informe packers.docx
TRANSCRIPT
1. INTRODUCCIÓN
Llamados también obturadores o empacadores, son herramientas diseñadas a fin de
ayudar en la eficiente producción del petróleo y gas de un pozo con uno o más niveles
productores, aislando los niveles de interés.
Los packers generalmente se los considera como la herramienta más importante del pozo
en la tubería de producción ya que entre sus varias funciones, la función principales la
proveer la forma de sellar el espacio tubular del espacio anular. Este sello debe proveer
una barrera duradera compatible con los fluidos y gases de yacimiento al igual que los
fluidos y gases de casing.
Los packers de producción se emplean en los arreglos sub-superficiales para brindar el
mecanismo más apropiado para direccionar los fluidos de producción por la trayectoria
más apropiada determinando una producción eficiente.
Los tipos depackers de completación varían grandemente y están diseñadas para cubrir
condiciones específicas del pozo o del reservorio (sencillas o en configuración agrupada,
con sartas sencillas, duales o triples).
2. DESARROLLO DEL TEMA
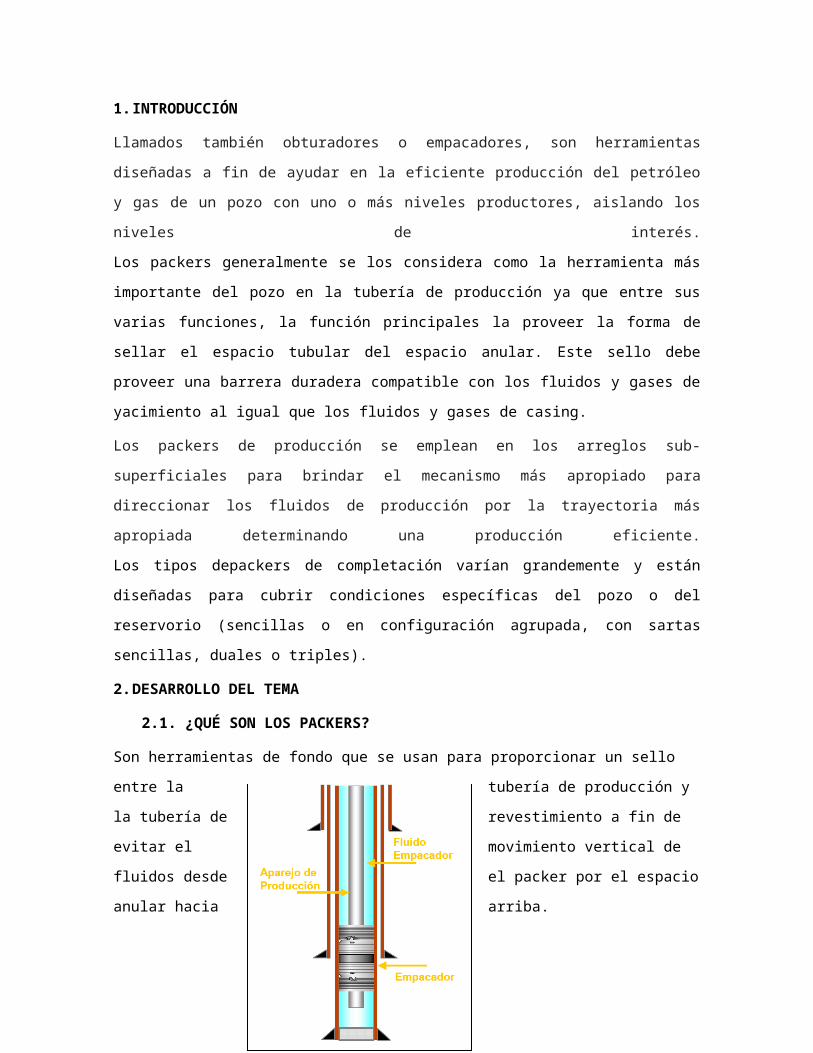
2.1. ¿QUÉ SON LOS PACKERS?
Son herramientas de fondo que se usan para proporcionar un sello entre la tubería de
producción y la tubería de revestimiento a fin de evitar el movimiento vertical de fluidos
desde el packer por el espacio anular hacia arriba.
En la actualidad existe una gran diversidad de
packers en el mercado, pero todas ellas
poseen básicamente la misma
estructura
2.2. FUNCIONES DE LOS PACKERS
Entre sus funciones correspondientes
están:
Funciones de los packers
a) Confinar las presiones en el fondo del pozo, evitando que la presión de
1

formación entre al anular tubería-revestidor.
b) Proteger la tubería de revestimiento del estallido bajo condiciones de alta
producción o presiones de inyección.
c) Mantener los fluidos de la formación alejados de la sección del revestidor
que está por encima de la empacadura.
d) Mantener los fluidos pesados para el control del pozo en el espacio anular.
e) Evitar la invasión de arena sobre aparejos de cedazos
f) Aislar perforaciones y zonas de producción en completaciones múltiples.
g) Permitir el uso de ciertos métodos de levantamiento artificial
h) Proteger las TR´s y cabezales de
Altas Presiones
Fluidos corrosivos que producen los hidrocarburos
2.3. ELEMENTOS PRINCIPALES DEL PACKER
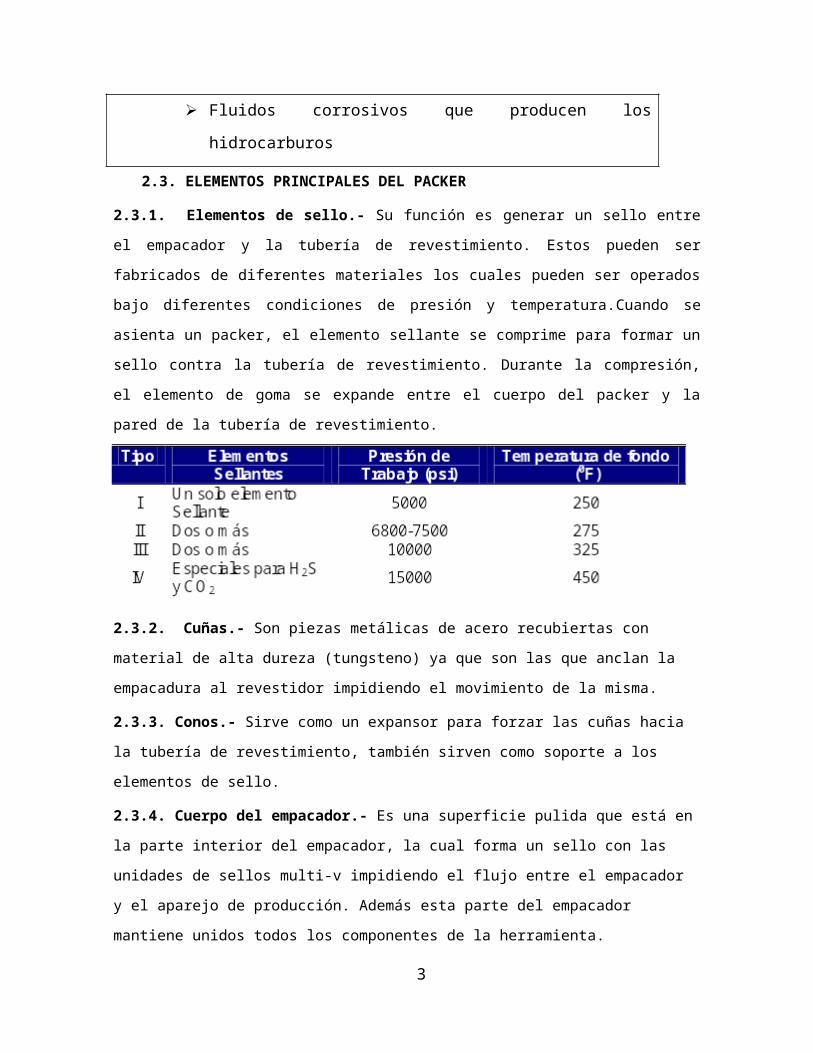
2.3.1. Elementos de sello.- Su función es generar un sello entre el empacador y la
tubería de revestimiento. Estos pueden ser fabricados de diferentes materiales los cuales
pueden ser operados bajo diferentes condiciones de presión y temperatura.Cuando se
asienta un packer, el elemento sellante se comprime para formar un sello contra la tubería
de revestimiento. Durante la compresión, el elemento de goma se expande entre el
cuerpo del packer y la pared de la tubería de revestimiento.
2.3.2. Cuñas.- Son piezas metálicas de acero recubiertas con material de alta dureza
(tungsteno) ya que son las que anclan la empacadura al revestidor impidiendo el
movimiento de la misma.
2
2.3.3. Conos.- Sirve como un expansor para forzar las cuñas hacia la tubería de
revestimiento, también sirven como soporte a los elementos de sello.
2.3.4. Cuerpo del empacador.- Es una superficie pulida que está en la parte interior del
empacador, la cual forma un sello con las unidades de sellos multi-v impidiendo el flujo
entre el empacador y el aparejo de producción. Además esta parte del empacador
mantiene unidos todos los componentes de la herramienta.
2.4-.CLASIFICACION DE PACKERS
De acuerdo al sistema de anclaje las empacaduras se pueden clasificar de la siguiente
manera:
2.4.1.- PACKERS RECUPERABLES
Se les conoce a los empacadores que se introducen al pozo, se anclan dependiendo su
mecanismo y se recuperan con la tubería de producción.
Los obturadores recuperables son preferidos en aplicaciones donde:
La vida de la terminación es relativamente corta
Las condiciones dentro del pozo no son hostiles como temperatura,
presión, presencia de H2S
Profundidad de asentamiento somera a mediana
Presiones diferenciales de bajas a moderadas
Trayectoria del pozo recta o con desviación moderada
Producción desde multiples zonas
Los packers recuperables se clasifican en:
3

2.4.1.1- Packers Recuperables Mecánicos
Los packers mecánicos representan las empacaduras más comunes utilizadas en la
industria petrolera. Estas empacaduras son bajadas con la tubería de producción y su
asentamiento se logra girando la tubería en el sentido de las agujas del reloj. El número
de vueltas está determinado por profundidad y el diseño de cada fabricante.
