injecao de polimeros apresentacao 04-09-20021
TRANSCRIPT

INJEÇÃO DE PLÁSTICOSINJEÇÃO DE PLÁSTICOS

INJE TEC INDÚSTRIA E INJE TEC INDÚSTRIA E COMÉRCIOCOMÉRCIO
Rua Walter Boveri, 405 -Jardim Novo Osasco cep 06053 -120
telefone 3609-9337
Fabio Noboru Tomiyama 3002889-2Filipe Fabian Buscariolo 3000270-2Tarso Ghirardello 3002962-7Walter José Cintra Neto 3004970-9Fabrício Pires
INTRODUÇÃOINTRODUÇÃODécada de 40: peças simples, poucos gramas;Década de 40: peças simples, poucos gramas;
Crescimento do mercado (alta aplicação);Crescimento do mercado (alta aplicação);
Atualmente: peças maiores e mais complexas.Atualmente: peças maiores e mais complexas.

MATERIAIS PLÁSTICOSMATERIAIS PLÁSTICOSResinas naturais ou sintéticas;Resinas naturais ou sintéticas;
Pressão e calor;Pressão e calor;
Fluir e adquirir forma determinada;Fluir e adquirir forma determinada;
Natureza Orgânica, CARBONO.Natureza Orgânica, CARBONO.

CLASSIFICAÇÃOCLASSIFICAÇÃO
TERMOPLÁSTICOS
AQUECIDO ENDURECIDOESFRIADOAMOLECIDO
Exemplo: Polietileno, Polipropileno, Poliestireno, PVC, Poliamida.

CLASSIFICAÇÃOCLASSIFICAÇÃO
TERMOESTÁVEIS
AQUECIDO ESTADOIRREVERSÍVELESFRIADOAMOLECIDO
Exemplo: Fenol-Formaldeído, Poliester.

COMPONENTESCOMPONENTES
Resina;Resina;
Carga;Carga;
Plastificantes;Plastificantes;
Lubrificantes;Lubrificantes;
Corantes;Corantes;
Estabilizadores.Estabilizadores.
PRINCIPAIS PROPRIEDADESPRINCIPAIS PROPRIEDADES
Baixo peso específico;Baixo peso específico;
Baixa condutibilidade elétrica e térmica;Baixa condutibilidade elétrica e térmica;
Resistência mecânica aceitável;Resistência mecânica aceitável;
Boa apresentação e acabamento;Boa apresentação e acabamento;
Facilidade de moldagem.Facilidade de moldagem.

CONTRAÇÃOCONTRAÇÃODiferença entre as dimensões da peça injetada após o Diferença entre as dimensões da peça injetada após o equilíbrio térmico;equilíbrio térmico;
Assim o molde deve ser confeccionado de acordo Assim o molde deve ser confeccionado de acordo com a contração do material.com a contração do material.

RECOMENDAÇÕES PARA RECOMENDAÇÕES PARA REDUZIR A CONTRAÇÃOREDUZIR A CONTRAÇÃO
Diminuir a temperatura do material;Diminuir a temperatura do material;Aumentar a pressão de injeção;Aumentar a pressão de injeção;Reduzir o limite de carga a ser injetada;Reduzir o limite de carga a ser injetada;Reduzir a temperatura do molde;Reduzir a temperatura do molde;Aumentar o tamanho da entrada da cavidade;Aumentar o tamanho da entrada da cavidade;Aumentar o tamanho do bico;Aumentar o tamanho do bico;Colocar entradas múltiplas;Colocar entradas múltiplas;Aumentar o tempo de avanço;Aumentar o tempo de avanço;Aumentar a velocidade de injeção;Aumentar a velocidade de injeção;Aumentar o tempo de molde fechado;Aumentar o tempo de molde fechado;Aumentar a saída de ar da cavidade.Aumentar a saída de ar da cavidade.

TABELA DE CONTRAÇÃOTABELA DE CONTRAÇÃOMateriais Abreviaturas % de
Contração Acetato de Celulose
CA 0,3 – 0,7
Poliamida (Nylon)
PA 1,0 – 2,5
Poliestireno PS 0,2 – 0,6 Acrilonitrila Butadieno Estireno
ABS 0,3 – 0,8
Polietileno PE 1,5 – 3,0 Polipropileno PP 1,5 – 2,5 Policarbonato PC 0,5 – 0,7

MÁQUINAS DE INJEÇÃOMÁQUINAS DE INJEÇÃOAmpla variedade de equipamentosAmpla variedade de equipamentos
Unidade de injeçãoUnidade de injeção
1. Máquina a pistão (convencional)1. Máquina a pistão (convencional)-- Cilindro horizontal;Cilindro horizontal;-- Cilindro vertical.Cilindro vertical.
2. Máquina com rosca2. Máquina com rosca--pistãopistão-- Acionamento hidráulico;Acionamento hidráulico;-- Acionamento elétrico para rotação da rosca;Acionamento elétrico para rotação da rosca;-- PréPré--plastificador de rosca, acionamento plastificador de rosca, acionamento
hidráulico com injeção a pistão.hidráulico com injeção a pistão.

MÁQUINAS DE INJEÇÃOMÁQUINAS DE INJEÇÃOUnidade de fechamento do molde.Unidade de fechamento do molde.
1. Cilindro hidráulico, fechamento horizontal.1. Cilindro hidráulico, fechamento horizontal.2. Fechamento com articulação.2. Fechamento com articulação.
-- Horizontal;Horizontal;-- Vertical.Vertical.
Melhora no mercado de máquinas com rosca quando Melhora no mercado de máquinas com rosca quando comparadas às convencionais (a pistão).comparadas às convencionais (a pistão).

