industrial resource recovery practices: textile mill …infohouse.p2ric.org/ref/26/25037.pdfdraft...
TRANSCRIPT

DRAFT FINAL REPORT
INDUSTRIAL RESOURCE RECOVERY PRACTICES: TEXTILE MILL PRODUCTS INDUSTRIES
(SIC 22)
EPA Contract No. 68-01-6000
Prepared for
U.S. ENVIRONMENTAL PROTECTION AGENCY Office of Solid Waste (WH-565)
Washington, D.C. 20460 Attention: Mr. Michael J. Petruska
by
F R A N K L I N ASSOCIATES, LTD. Suzanne Chesnut Metzler
Robert G. Hunt
Under Subcontract to JRB ASSOCIATES
June 1982

PREFACE
This report is one of a series being prepared by Franklin Associates, Ltd., and JRB Associates under EPA Contract No. 68-01-6000. JRB is the prime contractor. The project officer for the prime contractor is Doug Ruby. Pro- ject officer for the study is Mr. Michal J. Petruska.
This study addresses resource recovery practices in the Textile Mill Products Industry (SIC 22) . The specific objective of this study is to produce a report which summarizes the current state-of-the-art of resource recovery and evaluates the potential for advancement of such activities; and produce a comprehensive industrial waste resource recovery library.
I ,
. - The completion of this study involved collecting available information concerning resource recovery through extensive literature searches and contact with government agencies (EPA and USDA), knowledgeable industry professionals, trade associations, university research departments, and individual textile mills. This information was reviewed and assimilated to identify the current resource recovery practices used within the textile industry.
The project team greatly appreciates the assistance received from Mr. Michael J. Petruska in performing this work, and also the general guidance and encouragement received from Ms. Penelope Hansen.

TABLE OF CONTENTS
r
- _
EXECUTIVE SUMMARY 1.0 INTRODUCTlON 2.0 TEXTILE MILL PRODUCTS INDUSTRY OVERVIEW
2.1 CHARACTERIZATION OF THE TEXTILE INDUSTRY 2.1.1 S t r u c t u r e and Organization of t h e Industry 2.1.2 Raw Materials 2.1.3 Indus t ry Trends
2.2 TECHNOLOGY OF THE TEXTILE INDUSTRY 2.2.1 2.2.2
2.2.3 2.2.4
2.2.5 2.2.6 2.2.7
Wool Scouring M i l l Wool F in ish ing M i l l 2.2.2.1 Scouring 2.2.2.2 Carbonizing 2.2.2.3 F u l l i n g 2.2.2.4 Bleaching 2.2.2.5 Dyeing 2.2.2.6 Finish ing Dry Processing (Greige) M i l l Woven Fabr ic F in i sh ing M i l l 2.2.4.1 Desizing 2.2.4.2 Scouring 2.2.4.3 Mercerizing 2.2.4.4 Bleaching 2.2.4.5 Dyeing 2.2.4.6 P r i n t i n g 2.2.4.7 Spec ia l F in ishes Knit Fabr ic F in ish ing M i l l Carpet Mill Stock and Yarn Dveina and Fin ish ing Mill .- I
2.3 WASTE STREAM CHARACTERISTICS 2.4 WASTE STREAM QUANTITIES
2.4.1 Cotton Processing 2.4.2 Wool Processing 2.4.3 Syn the t i c s Processing
2.4.3.1 Rayon 2.4.3.2 Aceta te 2.4.3.3 Nylon 2.4.3.4 Acrylic/Modacrylic 2.4.3.5 Polyes te r 2.4.3.6 Synthe t ic Blends
Sludges from Waste Water Treatment 2.4.4 Tota l Mill Wastes 2.4.5
2.5 POTENTIAL HAZARDOUS WASTES 3.0 STATE-OF-THE-ART RESOURCE RECOVERY I N THE TEXTILE MILL
PRODUCTS IhQlJSTRY 3 . 1 MATRIX DEVELOYMENT AND STRUCTURE
e5-1 1-1 2-1 2-2 2-2 2-3 2-3 2-7 2-8 2-8 2-11 2-11 2-11 2-12 2-12 2-13 2-13 2-13 2-15 2-15 2-17 2-18 2-18 2-20 2-20 2-21 2-21 2-24 ,
2-38 2-38 2-39 2-40 2-40 2-41 2-41 2-42 2-43 2-43 2-43 2-43 2-44
3-1 3-1
2-p1
iii

