informe!de!tecnologías! disponibles!para!la! … · informe!de!tecnologías! ......
TRANSCRIPT

!!
1!!
!!
!
!
!! !
! Proyecto(FIC(de(Residuos!
! Informe!de!Tecnologías!disponibles!para!la!valorización!de!residuos!y!subproductos!en!la!región!del!Maule!
!05!de!Agosto!de!2015!
!CEAP%&%Centro%de%Estudios%en%Alimentos%Procesados!
!!Avda.!San!Miguel!3425!!
(56:71)!2!510!074!www.ceap.cl!
!

!!
2!!
INDICE GENERAL
1.! Introducción:!Panorama!general!de!tecnologías!para!la!gestión!y!valorización!de!residuos!agroindustriales!...............!1!
2.! Tecnologías!para!la!valorización!de!residuos!agroindustriales!.......................................................................................!4!
2.1!Principales!tecnologías!de!conversión!de!residuos!......................................................................................!5!
Digestión!Anaerobia!.......................................................................................................................................!5!
Lodos!Activados!..............................................................................................................................................!6!
Cultivo!de!Microalgas!.....................................................................................................................................!7!
Fermentaciones!..............................................................................................................................................!9!
Extracciones!..................................................................................................................................................!10!
Compostaje!...................................................................................................................................................!11!
Torrefacción!..................................................................................................................................................!12!
Pirólisis!..........................................................................................................................................................!13!
Gasificación!...................................................................................................................................................!14!
Incineración!o!combustión!...........................................................................................................................!15!
2.2!Tecnologías!de!acondicionamiento!de!residuos!.........................................................................................!17!
Explosión!de!vapor!.......................................................................................................................................!17!
Microondas!...................................................................................................................................................!18!
Sonicación!.....................................................................................................................................................!19!
Hidrólisis!ácido/base!.....................................................................................................................................!20!
Secado!en!tambor!rotatorio!.........................................................................................................................!21!
Secado!solar!..................................................................................................................................................!22!
Biosecado!.....................................................................................................................................................!23!
Desaguado/prensado!...................................................................................................................................!24!
Estabilización!Química!..................................................................................................................................!26!
Molienda!.......................................................................................................................................................!27!
Filtración!.......................................................................................................................................................!28!
3.! Propuesta!de!tecnologías!de!valorización!para!la!Región!del!Maule!............................................................................!30!
4.! Avances!en!la!aplicación!de!tecnologías!de!valorización!para!residuos!agroindustriales!.............................................!34!
4.1.!Cultivo!de!microalgas!para!producción!de!compuestos!de!interés!...........................................................!34!

!!
3!!
4.2.!Fermentación!ABE!para!producción!de!biocombustibles!..........................................................................!38!
4.3.!Fermentación!para!enriquecimiento!proteico!y!producción!de!alimento!animal!.....................................!41!
4.4.!Extracción!de!compuestos!de!interés.!.......................................................................................................!45!
Efecto!bioherbicida!de!fracción!líquida!y!extractos!de!alpechín.!.................................................................!45!
Evaluación!in!vitro!del!efecto!antifúngico!de!residuos!olivícolas!y!vitivinícolas.!..........................................!57!
5.! Referencias!...................................................................................................................................................................!63!

!!
4!!
ÍNDICE!DE!FIGURAS!
!
Figura!1.!Grupos!de!interés!relacionados!al!uso!de!tecnologías!para!la!valorización!de!residuos!agroindustriales!en!base!a!
análisis!de!tendencias.!.............................................................................................................................................................!2!
Figura!2.!Panorama!general!de!tecnologías!para!la!valorización!de!residuos!agroindustriales!y!obtención!de!productos!de!
interés.!.....................................................................................................................................................................................!4!
Figura!3.!Tecnologías!de!estabilización!y!conversión!para!la!valorización!de!residuos!agroindustriales!y!obtención!de!
productos!de!interés.!...............................................................................................................................................................!5!
Figura!4.!Diagrama!de!valorización!de!residuos!en!base!a!valor!agregado!y!volumen!utilizado.!..........................................!30!
Figura!5.!Tecnologías!para!la!valorización!de!residuos!agroindustriales!sólidos!provenientes!del!procesamiento!de!frutas!y!
hortalizas,!que!incluyen!cascaras,!restos!de!pulpa!o!pomasas!con!alto!contenido!de!humedad!y!de!rápida!degradación.!.!32!
Figura!6.!Tecnologías!para!la!valorización!de!residuos!agroindustriales!sólidos!lignocelulósicos!!provenientes!del!
procesamiento!de!frutas!y!hortalizas.!...................................................................................................................................!33!
Figura!7.!Tecnologías!para!la!valorización!de!residuos!agroindustriales!líquidos!provenientes!del!procesamiento!de!frutas!y!
hortalizas.!..............................................................................................................................................................................!33!
Figura!8.!Cultivo!de!microalgas!por!lote!a!partir!de!RIL!de!escaldado!de!setas!(1),!RIL!de!procesamiento!de!hortalizas!(2)!y!
RIL!tratado!de!viña!(3)!como!sustrato.!1’,!2’!y!3’!corresponden!a!los!mismos!RILes!con!ajuste!de!pH.!................................!34!
Figura!9.!Cultivo!de!microalgas!correspondientes!a!RILes!de!procesamiento!de!hortalizas.!................................................!35!
Figura!10.!Cultivos!de!microalgas!por!lote!a!partir!de!almazaras!de!aceite!de!oliva!como!sustrato,!al!inicio!del!
experimento.!.........................................................................................................................................................................!36!
Figura!11.!Cultivos!de!microalgas!por!lote!a!partir!de!almazaras!de!aceite!de!oliva!como!sustrato,!al!término!del!
experimento.!.........................................................................................................................................................................!36!
Figura!12.!Cultivo!de!microalgas!a!partir!de!alpechín!como!sustrato!con!pretratamiento!químico.!....................................!37!
Figura!13.!Cultivo!de!microalgas!por!lote!a!partir!de!purín!de!vacuno!(izquierda)!y!purín!de!cerdo!(derecha).!...................!38!
Figura!14.!Muestras!asiladas!en!medio!PYG,!en!condiciones!de!anaerobiosis.!.....................................................................!39!
Figura!15.!Producto!de!PCR!con!partidores!específicos!para!bacterias.!M:!Marcador!de!peso!molecular!100pb.!;!Muestras!
B:1(duplicado):!BXX;!C!Neg.;!Control!Negativo.!Tamaño!esperado!es!de!529pb.!Gel!de!agarosa!al!1.5%,!teñido!con!RedGel.
! 40!
Figura!16.!Diagrama!de!las!etapas!para!el!desarrollo!del!enriquecimiento!proteico!de!la!mezcla!de!residuos!
agroindustriales.!....................................................................................................................................................................!42!
Figura!17.!Incubación!de!muestras!de!residuos!inoculadas!con!levadura!en!baño!termoregulado!y!agitación!controlada.! 43!
Figura!18.!Muestras!de!la!fermentación!realizada!con!residuos!para!análisis!de!proteína.!..................................................!43!
Figura!19.!Contenido!de!proteína!en!experimentos!batch!de!Saccharomyces(cerevisiae!inoculada!en!alperujo.!................!44!
Figura!20.!Fermentación!de!S.(cerevisiae!en!mezclas!de!alperujo!al!10%,!20%,!y!40%!con!tomasa!y!hoja!de!olivo.!............!45!
!!
5!!
Figura!21.!Placas!TLC!N°!1,!2!y!3!con!mezclas!separadas!de!fenoles!y!estándares.!...............................................................!48!
Figura!22.!Placas!TLC!N°!4,!5!y!6!con!mezclas!separadas!de!fenoles!y!estándares.!...............................................................!49!
Figura!23.!Placas!TLC!N°!7C!y!8A.!...........................................................................................................................................!50!
Figura!24.!Germinación!de!Rabanito!con!dosis!creciente!de!alpechín!(T1,!T2!y!T3).!Se!incluye!el!control!(T0).!...................!51!
Figura!25.!Germinación!en!bandeja!con!sustrato!inerte!de!semillas!de!rabanito!(A)!y!de!tomates!(B)!con!dosis!decreciente!
de!alpechín!(T1,!T2!y!T3).!Se!incluye!el!control!(T0).!.............................................................................................................!51!
Figura!26.!Germinación!de!semillas!de!rabanito!en!sustrato!inerte!con!dosis!decreciente!de!alpechín!(T1,!T2!y!T3).!Se!
incluye!el!control!(T0).!...........................................................................................................................................................!52!
Figura!27.!Largo!Radicular!Normalizado!de!rabanito!en!función!del!los!diferentes!extractos!obtenidos!desde!alpechín.!
100%!clo1=!100!%!cloroformo!primera!elución;!100%!clo2=!100!%!cloroformo!segunda!elución;!10%!Met=!90%!
cloroformo/10%!metanol;!40%!eta=!60%!cloroformo/40%!etanol;!60%!eta=!40%!cloroformo/60%!etanol.!.......................!53!
Figura!28.!Largo!Radicular!Normalizado!de!tomate!en!función!del!los!diferentes!extractos!obtenidos!desde!alpechín.!100%!
clo1=!100!%!cloroformo!primera!elución;!100%!clo2=!100!%!cloroformo!segunda!elución;!10%!Met=!90%!cloroformo/10%!
metanol;!40%!eta=!60%!cloroformo/40%!etanol;!60%!eta=!40%!cloroformo/60%!etanol.!..................................................!55!

!!
6!!
ÍNDICE DE TABLAS
Tabla!1.!Tecnologías!..............................................................................................................................................................!31!
Tabla!2.!Resultados!de!aislación!de!Clostridium!en!muestras!de!Suelo!y!Heces!animales.!...................................................!40!
Tabla!3.!Caracterización!de!alpechín.!....................................................................................................................................!46!
Tabla!4.!Mezclas!de!cloroformo/metanol!utilizadas!para!separar!fenoles!desde!el!extracto!primario!................................!46!
Tabla!5.!Fraccionamiento!de!la!mezcla!obtenida!con!95%!Cloroformo!/!5%!metanol.!.........................................................!47!
Tabla!6.!Porcentaje!de!semillas!de!rabanito!germinadas!......................................................................................................!53!
Tabla!7.!Efecto!Positivo,!Negativo!y!Neutro!de!los!fenoles!en!la!germinación!de!rabanito.!.................................................!54!
Tabla!8.!Porcentaje!de!semillas!de!tomate!germinadas!........................................................................................................!55!
Tabla!9.!Efecto!Positivo,!Negativo!y!Neutro!de!los!fenoles!en!la!germinación!de!tomate.!.................................................!566!
Tabla!10.!Generación!de!extractos!de!residuos!agroindustriales.!.........................................................................................!61!
!!
1!!
1. INTRODUCCIÓN: PANORAMA GENERAL DE TECNOLOGÍAS PARA LA GESTIÓN Y VALORIZACIÓN DE RESIDUOS AGROINDUSTRIALES
Actualmente, existen diferentes tecnologías para la valorización de residuos agroindustriales las cuales son cada vez de mayor interés debido al creciente aumento por mejorar la gestión actual de estos residuos y por las oportunidades de negocio que han generado en algunos casos. Las tecnologías de valorización se pueden diferenciar por el tipo de residuo que pueden usar, por el tipo de proceso, por su nivel de desarrollo, por su costo de inversión y operación, por el tipo de producto que se obtiene y el valor agregado asociado a este. En cuanto a los tipos de residuos, estos pueden ser sólidos de fácil degradación, tales como cascaras y pulpas, o lignocelulósicos tales como semillas o cascaras duras, mientras que también podemos encontrar residuos líquidos con un nivel variables de carga orgánica. En cuanto los procesos que permiten la conversión de los residuos pueden ser principalmente procesos biológicos tales como la digestión anaerobia o el cultivo de microalgas, o por otro lado pueden aplicarse procesos térmicos tales como la pirólisis o la incineración. En cuanto al costo de las tecnologías estas varían ampliamente debido a la inversión inicial y sus costos de operación, así como también por su nivel de desarrollo, lo cual ha llevado a que se combinen alternativas para disminuir su coste y se desarrollen soluciones agrupando tecnologías . Finalmente, el tipo de producto puede ser algún tipo de combustible o energía, compuestos que sirven de plataforma para otros procesos, o compuestos de interés con valor agregado donde destacan compuestos antioxidante o aditivos para alimentos. En base al estudio de vigilancia tecnológica desarrollado para este proyecto, se pudo construir un panorama referente a tecnologías disponibles y emergentes asociadas a la valorización de residuos, particularmente, residuos provenientes del sector hortofrutícola, pecuario, vitivinícola y forestal. Los resultados del proceso de vigilancia tecnológica segmentados por grupos de interés, identificados como parte del análisis de tendencias corresponden a los mostrados en la siguiente figura 1. Para cada uno de los grupos mencionados se identificaron:
• Tecnologías en desarrollo evidenciados a través de patentes. • Proyectos I+D nacionales e internacionales, terminados y en ejecución. • Ofertas tecnológicas publicadas principalmente por centros de investigación, y universidades,
y en algunos casos por multinacionales y PYMES, que buscan establecer contacto con potenciales colaboradores.
• Oferta disponible en el mercado, donde se identifican soluciones tecnológicas que actualmente tienen aplicaciones comerciales concretas.

!!
2!!
En base a la figura 1, se observa que el principal grupo de tecnologías está orientado a la obtención de combustibles o energía (1), seguidos por procesos químicos o biológicos que permitan la estabilización del residuo u obtención de compuestos de interés (2), seguido de procesos para la eliminación de olores desagradables (3), y finalmente la producción de fertilizantes o enmiendas orgánicas (4). El aprovechamiento del contenido energético de los residuos orgánicos representa una gran oportunidad para disminuir dependencia energética de los combustibles fósiles y evitar la eliminación de residuos en vertederos, lo cual se ve potenciado por factores tales como los siguientes:
• Está en línea con las políticas e iniciativas de reducción de las emisiones de CO2, llevadas a cabo por diferentes países.
• Existe un mercado potencial constituido por las grandes instalaciones consumidoras de combustibles fósiles, entre ellas la industria cementera, las centrales termoeléctricas, la industria de la celulosa y papel, etc., que podrían verse beneficiadas por un combustible de origen renovable.
• Restricciones actuales y futuras asociadas al mercado y precio de los combustibles fósiles. Dado esto y otros factores, a nivel mundial se ha generado un importante grupo de conocimiento trabajando en torno a tecnologías de acondicionamiento de residuos y valorización energética, donde destacan las tecnologías de combustión, gasificación, pirólisis y torrefacción, para la obtención de combustibles sólidos, líquidos y gaseosos. En el periodo de análisis (2009-2014), se identificaron 2.143 patentes asociadas al área de estudio, entre solicitadas y concedidas. Se observa un desarrollo tecnológico creciente en este periodo, destacando como países líderes Estados Unidos con un total de 740 documentos de patentes,
Figura 1. Grupos de interés relacionados al uso de tecnologías para la valorización de residuos agroindustriales en base a análisis de tendencias.

!!
3!!
seguido por Canadá con 173 y Corea con 151, entre muchos otros. Chile aparece con dos patentes, asociadas a purificación de aguas y biocombustibles. El alcance de las soluciones identificadas va desde el ámbito científico, hasta el mercado, pasando por las distintas tecnologías patentadas, proyectos, ofertas tecnológicas y proveedores con su respectiva cartera de productos disponibles. En lo específico, el grupo de Tratamiento de biomasa para generación de combustibles (1), es el grupo con mayor cantidad de resultados, siendo justamente los combustibles el mayor valor en que se pueden transformar los residuos. Destaca la generación de biogás a partir de residuos pecuarios, además de biocombustibles generados con residuos forestales como contraparte a residuos agrícolas que compitan con cultivos de alimentos. También es válido mencionar la doble contribución de los desarrollos tecnológicos de tratamiento químico o biológico de aguas y lodos industriales residuales (2), donde se busca por un lado el tratamiento y disposición adecuada de las aguas y lodos residuales, y por otro su aprovechamiento y reutilización como material de envasado, destacando en este sentido tecnologías con significativa reducción del consumo de energía y el uso intensivo de tratamientos biotecnológicos. El tema de tratamiento de olores se vincula principalmente al tratamiento de residuos de la industria pecuaria, y resulta de vital importancia dada su mayor notoriedad y complejidad en términos sociales y políticos. En este sentido, destacan sistemas biológicos de control de olores mediante cepas específicas de microorganismos. En lo referido a fertilizantes orgánicos, las últimas tecnologías se refieren al uso de desechos pecuarios y estiércol de animales para producción de biofertilizantes, generando un doble valor al disminuir también las emisiones de gases desde los predios agrícolas. En general, se observa una amplia oferta tecnológica para los distintos grupos de interés, puesta a disposición por diversos centros de investigación, universidades y empresas, cuyo objetivo principal es establecer vínculos de colaboración para continuar los desarrollos tecnológicos iniciados o bien comenzar la explotación comercial. En base a lo anterior, las principales tecnologías para la conversión de residuos agroindustriales hortofrutícolas, forestales y pecuarios se muestran en la figura 2, donde destacan procesos biológicos como son la digestión anaerobia, las fermentaciones para obtención de compuestos de interés o biocombustibles, compostaje, cultivo de microalgas, y lodos activados, y por otra parte se observan procesos térmicos como pirolisis, gasificación, torrefacción, e incineración, y por último procesos de extracción de compuestos de interés presentes en los residuos. De este modo, dichas tecnologías permiten obtener productos relacionados a bioenergía, biocompuestos, y enmiendas orgánicas o efluentes tratados, lo cual permite una reducción significativa de estos residuos y su impacto en el medio ambiente.