Generalmente se utilizan para las siguientes aplicaciones y condiciones:
Para profundidades bajas o medianas
Para presiones moderadas o medianas
Pozos verticales o con desviaciones moderadas
De acuerdo a la característica de la operación superficial para anclarlas se clasifican
en:
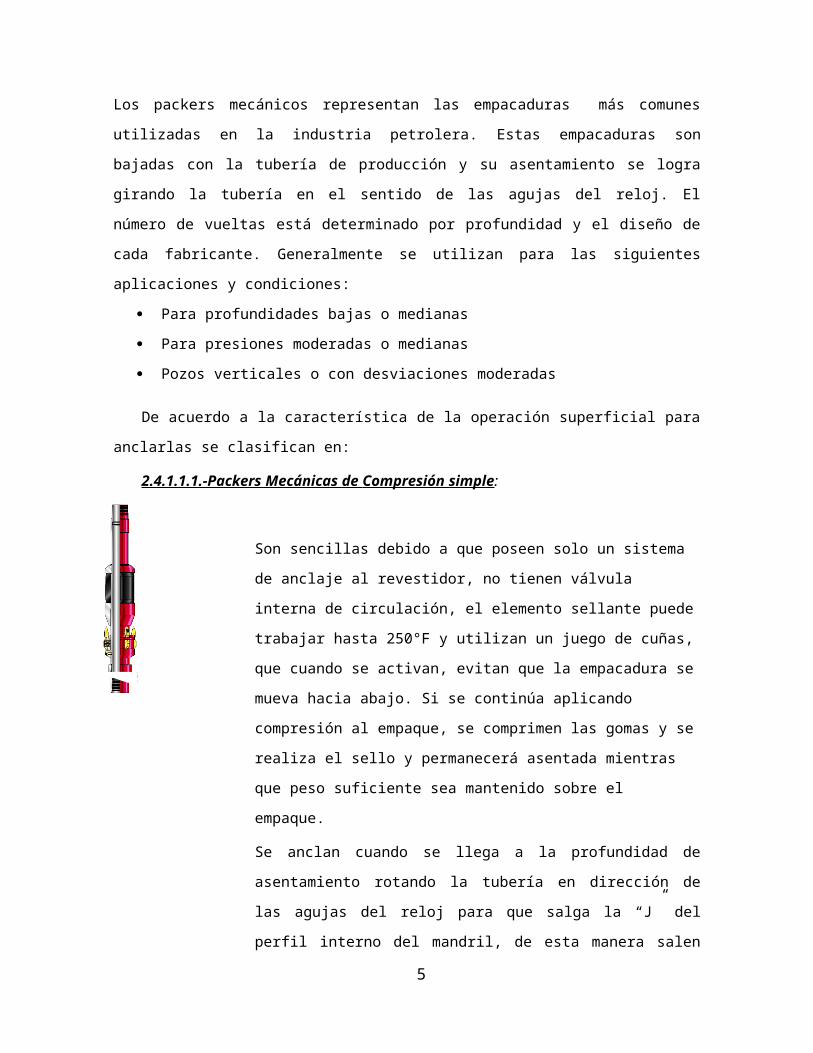
2.4.1.1.1.-Packers Mecánicas de Compresión simple :
Son sencillas debido a que poseen solo un sistema de anclaje al
revestidor, no tienen válvula interna de circulación, el elemento
sellante puede trabajar hasta 250°F y utilizan un juego de cuñas,
que cuando se activan, evitan que la empacadura se mueva hacia
abajo. Si se continúa aplicando compresión al empaque, se
comprimen las gomas y se realiza el sello y permanecerá asentada
mientras que peso suficiente sea mantenido sobre el empaque.
Se anclan cuando se llega a la profundidad de asentamiento
rotando la tubería en dirección de las agujas del reloj para que salga
la “J” del perfil interno del mandril, de esta manera salen las cuñas y
se coloca peso sobre el obturador para anclarlo al revestidor.
2.4.1.1.2.- Packers Mecánicas de Compresión Dobles :
Similar a las sencillas, son equipos recuperables,
son dobles debido a que tienen doble sistema de
anclaje, el agarre mecánico igual a la sencilla y
adicional un sistema de candados hidráulicos los
cuales son accionados mediante presión hidráulica y
los mismos son localizados por debajo de la válvula
de circulación.
Este tipo de empacadura se debe asentar en
4
compresión la cual se debe mantener. Las cuñas
hidráulicas evitan que la empacadura se mueva
hacia arriba utilizando la presión aplicada en la
tubería.
Este sistema permite que la empacadura pueda
operar segura en pozos demayores presiones que
otras empacaduras que tienen ambos juegos de
cuñas por debajo de las gomas.
2.4.1.1.3.- Packers Mecánicas de Tensión Sencillas :
Son equipos recuperables y muy similares a las
empacaduras de compresión sencillas, la diferencia
es que presenta las cuñas y cono invertidos, por
esta razón el sistema de anclaje es tensionando la
tubería.
Su mayor aplicación se encuentra en los pozos
inyectores de agua y en pozos productores someros
y con tubería de completación de diámetros
pequeños donde el peso de esta es insuficiente para
asentar los obturadores de compresión o peso.
2.4.1.1.4.- Packers Mecánicos de Tensión. Compresión y rotación:
Al igual que todos los anteriores son equipos recuperables, presenta la versatilidad que se
pueden asentar aplicándole esfuerzos de compresión, tensión y rotación.
Usado para producción, inyección, fracturas, zonas
aisladas y aplicaciones de cementación remedial.
Posee capacidad de resistir altas presiones
diferenciales en caso de estimulaciones después de
haber completado el pozo.
2.4.1.1.5. Ventajas y Desventajas de los Packers Recuperables Mecánicos
Las ventajas de los packers mecánica recuperable están los siguientes:
Ventajas
5

Costo Por lo general menor que los otros tipos de empacadores
Asentamiento
repetible
El empacador puede asentarse, liberarse y posicionarse en otro
punto sin tener que sacarlo para reparación
Versatilidad Un mismo empacador se puede usar en revestimientos del mismo
tamaño (OD) y diferente peso (diferente ID ó drift)
Se fabrican en opciones de asentamiento con peso, tensión,
bidireccional o de rotación
Longitud Pueden utilizarse por lo general en secciones del pozo con altas
desviaciones o curvaturas extremas
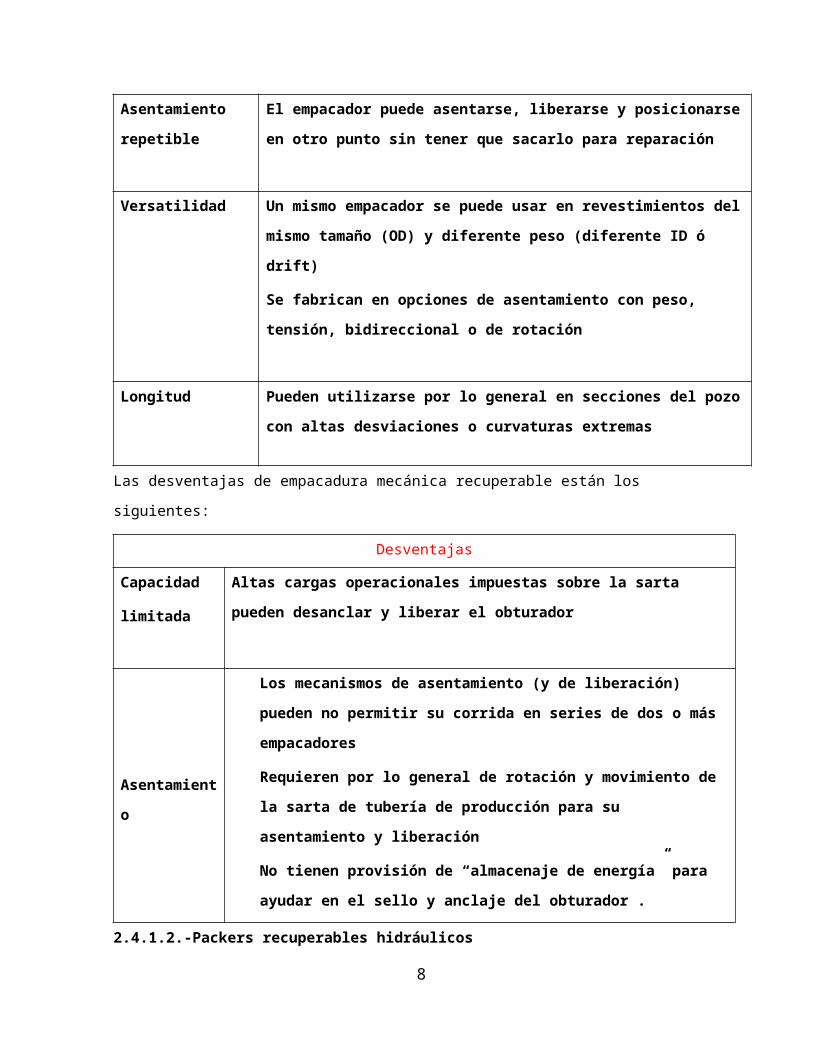
Las desventajas de empacadura mecánica recuperable están los siguientes:
Desventajas
Capacidad
limitada
Altas cargas operacionales impuestas sobre la sarta pueden desanclar
y liberar el obturador
Asentamient
o
Los mecanismos de asentamiento (y de liberación) pueden no
permitir su corrida en series de dos o más empacadores
Requieren por lo general de rotación y movimiento de la sarta de
tubería de producción para su asentamiento y liberación
No tienen provisión de “almacenaje de energía” para ayudar en el
sello y anclaje del obturador .
2.4.1.2.-Packers recuperables hidráulicos
Son equipos compuestos de iguales materiales que las empacaduras mecánicas, la
diferencia estriba en el mecanismo de anclaje de éstas que es mediante presión
hidráulica. El procedimiento de asentamiento es el siguiente:
Se baja con la tubería hasta la profundidad establecida.
Se coloca presión a través de la tubería la cual energiza unos pistones en la
parte interna del obturador.
6

Finalmente, el movimiento de estos pistones efectúan el anclaje de las cuñas
así como la expansión de los elementos sellantes contra el revestidor.
