informe final de servicio social - 148.206.53.84148.206.53.84/tesiuami/uam lote 5/uam20385.pdf ·...
TRANSCRIPT

UNIVERSIDAD AUTDNOMA METROPOLITANA - IZTAPALAPA
INFORME FINAL DE SERVICIO SOCIAL
I "
,'- i ! ..
y
._
r
J;~AUXILIARES DEL'ENCARGADO DE LA SECCION DE PAILERIA, MAOUINADO Y SOLDADURA PESADAS DE LA SECRETARIA DE PATRIMONIO Y FOMENTO I NOUSTR I AL/ (ACTUALMENTE, SECRETAR I A DE COMERC I O Y FOMENTO 1 N- DUSTR I AL) i>
c a/oQo/VIc4 A A I B u S ~ ~ ~ ~ C
ALUMNOS: J
Rafael B. Guzmán Tello (78327670)
Re& H. Espejel Ramirez (78325581)
septiembre 82 - mar70 83 J 1963
.--
CONTEN IDO
ResÚmen
1.0 Introduccibn.
2.0 J u s t i f i c a c i b n .
3.0 Objet ivos.
4.0 Act iv idades y Métodos.
4.1 Inves t igac ión de s o l i c i t u d e s de importación
.4.1.1
4.1.2
4.1.3
4.1.4
4.1.5
4.1.6
Revis ibn de cues t ionar ios y programs de fabr icac ión .
Revis ión de mater ia les de importación.
lnves t i gacidn de fabr icantes nacionales . Estudio sobre l a p o s i b i l i d a d de s u s t i t u c i ó n de l a importación.
Comunicación a l as autoridades.
D 1 ctgmen.
4.2 Recopi l ac ión de datos es tad fs t i cos .
4.2.1 Revisión de cuest ionar ios.
4.2.2 C&lcu lo de grados de in tegrac ión nacional.
4.2.3 Recopi laciÓn de datos sobre producción, exportaciones, importaciones
y saldos de d iv isas.
4.2.4 Observaciones.
4.3 Elaboración de repor tes de v i s i t a s i ndus t r i a les .
4.3.1 Revis ión de s o l i c i t u d e s de r e g i s t r o en programs de fomento.
4.3.2 Anotación de datos de las empresas.
4.3.3 Elaboración de reportes.
4.3.4 Revis ión por pa r te de las autoridades de las so l i c i t udes .
4.3.5 Envío de o f i c i o s de aceptación de condiciones.
4.3.6 Gestión de los acuerdos.
5.0 Resultados.

. .
. ~ .
. .
..
...
> 1
-..
I. . I.
,<. ,
.. .
~...
*
._
COMEN IDO (cont inuac i ón)
5.1 Casos de Babcock y Wilcox de México S.A. de C.V. e I ndus t r i as Mass S.A.
como ejemplos de la t rami tac ión de s o l i c i t u d e s de importación.
5.2 Casos de o t ras empresas.
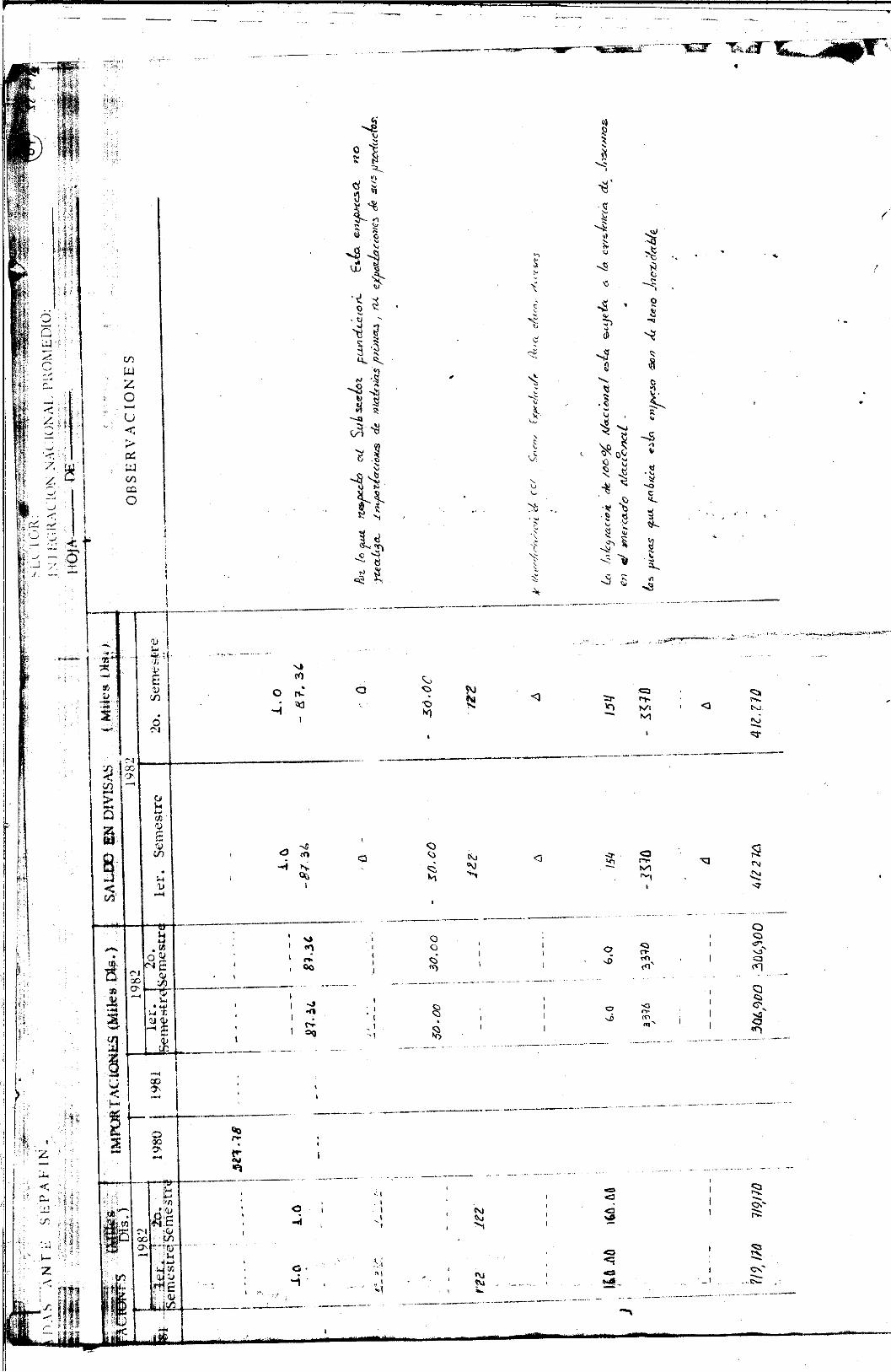
5.3 Recopi i ac ión de datos es tad rs t i cos y presentación de &tos (Anexo 4).
5.4 V i s i t e s i n d u s t r i a l e s real izadas.
6.0 Discusión.
6.1 Búsqueda de a l t e r n a t i v a s de los casos e jempl i f icados.
6.2 Evaluación g loba l de los casos.
6.3 Evaluación de l a inc idencia de l Programa de Fomento de Pa i le r ra , Maqui-
nado y Soldadura Pesadas en l a producción, exportaciones e importacio-
nes de las empresas fabr ican tes de bienes de c a p i t a l .
6.4 Observaciones de las v i s i t a s i n d u s t i l a l e s real izadas.
7.0 Conclusiones y recomendaciones.
8.0 B i b l i o g r a f t a .
,.. ,
-
.. .
.- "
...
-.
, ..
.... -.
!
RESUMEN
La actividad de pailerfa, maquinado y soldadura pesadas está orientada
a la producción de bienes de capital destinados a la producción de bienes - finales en varios sectores de la industria. Debido a la creciente demanda
de estos bienes de capital, es necesario orientar las inversiones hacia la
producción de aquellos bienes que actualmente no se producen en el pars o -..
cuya producción es insuficiente para cubrir con esa demanda. El Plan Necio
nal de Desarrollo Industrial, con el propósito de alcanzar las tasas esti-
das de crecimiento de la demanda, se fijó objethos tales como incrementar - la capacidad instalada para mejorar la producción y sustituir importaciones,
fomentar la mano de obra calificada, mejorar la calidad de producción y io-
c=
- .,
?=-
...
,r ! 2..
C I
grar mejores niveles de competitividad entre otros.
En el mes de abril de 1982 fué creado el Programa de Fomento de Paile-
ria, Maqufnedo y Soldedure Pesades apareciendo a su vez la Sección con el - mismo nombre, la cual ayudarfa a cumplir con los objetivos propuestos. Las
empresas que fabrican sus productos por pailerfa y que se registran en el - Programa mencionado, gozan de estfmulos fiscales. dependiendo éstos del ti-
po de registro que solicitan. Cuando las empresas solicitan registrarse en
algún Programa de Fomento, necesitan entregar contestado un cuestionario y
elaborar un Programa de Fabricación de sus productos, en base a estos docu-
mentos se realizan todas las actividades de la Sección.
Los objetivos del presente trabajo son: hacer una búsqueda de alterna-
tivas de las metodologfas empleadas por la Sección para desarrollar sus - - actividades y realizar una evaluación global de la Sección conforme a los
objetivos trazados por el Plan Nacional de Desarrollo Industrial.
t--
e- Se hicieron análisis de solicitudes de importación por parte de las -- empresas registradas. De las empresas que hicieron solicitudes de importa-
ción, se encontró que el 45.4% de los casos, presentan errores en las meto- ,--
c
.1 ___I_-
* .~
...
,_ .
. . ,
-dologras de las tramitaciones. Las causas principales de estos errores son
la falta de investigación de fabricantes nacionales en el momento en que l a s
empresas se registran entregando a la Dependencia SUS programas de fabrica-
ción y la falta de una renovación periódica por parte de la Sección de dichos
programas.
Se recopilaron datos estadfsticos pars usos internos de la Dependencia.
Partiendo de estos datos se encontró que en las áreas en las que el Progra-
ma de Fomento de Pailerfa, Maquinado y Soldadura Pesadas debe incidir (pro-
ducción, importaciones y exportaciones) ,solamente en las importaciones hay
resultados positlvos. En las exportaciones no se observó ningún impulso y
en el área de la producción se viÓ un incremento pequeño pero no es posible
evaluarlo por ser un proceso gradual.
Se realizaron visitas industriales a empresas que solicitaban registr-
se en algún Programa de Fmento. Con estas visitas no fué posible hacer una
evaluación a fondo de las metodologras que se siguen para el registro de las
empresas en los Programas de Fomento, pero s 1 se observó un lapso de tiempo
relativamente corto para la tramitación de las solicitudes y un interés por
parte de las empresas solititantes hacia los planes que se propone el Gobio
no.
Para finalizar, se hizo la evaluación global del funcionamiento de la - Sección conforme a los objetivos trazados por el Plan Nacional de Desarrollo
industrlal y se encontró que existen muchos puntos negativos,
esto, se consideró que la Sección debe seguir funcionando por sus beneficios
aportados pero condiciondndola a meJorar sus sistemas de tramitaciones.
A pesar de - -
I . O I NTRODUCC ION
E l ac tua l crec imiento de la p lan ta i n d u s t r i a l nacional, demanda un vo-
lumen considerable de maquinaria y equipo que debe ser sa t is fecho con pro--
ductos de fab r i cac idn n a c i m a l o de importacidn, por lo que d icho crecimiefi
t o es t6 fntimamente l i gado a l d e s a r r o l l o de l a i n d u s t r i a de bienes de cap¡-
t a 1.
Dentro de es te marco se encuentra l a a c t i v i d a d de p a i l e r t a , maquinado
y $oldadura pesadas, a c t i v i d a d que por sus ca rac te r f s t i cas es tá orientada - básicamente a l a producción de bienes de c a p i t a l destinadas a la producción
de bienes f i n a l e s en var ios sectores de l a i n d u s t r i a como son: a l imentar ia ,
qufmica y petroquimica en t re otras.
Considerando e l campo de acc idn de esta a c i t i v i d a d i n d u s t r i a l , es con-
veniente o r i e n t a r las nuevas inversiones hacia l a producción de aquel los -- bienes que actualmente no se producen en e l pats o que su fab r i cac ión es -- inc ip+ente e i n s u f i c i e n t e para c u b r i r la demanda c rec ien te de l mercado na-
c iona l , como primer paso y como segundo, buscar n i ve les de compet i t i v idad
in te rnac iona l que permitan l a in tervención en e l mercado e x t e r i o r .
De conformidad con e l Plan Nacional de Desar ro l l o I n d u s t r i a l creado en
1979 ( I O ) , se estima que la demanda in te rna de maquinaria y equipo indus*-G
t r i a l diverso, deberá crecer a una tasa media anual de l orden del I6 a l 17%
en e l per iodo 1979-82 y ' d e l 13 a l 14% en e l pertodo 1982-90.
Con l a f i n a l i d a d de a lcanzar las tasas de crec imiento estimadas en e l
Plan NaciOnal de Desar ro l l o IndustFtAl se han es tab lec ido los s igu ientes -- obj e t i vos :
- Est imular y o r i e n t a r las inversiones a f i n de incrementar la capacidad - ins ta lada de t a l forma que se obtenga e l d x i m o de aprovechamiento de la
misma, con e l o b j e t o de obtener una produccidn d s e f i c i e n t e que permita
I - -
-.
x
r
s a t i s f a c e r l a demenda in te rna y s u s t i t u i r importaciones de equipos s imi-
la res de acuerdo a l a s c a r a c t e r f s t i c a s que e l mercado requiere.
- Fomentar y d e s a r r o l l a r l a mano de obra c a l i f i c a d a que es te sector requ ig
r e a f i n de apoyar su crecimiento, logrando mejoras en l a productividad,
en l a as im i lac ión de nuevas tecnologras y en e l d e s a r r o l l o de tecnologfa
propia.
- Incrementar los n ive les de e f i c i e n c i a y p roduc t iv idad a f i n de l og ra r me
j o r e s condiciones de ccmpet i t iv idad.
- Mejorar l a ca l i dad de l a producción y l og ra r un mayor dominio en las areas
de inves t igac ión y d e s a r r o l l o tecnológico.
En e l mes de a b r i l de 1982, fu8 creado e l Programa de F m e n t o de Pa i l e r fa ,
Maquinado y Soldadura Pesadas, e l cual c o n t r i b u i r t a conjuntamente con l a Sec-
c ión SiderÚrgica y l a Sección de For jado y Fundición, con e l p ropós i to de - cumpl i r con los ob je t i vos ya descr i tos .
A manera de dar una v i s i d n mbs amplia sobre e l Programa de Fomento de - Pa¡ l e r l a , Maquinado y Soldadura Pesadas, se presentan las s igu ien tes d e f i n i -
ciones:
La p a i l e r f a es aquel la a c t i v i d a d o conjunto de operaciones encaminadas - a l a fab r i cac ión de productos metá l icos y que para su obtención se requiere
de l a ap l i cac ibn de una o m8s de las s igu ientes operaciones:
I ) Elaboración de p l a n t i l l a s y t razo.
2) Corte, escuadrado y b ice lado de placa.
3) Rolado y punteado.
4) Soldadura,
5) Colocación y soldadura de accesorios.
6) Relevado de esfuerzos.

c
.
c
r
c
r
P
?
r'
7) Mequinado en general.
8) Ensamble f i n a l .
9) Control de ca l idad y pruebas.
I O ) Sanblasteado y p in tu ra .
E l maquinado es l a operación encaminada al desbaste y barrenado de me-
ta les . Dentro de estas operaciones las mbs sobresal ientes son las siguien-
tes: torneado, cepi I lado, mandri lado, rimado, taladrado, fresado y esmeri la do.
La soldadura es e l proceso empleado para l a unión de dos o mbs piezas - mets l i cas mediante fus ión s u p e r f i c i a l , seguido de s o l i d i f i c a c i d n de los p u ~
tos que se ha l l an en contacto directamente o con in te rpos i c ión de una mate-
r i a m8s f u s i b l e .
Las empresas que se reg i s t ren en e l presente Programa de Fomento, se--
r(ln aquel las que por p a i l e r r a fabriquen cualqu iera de los s igu ientes prod-
tos: calentadores de a i r e , agua y combustibles de l a i n d u s t r i a e léc t r i ca , -
pe t ro le ra y petroqufmica; condensadores, danos para calderas, compresores - c e n t r l f ugos, preca lentadores, quemadores, reactores, rec ip ien tes a pres i6n,
tanques criogéntcos, t o r res de des t i l a d ó n , otros.
Por ser considerada l a a c t i v i d a d de p a i l e r l a , maquinado y soldadura pe-
sadas, como una a c t i v i d a d p r i o r i t a r i a en Categoría l, dentro de l rubro 1.3.-
7.9 ( I ) , l as empresas que se r e g i s t r e n tendrán derecho a lo5 estímulos f i s -
cales publicados en e l D i a r i o O f i c i a l de l I O de septiembre de 1981.
Estos estímulos var ían dependiendo del r e g i s t r o so l i c i t ado . E l regis--
t r o que mbs benef ic ios concede a l empresario, es e l Reg is t ro en Programa de
Fomento, y se otorga mediante la aceptación de c i e r t o s requ is i t os y cond ic io
nes que se l e imponen a l empresario en b e n e f i c i o de la productividad.
Estos r e q u i s i t o s y condiciones son:
...
- Ublcacidn de l a p lan ta productora en zona p r i o r i t a r i a 16n (3).
- Real izac idn de una a c t i v i d a d p r i o r i t a r i a comprendida en e l decreto mediante
e l cua l se establece las Act iv idades P r i o r i t a r i a s publ icado en e l D i a r i o -- O f i c i a l de l dTa 6 de m y 0 de 1979 ( I ) .
- Alcanzar c i e r t o grado de in tegrac idn nacional en la manufacturo de Sus p r o
ductos.
- Generar d i v i sas a l p f s mediante l a exportacidn programada de sus productos
- Observar c l e r t a s no rms de ca l idad en b e n e f i c i o del consumidoF de SUS pro--
ductos.
.- S in embargo, ex i s ten o t ros t i p o s de reg l s t ros que a l neces i ta r menos rg
q u i s i t o s , también otoagan menor porcentaje en sus est lmulos f i s c a l e s , pero - qer no dejan de impulsar la produc t iv idad de las empresas. Estos reg i s t ros
son: C e r t i f i c a d o de C l a s i f i c a c i ó n de Ac t iv idad I n d u s t r i a l P r i o r i t a r i a y Re-
g i s t r o como Fabr icante de Maquinaria y Equipo Nuevo de Produccidn Nacional.
F
’...
Cuando alguna empresarso l i c i ta alguno de l o s reg i s t ros mencionados, e n t r g ”.
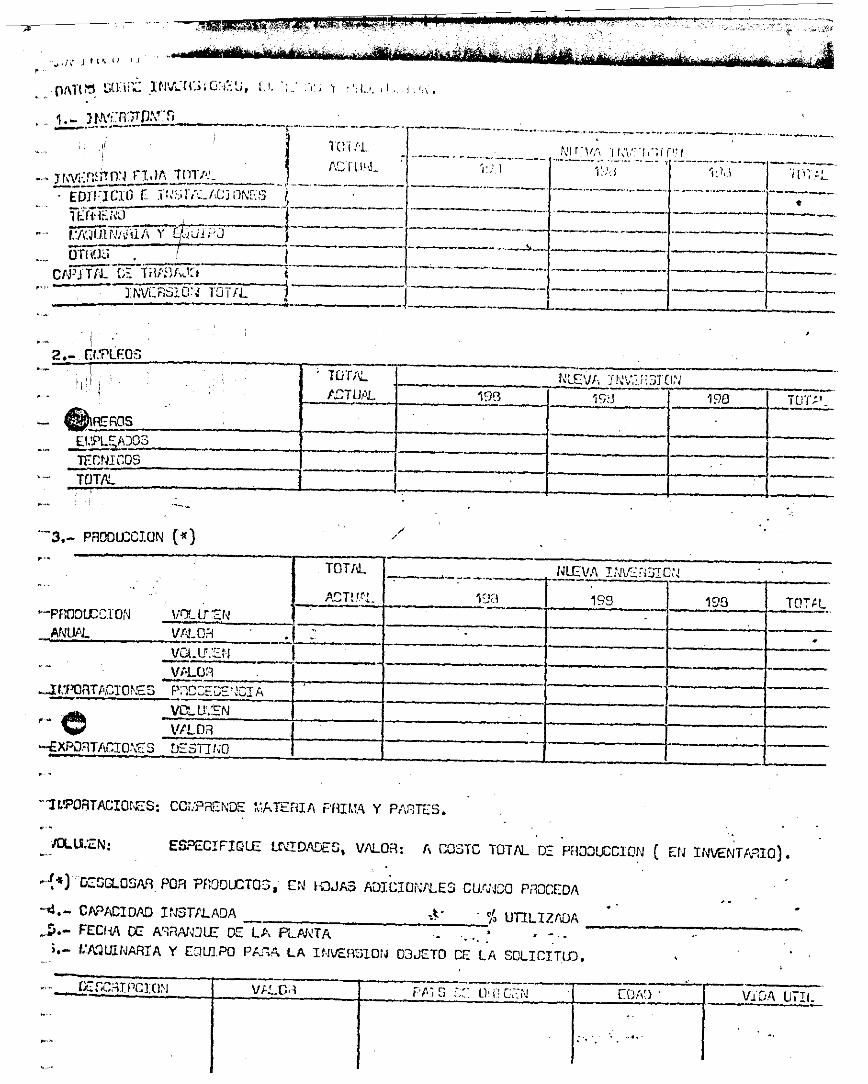
ga contestado un cues t i ona r io (ver formato en e l Anexo I ) donde se presentan
datos de ksta. También t i ene que ent regar un Programa de Fabr icac i6n de sus
productos, mencionando las materias primas, las par tes y los componentes de
L l os equipos a producir. En base a estos documentos, se desar ro l lan todas - ,-.. las ac t iv idades de l a Sección.
C”