!!
4!!
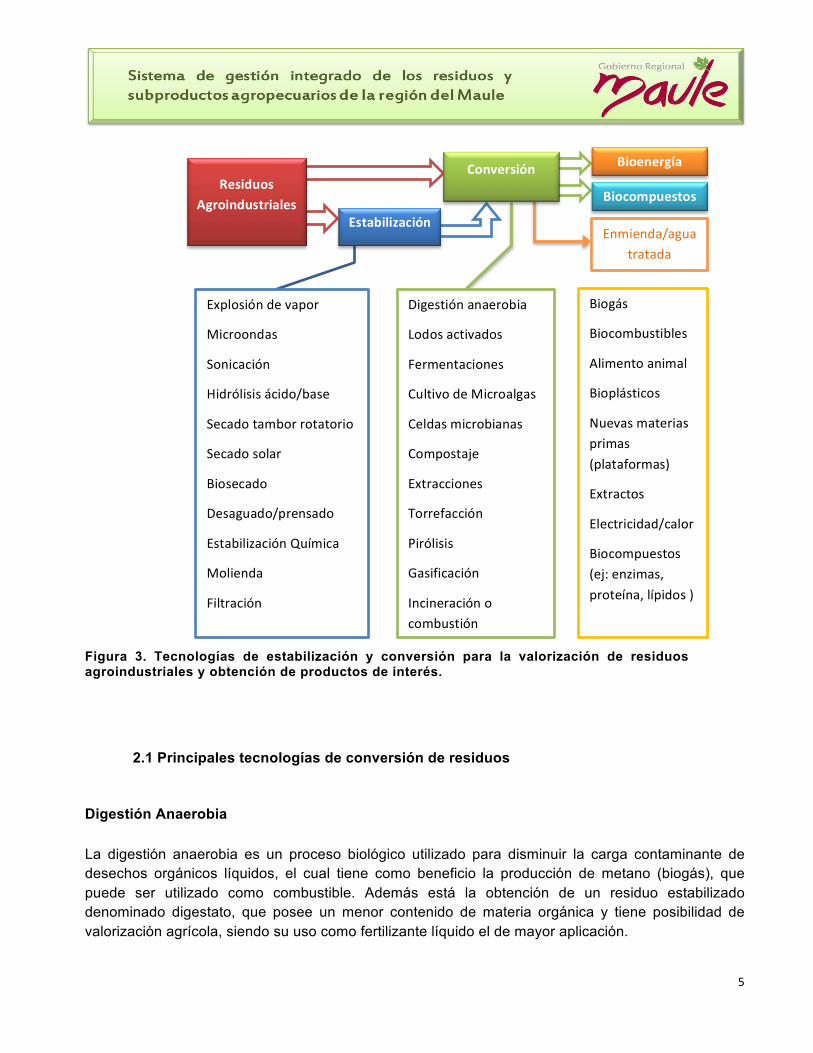
2. TECNOLOGÍAS PARA LA VALORIZACIÓN DE RESIDUOS AGROINDUSTRIALES La valorización de residuos mediante las tecnologías disponibles actualmente requiere normalmente que se apliquen algunos pre-tratamientos de modo de acondicionar los residuos para un posterior proceso de conversión. Por tanto, al considerar las tecnologías de conversión antes mencionadas, es necesario incluir además un grupo de tecnologías que se requiere para la estabilización o acondicionamiento del residuo. Esto es de especial importancia para procesos de conversión que requieren un control de parámetros tales como la humedad, el tamaño de partícula, turbidez, y presencia de microorganismos no deseados. De este modo, se pueden observar dos grupos de tecnologías para la valorización de residuos, donde primero se encuentran las tecnologías de estabilización, y luego las de conversión que permitirán obtener los productos ya sean combustibles, compuestos de interés, o enmiendas orgánicas y efluentes tratados, según se muestra en la figura 3. En los siguientes apartados se mostrarán las tecnologías de conversión y las relacionadas al acondicionamiento o estabilización de los residuos para su posterior uso.
Figura 2. Panorama general de tecnologías para la valorización de residuos agroindustriales y obtención de productos de interés.
Residuos%Agroindustriales% Biocompuestos%
Bioenergía%Conversión%
Enmienda/agua!
tratada!
Digestión!anaerobia!!!!!!!!!!!!!!!!!!!!!!!Extracciones!!!
Fermentaciones!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!Pirolisis!
Compostaje!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!Gasificación!
Cultivo!de!Microalgas!!!!!!!!!!!!!!!!!!!!Torrefacción!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!
Lodos!activados!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!Incineración!o!combustión!!
!!
5!!
2.1 Principales tecnologías de conversión de residuos
Digestión Anaerobia La digestión anaerobia es un proceso biológico utilizado para disminuir la carga contaminante de desechos orgánicos líquidos, el cual tiene como beneficio la producción de metano (biogás), que puede ser utilizado como combustible. Además está la obtención de un residuo estabilizado denominado digestato, que posee un menor contenido de materia orgánica y tiene posibilidad de valorización agrícola, siendo su uso como fertilizante líquido el de mayor aplicación.
Figura 3. Tecnologías de estabilización y conversión para la valorización de residuos agroindustriales y obtención de productos de interés.
Residuos%Agroindustriales%
Estabilización%
Biocompuestos%
Bioenergía%Conversión%%
Enmienda/agua!
tratada!
Explosión!de!vapor!!
Microondas!
Sonicación!!
Hidrólisis!ácido/base!
Secado!tambor!rotatorio!
Secado!solar!!
Biosecado!!
Desaguado/prensado!!
Estabilización!Química!
Molienda!!
Filtración!!
Digestión!anaerobia!
Lodos!activados!
Fermentaciones!
Cultivo!de!Microalgas!!
Celdas!microbianas!
Compostaje!!
Extracciones!!
Torrefacción!!
Pirólisis!!
Gasificación!!
Incineración!o!
combustión!!
Biogás!!
Biocombustibles!!
Alimento!animal!
Bioplásticos!!
Nuevas!materias!
primas!
(plataformas)!
Extractos!!
Electricidad/calor!
Biocompuestos!
(ej:!enzimas,!
proteína,!lípidos!)!
!!
6!!
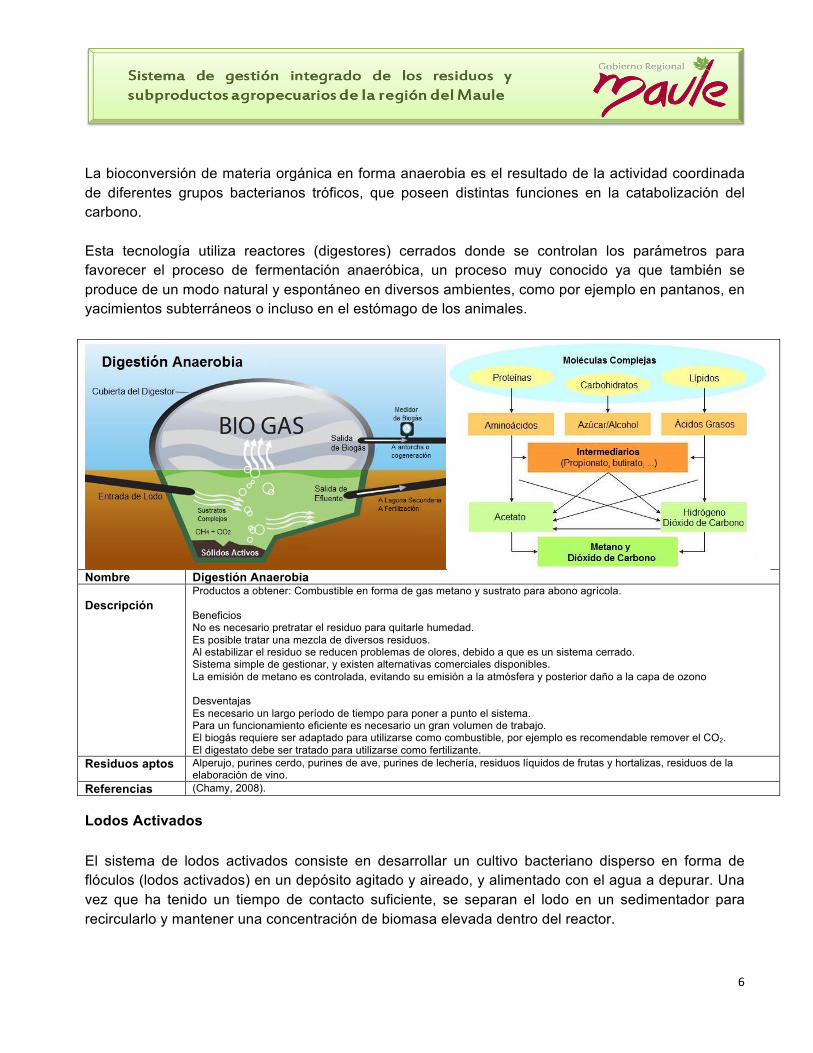
La bioconversión de materia orgánica en forma anaerobia es el resultado de la actividad coordinada de diferentes grupos bacterianos tróficos, que poseen distintas funciones en la catabolización del carbono. Esta tecnología utiliza reactores (digestores) cerrados donde se controlan los parámetros para favorecer el proceso de fermentación anaeróbica, un proceso muy conocido ya que también se produce de un modo natural y espontáneo en diversos ambientes, como por ejemplo en pantanos, en yacimientos subterráneos o incluso en el estómago de los animales.
Nombre Digestión Anaerobia Descripción
Productos a obtener: Combustible en forma de gas metano y sustrato para abono agrícola. Beneficios No es necesario pretratar el residuo para quitarle humedad. Es posible tratar una mezcla de diversos residuos. Al estabilizar el residuo se reducen problemas de olores, debido a que es un sistema cerrado. Sistema simple de gestionar, y existen alternativas comerciales disponibles. La emisión de metano es controlada, evitando su emisión a la atmósfera y posterior daño a la capa de ozono Desventajas Es necesario un largo período de tiempo para poner a punto el sistema. Para un funcionamiento eficiente es necesario un gran volumen de trabajo. El biogás requiere ser adaptado para utilizarse como combustible, por ejemplo es recomendable remover el CO2. El digestato debe ser tratado para utilizarse como fertilizante.
Residuos aptos Alperujo, purines cerdo, purines de ave, purines de lechería, residuos líquidos de frutas y hortalizas, residuos de la elaboración de vino.
Referencias (Chamy, 2008).
Lodos Activados El sistema de lodos activados consiste en desarrollar un cultivo bacteriano disperso en forma de flóculos (lodos activados) en un depósito agitado y aireado, y alimentado con el agua a depurar. Una vez que ha tenido un tiempo de contacto suficiente, se separan el lodo en un sedimentador para recircularlo y mantener una concentración de biomasa elevada dentro del reactor.

!!
7!!
Al ser una unidad fermentativa con recirculación de células, permite trabajar con altos caudales de alimentación. Uno de sus problemas principales lo constituye la elevada generación de biomasa, que debe ser desechada del sistema como biomasa de purga (exceso de lodos activados). Este problema puede ser resuelto a través del proceso de digestión anaerobia, donde se degradan los sólidos volátiles y la materia orgánica, reduciendo considerablemente la masa de lodos.
Nombre Lodos Activados Descripción
Productos a obtener: Lodo y un efluente con menor carga orgánica. Beneficios Tecnología ampliamente estudiada y utilizada. No requiere personal especializado. Puede trabajar con caudales altos. El lodo purgado puede pasar a un proceso de digestión anaerobia para producir biogás. Desventajas Se requiere un tratamiento posterior para el lodo purgado, de modo de evitar su acumulación.
Residuos aptos Residuos líquidos de las líneas de procesamiento de frutas y hortalizas. Referencias (Chamy, 2008).
Cultivo de Microalgas Las microalgas son microorganismos capaces de realizar fotosíntesis, son eficientes removiendo nitrógeno, fósforo, y metales tóxicos de aguas residuales bajo un ambiente controlado.

!!
8!!
El cultivo de microalgas, con el potencial de ser un sustrato para biocombustibles amigable para el medio ambiente, ha atraído gran interés para producción comercial. Comparado con otros sustratos para biocombustibles, las microalgas tienen la ventaja de no competir por terrenos agrícolas destinados a cultivos de hortalizas puesto que pueden ser cultivadas en aguas salobres y terrenos no arables, pueden crecer rápidamente y tener un alto contenido de lípidos de 20-50% en base seca, tienen la habilidad de fijar dióxido de carbono, y por ende disminuyen las emisiones de gases de efecto invernadero y mejoran la calidad del aire. Además, las microalgas pueden aprovechar los nutrientes de la mayoría de los residuos líquidos de manera de proveer un método alternativo para el tratamiento de aguas residuales. La biomasa microalgal luego de ser procesada, por ejemplo para la extracción de lípidos, el residuo de esta biomasa puede ser usado como fuente de nitrógeno, para alimento animal rico en proteínas o fertilizante para cultivos (Cai et al., 2013). De este modo, el cultivo de microalgas tiene múltiples aplicaciones, combinando la producción de biocombustibles, la mitigación de dióxido de carbono, y el tratamiento de aguas residuales.
Nombre Cultivo de Microalgas Descripción
Productos a obtener: biocombustible, proteínas, lípidos. Beneficios Captación de CO2 de la atmósfera, mitigando los gases de efecto invernadero. Fácil manejo del sistema, no se requiere personal especializado. Sistema ampliamente estudiado, permite innovar en la tecnología. Sistema capaz de absorber metales pesados. Desventajas Para obtener el biocombustible es necesario realizar un tratamiento a los lípidos obtenidos. Es necesario un clima adecuado a las necesidades de las microalgas utilizadas, principalmente energía lumínica. Se requieren operaciones posteriores para la recuperación de los compuestos obtenidos.
Residuos aptos Residuos líquidos de las líneas de procesamiento de frutas y hortalizas, libres de compuestos tóxicos para microalgas. Referencias (Hammouda et al, 1995), (Cai et al., 2013).

!!
9!!
Fermentaciones A través de procesos fermentativos es posible obtener una amplia gama de compuestos de interés a partir de la materia orgánica y nutrientes presentes en residuos agroindustriales, mediante reacciones llevadas a cabo por microorganismos específicos. Existen distintos tipos de fermentación, dentro de las más conocidas, se encuentran la fermentación alcohólica, láctica, microbiana para producción de biopolímeros y oscura, entre otras. Se obtienen productos como etanol, ácido láctico para bioplásticos, bioplásticos (polihidroxibutirato) e hidrógeno como vector energético, respectivamente. El etanol obtenido se denomina bioetanol de segunda generación, y es considerado uno de los sustitutos más prometedores de la gasolina. Los bioplásticos aparecen como material alternativo a los de origen petroquímico. Dentro de los usos frecuentes se encuentran el envasado de alimentos, envase termoconformado, artículos de menaje, botellas, bandejas espumadas. El hidrógeno es un vector energético, se puede utilizar como combustibles para motores o para la generación de electricidad mediante turbinas de gas y ciclos combinados. Además, procesos de fermentación en estado sólido permite el cultivo de hongos comestibles utilizando residuos lignocelulósicos (Rani et al., 2008).
Nombre Fermentaciones Descripción
Productos a obtener: bioetanol, ácido láctico para bioplásticos, polihidroxibutirato e hidrógeno, enzimas, proteínas. Beneficios Es posible obtener compuestos para variados usos, desde alimentos, medicinas, y compuestos de alto valor. En la fermentación alcohólica se produce un bajo nivel de emisiones y hay un buen aprovechamiento de la biomasa. Los bioplásticos son mayormente biodegradables y pueden sustituir a plásticos de origen petroquímico. La tasa de producción de hidrógeno puede ser órdenes de magnitud mayor a otros sistemas de producción. Desventajas Elevado costo de inversión y necesidad de mano de obra especializada. Elevado costo de producción para el polihidroxibutirato. El bioplástico de fermentación láctica es quebradizo y tiene elevada permeabilidad a los gases. Se requieren procesos posteriores para la obtención del producto final. El sistema de producción de hidrógeno es más complejo que el de metano, tiene bajo rendimiento y falta una tecnología

!!
10!!
para captar el hidrógeno tan pronto sea producida. Residuos aptos Almidón de maíz, descartes maíz, residuos ricos en azúcares como frutas, residuos lignocelulósicos blandos. Referencias (Lin et al., 2013).
Extracciones El proceso de extracción tiene como objetivo la obtención de compuestos de interés, con aplicación comercial, a través de la separación de éste, de la matriz que lo contiene. Las características de interés pueden ser actividad antioxidante, antimicrobiana, nutracéutico u otra propiedad funcional. Algunos ejemplos son: fibras, gelificantes, polifenoles, aceites esenciales, colorantes, etc. La extracción consta de varios pasos, dependiendo del material que contiene al compuesto, la naturaleza, la solubilidad del compuesto, etc. Puede incluirse un pretratamiento del residuo como secado, molienda, homogeneización, etc. Luego, se considera la extracción del compuesto, en una o múltiples etapas. El proceso puede desarrollarse a través de diferentes metodologías, o mediante la combinación de varias. El compuesto debe ser concentrado y purificado, para finalmente estabilizarlo Dentro de los procesos de extracción se encuentran la extracción asistida por microondas, asistida por ultrasonidos, con disolventes, con fluidos supercríticos, sólido-líquido, mecánica, mediante tratamiento enzimático, por arrastre de vapor.
Nombre Extracciones Descripción
Productos a obtener: antioxidantes como polifenoles, proteínas, taninos, extractos aromáticos, fibras, alcohol, pectinas, colorantes, aceites esenciales, carotenoides, licopeno, entre otras. Beneficios El proceso no es complejo usando las tecnologías disponibles en el mercado. Requiere poco personal para el control, proceso automatizado. Las tendencias de alimentos funcionales favorecen su entrada al mercado. Es compatible con otras formas de valorización, las propiedades del residuo no varían en cuanto a potencial energético, o capacidad de usarse como fertilizante. Existe extensa investigación en torno a las tecnologías que permiten innovar y combinar con otros procesos.