Los empacadores hidráulicos son preferidos en:
Terminaciones simples de mediana a alta presión
Terminaciones múltiples (dos o más sartas)
Terminaciones simples selectivos
Yacimientos donde se anticipan fuertes actividades de reparación y
estimulación
Aplicaciones donde no es posible la rotación de la tubería para el
asentamiento o liberación
Se dividen en:
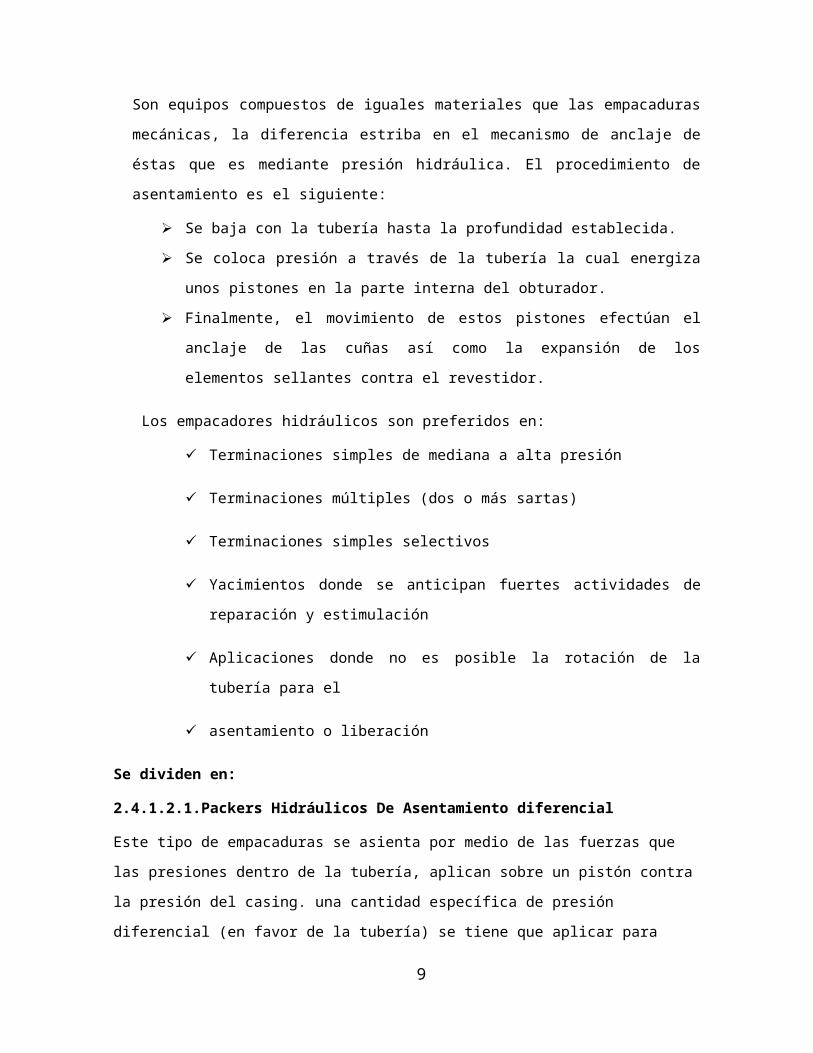
2.4.1.2.1.Packers Hidráulicos De Asentamiento diferencial
Este tipo de empacaduras se asienta por medio de las fuerzas que las presiones dentro
de la tubería, aplican sobre un pistón contra la presión del casing. una cantidad específica
de presión diferencial (en favor de la tubería) se tiene que aplicar para completar el
asentamiento. La empacadura Hydro-6 (Fig 5-9) es un ejemplo de empacaduras.
Con el incremento en la demanda de equipos de superficie y
componentes operados electrónicamente o por hidráulica, se ha
desarrollado un nuevo tipo de empacaduras de asentamiento
hidráulico para satisfacer la demanda de pasar múltiples
conductores atreves de la empacadura sin comprometer la
integridad de la misma. el modelo ‘MPP’de asentamiento
hidráulico es un ejemplo de estas empacaduras.
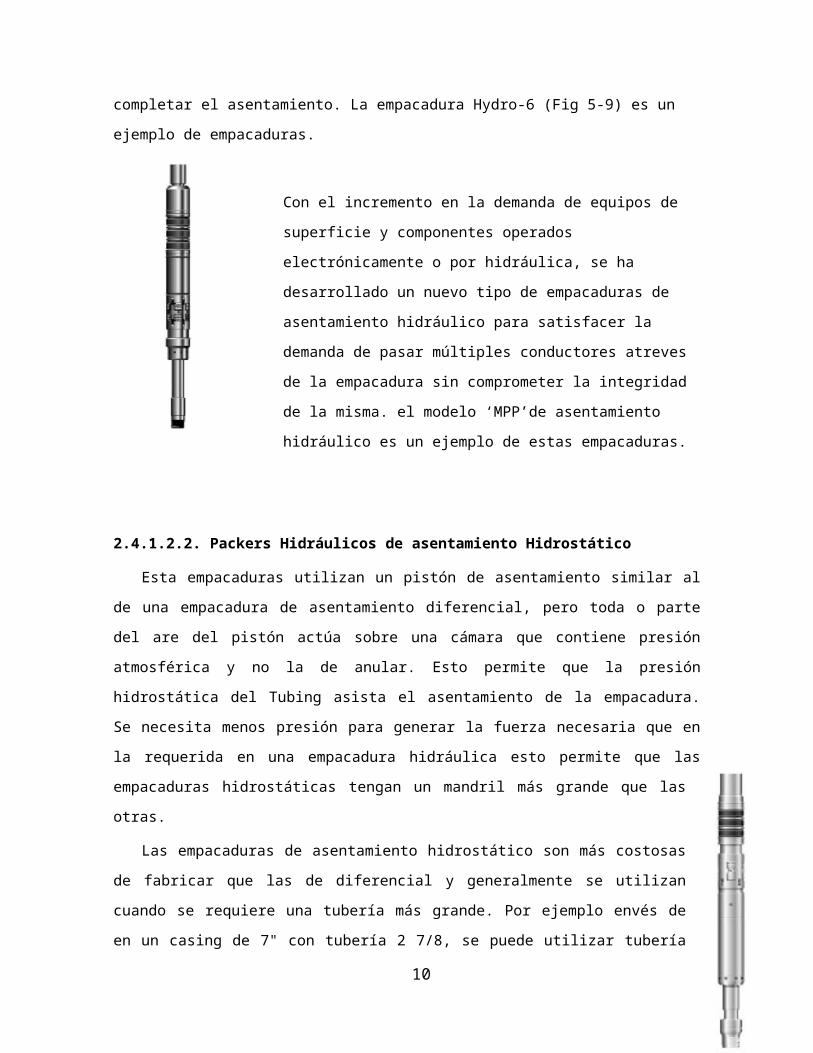
2.4.1.2.2. Packers Hidráulicos de asentamiento Hidrostático
Esta empacaduras utilizan un pistón de asentamiento similar al de una empacadura
de asentamiento diferencial, pero toda o parte del are del pistón actúa sobre una cámara
7
que contiene presión atmosférica y no la de anular. Esto permite que la presión
hidrostática del Tubing asista el asentamiento de la empacadura. Se necesita menos
presión para generar la fuerza necesaria que en la requerida en una empacadura
hidráulica esto permite que las empacaduras hidrostáticas tengan un mandril más grande
que las otras.
Las empacaduras de asentamiento hidrostático son más costosas de fabricar que las
de diferencial y generalmente se utilizan cuando se requiere una tubería más grande. Por
ejemplo envés de en un casing de 7" con tubería 2 7/8, se puede utilizar tubería de 3 ½”
para reducir el are de pistón como resultante de un mandril del empaque mayor
La empacadura Hydro-8 de un solo conducto (Fig 5-11) y la Hydro- 10 dual son
ejemplos de empacaduras de asentamiento hidrostático. La Hydro-8 también está
disponible en la versión selectiva. La posición selectiva permite que se bajen varias
empacaduras en una misma tubería y cada una se pueda asentar independiente de la
otra.
El mecanismo de asentamiento en cada empaque se activa por métodos de slickline.
2.4.1.2.3.-Aplicaciones
Las empacaduras hidráulicas recuperables, son recomendadas para las siguientes
aplicaciones en condiciones generales:
Pozos pocos profundos a medianas profundidades
Presiones bajas hasta moderadas
Completaciones con múltiples empacaduras
Completaciones con dos tuberías
Completaciones selectivas con múltiples empacaduras Aplicaciones
Las empacaduras hidráulicas recuperables, son recomendadas para las siguientes
aplicaciones en condiciones generales:
Pozos pocos profundos a medianas profundidades
Presiones bajas hasta moderadas
Completaciones con múltiples empacaduras
Completaciones con dos tuberías
Completaciones selectivas con múltiples empacaduras
2.4.1.2.4.Ventajas y Desventajas de los Packers Recuperables Hidraulicos
Las ventajas de su uso son las siguientes:
8
Ventajas
En el asentamiento:
Almacenan energía en el mecanismo
de activación de las cuñas
No dependen del peso disponible en la
sarta para el asentamiento o el sello
subsiguiente
La operación de espaciado es más fácil
de realizar sin movimiento de la sarta
El posicionamiento del empacador y el
espaciado de la sarta son más precisos
Entre las desventajas de empacadurahidraulica están los siguientes:
Desventajas
En el asentamiento:
Si el empacador se asienta en forma
prematura o incorrecta, se debe sacar la
sarta y reacondicionar su sistema de
asentamiento con costos de operación
adicionales y tiene una flexibilidad
limitad
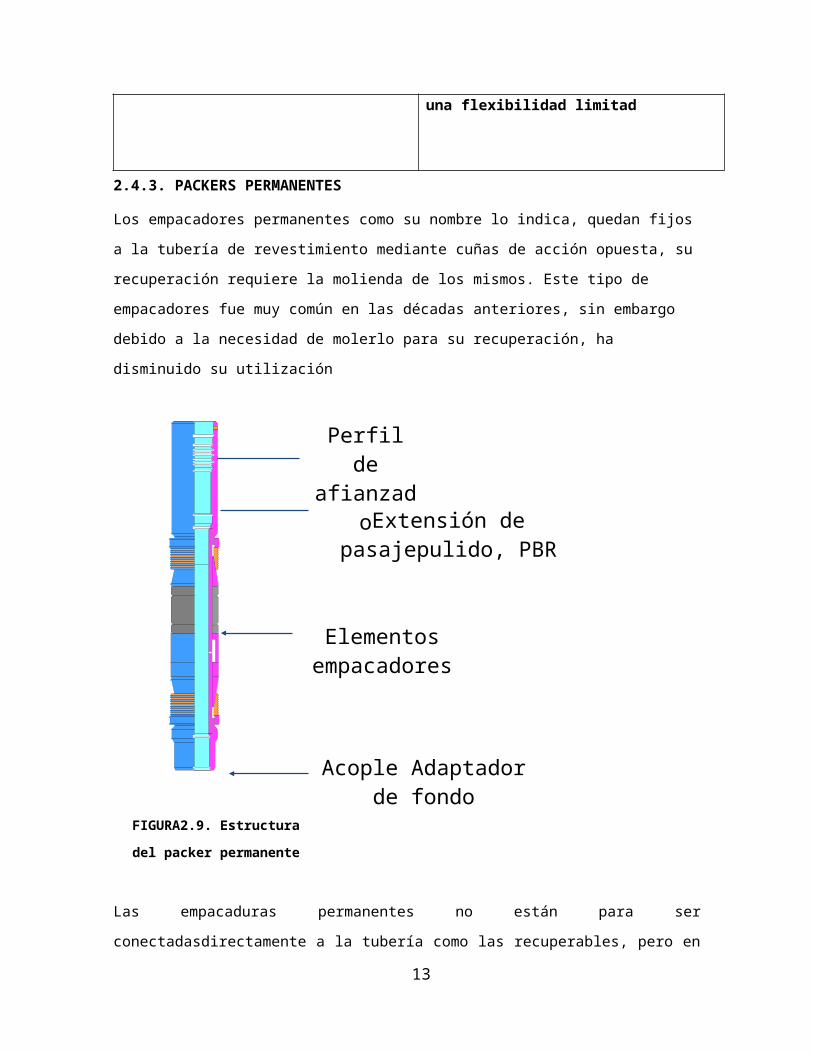
2.4.3. PACKERS PERMANENTES
Los empacadores permanentes como su nombre lo indica, quedan fijos a la tubería de
revestimiento mediante cuñas de acción opuesta, su recuperación requiere la molienda de
los mismos. Este tipo de empacadores fue muy común en las décadas anteriores, sin
embargo debido a la necesidad de molerlo para su recuperación, ha disminuido su
utilización
9
Perfil de afianzado
Las empacaduras permanentes no están para ser conectadasdirectamente a la tubería
como las recuperables, pero en cambio unárea interna pulida dentro de la cual se alojan
unidades de sello, quese corren como parte de la tubería. esta parte pulida puede
estarincorporada a través de toda la empacadura, o solo en la partesuperior del empaque
para poder acomodar sellos de mayordiámetro. lasempacaduras permanentes con
áreaspulidas se corren y asientan por cualquiera de los dos métodossiguientes:
Aplicación de presión hidráulica a un mecanismo paraasentamiento mecánico
Aplicación de presión hidráulica a una herramienta deasentamiento
conectada a ella, la cual es recuperable y reusable. (settingtool)
WIRELINE setting que utiliza una carga explosiva paragenerar la fuerza de
asentamiento.