MÁQUINAS DE INJEÇÃOMÁQUINAS DE INJEÇÃOPara uma boa versatilidade e qualidade:Para uma boa versatilidade e qualidade:
1. Cilindro: no mínimo três zonas de aquecimento;1. Cilindro: no mínimo três zonas de aquecimento;2. Pressão de injeção: variável de no mínimo 2. Pressão de injeção: variável de no mínimo
20000 psi (1400 kg/cm2), com até 5 estágios;20000 psi (1400 kg/cm2), com até 5 estágios;3. Velocidade de injeção: variável e controlada, no 3. Velocidade de injeção: variável e controlada, no
máximo 150 cm/minuto (60 máximo 150 cm/minuto (60 pol/minpol/min););4. Alimentação ajustável: deve ser precisa a fim 4. Alimentação ajustável: deve ser precisa a fim
de controlar o peso e quantidade de material de controlar o peso e quantidade de material injetado;injetado;
5. Timers: devem ser precisos, com 0,1 seg, a fim 5. Timers: devem ser precisos, com 0,1 seg, a fim de medir o tempo de injeção, etc.de medir o tempo de injeção, etc.

CONSTITUIÇÃOCONSTITUIÇÃO
A - Base D - Placa móvelB - Conjunto injetor E - Conjunto de fechamentoC - Placa estacionária F - Motor e sistema hidráulico

CAPACIDADE DA INJETORACAPACIDADE DA INJETORACapacidade de injeção;Capacidade de injeção;
Capacidade de plastificação;Capacidade de plastificação;
Força de fechamento;Força de fechamento;
Pressão de injeção.Pressão de injeção.

FABRICANTES NACIONAISFABRICANTES NACIONAIS
HIMACOHIMACO -- HIDRÁULICOS E MÁQUINAS LTDA;HIDRÁULICOS E MÁQUINAS LTDA;
ROMIROMI -- INDÚSTRIA ROMI INDÚSTRIA ROMI S/AS/A;;
FERBATEFERBATE -- FERROSTAAL DO BRASIL FERROSTAAL DO BRASIL S/AS/A;;
SEMERAROSEMERARO -- IRMÃOS SEMERARO LTDA;IRMÃOS SEMERARO LTDA;
MGMG -- IND. DE MÁQUINAS MG LTDA;IND. DE MÁQUINAS MG LTDA;
MECÂNICA ORIENTEMECÂNICA ORIENTE -- MECÂNICA ORIENTE LTDA;MECÂNICA ORIENTE LTDA;
PICPIC -- PETERSEN & CIA. LTDA;PETERSEN & CIA. LTDA;
PAVANPAVAN -- ZANETTI INDÚSTRIA METALÚRGICA LTDA;ZANETTI INDÚSTRIA METALÚRGICA LTDA;
JASONJASON -- IND. COM. MAQ. EQUIP. LTDA.IND. COM. MAQ. EQUIP. LTDA.

DADOS TÉCNICOSDADOS TÉCNICOS
SECAGEM:SECAGEM:
-- Baixo grau de umidade;Baixo grau de umidade;-- Pode ser feita em estufas de bandeja, secadores Pode ser feita em estufas de bandeja, secadores de de
ar circulante ou funis secadores;ar circulante ou funis secadores;-- Pode ser feita de 2 a 4 horas, a uma temperatura de 60 Pode ser feita de 2 a 4 horas, a uma temperatura de 60
a 150 °C;a 150 °C;-- RecomendaRecomenda--se que a espessura de material não se que a espessura de material não
ultrapasse 2 cm.ultrapasse 2 cm.

DADOS TÉCNICOSDADOS TÉCNICOSGEOMETRIA DOS MATERIAIS:GEOMETRIA DOS MATERIAIS:
-- Geralmente colocados em pequenos grãos;Geralmente colocados em pequenos grãos;-- PodePode--se também colocar aparas, produzidas se também colocar aparas, produzidas
pela moagem dos refugos;pela moagem dos refugos;-- Excesso de “pó”, pode causar manchas.Excesso de “pó”, pode causar manchas.
LUBRIFICANTES:LUBRIFICANTES:
-- Permite que o material flua melhor em funis e Permite que o material flua melhor em funis e tubos de transporte;tubos de transporte;
-- Evita manchas escuras.Evita manchas escuras.

DADOS TÉCNICOSDADOS TÉCNICOSALTA TEMPERATURA DE INJEÇÃO:ALTA TEMPERATURA DE INJEÇÃO:
-- Menor a viscosidade;Menor a viscosidade;-- Menor pressão necessária;Menor pressão necessária;-- Levar em conta o material a ser injetado e o tipo de Levar em conta o material a ser injetado e o tipo de
moldagem.moldagem.
ALTA TEMPERATURA DO MOLDE:ALTA TEMPERATURA DO MOLDE:
-- Redução das tensões internas;Redução das tensões internas;-- Superfícies mais brilhantes;Superfícies mais brilhantes;-- Minimizam linhas de junção e marcas do fluxo do Minimizam linhas de junção e marcas do fluxo do
material;material;-- Ciclos maiores.Ciclos maiores.
DADOS TÉCNICOSDADOS TÉCNICOS
PRESSÃO DE INJEÇÃO:PRESSÃO DE INJEÇÃO:
-- Estar entre 400 e 1400 kg/cm2(6000 a 20000psi).Estar entre 400 e 1400 kg/cm2(6000 a 20000psi).
TEMPO DE INJEÇÃO:TEMPO DE INJEÇÃO:
-- Intervalo entre o instante que a rosca avança e o Intervalo entre o instante que a rosca avança e o momento que a pressão pára de atuar;momento que a pressão pára de atuar;
-- Tempo de enchimento Tempo de enchimento -- período inicial quando o período inicial quando o avanço da rosca está em alta velocidade.avanço da rosca está em alta velocidade.

