informe integrado de diagnóstico y propuestas de mejora · argentina”. dicho proyecto se...
TRANSCRIPT

1
Informe Integrado de Diagnóstico y Propuestas de Mejora
1. Introducción / Resumen Ejecutivo
2. Metodología y abordaje
3. Proceso Productivo
3.1. Diagnóstico del Proceso Productivo
3.2. Propuestas de Mejoras en Proceso Productivo
4. Logística
4.1. Diagnóstico de Logística
4.2. Propuestas de Mejora en Logística
1. Introducción / Resumen Ejecutivo
El presente informe tiene por objetivo condensar en un solo documento los avances
conseguidos específicamente en la Asociación de Cartoneros Itatí, ubicada en Villa Itatí
(Distrito de Quilmes) y acompañanada por Avina desde 2012 bajo el paraguas del
proyecto “Inclusión socioeconómica de los recolectores de materiales reciclables en
Argentina”. Dicho proyecto se encuentra financiado por BID-FOMIN, Pepsico,
Organización Román y Avina.
En el marco de dicho proyecto, se definió una estrategia de acompañamiento
específico para las cooperativas de recicladores, dentro de la cual Asociación Itatí
recibió este asesoramiento en su proceso productivo y cadena de valor; con el fin de
optimizar y fortalecer su negocio. Esta consultoría de “acompañamiento” fue
planteada a 6 meses, Julio-Diciembre 2013, y consta de 3 objetivos específicos que
podríamos sintetizar de la siguiente forma:
1- Fortalecer el proceso productivo y la logística
2- Mapear la cadena de valor
3- Conseguir nuevos grandes generadores
Son 3 objetivos que se plantean como 3 pasos, de 2 a 3 meses de duración en cada uno
de ellos, y que intentan hacer un recorrido desde el aspecto interior de la organización
hacia lo externo. Este primer informe da cuenta de lo realizado durante el primer paso,
e integra tanto diagnóstico como propuestas de mejora.
Yendo concretamente a este primer punto “proceso productivo”, podemos decir a
rasgos generales que hay un circuito de producción operando, pero que no fue
planificado previamente; sino que se estableció en base a la dinámica diaria, y regidos
Diagnóstico y Propuestas de Mejora en AC Itatí
2
por la necesidad de “resolver situaciones” a medida que transcurrían. Como respuesta
a esta situación, se trabajó conjuntamente con los líderes de la cooperativa para
definir un circuito de productivo que priorice la fluidez de los materiales y maximice el
aprovechamiento de los espacios. El resultado son 3 propuestas de lay-out, de acuerdo
con el nivel de desarrollo que vayan alcanzando en el futuro: una inmediata, otra de
mediano plazo (3-4 meses) y otra de largo plazo que incorporaría un nuevo galpón. En
cuanto a la propuesta inmediata, destina el galpón más chico al papel y el cartón, y
establece en el galpón más grande un espacio para descarga, otro de clasificación, otro
de procesamiento del plástico y finalmente lugares para cada uno de los otros
materiales.
Por último, en cuanto a la logística aplicada, y por ser este el primer paso, se focalizó
en el aspecto interno. Es decir, infraestructura; y aquí los protagonistas son los
vehículos. Su operación sin demoras ni paradas de máquina, es necesaria para
asegurar una productividad adecuada. Sin embargo, el estado general de los 3
vehículos (un camión, una camioneta y un autoelevador) que demuestran largas horas
de uso, traducen su fatiga de materiales en una costosa lista de reparaciones
semanales que se llevan una importante porción de los ingresos generados. Para tal
fin, se propone renovar los 3 vehículos por otros de menor antigüedad, que puedan
garantizar una operación más estable, con menos interrupciones y de menor costo. Se
espera involucrar a Avina en la inversión necesaria para el recambio de la camioneta y
del autoelevador. La actualización del camión, en principio, quedaría a cargo de la
cooperativa.
Para los próximos dos meses, se espera avanzar en la implementación de estas
propuestas decididas conjuntamente con los integrantes de la asociación, y comenzar
a consolidar un mapa de la cadena de valor que permita optimizar el negocio
aprovechando oportunidades latentes y acercando nuevos grandes generadores.
2. Metodología y abordaje
En primera instancia, es necesario recordar que ya se había elaborado un Diagnóstico
de la asociación anteriormente. Sin embargo, el mismo tenía un carácter general, y no
profundizaba en las cuestiones más técnicas del proceso productivo y la cadena de
valor. Por ejemplo, se había elaborado un organigrama, una descripción de algunas
operaciones y un gráfico del galpón; pero no había un detalle del estado de las
máquinas y los vehículos, ni una mirada técnica respecto del ordenamiento más
apropiado para el proceso productivo. Esto fue motivo de conversación con el equipo
de Itatí al principio, ya que no se comprendía la necesidad de este nuevo diagnóstico.
Se explicó la diferencia de enfoque y alcance del trabajo, garantizando al mismo
tiempo que dicho estudio iba a ser tenido en cuenta.
Diagnóstico y Propuestas de Mejora en AC Itatí
3
Este acompañamiento está planteado con un objetivo general, abierto en 3 objetivos
específicos, tendientes a lograr el general. Estos 3 objetivos intentan seguir una
secuencia lógica de desarrollo, y al mismo tiempo plantear un recorrido desde “lo
interno” hacia “lo externo” de la organización. De alguna manera, lo que se intenta
conseguir con esta estrategia, es fortalecer primero el negocio hacia adentro, para
estar mejor preparado a la hora de aumentar el volumen de materiales ingresados. De
nada serviría salir a buscar nuevos grandes generadores, si primero no está asegurada
la capacidad de procesamiento de dichos materiales y garantizado el proceso de retiro
de materiales en los mismos. Sobre este concepto es que se decidió este desarrollo del
trabajo.
Por otro lado, en cuanto a la forma de trabajo, se plantearon 2 reuniones por semana.
Aunque en algunos casos, sólo fue posible coordinar “una” instancia semanal. Es
necesario destacar, la cantidad de actividades por las cuales son requeridos los líderes
de la organización: producción, logística, visitas, cursos, administración,
implementaciones de los proyectos, reparaciones, problemas personales del equipo,
reuniones con otras organizaciones, etc. Estas instancias les restan horas de trabajo en
el procesamiento de los materiales reciclables, en cuyo proceso son contemplados
como un trabajador más; y por ende, restan visibilidad y posibilidad de “sentarse a
pensar la estrategia” con cierta frecuencia. Por este motivo, se ha intentado
acompañar la velocidad propia de la organización, sin presionarla ni agobiarla con
demandas permanentes por parte del consultor.
Las reuniones tuvieron un carácter más formal al principio, y fueron tomando un matiz
más informal durante el transcurso de las semanas, lo cual permitió agilizar el
desarrollo de los temas y profundizar en la búsqueda de las “causas raíz” en un marco
de mayor confianza. En algunas instancias, se trató de reuniones sólo con el Presidente
(Vicente Báez) de la asociación, en otras se pudo contar con el Tesorero (José Villalba)
y/o el Vicepresidente (“Nico” Ellis); y también, hubo oportunidades en la que
participaron sus máximos colaboradores históricamente: el Padre “Coco” Romanin y la
Hna. Cecilia Lee, quienes tienen larga trayectoria a su lado.