2.4.3.1. Aplicaciones
Las empacaduras hidráulicas recuperables, son recomendadas paralas siguientes
aplicaciones en condiciones generales:
Pozos pocos profundos a medianas profundidades
Presiones bajas hasta moderadas
Completaciones con múltiples empacaduras
Completaciones con dos tuberías
Completaciones selectivas con múltiples empacaduras
10
Elementos empacadores
Extensión de pasajepulido, PBR
Acople Adaptador de fondo
FIGURA2.9. Estructura del
packer permanente
2.4.3.2. Ventajas De los Packers Permanentes
Ventajas
Después que la empacadura se ha asentado, la energía se almacenaen el
mecanismo del candado que asegura una fuerza continua sobrelas cuñas y las
gomas manteniendo la empacadura asentada. Porconsiguiente, el asentamiento
no depende de las fuerzas que aplicala tubería.
Ya que la fuerza de asentamiento se bloqueamecánicamente, la empacadura
puede soportardiferenciales de presión en ambas direcciones (por debajo opor
encima de la empacadura).
Este Tipo de empacadura se puede asentar después que elcabezal este
instalado.
Completaciones con dos tuberías y múltiples empacaduras, generalmente se
utilizan empacaduras de asentamientohidráulico, lo cual permite que no se
dependa de losmovimientos de la tubería para el asentamiento.
2.5.- EVALUACIÓN DE UN EMPACADOR
El ingeniero de terminación debe tener un entendimiento completo de las características y
del desempeño de un empacador bajo varias condiciones de carga, con la finalidad de
operar el mismo dentro de los limites de diseño.
Los empacadores de producción son diseñados para ciertas condiciones de trabajo, las
cuales deben ser bien conocidas para evitar falla de los mismos. La matriz de carga de un
empacador provee las bases para evaluar los efectos simultáneos de:
1. Presión diferencial
2. Cargas axiales
1.- La presión diferencial es generada por las presiones que existen arriba y abajo del
empacador, esta es soportada por el sello generado entre el elemento sellante y la tubería
de revestimiento, así como por los sellos multi-v con el cuerpo del empacador.
Las diferenciales de presión se presentan durante la realización de operaciones en la
etapa de terminación o mantenimiento, así como durante la vida productiva del pozo.
2.- Las cargas axiales son debido a esfuerzos generados por el movimiento del aparejo de
producción y son transmitidos al empacador, estos pueden causar tensión ó compresión
dependiendo de las condiciones en cada operación. Es importante mencionar que cuando
11

se introducen juntas de expansión, estas pueden absorber parcial ó totalmente los
movimientos del aparejo. También esto sucede cuando se corren libres los sellos multi-v.
Debido a lo anterior, la matriz de carga presentada en la Figura 4, muestra las bases para
evaluar los efectos simultáneos de presión diferencial y carga axial. El cuadrante uno y
tres representan el caso donde existe mayor presión arriba del empacador y
simultáneamente está sometido a tensión y compresión respectivamente. Por otra parte,
los cuadrantes dos y cuatro muestran el caso donde existe mayor presión por debajo del
empacador y simultáneamente está sometido a tensión y compresión respectivamente.
Esto se muestra en la Figura 5
Figura 2.10. Matriz de carga de un empacador.
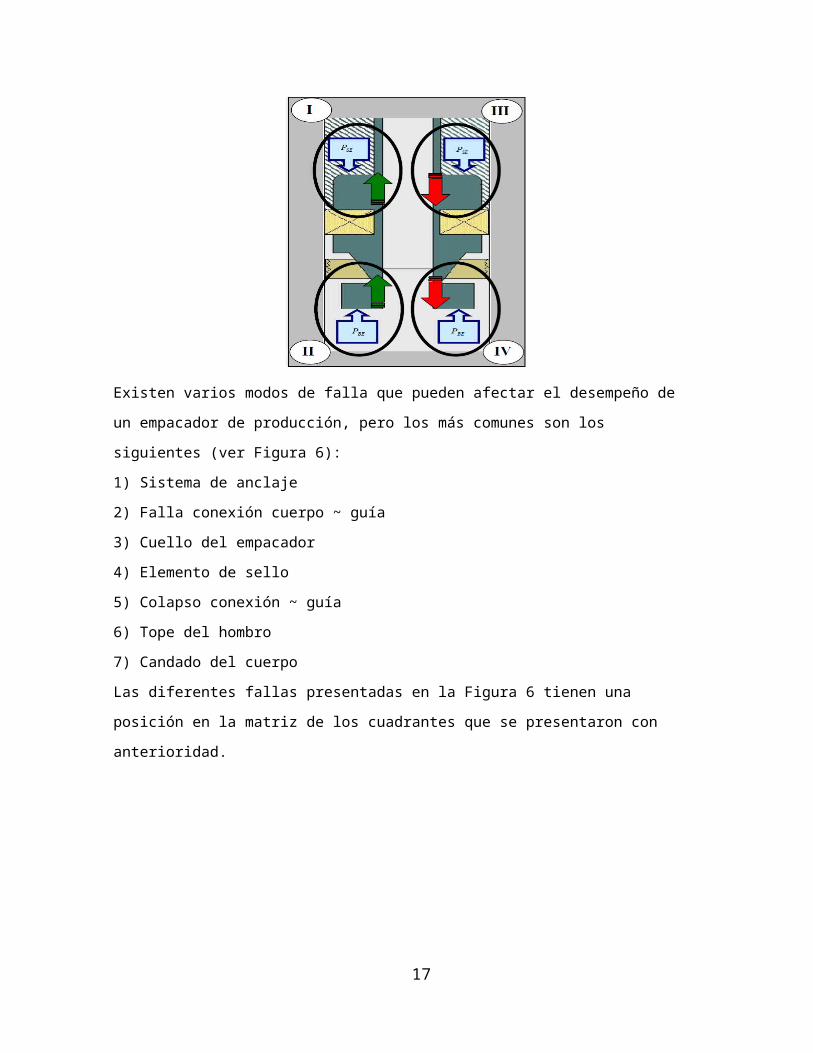
Existen varios modos de falla que pueden afectar el desempeño de un empacador de
producción, pero los más comunes son los siguientes (ver Figura 6):
1) Sistema de anclaje
2) Falla conexión cuerpo ~ guía
3) Cuello del empacador
4) Elemento de sello
12
5) Colapso conexión ~ guía
6) Tope del hombro
7) Candado del cuerpo
Las diferentes fallas presentadas en la Figura 6 tienen una posición en la matriz de los
cuadrantes que se presentaron con anterioridad.
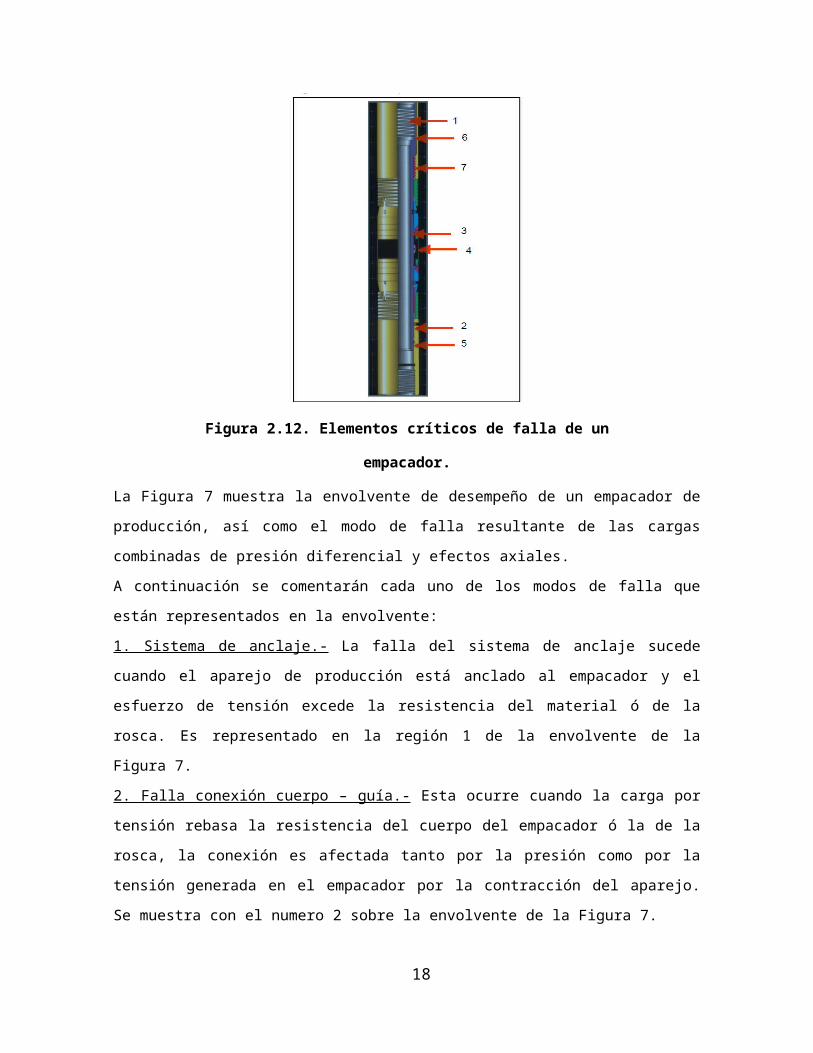
Figura 2.12. Elementos críticos de falla de un
empacador.