!!
11!!
Desventajas El residuo es reducido de manera mínima. El costo de operación puede ser elevado. Tecnologías complejas pueden ser necesarias.
Residuos aptos Orujo de uva, orujo de oliva, residuos de frutas y vegetales como pomasa de tomate, manzanas, maíz, etc. Referencias (Palmer & Ting, 1995), (Galanakis, 2012).
Compostaje El proceso de compostaje consiste en la estabilización y descomposición biológica de sustratos orgánicos, bajo condiciones que permiten el desarrollo de temperaturas termofílicas como resultado del calor producido biológicamente, para lograr un producto final que sea estable, libre de patógenos y semillas, y que puede ser aplicado al suelo como enmienda. Al generarse calor por los procesos metabólicos microbianos, no es necesaria la adición de calor, lográndose, además, la eliminación de patógenos. Además, la reducción de la materia orgánica del sustrato, junto al secado producido durante el compostaje, ayudan a reducir el costo del manejo posterior del residuo. El compost orgánico tiene diversos efectos beneficiosos cuando es aplicado al suelo. En primer lugar, sirve como fuente de materia orgánica para mantener o crear reservas de humus en el suelo, necesario para tener una estructura de suelo y mejorar la capacidad de retención de humedad. En segundo lugar, el compost puede incrementar el crecimiento y el vigor de cultivos en la agricultura comercial. Tercero, el compost contiene valiosos nutrientes como nitrógeno, fósforo, y una variedad de elementos traza esenciales.
Nombre Compostaje Descripción
Productos a obtener: Compost y calor. Beneficios

!!
12!!
Baja inversión de capital. Bajo costo de mantenimiento. Manejo sencillo, no requiere personal especializado. Desventajas Requiere gran extensión de terreno. Se pueden generar malos olores durante el proceso. Difícil manejo de la aireación en las pilas con aireación mecánica.
Residuos aptos Hojas de poda, residuos de procesamiento de frutas y hortalizas, subproductos elaboración del vino. Referencias (Yepes et al, 2008).
Torrefacción La torrefacción es un tratamiento térmico de la biomasa a una temperatura entre 200 y 300°C. Durante este proceso, cambian las propiedades de la biomasa para obtener una mejor calidad para aplicaciones de combustión y gasificación. Junto a la pelletización, la torrefacción también ayuda a los problemas logísticos que existen en la biomasa sin tratar. La biomasa sometida a torrefacción tiene una menor proporción oxígeno carbono (O/C) y menor contenido de humedad que la biomasa cruda, llevando a una mayor eficiencia de gasificación (Prins et al., 2006), además de tener un valor calorífico comparable a carbón de baja calidad. Como producto se obtienen gases de síntesis, aceites condensables o “bioaceite” y biochar, que pueden ser aprovechados para la obtención de energía como combustibles.
Nombre Torrefacción Descripción
Productos a obtener: Gases de Síntesis, bioaceite, biochar, energía. Beneficios El material torrificado puede contener hasta 96% del contenido energético original en masa.

!!
13!!
No es necesario secar el residuo previo al proceso. El producto es más fácil de manejar y transportar. Desventajas Se debe poner a punta el funcionamiento para obtener eficiencia económica. Para utilizar la biomasa torrificada como energía es necesario un proceso posterior. Se requiere un tratamiento para los gases producidos.
Residuos aptos Residuos lignocelulósicos. Restos de poda, cuescos de oliva, cuescos de durazno, cuescos de cereza, cáscaras de avellana, fruto vano de avellana, escobajo de uva, mazorcas de maíz.
Referencias (Bridgeman et al., 2008), (Prins et al., 2006).
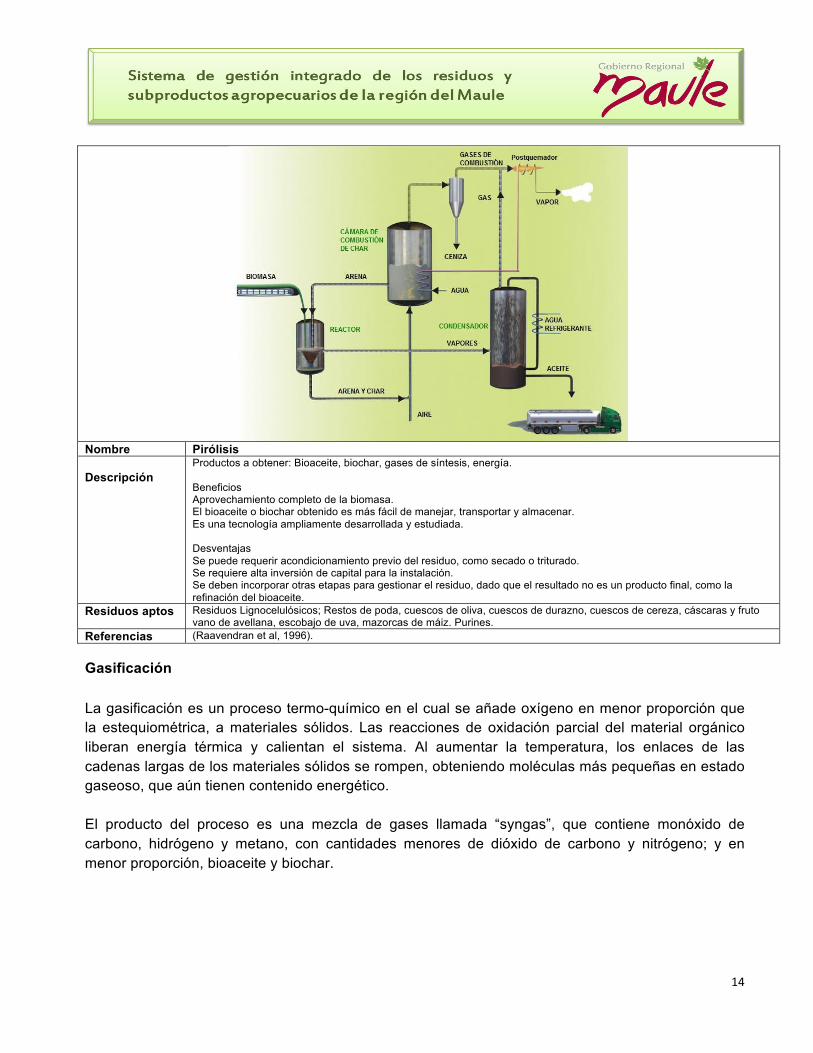
Pirólisis El proceso de pirólisis, en palabras, simples, es la ruptura de enlaces químicos a través del uso de energía térmica. El objetivo de este proceso es aprovechar los compuestos lignocelulósicos (biomasa) para obtener un biocombustible. La pirolisis rápida se realiza en una cámara de reacción entre 450 y 500°C en ausencia de oxígeno, para luego condensar la materia orgánica volatilizada en un bioaceite que puede ser utilizado tanto de fuente energética (combustible), como de insumo para producción de compuestos químicos de alto valor comercial. En el caso de la pirólisis lenta se utilizan temperaturas inferiores a 400°C y largos tiempos de residencia, para obtener un residuo carbonoso (char), en estado sólido, que puede ser utilizado como combustible. Gracias a este proceso es posible tener un buen aprovechamiento de la biomasa, obteniendo un combustible denominado bioaceite, que puede ser utilizado para generación de electricidad y calor, además del “biochar” que puede ser utilizado como enmienda de suelo o combustible sólido.
!!
14!!
Nombre Pirólisis Descripción
Productos a obtener: Bioaceite, biochar, gases de síntesis, energía. Beneficios Aprovechamiento completo de la biomasa. El bioaceite o biochar obtenido es más fácil de manejar, transportar y almacenar. Es una tecnología ampliamente desarrollada y estudiada. Desventajas Se puede requerir acondicionamiento previo del residuo, como secado o triturado. Se requiere alta inversión de capital para la instalación. Se deben incorporar otras etapas para gestionar el residuo, dado que el resultado no es un producto final, como la refinación del bioaceite.
Residuos aptos Residuos Lignocelulósicos; Restos de poda, cuescos de oliva, cuescos de durazno, cuescos de cereza, cáscaras y fruto vano de avellana, escobajo de uva, mazorcas de máiz. Purines.
Referencias (Raavendran et al, 1996).
Gasificación La gasificación es un proceso termo-químico en el cual se añade oxígeno en menor proporción que la estequiométrica, a materiales sólidos. Las reacciones de oxidación parcial del material orgánico liberan energía térmica y calientan el sistema. Al aumentar la temperatura, los enlaces de las cadenas largas de los materiales sólidos se rompen, obteniendo moléculas más pequeñas en estado gaseoso, que aún tienen contenido energético. El producto del proceso es una mezcla de gases llamada “syngas”, que contiene monóxido de carbono, hidrógeno y metano, con cantidades menores de dióxido de carbono y nitrógeno; y en menor proporción, bioaceite y biochar.

!!
15!!
Nombre Gasificación Descripción
Productos a obtener: Energía eléctrica o térmica. Beneficios Aprovechamiento completo de la biomasa. Se reducen las emisiones de gases de efecto invernadero. Se obtiene un buen rendimiento eléctrico. Desventajas La producción tiene mayor costo que la energía proveniente de combustibles fósiles. El gas tiene menor rendimiento energético que los combustibles fósiles. Problemas por la generación de alquitranes y cenizas. Se puede requerir acondicionamiento previo del residuo, como secado. Se producen costos por el almacenamiento de la materia prima. Existe peligro de explosiones. Se deben incorporar otras etapas para gestionar el residuo, dado que el resultado no es un producto final.
Residuos aptos Residuos lignocelulósicos. Restos de poda, cuescos de oliva, cuescos de durazno, cuescos de cereza, cáscaras de avellana, fruto vano de avellana, escobajo de uva, mazorcas de maíz.
Referencias (Lombardi, et al., 2012)
Incineración o combustión Esta tecnología se utiliza para obtener energía térmica o eléctrica a partir de la combustión controlada del material orgánico a incinerar. El proceso de combustión consiste en la producción de calor, gases y cenizas, a través de la oxidación completa del material producida por la adición de oxígeno en cantidad superior a la estequiométrica. La tecnología más utilizada está basada en calderas de parrilla. Los gases calientes obtenidos generan vapor, agua caliente o calientan un fluido térmico en la caldera con una eficiencia

!!
16!!
similar a la de calderas de combustibles fósiles. El calor transmitido puede aprovecharse en el proceso de producción. En plantas de generación eléctrica, el vapor generado alimenta una turbina logrando eficiencias en el rango del 20-30%.
Nombre Incineración o Combustión Descripción
Productos a obtener: Energía Eléctrica y/o Térmica. Beneficios Gran reducción de volumen del residuo. Buen aprovechamiento de la biomasa. Tecnología ampliamente desarrollada. Desventajas Se deben gestionar los residuos generados, principalmente cenizas. Las cenizas pueden interferir en el buen funcionamiento de intercambiadores de calor y otros equipos. El proceso de generación eléctrica es más costoso que el convencional. Hay una baja eficiencia de conversión. Se produce corrosión en los equipos.
Residuos aptos Residuos lignocelulósicos. Restos de poda, cuescos de oliva, cuescos de durazno, cuescos de cereza, cáscaras de avellana, fruto vano de avellana, escobajo de uva, mazorcas de maíz.
Referencias (Yepes et al., 2008)

!!
17!!
2.2 Tecnologías de acondicionamiento de residuos
Explosión de vapor Es un pretratamiento basado en la aplicación de alta presión y temperatura a distintos tipos de desechos orgánicos biodegradables para liberar moléculas simples y así mejorar la disponibilidad del material biodegradable en un proceso posterior de valorización. Dentro de la explosión de vapor hay tres etapas, la primera consta del precalentamiento del material, con el vapor recuperado de la última etapa. De forma posterior se realiza la hidrólisis térmica cerca de 170 °C por 20-30 minutos, para finalmente liberar el vapor gradualmente hacia un tanque, donde se produce la disrupción del material gracias a la caída brusca de presión.
Nombre Explosión de Vapor Descripción
Productos a obtener: Residuo hidrolizado para fermentación, enmienda de suelos, etc. Beneficios El producto obtenido tiene mayor disponibilidad de materia orgánica y nutrientes, facilitando su procesamiento. Eliminación de patógenos. Reducción olores de residuos. Bajo costo de operación. Desventajas Alta inversión de capital.
Residuos aptos Residuos lignocelulósicos; restos de poda, cuescos de oliva, cuescos de durazno, cuescos de cereza, cáscaras de avellana, fruto vano de avellana, escobajo de uva, mazorcas de maíz, residuos con alto contenido de fibra.
Referencias (Datar et al., 2007)

!!
18!!
Microondas El secado por microondas puede estar basado en dos técnicas: -Secado por microondas y secado dieléctrico: se utilizan ondas electromagnéticas que interactúan con el residuo generando calor para evaporar la humedad presente. Estas técnicas logran acortar considerablemente los tiempos de secado. -Secado en frío mediante microondas: la microestructura de los tejidos sufre una expansión causada por la evaporación súbita de las moléculas de agua. Este proceso es útil para mejorar la textura de productos deshidratados y como pretratamiento en procesos de extracción de compuestos y procesos enzimáticos debido a que facilita la penetración de disolventes y enzimas. El secado por microondas, en comparación con los procesos convencionales de deshidratación de alimentos mediante aire caliente, conduce a tiempos de proceso más cortos, mayores rendimientos energéticos y mejores características en la calidad del producto final.
Nombre Microondas Descripción
Productos a obtener: Harinas vegetales, productos de valor secos provenientes de residuos vegetales. Beneficios Mejora penetración de disolventes y enzimas. Tiempos de secado más cortos que procesos de deshidratación convencionales. Permite mantener características organolépticas y nutricionales del residuo, para procesos posteriores. Producto final estable. Desventajas Necesidad de control de tiempo.

!!
19!!
Necesidad de validación de tecnología respecto a la presencia de sustancias indeseables presentes en el residuo.
Residuos aptos Residuos de frutas y hortalizas, residuos generados en la elaboración del vino. Referencias (Feng & Tang, 1998).
Sonicación La sonicación, o tratamiento con ultrasonido, en su definición más básica, se refiere a ondas de presión con una frecuencia de 20 kHz o más. Generalmente, el equipamiento de ultrasonido utiliza frecuencias de 20 kHz a 10 MHz. El ultrasonido de mayor poder a bajas frecuencias (20 a 100 kHz), el cual es referido como “ultrasonido de poder”, tiene la habilidad de causar cavitación, que tiene usos en el procesamiento de alimentos para inactivar microbios. Durante el proceso de sonicación, se crean ondas longitudinales al encontrarse una onda sónica con medio líquido, logrando regiones que alternan entre compresión y expansión (Sala et al., 1995). Estas regiones de cambio de presión causan cavitación, formando burbujas de gas en el medio. Estas burbujas tienen una mayor área superficial durante el ciclo de expansión, que aumenta la difusión del gas, causando que la burbuja se expanda. Se alcanza un punto donde la energía ultrasónico entregada no es suficiente para retener la fase de vapor en la burbuja; causando una condensación rápida. Las moléculas condensadas chocan violentamente, provocando regiones con alta presión y temperatura. Las propiedades adquiridas por el residuo luego del proceso, aumentan el espacio intersticial de éste, de manera de producir un incremento en el área superficial, facilitando la entrada de enzimas o solventes, mejorando así los procesos posteriores. Además se ha reportado su efectividad en la inactivación microbiana (Piyasena, 2003).
Nombre Sonicación Productos a obtener: Residuos con mayor superficie de contacto y menor actividad microbiana.