3.1. Diagnóstico del Proceso Productivo
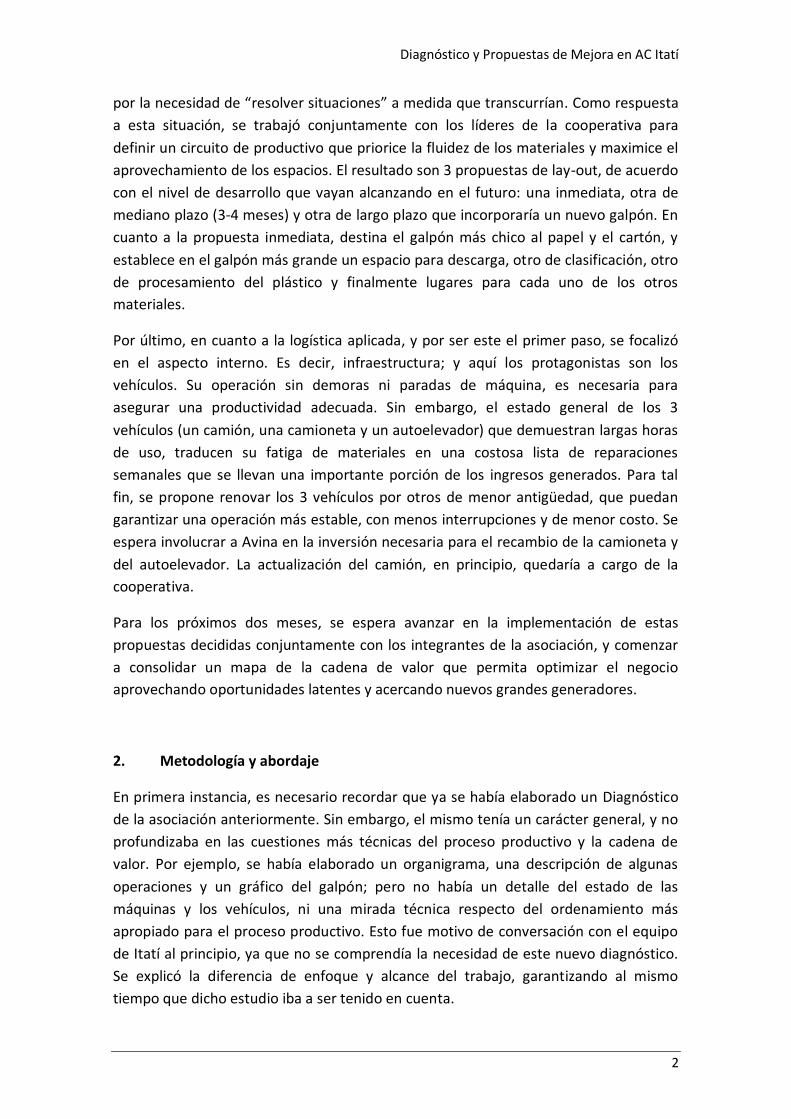
El proceso productivo está organizado físicamente en 2 galpones tinglados y un patio.
Sobre el frente hay una calle de asfalto, que conecta en tan sólo 50 metros con el
Acceso Sudoeste de Bernal, aunque lo hace con una difícil pendiente descendente.
También, tienen actualmente un terreño aledaño comprado, pero que no participa del
proceso productivo. Se trata de un espacio más pequeño con piso de tierra, que
piensan acondicionar y sumar en el futuro. A continuación se puede ver un gráfico
esquemático con la distribución general y las dimensiones aproximadas:
Diagnóstico y Propuestas de Mejora en AC Itatí
4
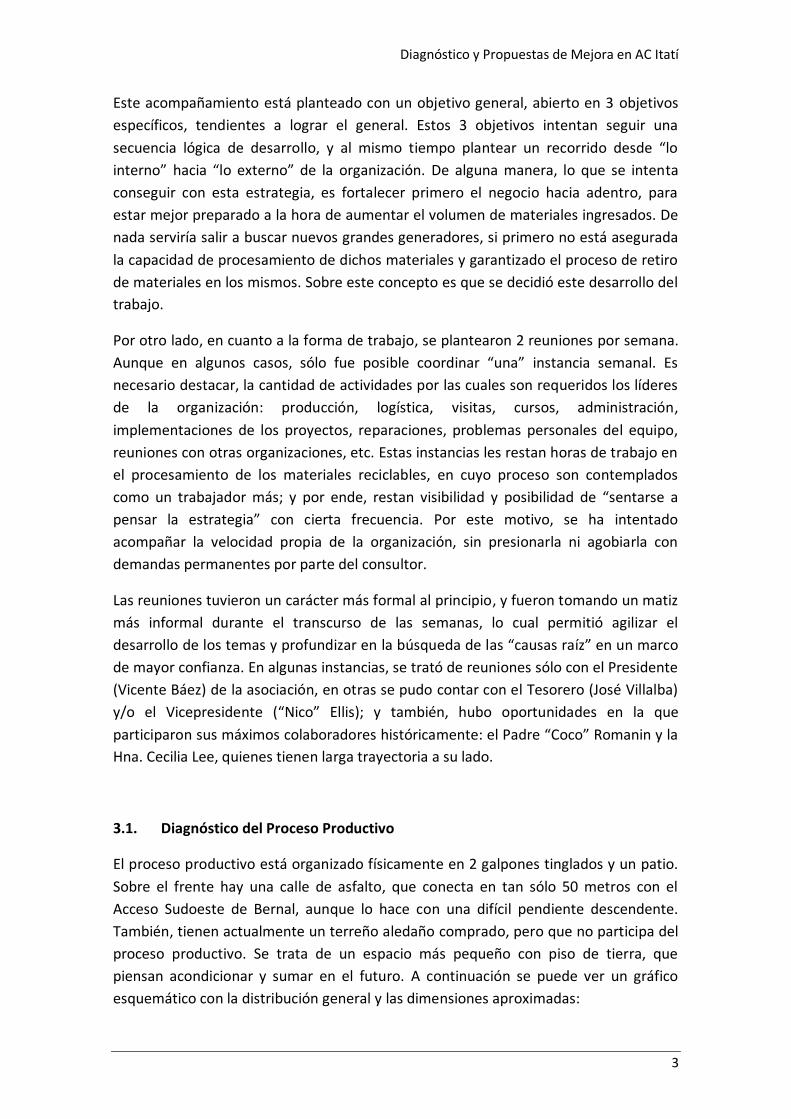
Los galpones coloreados en amarillo, corresponden a áreas techadas o cubiertas, y el
patio está a la intemperie. En toda la superficie se cuenta con un piso de cemento.
Diagnóstico y Propuestas de Mejora en AC Itatí
5
Teniendo en cuenta que las medidas expresadas son aproximadas, podemos decir que
tenemos una superficie cubierta total de 320 m2 y 140 m2 al aire libre. Esto nos da un
total de 460 m2 disponibles para la operación. En palabras de los miembros de la
cooperativa, siempre encuentran que el espacio “les queda chico” y mencionan
reiteradamente que requieren la construcción de otro tinglado en el terreno
comprado. Sin embargo, la apuesta de este trabajo es a optimizar la utilización del
espacio disponible, aprovechando al máximo cada lugar.
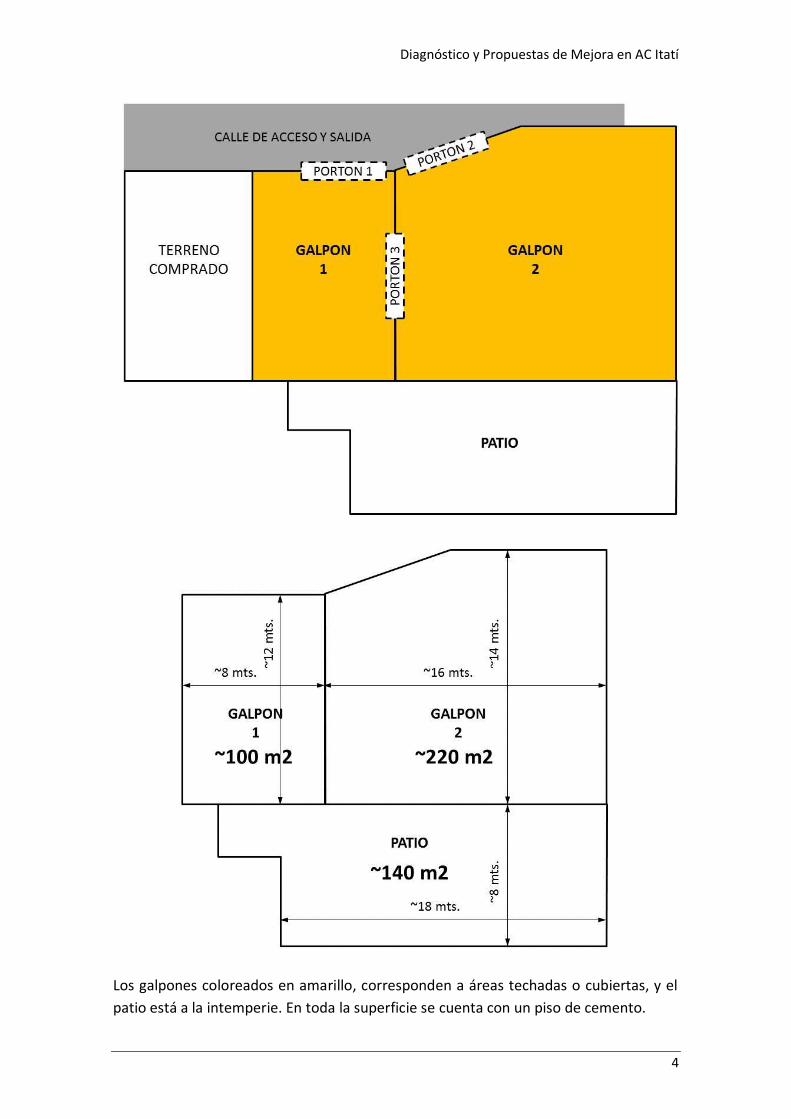
Siguiendo con la descripción del lugar, los galpones cuentan con dos portones de
entrada y salida indistintamente, y un tercer portón que vincula ambos espacios. En el
caso de los accesos a los galpones, se cuenta con una rampa de cemento que conecta
con la calle. Estas rampas tienen una pendiente pronunciada que dificulta la subida de
los vehículos, sobretodo en el caso del autoelevador. A este punto, se suma como ya
mencionamos anteriormente, el hecho de que la calle también viene en bajada desde
el Acceso Sudoeste. Es decir, factores determinarán posteriormente la forma en que
acceden los camiones al lugar. La única manera posible es en “marcha de retroceso”,
aumentando la complejidad de la maniobra y el riesgo para los peatones y
trabajadores de Itatí.
