informe automatización industrial
DESCRIPTION
direccion de operacionesTRANSCRIPT

DIRECCIÓN DE OPERACIONES
DOCENTE: OSCAR ALVARADO RODRUIGUEZ
TEMA: AUTOMATIZACIÓN INDUSTRIAL E INTEGRACIÓN
FACULTAD: INGENIERÍA INDUSTRIAL
INTEGRANTES:
NOVOA LUIS - 1211031
MAZANETH TATIANA - 1130657
BONIFACIO LUIS - 1211031
AUTOMATIZACION INDUSTRIAL E INTEGRACION
Facultad de Ingeniería Industrial Página 2
Ing. Oscar Alvarado Rodríguez
INDICE
1.-INTRODUCCIÓN.
2.-ANTECEDENTES HISTÓRICOS.
3.- CONCEPTO.
4.-OBJETIVOS.
5.-TIPOS DE AUTOMATIZACIÓN.
6.-TEGNOLOGIA DE DISEÑO.
6.1-CAD (DISEÑO ASISTIDO POR COMPUTADOR)
6.2-CAP
6.3- CAM (FABRICACIÓN ASISTIDO POR COMPUTADOR)
6.4-CAQ
7.-TEGNOLOGÍA DE PRODUCCIÓN.
7.1-MAQUINAS CONTROL NUMÉRICO
7.1.1-CN (CONTROL NUMÉRICO)
7.1.2-CNC (CONTROL NUMÉRICO COMPUTARIZADO)
7.1.3-CND (CONTROL NUMÉRICO DIRECTO)
7.2-PRODUCCIÓN ROBOTS
8.-CIM (MANUFACTURA INTEGRADA POR COMPUTADOR).
9.-FUENTES.
AUTOMATIZACION INDUSTRIAL E INTEGRACION
Facultad de Ingeniería Industrial Página 3
Ing. Oscar Alvarado Rodríguez
1.-INTRODUCCIÓN.
La Automatización se compone de todas las teorías y tecnologías encaminadas de alguna
forma a sustituir el trabajo del hombre por el de la máquina. En este trabajo se tocaran
puntos generales sobre esta área tan amplia y compleja. La automatización es necesaria
para lograr avances cada vez mejores. Si bien en cierto que cuanto más complejidad hay en
el sistema más caro será llevarlo a cabo, pero al final del día tendremos la satisfacción de
ver reflejados aumentos de productividad; además de reducir de manera importante el nivel
de riesgo según el campo al que se aplique
AUTOMATIZACION INDUSTRIAL E INTEGRACION
Facultad de Ingeniería Industrial Página 4
Ing. Oscar Alvarado Rodríguez
2.-ANTECEDENTES HISTÓRICOS.
Día a día el Ingenio y la creatividad del ser humano han hecho que hagamos automatismos
para facilitarnos las cosas.
Prehistoria (Desde el inicio de la humanidad – Hasta la invención de la escritura)
Desde el principio, siempre hemos desarrollado herramientas, mecanismos que nos ayuden
a realizar una tarea, aprendimos a hacer fuego para calentarnos, hacíamos cuchillos a partir
de rocas para tajar la carne, descubrimos la rueda y nos facilitó trasportar las cosas, las
escritura nos da otra forma de comunicación, de conocer la historia y de preservar el
conocimiento adquirido, siempre hemos estado en continua evolución.
Las palancas y las poleas para mover grandes pesos, fuentes de energía como los resortes,
el caudal del agua o vapor canalizado con el fin de originar movimientos simples y
repetitivos, dieron origen a los primeros autómatas que datan posiblemente desde el 300
AC, estos primeros fueron figuras con movimiento, reproducción de piezas musicales ó
juegos.
AUTOMATIZACION INDUSTRIAL E INTEGRACION
Facultad de Ingeniería Industrial Página 5
Ing. Oscar Alvarado Rodríguez
Siglo XIII – XIX
En 1801, la patente de un telar automático utilizando tarjetas perforadas fue dada a Joseph
Marie Jacquard, quien revolucionó la industria del textil.
La Revolución Industrial, aparece como protagonista la Máquina de Vapor (motor de
combustión externa), nace el Ferrocarril y maquinas Textiles como la Spinning Jenny, una
hiladora multi-bobina que disminuyo en gran parte el trabajo que se necesitaba para la
producción de hilo, (con esta máquina un solo trabajador podía manejar ocho o más
carretes al tiempo), gracias a maquinas como esta y la Producción en Serie, la cual consistía
en simplificar tareas complejas en varias que pudiera llevar a cabo cualquier trabajador, sin
necesidad de ser mano de obra calificada, aumentaron enormemente la capacidad de
producción, reduciendo los costos y tiempos de fabricación.
La parte más visible de la automatización actual puede ser la robótica industrial.

AUTOMATIZACION INDUSTRIAL E INTEGRACION
Facultad de Ingeniería Industrial Página 6
Ing. Oscar Alvarado Rodríguez
Siglo XX
La automatización había existido por muchos años en una escala pequeña, y para mediados
del siglo XX aún utilizaba mecanismos simples para automatizar tareas sencillas de
manufactura. El concepto solamente llegó a ser realmente práctico con la adición (y
evolución) de las computadoras digitales, cuya flexibilidad permitió manejar cualquier
clase de tarea. Las computadoras digitales con la combinación requerida de velocidad,
poder de cómputo, precio y tamaño, como para ser aplicadas en la industria, empezaron a
aparecer en la década de los años 1960. Antes de ese tiempo, las computadoras industriales
eran exclusivamente computadoras analógicas y computadoras híbridas. Desde entonces las
computadoras digitales tomaron el control de la mayoría de las tareas simples, repetitivas,
tareas semiespecializadas y especializadas, con algunas excepciones notables en la
producción e inspección de alimentos. Como un famoso dicho anónimo dice, "para muchas
y muy cambiantes tareas, es difícil remplazar al ser humano, quienes son fácilmente vueltos
a entrenar dentro de un amplio rango de tareas, más aún, son producidos a bajo costo por
personal sin entrenamiento".

AUTOMATIZACION INDUSTRIAL E INTEGRACION
Facultad de Ingeniería Industrial Página 7
Ing. Oscar Alvarado Rodríguez
3.-CONCEPTO.
La Automatización Industrial es la aplicación de diferentes tecnologías para controlar y
monitorear un proceso, maquina, aparato o dispositivo que por lo regular cumple funciones
o tareas repetitivas, haciendo que opere automáticamente, reduciendo al mínimo la
intervención humana.
Lo que se busca con la Automatización industrial es generar la mayor cantidad de producto,
en el menor tiempo posible, con el fin de reducir los costos y garantizar una uniformidad en
la calidad.
La Automatización Industrial es posible gracias a la unión de distintas tecnologías, por
ejemplo:
•La instrumentación nos permite medir las variables de la materia en sus diferentes
estados, gases, sólidos y líquidos, (eso quiere decir que medimos cosas como el
volumen, el peso, la presión etc.).
•La oleohidráulica (técnica aplicada a la transmisión de potencia mediante fluidos),
la neumática, los servos y los motores son los encargados del movimiento, nos
ayudan a realizar esfuerzos físicos (mover una bomba, prensar o desplazar un
objeto).
•Los sensores nos indican lo que está sucediendo con el proceso, donde se encuentra
en un momento determinado y dar la señal para que siga el siguiente paso.
•Los sistemas de comunicación enlazan todas las partes y los Controladores Lógicos
Programables o por sus siglas PLC se encargan de controlar que todo tenga una
secuencia, toma decisiones de acuerdo a una programación pre establecida, se
encarga de que el proceso cumpla con una repetición, a esto debemos añadir otras
tecnologías como el vacío, la robótica, telemetría y otras más.
AUTOMATIZACION INDUSTRIAL E INTEGRACION
Facultad de Ingeniería Industrial Página 8
Ing. Oscar Alvarado Rodríguez
Ventajas:
Algunas ventajas son repetitividad, control de calidad más estrecho, mayor
eficiencia, integración con sistemas empresariales, incremento de
productividad, y reducción de trabajo humano.