I.
3.1.1 Matrix Waste Streams 3-1
3.1.3 3.1.2 Matrix Resource Recovery Technologies 3- 3
Waste Mate r i a l Transfer Codes 3-3 3.2 MATRIX APPLICATION 3-4
Matrix Technology Development S t a t e and
4.0 RESOURCE RECOVERY TECHNOLOGY DESCRIPTIONS 4-1 4.1 DIRECT RECYCLE OF DYEBATH WASTE WATERS 4-1 4.2 CHEMICAL RECOVERY 4 -2
4.2.1 Size Recovery 4-2 4.2.2 Dye Chemicals Recovery 4-3 4.2.3 Sodium Hydroxide Recovery 4-4 4.2.4 Ammonia Recovery 4-4 4.2.5 Solvent Recovery 4-4 4.2.6 O i l Recovery 4-5
4.3.1 Wool Grease Recovery 4-7 4.3.2 Land Appl ica t ion 4-7 4.3.3 Sludge I n c i n e r a t i o n 4-7 4.3.4 Anaerobic Methane Generation 4-a 4.3.5 Magnesium Recovery and Reuse 4-8
4.2.7 Aluminum Oxide Recovery 4-6 4.3 SLUDGE RECOVERY 4-6
5.0 SELECTED RESOURCE RECOVERY PROCESSES AND WASTE MANAGEMENT
5 . 1 APPROACHES 5-1
GREATER APPLICATION 5-1 ANALYSIS OF RECOVERY PROCESSES W I T H POTENTIAL FOR
5.1.1 Technological S e l e c t i o n Cr i t e r ion 5-3 5 . 1 . 2 Economic S e l e c t i o n Cr i t e r ion 5-3 5.1.3 Regulatory S e l e c t i o n Cr i t e r ion 5-5 5.1.4 I n s t i t u t i o n a l S e l e c t i o n Cr i t e r ion , 5-8 5.1.3 Summary of Ana lys i s 5-10
' 5 . 2 K E Y AREAS FOR FURTHER RESEARCH AND DEVELOPMENT Direct Recycle of Dyebath Waste Waters 5.2.1
5.2.2 Size Recovery by U l t r a f i l t r a t i o n 5-12 5.2.3 Size Recovery by P r e c i p i t a t i o n 5-12 5.2.4 I n c i n e r a t i o n of T e x t i l e Sludge 5-13
REFERENCES REF-1 BIBLIOGRAPHY B I B - 1 APPENDIX A A- 1 APPENDIX B B-1
APPENDIX D D-1 APPENDIX C c-1
i v

LIST OF TABLES
1982 Fiber Consumption Forecasts 2-4 U . S . Mill Fiber Consumption 2-5 Average Annual Rate of Growth in Fiber Consumption 2-6 U.S. Consumption of Textile Dyebath Additives, 1980 to 1986 2-7
Cotton Processing Waste Stream Characteristics 2-27 Chemicals Present in Cotton Dyebaths 2-29 Wool Processing Waste Stream Characteristics 2-30 Chemicals Present in Wool Dyebaths 2-31 Synthetics Processing Waste Stream Characteristics 2-32 Chemicals Used in Application of Dyes 2-35 Types of Dyes Used in the Textile Industry 2-37 Aqueous Pollutants from Textile Processes A-1 BOD Contributed by Cotton Fabric Manufacturing Processes B-1 Total Suspended Solids (TSS) Contributed by Cotton Fabric Manufacturing Processes B-3
Total Dissolved Solids (TDS) Contributed by Cotton Fabric Manufacturing Processes B-5
Characteristics of Waste Water by pH from Cotton Fabric Manufacturing Processes B-7
Color Contributed by Cotton Fabric Manufacturing Pocesses B-8 Oil and Grease Contributed by Cotton Fabric Manufacturing Processes B-10
Toxic Material/Detergent Nutrient Contributed by Cotton Fabric Manufacturing Processes B-11
BOD Contributed by Wool Wet Processes B-13 Total Solids Contributed by Wool Wet Processes B-14 Characteristics of Waste Water by pH from Wool Wet Processes B-$i
An Example of Pollutional Loads Contributed by Wool Wet Processes B-16
BOD Loads Contributed by Rayon Fiber Processes B-17
by Fiber Processes B-18
Rayon Fiber Processes B-19 BOD Loads Contributed by Acetate Fibers B-20 Total Solids and Total Suspended Solids Contributed by Acetate Fiber Processes B-21
An Example of Pollutional Loads Contributed by Acetate Fiber Processes B-22
Total Solids and Total Suspended Solids Contributed by Nylon Fiber Processes B-23
An Example of Pollutional Loads Contributed by Nylon Fiber Processes B-24
Total Solids and Total Suspended Solids Contributed
An Example of Pollutional Loads Contributed by
Table
2-1 2-2 2-3 2-4
2-5 2-6 2-7 2-8 2-9 2-10 2-11 A-1 B-1 B-2
B-3
B-4
B- 5 B-6
B-7
B-8 B-9 B-10
B-11
B-12 B-13
B-14
B-15 B-16
B-17
B-18
B-19
T
V