En cuanto a la distribución interna de las máquinas y principales elementos de
operación, podemos ver el siguiente esquema:

Diagnóstico y Propuestas de Mejora en AC Itatí
6
En el Galpón 1 opera una prensa de papel y cartón de “doble tacho”, como se le llama
en el ámbito de los recicladores a este tipo de máquina, que posee un doble
contenedor para la carga de los materiales a compactar. Mientras se carga uno de los
contenedores por la parte superior, el otro se puede abrir por el frente para asegurar
el fardo compactado y retirarlo del recinto. Esta segunda operación se realiza con la
ayuda del autoelevador. En las inmediaciones de la prensa, podemos encontrar
habitualmente cajas contenedoras de papel suelto y fardos ya armados para ser
enviados a la papelera que realiza el reciclado definitivo. Estas cajas suelen estar
indistintamente repartidas al frente y a los lados, sin un orden predeterminado, lo cual
hace difícil no sólo el tránsito del autoelevador, sino de los mismos trabajadores que
tengan que atravesar la zona.
Por otro lado, en el galpón contiguo identificado aquí con el número 2, podemos
encontrar varios procesos y materiales juntos. Entrando por el portón 2, lo primero
que encontramos a la derecha es la balanza y un poco más adelante la sala de la Caja
de Pago. Este es el punto de llegada de los “carreros”, como se denomina a los
recicladores que recorren las calles con carros de tracción a sangre, en búsqueda de
materiales reciclables mayormente domiciliarios. Este lugar suele tener mucho
movimiento de personas los días lunes y viernes, según la experiencia de los líderes de
la asociación. Estos son los días en que por una u otra razón, mayormente se acercan
los carreros a vender lo recolectado.

Diagnóstico y Propuestas de Mejora en AC Itatí
7
Siguiendo con el galpón 2, y hacia la izquierda esta vez, encontramos lo que llamamos
el “Proceso Plástico”. Este proceso consta de 4 máquinas que operan encadenadas:
una trituradora, un molino, una gran pileta de lavado y una secadora. En este
momento, este proceso se encuentra fuera de operación desde hace 3 meses
aproximadamente, por la rotura del molino. Este molino ya ha sido reparado varias
veces y ha llegado al final de su vida útil, por lo que se ha decidido reemplazarlo por
uno nuevo; además, teniendo en cuenta que el mismo era prestado de otra
cooperativa de recicladores.
El hecho de contar con esta posibilidad de agregado de valor al plástico reciclable, les
da la posibilidad de aumentar hasta 4 veces el valor de venta del material. Este precio
resulta muy conveniente, por lo que durante este tiempo en que el Proceso Plástico no
ha estado funcionando, no se ha vendido una gran cantidad de plástico que está
esperando la llegada del nuevo molino. Estos materiales, principalmente baldes y
bidones, ocupan una gran porción del área disponible, volviéndola intransitable e
inaccesible.
Diagnóstico y Propuestas de Mejora en AC Itatí
8
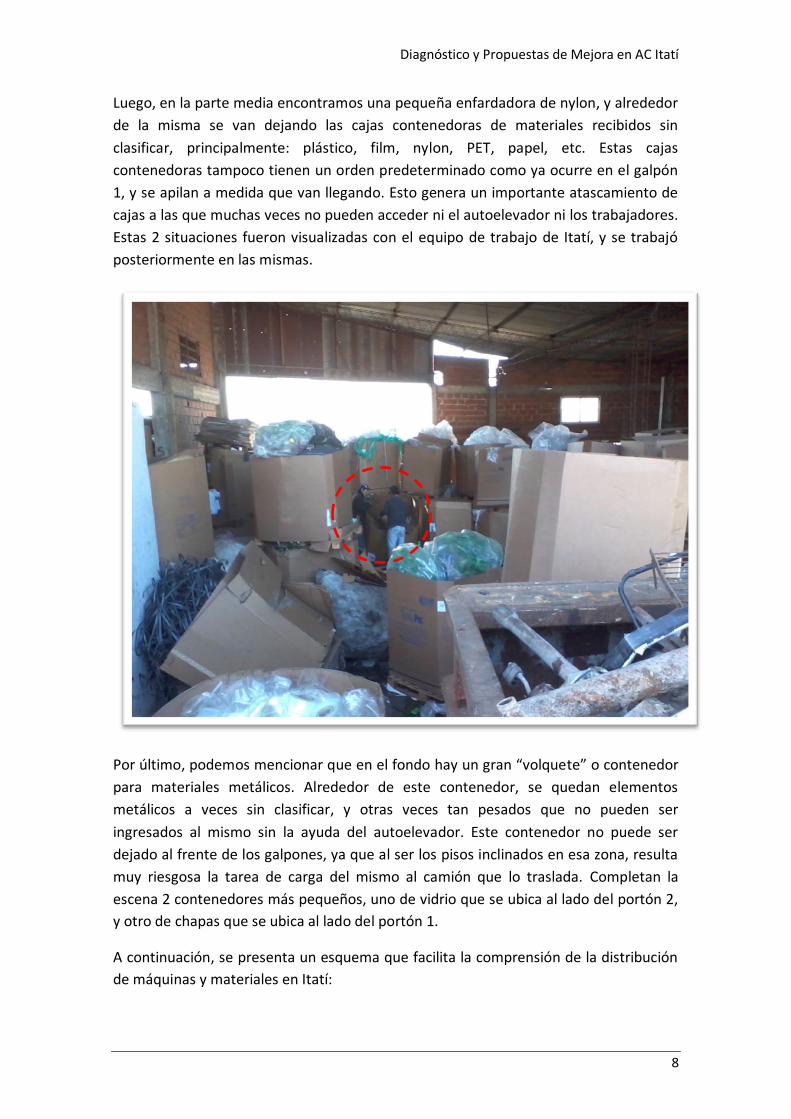
Luego, en la parte media encontramos una pequeña enfardadora de nylon, y alrededor
de la misma se van dejando las cajas contenedoras de materiales recibidos sin
clasificar, principalmente: plástico, film, nylon, PET, papel, etc. Estas cajas
contenedoras tampoco tienen un orden predeterminado como ya ocurre en el galpón
1, y se apilan a medida que van llegando. Esto genera un importante atascamiento de
cajas a las que muchas veces no pueden acceder ni el autoelevador ni los trabajadores.
Estas 2 situaciones fueron visualizadas con el equipo de trabajo de Itatí, y se trabajó
posteriormente en las mismas.