!!
20!!
Descripción Beneficios Inactivación microbiana. Aumenta superficie de contacto para interacción con solventes, enzimas, etc. en procesos posteriores. No altera compuestos bioactivos para posterior extracción de compuestos de interés. Mayor homogeneización del material tratado. Desventajas Peligroso para el operador por provocar disrupción celular. Si es operado de manera incorrecta puede causar un sobrecalentamiento y colapso del equipo. Requiere resguardos de seguridad.
Residuos aptos Residuos líquidos agroindustriales, residuos sólidos con alto contenido de humedad (mayor al 80%). Referencias (Piyasena, 2003), (Sala et al., 1995)
Hidrólisis ácido/base La hidrólisis ácida o básica es un proceso químico que tiene como objetivo el rompimiento de moléculas complejas o poliméricas que forman los residuos vegetales (hemicelulosa, celulosa, almidón, entre otros), para obtener moléculas simples o monoméricas como glucosa. Este pretratamiento busca aumentar la disponibilidad del sustrato en una posterior fermentación u otro proceso de conversión, contribuyendo a mejorar la eficiencia de estos. La hidrólisis ácida es un proceso químico que utiliza ácidos para transformar polímeros en sus monómeros elementales. Es posible utilizar distintas clases de ácidos; sulfuroso, clorhídrico, sulfúrico, fosfórico, nítrico y fórmico. Sin embargo, a nivel industrial son utilizados los ácidos clorhídrico y sulfúrico (Galbe y Zacchi, 2002). Los métodos industriales de hidrólisis ácida se agrupan en dos tipos; los que emplean ácidos concentrados (10-30%), bajas temperaturas (170-190°C) y mayor tiempo de residencia; y los que utilizan ácidos diluidos (1-5%), mayores temperaturas (160-240°C) reaccionando por cortos periodos de tiempo. En el caso de la hidrólisis básica, se utiliza normalmente hidróxido de sodio (NaOH) diluido, sumergiendo el material lignocelulósico a 60°C por varias horas, teniendo lugar reacciones como solvatación y saponificación que provocan un estado de inflamación de la biomasa, haciéndola más accesible para enzimas y bacterias. El uso de soluciones alcalinas fuertes da lugar a la degradación y descomposición de polisacáridos y al rompimiento de radicales finales (Riaño et al., 2010)!

!!
21!!
Nombre Hidrólisis Ácido Base Descripción
Productos a obtener: Residuos con alto contenido de azúcares disueltos y sustrato para procesos de conversión. Beneficios Con ácidos concentrados se obtienen rendimientos de hidrólisis superiores al 90%. Con ácidos diluidos se produce bajo consumo de ácido, logrando la hidrólisis del 80-100% de la hemicelulosa. Con hidrólisis alcalina se produce aumento del área superficial interna facilitando acceso de reactivos, se produce descenso de cristalización, separación de las uniones estructurales entre lignina y carbohidratos, ruptura de la estructura de la lignina. Desventajas Gran cantidad de ácido requerido en técnica con ácido concentrado. Alto costo de recuperación de reactivos. Efectos corrosivos de reactivos concentrados hacen necesaria alta inversión en equipos. Requiere etapa posterior de neutralización. Con ácidos diluidos se requieren altas temperaturas para obtener rendimientos aceptables de conversión de celulosa a glucosa, reportándose sólo un 60% del teórico. En la hidrólisis alcalina, la efectividad depende del contenido de lignina del material, máximo 18%. Puede ocurrir degradación de hemicelulosa. Solubilización de lignina puede tener efecto inhibidor en etapa posterior.
Residuos aptos
Residuos ricos en lignocelulosa; restos de poda, cuescos de oliva, cuescos de durazno, cuescos de cereza, cáscaras de avellana, fruto vano de avellana, escobajo de uva, mazorcas de maíz; residuos altos en fibra.
Referencias (Riaño, et al., 2010), (Galbe y Zacchi, 2002)
Secado en tambor rotatorio Los secadores de tambor rotatorio son bien conocidos por entregar un producto de calidad uniforme debido a que son caracterizados por tener largos tiempos de residencia y mezclamiento relativamente homogéneo comparado con otros secadores. Un equipo típico consiste de una carcasa cilíndrica ligeramente inclinada (0-5°) horizontalmente, que rota alrededor de su eje longitudinal. Tiene dos funciones distintivas; como equipo calefactor y como cinta transportadora. El interior está equipado con deflectores que levantan y mejoran el transporte del material y para aumentar la superficie de contacto entre el material y el medio calefactor. Normalmente se opera con vacío en el interior para evitar la pérdida del polvo (Hui, 2008). El material a secar es introducido continuamente por un extremo del secador, el aire caliente entra contracorriente o de manera paralela, deshidratando el material. Dentro del equipo ocurren tres fenómenos; transporte de material húmedo, transferencia de calor entre el material y el medio caliente, y transferencia de vapor de agua desde el material hacia la corriente de aire caliente. Existen dos formas de transferir calor al material húmedo; directamente, mediante aire caliente, o indirectamente, mediante el paso de un fluido caliente que calienta la carcasa por donde avanza dicho material.

!!
22!!
Nombre Secado con Tambor Rotatorio Descripción
Productos a obtener: Residuo sólido con bajo contenido de humedad. Beneficios Alto rendimiento de secado, producto es homogéneo. Gran capacidad de adaptabilidad. Sistema automatizado, funcionamiento de modo continuo. Importante reducción de volumen del residuo, se facilita manejo del residuo. Fácil manejo y construcción. Bajo costo de mantenimiento. Desventajas Alto consumo energético. Secador de contacto indirecto requiere mantenimiento constante de intercambiadores de calor. Secador de contacto indirecto requiere mayor tiempo que directo. Secador de contacto directo presenta riesgo de abrasión de elementos internos. Humedad a la salida difícil de controlar. No apto para materiales pastosos ni pegajosos. Gran caudal de flujo provoca emisiones a la atmósfera.
Residuos aptos Residuos sólidos de frutas y hortalizas con contenido de humedad menores al 50%. Referencias (Hui, 2008)
Secado solar El enfoque del secado solar es la deshidratación de un material orgánico, de manera de concentrar sus características y reducir el volumen para facilitar su gestión. Se realiza transfiriendo el líquido contenido en el sólido húmedo a una fase gaseosa no saturada. Se logra evitar la descomposición de la materia orgánica por parte de los microorganismos. Es un método común para la preservación de alimentos. El secador puede ser de circulación forzada o de convección natural, dependiendo de cómo circula el aire dentro del secador. Además, se clasifican en directo o indirecto según cómo se transmite el calor hacia el material a secar. Los secadores solares pueden ser pasivos si usan sólo fuentes de energía renovables, y activos si utilizan fuentes de energía no renovables, ya sea para fuentes de calor complementarias o fuentes auxiliares de circulación de aire. El proceso será diseñado tomando en cuenta las características que tenga el residuo, el secador, el aire de secado, la localización y las características deseadas según el uso posterior del residuo.

!!
23!!
Nombre Secado Solar Descripción
Productos a obtener: Residuo con bajo contenido de humedad para alimento animal o para humano, o para biocombustibles. Beneficios Proceso sencillo de manejar. No requiere mano de obra especializada. Se evita descomposición de residuo. Reducción de volumen facilita transporte y almacenamiento posterior. Proceso ampliamente conocido y utilizado. Bajo costo de instalación y mantención. Desventajas La intensidad de la radicación solar no es constante. Necesidad de sistema auxiliar de calor en temporadas de baja intensidad de radiación. Necesidad de extensas superficies por baja penetración energética. Proceso es lento, dependiendo de diseño de secador. Bajo rendimiento de secado. Exposición directa a rayos solares puede ser perjudicial para calidad de subproductos a obtener.
Residuos aptos Residuos vegetales sólidos, como residuos de frutas y hortalizas, alperujo, etc. Referencias (Sharma et al., 2009).
Biosecado El biosecado es un proceso biológico que permite la disminución de la humedad en los residuos. El objetivo de este proceso es el aprovechamiento del calor generado en las reacciones exotérmicas microbianas para lograr la eliminación del agua libre presente en los residuos, con un bajo consumo de sólidos volátiles, de modo de conservar el poder calorífico del residuo (Adani et al., 2002). De esta manera, se puede obtener un material parcialmente seco y estable, fácil de manejar y almacenar, que se puede considerar como un combustible derivado de residuos, con un contenido calórico comparable al del carbón vegetal (Wiemer y Kern, 1996). El pavimento del área de biosecado está formado por parrillas prefabricadas de hormigón, perforadas para permitir la aireación de las pilas. Se hace pasar aire a través de los orificios del pavimento de la citada zona y de la pila de residuos. Finalmente, el aire se envía hasta unos biofiltros para la depuración de olores, situados en la cubierta del edificio. Los lixiviados producidos en la zona de

!!
24!!
biosecado se recogen mediante una serie de colectores, conduciéndolos mediante una tubería subterránea hasta el depósito de lixiviados. Este proceso se diferencia del compostaje por la aplicación de aire forzado, logrando deshidratar el residuo de manera más rápida.
Nombre Biosecado Descripción
Productos a obtener: Residuo con bajo contenido de humedad, mayor estabilidad, que conserva sólidos volátiles. Beneficios Potencial de ser usado como combustible. Potencial para ser usado como enmienda orgánica. Reducción de volumen. Desventajas Residuo con mediana estabilidad. Producto poco homogéneo Necesidad de terreno.
Residuos aptos Residuos agroindustriales sólidos con alto contenido de humedad. Referencias (Adani et al., 2002), (Wiemer y Kern, 1996), (Robles et al., 2013).
Desaguado/prensado El proceso de deshidratación de sólidos es la eliminación parcial o total de la humedad de un material bajo condiciones controladas, a través de la evaporación de ésta.

!!
25!!
El objetivo del prensado es separar el líquido del sistema compuesto por las fases sólido-líquido mediante la compresión de la mezcla, reteniendo al sólido mientras permite fluir al líquido al exterior. Para lograrlo es posible utilizar un tornillo sin fin (decanter) o un filtro prensa. De acuerdo a la forma de transmisión del calor del sólido húmedo, los equipos de secado se clasifican en secadores indirectos, donde se transmite el calor a una superficie caliente que por conducción lo aporta al material; y directos, que utilizan aire caliente, capaz de transmitir el calor por convección al estar en contacto con el sólido húmedo. Dentro de los secadores directos se encuentran los de bandejas o armario, de túnel, de cinta transportadora, rotatorios y de lecho fluidizado.
Nombre Desaguado/prensado Descripción
Productos a obtener: Residuos con bajo contenido de humedad. Beneficios Residuo es más estable debido a disminución de degradación orgánica por tener bajo contenido de humedad. Facilita tratamiento posterior del residuo y mejora rendimiento en procesos extractivos. Sistema sencillo de manejar. Facilita manejo y almacenaje posterior del residuo. Desventajas Poco control de la humedad final. Algunos equipos no permiten procesar continuamente, sólo por lote. Algunos equipos requieren largo tiempo de permanencia del residuo. Alto consumo energético.
Residuos aptos Residuos sólidos con alto contenido de humedad (mayor al 50%). Referencias (Roos, 2008).

!!
26!!
Estabilización Química Consiste en la adición de un agente químico al residuo para la estabilización de éste. El uso de agentes químicos, es útil en la inactivación de miroorganismos, alargando la vida útil del residuo para procesos posteriores, ya sea de extracción de compuestos de interés o fermentación, entre otros, y mejorando la biodigestibilidad del residuo. Variados compuestos químicos han sido estudiados como agentes para pretratamientos químicos, tales como ácidos, bases, gases, alcoholes, agentes oxidantes y reductores. Dentro de los anteriores, los agentes de pretratamiento más usado son las bases, debido a que son relativamente poco costosas y producen menor degradación de la celulosa (Holtzapple, 1981). El hidróxido de sodio, hidróxido de calcio, amonio y urea son las bases más comunes para este pretratamiento. Aunque el hidróxido de sodio aumenta la digestibilidad de la biomasa significativamente, es difícil de reciclar, relativamente cara, y difícil de manipular. A causa de su volatilidad, el amonio puede ser reciclado fácilmente, pero es moderadamente costoso y menos efectivo en aumentar la biodigestibilidad. En contraste, el hidróxido de calcio tiene varias ventajas; es seguro y posee un muy bajo costo (Chang et al., 1998). La estabilización con cal o encalado resulta conveniente en procesos que trabajan de forma periódica, se puede arrancar o parar rápidamente, siendo útil para complementar instalaciones existentes.
Nombre Estabilización Química Descripción
Productos a obtener: Residuo estabilizado. Beneficios Mejora la biodigestibilidad del residuo. Hay disponibilidad de alternativas de bajo costo. Baja inversión de capital. Rápida implementación. Desventajas Algunos agentes químicos son difíciles de recuperar, aumentando costos de operación.

!!
27!!
Reactivos presentan peligro para operarios en algunos casos Necesidad de terreno.
Residuos aptos Residuos sólidos húmedos, fácilmente biodegradables; almidón de maíz, residuos de frutas y vegetales, etc. Referencias (Holtzapple, 1981), (Chang et al., 1998).
Molienda El proceso de molienda consiste en la reducción de tamaño del residuo para facilitar los procesos posteriores, mediante el uso de la fuerza mecánica. Se logra el aumento de la superficie de contacto del sólido, aspecto que favorece la velocidad del proceso, o facilita y mejora la extracción de un determinado compuesto de interés. Se diferencia entre el picado/trituración y la molienda, entendiendo lo primero como la obtención de partículas de diámetros superiores a 3 mm, y molienda como la obtención de partículas de tamaños inferiores, es decir un polvo. Es común realizar varias etapas en serie para obtener el tamaño deseado de partícula, con separaciones por tamaño, eligiendo de acuerdo al material a tratar. Dentro de los equipos más comunes, se encuentran la trituradora de rodillos que consta de dos cilindros de acero que rotan en sentido contrario atrapando el residuo y comprimiéndolo. El molino de martillos tiene un rotor que funciona a alta velocidad, causando la molienda con fuerzas de impacto. Además, se utiliza el molino de discos que utiliza fuerzas de corte y el molino gravitatorio o de tambor, utilizado para molienda fina.
Nombre Molienda Descripción
Productos a obtener: Residuo con tamaño de partícula menor. Beneficios Método conocido y usado ampliamente. Bajo costo de inversión y de instalación por ser equipos móviles. Las trituradoras no tienen alto gasto energético. Aumenta superficie de contacto para etapas posteriores. Facilita y disminuye tiempo de digestión del residuo en fermentaciones posteriores. Desventajas Los molinos consumen mucha energía.

!!
28!!
Los molinos sufren desgaste mecánico por la erosión causada por las partículas más pequeñas. Su reemplazo es costoso. Los equipos deben ser robustos mecánicamente para soportar las tensiones producidas por los materiales.
Residuos aptos Residuos sólidos con bajo contenido de humedad, en lo posible menor al 15%. Referencias (Muñoz-Muñoz et al., 2014).
Filtración Consiste en una separación de dos fases, haciendo pasar una suspensión a través de un material poroso. En el caso de filtros de material poroso por lote se obtiene una fase líquida y otra sólida, en el caso de filtros continuos se obtienen dos corrientes líquidas donde va a permear agua y/o un compuesto de interés de manera de generar un permeado y un concentrado. Dependiendo de la aplicación, se selecciona el medio de filtración y el tamaño de poro adecuado, donde pueden ser necesarias pruebas experimentales para obtener resultados satisfactorios. El flujo de filtrado puede ser impulsado por gravedad, por presión en la cabecera del medio, por vacío en la cola del medio o por fuerza centrífuga.
Nombre Filtración Descripción
Productos a obtener: Aguas depuradas, Concentrados de compuestos de interés, Líquidos esterilizados, etc. Beneficios Permite obtener productos de alto valor agregado. Producto final es estable. Filtros por membrana admiten toda escala de pH, poseen gran estabilidad térmica, pueden limpiarse mediante C.I.P. y son regenerables. Desventajas Nivel preliminar de desarrollo tecnológico en algunos tipos de filtración. El proceso debe ser puesto a punto. Filtración por membrana requiere alto grado de mantenimiento.