2 .O JUST IF ICAC ION
La D i recc ibn General de Indus t r i as de l a Secretar ía de Comercio y Fo-
mento I n d u s t r i a l , desa r ro l l a ac t i v idades tendientes a c o n t r o l a r las empre-
sas ex is ten tes en México mediante los l ineamientos que l e con f ie re l a Ad-
n i s t r a c i b n Pública. A l crearse e l Programa de Fomento de P a i l e r l e , Mequi-
nado y Soldadura Pesadas, se form6 l a Sección con e l mismo nombre l a cual
pertenece al Departamento de Indus t r ias Metál icas y és te a su vez, perte-
nece a l a Subdireccibn Sec to r ia l de la I ndus t r i a Metal-Mecdnica de l a men-
c i onada D i recc i bn Genera 1.
En v i r t u d del aumento de l a necesidad de recursos humanos como cons2
cuencia de l Plan Nacional de Desar ro l l o I n d u s t r i a l , la Direcc ión General - de Indus t r i as e laboró un programa para prestadores de S e r v i c i o Socia l con
e l f i n de que sus presupuestos no fueran afectados s ign i f i ca t i vamente .
La Sección de Pa i l e r fa , Maquinedo y Soldadura Pesadas fué i n c l u i d a - dent ro de ese programa. de manera que los prestadores del Se rv i c io Social
fungieran como a u x i l i a r e s en las ac t iv idades a desa r ro l l a r . Estas e c t i v i -
dades consis ten en labores de inves t igac ión y a n á l i s i s di! informacidn que
apor tan las empresas para su r e g i s t r o ante l a Secretarta, a n á l i s i s e invez
t i g a c i b n de s o l i c i t u d e s de importación por par te de las empresas reg i s t ra -
das, d e s a r r o l l o de datos es tad ts t i cos sobre las empresas fabr ican tes de -- bienes de cap i ta? y v i s i t a s de inspección a dichas empresas.
Estas ac t iv idades son de u t i l i d a d para el Encargado de la Sección, ya
que los datos obtenrüos te s i r ven para l a úoma de decisiones que corresp-
dan en base a los l ineamientos establecidos.
t .
, .
3.0 OBJETlVOS c,l
Los objetivos generales del presente trabajo son:
L.. - Llevar a cabo una investigación y análisis de posibles alternativas de las - actividades que se realizen en la Sección con el proPÓsito de criticar objg
tivamente la sistematizacidn y metodologfa empleadas. -,
- Evaluar globalmente el funcionamiento de la Seccibn conforme a los objetivos w.
planteados por el Plan Nacional de Desarrollo Industrial.
.-a
r*
L. - - ,
~. ,

I
."
."
4.0 Actividades y Métodos.
Las actividades desarrolladas con sus respectivas metodologtas fueron
las sigulentes:
4.1 investigación de solicitudes de importacidn.
Se investigaron solicitudes de importación de materias primas, partes Y
componentes por parte de algunas empresas con el objeto de que la Dependencia
llevara un control sobre kstas.
4. I .1 Revisión de cuestionarios y programas de fabricación.
Se revisaron los cuestionarios y programas de fabricación de las empre-
sas solicitantes para verificar que los datos presentados en estos estuvie-
ran actualizados y acordes a la realidad.
4.1.2 Revisión de materiales de importación.
Se revisaron los materiales de importacidn confrontgndolos con los prg
gramas de fabricación para verificar la coincidencia en cuanto a las carac-
terlsticas tkcnicas y de costes.
4.1.3 lnvestigación de fabricantes nacionales.
Se hizo una búsqueda de fabricantes nacionales para tratar de sustituir
las importaciones y a la vez impulsar la producción nacional.
4.1.4 Estudio sobre la posibilidad de sustitución de la importacidn.
Cuando s t existieron fabricantes nacionales, se hicieron estudios para
ver si dichos fabricantes podÍan cubrir las cantidades requeridas por la - empresa solicitante, asf como las especificaciones técnicas del producto,-
la calidad del mismo, el tiempo de entrega, etc..
4.1.5 Comunicación a las autoridades.
Después de terminada la investigación de las solicitudes, se les pre-
sentaron los casos a las autoridades.
4.1.6 Dictámen.
Las autoridades analizaron los casos y presentaron los dictámenes para

c
-
r-
c
cada caso.
4.2 Recopi l a c i ó n de datos e s t a d f s t i c o s .
Se recop i la ron datos e s t a d f s t i c o s de l a s empresas fabr i cantes de b i e -
nes de c a p i t a l para usos internos de l a Dependencia.
4.2.1 Rev is lón de cuest ionar los .
Se rev isaron los cuest ionar ios de cada empresa para que l o s datos que
ahf se encontraban, fueran recopi lados y presentados en formatos.
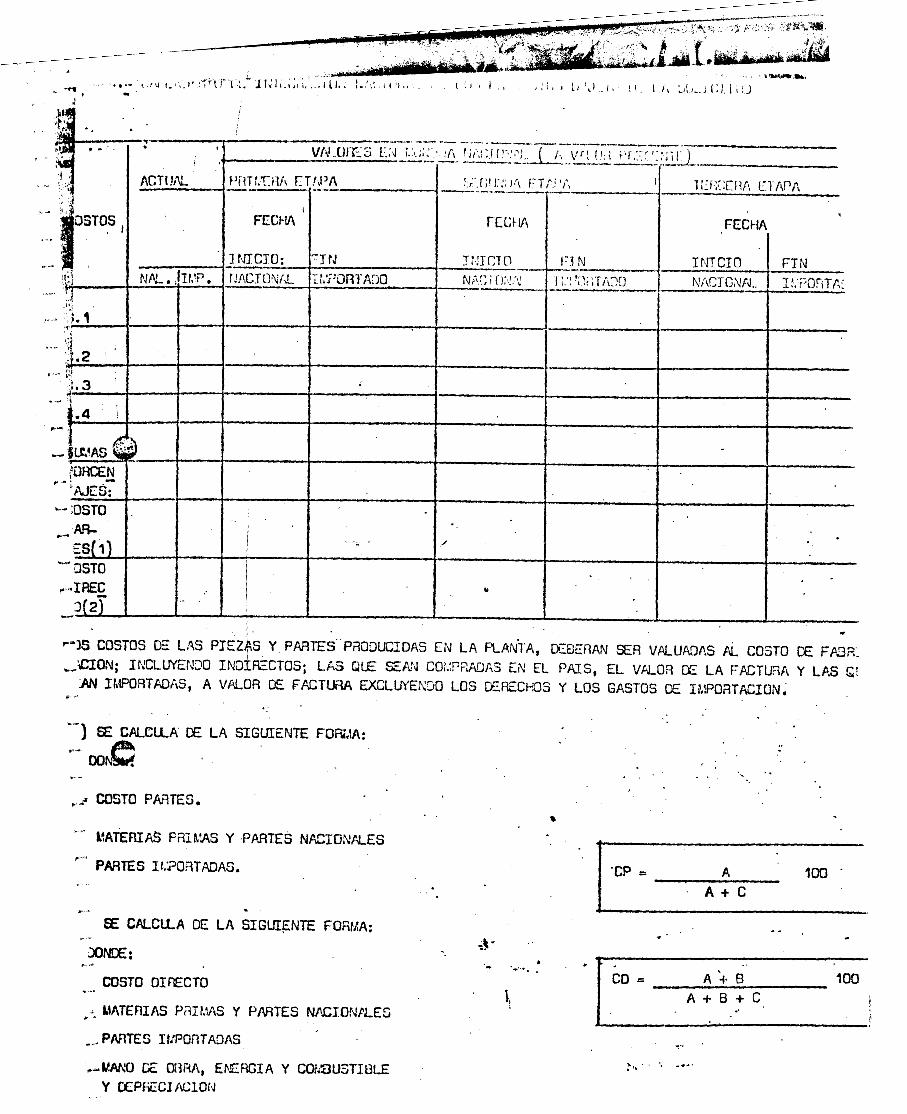
4.2.2 C á l c u l o de grados de in tegrac ión n a c i o n a l .
Los grados de in tegrac ión n a c i o n a l , nos dan una idea de que tanto se - componen nacionalmente l o s productos que f a b r i c a cada empresa, consideréndo-
se las mater ias primas, l a s partes nac iona les , l a s partes importadas, expoL
taciones d e l producto y o t ros fac tores t a l e s CMO mano de obra , energfa y - depreciaciones. Los grados de in tegrac ión n a c i o n a l , son un paremetro muy - importante, puesto que es un rubro considerado por l a Dependencia en e l e--
otorgamiento de estfmulos f i s c a l e s .
As f pues, se c a l c u l a r o n los grados de in tegrac idn nac iona l de l a s emprg
sas fabr i cantes de bienes de c a p i t a l según e l método que se encuentra en e l
Anexo I.
4.2.3 Recopi l a c i d n de datos sobre producción, exportaciones, importaciones y
saldos de d i v i s a s .
Se h i z o l o a n t e r i o r con e l ob jeto de tener un acceso ráp ido a l compor-
tamiento de l a s empresas.
4.2.4 Observaciones.
Para cada caso se h i c i e r o n algunas observaciones para dar una v i s i ó n - c l a r a de l a s i t u a c i ó n de cada empresa.
4.3 E laborac ión de reportes de v i s i t a s i n d u s t r i a l e s .
Se elaboraron reportes de v i s i t a s i n d u s t r i a l e s rea l i zadas con e l ob jeto -
- de v e r i f i c a r que los datos presentados por l a s empresas en sus s o l i c i t u d e s
de r e g i s t r o en algún programe de fanento,fueran c i e r t o s .
4.3.1 Rev is ión de s o l i c i t u d e s de r e g i s t r o en programes de fomento.
Se h i z o lo a n t e r i o r ya que en l a s s o l i c i t u d e s de r e g i s t r o , se presenta-
ban datos que s i r v i e r o n cano patrones de re ferenc ia para las v i s i t a s .
4.3.2 Anotación de datos de l a s empresas.
En cada v i s i t a se anotaron datos t a l e s como c a r a c t e r i s q i c a s de los pro-
cesos de producción, a c t i v o s f i j o s , productos de importación, met8riales en
bodega, o t r o s .
4.3.3 E laborac ión de reportes.
Para cada v i s i t a se e laboró un reporte acompñdndolo con l a s o l i c i t u d
de r e g i s t r o y se l e s enviaron a las autor idades.
4.3.4 Rev is ión por par te de l a s autoridades de l a s s o l i c i t u d e s .
4.3.5 Env lo de o f i c i o s de aceptación de condic iones.
Después de 4qe l a s autoridades revisaron l a s s o l f c i t u d e s y l o s repor tes ,
se l e s mend6 a cada empresa, un o f i c i o de aceptación de condic iones es tab le-
c i d a s por l a s autor idades , ddndoles aproximadamente un mes para su contesta-
c i ó n .
4.3.6 Gest ión de los acueddos.
Cuando las autoridades estuvieron de acuerdo con las s o l i c i t u d e s y l a s
empresas contestaron e l o f i c i o de aceptación de condic iones. se gestionaron
los acuerdos para r e g i s t r a r l a s en e l programa que habfan s o l i c i t a d o .

I . .
r-
5.0 Resultados.
5.1 Casos de Babcock y Wiicax de Méxbco S.A. de C . V . e Industr ias Msss S.A.
como ejemplos de l a tramitacidn de s o l i c i t u d e s de importación.
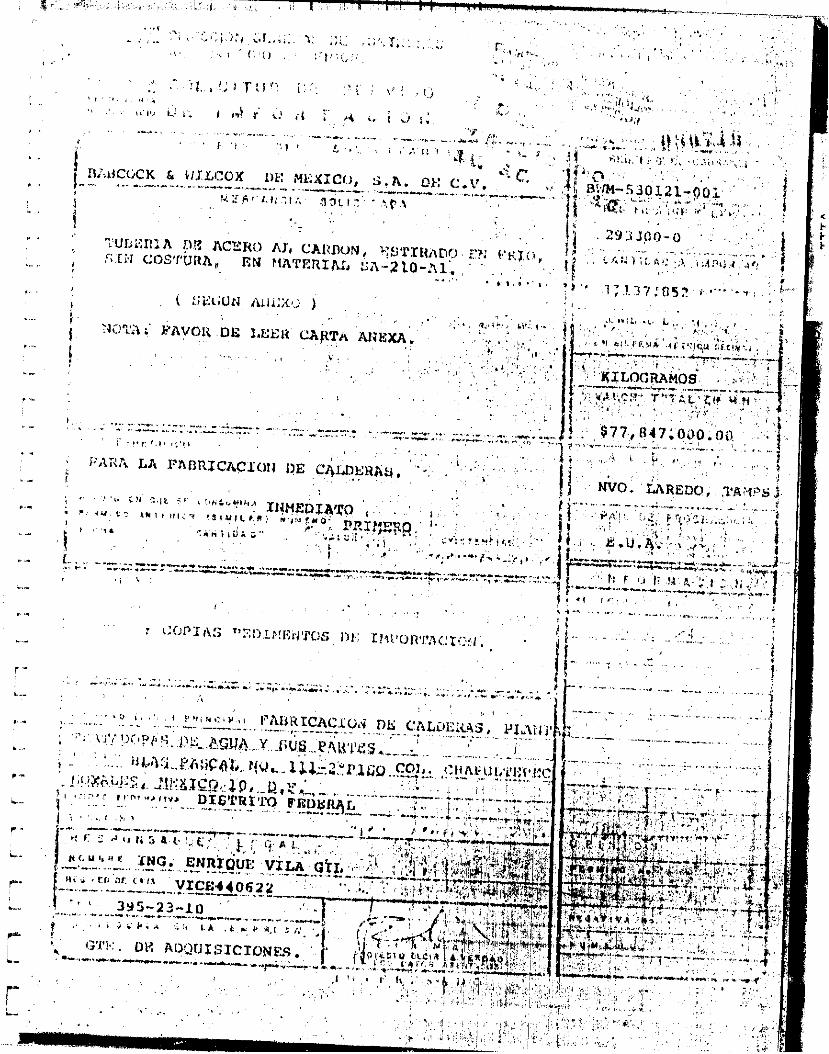
Caso Babcock:
La empresa Babcock y Wilcox de Mkxico S.A. de C . V . tenta un compraniso
con PEMEX de f a b r i c a r l e 4 calderas BI-DRUM de 440,000 lbs./hr. con una pre-
s i d n de 850 PSI, s iendo su fecha de entrega en l a primera semana de j u l i o - de 1983, para lo cual necesitaba importar una tueberfa de acero s i n costu-
ra SA-210-Al. Cuando esta tuberfa fue cot izada a PEMEX según sus e s p e c i f i -
caciones en enero de 1982, no e x i s t f a n tantas r e s t r i c c i o n e s a su importecidn,
razdn por l e cual Petróleos Mexicanos en su c a r t a de i n t e n t o No. GPA-E-4408/-
81 i n c l u y ó e s t a tuberfa en l a porción de importación por s u cuenta y r iesgo .
E s t o e s , e l compromiso de Babcock e r a entreger a PEMEX e l mater ia l LAB f r o 0
t e r a .
PEMEX en a q u e l l a época e x i g i d en sus e s p e c i f i c a c i o n e s l a tuberfa SA-210-
AI por s e r de mayor c a l i d a d , seguridad y proporcionar mejor v ida Ú t i l a sus
ca lderas y por lo tanto un mayor rendimiento a su invers ión y no l a tuberfa
s i m i l a r pero de menor c a l i d a d en e s p e c i f i c a c i ó n SA-192 que fabr i caba TAMSA
en ese entonces, s iendo l a s dos d e l t i p o acero a l carbón y s i n costura.
Debido a que hubo cambios en l a p o l f t i c a gubernamental en materia de - importación, PEMEX l e comunicó a Babcock que obtuviera e l permiso de impor-
tac ión correspondiente por su cuenta. Debido a e s t o , Babcock tuvo que pre-
sentar l a s o l i c i t u d de importación la cual fue invest igada en base a l a me-
todologfa ya d e s c r i t a en e l punto 4.1 y se encontró lo s i g u i e n t e :
- Se encontró que s u Cuest ionar io y su Programa de F a b r i c a c i d n s i estaban - actua l i zados y los mater ia les desglosados por producto.(en e s t e caso l a t i
b e r h s o l i c i t a d a s f estaba c l a s i f i c a d a para l a producción de las c a l d e r a s ) .

