDAD 10 X Liberación de producto y de empaque
EMPAQUE Y EMBALAJE DEL MATERIAL 20 X
A ALMACÉN DE PRODUCTO TERMINADO 10 X
MATERIAL EN ALMACEN DE PRODUCTO TERMINADO X
Tabla 4.13 Cursograma Analítico de Proceso Actual de la Junta de Cabeza de Motor de Grafito. Fuente Propia

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 4
95
Gracias a la representación de este Cursograma se puede notar que existe
una gran serie de pasos para poder fabricar la junta, sin embargo se hace un
análisis de estas operaciones y se compara con un Cursograma Analítico piloto,
que representa la secuencia de los posibles procesos de la Junta de Cabeza MLS
CURSOGRAMA ANALÍTICO
Operador / Material / Equipo Diagrama # 1 Hoja 1 de 4
Objeto: IDENTIFICAR DETALLADAMENTE TODAS LAS
OPERACIONES INVOLUCRADAS EN LA ELABORACIÓN DE UNA
JUNTA DE CABEZA DE MOTOR (MLS)
RESUMEN
ACTIVIDAD PROPUESTO
Operación 24
Actividad: FABRICACIÓN DE JUNTA DE CABEZA
DE MOTOR (MLS)
Inspección 14
Transporte 16
Método:
PROPUESTO
Espera 2
Almacenamiento 4
Compuesto por:
Distancia (m) 328
Tiempo (min.) 1556
DESCRIPCIÓN
Dist
anci
a (m
)
Tiem
po (
min
.) SÍMBOLO
O B S E R V A C I O N E S
INSPECCIÓN RECIBO DE ACERO INOXIDABLE 12 X
IDENTIFICAR MATERIAL 10 5 X
TRASLADO DE MATERIAL AL ALMACÉN DE MATERIA PRIMA 6 5 X
ACOMODAR DE ACUERDO AL SISTEMA PEPS 10 X

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 4
96
DESCRIPCIÓN
Dist
anci
a (m
)
Tiem
po (
min
.) SÍMBOLO
O B S E R V A C I O N E S
EN ESPERA DE SLITTER X
TRASLADAR ROLLO DE ACERO A SLITTER 46 7 X
MONTAR Y CORTAR ROLLOS 20 X
INSPECCIÓN DE MATERIAL 5 X
DESMONTAR ROLLOS DE SLITTER 20 X
ACOMODO DE ROLLOS EN SU RESPECTIVO RACK 5 10 X
EN ESPERA DE IR A TROQUELADO X
TRASLADAR ROLLO DE ACERO A TROQUELADO DE CAPA 1 20 10 X
TRASLADAR TROQUEL DE TROQUELADO DE DE CAPA 1 6 10 X
MONTAR ROLLO DE ACERO Y TROQUEL 15
X
AJUSTAR PROCESO 5 X
INSPECCIONAR CUERPO DE CAPA 1 5 X
LIBERAR CUERPO DE JUNTA DE CABEZA DE MOTOR (DE
CAPA 1) 5 X
TROQUELAR CUERPO DE LA JUNTA DE CABEZA DE MOTOR
(DE CAPA 1) 60 X
DESMONTAR TROQUEL Y TRASLADAR A RACK 17 15 X
ACOMODAR TROQUEL EN RACK DE TROQUELES 5 X
TRASLADAR A NERVADO 12 5 X
TRASLADAR TROQUEL DE NERVADO A MAQUINA 17 5 X

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 4
97
DESCRIPCIÓN
Dist
anci
a (m
)
Tiem
po (
min
.) SÍMBOLO
O B S E R V A C I O N E S
MONTAR TROQUEL DE NERVADO 15 X
AJUSTAR PROCESO 15 X
INSPECCIONAR NERVADO DE LA CAPA 1 5 X
LIBERAR NERVADO DE CAPA 1 5 X
NERVADO DE CAPA 1 300 X
DESMONTAR TROQUEL DE NERVADO Y TRASLADAR A RACK 17 15 X
ACOMODAR TROQUEL EN RACK 5 X
TRASLADO DE CAPA 1 A REMACHADO 35 5
TRASLADAR TROQUEL DE CAPA 2 6 10 X
MONTAR TROQUEL DE CAPA 2 15
X
AJUSTAR PROCESO 5 X
INSPECCIONAR CUERPO DE CAPA 2 5 X
LIBERAR CUERPO DE (DE CAPA 2 5 X
TROQUELAR CUERPO DE LA JUNTA DE CABEZA DE MOTOR
(DE CAPA 2) 60 X
DESMONTAR TROQUEL Y TRASLADAR A RACK 17 15 X
TRASLADAR TROQUEL DE DOBLEZ A 90° 10 7 X
MONTAR TROQUEL DE DOBLEZ DE LA CAPA 2 15 X
AJUSTAR PROCESO DE DOBLEZ A 90° DE LA CAPA 2 5 X
INSPECCIÓNAR PIEZA 2 X
LIBERAR PROCESO 10 X
DOBLEZ A 90° 90 X