Por último, podemos mencionar que en el fondo hay un gran “volquete” o contenedor
para materiales metálicos. Alrededor de este contenedor, se quedan elementos
metálicos a veces sin clasificar, y otras veces tan pesados que no pueden ser
ingresados al mismo sin la ayuda del autoelevador. Este contenedor no puede ser
dejado al frente de los galpones, ya que al ser los pisos inclinados en esa zona, resulta
muy riesgosa la tarea de carga del mismo al camión que lo traslada. Completan la
escena 2 contenedores más pequeños, uno de vidrio que se ubica al lado del portón 2,
y otro de chapas que se ubica al lado del portón 1.
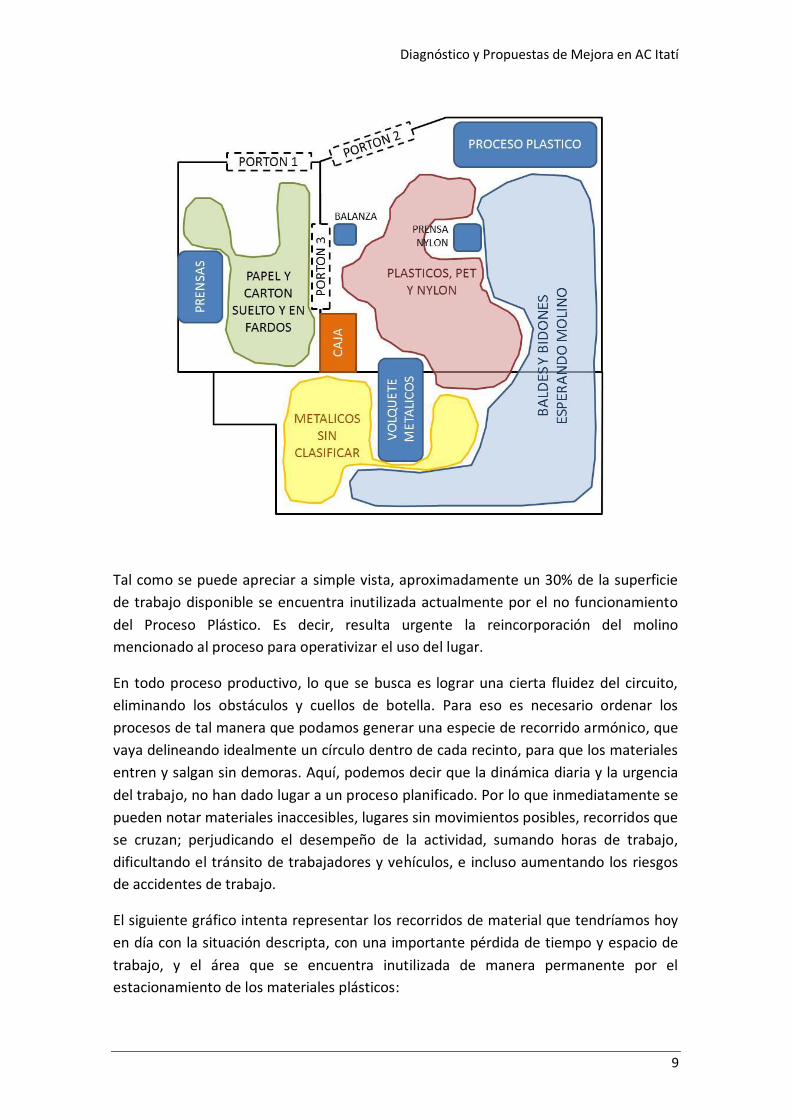
A continuación, se presenta un esquema que facilita la comprensión de la distribución
de máquinas y materiales en Itatí:
Diagnóstico y Propuestas de Mejora en AC Itatí
9
Tal como se puede apreciar a simple vista, aproximadamente un 30% de la superficie
de trabajo disponible se encuentra inutilizada actualmente por el no funcionamiento
del Proceso Plástico. Es decir, resulta urgente la reincorporación del molino
mencionado al proceso para operativizar el uso del lugar.
En todo proceso productivo, lo que se busca es lograr una cierta fluidez del circuito,
eliminando los obstáculos y cuellos de botella. Para eso es necesario ordenar los
procesos de tal manera que podamos generar una especie de recorrido armónico, que
vaya delineando idealmente un círculo dentro de cada recinto, para que los materiales
entren y salgan sin demoras. Aquí, podemos decir que la dinámica diaria y la urgencia
del trabajo, no han dado lugar a un proceso planificado. Por lo que inmediatamente se
pueden notar materiales inaccesibles, lugares sin movimientos posibles, recorridos que
se cruzan; perjudicando el desempeño de la actividad, sumando horas de trabajo,
dificultando el tránsito de trabajadores y vehículos, e incluso aumentando los riesgos
de accidentes de trabajo.
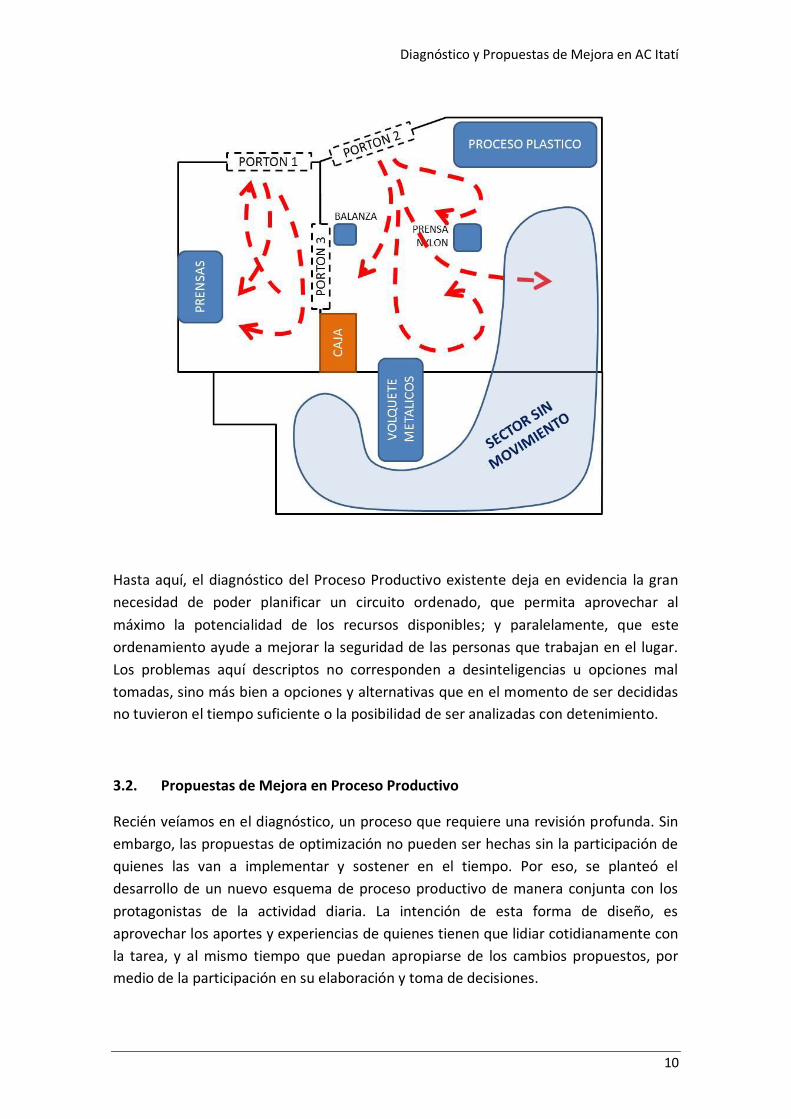
El siguiente gráfico intenta representar los recorridos de material que tendríamos hoy
en día con la situación descripta, con una importante pérdida de tiempo y espacio de
trabajo, y el área que se encuentra inutilizada de manera permanente por el
estacionamiento de los materiales plásticos:
Diagnóstico y Propuestas de Mejora en AC Itatí
10
Hasta aquí, el diagnóstico del Proceso Productivo existente deja en evidencia la gran
necesidad de poder planificar un circuito ordenado, que permita aprovechar al
máximo la potencialidad de los recursos disponibles; y paralelamente, que este
ordenamiento ayude a mejorar la seguridad de las personas que trabajan en el lugar.
Los problemas aquí descriptos no corresponden a desinteligencias u opciones mal
tomadas, sino más bien a opciones y alternativas que en el momento de ser decididas
no tuvieron el tiempo suficiente o la posibilidad de ser analizadas con detenimiento.