..«
-,
-. .
.
....
_" .
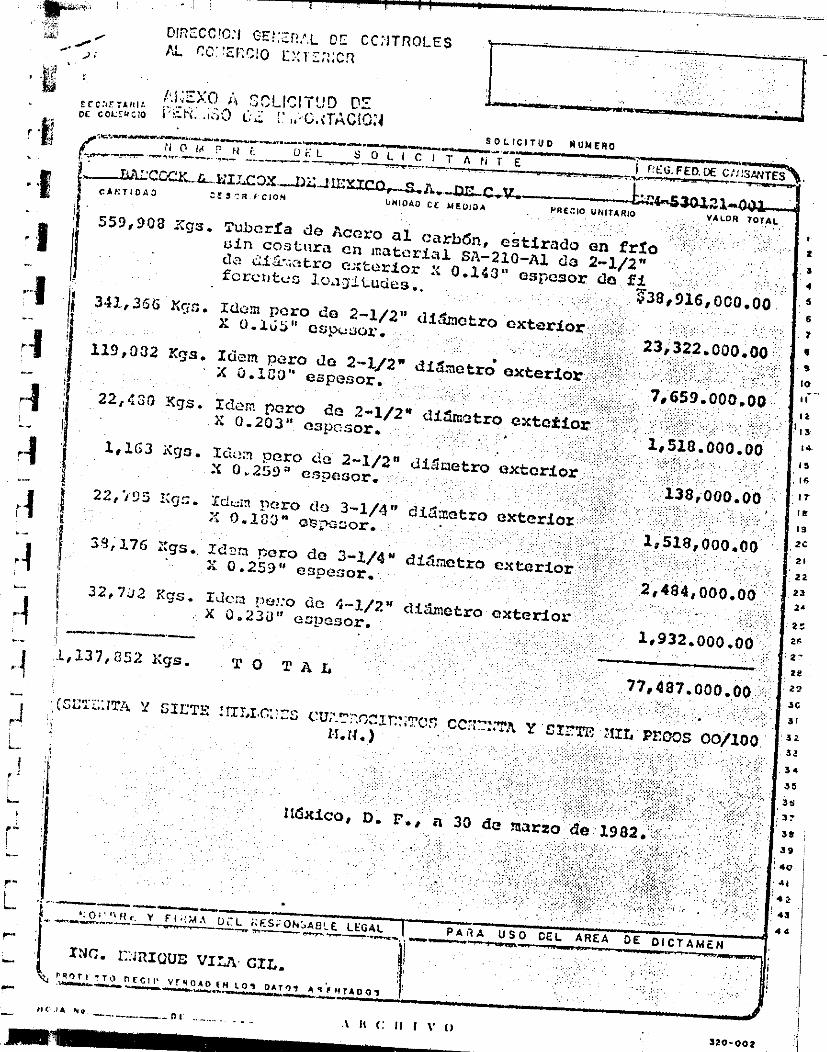
- Se v e r i f i c ó s i los mater ia les de importación (presentados en el Anexo 2) que
s o l i c i t a b a Babcock, c o i n c i d f a n con su Programa de F a b r i c a c i ó n , pera lo cual - se r e v i s ó e l c u e s t i o n a r i o que dicha empresa l l e n ó cuando s o l i c i t ó S U r e g i s t r o
en SEPAFIN y se v i 6 que s f se cumplfa con el Programa.
-Se h i z o una búsqueda de fabr i cantes nacionales y se encontró que TAMSA era l a
'Única empresa que podfa f a b r i c a r l a tuberfa requerida aunque no fuera exacta-
mente igua l a la que se querfa importar en cuanto a algunas c a r a c t e r r s t i c e s - técn icas pero que era de igua l u t i l i d a d pera los f i n e s que se buscaban.
TAMSA h i z o la comunicación de que no podia f a b r i c a r l a tuberfa en su to-
t a l i d a d para la fecha f i j a d a por PEMEX, s i n o que sólo podfa c u b r i r e l 30% de
la tuberfa sol i c i tada.
-En la r e l a c i ó n que la empresa Babcock env ió a SEPAFIN sobre la u t i l i z a c i ó n de
la tuber ía SA-210-Al para la f a b r i c a c i ó n de las 4 c a l d e r a s , la empresa promo-
vente presentó un a n e l i s i s de las horas-hombre que u t i l i z a r f a en e l proceso - product ivo a s f como el tiempo que se l l e v a r f a en procesar toda la tuberfa.
A I a n a l i z a r la información presentada, se observó que en base a l a hol--
gura de las operaciones, se podfa reduc i r e l t o t a l de la tuberfa importada - (I138 tons.) en un 30%, es d e c i r , un 70% de és ta ser fe importada y e l restante
s e r f a fabr i cada por la empresa TAMSA que f i j a sus tiempos de entrega en 5 me-
ses . Tomando como base lo a n t e r i o r , se procedió a r e d u c i r los tiempos de cada
operación en un 30% (ver Tabla 5.1) y g r a f i c a r es tos va lores (ver F i g u r a 5.l),
donde le l fnea r o j a representa los tiempos normales f i j a d o s por l a empresa, y
la l i n e a azu l los tiempos reducidos. Como se podre observar, en la segunda - semana de a b r i l de 1983, TAMSA entregar fa e l mater ia l reanuddndose e l proceso
s i n a f e c t a r a la operación c r i t i c a que es la a c t i v i d a d de ensamble, puesto que
a mitad de la semana 2 4 , terminarran de consumir el mater ia l de importación, -

contando con que para l a semana 22, ya tendr fan e l ma te r ia l nacional en bo-
dega.
As? mismo, l a tuberfa fuk desglosada por inc isos (A a H) según su d iá -
metro y espesores (ver Anexo 2 ) , programando sus embarques a p a r t i r de l a - octava semana. Esta programación también se g r a f i c b en la par te i n f e r i o r - de la Figura 5.1, observando que a l reduc i r los tiempos (ver Tabla 5.2) tam
poco se viÓ afectado e l p lazo de entrega.
Por o t r a par te , e l volumen de tuber fa que se-requiere de los t i p o s D a
la H, es b a j o en cmparac ibn con los t i p o s A y B, por lo que se podr ia pen-
sar en que TAMSA produjera un 30% de éstas (ver Tabla 5.3) s i n a f e c t a r el -- tiempo de entrega.
- Posteriormente, se h i z o el cmunicado a l a s autoridades sobre l a inves t iga-
c i ó n real izada, de manera que e l l o s l a rev isaran y en base a s u opin ión so-
bre e l caso, e fectuaran e l dict6men correspondiente.
- Las autoridades estuv ieron de acuerdo con l a inves t igac ión presentada, más
s i n embargo, dictaminaron que la empresa Babcock podfa importar la tuber ía - s o l i c i t a d a en su to ta l idad .
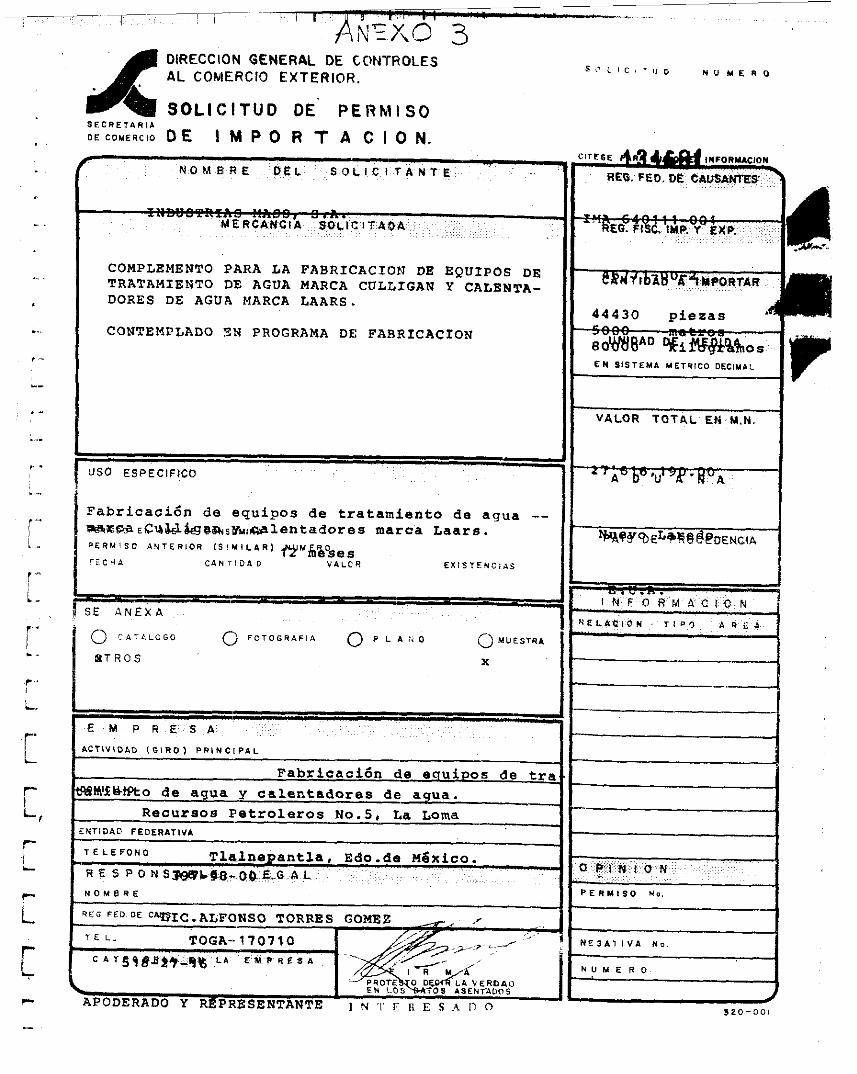
Caso Indus t r i as Mass S.A.:
Posteriormente se presentó una s o l i c i t u d de importación de equipo por - pa r te de l a empresa Indus t r ias Mass S.A., la cual f ab r i ca equipos de t r a t a -
miento de agua marca Cu l l i gan y calentadores marca Laars.(ver s o l i c l t u d en
e l Anexo 3 ) .
- Se rev isaron su Cuest ionar io y su Programa de Fabr icac ión y se observó que
en és te Último.los costos de los accesorios s o l i c i t a d o s no estaban a c t u a l i -
zados y también se observó que dichos accesorios no estaban b ien de f in idos
en cuanto a l a re lac ión
mater ia prima no estaba
de éstos con e l producto a f a b r i c a r , es dec i r , la - desglosada por producto.
”.
,,..
. .~
. .~
,.. .
. ..
- En es te caso no se h i z o una búsqueda de fabr ican tes nacionales puesto que
e ] m a t e r i a l de importación ya habla s i d o s o l i c i t a d o en an te r io res ocasio-
nes, en las cuales se encontró l a i nex i s tenc ia de producción nacional .
-Los resul tados obtenidos en este caso fueron mostrados al Encargado de la
Posteriormente se h i z o e l comunicado a Sección, qu i& estuvo de acuerdo.
l as autor idades quienes procedieron a cancelar la s o l i c i t u d . Se h i z o la - i nd i cac ión a la empresa s o l i c i t a n t e de la causa de su cancelación y se l es
recanendb mod i f i ca r su Programa de Fabr icac ión de manera que los costos de
los mater ia les de importación es tuv ie ran actual izados conforme a l os cats-
logos más rec ientes y conforme a la paridad r e a l de la moneda nacional con
respecto a l d ó l a r y que desglosaran l a mater ia prima (en es te caso los ac-
cesor ios) por producto.
- Algunos dÍas después, la empresa ent regó su Programa de Fabr icac ión ya co-
r reg ido. De ese modo, solamente se h i z o e l comunicado a las autor idades - de l a nueva s i t u a c i ó n y entonces e l l o s procedieron a a u t o r i z a r la s o l i c i -
tud.
5.2 Casos de o t r a s empresas.
En la Tabla 5.4 se muestran o t r a s empresas que solicitaron impor tar
t e r i a l e s (ver s o l i c i t u d e s de importación en e l Anexo 7 ) .
Puesto que para cada caso se presentan d i s t i n t a s c i rcuns tanc ias t a l y
como se pudo ap rec ia r con los casos de Babcock y de Indus t r i as Mass S.A., - se c l a s i f i c a r o n los casos de la s igu ien te manera:
T ipo de caso Descr i pc i Ón
1 Casos en los que los programas de fab r i cac ióh se encuentran en orden y en los que no ex i s ten f a b r i cantes naci ona 1 es.
2 Casos en los que los programas de fab r i cac ión no están en orden y no hay ex i s tenc ia de fa-- b r i can tes nacionales ( E j .: I ndus t r i as Mass).