DADOS TÉCNICOSDADOS TÉCNICOSCICLOS DE INJEÇÃO:CICLOS DE INJEÇÃO:
-- Intervalo total entre o instante em que o molde se fecha Intervalo total entre o instante em que o molde se fecha durante um ciclo é o instante correspondente em que ele se durante um ciclo é o instante correspondente em que ele se fecha no ciclo seguinte.fecha no ciclo seguinte.
TOLERÂNCIAS DIMENSIONAIS:TOLERÂNCIAS DIMENSIONAIS:
-- Tolerâncias comerciais são de aproximadamente Tolerâncias comerciais são de aproximadamente 0,005 cm para dimensões de até 2,5 cm e 0,005 cm para dimensões de até 2,5 cm e aproximadamente 0,0025 cm para cada 2,5 cm aproximadamente 0,0025 cm para cada 2,5 cm adicionais.adicionais.

PLASTIFICAÇÃO DOPLASTIFICAÇÃO DOPOLÍMEROPOLÍMERO
Sistemas de plastificação:Sistemas de plastificação:
1. Máquina de dois estágios1. Máquina de dois estágios-- Plastificação;Plastificação;-- Pistão.Pistão.
2. Combinação de rosca2. Combinação de rosca--pistão em um estágiopistão em um estágio-- Plastificação e pistão.Plastificação e pistão.
PLASTIFICAÇÃO DOPLASTIFICAÇÃO DOPOLÍMEROPOLÍMERO
PROJETO DA ROSCA:PROJETO DA ROSCA:
-- Geometria das roscas;Geometria das roscas;-- Razão de compressão;Razão de compressão;-- Comprimento da rosca;Comprimento da rosca;-- Profundidade do canal.Profundidade do canal.
VÁLVULAS DE RETENÇÃOVÁLVULAS DE RETENÇÃO
-- É necessária quando:É necessária quando:-- Viscosidade do material for baixa;Viscosidade do material for baixa;-- Pressão da injeção for alta;Pressão da injeção for alta;-- Relação L/D da rosca for pequena.Relação L/D da rosca for pequena.

PLASTIFICAÇÃO DOPLASTIFICAÇÃO DOPOLÍMEROPOLÍMERO
CONTROLE DA TEMPERARURA DO CILINDRO:CONTROLE DA TEMPERARURA DO CILINDRO:
-- Controlado por pirômetros através da:Controlado por pirômetros através da:-- Diminuição da velocidade de rotação;Diminuição da velocidade de rotação;-- Aumento do ciclo;Aumento do ciclo;-- Diminuição da contraDiminuição da contra--pressão;pressão;-- Aumento da temperatura na alimentação.Aumento da temperatura na alimentação.
VELOCIDADE DE ROTAÇÃO DA ROSCA:VELOCIDADE DE ROTAÇÃO DA ROSCA:
-- Quanto maior, maior será a produção.Quanto maior, maior será a produção.

MoldesMoldesO molde é adaptado ao final da máquina e recebe, em sua O molde é adaptado ao final da máquina e recebe, em sua cavidade material plástico fundido por meio de pressão;cavidade material plástico fundido por meio de pressão;
Fatores importantes no projeto de um molde: peso, Fatores importantes no projeto de um molde: peso, tamanho e desenho da peça para decidir qual a melhor tamanho e desenho da peça para decidir qual a melhor localização para as entradas, número de cavidades, etc.localização para as entradas, número de cavidades, etc.

ConsideraçõesConsiderações BásicasBásicasO projeto básico do molde depende:O projeto básico do molde depende:
Tamanho e forma da peça;Tamanho e forma da peça;Número de cavidades;Número de cavidades;Tamanho e capacidade da máquina;Tamanho e capacidade da máquina;Força de fechamento;Força de fechamento;Pressão de injeção;Pressão de injeção;Capacidade da máquina;Capacidade da máquina;Fluxo de material no molde;Fluxo de material no molde;Contração.Contração.

ComponentesComponentes dodo MoldeMolde

BuchaBucha dede InjeçãoInjeçãoÉ o componente do molde através do qual o fluxo de É o componente do molde através do qual o fluxo de material plástico sai da máquina até às cavidades do material plástico sai da máquina até às cavidades do molde.molde.
CavidadesCavidades
Ela é composta por duas parte:a unidade fêmea, que Ela é composta por duas parte:a unidade fêmea, que modela a parte externa da peça e o núcleo ou modela a parte externa da peça e o núcleo ou unidade macho que molda sua parte interna.unidade macho que molda sua parte interna.
Ela pode ser obtida por:Ela pode ser obtida por:-- usinagemusinagem a partir do sólido;a partir do sólido;-- fundição;fundição;-- eletrodeposição;eletrodeposição;-- composição de postiços.composição de postiços.
A seleção dos materiais depende de alguns fatores:A seleção dos materiais depende de alguns fatores:-- precisão requerida;precisão requerida;-- número esperado de produção;número esperado de produção;-- processo de obtenção da cavidade;processo de obtenção da cavidade;-- acabamento e tratamento térmico disponíveis.acabamento e tratamento térmico disponíveis.