3.2. Propuestas de Mejora en Proceso Productivo
Recién veíamos en el diagnóstico, un proceso que requiere una revisión profunda. Sin
embargo, las propuestas de optimización no pueden ser hechas sin la participación de
quienes las van a implementar y sostener en el tiempo. Por eso, se planteó el
desarrollo de un nuevo esquema de proceso productivo de manera conjunta con los
protagonistas de la actividad diaria. La intención de esta forma de diseño, es
aprovechar los aportes y experiencias de quienes tienen que lidiar cotidianamente con
la tarea, y al mismo tiempo que puedan apropiarse de los cambios propuestos, por
medio de la participación en su elaboración y toma de decisiones.

Diagnóstico y Propuestas de Mejora en AC Itatí
11
De esta manera, se conformó un equipo con Vicente Báez, “Nico” Ellis, José Villalba,
Cecilia Lee, “Coco” Romanin y Alejandro Göttig, para pensar juntos el nuevo esquema
posible. La forma de trabajo elegida fue algo informal, y sobretodo desestructurada.
Por medio de la utilización de distintos juguetes se representaron los distintos
elementos del proceso productivo actual, y aplicando a una dinámica tendiente a lo
lúdico, se logró involucrar a todos los integrantes de este equipo. El trabajar con
objetos relativamente a escala, daba la posibilidad de “jugar” con los movimientos y
armar diferentes propuestas de distribución dentro del espacio disponible.
Así fue como logramos plantear una situación inicial, y visualizar más concretamente
las posibilidades que nos dan los espacios existentes:
La discusión de las alternativas llevó varios encuentros, hubo cierto temor inicial hacer
“demasiados cambios”, pero siempre fue fácil conciliar los contrapuntos y ver las
ventajas que podíamos encontrar en esto. Se mencionó varias veces que el proceso
actual era una construcción propia de varios años de desarrollo y que no se iba a
cambiar repentinamente, sino que era un proceso en sí mismo, y como tal requería de
tiempo y acompañamiento del equipo. Fue así como surgió la idea de hacer propuestas
graduales, que vayan poco a poco de menos a más; y que se puedan implementar,
probar, y volver cambiar si no funciona. Es decir, dar la libertad de volver atrás si una
vez puesto en marcha se comprueba que no resulta conveniente.

Diagnóstico y Propuestas de Mejora en AC Itatí
12
De esta estrategia, se desprende la idea de realizar 3 esquemas posibles, atendiendo 3
momentos diferentes: un esquema para aplicar de forma inmediata (sin grandes
cambios a la configuración actual), otro esquema de mediano plazo a 3-4 meses que
requiere alguna inversión menor, y un tercer esquema posible de largo plazo que
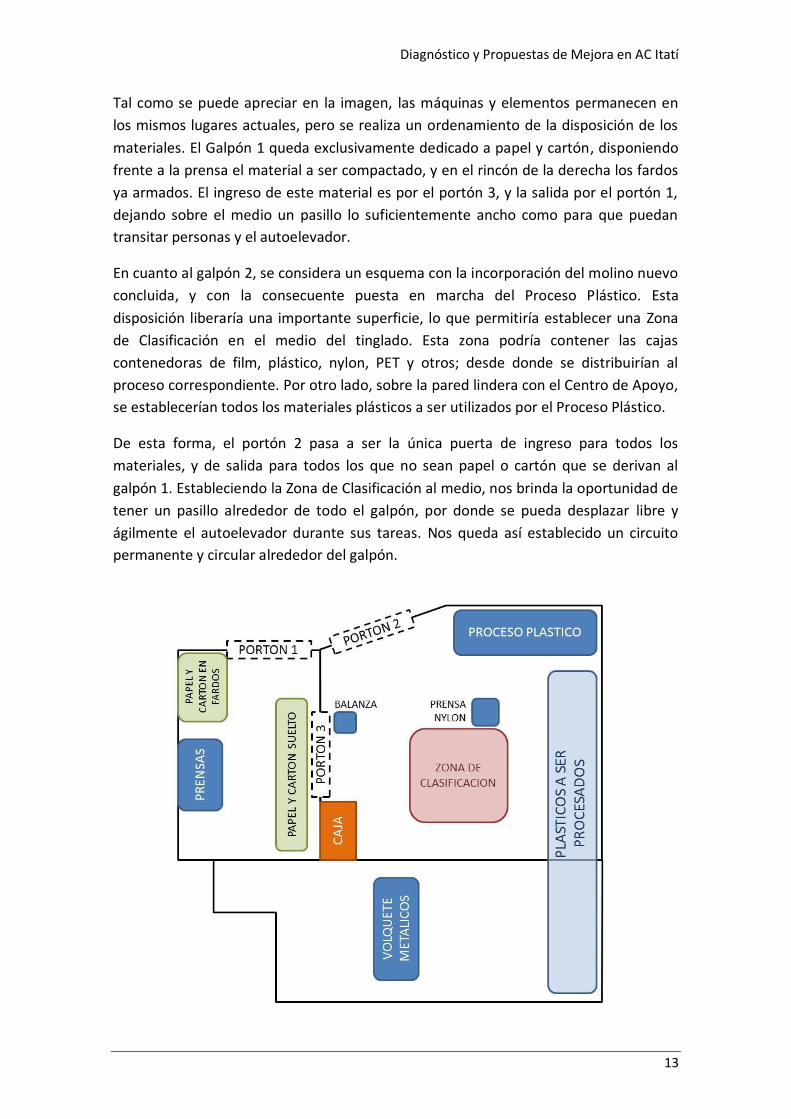
requiere una inversión mayor. El esquema a aplicar en lo inmediato es el siguiente:
Diagnóstico y Propuestas de Mejora en AC Itatí
13
Tal como se puede apreciar en la imagen, las máquinas y elementos permanecen en
los mismos lugares actuales, pero se realiza un ordenamiento de la disposición de los
materiales. El Galpón 1 queda exclusivamente dedicado a papel y cartón, disponiendo
frente a la prensa el material a ser compactado, y en el rincón de la derecha los fardos
ya armados. El ingreso de este material es por el portón 3, y la salida por el portón 1,
dejando sobre el medio un pasillo lo suficientemente ancho como para que puedan
transitar personas y el autoelevador.
En cuanto al galpón 2, se considera un esquema con la incorporación del molino nuevo
concluida, y con la consecuente puesta en marcha del Proceso Plástico. Esta
disposición liberaría una importante superficie, lo que permitiría establecer una Zona
de Clasificación en el medio del tinglado. Esta zona podría contener las cajas
contenedoras de film, plástico, nylon, PET y otros; desde donde se distribuirían al
proceso correspondiente. Por otro lado, sobre la pared lindera con el Centro de Apoyo,
se establecerían todos los materiales plásticos a ser utilizados por el Proceso Plástico.
De esta forma, el portón 2 pasa a ser la única puerta de ingreso para todos los
materiales, y de salida para todos los que no sean papel o cartón que se derivan al
galpón 1. Estableciendo la Zona de Clasificación al medio, nos brinda la oportunidad de
tener un pasillo alrededor de todo el galpón, por donde se pueda desplazar libre y
ágilmente el autoelevador durante sus tareas. Nos queda así establecido un circuito
permanente y circular alrededor del galpón.