*_.
..
,...
I-
....~
m-"
... I.
,- .
,,... ... . ._.>
T i p o de caso
3
4
Descri pc i ón
Casos en los que los programas de fab r i cac ión se encuentran en orden y que s f ex is ten fabr icantes nacionales pero que no pueden f a b r i c a r e l produc- t o por algún impedimento ya sea por f a l t a de t i e g
.PO, cant idad elevada de productos requeridos, i n - cumplimiento de condiciones técnicas. etc. ( E j .: caso Babcock).
Casos en los que los programas de fab r i cac idn se encuentran en orden y que s f ex is ten fabr ican tes nacionales con pos ib i l idades de f a b r i c a r e l pro- ducto requerido.
Tabla 5.5: C i a s i f i c a c i ó n de los casos de empresas s o l i c i t a n t e s de mater ia les de importación.
Como puede pensarse, podrían e x i s t i r o t ros casos haciendo todas las comb¡-
naciones de las c i rcunstanc ias, pero como fueron-,todos los casos que se presen
taron, no fué necesar io anotar los d e d s . Esta c l a s i f i c a c i ó n t i ene e l ob je to
de agrupar los casos que se presentaron para poder hacer una evaluación glo-
ba l que ser8 rea l izada en el punto 6.2.
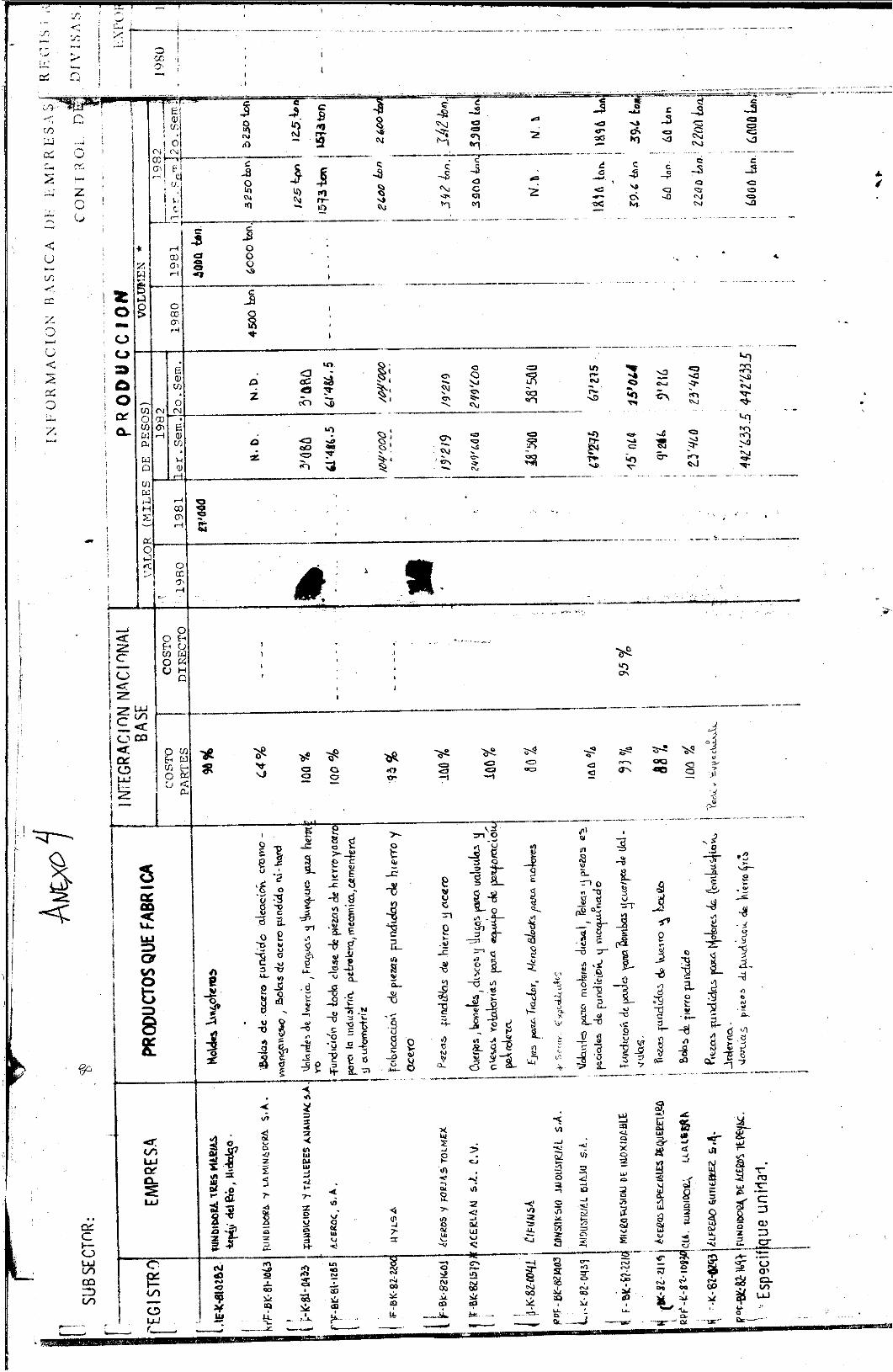
5.3 Recopi l ac ión de datos es tad ís t i cos .
(Resultados en el Anexo 4)
Los datos es tad ís t i cos recopilados y presentados en formatos, son de u t i -
l i d a d en la Sección puesto que con e l l o s se t iene un f á c i l acceso a la i n f o r -
mación sobre l a s empresas del sector de bienes de c a p i t a l . De es ta manera, - r e s u l t a s e n c i l l o observar su comportamiento y r e a l i z a r comparaciones rápidas.
Estos formatos in format ivos s e r v i r í a n posteriormente para que l a enton-
ces Secretar fa de Comercio, dictaminara e l monto de d i v i sas pre ferenc ia les - destinedas a l sector empresarial.
Para l a recop i lac idn de datos es tad fs t l cos , es necesario hacer una inves
t i g a c i ó n a fondo de cada empresa como lo es s u h i s t o r i a l , sus capacidades de
producción, ac tua l i zac ibn de l costo de sus equipos, grados de in tegrac ión na-
. r
i.
.,
- c i ona 1, exportaciones, importaciones, e tc .
NOTA: Para las estimaciones de los costos actuales de los equipos producidos a s í como para l a v e r i f i c a c i ó n de algunas c a r a c t e r í s t i c a s técnicas de - los mismos, se consultó: (4), (6). (8) y (9).
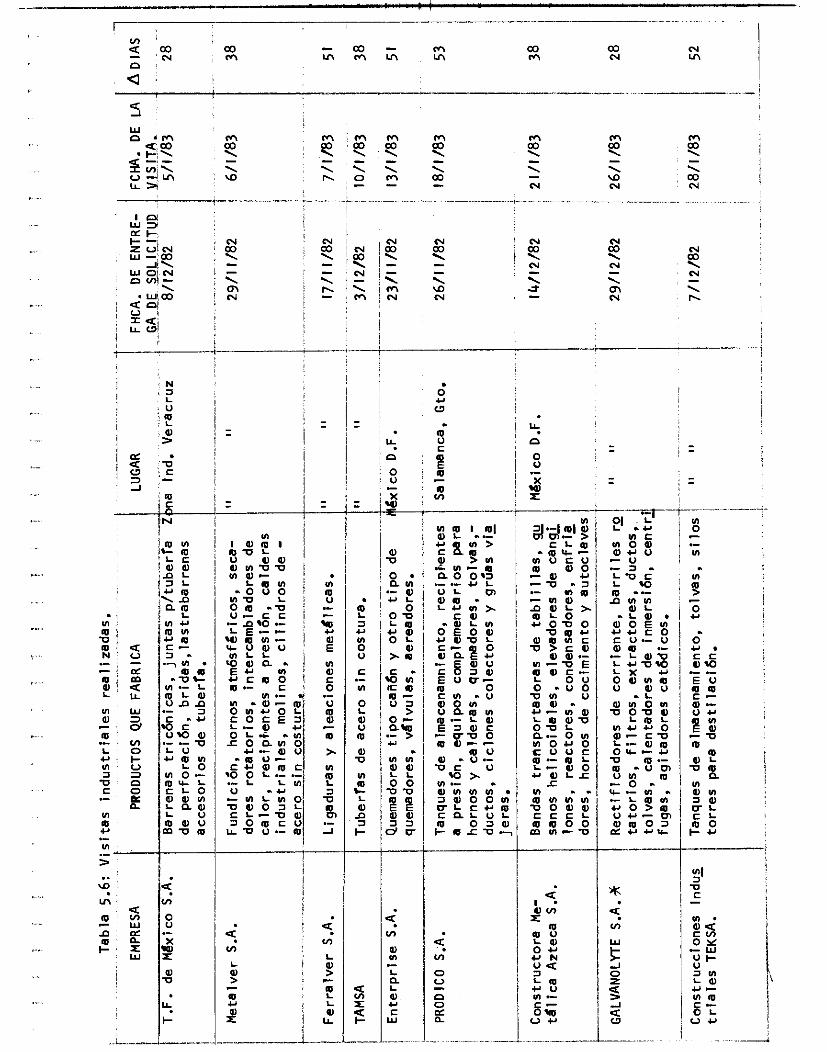
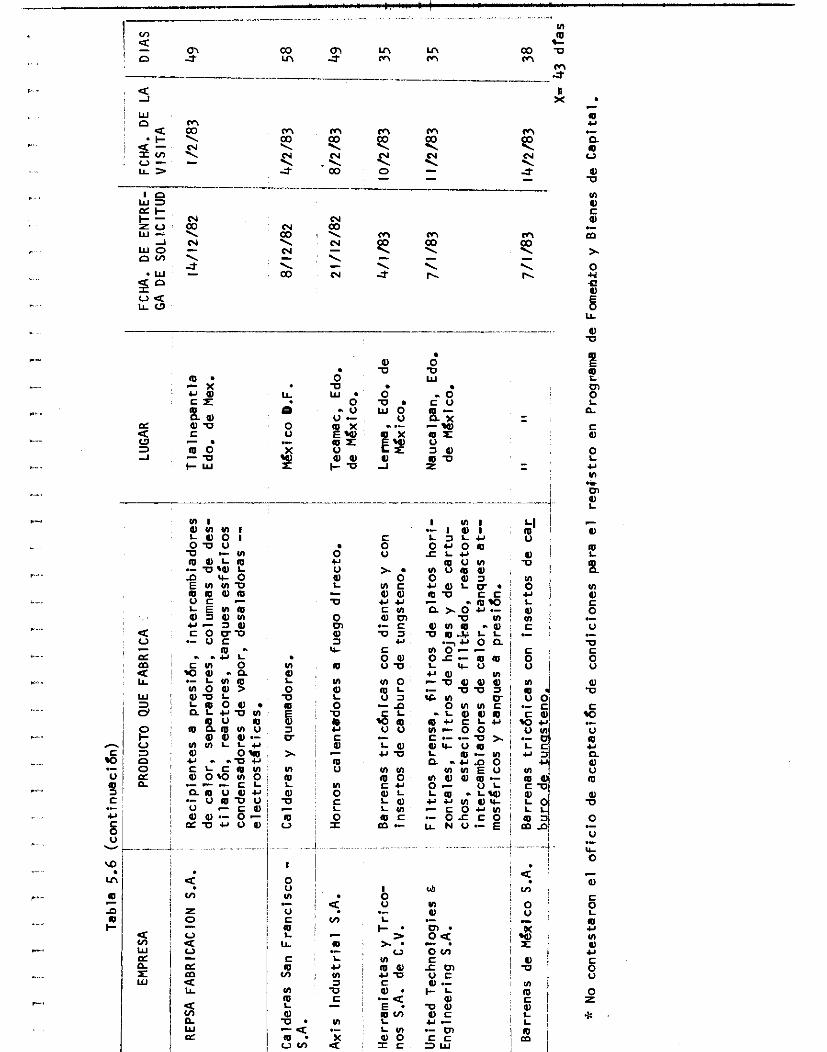
5.4 V i s i t a s i n d u s t r i a l e s real izadas.
Se rea l i za ron v i s i t a s i n d u s t r i a l e s a empresas que s o l i c i t a b a n Reg is t ro
en Programa de Fomento para l a Indus t r i a de Bienes de Cap i ta l y Reg is t ro co-
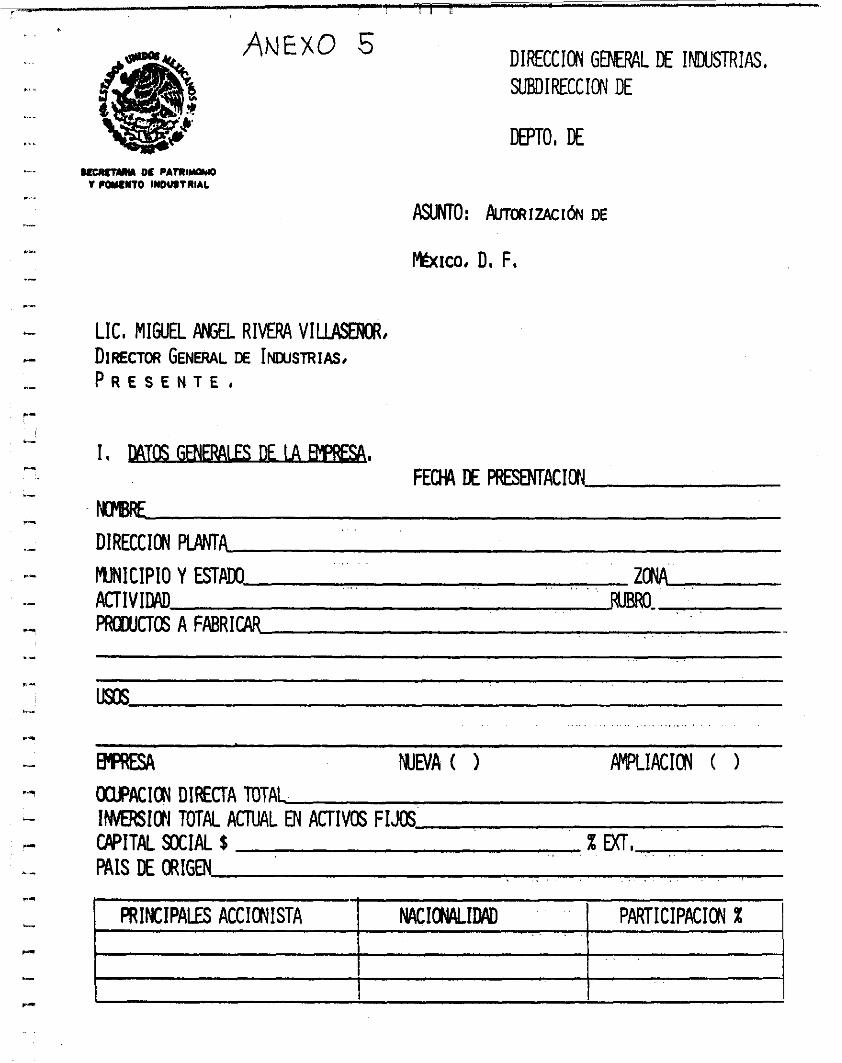
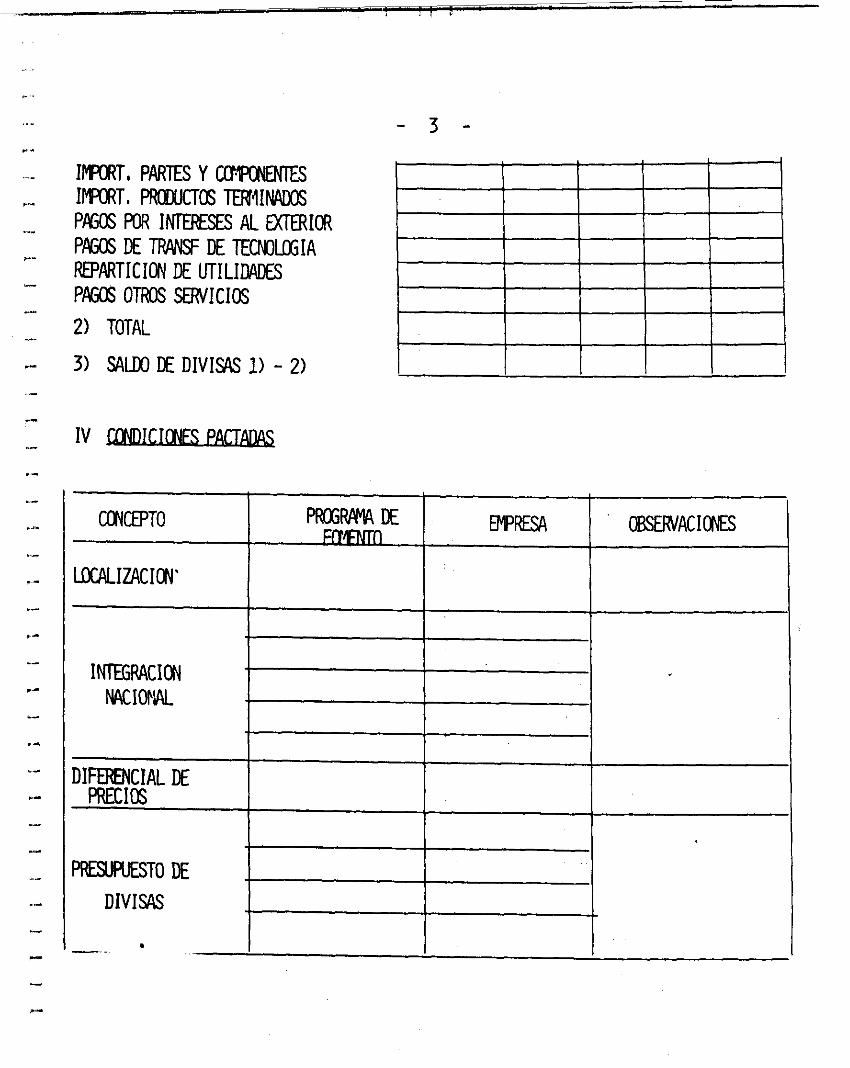
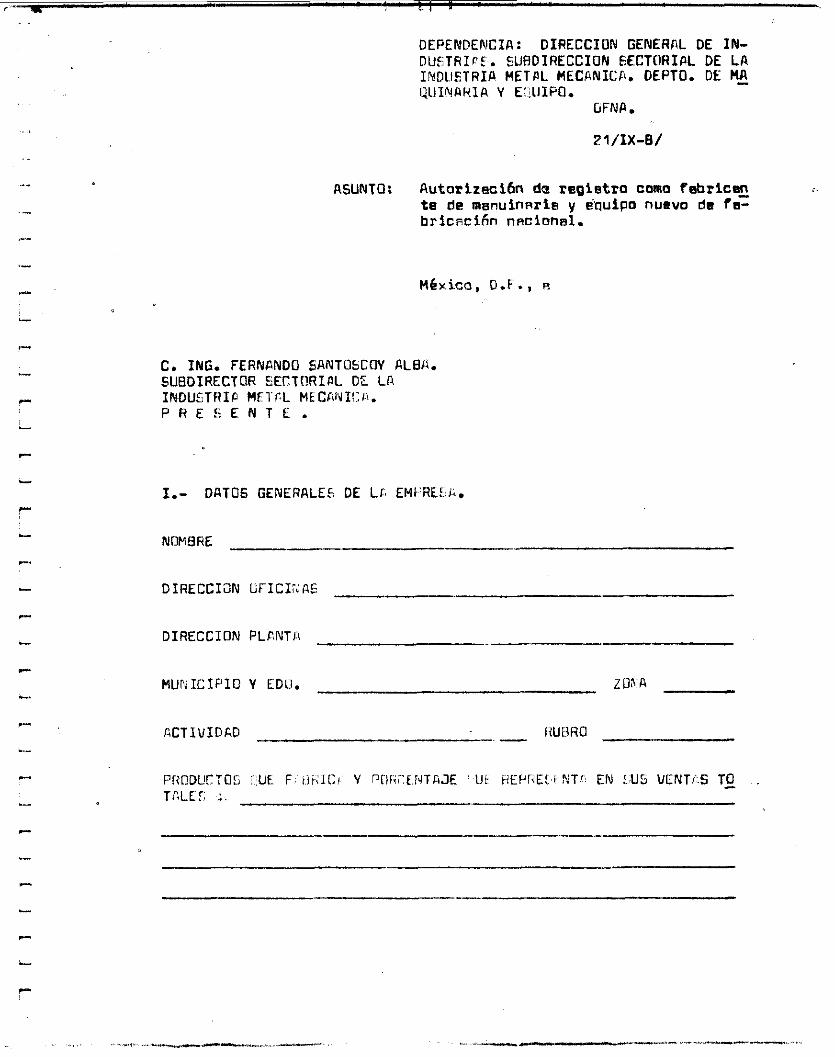
mo Fabr icante de Maquinaria y Equipo Nuevo de Fabr icac ión Nacional. Para -- t a l e fecto, l a s empresas debían de ent regar contestados unas s o l i c i t u d e s de
r e g i s t r o (ver formcitos en e l Anexo 5) en los que se presentan datos de la -- empresa. Es conveniente señalar que debido a l a con f idenc ia l idad con que -- son manejados los datos de las empresas, f ué imposible presentar en es te trz bajo, algún formato contestado y sólo fué pos ib le obtener las c a r a c t e r í s t i c a s
de los procesos de producción.
Con e l ob je to de i l u s t r a r uno de los reportes rea l izados de las indus--
t r i a s v i s i t adas , en e l Anexo 6 se presenta e l repor te de l a v i s i t a hecha a
l a p lanta de producción de T.F. de México S.A. loca l izada en Veracruz, Ver..
De l m i s m o modo se h i c i e r o n los correspondientes reportes de las demás
indus t r i as v i s i tadas.
En l a Tabla 5.6 se presentan las v i s i t a s i n d u s t r i a l e s realizadas.
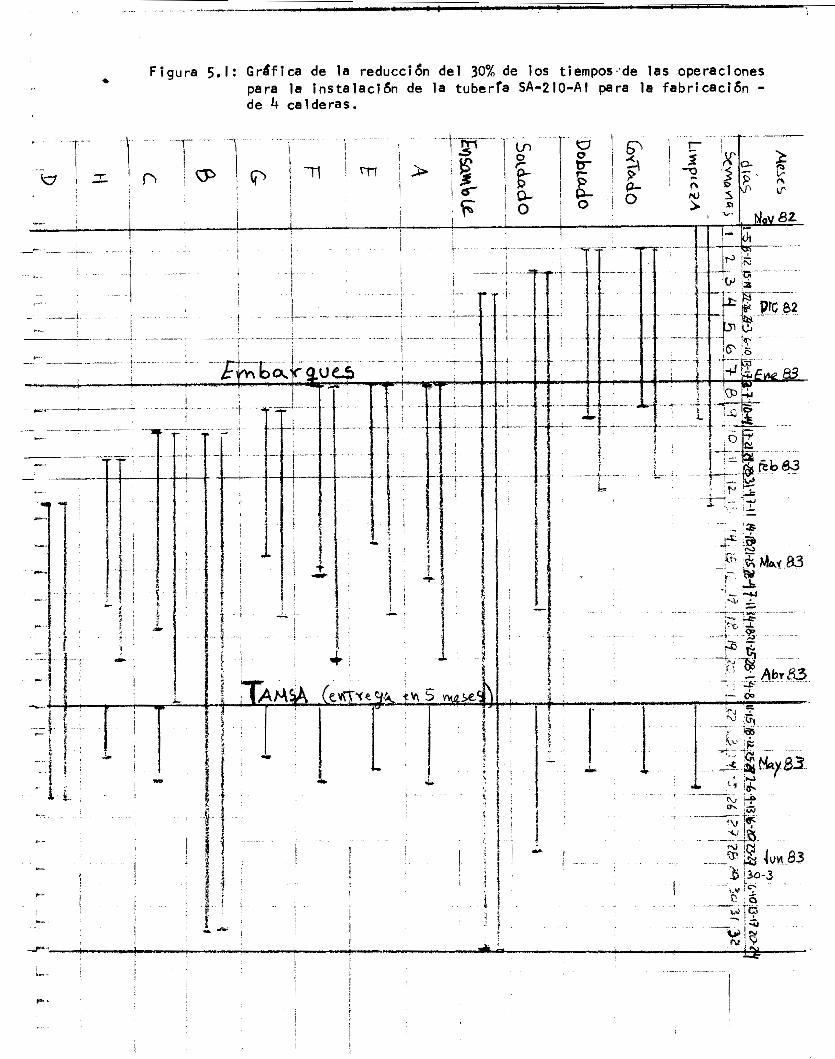
F igu ra 5.1: Grá f ica de l a reducción de l 30% de los tiempos..de l as operaciones para l a i n s t a l a c i ó n de l a tuber fa SA-210-AI pera l a fab r i cac ión - de 4 calderas.
.
I !
I I j
I 1
i
i

OPERAC I O N
-- __ - L I M P I EZA
CORTADO
DOBLADO
SOLDADO
ENSAMBLE
i
RUBROS
2.5"
9 ,
'I,
I,
$ 4
3.25"
I ,
H 4.5"
e O. 148"
O. 165''
O. I 80' I
0.203"
0.259"
O. 180"
O. 259"
0.238"
TIEMPO O€ ENSAM- BLE (SEMANAS)
12
22
12
I3
I O
12
9
9
'IEMPO DE ENSAM- ILE AL 70% (SEM)
8.5
15.5
8.5
9.0
7.0
8.5
6.5
6.5
E
UOLUMEN TOTAL (Tons.)
560
341.4
119.1
22.5
I .2
22.8
38.2
32.8
. 1138 i _I_
'OLUMEN LL 70% :Tons.)
392
238.9
83.3
15.7
0.84
15.96
26.74
22.96
796.6 -. ~
Tabla 5.2: Reducción del tiempo de ensamble a l 70% de l a tuber fa desglosada.
VOLUMEN TOTAL VOLUMEN AL 30% VALOR TOTAL VALOR AL 30% l----T- TUBER I A (Tone ladas) (Toneladas) (mi l es de pesos) (mi l e s de pesos) I I
38,196 1 1,676-7 -I Tabla 5.3: ,Reducción de l 30% de l a tuber fa A y B para ver la p o s i b i l i d a d de su
producción por par te de la empresa TAMSA.