OutrosOutros ComponentesComponentes
ColunaColuna--Guia e BuchaGuia e Bucha--Guia;Guia;
Pinos de Extração;Pinos de Extração;
Saídas de Gases.Saídas de Gases.
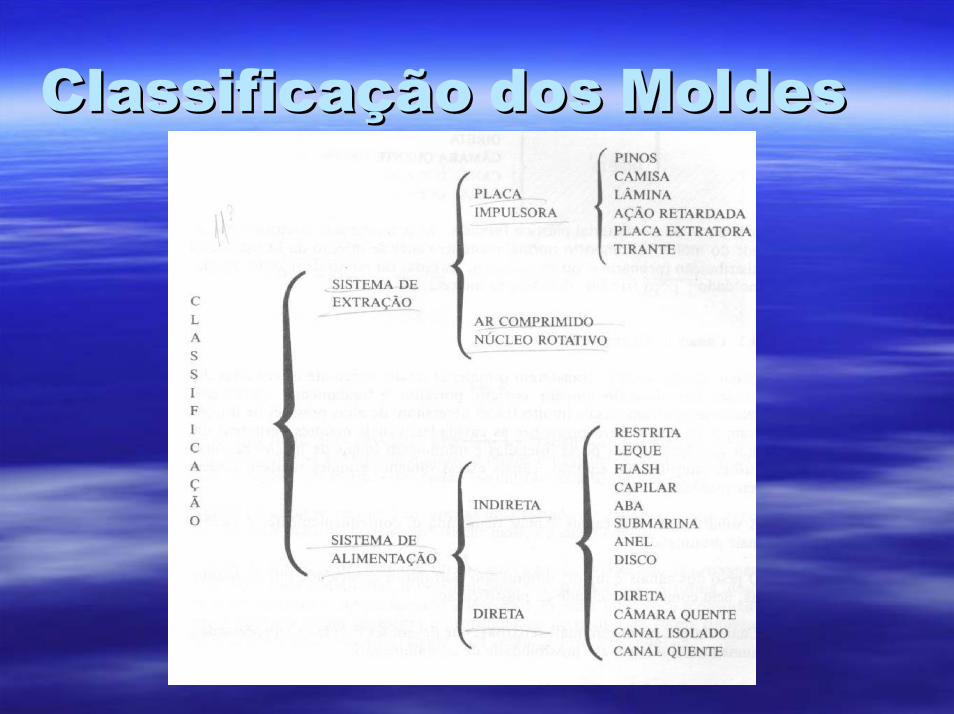
ClassificaçãoClassificação dosdos MoldesMoldes
SistemaSistema dede AlimentaçãoAlimentaçãodasdas CavidadesCavidades
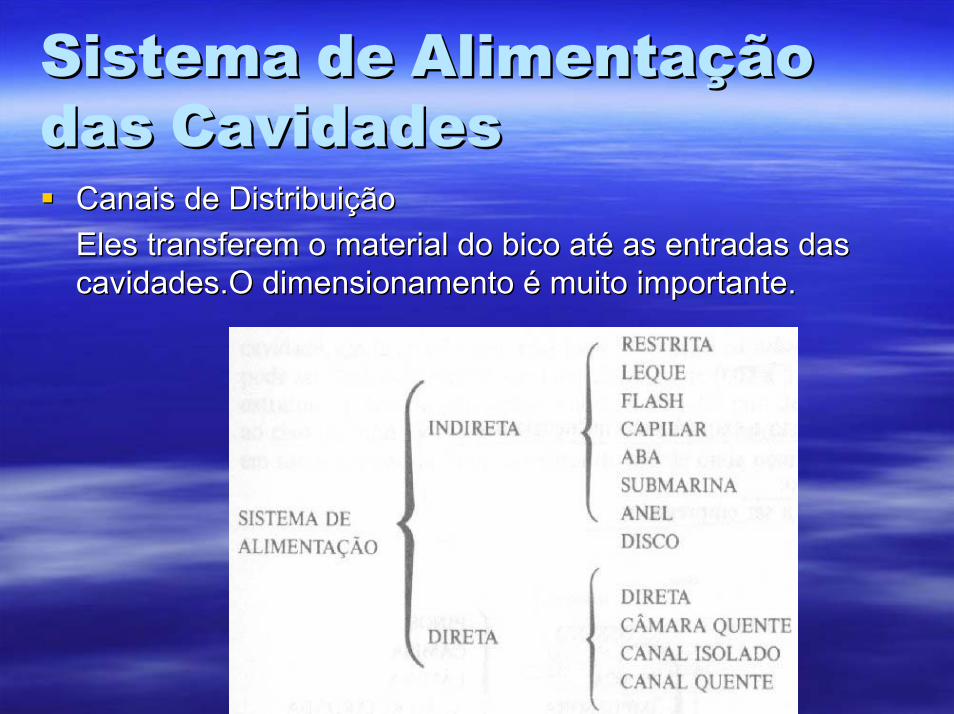
Canais de DistribuiçãoCanais de DistribuiçãoEles transferem o material do bico até as entradas das Eles transferem o material do bico até as entradas das cavidades.O dimensionamento é muito importante.cavidades.O dimensionamento é muito importante.

SistemaSistema dede AlimentaçãoAlimentaçãoIndiretaIndireta
Entradas:Entradas:
É um canal que liga o É um canal que liga o sistema de alimentação à sistema de alimentação à cavidade.Possui uma cavidade.Possui uma dimensão pequena em dimensão pequena em comparação com o comparação com o sistema de alimentação.sistema de alimentação.

ClassificaçãoClassificação
O sistema de alimentação indireta pode ser O sistema de alimentação indireta pode ser classificado em 8 tipos distintos:classificado em 8 tipos distintos:
Entrada restrita;Entrada restrita;Entrada em leque;Entrada em leque;Entrada tipo flash;Entrada tipo flash;Entrada capilar;Entrada capilar;Entrada em aba;Entrada em aba;Entrada submarina;Entrada submarina;Entrada em anel;Entrada em anel;Entrada em disco.Entrada em disco.