La Figura 7 muestra la envolvente de desempeño de un empacador de producción, así
como el modo de falla resultante de las cargas combinadas de presión diferencial y
efectos axiales.
A continuación se comentarán cada uno de los modos de falla que están representados
en la envolvente:
1. Sistema de anclaje.- La falla del sistema de anclaje sucede cuando el aparejo de
producción está anclado al empacador y el esfuerzo de tensión excede la resistencia del
material ó de la rosca. Es representado en la región 1 de la envolvente de la Figura 7.
2. Falla conexión cuerpo – guía.- Esta ocurre cuando la carga por tensión rebasa la
resistencia del cuerpo del empacador ó la de la rosca, la conexión es afectada tanto por la
presión como por la tensión generada en el empacador por la contracción del aparejo. Se
muestra con el numero 2 sobre la envolvente de la Figura 7.
3. Cuerpo del empacador.- Esta falla es generada por el colapso del cuerpo del
empacador, puede resultar por un esfuerzo excesivo en el cuerpo producido por presión
13
diferencial, fuerza empacador – aparejo, ó esfuerzos combinados. El límite de este
componente se ilustra en la zona 3 de la Figura 7.
4. Elemento de sello.- La falla del elemento puede ocurrir por exceso de presión sobre el
hule, ó por degradación del elemento debido a temperatura ó efectos químicos. Este
efecto está en la región 4 de la Figura 7.
5. Colapso conexión cuerpo – guía.- Puede ocurrir cuando se utiliza un tapón en el niple
de asiento, o cuando se corren extensiones pulidas conectadas al empacador. Este efecto
es similar al del colapso del cuerpo del empacador. Esta limitación es ilustrada con la
zona 5 de la envolvente de la Figura 7.
6. Tope del hombro.- Este efecto puede ocurrir tanto con el aparejo anclado como con los
sellos multi-v libres. La falla de hombro sucede en el momento que la fuerza compresiva
generada por el aparejo de producción excede la resistencia del material en el punto de
contacto entre eltope localizador ó ancla y el empacador. Se muestra en la región 6 de la
Figura 7.
7. Candado del cuerpo.- Este elemento se fatiga cuando el esfuerzo aplicado sobre el
mismo es mayor al de la resistencia del material. El límite de resistencia del sistema de
candado es ilustrado con la región 7 de la Figura 7. La envolvente de desempeño
representa los limites de resistencia de un empacador cuando es sometido a cargas
combinadas, en otras palabras cuando los valores de presión y esfuerzo axial se
encuentran dentro del área, el empacador esta dentro de sus rangos de operación, de lo
contrario cuando estos valores están fuera de la envolvente, se puede presentar la falla
de alguno de los componentes.
La evaluación de un empacador considerando solo la presión diferencial no describe los
limites de fatiga de éste, para una correcta evaluación y comparación del rendimiento de
diferentes empacadores se requiere un entendimiento de los efectos simultáneos de
presión diferencial y cargas axiales.
14
Por lo tanto, con el conocimiento de la interacción de condiciones de cargas combinadas
se puede operar dentro de una zona segura, lo cual evitará la ocurrencia de falla durante
la ejecución de operaciones críticas ó la compra innecesaria de productos de alta
resistencia
El ingeniero de terminación tiene que estar familiarizado con los cuatro cuadrantes de
condiciones de carga y con los modos ó tipos de falla, pues esto provee un entendimiento
de las implicaciones de falla del empacador de producción durante la ejecución de
operaciones y durante la vida productiva del pozo.
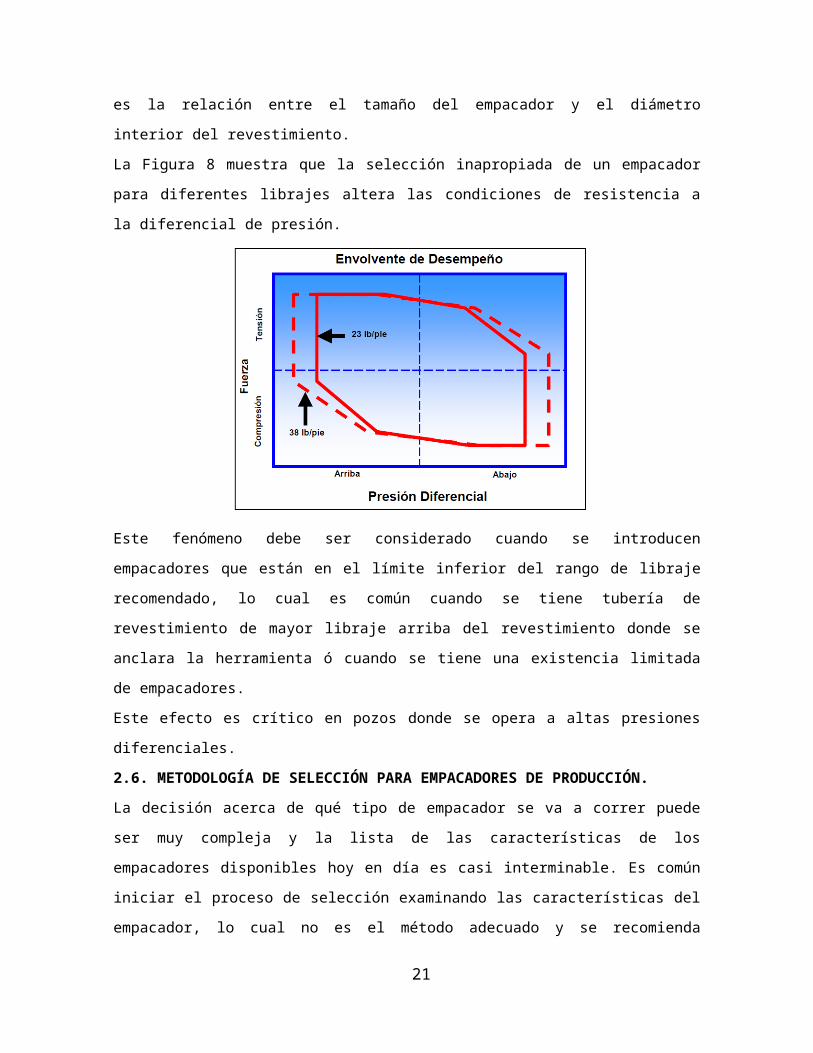
Un factor independiente a las características de diseño y configuración del empacador
que afecta la envolvente de desempeño, es la relación entre el tamaño del empacador y el
diámetro interior del revestimiento.
La Figura 8 muestra que la selección inapropiada de un empacador para diferentes
librajes altera las condiciones de resistencia a la diferencial de presión.
15

Este fenómeno debe ser considerado cuando se introducen empacadores que están en el
límite inferior del rango de libraje recomendado, lo cual es común cuando se tiene tubería
de revestimiento de mayor libraje arriba del revestimiento donde se anclara la herramienta
ó cuando se tiene una existencia limitada de empacadores.
Este efecto es crítico en pozos donde se opera a altas presiones diferenciales.
2.6. METODOLOGÍA DE SELECCIÓN PARA EMPACADORES DE PRODUCCIÓN.
La decisión acerca de qué tipo de empacador se va a correr puede ser muy compleja y la
lista de las características de los empacadores disponibles hoy en día es casi
interminable. Es común iniciar el proceso de selección examinando las características del
empacador, lo cual no es el método adecuado y se recomienda emplear la siguiente
metodología para el proceso de selección del empacador de producción.
1. Condiciones de operación.
a) Diferencial de presión
b) Cargas axiales
c) Temperatura
d) Fluidos producidos
2. Condiciones del pozo.
a) Diámetro interior de la T.R
b) Fluido de terminación
c) Desviación y severidad
3. Procedimiento para correrlo y
anclarlo.
a) Tubería de perforación
b) Cable/Línea
c) Tubería flexible
d) Integral
4. Intervenciones futuras.
a) Reparaciones mayores
b) Reparaciones menores
c) Intervenciones sin equipo
5. Selección del empacador a partir de la envolvente de desempeño.
A continuación se mostrara como calcular ó como obtener los parámetros involucradosen
el proceso de selección.
1. Condiciones de operación.
16
a) Diferencial de presión
El empacador de producción es sometido a presión diferencial durante las operaciones
de terminación y reparación del pozo. La estimación de estas presiones es fundamental
para la selección adecuada de estas herramientas. En esta guía se mostrara como
determinar la diferencial de presión durante las operaciones de inducción, prueba de
admisión, estimulación y fracturamiento.
Inducción.
Durante la inducción se desplaza el fluido de terminación ó fluido producido por el
yacimiento por nitrógeno, por lo regular este proceso se realiza con el auxilio de latubería
flexible. (ver Figura 9) La presión diferencial ( PEmp ) es calculada con la Ecuación 2.3, la
cual es la diferencia entre la presión sobre el empacador, SE P (Ecuación 2.1) y la presión
debajo del empacador, BE P (Ecuación 2.2).
Para fines prácticos se recomienda despreciar las perdidas por fricción ( fN P ) ó consultar
la guía de inducciones para su determinación) y considerar una densidad promedio de
nitrógeno de 0.2 gr/cc.
También pudiese considerarse el aparejo de producción completamente vació.
Figura 2.15. Diferencial de presión durante la
inducción.