Desventajas:
Algunas desventajas son requerimientos de un gran capital, decremento
severo en la flexibilidad, y un incremento en la dependencia del
mantenimiento y reparación. Por ejemplo, Japón ha tenido necesidad de
retirar muchos de sus robots industriales cuando encontraron que eran
incapaces de adaptarse a los cambios dramáticos de los requerimientos de
producción, no siendo posible justificar sus altos costos iniciales.
Aplicaciones:
La Automatización Industrial la encontramos en muchos sectores de la
economía, como en la Fabricación de Alimentos, Productos Farmacéuticos,
Productos Químicos, en la Industria Gráfica, Petrolera, Automotriz,
Plásticos, Telecomunicaciones entre otros, sectores en los cuales generan
grandes beneficios. No solo se aplica a maquinas o fabricación de productos,
también se aplica la gestión de procesos, de servicios, a manejo de la
información, a mejorar cualquier proceso que con lleven a un desempeño
más eficiente, desde la instalación, mantenimiento, diseño, contratación e
incluso la comercialización.
AUTOMATIZACION INDUSTRIAL E INTEGRACION
Facultad de Ingeniería Industrial Página 9
Ing. Oscar Alvarado Rodríguez
4.-OBJETIVOS.
Mejorar la productividad de la empresa, reduciendo los costes de la producción
y mejorando la calidad de la misma.
Mejorar las condiciones de trabajo del personal, suprimiendo los trabajos
penosos e incrementando la seguridad.
Realizar las operaciones imposibles de controlar intelectual o manualmente.
Mejorar la disponibilidad de los productos, pudiendo proveer las cantidades
necesarias en el momento preciso.
Simplificar el mantenimiento de forma que el operario no requiera grandes
conocimientos para la manipulación del proceso productivo.
Integrar la gestión y producción.
AUTOMATIZACION INDUSTRIAL E INTEGRACION
Facultad de Ingeniería Industrial Página 10
Ing. Oscar Alvarado Rodríguez
5.-TIPOS DE AUTOMATIZACIÓN.
Existen cinco formas de automatizar en la industria moderna, de modo que se deberá
analizar cada situación a fin de decidir correctamente el esquema más adecuado.
Los tipos de automatización son:
•Control automático de procesos.
Se refiere usualmente al manejo de procesos caracterizados de diversos tipos de
cambios (generalmente químicos y físicos); un ejemplo de esto podría ser el proceso
de refinación del petróleo.
•Procesamiento electrónico de datos.
Frecuentemente es relacionado con los sistemas de información, centros de
cómputo, etc. Sin embargo, en la actualidad también se considera dentro de este tipo
de automatización la obtención, análisis y registros de datos a través de interfaces y
computadores.
•Automatización fija.
Es aquella asociada al empleo de sistemas lógicos tales como los sistemas de
relevadores y compuertas lógicas. Sin embargo, estos sistemas se han ido
flexibilizando al introducir algunos elementos de programación como es el caso de
los PLC o Controladores Lógicos Programables.
•Control Numérico Computarizado.
Un mayor nivel de flexibilidad lo poseen las máquinas de control numérico
computarizado. Este tipo de control se ha aplicado con éxito a máquinas
herramienta de control numérico (MHCN) como lo son las fresadoras, los tornos,
las troqueladoras y herramientas de corte.
AUTOMATIZACION INDUSTRIAL E INTEGRACION
Facultad de Ingeniería Industrial Página 11
Ing. Oscar Alvarado Rodríguez
•Automatización flexible.
El mayor grado de flexibilidad en cuanto a automatización se refiere es el de los
Robots industriales que en forma más genérica se les denomina como "Celdas de
Manufactura Flexible".
6.-TEGNOLOGÍA DE DISEÑO
6.1.-CAD “DISEÑO ASISTIDO POR COMPUTADOR”
Es el uso de programas computacionales para crear representaciones gráficas de
objetos físicos ya sea en segunda o tercera dimensión (2D o 3D). El software CAD
puede ser especializado para usos y aplicaciones específicas. CAD es ampliamente
utilizado para la animación computacional y efectos especiales en películas,
publicidad y productos de diferentes industrias, donde el software realiza cálculos
para determinar una forma y tamaño óptimo para una variedad de productos y
aplicaciones de diseño industrial.
En diseño de industrial y de productos, CAD es utilizado principalmente para la
creación de modelos de superficie o sólidos en 3D, o bien, dibujos de componentes
físicos basados en vectores en 2D. Sin embargo, CAD también se utiliza en los
procesos de ingeniería desde el diseño conceptual y hasta el layout de productos, a
través de fuerza y análisis dinámico de ensambles hasta la definición de métodos de
manufactura. Esto le permite al ingeniero analizar interactiva y automáticamente las
variantes de diseño, para encontrar el diseño óptimo para manufactura mientras se
minimiza el uso de prototipos físicos.
Beneficios de CAD
Los beneficios del CAD incluyen menores costos de desarrollo de productos,
aumento de la productividad, mejora en la calidad del producto y un menor tiempo
de lanzamiento al Mercado.
AUTOMATIZACION INDUSTRIAL E INTEGRACION
Facultad de Ingeniería Industrial Página 12
Ing. Oscar Alvarado Rodríguez
-Mejor visualización del producto final, los sub-ensambles parciales y los
componentes en un sistema CAD agilizan el proceso de diseño.
-Ofrece gran exactitud de forma que se reducen los errores.
-Documentación más sencilla y robusta del diseño, incluyendo geometría y
dimensiones, lista de materiales, etc.
-Permite una reutilización sencilla de diseños de datos y mejores prácticas.
Software CAD
Estos son algunos ejemplos de aplicaciones de Software tipo CAD:
NX, es una gama integrada de aplicaciones completamente asociativas de tipo
CAD/CAM/CAE. NX aborda la variedad completa de procesos de desarrollo de
diseño de productos, manufactura y simulación; lo que le permite a las compañías
motivar el uso de mejores prácticas al capturar y re-usar productos y conocimiento
de procesos.
Solid Edge, es un sistema híbrido de CAD en 2D/3D que utiliza Synchronous
Technology para acelerar el diseño, cambios ágiles, y mejor re utilización de
importaciones. Con modelado de partes y ensamble, borradores, administración
transparente de datos, y análisis de elementos finitos (FEA) integrado, Solid Edge
facilita la creciente complejidad de diseño de productos.
Los siguientes componentes de software son utilizados por desarrolladores de
software CAD como base para sus aplicaciones:
Parasolid, es un componente de software para modelado geométrico en 3D,
permitiéndoles a los usuarios de aplicaciones basadas en Parasolid modelar partes y
AUTOMATIZACION INDUSTRIAL E INTEGRACION
Facultad de Ingeniería Industrial Página 13
Ing. Oscar Alvarado Rodríguez
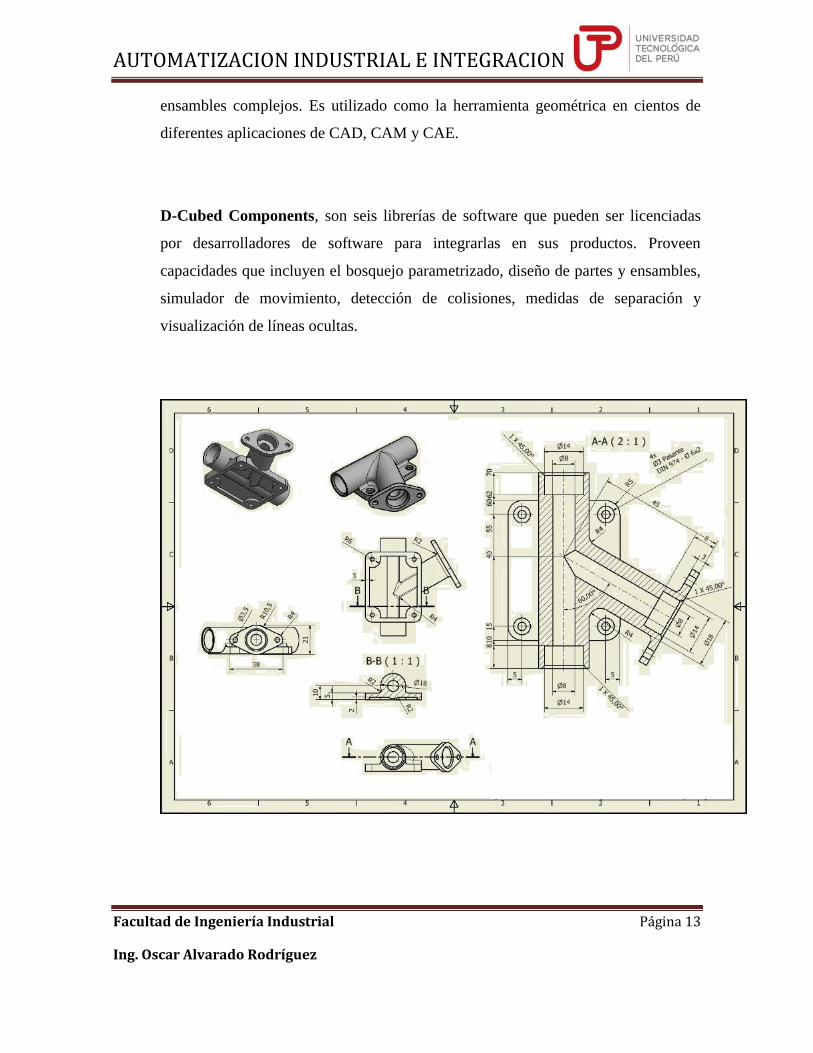
ensambles complejos. Es utilizado como la herramienta geométrica en cientos de
diferentes aplicaciones de CAD, CAM y CAE.