.
.
L
I
-..~
., . .
.,. .
. .-
._. .
-"
I_
-.
".. . ... .-.. L
,_.
~,"
. ..
... . -.
r, .
.... -.
.. I
-.
$ c
m L al ci
.- ?2 u U C
CI
U
U L
.- m
n O E .- C
L m U
u
O VI
u a 0-
VI
.- .- -
2 L k5J n
m a c
al o VI O VI m U
a u\
9
a I-
..
- m
O
m u> W W
N M
O \o W M 03
-! W 9 f a
01 O - +ln
a x ' .U,
LTW
h m m m OI-I -I- I -- >-
m VI O i o U
u al
E w m 2 ? c o m - au- .- n - 0 . > m o m a S - 0 -- L > > * U
al
- 2 ??I
L
VI m u o m u
VI O VIO
O 0 n u a -cVI al Y" 12 Yo,% I- + - - .I -
.- uci m a l U L VI
VI VI .- . m u .--u z
o m E U u n
L Q U a m E U W c al o - u o m m mw
c i ~ m u a l u l u Y c.- E! u o > u a a l L U E U m a n o 0 - L u am u u a c L * V I - -
c i u Q V I I - V I b - u ' u VI " - 0 m o a
? L "2 U
w > u w m o - c u 0.- __ LI
4 In
- In
9 m ;f \o
N
.o
.. L .- .
o m m u ci .- c c uCI E L a u U 0 m a l C - - u ---
VI
VI ? > u
4 ln

W
O 0 o.In O .
- a I - v I
- 1 -I z a I-n i
I
w w z I n . xoqm W U Y 1
W
3
w o . . I - O C .Inez - - w
v w z o
n e u o
9 , s
N - .. .. . . .--L
O O z z
.-- _I
5 W & o. W W c m
o 3 ,..- x uv G E
& U b n
' I n ' O O
m D . o m
1 .- c
E? I
u l u l U U vu U U a 2
I . ~ .
v ) ' I i - w - M W W N
N Ln W W 4 " # M v \ M L n L n M
. a . 5
n
~ _.______- _.__I . . ~ __r__t
m ?
M M
\ \ m m
.. - - \ \
N N \D m
- - \ \ M \D N N . -.
r ,
..
. ,..
. ..
N a L U
al > L
o CI W
9 o . i m - 9 v)
Y; n O o X .- L
i
, ". ,
al U
VI 9 > O CI
I - ... .
V I W
2 3
VIE m .- u) L O + a a v n c o
& .- VI
+ m I___- __
4 VI
al VI
L
L al Y C
W
.- a
a. In L al >
VI
e Ln L n c o v
ln m M M Z M m
1 4 3 W !a I n
II 4 x - m
m
U
a u al V VI al
.-
: .- m > O U c
1 LL
al 0
?! L f! pi
&
C al
o,
L
L a
8
8
ló
U n pi .* - al
VI al
.- U
-0
U
al -U
.-
.- U
U
al U
al V O
U
ie O
al C
a a
m
- - F m U VI al U C o O z c
.
,~ 4..
V I 1 a l V I V I I L a o 1 o w U 'o .- VI m a l ~ m .- 'o \al L n i e o E VI VIO m m a l m v c - LE VI^ u a u m U - a al c o w v .- 0 c
m - CVI o VI
!?!!;& !! V I o a l ) > O 0 - 0 L V L O O @ . m
5 Q L U V n
m B , O m Y a
- .GIL
al a l a l - u VIVILLU al o w u - -vci C L C ~ V I al 080 VI o .- - .- C L a m u alci - U Q V U U - c a l al al- 0 - f x v u o a l
LI ~ m U
a l ' v ,
o' U o'
L w U 2 .
O VIC c a l uci C U I .- C
U IT
a l p i
v a
o:
VI O
al n C L
Y ]
- % 3 ie
v m s L L VI o--
i e u ual VI - V al al al .- v v a * V I U
0 V I n s - ~ a l a m m c i c L u
V I - o o c - . - v >
.-U o a 2 s - m m
Lie:.? y) n - U ~ O
V I V I E U VI al a m - o - U L L m -L IP ) u u VI uie - c o u V I .- o x c o Y N O - €
C o i m
> VI
L al -0
u - m
VI O C L O I
4 ln - m -
.. ..+ ..
<J
n al
m . .-
I
o
L
VI
U C
c
U
C
ln m
I o .- L
I - .
u VI
W - 0 S a l .
%? m a l
'E 4 t" LVI al0 I C
'o e l L U VI
V C
a - VI
C al L L
m
m
m
VI
al v . VI
x uln a
L
ñ; 4. .-

6.0 Discusidn
6.1 Btsqueda de a 1 t e r n a t i N s de los casos ejempl i f icados.
Caso Babcock:
Como ya se menciond en el punto 5.1, la empresa Babcock se comprmet id
con PEMEX de f a b r i c a r l e 4 calderas, p r a lo cuai era necesar io emplear una
tuberfa espec f f i ca y de l a cual PEMEX iba a encargarse de importar, siendo
rea l izada esta gest idn en el mes de enero de 1982, es dec i r , antes de que
fuera creada l a Seccidn de Pa i ie r fa . Maquinado y Soldadura Pesadas. Cuando
esta Seccidn fue creada en e l mes de a b r i l de l mismo ano, PEMEX se vid o b l L
gado a r e t i r a r su compromiso de Importar la tuber fa puesto que s i g n i f i c a r f a
i r en contra de los propdsi tos gubernamentales.
Por o t r o lado, l a empresa Babcock s o l i c i t ó a SEPAFIN en e l mes de ma-
yo de 1982, su r e g i s t r o como Fabr icante de Maquinaria y Equipo Nuevo de -- Producción Nacional, el cual t e fu6 concedido e l dfa 9 de jun io .
de que Babcock habfa i n c l u f d o en SU Programa de Fabr icac idn dentro de la - porc idn de importacidn la tuberfa que p r a ese entonces e l l o s debfan impor-
t a r , dec id ieron no presentar i s s o l i c i t u d de importacidn de dicha tuberfa-rr
en ese mcnento. Esto s i n duda se debid a que Babcock c a l c u l d un lapso de - 32 semanas para hacer todas las operaciones correspondientes para que la tL
b e r f a quedara ensamblada en su to ta l idad , por l o que e l l o s deberfan de empe
zar l a s operaciones a más ta rdar en noviembre para poder hacer la entrega a
tiempo ( t a l y como se aprecia en la l fnea r o j a de l a F igura 5.1). De es te - modo, Babcock d i d un margen de poco mbs de un mes para la t rami tac idn de la
s o l i c i t u d de importacidn ya que l a presentó e l dfa 20 de septiembre, ba jo 41
la premisa de que para la primera semana de j u l i o de 1983. debfan entregar
las calderas a PEMEX. En caso cont ra r io . PEMEX pena l izar fa econh immente
a Babcock siendo SEPAFIN cuipabie de dicha penal izac idn en caso de que la -
A pesar

t r am i tac idn de l a s o l i c i t u d durara mas de un mes. Con esto, Babcock no h l -
zo mas que pres ionar a SEPAFIN para que se l e otorgara e l permiso de impor-
tacidn.
Con estos antecedentes, nos hemos basado para hacer no tar un grave -- e r r o r en l a metodología de l a t rami tac ldn pata los permisos de importacidn
por pa r te de l a Sección. En lugar de que se invest iguen los fabr icantes - nacionales en e l momento en que las empresas hacen su s o l t c i t u d de impor--
tacidn. se deberra hacer en e1 momento en que l a s empresas presentan su -- Programa de Fabricacidn, dando con es to oportuntdad a los fabr ican tes na--
c iona les en caso de que ex is t iesen. de tener i d s tiempo para f a b r i c a r e l - producto que se requiera.
En caso de que se hubiera seguido l a a l t e r n a t i v a propuesta, hubiera - en e l momento en que Babcock quedd reg i s t rado e l - sucedido 10 s igu iente:
9 de j u n i o an te SEPAFIN, se l e hubiera hecho l a lnd icac idn a TAMSA de que
empezara a f a b r i c a r l a tuber ía tomando en cuenta e l s igu ien te a n á l i s i s :
TAMSA tarda I I semanas en f a b r i c a r 341.4 toneladas de tuber fa (ver F‘
gura 5.1) por l o que t a r d a r l a 37 semanas f a b r i c a r l a s 1138 toneladas to ta -
les. Como a TAMSA l e toma 5 meses
modo empezar a hacer sus entregas,
l a s 37 semanas de fabr icac idn;
12 meses/52 semanas X 37 semanas =
5 meses + 8.5 meses = I 3 meses, 15
ES dec i r , que para f i n a l e s de
para procesar l a materia prima y de ese
se t ienen que sumar esos 5 meses con -
8.5 meses
dfas.
j u l i o de 1983 se tendr fa e l t o t a l de l a
tuber fa ensamblada en las calderas. Como e l compromiso de Babcock era - - ent regar las calderas en l a primera semana de j u l i o , se tendr fan que redu-
c i r un mfnimo de 4 semanas de fabr icac ión, representando es to l o s iqu ien te :
341.4 tons . / l l semanas X 4 semenas = 124.14 toneladas.
124.14 tons./1138 tons. X 100 = 10.9%

r.
I . .
I..
Es dec i r , el 10.9% de l a tuber fa podrfa ser importada y el 89.1% podrfa
ser fabr icada nacionalmente. Como e l costo t o t a l de l a tuber fa es de - - - $77,847,000.00 M.N. (ver Anexo I ) , con l a a l t e r n a t i v a presentada se hubiera
ev i tado l a s igu ien te fuga de c a p i t a l :
77,847,000.00 X 0.891 = $69,161,677.00 M.N.
ademds de que hubiera provocado generación de empleos y que la producción n=
c lona l se hubiera impulsado at ravds de l a empresa TAMSA contribuyendo de es-
t e modo a los propósl tos planteados por el Plan Nacional de Desar ro l l o l n d u r
t r i a l .
Caso Indus t r i as Mass S.A. :
Para es te caso, en v i r t u d de que no e x i s t f a n fabr icantes nacionales, - sólo queda por ver el hecho del porqué el Programa de Fabr icac ión de esta - empresa estaba mal. Este caso nos muestra que el sistema empleado en la Sec
c ión para aceptar un Programa de Fabr icac ión no contempla un es tud io a fondo
de las re lac iones en t re materia p r i m y producto f i n a l puesto que e l Progra-
ma de Fabr icac ión de esta empresa ya habfa s ido revisado con an te r io r i dad - cuando h i c i e r o n o t r a s o l i c i t u d de importación y no f u k corregido. Esto con
duce a l a p o s i b i l i d a d de que las empresas prmoventes inc luyan accesorios de
importación que no intervengan directamente con l a fab r i cac ión de sus produs
tos.
Asf mlsmo, consideramos que los programas de fab r i cac ión deberfan ser - renovados y actual izados periódicamente por pa r te de l a Sección y no por las
empresas promoventes con e l ob je to de a g l i f z a r tr6mite.s y poder hacer estima-
ciones prec isas sobre importaciones, producción, exportaciones, e tc . ya que
estos datos son de gran u t i l i d a d en l a programación de estfmuios.
6.2 Evaluación g loba l de los casos.
En base a los resultados de l a Tabla 5.4 agregándole los casos de Bab-
*...
.I_

-cock y de Indus t r i as Mass S.A. y de l a c t a s l f i c a c i b n hecha en e l punto 5.2,
se t l e n e lo s igu iente: -
I NUMERO DE CASOS I
_____.I.. - PRESENTADOS
.. . ..
. -
.-
..
~
Tabla 6.1 : Relación de l t l p o de casos con e l número de casos presentados.
Como puede observarse, e l t i p o de caso I es e l que se presenta con ma-
Este t ipo de casos son l o s que se t rami tan con mayor rap i - yo r frecuencia.
dez puesto que una vez que se ha encontrado que no ex i s ten fabr icantes na-
c ionales, e l caso pasa directamente a las autonidadew para que sea aproba-
da l a s o l i c i t ~ d .
El t i p o de casos 2 y 3, aunque individualmente se presentan en menor
f recuencia que e l t i p o de casos I, conjuntamente t i enen la misma frecuencia.
Este t i p o de casos son d s tardados por l a necesidad de c o r r e g i r programes
de fab r i cac idn y de hacer un es tud io sobre l a p o s i b l l i d a d de fabr icac idn ne
c iona l , t a l y como se presentó en los casos ejempli f icados. Además de esto,
son e l t i p o de casos en los que como se viÓ en e l punto 6.1, necesitan de va_
r i o s cemblos en l a metodologia de l a t rami tac idn con e l o b j e t o de depurarla
y mejorar los resultados de las importaciones.
E l t i p o de caso 4 es e l que como podria esperarse, se presenta en menor
frecuencia, s i n embargo es bueno saber que es te t i p o de casos se presentan,
pues es l a forma más representat iva para poder expresar "se l l e v a un c o n t r o l
de l a s importac¡ones" ya que s i estos casos no se presentaran y en base a -- los antecedentes que se t ienen del t i p o de casos 2 y 3 , l a labor de la Sec--
c idn para con t ro la r l a s importaciones se r ia pr8cticamente nula.
Asf pues, en base a los resultados de l a Tabla 6.1, se podrfa c o n c l u i r
I. - . .
I .
..-
...
...
. ..
...
. -. _,..
, ..
I,-
. ~.
,-
, -
. ".
. ..
diciendo que la Sección debe depurar sus metodoiogfas de tramitaci6n de soli-
citudes de importación en un 83% para poder reaiizar asl-un estricto controL
6.3 Evaluación de la incidencia del Programa de Fomento de Pailerfa, Mequint
do y Soldadura Pesadas en la producción, exportaciones e importaciones de -- las empresas fabricantes de bienes de capital.
En base a los datos estadrsticos que se encuentran en el Anexo 4, se - hizo una evaluación sobre la incidencia del Programa de Fomento de Pailerfa,
Maquinado y Soldadura Pesadas en la producción, importaciones y exportacio-
nes de las empresas fabricantes de bienes de capital, considerando que dicho
Programa comenzó a funcionar en abril de 1982, es decir, que su existencia - deberfa repercutir bbsicamente en el segundo semestre de 1982.
Se partió de los datos que las empresas habian declarado a partir del - primer semestre del año I982 ante l a Dependencia para que posteriormente se
hiciera una comparación entre el primer y segundo semestre de dicho año con
el objeto de apreciar los cambios que supuestamente habfa provocado el Pro-
grama. La evaluación se realizd conforme s i porcentaje de empresas que se
vieron afectadas ya fuera positivamente o negativamente.
Debido a que en muchos casos no se tiene información completa puesto - que! habfan cantidedes que no se pudieron determinar al recopilar los datos - estadfstlcos. se hicieron las comparaciones para producción, importaciones y
exportaciones separadamente extrayendo la mayor cantidad de datos posibles.
Resultados de las evaluaciones:
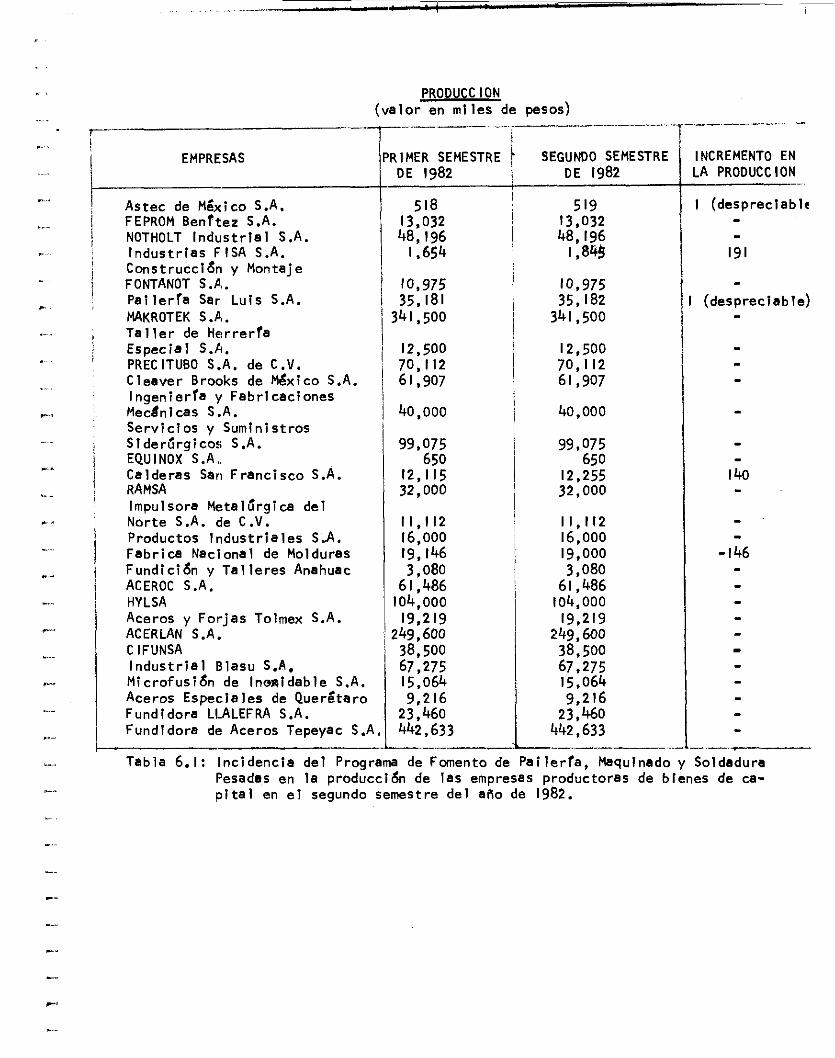
Produccidn (ver Tabla 6.i).- Sólo 2 de las 29 empresas contempladas experi-
mentaron un incremento apreciable en su producción, es decir, el 6.9%. Una
de ellas experimentó un decremento, o sea el 3.4%.
de una de las empresas favorecidas con el de la empresa deficitaria (consi-
Si anularemos el caso

L .
. ..
-derando que ésta Últ ima no r e c i b i d ningún apoyo del Programa), podrfamos - d e c i r que solamente el 3.4% de las empresas fueron favorecldas por e l Progre
ma en su producción.
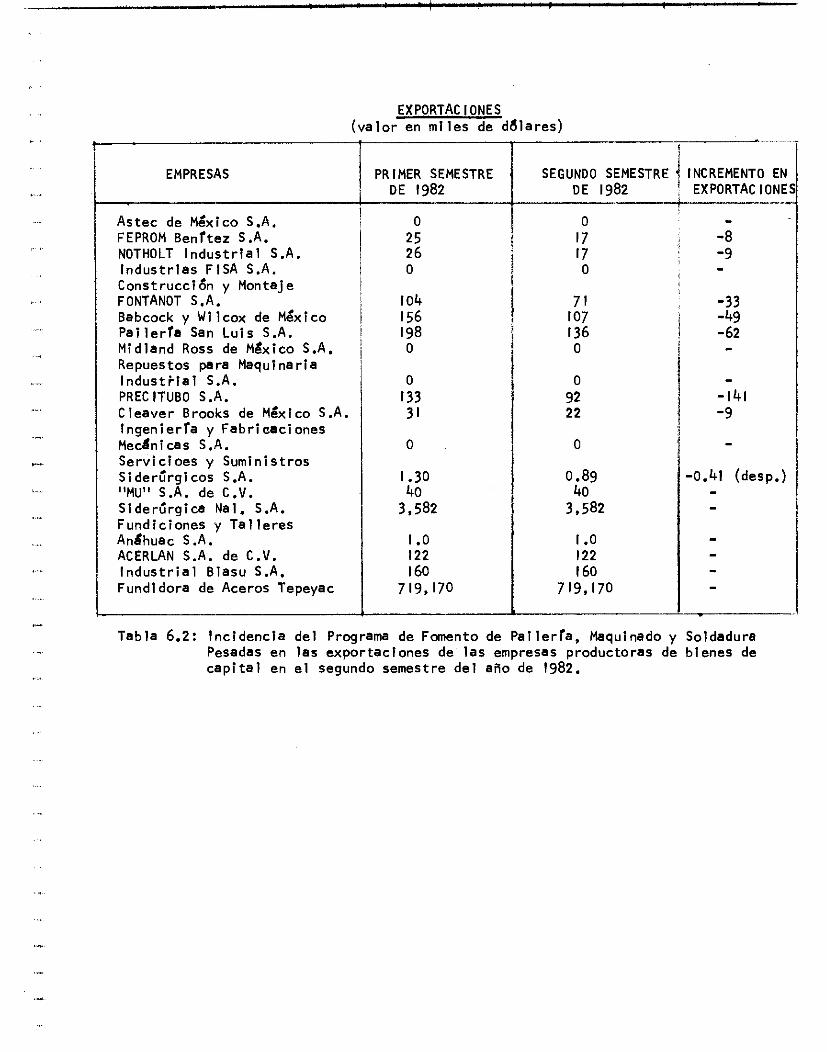
Exportaciones (ver Tabla 6.2) .- No e x l s t i 6 ninguna empresa-cuyas e x p o r t a c i o
nes hayan s ido favorecidas por e l Programa, s ino que a l con t ra r io , e l 36.8%
de l a s empresas contempladas, experimentaron un decremento en l a s mismas.
Importaciones (ver Tabla 6.3) .- disminuyeron sus importaciones.
eron e l mismo n i v e l de producción, por lo que puede deducirse que emplearon
m a t e r i s p r i m par tes y componentes nacionales cuyas c a r a c t e r t s t i c a s t é c n i c ó
l lenaban l o s r e q u i s i t o s necesarios y s u s t i t u i r asf . a los mater ia les que se
venían importando.
I I de las 17 empresas contempladas (64.7%) - Las empresas marcadas con as ted isco mantuvi-
Discusión:
De los resul tados obtenidos de esta evaluación podrfamos mencionar que
antes que se haga alguna observación sobre éstos, debe considerarse que so-
lamente se v ie ron los cambios de l o s pardmetros considerados para un perfo-
do de tiempo de solamente un semestre, con l o que podrfa pensarse sobre l a
necesidad de p a r t i r de d s datos para poder hacer una evaluación con más
fundamentos.
l a duraclbn de las ac t iv idades desarro l ladas en e l presente t rabajo. no nos
quedarfa d s que comentar sobre qué Brea tuvo una inc idenc ia más p o s l t i v a e l
Programa en cuestión.
- Sin embargo, en v i s t a de l a I im l tac iÓn de tiempo en cuanto a
Como pudo observarse, e l Brea de l a s Importaciones present6 resultados
p o s i t i v o s a pesar de los er ro res encontrados en las t rami tac iones de las so-
l i c i t u d e s de Importación. Sin embargo, e l area de las exportaciones no fuk
impulsada debidamente slendo és ta un punto considerado en los o b j e t i v o s del