17
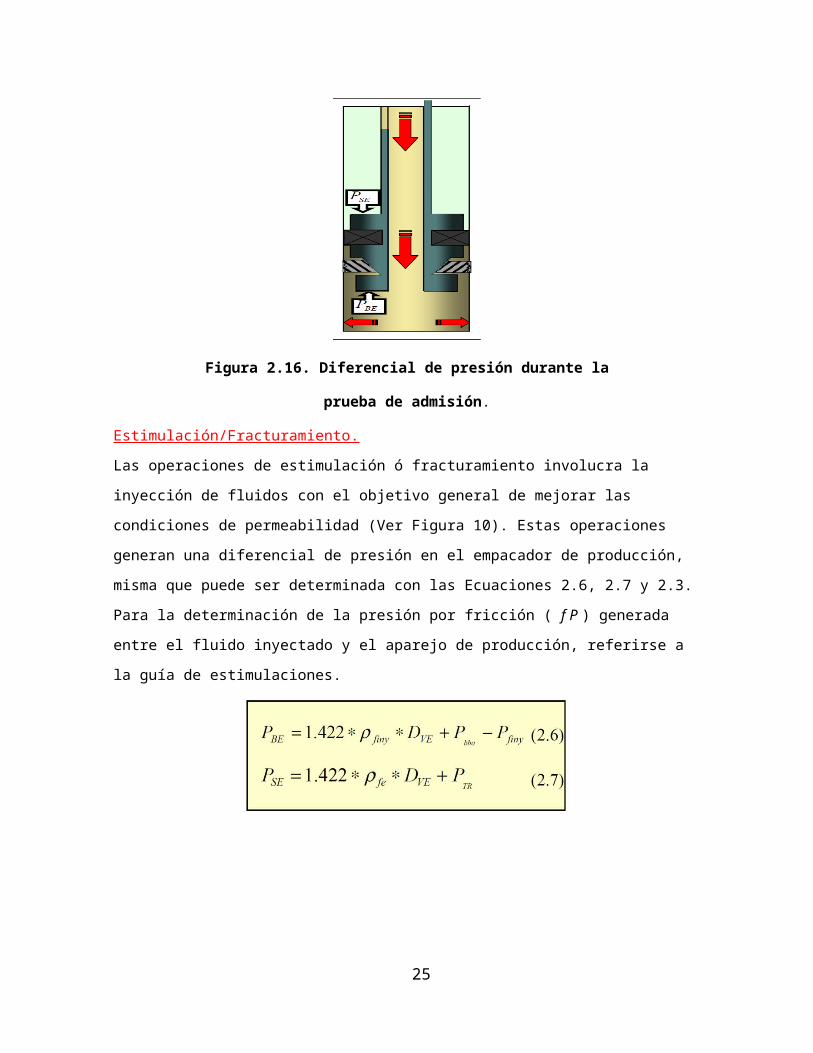
Prueba de admisión.
La prueba de admisión es realizada mediante el represionamiento del sistema con la
finalidad de conocer el valor de presión en el que la formación cede a laadmisión de
fluido, esto esesquemáticamente representado en la Figura 10. La diferencial de presión (
Emp P )es obtenida con las Ecuaciones 2.4, 2.5 y2.3, para el cálculo de las perdidas
porfricción ( f P ) referirse a la guía deestimulaciones.
Figura 2.16. Diferencial de presión durante la
prueba de admisión.
Estimulación/Fracturamiento.
Las operaciones de estimulación ó fracturamiento involucra la inyección de fluidos con el
objetivo general de mejorar las condiciones de permeabilidad (Ver Figura 10). Estas
operaciones generan una diferencial de presión en el empacador de producción, misma
que puede ser determinada con las Ecuaciones 2.6, 2.7 y 2.3. Para la determinación de la
presión por fricción ( f P ) generada entre el fluido inyectado y el aparejo de producción,
referirse a la guía de estimulaciones.
18

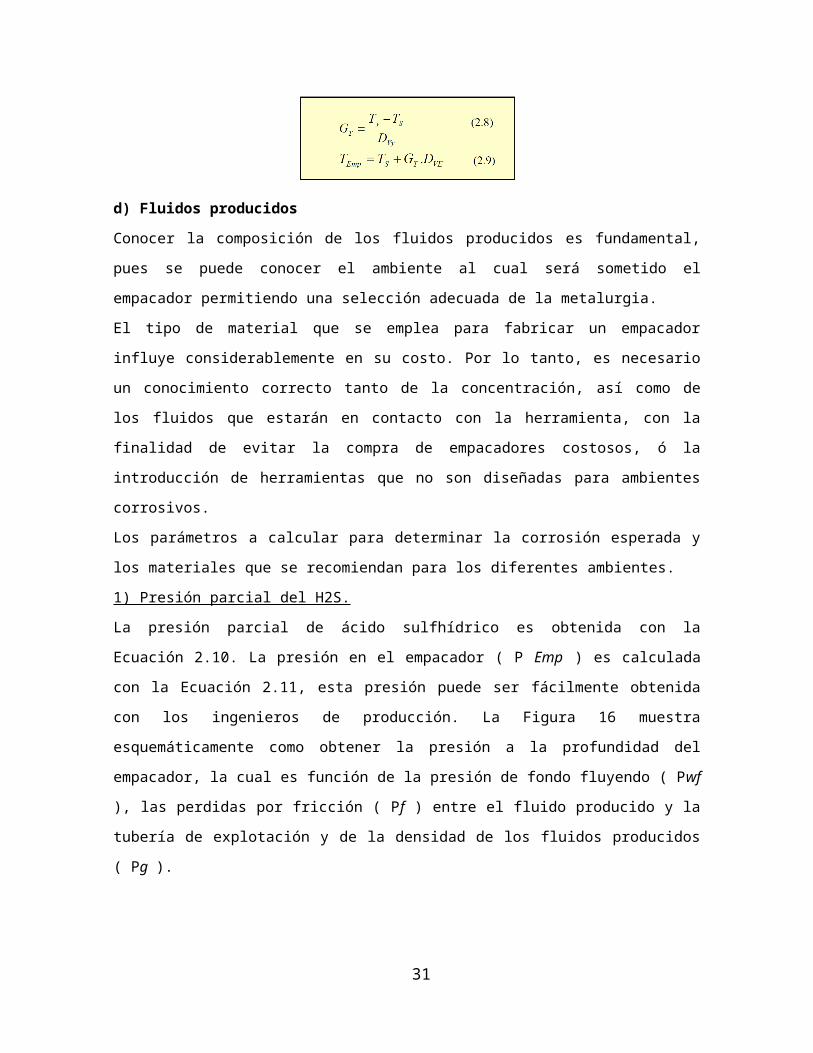
Figura 2.17. Condiciones durante laestimulación ó fracturamiento.
b) Cargadas Axiales
Otro parámetro a determinar para la seleccionar correctamente los empacadores de
producción son las cargas axiales. A continuación se ilustrará cuando se presentan, así
como el origen de las mismas.
Durante las operaciones de terminación y mantenimiento de los pozos comentadas
previamente (inducción, prueba de admisión, estimulación y fracturamiento, así como
durante su vida productiva, la tubería de producción es sometida a diferentes condiciones
de presión y a cambios de temperatura, esto genera esfuerzos en el acero los cuales se
reflejan en la contracción y elongación del mismo, causando un movimiento neto del
aparejo de producción. Este movimiento origina tensión ó compresión en el empacador,
mismas que reducen su resistencia a la presión diferencial. En algunos casos estas
cargas son lo suficientemente elevadas que causan la falla del empacador. Por lo tanto es
substancial la determinación de los esfuerzos axiales a que será sometido el empacador.
Es importante mencionar que en esta guía solo se revisaran tanto los efectos que generan
el movimiento de la tubería de producción, así como sus consecuencias (elongación ó
contracción) en las diferentes operaciones. Las ecuaciones y procedimiento de cálculo
serán presentados en la guía de diseño de aparejos de producción.
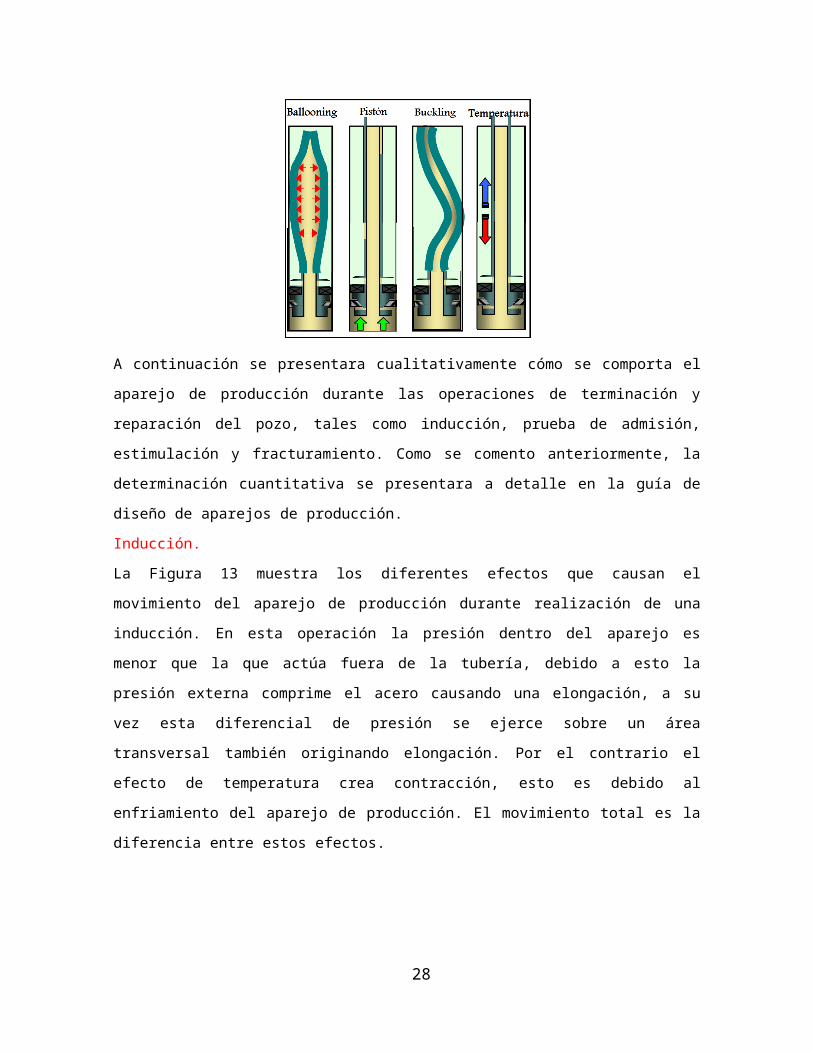
Los efectos que generan este fenómeno son: Ballooning (expansión), Pistón, Buckling
(pandeo) y Temperatura. Estos son esquemáticamente representados en la Figura 12.
19

Ballooning (expansión).-Este efecto es generado por la presión radial ejercida sobre la
tubería, esto tiende a incrementar el diámetro con un consecuente acortamiento de la
longitud de aparejo. El efecto contrario (mayor presión afuera de latubería) produce una
elongación en el aparejo.