!!
29!!
Filtración por membrana puede requerir alto gradiente de presión. Filtros deben limpiarse de forma constante.
Residuos aptos Efluentes ricos en polifenoles como los de Almazara, materiales resultantes de los procesos de extracción por solvente, aguas de procesamiento de vegetales
Referencias (Hernández, 2006).
!

!!
30!!
3. PROPUESTA DE TECNOLOGÍAS DE VALORIZACIÓN PARA LA REGIÓN DEL MAULE Para la selección de tecnologías deben tenerse en cuenta algunos aspectos fundamentales como son, entre otros, los siguientes:
El tipo de residuo o mezcla de residuos a valorizar, donde destacan su composición y disponibilidad, y en qué porcentaje puede ser utilizado.
La tecnología de conversión sea flexible, es decir, que sea capaz de responder ante variaciones en las características de los residuos, los cuales presentan normalmente una gran heterogeneidad en su composición.
Reportes de experiencias de la tecnología en aplicaciones de las mismas características a las que se quiere implantar, y sus requerimientos de infraestructura y mano de obra calificada.
El costo de la tecnología, tanto por su adquisición, escalamiento, operación, y considerar sus beneficios para la localidad.
Los productos obtenidos y su uso, que pueden ser desde producción de energía por combustión, hasta producción de compuestos farmacéuticos de alto valor, según se muestra en la figura 4.
La valorización de residuos aplicando tecnologías de conversión en el contexto local, se evaluó considerando el valor agregado indicado en la figura 4, ponderando de 1 a 8 el valor agregado de los productos a obtener. Además se consideran aspectos tales como (i) el nivel de uso del residuo, donde es de interés una alta incorporación del residuo de modo de contribuir a disminuir su
Figura 4. Diagrama de valorización de residuos en base a valor agregado y volumen utilizado.
Farma
Cosméticos
Alimento Humano
Alimento Animal
Materiales vía fermentación
Combustibles
Fertilizantes
Combustión directa
Relleno
Val
or
Ag
reg
ado V
olu
men
!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!8!
!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!7!
!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!6!
!!!!!!!!!!!!!!!!!!!!!!!!!!!!5!
!!!!!!!!!!!!!!!!!!!!!!!4!
!!!!!!!!!!!!!!!!!3!
!!!!!!!!!!2!
!!!!!1!
0!

!!
31!!
acumulación en las plantas procesadoras, (ii) la aplicación del producto ya sea uso doméstico o particular, y su uso a nivel industrial, y (iii) el costo de la implementación de la tecnología. La ponderación de estos aspectos se muestra a continuación:
Porcentaje aprovechable del residuo Ponderación 0-20% 1
21-60% 2 61-100% 3
Sector de aplicación de los productos Ponderación
Particular 2 Industrial 1
Sin sector de aplicación 0
Nivel de Inversión asociada a la tecnología Ponderación Alta 1
Media 2 Baja 3
Considerando lo antes mencionado, en la tabla 1 se muestran los resultados de las ponderaciones de tecnologías incluidas en el estudio, y donde se sugiere un nivel de prioridad para estudios de aplicación, ya sean de pilotaje u otra alternativa que permite medir su potencial para la región.
Tabla 1. Tecnologías de conversión evaluadas para la valorización de residuos.
Tecnología Valor agregado
Uso del residuo
Aplicación regional
Costo tecnología
Total Prioridad
Fermentación AA 5 3 2 3 13 1 Cultivo microalgas 6 3 1 2 12 2
Compostaje 2 3 2 3 10 3 Extracciones 6 1 1 2 10 3 Pirolisis Torrefacción 3 2 2 2 9 4 Fermentación ABE 3 2 2 1 8 5 Gasificación 3 2 2 1 8 5 Incineración o combustión 1 3 2 2 8 5 Digestión anaerobia 3 2 2 1 8 5 Lodos activados 0 2 1 2 7 6

!!
32!!
De la tabla 1 destaca el uso de residuos para la producción de alimento animal mediante procesos fermentativos (Fermentación AA), lo cual sería de especial interés para los productores pecuarios de la región. A continuación, el cultivo de microalgas para el aprovechamiento de residuos líquidos destaca como alternativa para este tipo de residuos y quedando por sobre la digestión anaerobia y lodos activados, principalmente por el valor agregado de los productos y que el proceso no produce residuos que necesiten una posterior gestión. El compostaje como alternativa destaca por su alto nivel de uso del residuo, y se ha visto como la alternativa utilizada en la gestión de residuos sólidos en la región, pero se ha observado una necesidad de apoyo técnico para mejorar el proceso. Las tecnologías de extracción en tercer lugar destacan principalmente por el alto valor de sus productos, aunque necesitan asociarse a procesos que utilicen en mayor medida el residuo. Luego, las tecnologías de pirolisis y torrefacción tienen importancia para el aprovechamiento de residuos lignocelulósicos para producir combustibles sólidos, como por ejemplo residuos de carozos o semillas, y restos de poda. En quinto lugar se observan las tecnologías de fermentación ABE y gasificación las cuales permiten obtener biocombustibles líquidos al refinar sus productos, como son el butanol y el biodiesel, respectivamente, junto con la incineración y la digestión anaerobia que también permiten producir energía por procesos de combustión. Finalmente, el sistema de lodos activado es una alternativa ampliamente estudiada para el tratamiento de residuos líquidos de baja carga orgánica, aunque no genera productos de valor agregado. En base a lo anterior, se observa que las tecnologías pueden agruparse para un mejor aprovechamiento de los residuos agroindustriales y mayor variedad de productos. Por lo tanto, se propone una segregación de los residuos y tecnologías específicas para cada grupos, como se muestran en las figura 5, figura 6, y figura 7. La figura 5 muestra un sistema para el aprovechamiento de residuos sólidos agroindustriales tales como pomasas de frutas, despunte de hortalizas, u otro residuo sólido fácilmente biodegradable, el cual requiere un proceso de estabilización, seguido de procesos de extracción de compuestos de interés, y finalmente utilizarse en mayor proporción en procesos fermentativos o de compostaje.
Figura 5. Tecnologías para la valorización de residuos agroindustriales sólidos provenientes del procesamiento de frutas y hortalizas, que incluyen cascaras, restos de pulpa o pomasas con alto contenido de humedad y de rápida degradación.
Residuos%Agroindustriales%
sólidos%%
Fermentación%AA%%Fermentación%ABE%
Compostaje%%Estabilización% Extracciones!

!!
33!!
La figura 6 muestra un sistema para el aprovechamiento de residuos sólidos lignocelulósicos agroindustriales tales como carozos, escobajos, restos de poda o residuos leñosos que se generan en campo o en planta por el lavado de frutas y hortalizas. Por otra parte, la figura 7 señala las alternativas de interés para el tratamiento y valorización de residuos liquidos de la agroindustria, destacando el cultivo de microalgas por el alto valor de la biomasa microalgal, seguido de la digestión anaerobia que permite producir biogás, y la incineración como alternativa para la producción de energía y calor.
En base a lo antes expuesto, y considerando las capacidades propias del equipo de trabajo del proyecto, se han realizado evaluaciones experimentales a nivel de laboratorio de las principales tecnologías de conversión, como son procesos fermentativos para producción de alimento animal, cultivo de microalgas, fermentación ABE para producción de butanol, y extracción de compuestos de interés. En la siguiente sección se muestran los resultados obtenidos durante la ejecución del proyecto y los principales desafíos para su aplicación en la región.
Figura 6. Tecnologías para la valorización de residuos agroindustriales sólidos lignocelulósicos provenientes del procesamiento de frutas y hortalizas.
Figura 7. Tecnologías para la valorización de residuos agroindustriales líquidos provenientes del procesamiento de frutas y hortalizas.
Residuos%Agroindustriales%
sólidos%lignocelulósicos%%
Pirolisis%%%Torrefacción%Gasificación%%Incineración%%%
Estabilización% Extracciones!
Residuos%Agroindustriales%
líquidos%%%
Cultivo%de%microalgas%%
Digestión%Anaerobia%%
Lodos%Activados%%
Estabilización%

!!
34!!
4. AVANCES EN LA APLICACIÓN DE TECNOLOGÍAS DE VALORIZACIÓN PARA RESIDUOS AGROINDUSTRIALES
4.1. Cultivo de microalgas para producción de compuestos de interés Se han utilizado diferentes residuos industriales líquidos agroindustriales como sustrato para el cultivo de microalgas, de modo de evaluar su potencial para la acumulación de biomasa, de manera preliminar.
Los ensayos han sido realizados por lote en matraces, monitoreando la concentración de biomasa y pH periódicamente de manera de registrar el comportamiento de la cinética de la microalga frente a los distintos sustratos, teniendo además el pH como indicador de actividad fotosintética.
Los residuos utilizados corresponden a RIL de escaldado de setas, RIL de procesamiento de hortalizas y RIL tratado de viña (ver Figura 8), preparando el mismo ensayo en paralelo con ajuste de pH para determinar si es favorable para las microalgas. En la Figura 9 se algunos exponen ensayos donde se han utilizado RILes obtenidos en el procesamiento de hortalizas de empresas diferentes, con ajuste de pH.
!
Figura 8. Cultivo de microalgas por lote a partir de RIL de escaldado de setas (1), RIL de procesamiento de hortalizas (2) y RIL tratado de viña (3) como sustrato. 1’, 2’ y 3’ corresponden a los mismos RILes con ajuste de pH.

!!
35!!
!
Además, se ha experimentado con Riles provenientes de almazaras de aceite de oliva (alpechín) para evaluar su potencial como sustrato para microalgas, utilizándose sin un pretratamiento en cultivos en matraces por lote, con ajuste de pH. Sin embargo, bajo estas condiciones, no se detectó proliferación de la biomasa microalgal, como se evidencia en las Figuras 10 y 11, mostrando una variación de color debida sólo a la oxidación de los compuestos presentes en el alpechín, y no al crecimiento de las microalgas. De este modo, se observó la necesidad por evaluar pre-tratamientos para los residuos líquidos, lo cual permitió mejorar significativamente la productividad de la biomasa microalgal.
Figura 9. Cultivo de microalgas correspondientes a RILes de procesamiento de hortalizas.
!!
36!!
!
!
!
Figura 10. Cultivos de microalgas por lote a partir de almazaras de aceite de oliva como sustrato, al inicio del experimento.
Figura 11. Cultivos de microalgas por lote a partir de almazaras de aceite de oliva como sustrato, al término del experimento.

!!
37!!
Con el ensayo anterior fue necesario plantear un diseño experimental diferente donde se incluyó un pretratamiento químico al sustrato. Al aplicar el pretratamiento se logró detectar el crecimiento de la biomasa durante el transcurso del cultivo. También se ajustó el pH. En la Figura 12 se observa uno de los matraces al término del ensayo, junto al sustrato sin pretratar.
!
También se realizaron ensayos en matraces por lote con purín de vacuno y purín de cerdo, ambos con pretratamiento térmico, evidenciando crecimiento de la biomasa microalgal, como se observa en la Figura 13. De este modo, se han generado antecedentes de interés en donde una amplia variedad de residuos líquidos de la agroindustria regional pueden ser utilizados como medio de cultivo para microalgas, y donde es necesario seguir profundizando el estudio de la biomasa generada para su uso como insumos para nuevos productos.
Figura 12. Cultivo de microalgas a partir de alpechín como sustrato con pretratamiento químico.

!!
38!!
!
!
4.2. Fermentación ABE para producción de biocombustibles Se han generado antecedentes referentes al uso de residuos agroindustriales como fuente de carbono para producción de biobutanol mediante fermentación ABE, los cuales se describen a continuación:
Colecta material biológico:
Se colectaron 12 muestras, de las cuales 8 corresponden a heces de animales; aves, bovinos, equinos y porcinos. Además se aislaron 3 muestras de tierra.
Aislamiento de Clostridium y Extracción ADN:
De las 12 muestras recolectadas, se aislaron 10 muestras con medio de cultivo TSC/SFP, medio selectivo para género Clostridium, en condiciones de anaerobiosis. Las muestras aisladas en medio TSC/SFP, luego se traspasaron a medio PYG líquido, en condiciones de anaerobiosis, lo que se aprecia en la Figura 14. Para su posterior análisis molecular.
Figura 13. Cultivo de microalgas por lote a partir de purín de vacuno (izquierda) y purín de cerdo (derecha).

!!
39!!
Las muestras aisladas en medio PYG, se les realizó la extracción de ADN, los valores obtenidos fueron entre 43-467ng/µL, datos que se pueden observar en la Tabla 2.
Considerando los valores obtenidos para la relación 260 nm/280 nm, se observan diferencias significativas, con el Kit. La mayoría de los resultados se agrupan dentro del rango ideal, donde los valores no superaron 1.8, datos que se muestran en la Tabla 2.
Por último para la relación 260/230, la que se considera una medida secundaria para verificar la pureza de los ácidos nucleicos, en donde los valores esperados fluctúan en un rango de 0.9 a 2.0, datos que se pueden apreciar en la Tabla 2.
Para la identificación de cepas candidatas, con secuenciación de nucleótidos ADNr 16S, el ADN extraído se utilizó para realizar un PCR con primer que permiten amplificar zonas específicas para bacterias, el tamaño esperado es de 529pb, resultados que se aprecian en la Figura 15.
Figura 14. Muestras asiladas en medio PYG, en condiciones de anaerobiosis.

!!
40!!
Tabla 2. Resultados de aislación de Clostridium en muestras de Suelo y Heces animales.
TIPO%MUESTRA% NOMBRE%DE%LA%MUESTRA%
PRESENCIA%DE%CLOSTRIDIUM%EN%MEDIO%TSC/SFP%
CONCENTRACIÓN%DE%ADN%ng/µL%
RELACION%260/280%
RELACION%260/230%
Heces%de%ave% B:1! SI! 138,1! 1.9! 1.8!Suelo%de%corral%bovino%
B:2! SI! 146,5! 2.1! 1.9!
Heces%de%ave%% B:3! SI! 129,8! 1.9! 1.9!Tierra%Reserva%Los%Ruiles%
B:4! SI! 43! 1.9! 1.6!
Heces%de%ovino% B:5! NO! ___! ___! ___!Heces%de%vacuno% B:6! SI! 138,4! 1.9! 2.0!Heces%de%Equino% B:7! SI! 112,3! 1.9! 1.9!Suelo%de%corral%de%Feria%%
B:8! SI! 467,4! 1.9! 1.1!
Guano% B:9! NO! ___! ___! ___!Heces%de%Bovino% B:10! SI! 72,1! 1.8! 1.4!Heces%de%Porcino%Engorda%
B:11! SI! 209,4! 2.0! 2.1!
Heces%de%Porcino%Maternidad%
B:XX! SI! 164! 1.8! 0.9!
Figura 15. Producto de PCR con partidores específicos para bacterias. M: Marcador de peso molecular 100pb. ; Muestras B-1(duplicado)- BXX; C Neg.; Control Negativo. Tamaño esperado es de 529pb. Gel de agarosa al 1.5%, teñido con RedGel.