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 4
98
DESCRIPCIÓN
Dist
anci
a (m
)
Tiem
po (
min
.) SÍMBOLO
O B S E R V A C I O N E S
DESMONTAR TROQUEL Y UBICAR EN SU RACK 15 X
TRASLADAR TROQUEL DE ENGARGOLADO DE LA CAPA 2 15 10 X
MONTAR TROQUEL DE ENGARGOLADO DE CAPA 2 15 X
AJUSTAR PROCESO DE ENGARGOLADO DE CAPA2 15 X
INSPECCIÓN DE ENGARGOLADO 5 X
LIBERACIÓN DE ENGARGOLADO 10 X
ENGARGOLADO DE CAPA 2 150 X
DESMONTAR TROQUEL Y TRASLADAR A RACK 15 X
TRASLADAR CAPA 2 A PLANCHADO 15 15 X
AJUSTAR PROCESO DE PLANCHADO 5 X
LIBERAR PROCESO DE PLANCHADO 5 X
PLANCHADO DE MATERIAL
TRASLADAR CAPA 2 A REMACHADO 35 2 X
INSPECCIONAR PRIMERA PIEZA DE REMACHADO 3 X
LIBERAR PROCESO 5 X
REMACHADO DE CAPA 1 Y 2 9 360 X
A EMPAQUE DE JUNTA DE CABEZA MLS 4 X
EMPAQUE DE JUSNTA MLS 70 X
TRASLADAR MATERIAL AL ALMACEN DE PRODUCTO
TERMINADO 30 6 X
ALMACENAR EMBARQUE 3 X
Tabla 4.14 Cursograma Analítico de Proceso Actual de la Junta de Cabeza de Motor de Grafito. Fuente Propia