SistemaSistema dede AlimentaçãoAlimentaçãoDiretaDireta
Nesse sistema, o material flui diretamente do canal da Nesse sistema, o material flui diretamente do canal da bucha para a cavidade.bucha para a cavidade.
Possui 4 tipos de entradas:Possui 4 tipos de entradas:-- Entrada direta;Entrada direta;-- Entrada restrita com câmara quente;Entrada restrita com câmara quente;-- Entrada restrita com canal isolado;Entrada restrita com canal isolado;-- Entrada com canal quente.Entrada com canal quente.

Sistema de ExtraçãoSistema de Extração

Sistema de ExtraçãoSistema de Extração
A pressão necessária para extrair a peça injetada da A pressão necessária para extrair a peça injetada da cavidade depende dos seguintes fatores:cavidade depende dos seguintes fatores:
Ângulo de saída nos lados;Ângulo de saída nos lados;Área de contato;Área de contato;Polimento dos lados;Polimento dos lados;Pressão de injeção ( ou grau de empacotamento);Pressão de injeção ( ou grau de empacotamento);Presença de agentes Presença de agentes desmoldantesdesmoldantes, tanto no plástico como , tanto no plástico como na superfície do molde.na superfície do molde.

Sistema de ExtraçãoSistema de ExtraçãoO sistema de extração subdivideO sistema de extração subdivide--se em :se em :
Placa impulsora;Placa impulsora;
Ar Comprimido;Ar Comprimido;
Núcleo Rotativo.Núcleo Rotativo.

Sistema de Extração por Sistema de Extração por placa Impulsoraplaca Impulsora

Sistema de Extração por Sistema de Extração por placa Impulsoraplaca Impulsora

Sistema de Extração por Sistema de Extração por placa Impulsoraplaca Impulsora
O sistema por placa impulsora pode ser:O sistema por placa impulsora pode ser:
Por pinos;Por pinos;Por camisa;Por camisa;Por lâmina;Por lâmina;Por ação retardada;Por ação retardada;Por placa extratora;Por placa extratora;Por tirantes.Por tirantes.

Sistema de extração por Sistema de extração por pinospinos
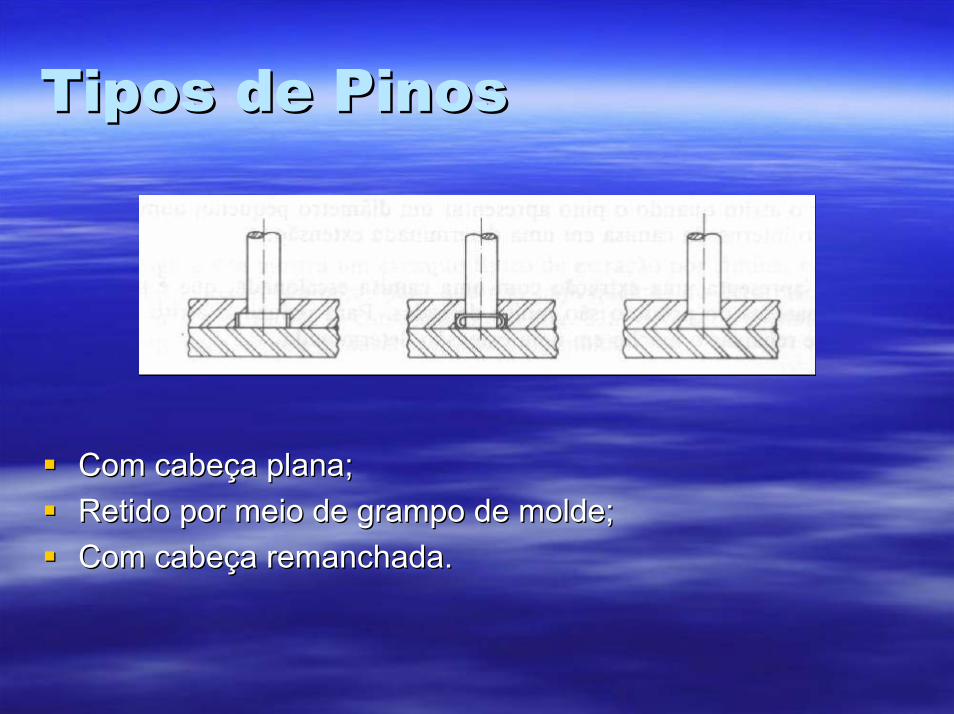
Tipos de PinosTipos de Pinos
Com cabeça plana;Com cabeça plana;Retido por meio de grampo de molde;Retido por meio de grampo de molde;Com cabeça Com cabeça remanchadaremanchada..