!!
41!!
Los resultados obtenidos permitirán desarrollar un bioproceso para producción de butanol y donde los principales desafíos en el futuro inmediato son pasar de evaluaciones por lote a un sistema continuo y seleccionar residuos agroindustriales que permitan producir los azúcares necesarios para la fermentación ABE.
4.3. Fermentación para enriquecimiento proteico y producción de alimento animal A pesar de los beneficios que trae el consumo de aceite de oliva a la salud humana, la fabricación de este producto conlleva a residuos sólidos y líquidos que han sido un problema para la industria olivícola, los de mayor importancia son los ambientales, sociales y económicos debido a su almacenamiento (García, 2003). Como respuesta a esta problemática se han hecho estudios que han revelado diversas alternativas para la reutilización de residuos agroindustriales, entre ellas la obtención de biocombustible, compostaje y alimentación animal (Molina y Yáñez, 2008). La utilización de residuos para la elaboración de alimentación animal es una alternativa eficaz para la reducción de la carga ambiental y para la autosuficiencia alimentaria del sector pecuario (Kawashima, 2001). En el ámbito del desarrollo tecnológico el uso de residuos para la alimentación animal contribuye a la autosuficiencia alimentaria y crea una agricultura animal más sustentable. Una de las principales ventajas que tiene el reciclaje de residuos es la menor dependencia que tienen los productores de animales a las dietas con granos, lo que se puede destinar a alimentación humana, además de esto se reduce considerablemente los costos relacionados con la gestión de los residuos en las plantas agroindustriales (Grasser, 1995). El alperujo al igual que otros subproductos agroindustriales es producido en una sola temporada del año, por lo que causa problema de almacenamiento. Como solución a esto, el residuo puede ser procesado a través de secado y posterior pelletizado para su conservación, almacenamiento y distribución a los usuarios (Molina y Yáñez, 2008). Sin embargo, el bajo nivel de proteína cruda de este residuo requiere investigar algún procesamiento adicional para mejorar su calidad como materia prima para alimentación animal. Una alternativa de interés es usar microorganismos benéficos que sean capaces de crecer en el residuo y transformar compuestos simples en proteínas y que luego mediante procesos de secado sean estabilizados (Gélinas y Barrette, 2006). Debido a esto, en el presente proyecto se ha profundizado la valorización de residuos agroindustriales como alimento animal mediante un trabajo de tesis de pregrado denominado “Valorización de alperujo mediante enriquecimiento proteico para alimentación animal” y donde se evaluó la aplicación de procesos de
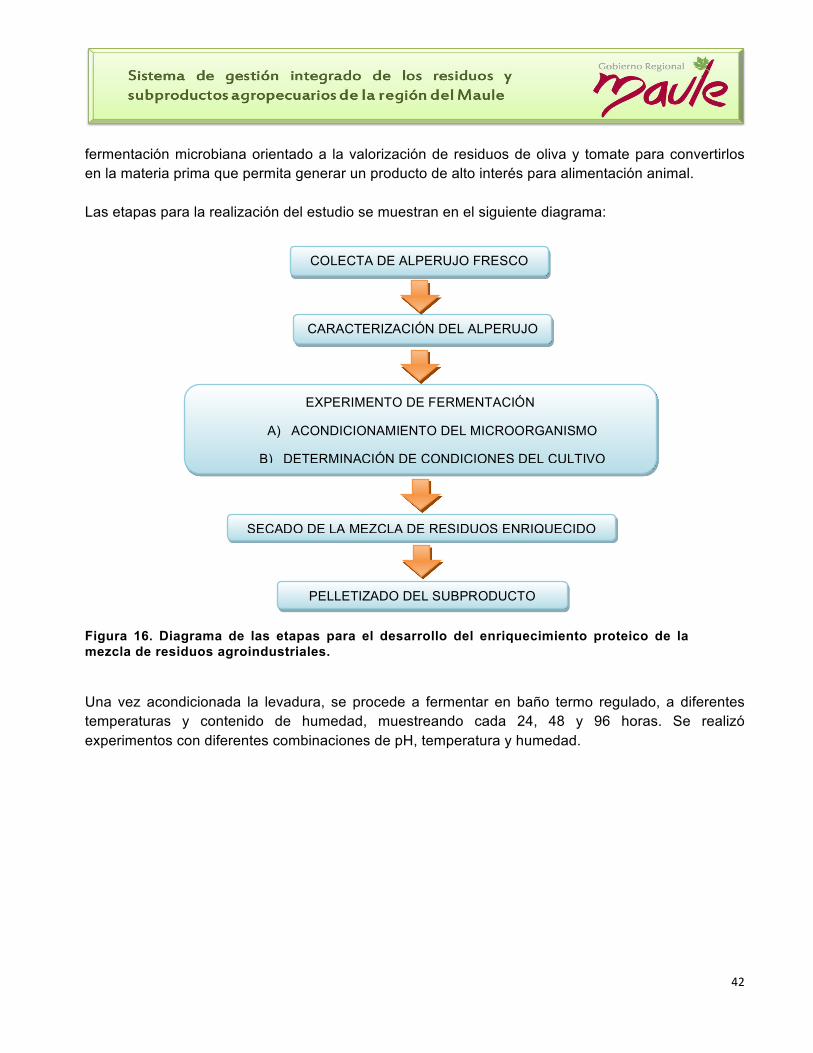
!!
42!!
fermentación microbiana orientado a la valorización de residuos de oliva y tomate para convertirlos en la materia prima que permita generar un producto de alto interés para alimentación animal. Las etapas para la realización del estudio se muestran en el siguiente diagrama:
Una vez acondicionada la levadura, se procede a fermentar en baño termo regulado, a diferentes temperaturas y contenido de humedad, muestreando cada 24, 48 y 96 horas. Se realizó experimentos con diferentes combinaciones de pH, temperatura y humedad.
Figura 16. Diagrama de las etapas para el desarrollo del enriquecimiento proteico de la mezcla de residuos agroindustriales.
COLECTA DE ALPERUJO FRESCO
CARACTERIZACIÓN DEL ALPERUJO
EXPERIMENTO DE FERMENTACIÓN
A) ACONDICIONAMIENTO DEL MICROORGANISMO
B) DETERMINACIÓN DE CONDICIONES DEL CULTIVO
SECADO DE LA MEZCLA DE RESIDUOS ENRIQUECIDO
PELLETIZADO DEL SUBPRODUCTO

!!
43!!
Para procesar las muestras almacenadas, se proceden a secar para posteriormente molerlas consiguiendo una masa aproximada de 40µg.
Figura 17. Incubación de muestras de residuos inoculadas con levadura en baño termoregulado y agitación controlada.
Figura 18. Muestras de la fermentación realizada con residuos para análisis de proteína.

!!
44!!
Las muestras se guardan y rotulan en eppendorf de 1,5 mL, a los que se le agrega 1 mL de PBS al 1%, los que son centrifugados a 15.000 RPM, 4°C, por 10 min. Se extrae el sobrenadante y se toma una muestra directa y una diluida 1:10.
En los resultados hasta ahora obtenidos, se ha observado un incremento en el contenido de proteínas dentro de las primeras 24 horas, declinando su concentración posterior a esto, como se muestra en la figura a continuación.
Por otra parte, se ha evaluado el uso de alperujo en mezcla con otros residuos y donde se ha observado que mezclas de alperujo al 40% mezclado con tomasa y hoja de olivo, permiten aumentar el contenido proteico de la mezcla prácticamente al doble de la condición inicial según se muestra en la siguiente figura.
0,0!
1,0!
2,0!
3,0!
4,0!
5,0!
6,0!
7,0!
8,0!
9,0!
10,0!
0! 1! 2! 3! 4! 5!
Conten
ido%de
%proteína%(%
)%
Xempo(días)%
20°C:70%M:pH!5,5!
30°C:60%M:pH4,5!
Figura 19. Contenido de proteína en experimentos batch de Saccharomyces cerevisiae inoculada en alperujo.
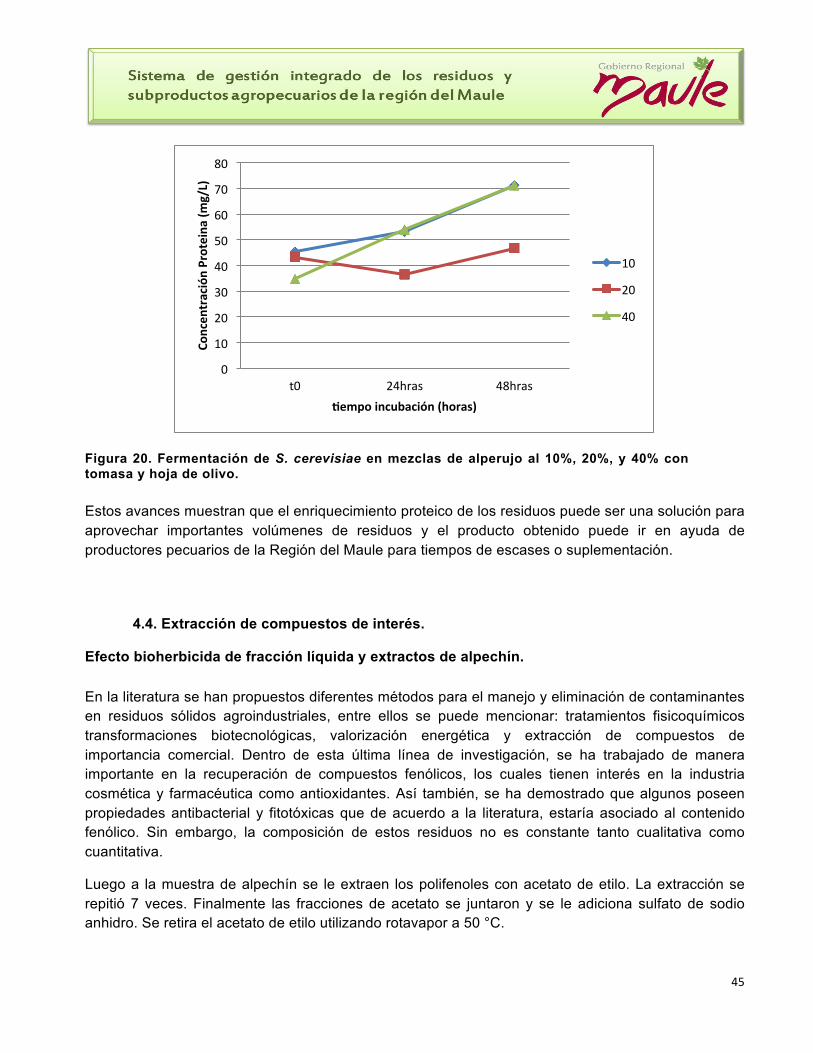
!!
45!!
Estos avances muestran que el enriquecimiento proteico de los residuos puede ser una solución para aprovechar importantes volúmenes de residuos y el producto obtenido puede ir en ayuda de productores pecuarios de la Región del Maule para tiempos de escases o suplementación.
4.4. Extracción de compuestos de interés.
Efecto bioherbicida de fracción líquida y extractos de alpechín. En la literatura se han propuestos diferentes métodos para el manejo y eliminación de contaminantes en residuos sólidos agroindustriales, entre ellos se puede mencionar: tratamientos fisicoquímicos transformaciones biotecnológicas, valorización energética y extracción de compuestos de importancia comercial. Dentro de esta última línea de investigación, se ha trabajado de manera importante en la recuperación de compuestos fenólicos, los cuales tienen interés en la industria cosmética y farmacéutica como antioxidantes. Así también, se ha demostrado que algunos poseen propiedades antibacterial y fitotóxicas que de acuerdo a la literatura, estaría asociado al contenido fenólico. Sin embargo, la composición de estos residuos no es constante tanto cualitativa como cuantitativa.
Luego a la muestra de alpechín se le extraen los polifenoles con acetato de etilo. La extracción se repitió 7 veces. Finalmente las fracciones de acetato se juntaron y se le adiciona sulfato de sodio anhidro. Se retira el acetato de etilo utilizando rotavapor a 50 °C.
0!
10!
20!
30!
40!
50!
60!
70!
80!
t0! 24hras! 48hras!
Concen
tración%Proteina
%(mg/L)%
Xempo%incubación%(horas)%
10!
20!
40!
Figura 20. Fermentación de S. cerevisiae en mezclas de alperujo al 10%, 20%, y 40% con tomasa y hoja de olivo.

!!
46!!
La caracterización se realizó a 15,7 °C y 1 atm utilizando una sonda multiparámetro Hanna modelo HI 9828, según se muestra a continuación. !
Tabla 3. Caracterización de alpechín.
Acidez (pH)
Potencial Reducción
ORP
Oxígeno Disuelto
(%)
Oxígeno Disuelto
(ppm)
Conductividad (mS/cm)
Sólidos Disueltos Totales (ppm)
Salinidad
6.05 64.5 50.7 4.97 3.19 1593 1.68
a) Separación y cuantificación de Fenoles
De acuerdo a los resultados obtenidos por la técnica de cromatografía líquida (TLC), se logró separar mezclas de fenoles en cada etapa de elución en la columna cromatográfica, en algunos casos las mezclas fueron similares diferenciándose por la ausencia o presencia de algunos de sus compuestos. Algunos de las especies observadas en las placas de TLC no pudieron ser identificadas por no contar con el estándar respectivo. La separación fue realizada de acuerdo a una metodología reportada en la literatura. La primera etapa consistió en utilizar diferentes mezclas de cloroformo/metanol como eluyente (tabla 4). Posteriormente se siguió realizando eluciones pero cambiando a una mezcla cloroformo/etanol (tabla 4), esto para favorecer la separación de fenoles de peso molecular mayores. Se obtuvieron extractos (< 5 mg) los cuales no pudieron ser identificados. En una segunda etapa la fracción obtenida con la mezcla 95%cloroformo/5%metanol, fue concentrada y vuelta a extraer con una mezcla de acetato de etilo/benceno en diferentes proporciones (tabla 5). Los extractos obtenidos fueron de bajo rendimiento (< 1 mg), lo cual impidió su utilización en las pruebas de germinación.
Tabla 4. Mezclas de cloroformo/metanol utilizadas para separar fenoles desde el extracto primario
Mezcla Elución Figura Probables Compuesto
100% Cloroformo (1) 7 A Desconocido
100% Cloroformo (2) 7 B Ac. Cinámico Otros desconocidos
95% Cloroformo / 5% Metanol 7 C
Ac.Cumárico Ac. Cinámico Ac. Ferúlico Tirosol Hidroxitirosol Otros desconocidos

!!
47!!
90% Cloroformo / 10% Metanol - Desconocido
60% Cloroformo / 40% Metanol - Desconocido
40% Cloroformo / 60% Metanol - Desconocido
100% Metanol - Desconocido
(1) y (2), primera y segunda elución respectivamente. !
!!!Tabla 5. Fraccionamiento de la mezcla obtenida con 95% Cloroformo / 5% metanol.
Mezcla Elución Figura Probables Compuesto
20% Acetato Etilo / 80% benceno 8 A
Tirosol Ac. Ferúlico Ac.Cumárico Ac. Vanílico Hidroxitirosol Otros desconocidos
25% Acetato Etilo / 75% benceno 8 B
Tirosol Ac. Ferúlico Ac.Cumárico Ac. Vanílico Hidroxitirosol Otros desconocidos
40% Acetato Etilo / 60% benceno 8 C
Tirosol Ac. Ferúlico Ac.Cumárico Ac. Vanílico Hidroxitirosol Otros desconocidos
De las placas cromatográficas (figuras 21, 22 y 23) se puede observar que las fracciones 7A, 7B y 7C son diferentes en su composición, mientras que son similares en composición las fracciones 7C-8A y la 8B-8C, respectivamente. Por lo anterior, se pueden establecer 4 mezclas de fenoles de diferente composición: 7A, 7B, 7C-8A, 8B-8C.

!!
48!!
Figura 21. Placas TLC N° 1, 2 y 3 con mezclas separadas de fenoles y estándares. A) 100% Cloroformo, primera elución. B) 100% Cloroformo, segunda elución. C) 95%Cloroformo/5%Metanol D) Ac.Cumárico (estándar) E) Ac. Vanílico (estándar) F) Ac. Cinámico (estándar) G) Ac. Ferúlico (estándar) H) Tirosol (estándar) G) Hidroxitirosol (estándar)
1!
A! B! C! D! E!
2!
F! G!
3!
H! I!

!!
49!!
4!
A! B! C! D! E!
5!
F! G!
6!
H!
Figura 22. Placas TLC N° 4, 5 y 6 con mezclas separadas de fenoles y estándares. A) 20% Acetato Etilo / 80% benceno. B) 25% Acetato Etilo / 75% benceno. C) 40% Acetato Etilo / 60% benceno D) Tirosol (estándar) E) Ac. Ferúlico (estándar) F) Ac.Cumárico (estándar) G) Ac. Vanílico (estándar) H) Hidroxitirosol (estándar)
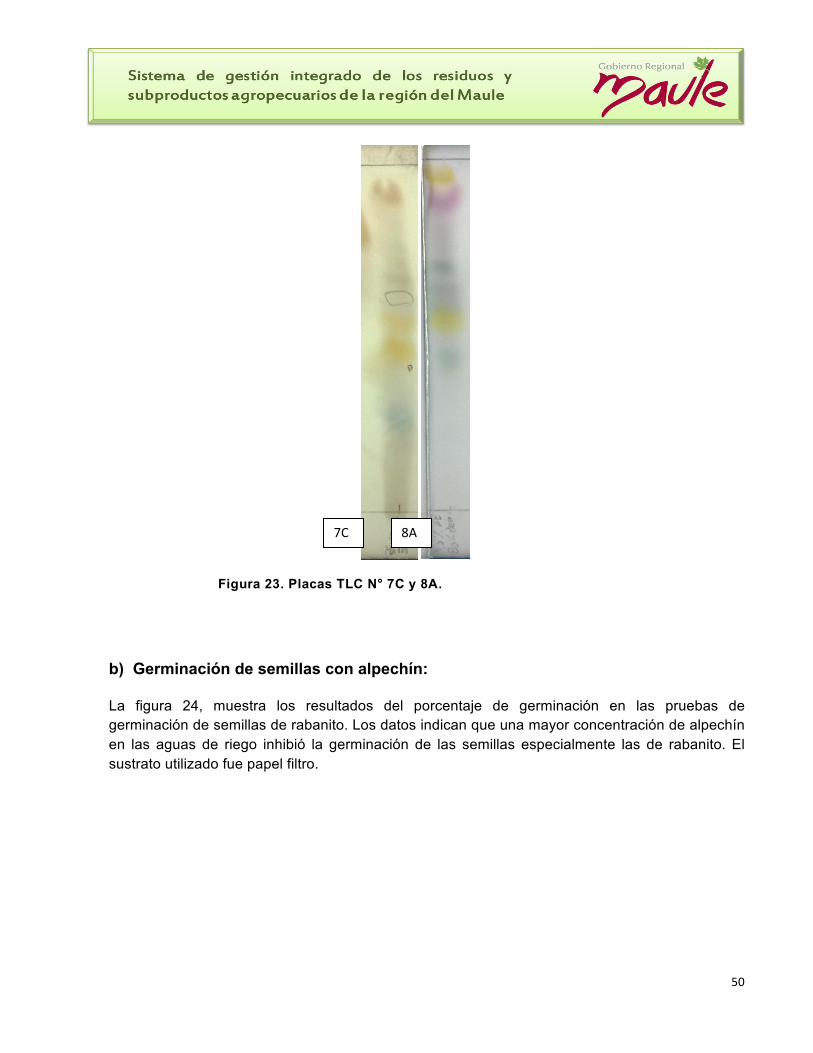
!!
50!!
b) Germinación de semillas con alpechín: La figura 24, muestra los resultados del porcentaje de germinación en las pruebas de germinación de semillas de rabanito. Los datos indican que una mayor concentración de alpechín en las aguas de riego inhibió la germinación de las semillas especialmente las de rabanito. El sustrato utilizado fue papel filtro.
Figura 23. Placas TLC N° 7C y 8A.
7C! 8A!