D-Cubed Components, son seis librerías de software que pueden ser licenciadas
por desarrolladores de software para integrarlas en sus productos. Proveen
capacidades que incluyen el bosquejo parametrizado, diseño de partes y ensambles,
simulador de movimiento, detección de colisiones, medidas de separación y
visualización de líneas ocultas.
AUTOMATIZACION INDUSTRIAL E INTEGRACION
Facultad de Ingeniería Industrial Página 14
Ing. Oscar Alvarado Rodríguez
AUTOMATIZACION INDUSTRIAL E INTEGRACION
Facultad de Ingeniería Industrial Página 15
Ing. Oscar Alvarado Rodríguez
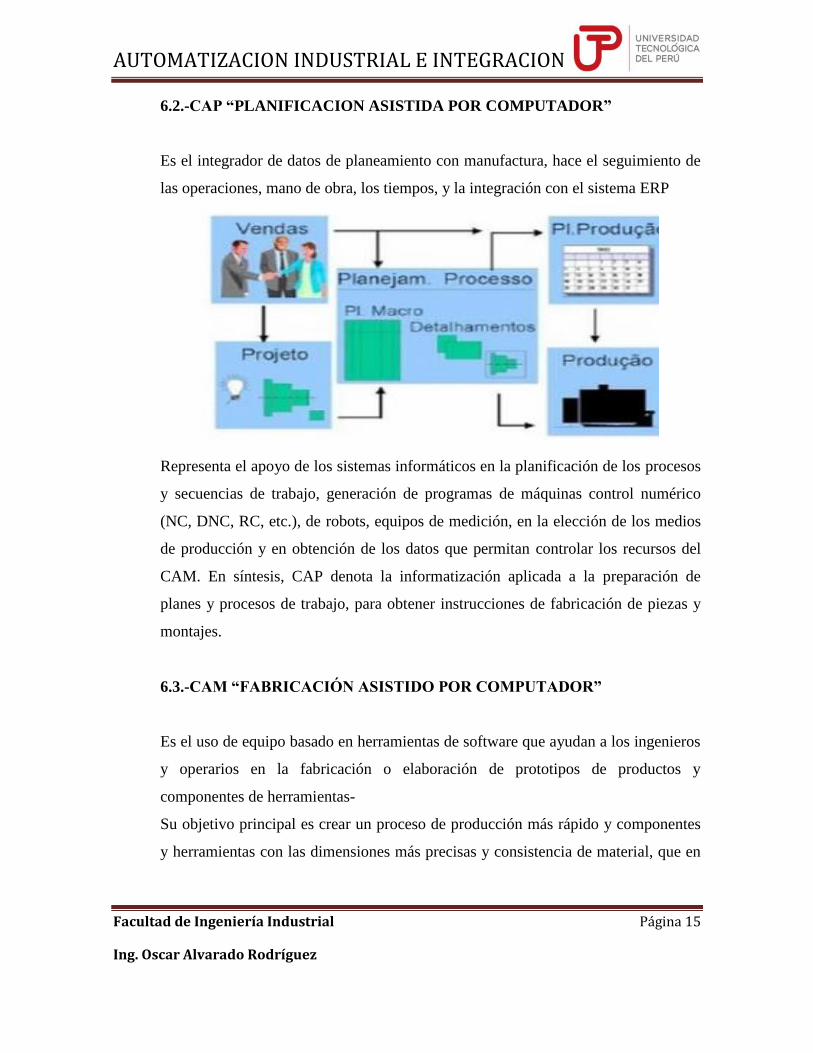
6.2.-CAP “PLANIFICACION ASISTIDA POR COMPUTADOR”
Es el integrador de datos de planeamiento con manufactura, hace el seguimiento de
las operaciones, mano de obra, los tiempos, y la integración con el sistema ERP
Representa el apoyo de los sistemas informáticos en la planificación de los procesos
y secuencias de trabajo, generación de programas de máquinas control numérico
(NC, DNC, RC, etc.), de robots, equipos de medición, en la elección de los medios
de producción y en obtención de los datos que permitan controlar los recursos del
CAM. En síntesis, CAP denota la informatización aplicada a la preparación de
planes y procesos de trabajo, para obtener instrucciones de fabricación de piezas y
montajes.
6.3.-CAM “FABRICACIÓN ASISTIDO POR COMPUTADOR”
Es el uso de equipo basado en herramientas de software que ayudan a los ingenieros
y operarios en la fabricación o elaboración de prototipos de productos y
componentes de herramientas-
Su objetivo principal es crear un proceso de producción más rápido y componentes
y herramientas con las dimensiones más precisas y consistencia de material, que en
AUTOMATIZACION INDUSTRIAL E INTEGRACION
Facultad de Ingeniería Industrial Página 16
Ing. Oscar Alvarado Rodríguez
algunos casos, utiliza sólo la cantidad necesaria de materia prima (minimizando el
desperdicio), al mismo tiempo reducir el consumo de energía.
Ccomúnmente se refiere al uso de aplicaciones de software computacional de
control numérico (NC) para crear instrucciones detalladas (G-code) que conducen
las máquinas de herramientas para manufactura de partes controladas
numéricamente por computadora (CNC). Los fabricantes de diferentes industrias
dependen de las capacidades de CAM para producir partes de alta calidad.
Una definición más amplia de CAM puede incluir el uso de aplicaciones
computacionales para definir planes de manufactura para el diseño de herramientas,
diseño asistido por computadora (CAD) para la preparación de modelos,
programación NC, programación de la inspección de la máquina de medición
(CMM), simulación de máquinas de herramientas o post-procesamiento. El plan es
entonces ejecutado en un ambiente de producción, como control numérico directo
(DNC), administración de herramientas, maquinado CNC, o ejecución de CCM.
Beneficios de CAM
-Los beneficios de CAM incluyen un plan de manufactura correctamente
definido que genera los resultados de producción esperados.
-Los sistemas CAM pueden maximizar la utilización de la amplia gama de
equipamiento de producción, incluyendo alta velocidad, 5 ejes, máquinas
multifuncionales y de torneado, maquinado de descarga eléctrica (EDM), y
inspección de equipo CMM.
-Los sistemas CAM pueden ayudar a la creación, verificación y optimización
de programas NC para una productividad óptima de maquinado, así como
automatizar la creación de documentación de producción.
-Los sistemas CAM avanzados, integrados con la administración del ciclo de
vida del producto (PLM) proveen planeación de manufactura y personal de

AUTOMATIZACION INDUSTRIAL E INTEGRACION
Facultad de Ingeniería Industrial Página 17
Ing. Oscar Alvarado Rodríguez
producción con datos y administración de procesos para asegurar el uso
correcto de datos y recursos estándar.
Los sistemas CAM y PLM pueden integrarse con sistemas DNC para entrega y
administración de archivos a máquinas de CNC en el piso de producción.