Sistema de Extração porSistema de Extração porCamisaCamisa

Sistema de Extração por Sistema de Extração por LâminasLâminas
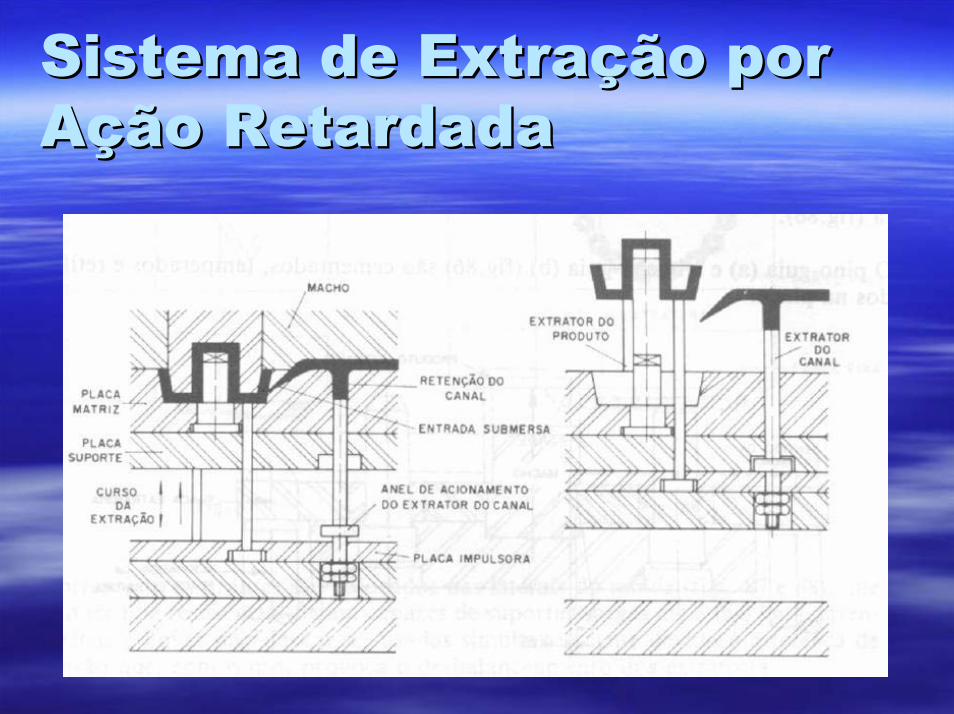
Sistema de Extração por Sistema de Extração por Ação RetardadaAção Retardada

Sistema de Extração porSistema de Extração porTirantesTirantes

Sistema de Extração por Sistema de Extração por Ar ComprimidoAr Comprimido

Sistema de Extração por Sistema de Extração por Núcleo RotativoNúcleo Rotativo

Tipos de MoldesTipos de Moldes
Moldes de injeção de duas placas;Moldes de injeção de duas placas;
Moldes de injeção de três placas;Moldes de injeção de três placas;
Moldes de injeção com partes móveis.Moldes de injeção com partes móveis.

Moldes de InjeçãoMoldes de InjeçãoCom Duas PlacasCom Duas Placas

Moldes de InjeçãoMoldes de InjeçãoCom Três PlacasCom Três Placas
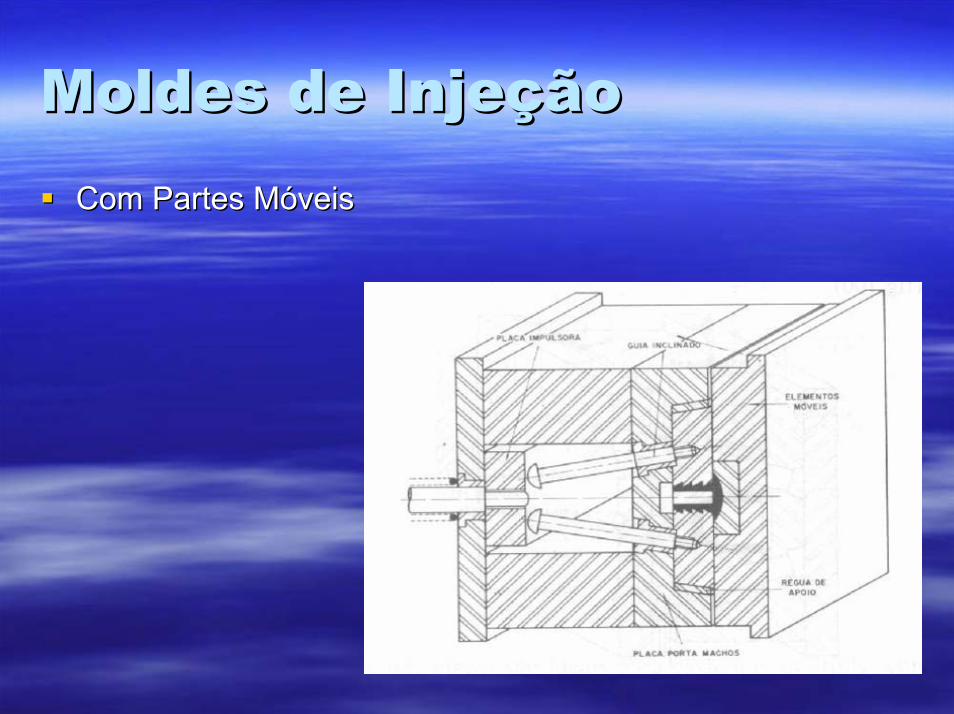
Moldes de InjeçãoMoldes de InjeçãoCom Partes MóveisCom Partes Móveis

Moldes de InjeçãoMoldes de InjeçãoCom Partes MóveisCom Partes Móveis

Resfriamento do moldeResfriamento do moldeCanais de refrigeraçãoCanais de refrigeração
-- Furos BroqueadosFuros Broqueados

Resfriamento do moldeResfriamento do moldeCanais de refrigeraçãoCanais de refrigeração
-- Tubos de cobreTubos de cobre
Resfriamento do moldeResfriamento do molde
Resfriamento a Água;Resfriamento a Água;
Resfriamento a Ar.Resfriamento a Ar.

Materiais para Construção Materiais para Construção de Moldesde Moldes
Os aços utilizados na fabricação de moldes devem possuir Os aços utilizados na fabricação de moldes devem possuir as seguintes características principais:as seguintes características principais:
–– Resistência às tensões;Resistência às tensões;
–– Facilidade deFacilidade de usinagemusinagem..