!!
51!!
Posteriormente se preparó un sustrato inerte compuesto por una fracción mayoritaria de vermiculita. Las pruebas efectuadas en este sustrato mostraron el efecto herbicida del alpechín, siendo mucho más marcado en las dosis de mayor concentración (figura 25). En la figura 26 se puede observar el efecto herbicida más marcado en la bandeja tratada con la solución más concentrada en alpechín. Este efecto disminuye al diluir la solución (T2 y T3).
0%
20%
40%
60%
80%
100%
120%
T0 T1 T2 T3
porc
enta
je d
e ge
rmin
acio
n (%
)
tratamientos
semillas germinadas
Figura 24. Germinación de Rabanito con dosis creciente de alpechín (T1, T2 y T3). Se incluye el control (T0).
Figura 25. Germinación en bandeja con sustrato inerte de semillas de rabanito (A) y de tomates (B) con dosis decreciente de alpechín (T1, T2 y T3). Se incluye el control (T0).

!!
52!!
c) Germinación de semillas en placa petri con tratamientos de diferentes extractos
fenólicos de alpechín: En esta sección se presentan resultados para germinación de Rabanito y Tomate. Las fracciones utilizadas corresponden a las obtenidas por elución con 100% cloroformo; 90% Cloroformo / 10% Metanol; 60% Cloroformo / 40 % Etanol y 40% Cloroformo / 60% Metanol. Las otras fracciones (ver Tabla 6) no pudieron ser utilizadas ya que la masa obtenida fue muy pequeña para poder hacer las pruebas en esta etapa. Los estudios de germinación se realizaron utilizando espuma oasis como sustrato para asegurar la conservación de la solución fenólica. Las placas Petri se cubrieron con su tapa. A la espuma oasis se le realizaron pruebas de absorción de agua, determinándose que puede absorber hasta 7 veces su peso. Este dato permitió regar las placas manteniendo relativamente constante la relación de agua vs. peso de espuma.
Germinación de Rabanito La tabla 6, muestra los porcentajes de semillas germinadas por cada tratamiento y durante los días del experimento. Se observan altos porcentajes de germinación el primer día por sobre un 65% en todos los tratamientos. En la figura 27 se presentan los resultados de la media de crecimiento radicular normalizado de rabanito tratados con los diferentes extractos de alpechín respecto al control, para los tres días
Figura 26. Germinación de semillas de rabanito en sustrato inerte con dosis decreciente de alpechín (T1, T2 y T3). Se incluye el control (T0).

!!
53!!
que duró el periodo de medición. El día 0 corresponde a la siembra de las semillas. Valores sobre 1 indican un crecimiento mayor al control para el respectivo día.
Tabla 6. Porcentaje de semillas de rabanito germinadas
dia control 100% clo 1 100% clo 2 10% Met 40% eta 60% eta 1 67 67 77 67 80 83 2 100 83 87 77 93 93 3 100 87 90 83 97 93
Los datos obtenidos indican que la fracción que generó una disminución en la germinación fue la 100% cloroformo (segunda elución). De acuerdo a la Figura 21 y Tabla 4, esta fracción posee probablemente Ac. Cinámico y otros dos fenoles no identificados. Al comparar estos resultados con los obtenidos de los fenoles puros se observa una correspondencia ya que en ambos casos el ácido cinámico tiene un efecto herbicida inicial que posteriormente se anula. Las otras fracciones no mostraron diferencias estadísticamente significativas respecto al control en el día 1. Resulta interesante el comportamiento del tratamiento con el extracto 40/60% cloroformo/etanol, el cual favorece el crecimiento radicular. Esto sería indicativo que los compuestos de esta fracción no son del tipo fenólico.
0,0!
0,2!
0,4!
0,6!
0,8!
1,0!
1,2!
1,4!
1,6!
1,8!
control! 100%!clo!1!100%!clo!2! 10%!Met! 40%!eta! 60%!eta!
Largo%Ra
dicular%N
ormalizad
o%
03:dic! 04:dic! 05:dic!
Figura 27. Largo Radicular Normalizado de rabanito en función del los diferentes extractos obtenidos desde alpechín. 100% clo1= 100 % cloroformo primera elución; 100% clo2= 100 % cloroformo segunda elución; 10% Met= 90% cloroformo/10% metanol; 40% eta= 60% cloroformo/40% etanol; 60% eta= 40% cloroformo/60% etanol.

!!
54!!
La tabla 7 contiene un resumen de los efectos diarios observados para cada extracto: efecto positivo (crecimientos menores al control), efecto negativo (crecimientos mayores al control) y efecto neutro (sin diferencia significativa al control).
Tabla 7. Efecto Positivo, Negativo y Neutro de los fenoles en la germinación de rabanito.
Dia Efecto Positivo Efecto Negativo Efecto Neutro 1 100% cloroformo
(2da elución) -100% cloroformo
(1ra elución) -90/10 % cloroformo/metanol -60/40 % cloroformo/etanol -40/60 % cloroformo/etanol
2 100% cloroformo (2da elución)
-100% cloroformo (1ra elución) -90/10 % cloroformo/metanol -60/40 % cloroformo/etanol -40/60 % cloroformo/etanol
3 -40/60 % cloroformo/etanol
-100% cloroformo (1ra elución) -100% cloroformo (2da elución) -90/10 % cloroformo/metanol -60/40 % cloroformo/etanol
El extracto obtenido con 100% cloroformo (2da elución) ejerce un efecto fitotóxico en la germinación de rabanito en el día 1. Sin ambargo, posteriormente este efecto desaparece y curiosamente en el dia 2 es el que posee el efecto negativo más marcado en el grupo. Los extractos obtenidos con 100% cloroformo (primera elución) y 60/40 % cloroformo/etanol, no muestran diferencias muy significativas respecto al control siendo los que poseen el efecto neutro más marcado dentro del grupo.

!!
55!!
Germinación de Tomate. La tabla 8, muestra los porcentajes de semillas germinadas por cada tratamiento y durante los días del experimento. Se observan bajos porcentajes de germinación el primer día en todos los tratamientos, especialmente en los extractos obtenidos con 100% de cloroformo, no observándose germinaciones en uno de ellos en el día 1. Comparativamente, los porcentajes de germinación en Tomate también son más bajos que para rabanito.
Tabla 8. Porcentaje de semillas de tomate germinadas
dia control 100% clo 1 100% clo 2 10% Met 40% eta 60% eta 1 73 0 7 17 53 47 2 90 40 33 43 80 70 3 93 67 67 77 80 80
En la figura 28 se presentan los resultados de la media de crecimiento radicular normalizado de tomate tratados con los diferentes extractos de alpechín respecto al control, para los tres días que duró el periodo de medición. El día 0 corresponde a la siembra de las semillas. Valores sobre 1 indican un crecimiento mayor al control para el respectivo día.
0,0!
0,2!
0,4!
0,6!
0,8!
1,0!
1,2!
1,4!
1,6!
control! 100%!clo!1! 100%!clo!2! 10%!Met! 40%!eta! 60%!eta!
Largo%Ra
dicular%N
ormalizad
o%
03:dic! 04:dic! 05:dic!
Figura 28. Largo Radicular Normalizado de tomate en función del los diferentes extractos obtenidos desde alpechín. 100% clo1= 100 % cloroformo primera elución; 100% clo2= 100 % cloroformo segunda elución; 10% Met= 90% cloroformo/10% metanol; 40% eta= 60% cloroformo/40% etanol; 60% eta= 40% cloroformo/60% etanol.

!!
56!!
Los datos obtenidos muestran que al segundo día las fracciones que produjeron una disminución en la germinación fueron 100% cloroformo (primera elución), 100% cloroformo (segunda elución), 90/10 % cloroformo/metanol y 60/40 % cloroformo/etanol. Al tercer día, las tres primeras mantienen su efecto, mientras que la cuarta, de acuerdo a análisis estadísticos, no muestra diferencias con el control. Nuevamente, se observa que el tratamiento con el extracto 40/60% cloroformo/etanol, favorece el crecimiento radicular. La tabla 9 contiene un resumen de los efectos diarios observados para cada extracto: efecto positivo (crecimientos menores al control), efecto negativo (crecimientos mayores al control) y efecto neutro (sin diferencia significativa al control)
Tabla 9. Efecto Positivo, Negativo y Neutro de los fenoles en la germinación de tomate.
Dia Efecto Positivo Efecto Negativo Efecto Neutro 1 -100% cloroformo
(1ra elución) -100% cloroformo (2da elución) -90/10 % cloroformo/metanol -60/40 % cloroformo/etanol -40/60 % cloroformo/etanol
2 -100% cloroformo (1ra elución) -100% cloroformo (2da elución) -90/10 % cloroformo/metanol -60/40 % cloroformo/etanol
-40/60 % cloroformo/etanol
3 -100% cloroformo (1ra elución) -100% cloroformo (2da elución) -90/10 % cloroformo/metanol
-40/60 % cloroformo/etanol
-60/40 % cloroformo/etanol
El día 1 no se observan efectos ni positivos ni negativos en los tratamientos. Sin embargo, al segundo día, las fracciones provenientes de 100% cloroformo (1ra elución); 100% cloroformo (2da elución); 90/10 % cloroformo/metanol; 60/40 % cloroformo/etanol, muestran un efecto

!!
57!!
positivo, esto no significa disminución en el porcentaje de germinación sino una disminución del crecimiento radicular.
En base a los avances obtenidos a la fecha se pueden hacer los siguientes alcances:
• Es posible extraer fenoles y separarlos, sin embargo, la metodología utilizada en este estudio
sólo sirve para investigaciones a nivel de laboratorio, ya que los solventes son de alto costo (por su pureza) y las masas obtenidas de extracto fenólico son bajas. Se debería investigar la utilización de otras técnicas de extracción, tales como uso de resinas de intercambio iónico o de adsorción
• La caracterización fue posible a una escala cualitativa ya que se necesitan equipos de alto costo para poder realizar estudios cuantitativos de mejor calidad. Sin embargo para etapas iniciales, previas al uso de técnicas cromatográficas más robustas como el HPLC, la utilización de TLC sirve como una herramienta eficiente de análisis cualitativo de bajo costo.
Evaluación in vitro del efecto antifúngico de residuos olivícolas y vitivinícolas. Desde hace varias décadas los residuos agroindustriales han sido un foco de atención para varios investigadores a nivel mundial, debido a que parte de sus constituyentes pueden ser materia prima para generar diversos productos de interés. Es por ello que se plantea el uso de algunos de estos residuos ricos en fenoles y antioxidantes, como posibles biofungicidas para el control de hongos de importancia fitopatógena. De este modo, se seleccionaron muestras de residuos colectados para apoyar el trabajo de tesis de pregrado cuyo objetivo fue evaluar el efecto antifúngico de residuos de la industria olivícola (hojas de olivo, cuezco de olivas y alpechín) y la industria vitivinícola (pepitas de uva, escobajo y borras) en aislados de Fusarium oxysporum aislados de kiwi y frutilla; Fusarium moniliforme aislado de maíz y Botrytis cinerea asilada de arándano, frutilla y manzana, Rhizoctonia solani (aislada de frutilla), Nectria galligena (aislada de manzano) y Alternaria alternata (aislada de tomate). Los ensayos realizados para determinar la capacidad antifúngica de los extractos de la industria olivícola y vitivinícola tanto acuosos como metanolicos en evaluaciones realizadas a 48, 72 y 96 horas luego de sembrado el patógeno nos entregó los siguientes resultados: Para la evaluación de Rhizoctonia solani aislada de Frutilla en las 48 horas, los tratamiento acuoso que mejor resultado mostraron fueron T1D2 que corresponde a borras, con un área de crecimiento de 0,503 cm2 seguido de T8D1 que corresponde a Alpechín que presentó un área de crecimiento de 0,536 cm2 y T1D1 correspondiente a borras con área de crecimiento de 0,546 cm2, comparado con

!!
58!!
los 1,583 cm2 de área que tuvo el tratamiento testigo. En la evaluación de las 72 horas el residuo que mayor control tuvo fue T1D1 correspondiente a borras, con un área de crecimiento de 0,670 cm2 comparado con los 1,73 cm2 del tratamiento testigo, siendo estadísticamente diferente, por lo tanto el tratamiento T1D1 si controla el crecimiento fúngico. La última evaluación para Rhizoctonia solani fue a las 96 horas, los mejores tratamientos fueron T1D1 correspondiente a Borras con un área de crecimiento de 1,28 cm2, luego T6D2 correspondiente a semillas de olivo con área de crecimiento de 1,37 cm2 y el tercer mejor tratamiento fue T7D1 correspondiente a pepa de uva con área de crecimiento de 1,65 cm2 comparados a los 4,64 cm2 de área que tuvo el testigo, los tratamientos mencionados son los que presentan diferencia estadística con el tratamiento testigo PDA por lo que son inhibidores del crecimiento fúngico, si bien el control no es total existe inhibición del mismo. La evaluación de Rhizoctonia solnani aislada de Frutilla, para los extractos metanolicos a las 48 horas de sembrado el patógeno da como mejor tratamiento a T1D2 que corresponde a borras, con un área de crecimiento de 0,94 cm2 en comparación al testigo que tuvo un crecimiento de 3,76 cm2 diferenciándose estadísticamente e inhibiendo el crecimiento del hongo. En la evaluación realizada a las 72 horas el tratamiento T1D2 no fue capaz de mantener la diferencia con el tratamiento testigo, es por esto que a las 72 horas ninguno de los tratamientos evaluados es capaz de inhibir el crecimiento del hongo. A las 96 horas la última evaluación arrojo que ninguno de los tratamientos es capaz de inhibir el crecimiento ni de diferenciarse del testigo PDA, por lo tanto, ninguno es un inhibidor del crecimiento de Rhisoctonia solani aislada de Frutilla. La evaluación realizada para Botrytis de frutilla entrega como resultado para los extractos acuosos que T1D2 que corresponde a Borras, con un área de crecimiento de 1,21 cm2, el tratamiento que de igual forma se diferenció estadísticamente fue T2D1 que presento un área de crecimiento de 1,52 cm2 y T1D1 con un área de crecimiento de 1,77 cm2 comparado con los 2,28 cm2 que presento el tratamiento testigo, es por esta diferencia estadística que los tratamientos antes mencionados tienen efecto inhibitorio en el crecimiento del hongo en evaluación. A las 72 horas el tratamiento que mayor inhibición presento fue T1D2 que corresponde a Borras, este presento un área de crecimiento de 5,50 cm2 diferenciándose estadísticamente del tratamiento testigo que tuvo como área de crecimiento 7,9 cm2es por esto que el tratamiento antes mencionado se considera como inhibidor del crecimiento fúngico. A Las 96 horas y ultima evalución los tratamientos que fueron capaz de diferenciarse del testigo eh inhibir el crecimiento fueron T1D1 Y T1D2 correspondiente a Borras, con áreas de crecimiento de 8,77 y 8,52 cm2 respectivamente, ambas dosis fueron capaz de mantener una diferencia estadística con el testigo por lo que son considerados como controladores del crecimiento fúngico. En la evaluación de los extractos metanolicos para Botrytis aislada de Frutilla a las 48 horas y primera evaluación arrojó como resultado que ninguno de los tratamientos fue capaz de inhibir el crecimiento fúngico, pues no lograron presentar diferencia con el tratamiento testigo PDA. A las 72 horas de sembrado el patógeno ninguno de los tratamientos fue capaz de presentar diferencia