Diagnóstico y Propuestas de Mejora en AC Itatí
14
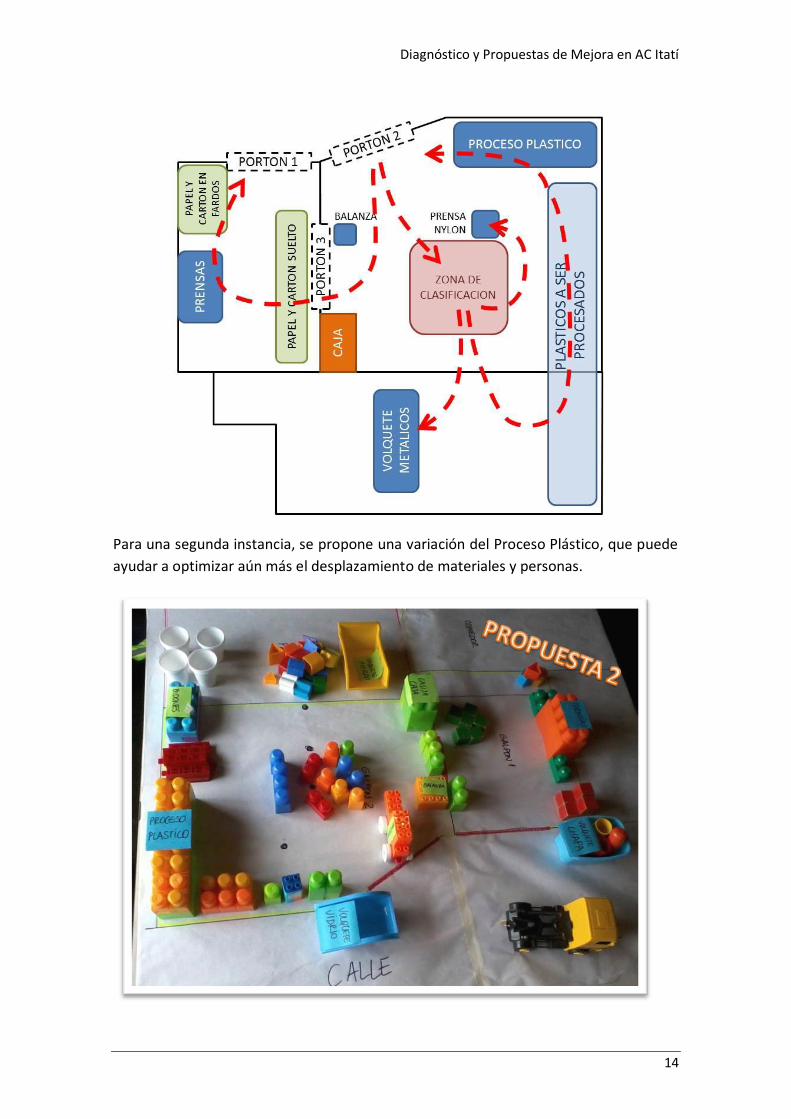
Para una segunda instancia, se propone una variación del Proceso Plástico, que puede
ayudar a optimizar aún más el desplazamiento de materiales y personas.
Diagnóstico y Propuestas de Mejora en AC Itatí
15
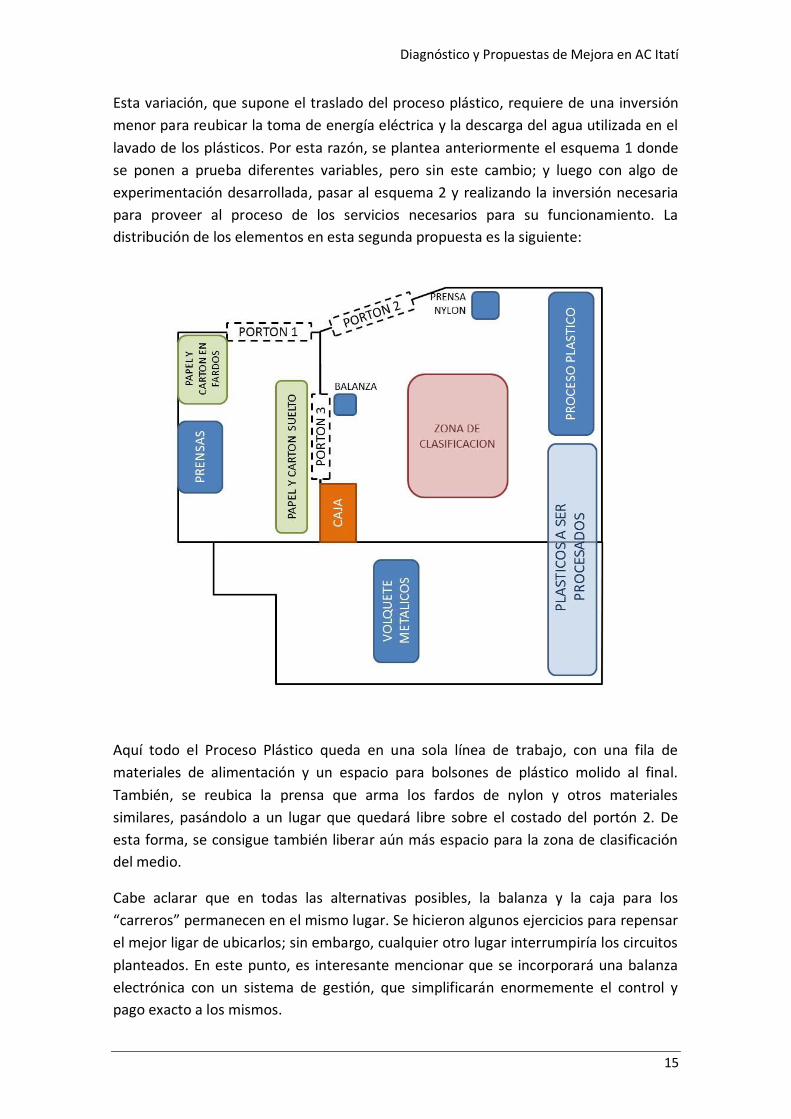
Esta variación, que supone el traslado del proceso plástico, requiere de una inversión
menor para reubicar la toma de energía eléctrica y la descarga del agua utilizada en el
lavado de los plásticos. Por esta razón, se plantea anteriormente el esquema 1 donde
se ponen a prueba diferentes variables, pero sin este cambio; y luego con algo de
experimentación desarrollada, pasar al esquema 2 y realizando la inversión necesaria
para proveer al proceso de los servicios necesarios para su funcionamiento. La
distribución de los elementos en esta segunda propuesta es la siguiente:
Aquí todo el Proceso Plástico queda en una sola línea de trabajo, con una fila de
materiales de alimentación y un espacio para bolsones de plástico molido al final.
También, se reubica la prensa que arma los fardos de nylon y otros materiales
similares, pasándolo a un lugar que quedará libre sobre el costado del portón 2. De
esta forma, se consigue también liberar aún más espacio para la zona de clasificación
del medio.
Cabe aclarar que en todas las alternativas posibles, la balanza y la caja para los
“carreros” permanecen en el mismo lugar. Se hicieron algunos ejercicios para repensar
el mejor ligar de ubicarlos; sin embargo, cualquier otro lugar interrumpiría los circuitos
planteados. En este punto, es interesante mencionar que se incorporará una balanza
electrónica con un sistema de gestión, que simplificarán enormemente el control y
pago exacto a los mismos.
Diagnóstico y Propuestas de Mejora en AC Itatí
16
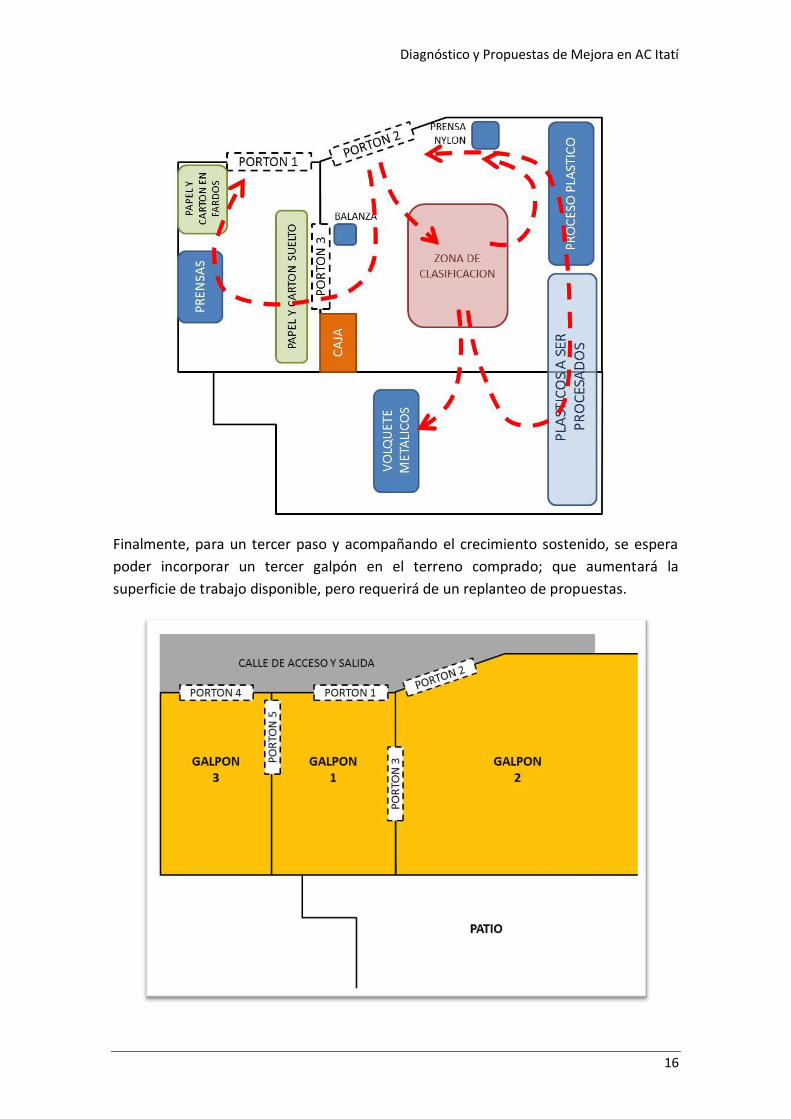
Finalmente, para un tercer paso y acompañando el crecimiento sostenido, se espera
poder incorporar un tercer galpón en el terreno comprado; que aumentará la
superficie de trabajo disponible, pero requerirá de un replanteo de propuestas.