Plan Nacional de Desarrollo Industrial. En este caso, debe entenderse que
dentro de las actividades desarrolladas en este trabajo, no se tuvieron -- experiencias en el Brea de exportaciones con lo que pudiera hacerse una -- evaluación más a fondo en este renglón. De cualquier modo, por los resul-
tados presentados. puede inferirse que deben existtr muchas deficiencias - en las metodologfas que emplea la Sección para impulsar las exportaciones.
En el Brea de la producción, podrtamos afirmar que es Is d s difícil
de decir qué tanto ha sido beneficiada por el Programe puesto que es un
proceso gradual y que para realizar una evaiuación cuantificada de su desa-
rrol lo, tendrhos que basarnos en los datos que se recopilaran en tiempos
futuros. Sin embargo, se puede señalar que aunque el incremento de la pro
ducclón aparentemente haya sido bajo, se debe tomar en cuenta que el hecho
de que se haya presentado dicho Fncremento, es ya un punto faborable para
la Sección.
-
6.4 Observacionds de las visitas industriales realizadas.
En virtud de que la Única actividad que nos correspondió efectuar cuan-
do las empresas solicitaban un registro en algún Programa de Fanento era la
de realizar las visitas y hacer los correspondientes reportes, no es posible
hacer un anBlisis profundo y cuantitativo del posible impulso que la Sección
pueda brindar a las empresas visitadas en base a los objetivos establecldos
por el Plan Nacional de Desarrollo Industrial. Esto se debe principalmente
a que tanto el estudio de la información a s t como el establecimiento de las
condiciones que las empresas debfan aceptar eran manejados por las eutorida-
des de la Subdirección Sectorial de la Industria Metal-Mecbniia. Ast por -- ejemplo, de las empresas visitadas, se nos comunicó que la empresa GALVANO-
LYTE S.A. no contest6 el oficio de aceptacibn de condiciones dentro del -- plazo que se le habla otorgado. Sin embargo no fuk posible conocer qué --
.
tipo de condiciones debía de aceptar la empresa pars poder ser registrada. - De este modo. es diflcil realizar una evaluación preclsa del funcionamlento
de la Sección en este renglón asf que solamente nos concretaremos a realizar
las siguientes observaciones:
a) De las feches de entrega de solicitudes a las fechas en que se realfzaron
las vlsitas se observó un pranedio de 43 dfas que sumados a aproximadamente
2 semanas en que se realiza el estudlo y a I mes que se les dá a las empre--
sas para contestar el oficio de aceptación de condiciones, da un total de - aproximadamente 3 meses, lapso de tiempo que puede considerarse aceptable si
se toma en cuenta de que en caso de que la empresa sea aceptada, los benefi-
cios de dichos registros serían por tiempo indefinido.
b) En vista de la relativamente gran cantidad de empresas que solicitaron re
gistro en algh Programa de Fomento en tan sólo mes y medio, puede inferirse
que los beneficlos que brinda el Plan Nacional de Desarrollo Industrial a -- ¡as empresas de este sector, son realmente significativos.
c) El hecho de que los datos obtenidos en las visitas hayan coincidido pr8c-
ticsmente en un 100% con la información reportada por las empresas en sus so
licitudes, refleja el interés del Sector Industrial por los pbanes que se ha
propuesto el Gobierno de impulsar la productividad del p r s .
” .
.. .
Productos I n d u s t r i a l es S.A. Fabr ica Nacional de Molduras Fundic ión y T a l l e r e s Anahuac
HYLSA Aceros y Fo r jas Tolmex S.A. ACERLAN S.A. C IFUNSA I n d u s t r i a l Blasu S.A. Micro fus idn de Inenidable S.A. Aceros Especiales de Querktaro Fundidora LLALEFRA S.A.
’ ACEROC S.A.
PRODUCC ION ( v a l o r en m i les de pesos)
-- l_._l I._-- -- 1 - r-
!
! EMPRESAS i PRIMER SEMESTRE 1
D E 1982 I 518
13,032 48,196 1.654
10,975 35,181
341,500
12,500 70, I12 61,907
40,000
99,075 650
12, I15 32,000
11,112 16,000 19,146 3,080
61,486 104,000 19.219
249,600 38,500 67,275 15.064 9,216
23,460 442.633
D E 1982 LA PROOUCC I O N
I (despreciable 13,032 48,196
1.8%
10,975 - 35,182 1 I (despreciable) 341,500
I 12.500 70, I12 61,907
40,000
99,075 650
12,255 32,000
11,112 16.000 i9;ooo 3,080 61.486 104;OOO 19,219
249,600 38.500 67.275 15,064 9,216 23.460
442,633 I - ~
Tabla 6.1: Inc idenc ia de l Programa de Fomento de Pa i l e r fa , Maquinado y Soldadura Pesadas en la producción de l as empresas productoras de bienes de ca- p i t a l en el segundo semestre de l año de 1982.
EXPORTACIONES (valor en miles de dólares)
EMPRESAS
Astec de México S.A. FEPROM Benftez S.A. NOTHOLT Industrial S.A. Industrias FlSA S.A. Construcción y Montaje FONTANOT S.A. Babcock y Wilcox de México Pa i le r fa San Luis S.A. Midland Ross de México S.A. Repuestos para Maquinaria Industf ial S.A. PREC ITUBO S.A. Cleaver Brooks de Mexico S.A. lngenierfa y Fabriaaciones Mechicas S.A. Servicioes y Suministros S i derÚrgi cos S.A. "MU" S.A. de C.V. Siderúrgica Nal. S.A. Fundiciones y Tal leres Andhuac S.A. ACERLAN S.A. de C.V. Industr ial Blasu S.A. Fundidora de Aceros Tepeyac
PRIMER SEMESTRE DE I982
O 25 26 O
I04 156 I98 O
O
-
I33 31
O
I .30 40
3,582
I .o 122 I 60
7 19.170
SEGUNDO SEMESTRE DE I982
O I7 17
O
71 I O7 I36 O
O 92 22
O
0.89 40
3,582
I .o I22 I60
719,170
INCREMENTO EN EXPORTAC IONE ________. -
-8 -9 - -33 -49 -62 - -
-141 -9
- -0.41 (desp.) - -
Tabla 6.2: Incidencia del Programa de Fomento de Pai lerra, Maquinado y Soldadura Pesadas en las exportaciones de l as empresas productoras de bienes de capital en el segundo semestre del año de 1982.

IMPORTACIONES ( va lo r en mi les de dólares)
7 -.-Y--- ----
..
I EMPRESAS \ PRIMER SEMESTRE \ D E 1982
FEPROM Benftez S.A. 9, Construccidn y Montaje FONTANOT S.A. * Babcock y Wilcox de México P a i l e r í a Sari L u i s S.A. * Midland Ross de México S.A. MAKROTEK S.A. * T a l l e r de Her re r la Especial S.A. * PRECITUBO S.A. de C.V. * Cleaver Brooks de Mkxlco S.A. * Ingen ier ía y Fabr i cac i ones Mecen i cas S.A. de C.V. * Serv i c l o8 y Suministros Si derúrgicos S.A. * Siderúrg ica Nacional S.A. ACEROC S.A. Aceros y For jas Tolmex S.A. I n d u s t r i a l Blasu S.A. M ic ro fus idn de Inox idable Fundidora de Aceros Tepeyac -
33
3 12 1,094
2 19 57
4,354 26
1,160 I06
729
4 2,326 87.36
30 6
3,370 06.900
SEGUNDO SEMESTRE D E 1982
23
2 I4 750 I50 39
2,986 18 795 73
500
45 2,326 87.36 30 6
3,370 306,900
INCREMENTO EN LAS IMPORTACIO- NES.
-10
-98 -344 -69 -18
-1,368 -8
-365 -33
-229
-20 - - -
Tabla 6.3: Inc idencia de l Programa de Fomento de Pa i l e r fa , Mequinado y Soldadura Pesadas en las importaciones de l a s empresas productoras de bienes de c a p i t a l en e l segundo semestre de l año de 1982.
_j __.-
I
..
I .
.. .
I
.. .
. ,
.,. . ," .
-.
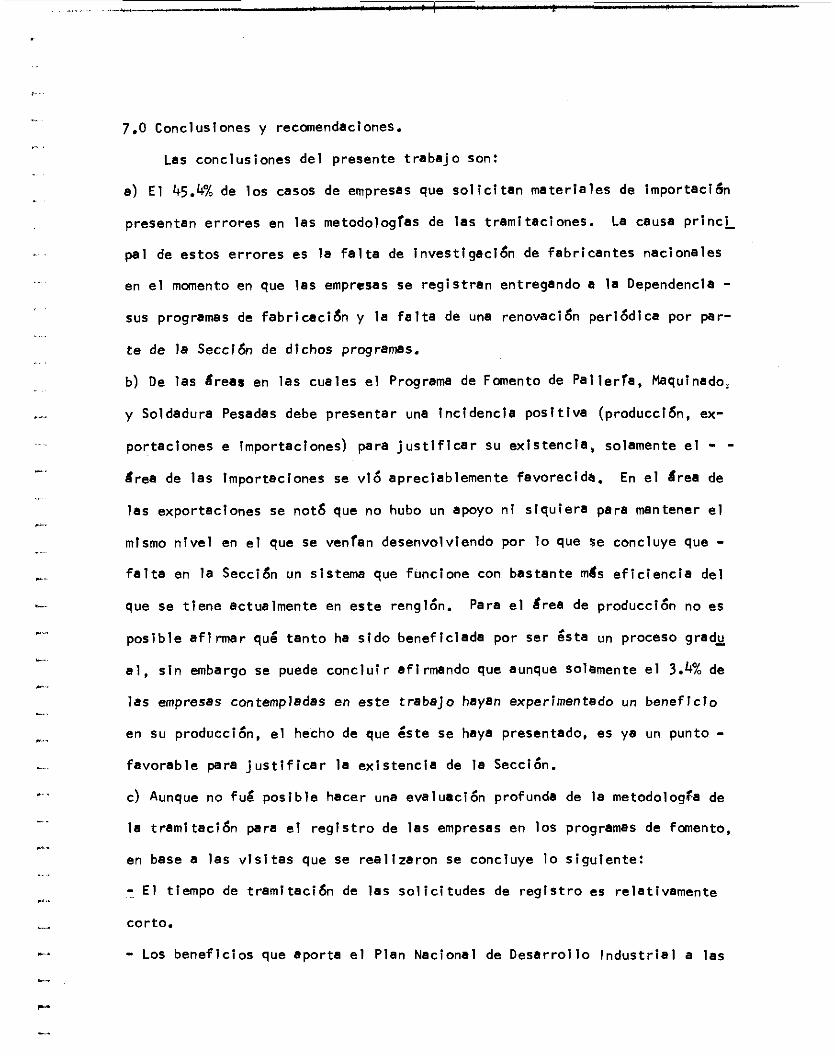
7.0 Conclusiones y recomendaciones.
Las conclusiones del presente trabajo son:
a) E l 45.4% de los casos de empresas que solicitan materiales de importaci6n
presentan errores en las metodologfas de las tramitaciones.
pal de estos errores es la falta de investigacidn de fabricantes nacionales
en el momento en que las empresas se registran entregando a la Dependencla - sus programas de fabricación y la falta de una renovación periódica por pr-
re de la Sección de dlchos programas.
b) De las áreas en las cuales el Programa de Fomento de Pallerfa, Maquinado,
y Soldadura Pesadas debe presentar una incidencla positiva (producclbn, ex-
portaciones e importaciones) para justificar su existencia, Solamente el - - área de las importaciones se vlÓ apreciablemente favorecida. En el área de
las exportaclones se not6 que no hubo un apoyo ni siquiera para mantener el
mlsmo nivel en el que se venfan desenvolviendo por lo que se concluye que - falta en la Sección un sistema que funcione con bastante más eficiencia del
que se tiene actualmente en este renglón. Para el area de producción no es
posible afirmar qué tanto ha sido beneficiada por ser ésta un proceso grad2
a l , sin embargo se puede concluir afirmando que aunque solamente el 3.4% de
las empresas contempladas en este trabajo hayan experimentado un beneficio
en su producción, el hecho de que éste se haya presentado, es ya un punto - favorable para justificar la existencia de la Sección.
c) Aunque no fu8 poslble hacer una evaluación profunda de la metodologÉa de
la tramitación para el registro de las empresas en los programas de fomento,
en base a las visitas que se realizaron se concluye lo siguiente:
- El tiempo de tramitación de las solicitudes de registro es relativamente
corto.
- Los beneficios que aporta el Plan Nacional de Desarrollo Industrial a las
La causa princi

1
empresas son reales debido al interés que ponen &Stas a los programes de fo-
mento creados.
EvaIuaci6n Global:
En base a los objetivos del Plan Nacional de Desarrollo Industrial y a
los resultados obtenidos en este trabajo, se presentan los siguientes puntos
positivos y negativos de la Sección de Pailerfa, Mequinado y Soldadura Pesa-
das :
Punto Positivos: - Decremento de las importaciones. - Incremento en la prodoccidn. - Interés por parte de las empresas de los programes de fmento creados.
Puntos Negativos: - Falta de a p q o a la mano de obra calificada, al de- sarrolio de tecnologfa, a l mejoramiento de la cali- dad de productos nacionales y a la competitlvidad - en el mercado Internacional como consecuencia de la- falta de apoyo a las exportaciones.
como consecuencia de los errores en las metodologtas de las tramitaciones en las solicitudes de importa-- ción.
- Falta de apoyo al empleo y a la producción nacional
Como puede observarse, aunque hubo un incremento en la producción, &te
puede elevarse depurando las metodologfas de tramitacidn de las solicitudes
de importacidn puesto que fue visto que la produccidn nacional no fub impul-
sada en el caso ejemplificado de Babcock. La misma sltuacidn se presenta -- para el caso de las importaciones.
Como consecuencia de esto, no existe nlnguna duda sobre la falta de de-
purar los sistemas que utiliza la Sección para cumplir con los objetivos pa-
ra los que fué creada. De cualquier forma, es recomendable que dicha Seccih
siga funcionando por los beneflcios que aportó, condiclonada a la creación - de nuevos sistemas bien estudiados y bien aplicedos con el objeto de que sea
una Sección realmente eficiente.

.j
,.
I ) Acuerdo que establece las Act iv idades I n d u s t r i a l e s P r ; o r i t a r i a s de l 9
de mar70 de 1979 y sus reformas y ad ic iones de l I6 de enero de 1980 y
7 de octubre de 1981.
7 ) Decreto que establece l os Est lmulos F i sca les para e l F a e n t o de l em--
p leo y la l nvers idn en l as Activ:dades l n d u s t r i á l e s d e l 6 de mar70 de
1979.
3) Decreto en e l que se establecen las Zonas Geográficas de l 3 de febre-
r o de 1979.
41 Foust A.S. e t . a l . , P r i n c i p i o de Operaciones Un i ta
Mdxi co.
5) Kern D.Q., Process Heat Transfer . Ed. Mc.Graw-Hi 1
Tokio.
¡as. Ed. CECSA -
i 6) Manual de l Ingeniero de l T a l l e r . Tomos I y n , Ed. Gustavo h i l i . 7) Naves Indus t r i a les , Maquinaria y Equipo, Centra les de Serv ic io : F I D E I N .
8) Perry R.H. & C h i l t o n P.H. (1973). Chemical Engineer ing Handbook. 5..
ed;c;dn, Mc.Graw-Hill, Kogakusha LTD, Tokio.
9) Peters M.S. & Timmerhaus K.D. (1980). P lan t Design and E c o n a i c s f o r
Chemical Engineers, 30. ed ic ión, Mc.Graw-Hill.
I O ) Plan Nacional de Dess r ro t l o I n d u s t r i a l 1479-1982, Tuno I y I I .
1 1 ) Sidney H. Avner . í l978) . Meta lurg ica F ís i ca . Ed. Mc.Graw-Hill,
'1 :i
t
U
.
,. .
--e .._
. .~
r..
..._ -..
r-
..

1


i
,'-
_I.
.... I ' I
. .-
" .
* -
I I
~
-. . ._ s
.

- . c . -
, . ..
. . ~. "
1.-
.. .