Table
B-20
B-21
B-22
B-23 B-24
B-25
B-26
B-27
-
c- 1 c-2
c-3
c-4
c-5
C-6
c-7
D-1 D-2 D- 3 D-4 D-5 D-6 D-7
BOD Loads Contributed by Acrylic/Modacrylic Fibers
Total Solids and Total Suspended Solids Contributed by
A n Example of Pollutional Loads Contributed by Acrylic/
BOD Loads Contributed by Polyester Fiber Processes Total Solids and Total Suspended Solids Contributed
An Example of Pollutional Loads Contributed by Poly-
Pollutional Loads Contributed by 50/50 Cotton/Polyester
Pollutional Loads Contributed by 50/50 Cotton/Polyester
Processes
Acrylic/Modacrylic Fibers Processes
Modacrylic Fibers Processed
by Polyester Fiber Processes
ester Fiber Processes
Blend Fabric Manufacturing Processes
Blend Fabric Manufacturing Processes Including Scouring or Partial Bleaching
Mills
Mills
Mills
Finishing Mills
Finishing Mills
Carpet Mills
Yarn Dyeing and Finishing Mills
Established Waste Water Characteristics, Wool Scouring
Established Waste Water Characteristics, Wool Finishing
Established Waste Water Characteristics, Dry Processing
Established Waste Water Characteristics, Woven Fabric
Established Waste Water Characteristics, Knit Fabric
Established Waste Water Characteristics, Integrated
Established Waste Water Characteristics, Stock and
Wool Scouring Sludge Analysis Wool Fabric Dyeing and Finishing Sludge Analysis Woven Fabric Dyeing and Finishing Sludge Analysis Knit Fabric Dyeing and Finishing Sludge Analysis Tufted Carpet Dyeing and Finishing Sludge Analysis Yarn and Stock Dyeing and Finishing Sludge Analysis EP Toxicity Analysis of Textile Sludges
8-25
B-26
B-27 B-28
B-29
B-30
B-31
B-32
c-1
c-2
c-3
c-4
c-5
C-6
c-7
D-3 D-4 D-5 D-6 D-7
vi