Diagnóstico y Propuestas de Mejora en AC Itatí
17
4.1. Diagnóstico de Logística
La logística de la Asociación Itatí fue tomada en esta primer instancia con un enfoque
interno, es decir, exclusivamente en lo que se refiere a medios e infraestructura. En la
medida que se avance con los demás puntos del acompañamiento, se podrán analizar
otras propuestas relativas a los circuitos logísticos externos.
En este punto, el elemento crítico son los vehículos. Una operación vehicular sin
demoras ni paradas por desperfectos mecánicos, es esencial para asegurar una
productividad adecuada. Sin embargo, el estado general de los 3 vehículos (un camión,
una camioneta y un autoelevador) que demuestran largas horas de uso, traducen su
fatiga de materiales en una costosa lista de reparaciones semanales que se llevan una
importante porción de los ingresos generados.
El camión es un Mercedes-Benz 1114, tiene una superficie de carga plana detrás y
acumula aproximadamente 4 décadas de funcionamiento en sus espaldas. Es un
vehículo que insume recursos importantes en cuanto a mantenimiento, pero que
generalmente se mantiene operativo. Es el vehículo usado actualmente para el retiro
de materiales, y el único capaz de trasladar los mismos hasta las plantas recicladoras.
Su funcionamiento relativamente regular hace que sea el elemento “fuerte” de la flota
de Itatí. De todos modos, se proponen cambiarlo con el apoyo de un donante
particular. El tema no está definido ni confirmado, y no pueden avanzar hasta que
tengan certeza de la donación en cuestión.
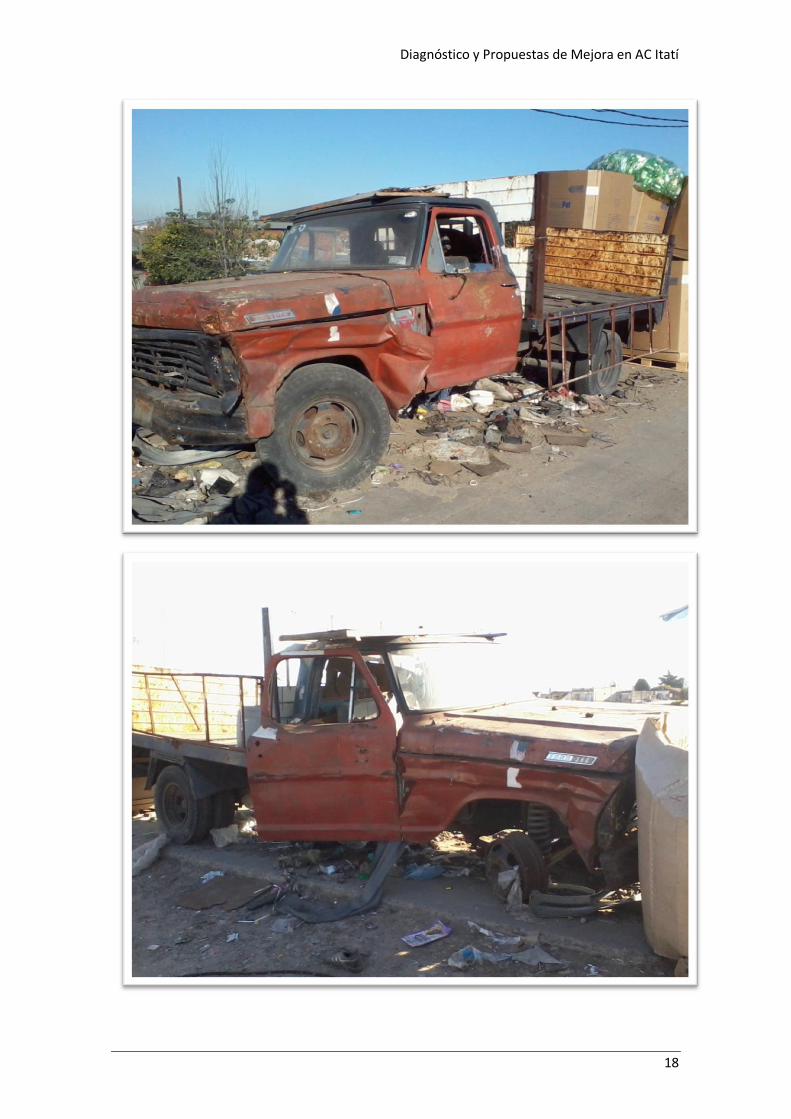
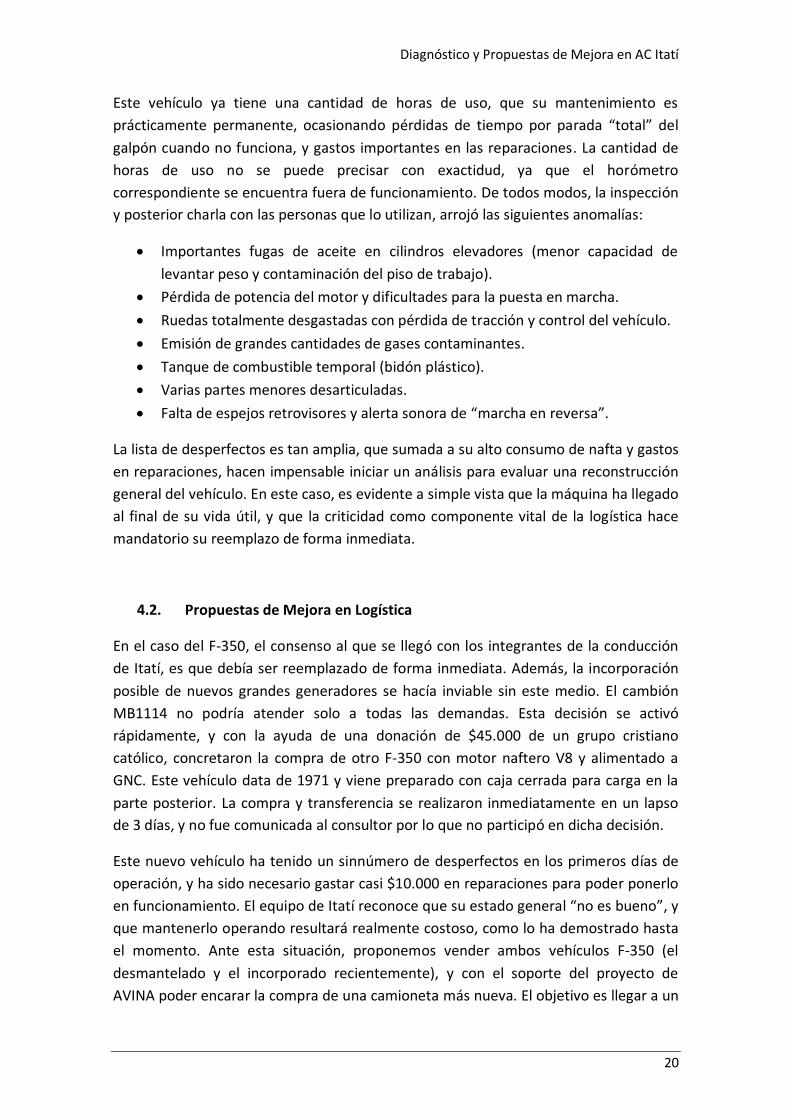
En cuanto a la camioneta es un Ford F-350 Diesel de 1975, también llamado
“camioncito”, por su posibilidad de cargar hasta 4.000 kilos. Esta capacidad lo
convierte en un activo preciado, que le agregaría una buena dosis de versatilidad al
manejo de cargas, aunque lamentablemente no está operativo en este momento. El F-
350 fue retenido por personal policial durante un control de rutina en 2011-2012, por
la falta de cierta documentación de titularidad/propiedad. Luego, para poder retirar la
unidad era necesario contar con la documentación regularizada y el pago de una multa
de $6.000. Si bien realizaron los trámites correspondientes, en ese momento no
disponían de esa suma de dinero y debieron pasar varios meses hasta que juntaron el
monto necesario. De todos modos, al momento de retirarlo el monto se incrementó
por la estadía en el estacionamiento y debieron pagar $11.000 tras haber transcurrido
1 año aproximadamente. En ese lapso de tiempo, el vehículo fue despojado de varias
de sus partes mecánicas esenciales, quedando prácticamente desmantelado.