. . . . -.
. . - . - . -., .. . .
' . . .. 'r- . .
.. . .. . . ..
... . . C N
100 ~. GIN:
CN + Cf.i - x . . .
.. ~
- -..
.." .. r..
.... ,.. . .-

I. -1 O O
N In N In
m m u> In
9 3
9 -!
": rl
o o
o . r< o. W
N m m N O N
9 O
. m, CT
rt v1.
i O
O O
W m
i 9
0-
m
4 ri N
i I li

. .
O
9 F Y F: O
u1
O 9 F 'D, o rn " *
O
I. p.
vi
9
'D,
d
O
E 'D. z vi

. I
' I .i . . - -1 i
L
. {
L...
. ..
.
._
c
i z U rs b a O H 2 c v) O
3 o Ii 1
t;
c Y
; .
I
I . ,. ,
. i
, . . < : > .
.;..
. . . . . .
. . . . . . 1 '
Si' L I c , 1 0 0 N U M E R O OlRECClON GENERAL DE CONTROLES AL CONlERClO EXTERIOR.
SOLICITUD DE' P E R M I S O S E C R E T 4 R I P
D E C O M E R C I O D E I M P O R T A C I O N.
COMPLEMENTO PARA L A FABRICACION DE EQUIPOS DE TRATAMIENTO DE AGUA MARCA CULL IGAN Y CALENTA- DORES DE AGUA MARCA LAARS .
CONTEMPLADO EN PROGRAMA DE FABRICACION 4 4 4 3 0 p iezas
S I S T E M 4 M E T e I C O DEC1Hh.L
COMPLE II
I I -
VALOR T O T A L En Y.N. It---l Fabricación de equipos de tratamiento de agua -- ~ 6 k j i E n U ~ ~ g B i s l Y M i ~ l e n t a d o r e s marca Laars . P E R M I S O A Y T E R I O R ( S I M I L A R 1 , f y M h g O F F C H A CAN 1 ' D A D V 4 L C R E X I S T F N C I A S
sea
0 ' A T d L O G O () F O T O G R A F I A 0 P L 4 ' ' 0
61TRCS
E M P R E S A
4CTlVIOh.D ( G I R D ) P R I N C I P 4 L
Fabricación de equipos de t r a . k?!#S&Pto de agua y ca lentadores de aqua.
Recursoa Pet ro le ros N o . 5 , La Loma NTIDAD FEDERATIVA
N O M B R E P E R M I S O N o
lEG C%IC.ALFONSO TORRES GOMEZ
TOGA- 1 7 0 7 1 O N E 3 A l l V 4 N o T E L.
C 4 T 5 q # J $ S - q a L 4 E N Q R f S b
. 320-001 APODERADO Y REPRESENTANTE I N I r R 17 S 4 P O
. . . . . . . . . . . . . . . . . . . .
-
- . a '.d
. .
................ . . . . . . . . . . .
I___.-
., ..
. . . .
1 i
... .... .. ~- .. .-. ..... -~ -
_. .
..
L
r_. I L
.
.
DIECCIaU GENER4L DE INDUSTRIAS, SUBDIRECCION DE
m o : AUTORIZACI6NM
~XICO, D, F.
LIC, MIGUEL ANGEL RIVER4 VILiASEMR, DIRECTOR GENERAL DE INDUSTR~AS, P R E S E N T E ,
DIRECCION M A MaJICIPIO Y E!jTArn ACTIVIDAD PRONcTOs A FABRICAR
EMPRESA NUEVA( 1 WLIACKN ( 1 DCUPACION DIRECTA TOTAl ItMRSI@i TOTAL AcliiAL EN ACTIVOS FIJOS CAPITAL SOCIAL S % Exr, PAIS E ORIGFFl
I PRINCIPALES ACCIONISTA 1 NACIONALIDAD I PARTICIPACION % I

_-..,-- & I u '
198 AcRlAL PNl
- 2 - /'
198 198 TOTAL
ACTIVOS FIJOS ($ MILES) oíWACION DIRECTA CAPACIDAD INSTAM" pR(31xICCIoN ~UNIDAMS) % WACIDAD UTILIZADA pRowccIoN ($ MILES)
'LAWKIDADXBASAEN HORAS DIARIAS EN DIAS WILES POR SEFSANA,
111, eBESIlwFST0 DF DIVIUS
VALOR ( MILES DE PESOS 1
DvlRADA DE DIVISAS: MPORTACION DE KRWiCIAS MPORTACIOF~ SERVICIOS
1) T O T A L SALIDA DE DIVISAS:
I M lngMlIFWRIA Y EGUIPO IMWRT MTERIAS PRIM
- 3 -
IFPORT, PARES Y CIXQ@ES IPOfIT, PROWcrOS TEI3MIFwxIs P&OS POR INTuiEsEs AL m10R PAGOS DE TR4F3sF DE TECNOUXjIA WARTICION DE UTILIDADES PAGOS OTROS SERVICIOS 2) TOTAL
3) SAW DE DIVISAS 1) - 2)

- 4 -
.__ ,- O T R O S
.- I- v, .- .- ._
.-
_- c VI I

EL JEFE DEL DEPARTMEMO SUFRAGIO EFECTIVO, No REELECCION EL SUBDIRECTOR
LIC, MIGUEL NGEL RIVERA V, DIRECTOR GENERAL DE !NDUSTRIAS,
- " r', i
. .
DEPENDENCIA: DIRECCION GENERRL DE IN- D U F i T R I P $ . SUADIRECCION EECTOHIPL DE L A IRDLi.UTRIA HETPL MECGNICP. DEPTO. DE MA - qllINaHIA V E:~lIIPO.
GFNA.
21/IX-R/
..I
.-. c
L
c
- L
.-
ASUNTO: A u t o r i z : a c i 6 n d a registro como fabric- te de manuinuris y rquipo nuevo de fa- bricFcihn nnclond.
México, O.F., n
C. ING. FERNANDO SANTOXOV ALBII. CUBDIRECTOR SECTERIPL DZ LA INDUSTRIP M E l C L ME CANI!,:L!. P R E S E N T E .
1.- DATOS GENERALES DE LI, EMI RE!>/
c
.... c
.- *I
P
OCUPACION D I R E C T O TOTAL
OCUPPCION D I R E C T A PPRli EL FRUDUCTO
INVERSION T U T C L ACTUAL E N ACTIVOS F I J O S
INVERSION PrRP EL PRODUCTO X T U A L E N A C T I V J S F I J O S
C A P I T A L E O C I A L S Ib EXTRPNJERO
NACIONAL IDI'D
A C C I ON IS T A S NACIUIUfiL IDNI P A R T I C I P A C I O N X
REGIEiTRU DE INUf-NC ION& EXTHP<lJERT: NU. FECHA
REGISTRO D E THFN? F E . W J Y I A DE TECNOLUGIr NU. FECH P
11.- DATO5 COBRE EL PRODUCTO BENEFICIADO.
PRODUCTO
US05
C A R A C T E R I I T I C A 5 TECNICAC
NORHP D E CALIDCD
% INTEGRACION NOCIONAL ACTIJAL:
COSTO PARTE5 COSTO DIRECTO
PRECIOS DE VLNTA: n i PLJFILICO EN MEXICQ
EN EL P A I S DE ORIGEN
D I F E R E N C I A L CON RESPECTO nL PRECIO EN EL P A I S D E ORIGEN
PRODUCCION TOTAL ACTUAL : VOLUMEN VPLOR

SECRETARIA DE PATRIMONIO Y FOMENTO INDUSTWIAL
PRCDUCCION ANUAL E5TIMfiDA PROXIMO5 3 Ak05.
VFLOR 198 VULUMEN
198 VOLUMEN VALOR
198 VOLUMEN VFLOR
- -
111.- ANALL515 DE L A INFORMACION.
1V.- CONCLUSIONES Y OPINION.
( fi l a v u e l t a ...... ) ,-,.

ANEXO 6
PROCESRS, 0 FABRICACION CARACT ERISTICAS 0 PRODUCTOS DE T.F. DE MEXICO S.A,
BARRENAS TRlCONICAS
* . lisa 9 AD1 i ca&.
b) I n d u s t r i a Petrolera.- U t i l i z a d a como elemento fundamental
f o rac ión de pozos pe t ro le ros y sismolbgicos.
b) I n d u s t r i a Minera.- Se usa para 1a per fo rac ibn de pozos de desar ro l lo . - En l a exp lo tac ibn "a t a j o ab ier to" , de los yacimientos mineros, a s f c s
mo en l a p e r f o r a c i h para efectos de evaluacibn de los mantos.
E l sistems de exp lo tac ión convencional se usa para l og ra r medios de -- vent i I ac i ón.
pqra l a per-
c) I n d u s t r i a de l a per fo rac ión de pozos de agua.
Ventaias Tdcnicas y Econdmfcas:
a) Debido a l a tecnologfa y espec ia l i zac ibn apl icadas en l a fab r i cac ión de
barrenas se ha hecho pos ib le que estos productos refinan condiciones tdc-
n icas que l e s permiten competir con mercados de l ex t ran je ro , y s u b s t i t u i r
impor tac i ones.
b) La u t i l i z a c i b n de estos productos en l a per fo rac ibn de pozos pet ro le ros y
de agua, s i g n i f i c a un gran ahor ro en l a operaci6n. debido a s u gran dura-
b i l i d a d , ya que a s f se ev i tan reposiciones frecuentes de barrenas y por - l o tanto, de tiempos ociosos.
c) La fab r i cac ión de estas mercancfas, cont r ibuye a l a in tegrac ibn de l a -- I
i n d u s t r i a metalmecanica nacional y de bienes de c a p i t a l y fomenta l a -- per fo rac i6n de pozos pe t ro le ros y de agua.
- Breve Descr ipc ibn
Mater ias Primas.-
son l i ngo te , barra b placa.
Proceso & Fabr icac i6n
Las materias primas de que se par te para hacer l a f o r j a ,
La barra es e l m a t e r i a l d s canunmente usado -
- y especi&lmente fabricado para ser forjado, por Io que se l e llama ace-
Esto s ign i f i ca que se t iene que contro lar la f ab r i - ro "cal idad forja".
cación de este acero para que se l lenen los requis i tos de forjado.
torte.- La barra se corta en trozos de acuerdo con l a pieza a fabricarse;
este corte se puede hacer con s ie r ra o c i za l l a , por que la maports de las
piezas requieren del cor te en f r í o para no modificar las característ icas
del acero.
Forjado.- Debemos hacer notar que l a caracter ís t ica p r inc ipa l del proceso
de for jado es la gran concentraci6n de energia originada por e? impacto o
l a presi6n transmit ida a i mater ia l que se está trabajando. Es esta pre--
s i & o impacto, l o que hace a l mater ia l forjado, denso y s i n poros, y l o
que determina la estructura del grano.
Recortado.- En e? for jado por lo general se OSO un poco más mater ia l que
e l necesario para l lenar la cavidad del dado, e1 exceso de mater ia l escu-
r r e fuera de los dados en forma de una delgada placa; para cortar este -- exceso de mater ia l se usa un juego de dados recortadores. En uno de los
dados recortadores hay una abertura que corresponde a1 p e r f i l de la pie-
za forjada, e l o t r o dado a un punzón.
. I
Acunado.- Para obtener una mayor cal idad en l a superf ic ie, que p e n l t e - tolerancias más estrechas, algunas de ?as partes de la pieza deben ser -- acuñadas. E l acunado se hace en otros juegos de dados similares a l de los
dados de acabado. E1 acufiado se puede hacer en f r í o o en ca l iente y l a -- presidn por l o general se ap l ica a ~ O M S l imitadas de l a pieza forjada, cg
mo protuberancias & huecos, en donde se necesita una tolerancia más e s t r i s
t..

! ., .
. .
“1 . ._
’7 .-
7 ._
7 .-i
La operacibn de acuifado se usa frecuentemente, perque el imina 6 reduce
alguna fase de maquinado en las operaciones de OCObdo.
Limpieza.- E l for jado desarrol la una capa delgada en e l metal, llamada es-
cama ó cáscara, misma que generalmente es conveniente qu i ta r , i o cual se -- puede hacer por varios mbtodos, siendo el i d s moderno y econ6mico e l de la
l impieza con chorro de g r a v i l l a de acero. Además de qu i ta r la cclscara, I-
e l chorro de acero qui ta los f i l o s y saca a la vez, posibles defectos SU-
per f i c i a les en l a pieza.
lnspecci8n.- €1 ProaYso de forJado requiere de gran habi l idad y por t a l - raz6t-t. es necesario una inspeccibn muy completa de las piezas, para asegu-
rarse que l a cal idad de éstas es uniforme. Cuando un dado se pone por prL
mera vez en el mar t i l l o , las primeras piezas producidas se deben examinar
con más cuidado, para estar seguros de que la al ineacibn es correcte.
Waquinad0.-
desbastan, carean los i n te r io res y exteriores, taladran, biselan y se hacen
cuerdas en su caso
Dependiendo de l a parte que se va a obtener, las piezas se --
Ensamble,- Una ve7 moquinados los sectores para cabe70 de barrena y los - conos, se procede a l ensamble de la barrena, para l o cual se usan t res co-
nos y t res sectores.
Soldadura.-
terminando asf e l producto.
Una ve7 hecho e l ensamble se procede al soldado de las piezas,
Prueba f i n a l de calidad.-
h idr8ul ica, a f i n de comprobar l a cal idad del a r t f c u l o y ev i ta r a s f posibles
grietas. Durante I S producción, los inspectores deben separar piezas espo-
A l terminarse e l producto se s m t e a una prueba
I

7 . ,. ._
i
,,.
. . ~
...
- radicamente para ser revisadas, también se debe c o n t r o l a r constantemente
bespuds de l t ra tamiento t€L l a s temperaturas de calentamiento y for jado.
mico, una prueba de dureza es necesaria, a d e d s de o t r a s inspecciones, que
Pueddn i n c l u i r rev i s ión con ca l ibradores y patrones, pasando despu&s a -- pruebas de l a l u z negra para de tec tar g i ie tas . Antes de maquinarse las
f o r j a s , se inspeccionan de nuebo v is ib lemente c i e n t o por c iento, para de-
term i na r defectos superf i c i a les.
JUNTAS PARA TUBERIA DE PERFORACION DE POZOS PETROLEROS
- Uso 4 ADlicación:
Las p r i n c i p a l e s áreas de uso son:
I n d u s t r i a Petro lera. - I l f i i i z a d a cano elemento fundamental para la unión de
tubos para l a per fo rac ión de pozos pe t ro le ros y sismoldgicos.
Ventaias Técnicas y Económicas
a) De acuerdo a l o s requerimentos técnicos en la per fo rac ión de pozos p e t r g
leros, l a s j un tas para la tuber fa de perforación, const i tuyen un elemento - impresc ind ib le para que l a columna de per forac ión pueda sopor tar las fuer -
zas mec8nicas de tens ión y t o rs ión a que está sujeta. La j u n t a cons t i tuye
el elemento b6s ico de unión de tramos de tuber ta , s i n el cual , no se r ia po-
s i b l e i n t e g r a r un apare jo de fondo de per forac ión.
b) La fabr icac ión de estos productos contr ibuye a la i n tegrac ión de l a i n -
d u s t r i a metalmecánica nac ional y de b’ienes de c a p i t a l , fanentando la a c t i -
v idad de per fo rac idn de pozos pet ro leros.
c) Debido a l a tecnologra y especialización apl icadas en su f ab r i cac ión ha
hecho pos ib le que l a s j u n t a s para tuberra de per forac ión reúnan condiciones
t&cnicas que les permi ten competir con mercados de l ex t ran je ro , Actualmen-
teT,P. de H h i c o S.A. es e l 6n ico proveedor que s u r t e es te producto en e l

-mercado nac i ona 1 .
d) Se ha logrado s a t i s f a c e r una demanda ex is ten te , que anteriormente se
s a t i s f a c f a con productos de importación.
e ) Con l a fabr icac ión de estos productos, se ha logrado s u b s t i t u i r im-
por tac iones
Breve Descr ipc ión Proceso & Fabr icac ibn
Mater ias Primas.-
j a , son l i n g o t e o barra. La barra es el mate r ia l mas comunmente usado y
especialmente fabr icado para ser for jado, por lo que se l e l lama acero - "ca l idad for ja" .
c ión de es te acero para que se l l e n e los requ is i t os de forjado.
Las materias primas de que se par te para hacer l a for-
Esto s i g n i f i c a que se t iene que c o n t r o l a r l a fabr ica-
Corte.- Este proceso se desar ro l l o i gua l que e l de l a s barrenas.
Forjado.- Idem.
Haquinado.-
tan l a s par tes in ternas, externas y cdnicas de l a s piezas.
La f o r j a se maquina en tornos hor i ron ta les , donde se desbas-
Tratamiento Tbrmtto. Despuds de ser maquinadas las piezas, son someti--
das a t ra tamientos tbrmicos que modif ican l a es t ruc tu ra molecular de l -- acero, ddndole mds res i s tenc ia para las fuerzas mecánicas de tensión y
de to rs ión a que ser6n sometidas.
Cobrizado y recubrimiento."
las j un tas para aumentar i a res i s tenc ia a ea corros ibn, y se l e recubre - con carburo de tungsteno para da r le protecc idn contra l a f r i c c i b n .
a p l i c a r el recubrimiento, se f a m a un "Charco" de metal fundido empleando
un e lec t rodo de alambre de acero de a leac idn espec ia l que cont r ibuye a l a
res i x tenc ia , fuerza y duracibn en el recubrimiento. Los gránulos de car-
buro se depositan en es te "charco" para un i r se a l a j u n t a de p e r f o r a c i h .
Despubs d e l t ra tamiento térmico se cobrizan
Para

E l recubr imiento se a p l i c a usando e l método de soldadura de a rco me tá l i co
sumergido en gas.
Contro l de calidad.- A l terminarse e l producto, es te es sometido a prue-
bas de c o n t r o l de c a l i d a d y pruebas de l a b o r a t o r i o donde se v e r i f i c a n me-
didas, es t ruc tu ra molecular de l acero, res i s tenc ia d e l mater ia l , de tec tar
pos ib les g r i e t a s por medi o de? ref lectoscopo u l t rasón ico , etc., todo e s t o
para determinar que se hays cumplido con l a s normas de c a l i d a d de f a b r i -
ca c i ón es ta b l e c i das.
Ensamble.- Finalmente las ,juntas ya terminadas se ensamblan por medio de
soldadura de arco e l d c t r i c o y pres ión h i d r á u l i c a a tubos de acero s i n cos
tura, recaicados en sus extremos.
TUBOS DE LASTRE O LASTRABARRENAS
- Uso 4 Aol icüc ibn
Tienen los mismos USOS que l a s barrenas.
Ventaias Técnicas y Económicas
Estos productos son fabr icados con acero espac ia l t ra tado térmicamente.
Una de sus p r i n c i p a l e s venta jas técnicas consis te en proporc ionar le peso a
l a s barrenas t r i c ó n i c a s de per forac ión, para que puedan per fo rar l a s d i f e r e 2
tes super f i c i es (duras, blandas, semiblandas, etc.) asignadas. Otra ventaja
importante es que mantienen l a columna de per fo rac i8n en su v e r t i c a l i d a d re-
querida o en e l ángulo de desviación deseado.
La fabr icac ión de estos produetos contr tbuye a l a in tegrac ión de la -- i n d u s t r i a metalmecánica nacional, famentando l a a c t i v i d a d de per forac ión de
pozos pe t ro le ros .
Actualmente T.F. de México S.A. SfBEMSA, son l o s únicos proveedores -- que sur ten last rabarrenas en e l mercado nacional.
, , .... . .. .
- Breve DescriDción &! Proceso & Fabricación
La materia prima de que se parte para hacer l a barrena hueca, es barra
s61ida de acero de diferentes diámetros, dependiendo de las especificaciones
de l a &den de producción correspondiente. La barra se adquiere de Tubos de
Acero de México S.A., y se turna a inspección para detectar posibles f tsuras
o gr ie tas por medio de ultrasonido. Despu&s de l a inspección, las barras se
someten a un tratamiento térmico de templado y revenido para endurecimiento,
con e l f i n de acondicionarla para e l trepanado. evitando con dicho tratamien
to, tensiones internas que pudieran deformar e l producdto a l someterlo al -- maquinado.
por lo que dura aproximadamente 8 horas.
Este tratamiento debe ser len to para controlar l a temperatura,
Despu&s de los procesos anteriores, las barras se pasan a una prensa - enderezadora para dejar las en condiciones de que puedan ser trepnadas.
La barra maciza tratada t6rmicamente es montada y nivelada en l a d--
quina trepanadora, para i n i d a r e l trepanado, mismo que debe ser controla-
do para e v i t a r posibles desviaciones de l a herramienta, esta operación du-
ra aproximadamente 3 hrs. en barras de 9.45 mts..
Una vez terminado e l trepanado, se pnsan a un torno que r e c t i f i c a -- los extremos y efectúan los roscados hembra y macho.
Después de lo anter ior , se les da un baiíio de fos fa to en los extremos
p r a protección contra l a oxidación, y se les ins ta la un protector de ros-
ca. Finalmente son Fnspecclonadas y aprobadas por e l departamento de con-
t ro l de cal idad para determinar l a concentricidad y dimensiones necesarias
de acuerdo a los estánderds establecidos.
BRIDAS FORJADAS DE ACERO AL CARBON
Usos 6 A ~ l i c a c i 6 n
Se u t i l i z a como elementos de conexi& de tuberfa para l a construccidn
- de recipientes sujetos a presiones y conducciones usadas en plantas qut-
micas, petroqufmicas, ref inerras, plantas de bombeo, de absorcibo de gas,
desaladoras de agua, ingenios, fábr icas de papel, f6bricas de f ib ras s in -
tbt icas, plantas hidraelbctbicas, te rmalbc t r i cas y nucleoel€ctr i cas, etc.
Ventaias Técnicas y Econhicas
Una de las ventajas tbcnicos pr incipales de estos productos, se der i -
va de su u t i l i z a c i 6 n como elementos de conexión de tuberla de conduccidn - de lÍ@.tidos en l a indust r ia qurmica y petroqufmica blsicamente.
Debido a l a tecnologta y especial ización aplicadas en la fabr icación
de bridas forjadas de aceros a i carbón, aceros aleados, e inoxidables, se
ha hecho posible que estos productos refinan condiciones tbcnicas que las - permi te ccmpeti r con mercados del extranjero.
r r e aproximadamente con un 44% para l a demanda nacional.
T.F. de M€xico S.A. concu-
Con l a fabricacibn de estos productos, se ha logrado en parte, las
susti tuciones de importaciones.
Descripción del Proceso de Fabrícacibo
Se p r t e de barra de acero laminado en ca l iente (acero a l carbbn, -- aleado para baja y a l t a temperatura o inaxidable), que es suministrado en
secciones de 3" X 3" hasta l4"X14", por tubos de Acero de México S.A..
E l mater ia l se corta de acuerdo a l peso y especificaciones que ind i -
ca l a orden de producción, y se mete a los hornos de calentamiento hasta
alcanzar l a temperatura necesaria para que sea forjado en m a r t i l l o o en - prensa for jadora y roladora, recortbndose e l exceso de mater ia l todada
en cal iente, en una prensa de recorte.
por medii0 de chorro de grenalla de acero, sanetidndose despubs a una prug
ba prel iminar de control de calidad, asignhdose posteriormente e l torno
indicado para que se maqui ne según especificaciones y dinensi ones reque-
ridas.
Una vez que se enf r ta , se l impia
. ..
....
..-
E l siguiente proceso consiste en ta ladrar los agujeros especificados,
para enseguida, ser mareada y pasar a las pruebas f ina les de control de
calidad,
terminado correspondiente.
Una vez hecho l o anter ior , se pinta y turna a su almcidn de --