LIST OF FIGURES
Figure
ES-1
2-1 2-2 2-3 2-4 2-5 2-6 2-7 3-1
. - 5-1
5-2
5-3
5-4
5-5
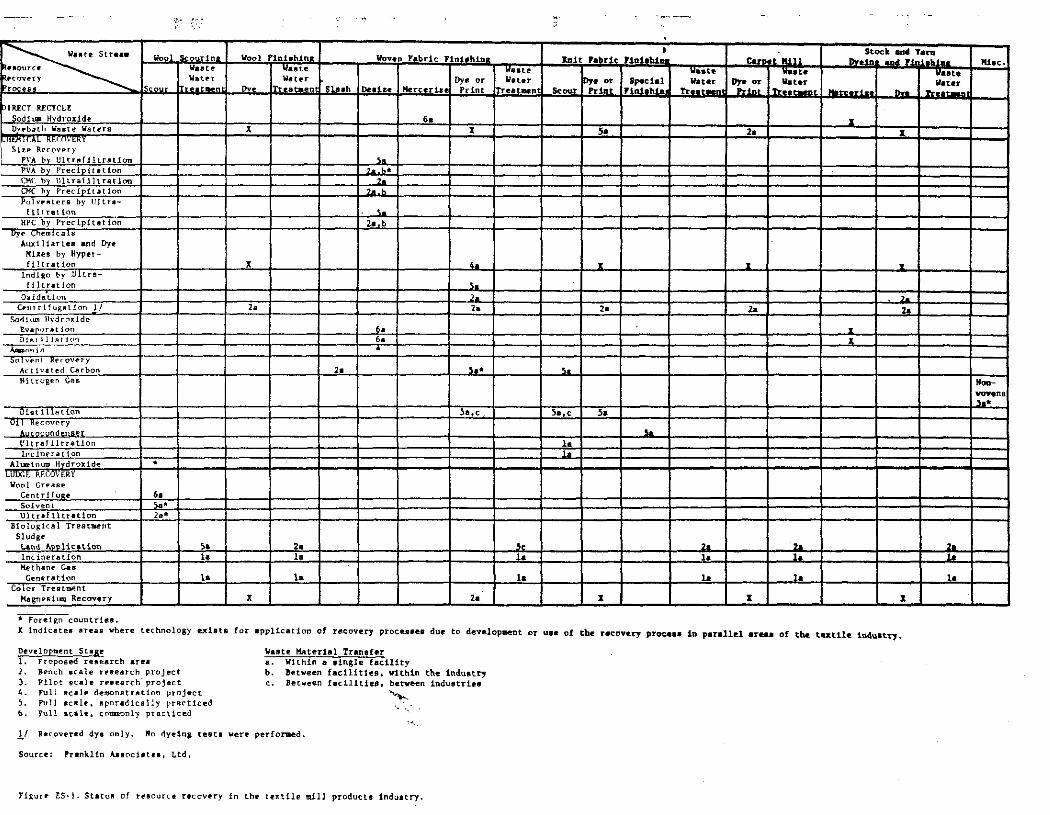
Status of resource recovery in the textile mill products industry
Wool scouring mill Wool finishing mill Dry processing (Greige) mill Woven fabric finishing mill Knit fabric finishing mill Carpet mill Stock and y a m dyeing and finishing mill Status of resource recovery in the textile mill
Technological advantages and disadvantages of
Economic advantages and disadvantages of selected
Regulatory advantages and disadvantages of selected
Institutional advantages and disadvantages of
Overview of selected resource recovery processes
products history
selected resource recovery processes
resource recovery processes
resource recovery processes
selected resource recovery processes
e5-4 2-9 2-10 2-14 2-16 2-22 2-23 2-5
3-2
5-4
5-6
5-7
5-9 5-11
.....
v i i

EXECUTIVE SUMMARY
This report is one of a series being prepared by Franklin Associates, Ltd. and JRB Associates for the U.S. Environmental Protection Agency, Office of Solid Waste and Emergency Response, evaluating the status of resource recovery practices in various industry groups. The state-of-the-art of resource re- covery practices in the Textile Mill Products Industry (SIC 22) is detailed within this report. Completion of this study involved collection of avail- able information concerning resource recovery through extensive literature searches and contacts with government agencies, knowledgeable textile in- dustry professionals, equipment manufacturers, trade associations, university research departments, and individual textile mills. A l l of this information has been compiled and is included in a comprehensive industrial resource recovery library at EPA as part of this project.
Industry Perspective
The Textile Mill Products Industry is composed o f nine SIC sub- categories :
0 0
0
0
0
0
0
0
0
Broad woven fabric mills, cotton (221) Broad woven fabric mills, man-made fiber and silk (222) Broad Woven fabric mills, wool (223) Narrow fabrics and other small wares mills: cotton, wool, silk, and man-made fiber (221) Knitting mills (225) Dyeing and finishing textiles, except wool fabrics and knit goods (226) Floor covering mills (227) Yarn and thread mills (228) L . Miscellaneous textile goods (229) r'
7 .
I . . categories considered are:
For the purposes of this report, these subcategories were regrouped by manufacturing process type due to similarities in wastes produced. The
o Wool scouring mill ~. o Wool finishing mill
o Dry processing mill o Woven fabric finishing mill o Knit fabric finishing mill o Carpet mill o Stoch and yarn dyeing and finishing mill ,
1 1 ~
*".