!!
59!!
estadística con el testigo PDA por lo que ninguno es considerado como inhibidor del crecimiento del hongo. A las 96 horas y última evaluación arrojó como resultado que ninguno de los tratamientos evaluados fueron capaz de tener diferencia con el testigo ni controlar el crecimiento del hongo. En la evaluación de Nectria, los residuos en solución acuosa se comportaron de la siguiente manera en su primera evaluación a las 48 horas. El tratamiento T1D2 que corresponde a Borras que presenta un área de crecimiento de 0,53 cm2 en comparación a los 1,41 cm2 del tratamiento testigo PDA, la diferencia que presento el tratamiento antes mencionado es estadísticamente considerable y es por esto que es considerado como inhibidor del crecimiento del hongo en evaluación. Para la evaluación de las 72 horas no existe diferencia entre los tratamientos y el testigo PDA por lo que ninguno inhibe el crecimiento del hongo. En la última evaluación a las 96 horas no existió diferencia entre los tratamientos evaluados y el testigo PDA por lo que ninguno es un inhibidor del crecimiento fúngico. En la evaluación realizada para el hongo Nectria con residuos obtenidos por la maceración en metanol, la primera evaluación se realizó a las 48 horas y mostró como mejor tratamiento a T4D2 correspondiente a Ají en solución metanolica, este diferenció del testigo PDA, es decir, este tratamiento con un crecimiento de 0,52 cm2 en comparación con los 1,83 cm2 del tratamiento testigo PDA, por lo tanto tiene efecto inhibitorio del crecimiento fúngico. En la evaluación realizada a las 72 y 96 horas ninguno de los tratamientos fue capaz de mantener la diferencia estadística con el tratamiento testigo PDA, es por esto, ninguno de los tratamientos tiene relevancia como control fúngico. La evaluación realizada para determinar la inhibición del crecimiento del hongo Fusarium moniliforme de maíz solución acuosa, se realizó mediante tres evaluaciones a las 48 horas fue la primera y los tratamientos que presentaron diferencia estadística con el testigo PDA por lo que son considerados inhibidores del crecimiento fueron T1D1 Y T1D2 que corresponde a Borras con área de crecimiento de 2,99 cm2 en ambos casos comparados con los 3,61 cm2 del tratamiento testigo. A las 72 horas se realizó la segunda evaluación y a las 96 horas la tercera y última evaluación, en ninguna de las dos mediciones lo tratamientos fueron capaz de controlar el crecimiento del hongo, es por esto que ninguno de los tratamientos evaluados es considerado como un inhibidor del crecimiento. En la evaluación de la inhibición de los residuos metanolicos sobre el hongo Fusarium moniliforme aislado de Maíz, la primera evaluación fue realizada fue a las 48 horas donde el tratamiento que si presenta inhibición del crecimiento fue T1D que corresponde a borras con un crecimiento de 0,8 cm2 en relación a los 6,59 cm2 del tratamiento testigo, por lo que el tratamiento T1D2 a las 48 horas inhibe el crecimiento fúngico. La segunda evaluación se realizó a las 72 horas y la tercera y última a las 96 horas, en ninguna de las mediciones antes mencionadas hubo un efecto inhibitorio del crecimiento fúngico por parte de los tratamientos.

!!
60!!
La evaluación realizada para Fusarium oxysporum aislado de Kiwi solución acuosa, la primera evaluación fue realizada a las 48 horas y dio como mejores tratamientos a T3D1 y T3D2 que corresponde a Papaya con área de crecimiento de 1,03 y 1,36 cm2 respectivamente en comparación a los 4,96 cm2del tratamiento testigo PDA, es por esto que el tratamiento antes mencionado en sus dos dosis es considerado como inhibidor del crecimiento del hongo en evaluación. La segunda evaluación fue realizada a las 72 horas y la tercera a las 96 horas, en ambas evaluaciones ninguno de los tratamientos fue capaz de inhibir el crecimiento del hongo en estudio. En la evaluación de los tratamientos en solución metanolica sobre Fusarium oxysporum aislado de Kiwi, a las 48 horas ninguno de los tratamientos fue capaz de presentar diferencia con el testigo, por lo que no tuvieron efecto inhibitorio del crecimiento del hongo. La evaluación realizada a las 72 horas y a las 96 horas ninguno de los tratamientos se considera inhibidor del crecimiento del hongo en estudio, ya que, no presentaron diferencia estadística con el testigo. La evaluación de los tratamientos con residuos en solución acuosa sobre hongo Fusarium oxysporum aislado de frutilla en donde se realizaron tres evaluaciones tanto a las 48, 72 y 96 horas de sembrado el patógeno, arrojó como resultado que ninguno de los tratamientos fue capaz de inhibir el crecimiento fúngico. Para la evaluación de los tratamientos de solución metanolica sobre Fusarium oxysporum aislado de frutilla, la evaluación realizada a las 48 horas arrojó que T1D2 que corresponde a Borras tiene diferencia estadística con el tratamiento testigo, pues el área de crecimiento de T1D2 es de 0,96 cm2 y es considerablemente menor al testigo el cual tiene un área de 3,63 cm2 es por esto que se considera como un inhibidor del crecimiento del hongo. En la evaluación realizada a las 72 horas no se presentó inhibición del crecimiento del hongo. La última evaluación realizada fue a las 96 horas, el tratamiento T4D1 que corresponde a Ají tiene menor área de crecimiento que el testigo, T4D1 tiene un área de 7,39 cm2 siendo considerablemente menor que el testigo con un área de 10,55 cm2 es por esto que T4D1 es considerado como un inhibidor del crecimiento de Fusarium oxysporum de frutilla. Para la evaluación de Alternaria alternata con tratamientos en solución acuosa arrojó que a las 48 horas el tratamiento T8D2 que corresponde a Alpechín con un área de crecimiento de 0,29 cm2 en comparación al tratamiento testigo que tuvo un área de crecimiento de 1,55 cm2, es por esto, que el tratamientos antes mencionados tienen efecto inhibitorio del crecimiento del hongo. En la evaluación realizada a las 72 horas el tratamiento que presento inhibición del crecimiento fúngico fue T2D1 que corresponde a Escobajo puesto que tiene diferencia estadística con el testigo. La última evaluación se realizó a las 96 horas y el tratamiento que tuvo efecto inhibitorio fue T2D1 con un área de 6,36 cm2 (Escobajo).

!!
61!!
En la evaluación de Alternaria alternata con residuos en solución metanolica las evaluaciones que se realizaron fueron a las 48, 72 y 96 horas, en ninguna de las tres evaluaciones existe inhibición del crecimiento fúngico de Alternaria alternata. Para la evaluación de los tratamientos en solución acuosa sobre Fusarium oxysporum aislado de sandía solución acuosa a las 48 horas y primera evaluación ninguna de los tratamientos inhibe el crecimiento del hongo. La segunda evaluación se realizó a las 72 horas y la tercera y última evaluación se realizó a las 96 horas donde ninguno de los tratamientos inhibe el crecimiento de Fusarium oxysporum de sandía. La evaluación de los tratamientos en solución metanolica sobre Fusarium oxysporum aislado de Sandía, donde se midió el área de crecimiento en tres ocasiones la primera fue a las 48 horas, ninguno de los tratamientos fue capaz de inhibir el crecimiento del hongo en estudio. La segunda evaluación se realizó a las 72 horas y de igual forma no existió inhibición del crecimiento del hongo en evaluación, a las 96 horas y ultima evalución la panorámica no cambio y ninguno de los tratamientos presento inhibición del crecimiento fúngico. Para la obtención de extractos: Cada residuo o subproducto fue pesado y macerado en etanol o agua según correspondiera a extracto metanólico o acuoso, respectivamente. La proporción de etanol o agua utilizada para la generación de extractos fue según se indica en la Tabla10. Las proporciones material vegetal/disolvente son distintos en cada caso, dependiendo del contenido de agua intrínseca de cada muestra.
Tabla 10. Generación de extractos de residuos agroindustriales.
Residuo! Macerado!en!agua!! Macerado!en!etanol!Borras! 50!gr!en!200!ml!de!agua! 50!gr!en!200!ml!de!etanol!Escobajo! 35!gr!en!200!ml!de!agua! 35!gr!en!200!ml!de!etanol!Papaya!! 50!gr!en!100!ml!de!agua! 50!gr!en!100!ml!de!etanol!Ají! 50!gr!en!100!ml!de!agua! 50!gr!en!100!ml!de!etanol!Hoja!de!Olivo! 50!gr!en!100!ml!de!agua! 50!gr!en!100!ml!de!etanol!Semillas!de!Olivo! 250!gr!en!500!ml!de!agua! 250!gr!en!500!ml!de!etanol!Pepa!de!Uva! 250!gr!en!250!ml!de!agua! 250!gr!en!250!ml!de!etanol!Alpechín!! 500!gr!en!500!ml!de!agua! 500!gr!en!500!ml!de!etanol!Fuente:!Elaboración!!propia.!
Cada muestra se mantuvo 5 días en maceración luego de lo cual, cada extracto fue filtrado mediante gaza estéril para eliminar el material vegetal de mayor tamaño (hojas, carozos, semillas, etc.), luego los filtrados resultantes fueron filtrados nuevamente en papel filtro en sistema de filtrado

!!
62!!
al vacío con la finalidad de eliminar por completo cualquier sólido en suspensión y dejar sólo las moléculas en suspensión.
Una vez obtenidos estos filtrados, los extractos acuosos fueron filtrados en filtros de 0,22 micras para su esterilización y almacenamiento hasta su uso.
Los extractos metanólicos obtenidos, fueron concentrados mediante la eliminación del etanol utilizando para ello rotavapor (IKA RV 10) a 45°C y baja presión. Los concentrados obtenidos presentaron diferentes texturas luego de eliminar el etanol, alpechín, semillas de olivo, pepa de uva, papaya y ají deshidratado quedaron líquidos luego de eliminar el etanol y borras y hojas de olivo quedaron totalmente secos luego de la eliminación del etanol, posterior a esto fueron filtrados en filtros de 0,22 micras para su esterilización, la eliminación de bacterias es relevante en la evaluación de los residuos, ya que, cualquier tipo de patógeno que exista en el residuo crecerá a la hora de la evaluación in vitro. Luego de esto los filtrados fueron almacenamiento hasta su uso.
!

!!
63!!
5. REFERENCIAS Adani, F., Baido, D., Calcaterra, E., Genevini, P.L. 2002. The influence of biomass temperatura on biostabilization-biodrying of minucipal solid waste. Bioresource Technol. 83: 173-179. Bridgeman, T.G., Jones, J.M., Shield, I., Williams, P.T. 2008. Torrefaction of reed canary grass, wheat straw and willow to enhance solid fuel qualities and combustion properties. Fuel 87, 844–856. Cai, T., Park, S., Li, Y. 2013. Nutrient recovery from wastewater streams by microalgae: Status and prospects. Renewable and Sustainable Energy Reviews. 19, 360-369. Chamy, R. 2008. Avances en Biotecnología Ambiental: Tratamiento de Residuos Líquidos y Sólidos.Ediciones Universitarias de Valparaíso. Valparaíso, Chile. Chang, V.S., Nagwani, M., Holtzapple, M.T. 1998. Lime Pretreatment of Crop Residues Bagasse and Wheat Straw. Applied Biochemistry and Biotechnology. 74, 135-159. Datar, R., Huang, J., Maness, P., Mohagheghi, A., Czernik, S., Chornet, E. 2007. Hydrogen production from the fermentation of corn stover biomass pretreated with a steam-explosion process. International Journal of Hydrogen Energy. 32: 932-939. Feng, H., Tang, J. 1998. Microwave Finish Drying of Diced Apples in a Spouted Bed. Journal of Food and Science. 63 (4): 679-683. Galanakis, C. 2012. Recovery of high added-value components from food wastes: Conventional, emerging technologies and commercialized applications. Trends in Food Science & Technology. 26: 68-87 Galbe, M., Zacchi, G. 2002. A review of the production of ethanol from softwood. Appl. Microbiol. Biotechnol. 59, 618- 628. García, M. Moumen, A. Yáñez, D. y Molina, E. 2003. Chemical composition and nutrients availability for goats and sheep of two-stage olive cake and olive leaves. Animal Feed Science and Technology 107. 61–74. Gélinas, P. Barrette, J. 2006. Protein enrichment of potato processing waste through yeast fermentation. Short Communication. 1138p. Grasser, L. Fadel, J. Garnett, I. y Depeters, E. 1995. Quantity and economic importance of selected by products used in California dairy rations. J. Dairy Sci. 78: 962–971.

!!
64!!
Holtzapple, M.T. 1981. The Pretreatment and Enzymatic Saccharification of Poplar Wood. University of Pennsilvania, Philadelphia. Pp 1-47. Hammouda, O., Gaber, A., Abdel-Raouf, N. 1995. Microalgae and Wastewater Treatment. Ecotoxicology and Environmental Safety. 31:205-210. Hernández, B. 2006. Filtración de Lactosuero a diferentes concentraciones como pretratamiento. Tesis para obtener el título de Ingeniero Agroindustrial. Universidad Autónoma del Estado de Hidalgo. Hidalgo. Hui, Y.H (Ed.). Food Drying Science and Technology: Microbiology, Chemistry, Applications. 2008. Destech Publications, Lancaster, PA, USA. Kawashima, T. 2001. The use of food waste as a protein source for animal feed - current status and technological development in Japan. En: Protein Sources for the Animal Feed Industry. Tokio. National Institute of Livestock and Grassland Science Japan. Pp 303-309. Lin, C.S.K., Pfaltzgraff, L.A., Herrero-Davila, L., Mubofu, E.B., Abderrahim, S., Clark, J.H., Koutinas, A.A., Kopsahelis, N., Stamatelatou, K., Dickson, F., Thankappan, S., Mohamed, Z., Brocklesby, R., Luque, R. 2013. Food waste as a valuable resource for the production of chemicals, materials and fuels. Current situation and global perspective. Energy an Environmental Science. 6:426-464. Lombardi, L., Carnevale, E., Corti, A. 2012. Analysis of energy recovery potential using innovative technologies of waste gasification. Waste management. 32 (4): 640-652. Molina, E. Yáñez, D. 2008. Potential use of olive by-products in ruminant feeding: A review. Animal Feed Science and Technology 147: 247–264. Muñoz-Muñoz, D., Pantoja-Matta, A.J., Cuatin-Guarin, M.F. 2014. Aprovechamiento de residuos agroindustriales como biocombustible y biorefinería. Biotecnología en el Sector Agropecuario y Agroindustrial. 12 (2): 10-19. Palmer, M.V., Ting, S.S.T. 1995. Applications for supercritical fluid technology in food processing. Food Chemistry. 52: 345-352. Piyasena, P., Mohareb, E., McKellar, R.C. 2003. Inactivation of microbes using ultrasound: a review. International Journal of Food Microbiology. 87: 207-216. Prins, M.J., Ptasinski, K.J., Janssen, F.J.J.G., 2006. More efficient biomass gasification via torrefaction. Energy 31, 3458–3470.

!!
65!!
Raavendran, K., Ganesh A., Khilar, K. 1996. Pyrolysis characteristics of biomass and biomass components. Fuel. 75 (8): 987-998. Rani P, Kalyani N, Prathiba K. 2008. Evaluation of Lignocellulosic Wastes for Production of Edible Mushrooms. J. Appl. Biochem. Biotechnol (in Press) (2008). doi: 10.1007/s12010-008-8162-y Riaño, A.M., Gutierrez, A.L., Muñoz, J.A., Riviera, C.A. 2010. Bioethanol production from agroindustrial lignocellulosic byproducts. Tumbaga. 5: 61-91. Robles, F., Nieto, O.G., Pina, A.B., Montiel, L., Colomer, F., Orozco, C. 2013. Obtención de un combustible alterno a partir del biosecado de residuos hortofrutícolas. Rev. Int. Contam. Ambie. 29 (3): 79-88. Roos, C.J. 2008. Biomass Drying and Dewatering for Clean Heat & Power. Northwest CHP Application Center. Sala, F.J., Burgos, J., Condon, S., Lopez, P., Raso, J., 1995. Effect of heat and ultrasound on microorganisms and enzymes. In: Gould, G.W. (Ed.), New Methods of Food Preservation. Blackie Academic & Professional, London, pp. 176 – 204 Sharma, A., Chen, C.R., Lan, N.V. 2009. Solar-energy drying systems: A review. Renewable and Sustainable Energy Reviews. 13: 1185-1210. Wiemer, K., Kern, M. 1996. Mechanical-Biological Treatment of Residual Waste based on the stabilate method. Baeza-Verlag publisher, Witzenhausen, Germany. pp 103. Yepes, S.M., Montoya, L.J., Orozco, F.S. 2008. Valorización de Residuos Agroindustriales (frutas) en Medellín y el sur del valle del Aburrá, Colombia. Rev. Fac. Nal. Agr. Medellín. 61(1): 4422-4431.