r
DlRECClON BENERAL DE CONTROLES AL COMERCIO EXTERIOR.
SOLICITUD DE PERMISO SLCRLTARIA O E C O Y L ~ C I O D E I M P O R T A C I O N.
8 O L l C l T U O N U Y E R O
1 ~ .. .. . . . . . . ..... . .. . . .. . . .. . . . . . . . . . .
CONSTRUCCIONES INIXJSTRIALGS =SA. 11 ~ cIr -aaog0~002
TEñMOSTATOS MARCA WESTON (SEGUROS DE
ALTA -TUEA). CATALOGO E-376
CONTEMPLADO EN PROGRABíA DE FAERIOACION PAGINA 008.
(COMO comLEMmTos 1 PCCI~OOO EN CONSUYIRA 2 meeee. P L R Y I I O ANTLRIOR ( S I I I L A R ) NUMERO.
W.CIIA C A ü f l O A D VALOR LXISTLNCIAS
I 2 I
I I
I MATAMOROS I
6 C A T A L O I O 0 IOTO@RAPlA 0 L A Y O ' 0 NUESTRA
OTROS
I 1
.. - - P k O l ' c ~ O MClR LA VLRDAD EN LO. DATO1 A S E N M O B I
O R I C l N A L SED-001

L .
I r-, DlRECClON GENER; , ._& AL COMERCIO EX?:
..- <: SOLICITUD DE I -;.:-:IS0
..:..a I - /-
S E C R E T A R I A - OE COMERCIO DE I M P O R T h C I O N.
S O L I C I T U D I h U M E R O
CITESE CARA CUALOUICR IllFOIMAClON c
N O M B R E DEL S O L I C l f A N T E RE6. FED. DE CAVSANTES
TAT, S.A. de C.V. AD A
instrumentacidn eiectrdnica.
(VER CARTA ANEXA)
... c Complemento para equipos de transporte y
almacenamiento de gases. - P E R S D C ~h ~ U E SE C O N S U M I R A 2 meses P E R M I S O L N T E R I O R I S I W I I L A R ) N U M E R O
F E C H A C A N T I O A D V A L O R E X I S T E N C I A S c
0 F O T O G R A F I A 0 P L A N O 0 MUESTRL
O T R O S
-- - 1 I
c
L P i c T i v t D h o I c I R o ) P R I N C I P A L Pabricacibn de eqxipo8 para b
*- f transporte y almacenemiento de w e e . - ~ c ' + " t L ' D Ceda. la Viga No. 284-A Z.P. I3 "-. [ E N T l O h O F E D E R h T l V A &&&io0 D.P.
t 579-90-09 1 T L L E F D N O
1
- .- * D E S P O N S A B L E L E G A L
K E G ~ ~ 3 . t : ,:AVS. ocm-480927 /
P
23-2 2-89 - C 4 T E G O R I A E N LPi E & ! P R E S A
Gerente de Compras E N L O S D A T O S ASESTADOS c
1 h' T 1- R E S .4 D O
TU- 620729-002
CANTIDAD A lMPORTAR
5 Unidades
E N S I S T E M A METRIC0 DCCIYAL
VALOR TOTAL EN wn.
$2,643,000.00
A D U A N A I T i juana, B.C.H. I
1 Pa15 DE ,PRDCED€NC!A
E.U.A. I
I I I I 1
I I
N E G A T I V A N O . I N U M E R O I
J 320-001
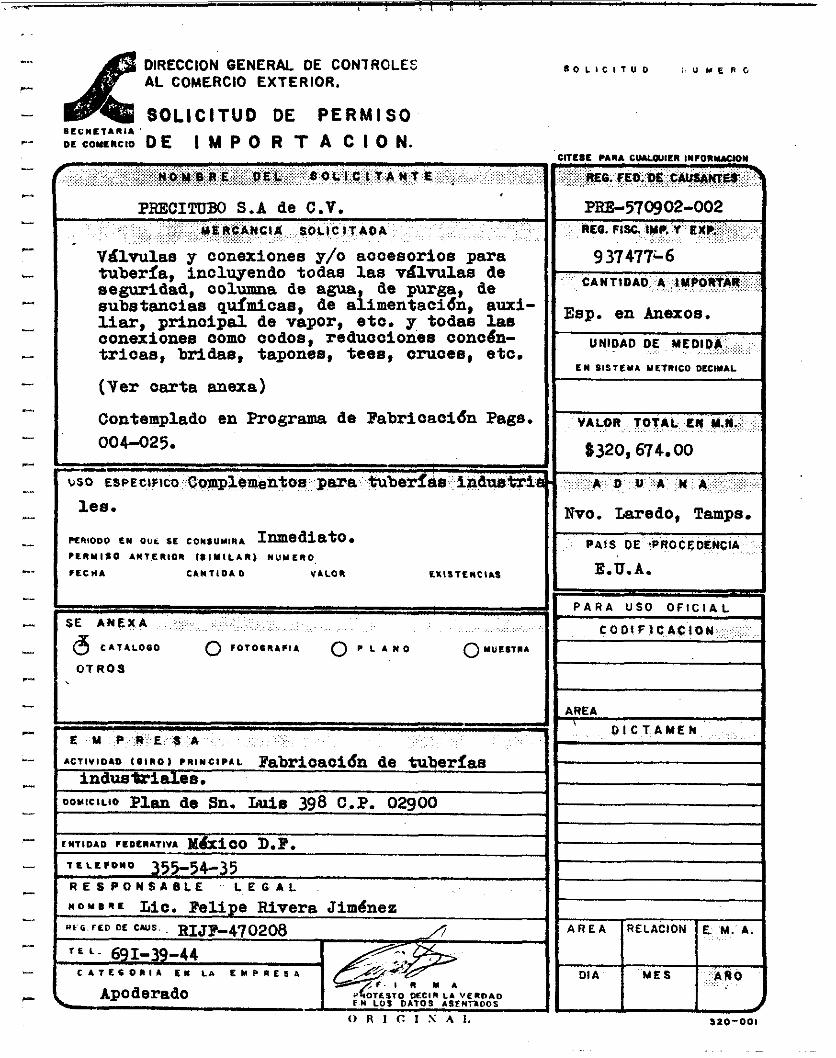
DiRECClON GENERAL DE CONTROLES 8 O L I C I T U D I U W E R C - P AL COMERCIO EXTERIOR.
L SOLICITUD DE P E R M I S O I I L I N L T A R I A - DE COYLRCIO D E I M P O R T A C I O N.
SITLIE PARA CWLOUILR iNronyyDn
PRE-570902-002
. . . . ..'.,:': . . N.:Q;M'B.R E::.,, aE'b '501 I C I T A N T O
~ . .
PRECITUBO S.A de C.V. I. -
MEREANCIA SOLICITADA AEQ. FISC IMP. Y EXP.
Vdlvulas y conexiones y/o acoesorios para tubería, incluyendo todas l a s válvulas de seguridad, columna de agua, de purga, de substancias qdmicae, de aiimentacibn, auxi- liar, principal de vapor, etc. y todas lee conexiones como codos, reducciones conch- tricas, bridas, tapones, tees, cruces, etc.
(Ver carta anexa)
Contemplado en Programa de Fabricacibn Page. O0 6025 . --
LSO ESPECIFICO Compiemantos para tuberías indnst r iq A D U A N A
l es .
IWIODO en oUL sc CONsUuIttA Inmediato. * L R Y I S O ANTERIOR I I I Y I L A R ) N U Y L R O
I L C M A C A N T L O A D V A L O R LXLITLNCIAS
. . .. . SE A N E X A
E U P R E S A )~CTIVIOAO ie iao 1 PRINCIPAL Fabricacidn de tuberías
indusiirisles. W C I L ~ O Plan do Sn. Luis 398 C.P. 02900
7 í L t ? Q * O 355-54-35 R E S P O N S A B L E L E G A L
I I I
0 R I C: I S A L azo-ooi
-
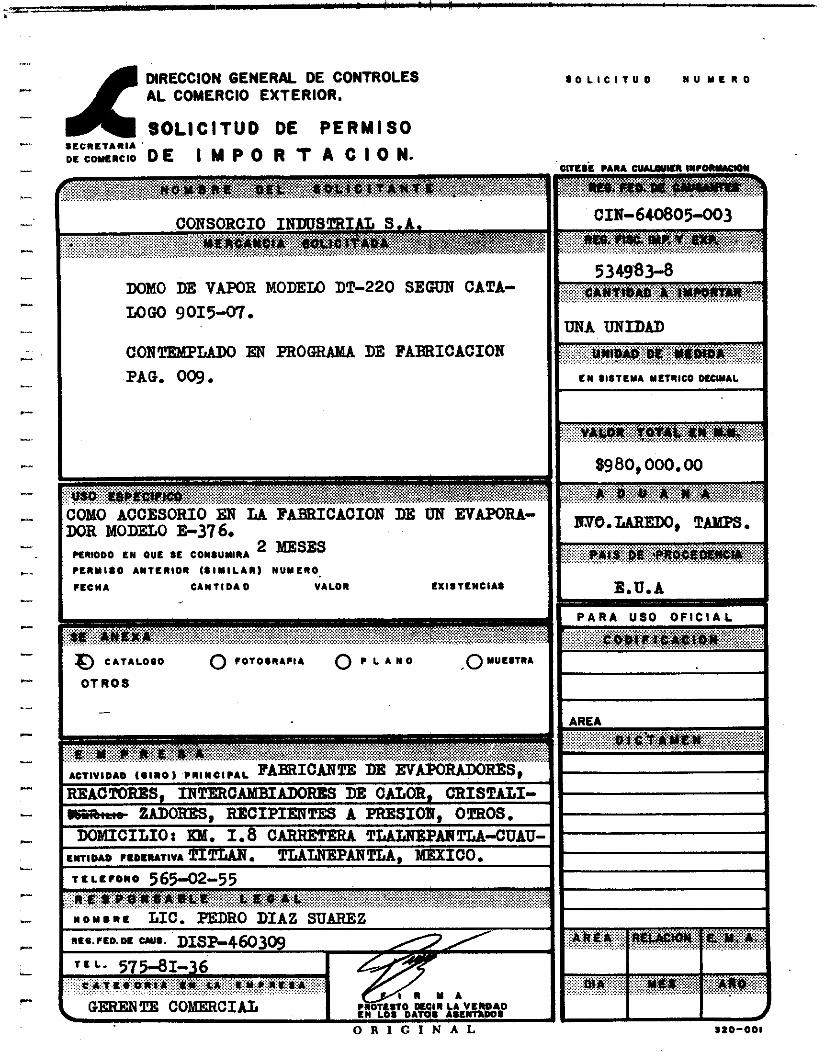
DiRECCiON GENERAL DE CONTROLES AL COMERCIO EXTERIOR. x SOLICITUD DE PERMISO -
SLCRLTARIA ' OLCOYLRCIO D E I M P O R f A C I O N.
CIN-640805-003
I DOMO DE VAPOR MODEIO DT-220 SEGUN CATA- LOGO 901547.
CONTEMPLADO EN PROüRAhU DE FABRICACION PAG. 009.
2OMO ACCESORIO ?3I? La FABRICACION DE EVAPORA- DOR MODELO E-376.
2 MESES ?CRIOOO E N OUE $E ComaU*lRA
C L R Y I 8 O AüTLRIOR I a I U l L A R ) NUMERO,
F E C U A CANTIDAD VALOR cXI$TE*ClAa
a C A T A L O O O 0 rOTOORA.CIA 0 C L A ti O 0 YUC#TRA
OTROS
UNA UNIDAD
L N l l l T E Y A METRIC0 DCUYAL
P A R A U S O O F I C I A L

DlRECClON GENERAL DE CO: .-. AL COMERCIO EXTERIOR,
s o L I C I T U O N U M E R O
SOLICITUD DE P E R M I S V S E C R E T 4 R I A DE COUERCIO D E I M P O R T A C I O N.
C l T C f E P A R 4 CUALRIIEI) 1NFOI)yICION L
I I REG. FED. be CAUSANTES H O M B R E DEL S O + I C l T A N t E
SERVICIOS DE ACEROS DE OCCIDEN!PE S.A. 11 SA0-@05so-O01 I I 1
M E R C k N C I A B O L I C I T A O A REO. FISC. IYP. Y EXP: I VALVEUS DE DIAFUGMA Ill3 63.5 m.m., 76.2 m.m. Y 101.6 m.m. CATAIüGOS 426, 427 Y 428-F RES PECTIVfJImTTE:.
Sam. 140.00 - . ,-. - ~
USO ESPECIFICO I I A D U A N A I FAERICACION DE liEACToRES I 11 Nvo. LAREDO, 5mPS.
PERIODO EN W E SE C O N S U M ~ R A 6 meses P E R M I S O A N T E R I O R I S I U I L A R ) N U M E R O
F E C H A C I N T I O A O V A L O R -
PAIS O€ PROCEDENCIA
E X I S T E N C I A S I
SE A N E X A
@ C A T A L O G O 0 F O T O G R A F I A 0 P L A N O 0 MUESTRA
O T R O S
s20-001

DlRECClON GENERAL M CONTROLES AL COMERCIO EXTERIOR. x SOLICITUD DE PERMISO
SCCRETARIA ' DCCOYCRCIO DE I M P O R T A C I O N.
1 0 L l C l T U o N U M E R O
WCSC ? 4 U CwsDUu INFO-
678035-0 Turbina de vapor aompieta para ventilador t i r o forzado, incluyendo acoplamiento reducto: controles y partes de repuesto.
Contemplado en Programa~de Fabrlcacibn
una caldera amotubular. w w o o EN QUE IC CONIUYIRA 2 meses. ?CRYIS0 ANTCRIOR (SIIILAR) N U Y L R O , 342678 FCCNA CANTID40 VALOR CXIITCNCIAS
25/8/82 2 !$1,8%!.000.00
Uno I
Nvo. Laredo I
I Estados Unidos.
P A R A USO O F I C I A L I
1' O R I C I N A L azo-ooi I

.,CION GENERAL DE CONTROLES ¿O?IERCIO EXTERIOR.
6 '-. r O L I C I T U D DE P E R M I S O S E C ñ E T l * I C
O C C O N E R C I O D E I M P O R T A C I O N.
s o L I C I T U o N U M E R O
C l l L S E PARA CUALQIILR IWORY<LelON
ASM-540323-002 N O M B R E D E L S O L I C I T A N T E
Astec de M6xico S.A. . II - MERCANCIA SOLICITADA REO. FISC IYP. Y EXP. II
Valvulaa de entrada y aal$da para control CANTIDAD O. IMPORTAR
as gasto.
(VER CARTA ANEXA) It UNIDAD OE MEDIDA
11 E N B I S T E Y A METRIC0 OEClUAL
USO ESPECIFI
PER~ODO E N QUE S E c O N S U N ~ R A Inmediato. P E R M I S O 4 N T E R I O R ( S I M I L 4 R ) N U M E R O
F E C H A C A N T I D A O V A L O R E X I S T E N C I I S
CARTA AñEXA SE A U E X A - .
@ C A T A L O G O 0 f O T O G R 4 F l A 0 P L A N O 0 MUESTRA
O T R O S
$ 696,000.00
I A D t l A N i 4
I Nuevo iaredo
P C I S DE 'PROCEDENCIA
l3.U.A I L
W W I D A O i c t t t o ) P R I N C I P A L Fabricacidn de eyectorea de
DWICILIO
vaDm v s i s t a tu de vacía. Alvaro Obregdn 28&416 BI(cric0 7 D.F.
rnández haya .
erente Adminie I N T 1: R 11 S A D O 320-00

I _
DIRECCIOII GZi;Z.RAL DE CONTROLES r* AL COMERCIO EXTERIOR.
SOLICITUD DE PERMISO .-
5 0 L I C I T U O N U M E R O
. - - S E C R E T A R I A OL COMERCIO DE I M P O R T A C I O N.
C l T L l L PARA CUALüüILR I M ~ O R W I O N
N O M B R E DEL S O t l C I t A N f ~ REG. FED. DE EUISIINiES II M d g R 0 5 S.A. 11 W-580325 I
I I YE RCANCIA S O L l C J T A O & REO. FISC. WP. Y EXP. I
CANTtüAü A tMPORT4R Tubo de cobre aletado de una sola plesa con espesor de pared menor a 3 m.m.
UNIDAD DE MEDIDA
E N SISTEMA METRIC0 DECINAL
CONTENPUDO EN PROGRAMA DE FABUCACIOH
It
$ 3.,225,000.00
C C C ESFEC'F ICO Para l a fabrloaoldn de Intercambia-
dores de calor. PEF~OOO EH OUE SE CONSUMIRA Inmediato P E R M I S O ANTERIOR ( S I M I L P R ) N U M E R O
F E C M 4 C P U T I O P O V 4 L O R LX ISTENCIAS
FE A N E X A .
0 NUESTRA @ CATPLOGO 0 F O T O G R 4 F I A 0 P L A N O
O T R O S
€ U P R E S A
11 Hvo. Laredo, Tamps.(
11 PAIS DE PROCEDENCIA I
N U M E R O
320-001

-_ MRECCION GENERAL DE CONTROLES AL COMERCIO EXTERIOR, x aoLicituo DE PERMISO
.- L
r. SCCRLTARIA ' O C C O ~ R C I O DE I M P O R T A C I O N.
1 0 L I C I T U o Y U Y L R O
AXIS IlpDuSTRIAL S.A
I 11 1.080.000~00 I
PARA LA FAñRICACION DE HORNOS CALENTADORES. 11 IYLATAMOROS, TAMPS. I
C A Y T I D A O VALOR LXIlTLYCI4s
0 ?OTOSR4<rlA 0 L 4 N O
OTROS
O R ! C i N A L azo-ooi