6.4.-CAQ “CONTROL DE CALIDAD ASISTIDO POR COMPUTADORA”
Es la aplicación de ingeniería de computadoras y máquinas de control para la
definición y control de la calidad de los productos
Esto incluye:
-Gestión de equipos de medición
-Inspección de las mercancías hacia el interior
-Nota de Distribuidor
-Tabla de Atributos
-Control de Procesos Estadísticos (SPC)
-Documentación
AUTOMATIZACION INDUSTRIAL E INTEGRACION
Facultad de Ingeniería Industrial Página 18
Ing. Oscar Alvarado Rodríguez
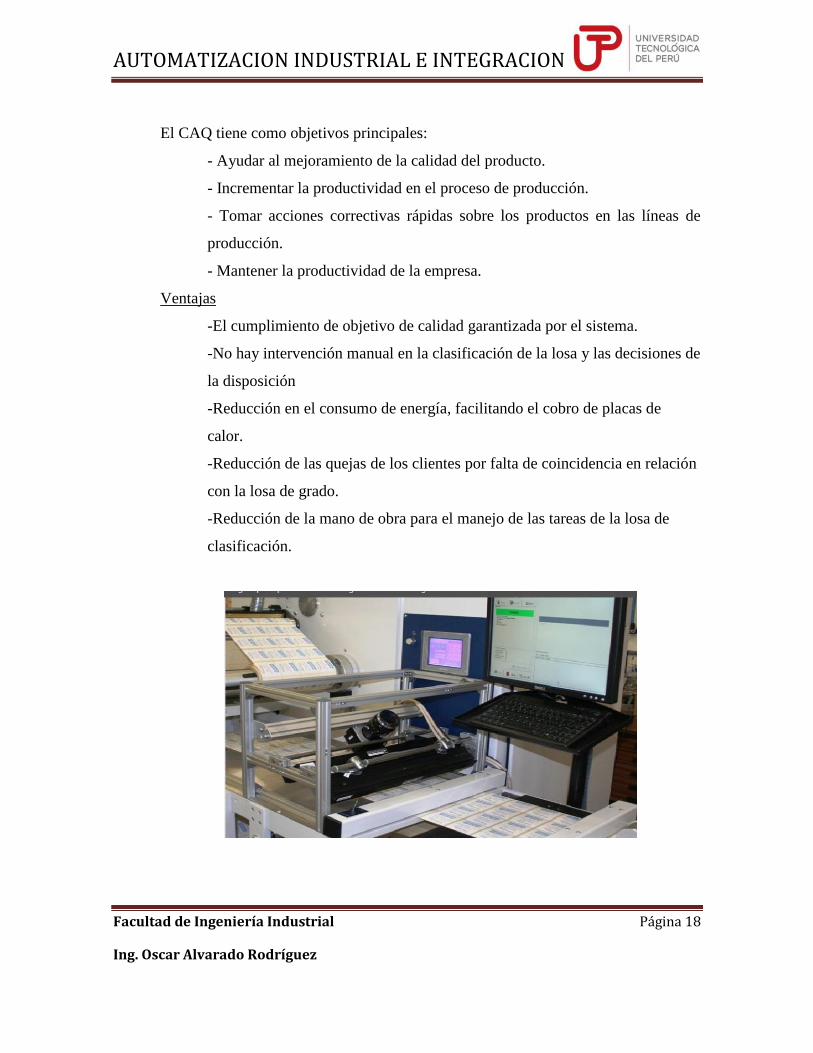
El CAQ tiene como objetivos principales:
- Ayudar al mejoramiento de la calidad del producto.
- Incrementar la productividad en el proceso de producción.
- Tomar acciones correctivas rápidas sobre los productos en las líneas de
producción.
- Mantener la productividad de la empresa.
Ventajas
-El cumplimiento de objetivo de calidad garantizada por el sistema.
-No hay intervención manual en la clasificación de la losa y las decisiones de
la disposición
-Reducción en el consumo de energía, facilitando el cobro de placas de
calor.
-Reducción de las quejas de los clientes por falta de coincidencia en relación
con la losa de grado.
-Reducción de la mano de obra para el manejo de las tareas de la losa de
clasificación.
AUTOMATIZACION INDUSTRIAL E INTEGRACION
Facultad de Ingeniería Industrial Página 19
Ing. Oscar Alvarado Rodríguez
7.-TEGNOLOGÍA DE PRODUCCIÓN
La Tecnología en Producción Industrial se fundamenta en la apropiación del conocimiento
y la comprensión teórica de elementos que apoyan al desarrollo de la Ingeniería Industrial,
ésta pretende la formación de un pensamiento capaz de analizar, construir, ejecutar,
transformar y operar medios y procesos que favorecen la solución de problemas que
demandan los sectores productivos de bienes y servicios.
Involucra:
1. Programar y controlar los sistemas de producción
2. Organizar, supervisar y controlar sistemas de inventarios
3. Supervisar, controlar y evaluar Sistemas para el Aseguramiento de la Calidad
4. Supervisar y controlar métodos de trabajo y utilización de la maquinaria y equipo
7.1.-MÁQUINAS CONTROL NUMÉRICO
7.1.1.-CN “CONTROL NUMÉRICO”
Se considera control numérico a todo dispositivo capaz de dirigir
posicionamientos de un órgano mecánico móvil, en el que las órdenes
relativas a los desplazamientos del móvil son elaboradas en forma totalmente
automática a partir de informaciones numéricas definidas, bien manualmente
o por medio de un programa.
VENTAJAS:
Las ventajas, dentro de los parámetros de producción explicados
anteriormente son:
Posibilidad de fabricación de piezas imposibles o muy difíciles. Gracias al
control numérico se han podido obtener piezas muy complicadas como las
superficies tridimensionales necesarias en la fabricación de aviones.

AUTOMATIZACION INDUSTRIAL E INTEGRACION
Facultad de Ingeniería Industrial Página 20
Ing. Oscar Alvarado Rodríguez
Seguridad. El control numérico es especialmente recomendable para el
trabajo con productos peligrosos.
Precisión. Esto se debe a la mayor precisión de la máquina herramienta de
control numérico respecto de las clásicas.
Aumento de productividad de las máquinas. Esto se debe a la
disminución del tiempo total de mecanización, en virtud de la disminución
de los tiempos de desplazamiento en vacío y de la rapidez de los
posicionamientos que suministran los sistemas electrónicos de control.
Reducción de controles y desechos. Esta reducción es debida
fundamentalmente a la gran fiabilidad y repetitividad de una máquina
herramienta con control numérico. Esta reducción de controles permite
prácticamente eliminar toda operación humana posterior, con la subsiguiente
reducción de costos y tiempos de fabricación.
AUTOMATIZACION INDUSTRIAL E INTEGRACION
Facultad de Ingeniería Industrial Página 21
Ing. Oscar Alvarado Rodríguez
7.1.2.-CNC “CONTROL NUMÉRICO COMPUTARIZADO”
En una máquina CNC, a diferencia de una máquina convencional o manual,
una computadora controla la posición y velocidad de los motores que
accionan los ejes de la máquina. Gracias a esto, puede hacer movimientos
que no se pueden lograr manualmente como círculos, líneas diagonales y
figuras complejas tridimensionales.
Las máquinas CNC son capaces de mover la herramienta al mismo tiempo
en los tres ejes para ejecutar trayectorias tridimensionales como las que se
requieren para el maquinado de complejos moldes y troqueles como se
muestra en la imagen.
En una máquina CNC una computadora controla el movimiento de la mesa,
el carro y el husillo. Una vez programada la máquina, ésta ejecuta todas las
operaciones por sí sola, sin necesidad de que el operador esté manejándola.
Esto permite aprovechar mejor el tiempo del personal para que sea más
productivo.
El término "control numérico" se debe a que las órdenes dadas a la máquina
son indicadas mediante códigos numéricos. Por ejemplo, para indicarle a la
máquina que mueva la herramienta describiendo un cuadrado de 10 mm por
lado se le darían los siguientes códigos:
G90 G71
G00 X0.0 Y0.0
G01 X10.0
G01 Y10.0
G01 X0.0
G01 Y0.0

AUTOMATIZACION INDUSTRIAL E INTEGRACION
Facultad de Ingeniería Industrial Página 22
Ing. Oscar Alvarado Rodríguez
Un conjunto de órdenes que siguen una secuencia lógica constituyen un
programa de maquinado. Dándole las órdenes o instrucciones adecuadas a la
máquina, ésta es capaz de maquinar una simple ranura, una cavidad
irregular, la cara de una persona en altorrelieve o bajorrelieve, un grabado
artístico un molde de inyección de una cuchara o una botella... lo que se
quiera.