i
This grouping i s c o n s i s t a n t w i t h that used by EPA (8) (9) . All of t h e s e mills produce s ignif icant q u a n t i t i e s of contaminated waste streams e x c e p t f o r t h e dry p rocess ing mills which produce only o c c a s i o n a l and low volumes of equipment wash waters . cons ide red w i t h i n the scope of t h i s p r o j e c t .
Scrap, s c r a p recovery and s c r a p reuse i s n o t
T e x t i l e mills va ry g r e a t l y i n s i z e , w i t h 43 p e r c e n t having less t h a n twenty employees, bu t t h e average number of employees per m i l l i s 122 employees. The larger m i l l s are t y p i c a l l y v e r t i c a l l y i n t e g r a t e d , in- c l u d i n g bo th dry p rocess ing and f a b r i c f i n i s h i n g o p e r a t i o n s . It is these l a r g e , v e r t i c a l l y i n t e g r a t e d m i l l s which can most e f f e c t i v e l y use t h e re- s o u r c e r ecove ry p rocesses d i s c u s s e d w i t h i n t h i s r e p o r t .
I
The raw materials of t h e t e x t i l e i n d u s t r y i n c l u d e both n a t u r a l f i b e r s , (wool, c o t t o n , e t c . ) , s y n t h e t i c f i b e r s , ( p o l y e s t e r , rayon, e t c . ) , p r o c e s s i n g chemicals ( s i z e , dyes , e t c . ) . w a t e r , and energy. Trends of raw m a t e r i a l s usage have been a f f e c t e d by f a s h i o n t r e n d s (e.g., i n c r e a s e i n p o l y e s t e r u se ) , p rocess ing c o s t s , a v a i l a b i l i t y (e.g.. water ) and regu- l a t i o n s ( e .g . , c o t t o n d u s t ) .
I ' - - I
T e x t i l e M i l l P rocesses
T e x t i l e m i l l p r o c e s s e s v a r y depending on t h e type of f i b e r b e i n g p rocessed and the end product of manufacture. In g e n e r a l , t he f i r s t s t e p is f i b e r c leaning . Na tu ra l f i b e r s r e q u i r e t h e most e x t e n s i v e c l e a n i n g , e s p e c i a l l y wool, whi le s y n t h e t i c s r e q u i r e only a l i g h t scour . is then p repa red f o r weaving or k n i t t i n g , where a p p r o p r i a t e . Weaving r e q u i r e s t h e a p p l i c a t i o n of s i z e t o make t h e f i b e r s t r o n g and p reven t breakage. K n i t t i n g r e q u i r e s t h e use of k n i t t i n g o i l s . Both s i z e and k n i t t i n g o i l s must be removed p r i o r t o dyeing or p r i n t i n g . Whether t o dye or p r i n t depends on the f i n a l p roduct , and t o a l a r g e e x t e n t on f a s h i o n t r e n d s . The type of d y e s and dye a u x i l i a r i e s chosen a r e dependent: on f i b e r , t y p e and d e s i r e d shade. i n g may be employed, once aga in , depending on f i b e r type and end product .
The f i b e r
L Other p r o c e s s e s such a s m e r z e r i z a t i o n and moth,&oof-
L_ Resource Recovery P r a c t i c e s
F i f t y - f o u r r e s o u r c e r ecove ry p rocesses have been i d e n t i f i e d which e i t h e r have been used or have t h e p o t e n t i a l f o r use w i t h i n the t e x t i l e i n - d u s t r y . These resource recovery t e c h n o l o g i e s f a l l i n t o t h r e e major c a t e - gor i e s :
o D i r e c t r e c y c l e o Process chemicals r ecove ry o Waste water t rea tment s ludge u t i l i z a t i o n .
h..