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 4
99
En este Cursograma Analítico se nota la cantidad de operaciones que se
llevarían a cabo en la fabricación de la junta de motor (MLS). Teniendo una
reducción considerable de operaciones como se muestra en la siguiente ilustración
RESUMEN
ACTIVIDAD Actual Propuesto
Operación 38 24
Inspección 20 14
Transporte 26 16
Espera 7 2
Almacenamiento 8 4
Distancia (m) 394 328
Tiempo (min.) 6572.5 1556
La ilustración anterior refleja una reducción de las operaciones al 36.84%, en
las inspecciones 30%, se reducen los eventos de transporte al 38.46%, las demoras
al 71.42% y estima que los inventarios se reduzcan al 50%.
Este tipo de cursograma sirve para analizar lo conveniente que sería el
cambio del proceso y en el diseño del producto, para poder disminuir de manera
considerable la cantidad de operaciones en el proceso haciéndolo más ágil y
esbelto.
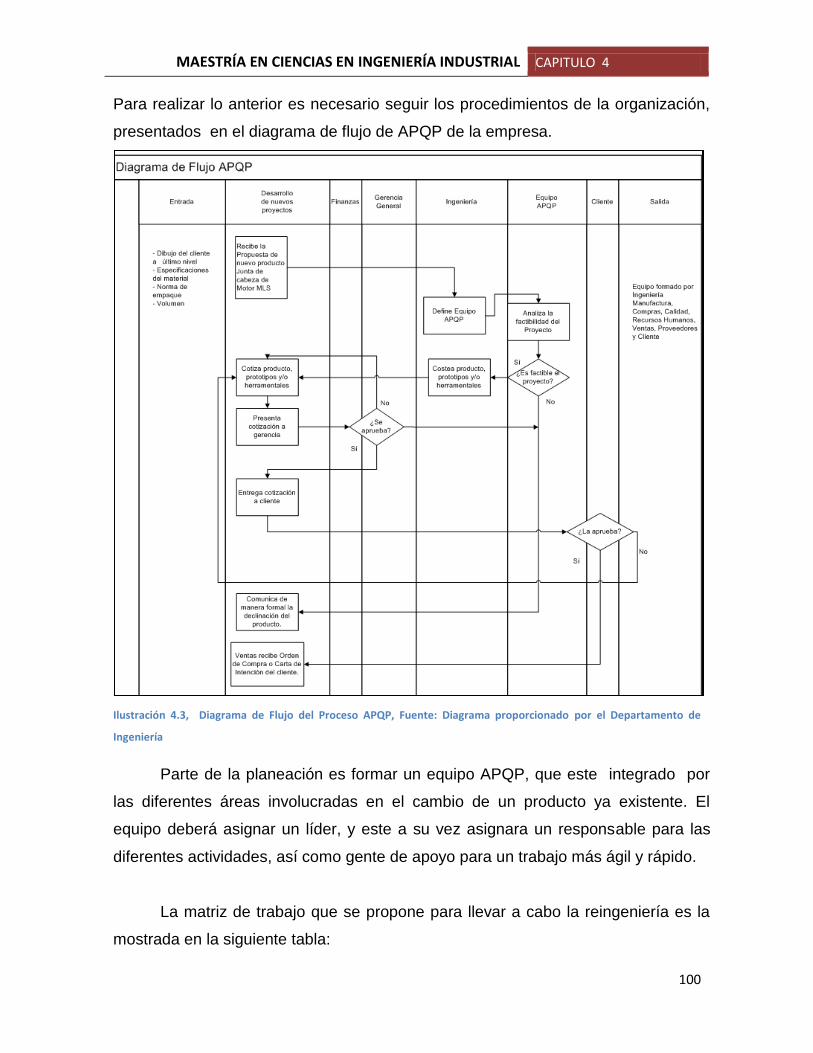
MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 4
100
Para realizar lo anterior es necesario seguir los procedimientos de la organización,
presentados en el diagrama de flujo de APQP de la empresa.
Ilustración 4.3, Diagrama de Flujo del Proceso APQP, Fuente: Diagrama proporcionado por el Departamento de
Ingeniería
Parte de la planeación es formar un equipo APQP, que este integrado por
las diferentes áreas involucradas en el cambio de un producto ya existente. El
equipo deberá asignar un líder, y este a su vez asignara un responsable para las
diferentes actividades, así como gente de apoyo para un trabajo más ágil y rápido.
La matriz de trabajo que se propone para llevar a cabo la reingeniería es la
mostrada en la siguiente tabla:

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 4
101

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 4
102
La matriz se realiza con el fin de tener una mejor identificación de las
actividades a realizar, los responsables y las personas de apoyo, que ayudan al
equipo a tener una mejor comunicación.
4.2.1 FUNDAMENTOS DE LA PLANEACIÓN DE LA CALIDAD DEL PRODUCTO
De acuerdo al manual del APQP, La planeación de la calidad del producto es
un método estructurado que define y establece los pasos necesarios para satisfacer
las necesidades del cliente, la meta de esta planeación es facilitar la comunicación
entre cada integrante del equipo APQP y así cumplir con las actividades necesarias
en el tiempo requerido.
Los beneficios que se proponen son:
- Dirigir de manera correcta los recursos para la satisfacción del
cliente
- Evitar cambios de última hora
- Promover la calidad del producto en tiempo y con el menor costo
DEFINIR EL ALCANCE
Este proyecto está dirigido únicamente a una junta de cabeza de motor
fabricada con los siguientes materiales: grafito y acero inoxidable. De igual manera
la reingeniería que se propone, estará basada en la maquinaria y herramentales
existentes en la planta.