7.1.3.-CND “CONTROL NUMÉRICO DIRECTO”
Los sistemas de control numérico directo surgen de la necesidad de
introducir físicamente los programas para mecanizado de las piezas,
normalmente desarrollados en la oficina técnica u oficina de procesos, en el
control numérico de las maquinas – herramientas.
AUTOMATIZACION INDUSTRIAL E INTEGRACION
Facultad de Ingeniería Industrial Página 23
Ing. Oscar Alvarado Rodríguez
Se trata de evitar el tiempo improductivo (y eliminar la posibilidad de
errores humanos) que originaría el teclear manualmente estos programas en
el propio control numérico (CNC) y el ordenador donde resida el fichero con
el programa mecanizado.
Beneficios:
El principal beneficio es la reducción de los tiempos improductivos y la
eliminación de errores a consecuencia de una introducción manual de los
programas al CNC.
En algunos casos que se requiera un trabajo infinito, simplifica el trabajo de
los operarios y permite una gestión adecuada de los programas CNC
generados en la oficina de proceso.
7.2.-PRODUCCIÓN ROBOTS”
La historia de la automatización industrial está caracterizada por períodos de
constantes innovaciones tecnológicas. Esto se debe a que las técnicas de
automatización están muy ligadas a los sucesos económicos mundiales.
El uso de robots industriales junto con los sistemas de diseño asistidos por
computadora (CAD), y los sistemas de fabricación asistidos por computadora
(CAM), son la última tendencia en automatización de los procesos de fabricación y
luego se cargaban en el robot. Estas tecnologías conducen a la automatización
industrial a otra transición, de alcances aún desconocidos.
Aunque el crecimiento del mercado de la industria Robótica ha sido lento en
comparación con los primeros años de la década de los 80´s, de acuerdo a algunas
AUTOMATIZACION INDUSTRIAL E INTEGRACION
Facultad de Ingeniería Industrial Página 24
Ing. Oscar Alvarado Rodríguez
predicciones, la industria de la robótica está en su infancia. Ya sea que éstas
predicciones se realicen completamente, o no, es claro que la industria robótica, en
una forma o en otra, permanecerá.
"Un robot industrial es un manipulador multifuncional reprogramable diseñado para
desplazar materiales, piezas, herramientas o dispositivos especiales, mediante
movimientos variables programados para la ejecución de una diversidad de tareas".
Clasificación de los robots
La potencia del software en el controlador determina la utilidad y flexibilidad del
robot dentro de las limitantes del diseño mecánico y la capacidad de los sensores.
Los robots han sido clasificados de acuerdo a su generación, a su nivel de
inteligencia, a su nivel de control, y a su nivel de lenguaje de programación. Estas
clasificaciones reflejan la potencia del software en el controlador, en particular, la
sofisticada interacción de los sensores. La generación de un robot se determina por
el orden histórico de desarrollos en la robótica. Cinco generaciones son
normalmente asignadas a los robots industriales. La tercera generación es utilizada
en la industria, la cuarta se desarrolla en los laboratorios de investigación, y la
quinta generación es un gran sueño.
Los programas en el controlador del robot pueden ser agrupados de acuerdo al nivel
de control que realizan.
1.- Nivel de inteligencia artificial, donde el programa aceptará un comando
como "levantar el producto" y descomponerlo dentro de una secuencia de
comandos de bajo nivel basados en un modelo estratégico de las tareas.
AUTOMATIZACION INDUSTRIAL E INTEGRACION
Facultad de Ingeniería Industrial Página 25
Ing. Oscar Alvarado Rodríguez
2.- Nivel de modo de control, donde los movimientos del sistema son
modelados, para lo que se incluye la interacción dinámica entre los
diferentes mecanismos, trayectorias planeadas, y los puntos de asignación
seleccionados.
3.- Niveles de servosistemas, donde los actuadores controlan los parámetros
de los mecanismos con el uso de una retroalimentación interna de los datos
obtenidos por los sensores, y la ruta es modificada sobre la base de los datos
que se obtienen de sensores externos. Todas las detecciones de fallas y
mecanismos de corrección son implementados en este nivel.
En la clasificación final se considerara el nivel del lenguaje de programación:
1.- Sistemas guiados, en el cual el usuario conduce el robot a través de los
movimientos a ser realizados.
2.- Sistemas de programación de nivel-robot, en los cuales el usuario escribe
un programa de computadora al especificar el movimiento y el censado.
3.- Sistemas de programación de nivel-tarea, en el cual el usuario especifica
la operación por sus acciones sobre los objetos que el robot manipula.

AUTOMATIZACION INDUSTRIAL E INTEGRACION
Facultad de Ingeniería Industrial Página 26
Ing. Oscar Alvarado Rodríguez
Aplicación de Robots
En la Industria En la medicina
En el Arte En el Espacio

AUTOMATIZACION INDUSTRIAL E INTEGRACION
Facultad de Ingeniería Industrial Página 27
Ing. Oscar Alvarado Rodríguez
En la Agricultura
8.-CIM “MANUFACTURA INTEGRADA POR COMPUTADOR”
Es un método de manufactura en el cual todo el proceso de producción es controlado por un
computador. Típicamente, depende de procesos de control de lazo cerrado, basados en
entradas en tiempo real desde sensores.

AUTOMATIZACION INDUSTRIAL E INTEGRACION
Facultad de Ingeniería Industrial Página 28
Ing. Oscar Alvarado Rodríguez

AUTOMATIZACION INDUSTRIAL E INTEGRACION
Facultad de Ingeniería Industrial Página 29
Ing. Oscar Alvarado Rodríguez
Nivel de controlador de planta
Es el más alto nivel de la jerarquía de control, es representado por la(s) computadora(s)
central(es) (mainframes) de la planta que realiza las funciones corporativas como:
administración de recursos y planeación general de la planta.
AUTOMATIZACION INDUSTRIAL E INTEGRACION
Facultad de Ingeniería Industrial Página 30
Ing. Oscar Alvarado Rodríguez
Nivel de controlador de área
Es representado por las computadoras (minicomputadoras) de control de las operaciones de
la producción. Es responsable de la coordinación y programación de las actividades de las
celdas de manufactura, así como de la entrada y salida de material. Conectada a las
computadoras centrales se encuentra(n) la(s) computador(as) de análisis y diseño de
ingeniería donde se realizan tareas como diseño del producto, análisis y prueba.
Adicionalmente, este nivel realiza funciones de planeación asistida por computadora (CAP,
por sus siglas en inglés), diseño asistido por computadora (CAD, por sus siglas en inglés) y
planeación de requerimientos de materiales (MRP, por sus siglas en inglés).
Nivel de controlador de celda
La función de este nivel implica la programación de las órdenes de manufactura y
coordinación de todas las actividades dentro de una celda integrada de manufactura. Es
representado por las computadoras (minicomputadoras, PC´s y/o estaciones de trabajo). En
general, realiza la secuencia y control de los controladores de equipo.
Nivel de controlador de procesos o nivel de controlador de estación de trabajo
Incluye los controladores de equipo, los cuales permiten automatizar el funcionamiento de
las máquinas. Entre estos se encuentran los controladores de robots (RC´s), controles
lógicos programables (PLC´s), CNC´s, y microcomputadores, los cuales habilitan a las
máquinas a comunicarse con los demás (incluso en el mismo nivel) niveles jerárquicos.
Nivel de equipo
Es el más bajo nivel de la jerarquía, está representado por los dispositivos que ejecutan los
comandos de control del nivel próximo superior. Estos dispositivos son los actuadores,
relevadores, manejadores, switches y válvulas que se encuentra directamente sobre el
equipo de producción. De una manera más general se considera a la maquinaria y equipo de
producción como representativos de este nivel.