Pistón.- Este efecto es producido por la aplicación de presión sobre un área expuesta, el
cual puede causar elongación si la diferencial de presión es mayor arriba del empacador ó
contracción si la diferencial de presión es mayor bajo el empacador, lo cual significa que
esta presión esta actuando en la sección transversal de los sellos multi-v ó zapata guía e
intenta comprimir el aparejo de producción.
Buckling (pandeo).-Al igual que el efecto pistón, buckling es el resultado de la diferencial
de presión que se tiene dentro y fuera del aparejo, misma que actúa sobre una sección
transversal. Sin embargo este efecto aparece en el momento que se inicia a doblar ó
pandear el aparejo de producción.
Temperatura.-Un cambio de temperatura debido a la producción de hidrocarburos ó
inyección de fluidos causa cambios en la longitud del aparejo de producción. Este cambio
de longitud es directamente proporcional al coeficiente de expansión del acero.
A continuación se presentara cualitativamente cómo se comporta el aparejo de
producción durante las operaciones de terminación y reparación del pozo, tales como
inducción, prueba de admisión, estimulación y fracturamiento. Como se comento
anteriormente, la determinación cuantitativa se presentara a detalle en la guía de diseño
de aparejos de producción.
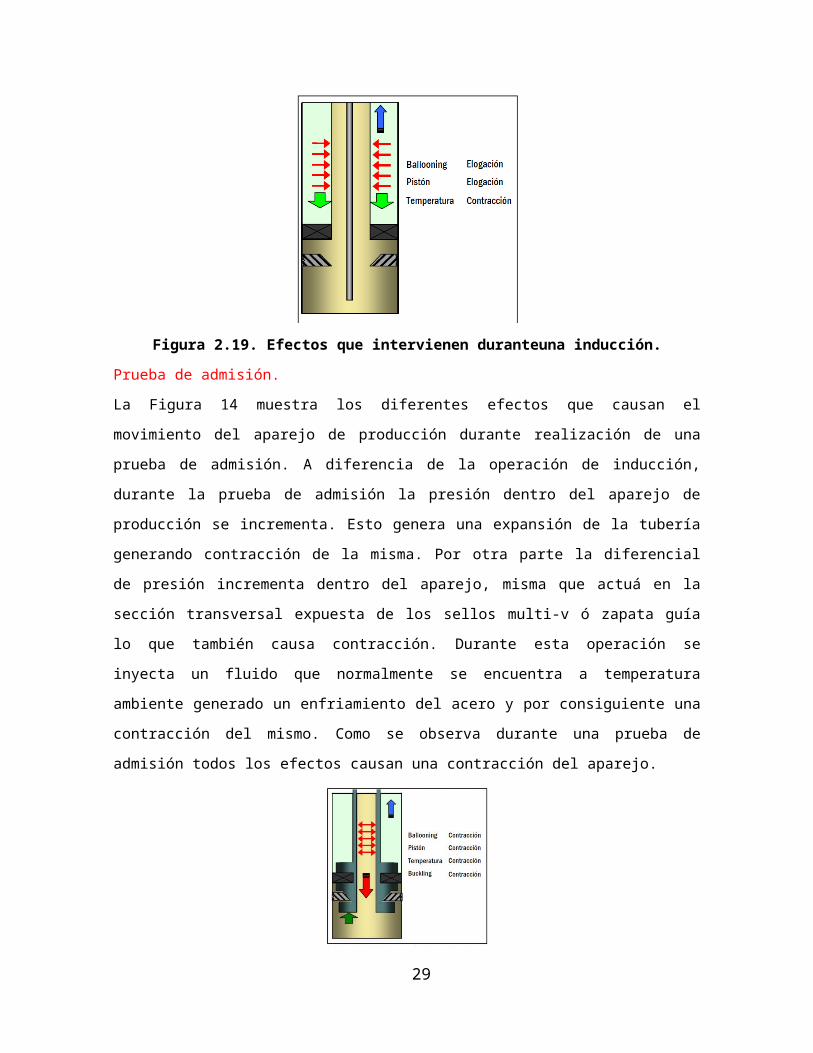
Inducción.
La Figura 13 muestra los diferentes efectos que causan el movimiento del aparejo de
producción durante realización de una inducción. En esta operación la presión dentro del
20
aparejo es menor que la que actúa fuera de la tubería, debido a esto la presión externa
comprime el acero causando una elongación, a su vez esta diferencial de presión se
ejerce sobre un área transversal también originando elongación. Por el contrario el efecto
de temperatura crea contracción, esto es debido al enfriamiento del aparejo de
producción. El movimiento total es la diferencia entre estos efectos.
Figura 2.19. Efectos que intervienen duranteuna inducción.
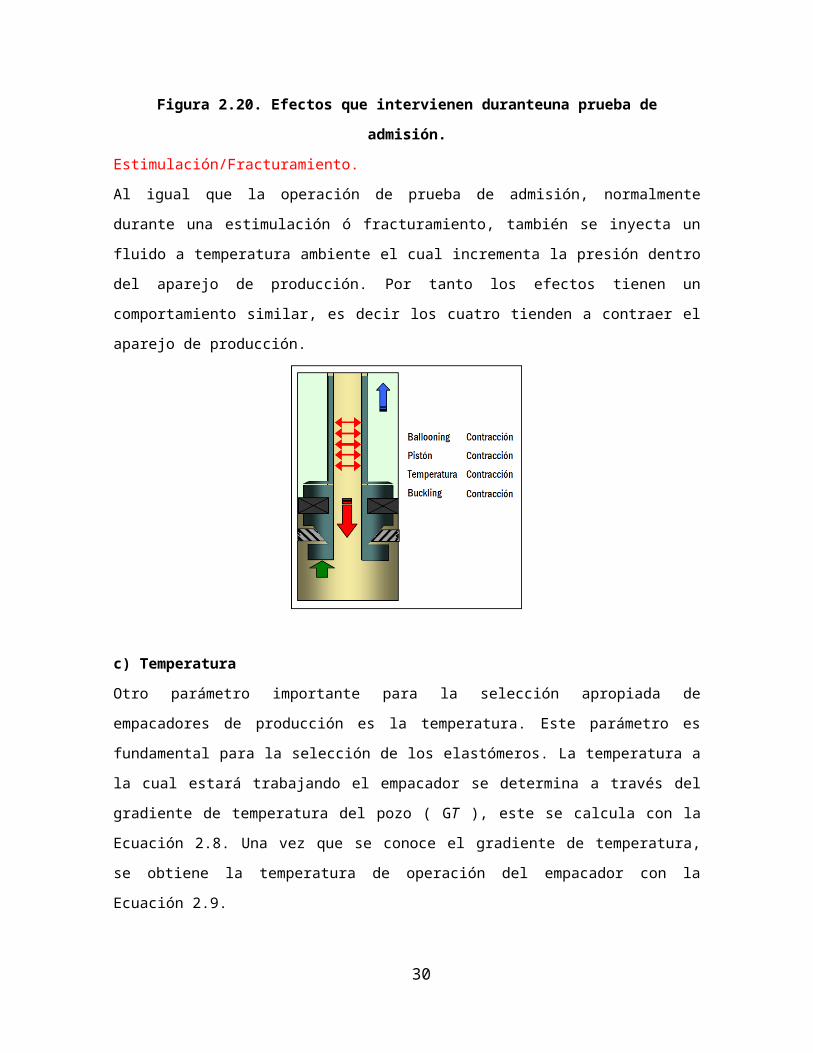
Prueba de admisión.
La Figura 14 muestra los diferentes efectos que causan el movimiento del aparejo de
producción durante realización de una prueba de admisión. A diferencia de la operación
de inducción, durante la prueba de admisión la presión dentro del aparejo de producción
se incrementa. Esto genera una expansión de la tubería generando contracción de la
misma. Por otra parte la diferencial de presión incrementa dentro del aparejo, misma que
actuá en la sección transversal expuesta de los sellos multi-v ó zapata guía lo que
también causa contracción. Durante esta operación se inyecta un fluido que normalmente
se encuentra a temperatura ambiente generado un enfriamiento del acero y por
consiguiente una contracción del mismo. Como se observa durante una prueba de
admisión todos los efectos causan una contracción del aparejo.
Figura 2.20. Efectos que intervienen duranteuna prueba de admisión.
21
Estimulación/Fracturamiento.
Al igual que la operación de prueba de admisión, normalmente durante una estimulación ó
fracturamiento, también se inyecta un fluido a temperatura ambiente el cual incrementa la
presión dentro del aparejo de producción. Por tanto los efectos tienen un comportamiento
similar, es decir los cuatro tienden a contraer el aparejo de producción.
c) Temperatura
Otro parámetro importante para la selección apropiada de empacadores de producción es
la temperatura. Este parámetro es fundamental para la selección de los elastómeros. La
temperatura a la cual estará trabajando el empacador se determina a través del gradiente
de temperatura del pozo ( GT ), este se calcula con la Ecuación 2.8. Una vez que se
conoce el gradiente de temperatura, se obtiene la temperatura de operación del
empacador con la Ecuación 2.9.
d) Fluidos producidos
Conocer la composición de los fluidos producidos es fundamental, pues se puede conocer
el ambiente al cual será sometido el empacador permitiendo una selección adecuada de
la metalurgia.
El tipo de material que se emplea para fabricar un empacador influye considerablemente
en su costo. Por lo tanto, es necesario un conocimiento correcto tanto de la
concentración, así como de los fluidos que estarán en contacto con la herramienta, con la
22

finalidad de evitar la compra de empacadores costosos, ó la introducción de herramientas
que no son diseñadas para ambientes corrosivos.
Los parámetros a calcular para determinar la corrosión esperada y los materiales que se
recomiendan para los diferentes ambientes.
1) Presión parcial del H2S.
La presión parcial de ácido sulfhídrico es obtenida con la Ecuación 2.10. La presión en el
empacador ( P Emp ) es calculada con la Ecuación 2.11, esta presión puede ser
fácilmente obtenida con los ingenieros de producción. La Figura 16 muestra
esquemáticamente como obtener la presión a la profundidad del empacador, la cual es
función de la presión de fondo fluyendo ( Pwf ), las perdidas por fricción ( Pf ) entre el
fluido producido y la tubería de explotación y de la densidad de los fluidos producidos ( Pg
).
Figura 2.22. Presión a la altura del empacador
2) Presión parcial del CO2.
La presión parcial del Dióxido de carbono se determina con la Ecuación 2.12 empleando
el procedimiento previamente explicado para la determinación de la presión en el
empacador.
3) Salinidad del agua de formación.
Corrosión es un proceso electroquímico, por tanto la salinidad del agua de formación
juega un papel importante en este proceso. En soluciones de Cloruro de Sodio, la
conductividad eléctrica es mayor que en soluciones libres de cloruros, por tanto la
probabilidad de corrosión incrementa.