Tabela dos aços para Tabela dos aços para moldes de injeçãomoldes de injeção

Efeitos dos elementos Efeitos dos elementos especiais na liga de açoespeciais na liga de aço

Projeto de ProdutosProjeto de Produtos
É possível moldar o produto nas formas desejadas?É possível moldar o produto nas formas desejadas?
Qual será o material plástico indicado para este produto?Qual será o material plástico indicado para este produto?
A conformação e a determinação das medidas do produto A conformação e a determinação das medidas do produto são compatíveis com as exigências requeridas em sua são compatíveis com as exigências requeridas em sua aplicação?aplicação?
O método de moldagem é o mais conveniente para a O método de moldagem é o mais conveniente para a forma e o material do produto?forma e o material do produto?
Determinar o custo de acordo com a produção requerida.Determinar o custo de acordo com a produção requerida.

Desenho de Produto e Desenho de Produto e Desenho de MoldeDesenho de Molde
MoldeMolde –– Ferramenta que dará as dimensões e as Ferramenta que dará as dimensões e as formas na peça.formas na peça.
Solidez;Solidez;
Partes Metálicas;Partes Metálicas;
Incidências nas dimensões do molde.Incidências nas dimensões do molde.

Normas para o desenho do Normas para o desenho do produtoproduto
Novos produtos Novos produtos –– problemas com a problemas com a elaboração dos moldeselaboração dos moldes
Simplificação no produto sem perder sua funcionalidade.Simplificação no produto sem perder sua funcionalidade.

Estudo experimentalEstudo experimental
ProtótipoProtótipo
Dúvidas quanto funcionamento e resistência da peça.Dúvidas quanto funcionamento e resistência da peça.

Redução de custos sem Redução de custos sem comprometer a qualidade comprometer a qualidade do produtodo produto
Produção em alta escala;Produção em alta escala;
Custo do molde;Custo do molde;
Material plástico.Material plástico.
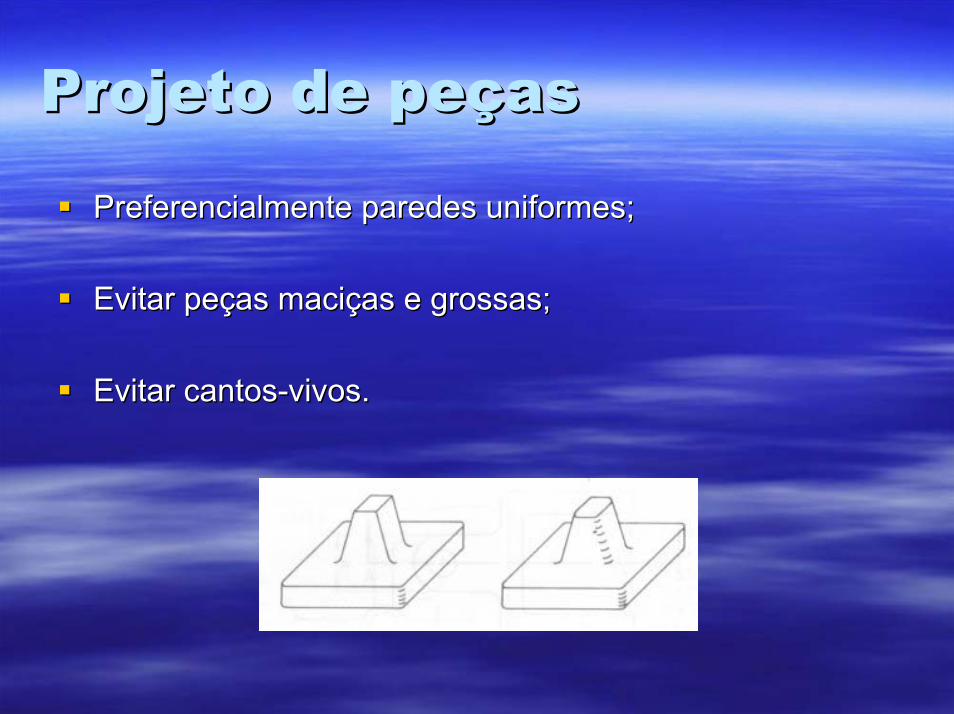
Projeto de peçasProjeto de peças
Preferencialmente paredes uniformes;Preferencialmente paredes uniformes;
Evitar peças maciças e grossas;Evitar peças maciças e grossas;
Evitar cantosEvitar cantos--vivos.vivos.