AUTOMATIZACION INDUSTRIAL E INTEGRACION
Facultad de Ingeniería Industrial Página 31
Ing. Oscar Alvarado Rodríguez
AUTOMATIZACION INDUSTRIAL E INTEGRACION
Facultad de Ingeniería Industrial Página 32
Ing. Oscar Alvarado Rodríguez
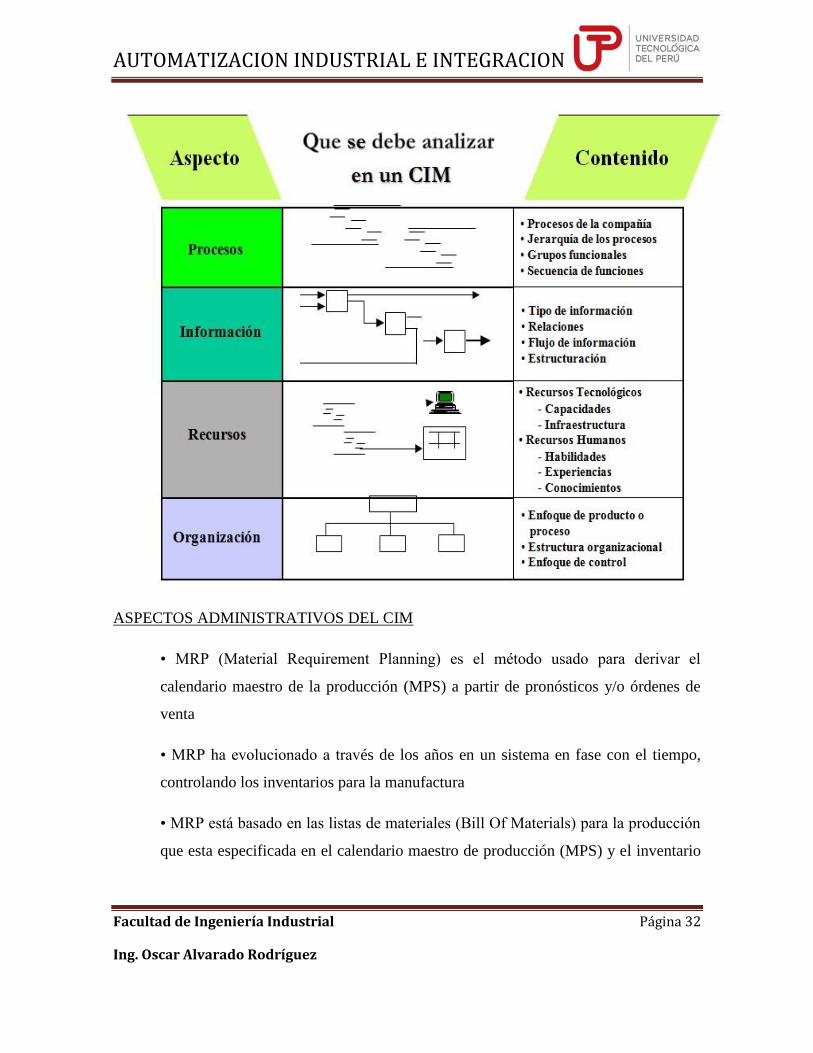
ASPECTOS ADMINISTRATIVOS DEL CIM
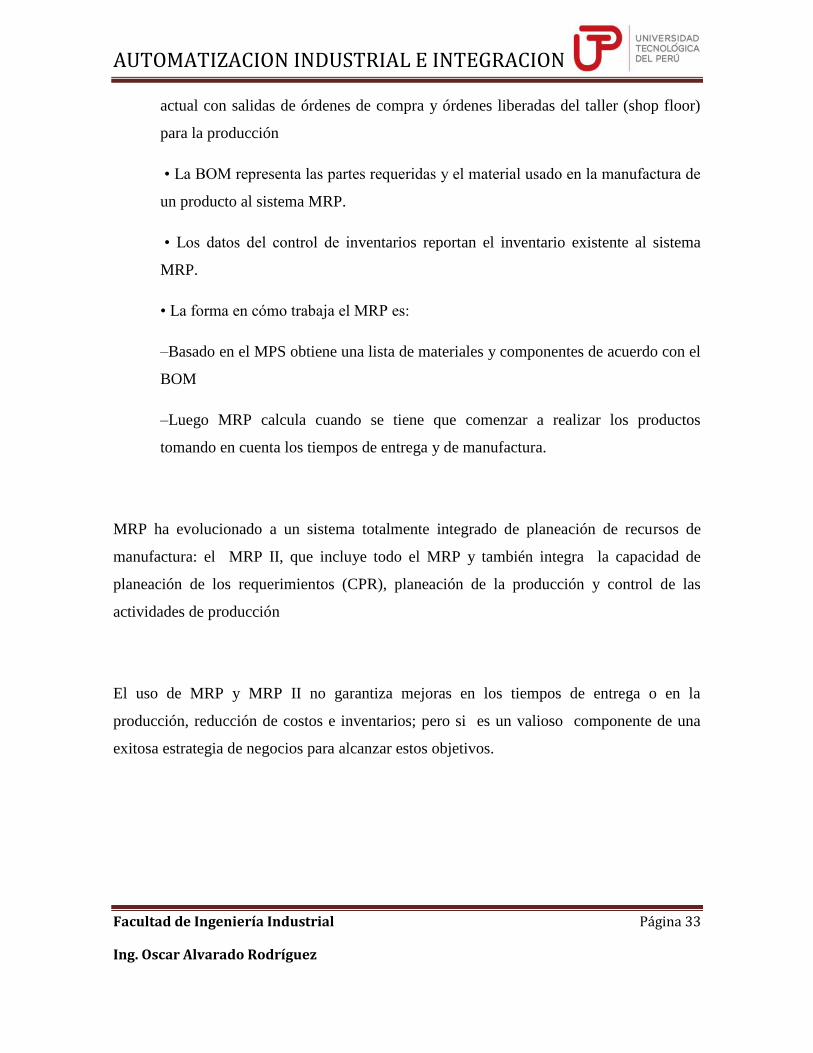
• MRP (Material Requirement Planning) es el método usado para derivar el
calendario maestro de la producción (MPS) a partir de pronósticos y/o órdenes de
venta
• MRP ha evolucionado a través de los años en un sistema en fase con el tiempo,
controlando los inventarios para la manufactura
• MRP está basado en las listas de materiales (Bill Of Materials) para la producción
que esta especificada en el calendario maestro de producción (MPS) y el inventario
AUTOMATIZACION INDUSTRIAL E INTEGRACION
Facultad de Ingeniería Industrial Página 33
Ing. Oscar Alvarado Rodríguez
actual con salidas de órdenes de compra y órdenes liberadas del taller (shop floor)
para la producción
• La BOM representa las partes requeridas y el material usado en la manufactura de
un producto al sistema MRP.
• Los datos del control de inventarios reportan el inventario existente al sistema
MRP.
• La forma en cómo trabaja el MRP es:
–Basado en el MPS obtiene una lista de materiales y componentes de acuerdo con el
BOM
–Luego MRP calcula cuando se tiene que comenzar a realizar los productos
tomando en cuenta los tiempos de entrega y de manufactura.