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 4
103
4.2.2 PLANEACIÓN Y DEFINICIÓN DE LA REINGENIERÍA DEL PRODUCTO Y
LOS PROCESOS
El proyecto comienza con la planeación y definición de la propuesta, sin dejar
a un lado los requerimientos del cliente, así como la capacidad de la planta.
Como ya se ha mencionado en este trabajo, la propuesta es una
reingeniería aplicada a una junta de motor de grafito, que será reemplazada por
una junta de cabeza de motor MLS.
El cliente podrá aprobar la reingeniería si y sólo si, se cumplen con los
requisitos solicitados, que es el cumplir con la función de sellado y la superficie a
sellar debe contar con las siguientes especificaciones para una junta de cabeza de
motor MLS:
• Irregularidades inferiores a:
0.02 mm En una distancia de 100 mm longitudinal
0.04 mm En una distancia de 400 mm longitudinal
0.02 mm En una distancia de 100 mm transversal
• Ondulaciones menores a 20 µ (micras)
• Rugosidades entre 6 y 15 µ (micras)
Con base a lo anterior se propone un producto que cuente con los siguientes
materiales:
- Acero con recubrimiento NBR Grado 604 de 0.010”
- Remache de Latón
- Etiqueta
- Poliolefina
- Resp. Micro.S/imp 20.0 x 50.0 cm
- Contenedor

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 4
104
Las especificaciones del acero, deben ser tipo Sae 1010 con recubrimiento
NBR grado 604 de 0.010“de espesor, además de cumplir con lo siguiente:
Ilustración 4.4 Requerimientos por parte del cliente, Fuente: Información proporcionada por el Departamento de Calidad

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 4
105
Ilustración 4.5 Lay out de nuevo producto, Fuente: Propia
4.2.2.1 PROPUESTA DE REINGENIERÍA, DISEÑO Y DESARROLLO DEL
PROCESO DEL PRODUCTO
El objetivo de este trabajo es aplicar la reingeniería con ayuda de la
metodología correspondiente al APQP, para cambiar los procesos actuales, por
otros más sencillos y más productivos.
Una vez que se han identificado las mejoras posibles a obtener en el nuevo
diseño el proceso y del producto, y teniendo la viabilidad financiera, se comienza a
planificar las actividades, su duración y respectivo responsable. El Gantt ayuda a
visualizar el tiempo de inicio, duración y término de la actividad.

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 4
106

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 4
107
PROPUESTA DE NUEVO PROCESO
El diseño de la nueva junta de cabeza de motor MLS será el mismo que la de
grafito, hablando geométricamente, ya que el diseño de la estructura del motor no
cambia, pero si implica el cambio de los materiales, y algunas operaciones del
proceso actual.
Los cambios en el proceso, se reflejan en el siguiente diagrama de flujo:

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 4
108
Imagen 4.6 Propuesta de Nuevo Proceso, Diagrama de Flujo del Procesos para la Junta de Cabeza de Motor (MLS),
Fuente Propia

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 4
109
En el diagrama de flujo anterior se nota de manera palpable, la disminución
de actividades en el nuevo proceso, sin embargo no es suficiente. Aún falta
considerar el equivalente a los estándares de las nuevas operaciones, y sus
respectivos costos. Haciendo una investigación y obteniendo información por parte
del departamento de manufactura se obtiene que los posibles estándares para la
realización de la junta de cabeza de motor MLS sean los mostrados en la siguiente
tabla:
Operación Estándar Unidades
Slitteado de lamina 1000 m/h
Troquelado capa 1 700 pzs/h
Troquelado capa 2 700 pzs/h
Nervado capa1 152 pzs/h
Doblez a 90° capa 2 400 pzs/h
Engargolado capa 2 250 pzs/h
Nervado Planchado Capa 2 250 pzs/h
Remachado capa 1, 2 125 pzs/h
Empaque 600 pzs/h
Tabla 4.17 Tabla de los posibles estándares para los procesos de una junta de cabeza MLS.
Para estas operaciones se muestran los costos que corresponden a los
materiales necesarios para la fabricación, así como los costos que involucran las
operaciones. Estos se muestran a continuación:

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 4
110
Tabla 4.18 Tabla de costos estimados para la fabricación de una junta de cabeza MLS, Fuente: Información obtenida por el
departamento de Ventas e Ingeniería
De acuerdo a lo anterior el costo de venta sería:
Costo de Venta de la Junta de Cabeza de
Motor MLS 41.61 MXP
4.2.2.2 PROPUESTA DEL HERRAMENTAL
En la planta se manejan juntas MLS, pero el proceso es por corte en laser, lo
que hace más lento y con mayor costo, sin embargo este proyecto no pretende
utilizar el corte por laser, el proceso será troquelado ya que es un proceso más
rápido, flexible y aplicable a 4 maquinas en la planta, además que no producirá
mas desecho que el corte por laser.
Para ello se diseñaran troqueles aptos para la maquinaria y cuyos costos
tentativos son los siguientes:

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CAPITULO 4
111
Descripción Tipo de herramental Costo en
MN
Tiempo de entrega
(semanas)
CAPA 1 CORTE DE CUERPO $110,000.00 12
CAPA 2 CORTE DE CUERPO $110,000.00 12
DOBLEZ A 90º CAPA2 TROQUEL PARA DOBLEZ $60,000.00 12
CAPA 2 TROQUEL DE ENGARGOLADO $60,000.00 12
CAPA 1 TROQUEL DE NERVADO $80,000.00 12
CAPA 2 PLANCHADO Y NERVADO $100,000.00 12
TOTAL HERRAMENTALES $520,000.00
Tabla 4.19 Tabla de Costos estimados para la fabricación de herramentales, fuente: Información Proporcionada por el
Departamento de Desarrollo y Diseño.
4.3 IMPACTO ECONÓMICO
La aplicación de la reingeniería, objeto de estudio de este trabajo, prevé, al
comparar el costo de fabricación de la junta de cabeza de grafito, con el costo de
fabricación de la junta de cabeza de MLS, un efecto económico substancial. Se
estima un ahorro de 4.06 pesos mexicanos por unidad.
Considerando la demanda para este producto, este proyecto puede generar
un incremento de utilidad a la organización, en la eficiencia de la mano de obra y
la producción, al igual que disminuir el nivel de desecho y la probabilidad de
tener una reclamación por parte del cliente. Esta reingeniería establece un
cambio en los procesos para hacerlos más flexibles y menos problemáticos, con
el fin de vender un producto confiable y libre de defectos al menor costo.
Es importante en cualquier organización contar con la última tecnología para
poder llevar a cabo ciertas operaciones y procesos, sin embargo la reingeniería
proporciona procesos flexibles y confiables utilizando los recursos ya existentes,
evitando que la organización tenga una inversión fuerte.

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CONCLUSIONES
112
CONCLUSIONES
Una vez que se conoció de manera general la empresa en donde se realizó
la investigación, se identificó uno de los productos que generan mayor impacto en
una de las plantas, analizando los múltiples problemas que lleva el fabricar este
producto, realizando un diagnóstico con un planteamiento de propuesta con sus
demostraciones y planteando soluciones que impactan en el estado económico de
la empresa, se hace conocer las conclusiones en la elaboración de esta
investigación:
1.- La empresa en donde se realizó la investigación produce una gran
variedad de auto partes, para a satisfacer, en primer lugar el mercado de
refacciones, pero también se cubre parte de las necesidades del mercado de
equipo original motivo por el cual se realizó esta investigación, con objeto de
elevar la competitividad del producto en estudio como equipo original.
2.- De la empresa se eligió una de las plantas que tuviera un problema
significativo y de mayor impacto económico. Se eligió la planta encargada de la
manufactura de juntas duras y el producto que ocasiona más problemas en esta
planta. El producto que se eligió para hacer la mejora, fue la junta de cabeza de
grafito debido a que los procesos que la envuelven son deficientes y la empresa
no obtiene la ganancia esperada.
3.- La aplicación de la reingeniería, con ayuda de la metodología del APQP
en el proceso de producción de la autoparte en estudio, permitió un mejoramiento
considerable en la calidad de la misma, sin cambios drásticos en la infraestructura
original, lo que representa un ahorro substancial, para la empresa con incremento
en sus beneficios.
4.- Como resultado de esta investigación se lograron varios objetivos, entre
otros la mejora de la calidad del producto, la reducción de piezas defectuosas y la
simplificación del proceso, con la correspondiente mejora de la organización del
proceso productivo y los respectivos beneficios en la aplicación de los recursos
humanos.