Curvas eliminam Curvas eliminam concentrações de tensãoconcentrações de tensão
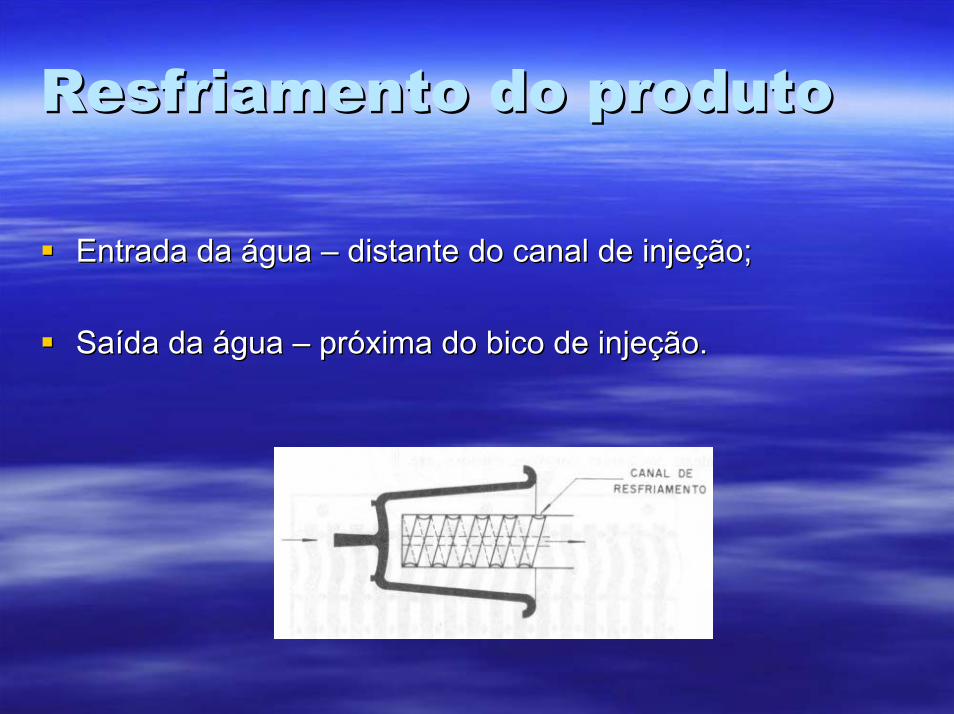
Resfriamento do produtoResfriamento do produto
Entrada da água Entrada da água –– distante do canal de injeção;distante do canal de injeção;
Saída da água Saída da água –– próxima do bico de injeção.próxima do bico de injeção.

Insertos MetálicosInsertos Metálicos
Rasgos internos para resistir esforços elevados;Rasgos internos para resistir esforços elevados;
Peças empregadas na indústria eletrônica;Peças empregadas na indústria eletrônica;
Peças que devam acoplarPeças que devam acoplar--se ou sustentar outras se ou sustentar outras partes mecânicas rotativas;partes mecânicas rotativas;
Peças que necessitam esforços internos.Peças que necessitam esforços internos.

VolanteVolante

Fatores a serem Fatores a serem analisados na colocação analisados na colocação de insertosde insertos
Tipo de material empregado;Tipo de material empregado;Diferença na contração entre o plástico e o metal;Diferença na contração entre o plástico e o metal;Método empregado;Método empregado;A posição do inserto dentro da cavidade.A posição do inserto dentro da cavidade.Espessura de material plástico em volta do inserto (2/5 Espessura de material plástico em volta do inserto (2/5 do diâmetro);do diâmetro);A distância mínima em relação às paredes deve ser de A distância mínima em relação às paredes deve ser de 5 mm.5 mm.

Métodos de colocação das Métodos de colocação das partes metálicaspartes metálicas
Incorporação do inserto durante a moldagem;Incorporação do inserto durante a moldagem;
Colocação do inserto após a moldagem sob pressão;Colocação do inserto após a moldagem sob pressão;
Roscados.Roscados.

Métodos de fixação dos Métodos de fixação dos insertosinsertos
Estrias cruzadas na Estrias cruzadas na superfície cilíndrica.superfície cilíndrica.

Métodos de fixação dos Métodos de fixação dos insertosinsertos
Estrias longitudinais e um Estrias longitudinais e um canal côncavo circular.canal côncavo circular.

Métodos de fixação dos Métodos de fixação dos insertosinsertos
Forma hexagonal e um Forma hexagonal e um canal côncavo circular.canal côncavo circular.

Orientação Orientação –– Peças Peças TensionadasTensionadas
A orientação é um estado em que as cadeias A orientação é um estado em que as cadeias moleculares, sob ação externa, alinhammoleculares, sob ação externa, alinham--se na se na direção em que a ação é aplicada. direção em que a ação é aplicada.
EfeitosEfeitosResistência à tração;Resistência à tração;
Resistência ao impacto;Resistência ao impacto;
Resistência à flexão;Resistência à flexão;
Temperatura de deformação;Temperatura de deformação;
Resistência química;Resistência química;
Estabilidade dimensional.Estabilidade dimensional.

Como diminuir as tensões Como diminuir as tensões internasinternas
Manter a uniformidade de temperaturas Manter a uniformidade de temperaturas entras as regiões do cilindro e do molde;entras as regiões do cilindro e do molde;
Preencher a cavidade rapidamente;Preencher a cavidade rapidamente;
Utilizando um tratamento térmico na peça Utilizando um tratamento térmico na peça pronta.pronta.

Problemas de MoldagemProblemas de Moldagem
Injeções IncompletasInjeções IncompletasSuperfície OpacaSuperfície OpacaManchas de QueimadoManchas de QueimadoChupado ou BolhasChupado ou BolhasMarcas de JunçãoMarcas de JunçãoAderência no Bico ou na CavidadeAderência no Bico ou na CavidadeMarcas Oblíquas, Linhas Prateadas, “Mica”Marcas Oblíquas, Linhas Prateadas, “Mica”Rebarba na PeçaRebarba na PeçaManchas pretas ou Degradação da CorManchas pretas ou Degradação da CorDeformação ou Contração ExcessivasDeformação ou Contração Excessivas

Outros ProblemasOutros Problemas
RechupeRechupe
ContaminaçãoContaminação

Área de chupagemÁrea de chupagem

Dados da empresaDados da empresa
Horário de funcionamento: 24 horasQuantas máquinas tem: 5 injetoras e 1 tornoProdução: 2,5 milhões de peças por mês

BibliografiaBibliografia
HARADA, Júlio, 1948 – Moldagem por injeção –Projetos e Princípios Básicos – São Paulo: Medialdéa, 1991.