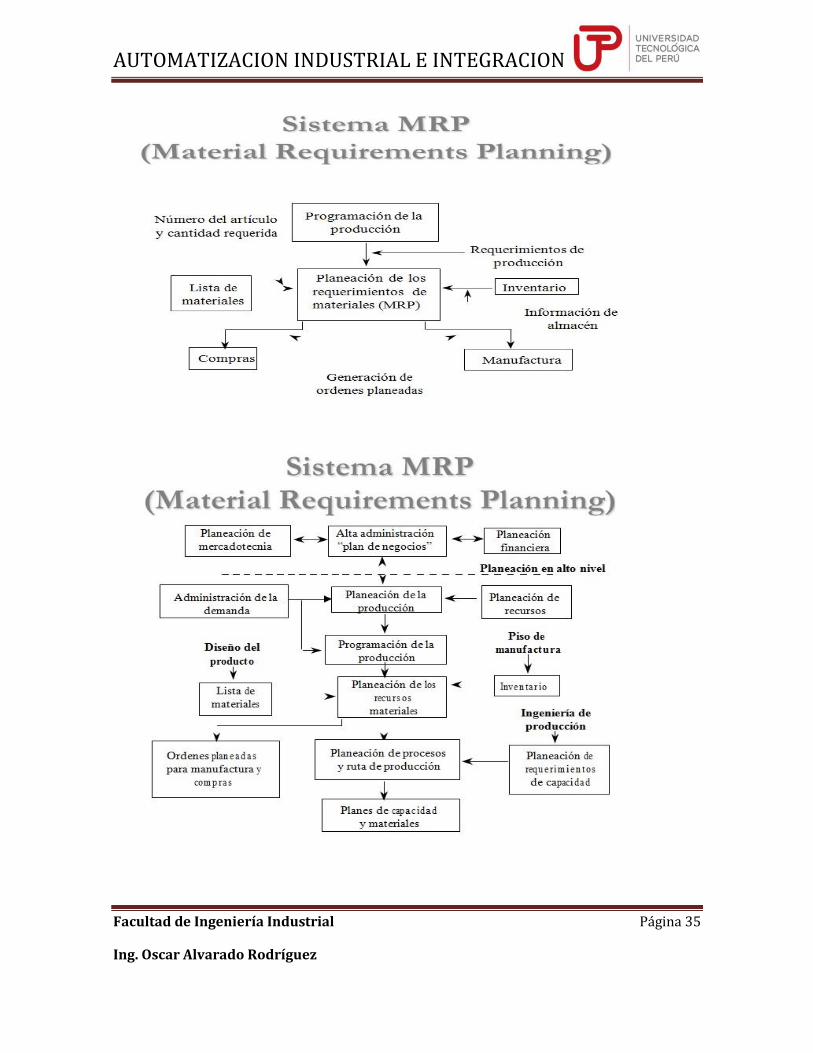
MRP ha evolucionado a un sistema totalmente integrado de planeación de recursos de
manufactura: el MRP II, que incluye todo el MRP y también integra la capacidad de
planeación de los requerimientos (CPR), planeación de la producción y control de las
actividades de producción
El uso de MRP y MRP II no garantiza mejoras en los tiempos de entrega o en la
producción, reducción de costos e inventarios; pero si es un valioso componente de una
exitosa estrategia de negocios para alcanzar estos objetivos.
AUTOMATIZACION INDUSTRIAL E INTEGRACION
Facultad de Ingeniería Industrial Página 34
Ing. Oscar Alvarado Rodríguez
Un MRP genera simplemente planeaciones y requerimientos que bien no podrían ser
alcanzados por la empresa. Es por eso que surge el MRPII, el cual maneja información de
retroalimentación que le permite tener funciones como la planeación de capacidades,
control de piso. También se tiene enlace con los sistemas financieros de la compañía.
Generalmente los MRPII tienen 2 características básicas adicionales con respecto a los
MRP´s:
• Un sistema financiero y operacional. Cubre los aspectos de negocios de la
compañía como ventas, producción, ingeniería inventarios y contabilidad• Un
simulador. Pueden simular planes de producción y la toma de decisiones
administrativas.
MRP II depende de 3 factores:
–Demanda dependiente vs. Independiente. La Primera, cuando un componente de
un producto es parte de otro o de otros productos. La última se refiere a las partes o
productos que no son usados en ningún otro producto.
–El Tiempo principal de manufactura: en la producción por lotes es complejo
debido a los frecuentes cambios de preparación; es más estable en la producción en
masa.
–El tiempo principal de las órdenes es el tiempo entre el punto de ordenamiento y el
tiempo en que el material se encuentra en el inventario.
Artículos comúnmente usados son los materiales en bruto que son utilizados para
una variedad de productos.
El MRP II funciona bien si estos factores están bajo control
AUTOMATIZACION INDUSTRIAL E INTEGRACION
Facultad de Ingeniería Industrial Página 35
Ing. Oscar Alvarado Rodríguez

AUTOMATIZACION INDUSTRIAL E INTEGRACION
Facultad de Ingeniería Industrial Página 36
Ing. Oscar Alvarado Rodríguez
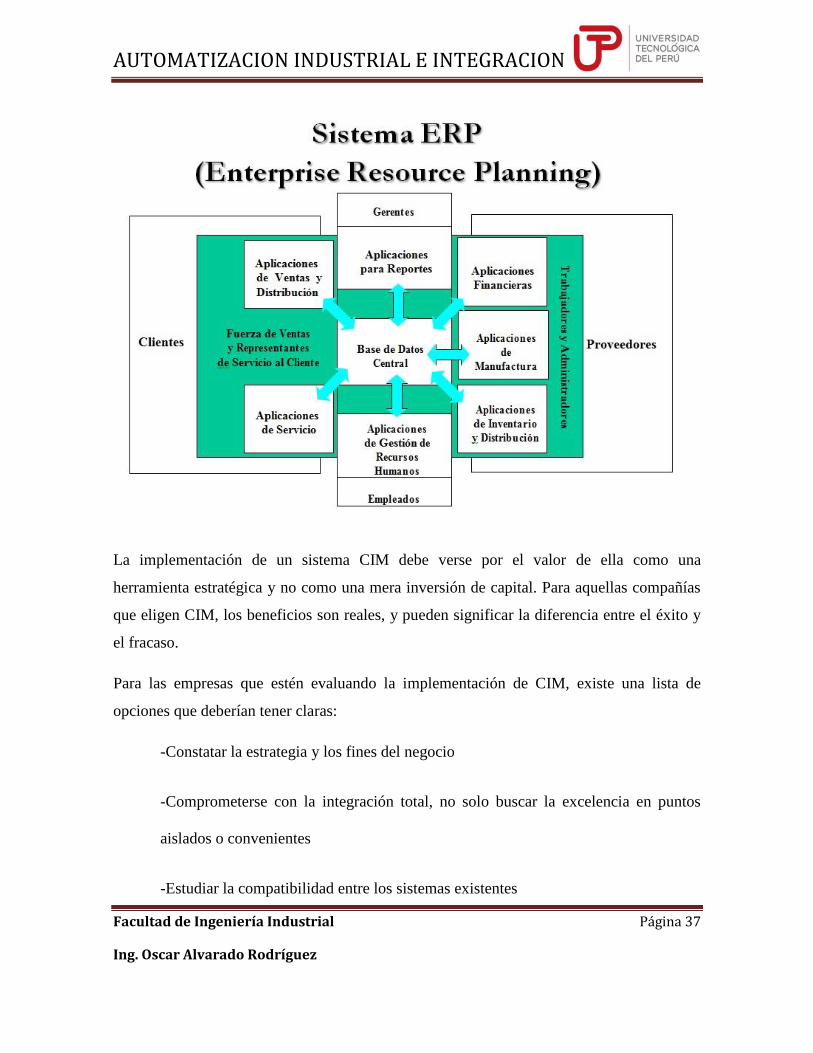
Conceptos de ERP
El término ERP fue inventado por The Gartner Group of Stamford, Connecticut.
Esencialmente, ERP concierne en asegurar que las decisiones de las firmas de manufactura
no sean hechas sin tomar en cuenta su impacto en la cadena de suministro para arriba y
para abajo. Tomando además, que las decisiones de producción son afectadas por y
afectan todas las otras áreas principales en los negocios, incluyendo ingeniería,
contabilidad, y mercadotecnia.
ERP (Enterprise Resource Planning) es un software conjunto integrado de finanzas,
distribución y manufactura con interfaces con algunas otras aplicaciones.
Características de ERP
•El software ERP no requiere que un negocio cambie sus prácticas, ERP se adapta a
las reglas de los negocios.
•Mientras que MRP II programaría una Planta, ERP programa múltiples plantas
completas, a toda la organización global.
•Operan vía bases de datos integradas y básicamente en un conjunto de datos.
•Están escritos fundamentalmente en lenguajes de cuarta generación.
AUTOMATIZACION INDUSTRIAL E INTEGRACION
Facultad de Ingeniería Industrial Página 37
Ing. Oscar Alvarado Rodríguez
La implementación de un sistema CIM debe verse por el valor de ella como una
herramienta estratégica y no como una mera inversión de capital. Para aquellas compañías
que eligen CIM, los beneficios son reales, y pueden significar la diferencia entre el éxito y
el fracaso.