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL CONCLUSIONES
113
5.- Con este trabajo se confirma el potencial de la reingeniería como
estrategia de mejora de la productividad y se demuestran los beneficios que se
pueden lograr de esta reingeniería, y que puede ayudar a la empresa a ser más
competitiva en el mercado.
Para la aplicación de la reingeniería en cualquier proceso es muy
importante estudiar con detenimiento las indicaciones de la aplicación del APQP y
observar con fidelidad los formatos y procedimientos en ella establecidos.
En relación a futuras investigaciones, relacionadas con esta tesis, se
sugieren las siguientes:
- Investigación sobre las posibles mejoras en los nuevos procesos,
con ayuda de Lean Manufacturing (Manufactura Esbelta).
- Investigación sobre materiales que ayuden a los procesos a ser
más flexibles, mejorando la calidad del producto.
MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL Bibliografía
114
BIBLIOGRAFÍA
- ANSOFF, Igor (1976), “La guía de la empresa”, Ed. Universidad
Navarra.
- BERNARDEZ, Mariano L. (2009), "Desempeño Humano Manual de
Consultoría", Vol. I, Ed. Global Business Press, pp. 348, 349.
- CZERNIK, Daniel (1996), "Gaskets: Design, Selection and Testing",
Ed. Mc Graw Hill, United States of America, pp 1-3, 42-45, 253-
254,
- GUTIERREZ, Humberto (1997), “Calidad total y productividad”, Ed.
Mc Graw Hill, pp. 7-45.
- HAMMER, Michael, CHAMPY James. “Reingeniería", Ed. Norma
pp.34-37.
- HARBOUR, Jerry L. (1996) "Manual de trabajo de Reingeniería en
Procesos", Ed. Panorama, pp. 7-70.
- HERMIDA, Jorge (1998), Administración y Estrategia “Teoría y
Práctica”, Ed. Macchi, pp. 198-220.
- IMA, Masaaki (1998), “Kaizen La clave e la Ventaja Competitiva”,
Décima reimpresión, Ed. Cecsa, México, pp. 39-84.
- MAURICK, J. (1999), “El estratega efectivo habilidades de todos
los gerentes”, Ed. Panorama, México, pp 24- 27

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL BIBLIOGRAFÍA
115
- MORRIS , Daniel, BRANDON Joel (1995), "Reingeniería, como
aplicarla con éxito en los negocios", Ed. Mc Graw Hill pp, 10-17.
- PYZDEK, Thomas (2010), The Six Sigma Handbook,, Third edition
Mc Graw Hill, pp 3, 7.
- RAYMOND L., Manganelli, CÁRDENAS Jorge, KLEIN, Mark M.
(2004), "¿Cómo hacer reingeniería?, Guía indispensable paso a
paso.”, Grupo Editorial Norma, pp. 5-30.
- SILICEO, Alfonso (1992), “Liderazgo para la productividad en
México”, Limusa, pp. 55-67.
- SMITH, Radley (2004), “The ISO/TS 16949 ANSWER BOOK: A
STEP-BY STEP GUIDE FOR AUTOMOTIVE SUPPLIERS”, Ed.
Patron Press, United States of America, pp171, 172.
- STERN, Carl W. (2002), "Ideas sobre estrategia", Ed. DEUSTO,
United States of America, pp 131.
- SUMANTH, David J. (1990), “Ingeniería y administración de la
productividad”, Mc Graw Hill, México.
- SUMMERS, Donna (2006), “Administración de la Calidad”, , Ed.
Pearson Educación, México, 1era Edición, pp41.
- TAKANAKA , Akira (abril 1986), “Promoción de la productividad: la
experiencia del Japón y otros países asiáticos”. Seminario sobre
estrategias y técnicas para el incremento de productividad en
México D.F.,

MAESTRÍA EN CIENCIAS EN INGENIERÍA INDUSTRIAL BIBLIOGRAFÍA
116
- VELÁZQUEZ, Guillermo (2006), Liderazgo del tercer milenio
opciones para aumentar la productividad, Ciecas.
- WHEAT, Barbara, (2004), “Seis Sigma, Una Parábola sobre el
camino hacia la excelencia de una empresa esbelta". Ed. Norma.
- http://es.scribd.com/doc/7199915/Juntas-Del-Motor-Tipos-de-
Juntas
- http://www.salesianosburgos.com/DEPARTAMENTOS/Autos/apunt
es/Apuntes%20de%20Motores/TIPOS%20DE%20JUNTAS.pdf