Al presente, el vehículo tiene una larga lista de faltantes, por lo que para una nueva
puesta en marcha, se requeriría de un gasto de $35.000 según una cotización realizada
por ellos mismos en Julio 2013. Sin embargo, tras una detenida inspección visual,
pudimos determinar que la lista de reparaciones necesarias para su puesta en marca
es aún mayor, detectando algunos puntos no contemplados en dicha cotización.
Diagnóstico y Propuestas de Mejora en AC Itatí
18

Diagnóstico y Propuestas de Mejora en AC Itatí
19
El “camioncito” requiere para su puesta en marcha:
Bomba inyectora
Radiador y sus mangueras
Periféricos de motor (alternador, bomba de agua, motor de arranque, etc.)
Baterías
Todos los fluidos (motor, caja, refrigeración, eje trasero, etc.)
Neumáticos nuevos
Amortiguadores
Componentes faltantes de frenos
Reparar la superficie de carga
Reparar chapa y pintura de cabina
Instalación eléctrica, luces e instrumental de tablero
Espejos retrovisores
Reparar asiento
Aprobación VTV
Con esta nueva lista, se determinó que los costos de reparación y puesta en marcha
del F-350, requerirían en realidad entre $50.000 y $60.000. El tamaño de la inversión,
nos planteó la inquietud de evaluar la compra de un modelo con menos años de uso,
vendiendo esta unidad y aplicando una suma equivalente para la nueva compra.
Por último, el tercer componente de la flota es un autoelevador, marca Heli (origen:
China), con capacidad de carga hasta 2,5Tn., y que tienen desde 2005 cuando llegó en
condición “0km” (nuevo) por medio de una donación particular.
Diagnóstico y Propuestas de Mejora en AC Itatí
20
Este vehículo ya tiene una cantidad de horas de uso, que su mantenimiento es
prácticamente permanente, ocasionando pérdidas de tiempo por parada “total” del
galpón cuando no funciona, y gastos importantes en las reparaciones. La cantidad de
horas de uso no se puede precisar con exactidud, ya que el horómetro
correspondiente se encuentra fuera de funcionamiento. De todos modos, la inspección
y posterior charla con las personas que lo utilizan, arrojó las siguientes anomalías:
Importantes fugas de aceite en cilindros elevadores (menor capacidad de
levantar peso y contaminación del piso de trabajo).
Pérdida de potencia del motor y dificultades para la puesta en marcha.
Ruedas totalmente desgastadas con pérdida de tracción y control del vehículo.
Emisión de grandes cantidades de gases contaminantes.
Tanque de combustible temporal (bidón plástico).
Varias partes menores desarticuladas.
Falta de espejos retrovisores y alerta sonora de “marcha en reversa”.
La lista de desperfectos es tan amplia, que sumada a su alto consumo de nafta y gastos
en reparaciones, hacen impensable iniciar un análisis para evaluar una reconstrucción
general del vehículo. En este caso, es evidente a simple vista que la máquina ha llegado
al final de su vida útil, y que la criticidad como componente vital de la logística hace
mandatorio su reemplazo de forma inmediata.
4.2. Propuestas de Mejora en Logística
En el caso del F-350, el consenso al que se llegó con los integrantes de la conducción
de Itatí, es que debía ser reemplazado de forma inmediata. Además, la incorporación
posible de nuevos grandes generadores se hacía inviable sin este medio. El cambión
MB1114 no podría atender solo a todas las demandas. Esta decisión se activó
rápidamente, y con la ayuda de una donación de $45.000 de un grupo cristiano
católico, concretaron la compra de otro F-350 con motor naftero V8 y alimentado a
GNC. Este vehículo data de 1971 y viene preparado con caja cerrada para carga en la
parte posterior. La compra y transferencia se realizaron inmediatamente en un lapso
de 3 días, y no fue comunicada al consultor por lo que no participó en dicha decisión.
Este nuevo vehículo ha tenido un sinnúmero de desperfectos en los primeros días de
operación, y ha sido necesario gastar casi $10.000 en reparaciones para poder ponerlo
en funcionamiento. El equipo de Itatí reconoce que su estado general “no es bueno”, y
que mantenerlo operando resultará realmente costoso, como lo ha demostrado hasta
el momento. Ante esta situación, proponemos vender ambos vehículos F-350 (el
desmantelado y el incorporado recientemente), y con el soporte del proyecto de
AVINA poder encarar la compra de una camioneta más nueva. El objetivo es llegar a un

Diagnóstico y Propuestas de Mejora en AC Itatí
21
modelo equivalente de 1990 aproximadamente, con una inversión de unos $50.000. Se
estableció un plazo esperado de 3 meses para la concreción de esta operación.
Idealmente, se debería buscar y encontrar el vehículo a comprar en una agencia de
camiones que pueda tomar dichos vehículos en parte de pago.
En cuanto al autoelevador, se requiere su reemplazo de manera urgente, tal como se
dijo anteriormente. De la información recolectada en casas de equipamiento, y
posteriormente discutida con los líderes de la asociación, se llegó a las siguientes
conclusiones:
El autoelevador no será eléctrico, ya que requiere la implementación de 2 a 3
baterías de carga. Su aparente bajo costo de operación, tiene como
contrapartida una fuerte inversión por el costo de las baterías adicionales, que
no pueden afrontar en este momento. Sería necesario invertir unos U$S 20.000
en dos baterías adicionales, y repetir la inversión cada 5 años si fueron bien
usadas, o en 2-3 años si no fueron mantenidas correctamente. Por otro lado, su
proceso de carga es altamente explosivo y requiere de cuidados especiales. Por
otro lado, sin las baterías adicionales, el tiempo de trabajo estaría limitado a 6-
8 horas diarias, lo cual es impracticable en épocas de verano cuando el galpón
llega a operar las 24hs.
El autoelevador será alimentado a GAS preferentemente, no a nafta ni diésel.
Su consumo de combustible es más bajo, y puede ser fácilmente reabastecido
con garrafas de uso domiciliario, disminuyendo hasta 3 veces el costo.
La capacidad de carga puede ser de hasta 1,5Tn. ya que habitualmente mueven
elementos de entre 300 y 500 kilos, y excepcionalmente hasta 1.000 kilos.
El autoelevador será nuevo como primera opción, y reacondicionado a 0km
como segunda alternativa. Se espera poder entregar el modelo existente en
parte de pago, el cual podría tener un valor de $40.000 aproximadamente.
Para esta inversión, se solicitará apoyo económico a AVINA, y el monto necesario
podría ascender a $70.000 dependiendo de la marca/modelo elegidos y del precio en
que sea recibido el autoelevador Heli actual. Se espera poder implementar esta
medida en el plazo de 1 mes.
Alejandro Göttig
Consultor en Cadenas de valor Inclusivas [email protected]