Para las empresas que estén evaluando la implementación de CIM, existe una lista de
opciones que deberían tener claras:
-Constatar la estrategia y los fines del negocio
-Comprometerse con la integración total, no solo buscar la excelencia en puntos
aislados o convenientes
-Estudiar la compatibilidad entre los sistemas existentes
AUTOMATIZACION INDUSTRIAL E INTEGRACION
Facultad de Ingeniería Industrial Página 38
Ing. Oscar Alvarado Rodríguez
-Comprometerse a manejar toda la información de manera digital
-Estar de acuerdo con las normas y estándares existentes
-Tener aptitud para aprender del nuevo hardware y software
-Tener aptitud para aprender de la experiencia de otras compañías
-Conocer de las tecnologías JIT y de grupo
-Ajustar los departamentos y las funciones de cada uno para manejar una
organización en red
-Usar fuentes externas (Universidades, asociaciones profesionales y consultores
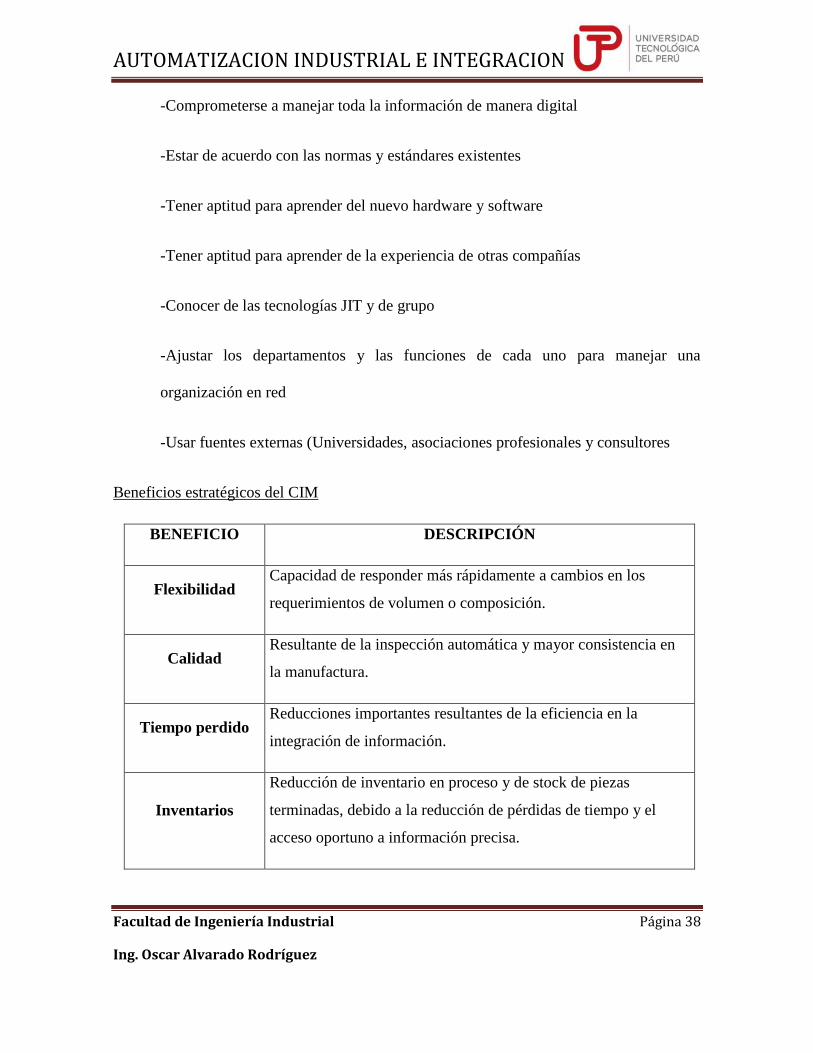
Beneficios estratégicos del CIM
BENEFICIO DESCRIPCIÓN
Flexibilidad Capacidad de responder más rápidamente a cambios en los
requerimientos de volumen o composición.
Calidad Resultante de la inspección automática y mayor consistencia en
la manufactura.
Tiempo perdido Reducciones importantes resultantes de la eficiencia en la
integración de información.
Inventarios
Reducción de inventario en proceso y de stock de piezas
terminadas, debido a la reducción de pérdidas de tiempo y el
acceso oportuno a información precisa.
AUTOMATIZACION INDUSTRIAL E INTEGRACION
Facultad de Ingeniería Industrial Página 39
Ing. Oscar Alvarado Rodríguez
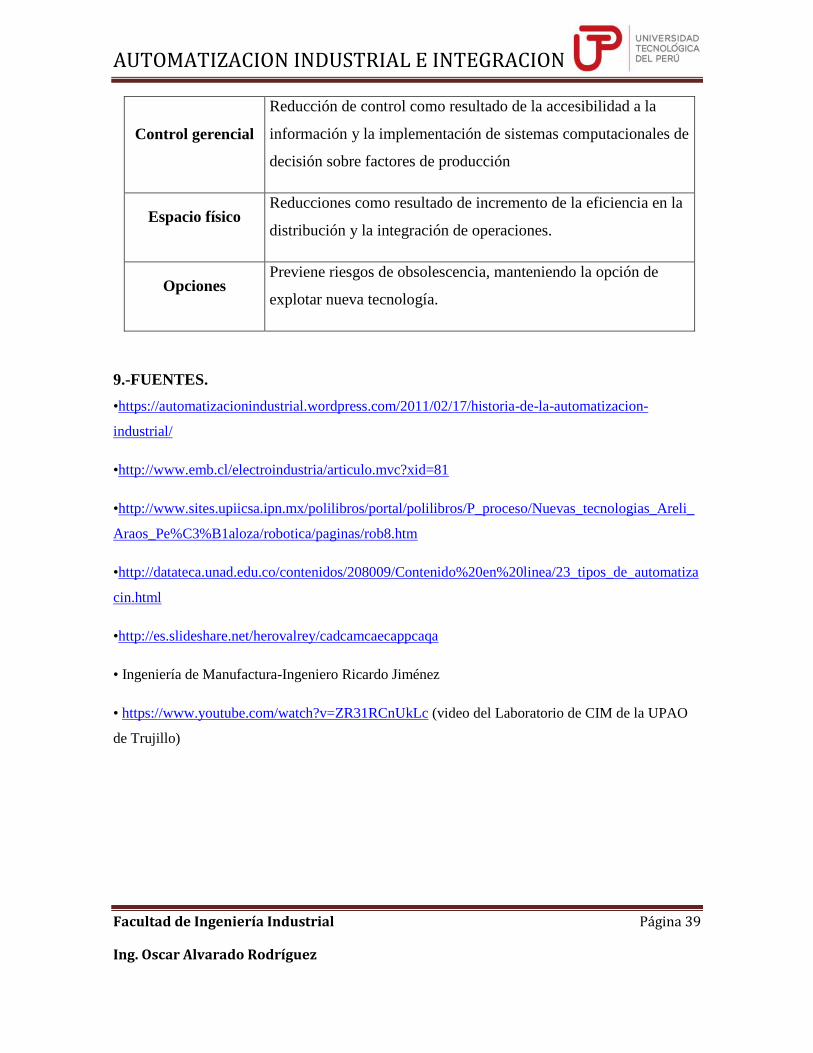
Control gerencial
Reducción de control como resultado de la accesibilidad a la
información y la implementación de sistemas computacionales de
decisión sobre factores de producción
Espacio físico Reducciones como resultado de incremento de la eficiencia en la
distribución y la integración de operaciones.
Opciones Previene riesgos de obsolescencia, manteniendo la opción de
explotar nueva tecnología.
9.-FUENTES.
•https://automatizacionindustrial.wordpress.com/2011/02/17/historia-de-la-automatizacion-
industrial/
•http://www.emb.cl/electroindustria/articulo.mvc?xid=81
•http://www.sites.upiicsa.ipn.mx/polilibros/portal/polilibros/P_proceso/Nuevas_tecnologias_Areli_
Araos_Pe%C3%B1aloza/robotica/paginas/rob8.htm
•http://datateca.unad.edu.co/contenidos/208009/Contenido%20en%20linea/23_tipos_de_automatiza
cin.html
•http://es.slideshare.net/herovalrey/cadcamcaecappcaqa
• Ingeniería de Manufactura-Ingeniero Ricardo Jiménez
• https://www.youtube.com/watch?v=ZR31RCnUkLc (video del Laboratorio de CIM de la UPAO
de Trujillo)