4) pH del agua de formación.
23

El pH del agua de formación es un factor esencial en el desarrollo de la corrosión, ha sido
demostrado que la presión parcial del H2S y la concentración del Ion hidrógeno
influencian en la cantidad del hidrógeno atómico que entra en el acero.
Una vez que se tienen las presiones parciales, se puede emplear la Tabla 1 para
determinar si la corrosión esperada será alta, media ó simplemente no se presentara.
2. Condiciones del pozo.
a) Diámetro interior de la T.R
b) Fluido de terminación
c) Desviación y severidad
a) Diámetro interior de la T.R.
Durante el proceso de perforación y terminación, existen diferentes productos que están
en contacto con la tubería de revestimiento, los cuales pueden alterar el diámetro interior
y puede impedir que el empacador baje ó causar su anclaje. Estos materiales pueden ser
sólidos del lodo, cemento, etc. Por lo cual se recomienda efectuar un viaje con escariador
previo a la corrida del empacador. Además se tiene que considerar los diámetros
interiores de las tuberías de revestimiento que se encuentran arriba del revestimiento
donde se anclara el empacador.
b) Fluido de terminación.
Se tiene que considerar el tipo de fluido tanto de terminación como empacador. Si el fluido
es un lodo de perforación, los sólidos tenderán a precipitarse sobre el empacador, lo cual
24
en la mayoría de los casos produce el atrapamiento de este. Por otro lado, si el fluido es
una salmuera que contenga cloruros, bromuros etc., deberá existir compatibilidad entre
esta y los elastómeros del empacador.
c) Desviación y severidad.
La desviación y severidad de un pozo son factores importantes a considerar para
seleccionar y correr el empacador. En pozos con severidades muy altas ó patas de perro
se tiene que considerar la longitud del ensamble, esto es lo largo del empacador y sus
accesorios (soltador, empacador, extensiones pulidas, niples de asiento, etc.).
Un parámetro importante a contemplar durante la selección del empacador es el
procedimiento para correrlo y anclarlo. A continuación se presentan las técnicas mas
comunes para realizar esta operación.
3. Procedimiento para correrlo y anclarlo.
a) Tubería de perforación
b) Cable/Línea
c) Tubería flexible
d) Integral
El procedimiento para correr y anclar un empacador es un factor crítico para el éxito de la
operación. Por lo tanto se recomienda analizar las diferentes opciones y seleccionar la
que tanto técnica como económicamente sea la más adecuada.
Cabe mencionar que el tiempo en realizar la operación es básica en la toma de decisión.
Otro factor es la exactitud a la profundidad deseada, lo cual es común cuando se tienen
dos intervalos muy cercanos, en estos casos lo más conveniente es correrlo con cable.
Otro aspecto a considerar para la selección de esta herramienta son las intervenciones
futuras a realizar. A continuación se comenta lo relevante de este parámetro.
4. Intervenciones futuras.
a) Reparaciones mayores
b) Reparaciones menores
c) Intervenciones sin equipo
El hecho de conocer si existirá una intervención futura ó no, es importante para considerar
si se selecciona un empacador permanente ó recuperable. En pozos de alta presión
donde es casi un hecho que no se realizarán intervenciones de molienda en lo futuro se
recomienda un empacador permanente. De lo contrario en pozos con alta probabilidad de
25

moler el empacador, lo más adecuado sería correr y anclar un empacador recuperable,
pues sería más sencillo y económico recuperar el empacador que su molienda y pesca.
5. Selección del empacador a partir de la envolvente de desempeño.
Después de haber considerado las condiciones de operación, condiciones del pozo, el
procedimiento de para correr y anclar el empacador y las intervenciones futuras, la
selección final debe realizarse empleando la envolvente de desempeño de los
empacadores candidatos. Se debe solicitar a las compañías de servicio las envolventes
de los empacadores a emplear, con el objeto de realizar el análisis de cargas combinadas
a las operaciones programadas ó probables a efectuar (inducciones, pruebas de
admisión, estimulaciones, fracturamientos) y comparar los resultados con la envolvente de
diseño para mantenerse en todo momento en el área de operación segura, el empacador
a solicitar será el mas económico, siempre y cuando cumpla con las condiciones de
operación. La Figura 18 muestra el ejemplo de una envolvente de desempeño y las
cargas a que es sometido el empacador tanto en la inducción, así como en la vida
productiva del pozo. Se puede observar que los esfuerzos a que está sometido pueden
ser tolerados por el empacador. También se percibe que un empacador de 5,000 psi el
cual sería más económico pudiese tolerar los esfuerzos generados.
2.7. CALCULOS Y EJERCICIOS SOBRE EL PACKERS
2.6.1. Cálculo de cargas que actúan sobre el packer
Cuando el packer esta anclado, actúan sobre él, las siguientes presiones de trabajo:
P1 Presión de fondo de pozo de abajo hacia arriba. (+)
P2 Presión hidrostática del fluido de terminación en el
26

espacio anular que ejerce de arriba hacia abajo. (-)
W(Tb) Peso de la tubería que actúa sobre el packer de
arriba hacia abajo. (-)
Luego las cargas totales a la que está sometida el packer anclado se calcula con la
siguiente ecuación:
Donde:
P1 : Presión de formación desde fondo de pozo a la base del packer en psi.
P2 : Presión hidrostática del fluido en el espacio anular en psi.
WTb : Peso de la tubería que actúa sobre ekl packer.
Aic : Area interna de la cañería en plg2.
AiTb : Area interna del tubing en plg2.
AeTb : Area externa del tubing en plg2.
EJEMPLO 1-.
En un pozo de 6200 pies de profundidad el packer esta anclado a 6000
pies de profundidad, calcular las cargas que actúan sobre el packer para los siguientes
datos de pozo.
Gradiente de fluido de terminación en EA = 0.60 psi/pie
P1 ó presión Fp = 2800 psi
Peso de la tubería = 3.25 lb/pie
Cálculos
- Peso total de la tubería = 3.25 lb/pie * 6000 pie = 19500 lb.
- P2 = PH = Gfluido * h = 0.60 psi/pie * 6000 pie = 3600 psi
27
- Cálculo de áreas
Lo que significa que actúa una presión de arriba debajo de -28844 psi o sea 13184 psi
mas que la que actúa de abajo hacia arriba, o sea:
42028-28844 = 13184 psi
Por esta razón el packer no se desanclará durante el trabajo de producción porque se
tiene un factor de seguridad de 31% con la carga de arriba hacia abajo, o sea:
Por normas, seguridad del 50%.
Para aumentar el factor de seguridad se tiene que aumentar el grado de la tubería.
EJEMPLO 2-.
Se tiene un pozo con los siguientes datos:
TR 6 5/8 pg N-80 28 lb/pie = 5.791 pg D.I.
TP 2 3/8 pg J-55 4.7 lb/píe = 1.995 pg D.I.
Profundidad media de los disparos = 2,500 m
Nivel de fluido, en la superficie
Nivel de operación = 1250 m
Aceite = 0.90 gr/cm³
Se pretende anclar el empacador a 2490 m con 14,000 lb
28
Gradiente de presión = 0.090 kg/cm²/m
Pf = 2,500 x 0.090 = 225 kg/cm²
Pf = Peso en lb de la columna de fluido (agua)
Ptp = Peso de la TP sobre el empacador en lb (14,000)
Pf = Presión de fondo del yacimiento en lb/pg²
Fuerza ejercida por la presión del yacimiento (Fy)
Fy = Pf (Area D.I. TR – Area D.I. TP)
Area D.I.
TR =
π x D² = 0.7854 x (5.791)² = 26.32
pg²4
Area D.I.
TP =
π x D² = 0.7854 x (1.995)² = 3.12 pg²
4
29
FIG. 7 ESTADO MECANICO
PROF. INTERIOR 2520.0 MINTERVALO 2495 - 2505 MGUIA DEL EMP. 2491.0 MEMPACADOR BROWN HUSKY, MSPDE 6 5/8 PG. 28 LB/P A 2490.MCAMISA DESLIZABLE CAMCO CB-1A 2481.0 MTUBERIA DE PRODUCIÓN DE 2 3/8 PG.COMBINADA J-55 Y N-80 DE 4.7 LB/PTUBERIA DE REVESTIMIENTO DE 6 5/8
PG
Fig.2.25. Estado mecanico
74,228 lb
Fy = (225 x 14.22) (26.32 – 3.12) =
Pf = Phf (Area D.I. TR – Area D.E. TP)
Phf = 0.10 x 1250 x 14.22 = 1777.5 lb/pg²
Area D.E. TP = 0.7854 x (2.375)² = 4.43 pg²
Pf = 1777.5 (26.32 – 4.43) =
Fuerza resultante:
FR = Fy – (Pf + Ptp)
FR = 74,228 – (38,909 + 14,000) = 74,228 – 52,909
Fig.2.26. Diagrama de Fuerzas
Por lo tanto la fuerza del yacimiento tratará de desempacar la herramienta, ya que la
fuerza resultante hacia arriba es de 21,319 lb.
RECOMENDACION
a) Utilizar un empacador permanente o semipermanente cuando se pueda
represionar el espacio anular.
b) Utilizar un empacador de compresión ancla doble, para auxiliar al empacador en
su mecanismo hidráulico, producido por la diferencial de presiones.
CONSIDERACIONES PRÁCTICAS PARA POZOS DE APAREJO SENCILLO
30
38,909 lb
FR = 21319 lb
1. Para pozos hasta de 800 m de profundidad con aparejos de producción fluyentes,
bombeo neumático o inyectores de agua, es necesario
2. Para pozos de 800 a 1,500 m de profundidad con aparejos de producción
fluyentes y de bombeo neumático, es necesario
3. Para pozos de 1,500 a 2,500 m de profundidad con aparejos de producción
fluyentes, bombeo neumático o inyectores de agua, es necesario
4. Para pozos de 1,500 a 2,500 m de profundidad con aparejos de producción de
bombeo neumático, se puede utilizar
Esto es siempre y cuando no se presente arenamiento
5. Para pozos de 2,500 a 4,500 m de profundidad con aparejos de producción
fluyentes, bombeo neumático o inyectores de agua, se programa
6. Para pozos de 3,500 a 6,500 m de profundidad con aparejos de producción
fluyentes o inyectores de agua, se programa
31
Un empacador de tensión
Un empacador de compresión sencillo de ancla mecánica
Un empacador de compresión con ancla doble
Un empacador semipermanente de anclaje de compresión, neutro o tensión.
Un empacador permanente
Un empacador permanente