The s t a t e -o f - the -a r t o f resource recovery i n t h e i n d u s t r y was determined based on e v a l u a t i o n of in fo rma t ion from l i t e r a t u r e and knowledge- a b l e I n d u s t r y sources . i d e n t i f i e d resource recovery p r o c e s s e s , the m a t e r i a l be ing recovered, and t h e e x t e n t of use of t h e r e s o u r c e recovery technology throughout the t e x t i l e i n d u s t r y .
This e v a l u a t i o n involved examination of each of the
The e v a l u a t i o n of t h e s t a t e - o f - t h e - a r t of t h e 54 resource recovery p r o c e s s e s is summarized i n a m a t r i x , d i sp l ayed i n F igure 1, which i s de f ined
l by t h e f o l l o w i n g f o u r s tudy areas:
o T e x t i l e i n d u s t r y waste s t reams ( h o r i z o n t a l a x i s ) o Applicable resource recovery technologies ( v e r t i c a l
a x i s ) o S t a t e of development of the resource recovery tech-
n o l o g i e s as a p p l i e d t o s p e c i f i c waste streams (numerical m a t r i x code)
m a t r i x code) o Transfer and use of recovered m a t e r i a l s ( a l p h a b e t i c a l
L.̂
t,: I,. i P;
The s t a t e - o f - t h e - a r t of recovery t echno log ie s v a r i e s i n a p p l i c a t i o n throughout t h e i n d u s t r y . Of t h e r e s o u r c e recovery technologies whose l e v e l of u t i l i z a t i o n i s known, e i g h t p e r c e n t a r e p r a c t i c e d widely throughout t he i n d u s t r y . An a d d i t i o n a l 29 p e r c e n t of t h e recovery p rocesses are p r a c t i c e d s p o r a d i c a l l y a t t he i n d u s t r i a l l e v e l . tested a t t h e l a b o r a t o r y l e v e l w i t h the remaining 23 pe rcen t being proposed r ecove ry p r o c e s s e s . Most of t h e recovery p rocesses i n t h e s e l a s t two c a t e - g o r i e s a r e d i r e c t e d toward s ludge u t i l i z a t i o n .
A c t i v i t i e s w i t h P o t e n t i a l f o r F u r t h e r Implementation
Another 40 percen t a r e s t i l l being
Of the 54 resource r ecove ry p rocesses e v a l u a t e d , 11 processes appear t o have t h e g r e a t e s t p o t e n t i a l f o r f u r t h e r a p p l i c a t i o n w i t h i n the t e x t t l e i n d u s t r y :
0 0
0
0
0
0
0
0
0
0
0
D i r e c t r e c y c l e of sodium hydroxide D i r e c t r e c y c l e of dyebath wastewaters S ize recovery by u l t r a f i l t r a t i o n S ize recovery by p r e c i p i t a t i o n Mixed dye and dye a u x i l i a r y recovery by h y p e r f i l t r a t i o n Pure dye recovery by h y p e r f i l t r a t i o n Sodium hydroxide r ecove ry by evapora t ion and d i s t i l l a t i o n Solvent recovery w i t h a c t i v a t e d carbon Solvent recovery w i t h n i t r o g e n gas Land a p p l i c a t i o n of t e x t i l e s ludge I n c i n e r a t i o n of t e x t i l e s ludge

These 11 resource recovery processes were selected based upon favorable combinations of technological, economic, regulatory, and insti- tutional factors.
Two of the 11 key recovery processes appear to have greatest potential for rapid implementation:
o o Size recovery by ultrafiltration
Direct recycle of dyebath wastewaters
In addition, two other processes currently proposed or supported only by laboratory research have good potential for future implementation:
o Size recovery by precipitation o Incineration of textile sludge
Resource recovery processes in these categories merit further research to adequately assess their potential for greater application and development.
1

1.0 WTRODUCTION
,- ! This study focuses on resource recovery from textile mill waste
streams. Emphasis has been placed on recovery of those wastes which may pose a potential threat to the environment, while recoverylreuse of water, energy, and scrap has not been considered, even though actual and potential recoverylreuse in these areas is considerable.
For the purpose of this study, resource recovery is defined as:
o Transfer of materials between different facilities (in the same or different industries) in which the
energy recovery operations. ~. waste receiver utilizes the waste in materials or
o Reuse of waste materials within the same facility for materials or energy recovery operations.
Each resource recovery practice I s classified according to the
This in- waste streams to which it is applicable, the use of the recovered material, and the current stage of development of the recovery practice. formation is summarized and presented in a matrix which presents the current state-of-the-art of resource recovery within the mining industry.
The information presented in the matrix is then evaluated with regard to the potential for advancing the state-of-the-art of resource re- covery. Those resource recovery practices with the greatest potential for advancement were identified and evaluated.
This report presents the results of an intensive investigation. An overview of the Textile Mill Production Industry was developed and pre- sented in Chapter 2, emphasizing those processes which produce contaminated waste streams. Chapter '2 also includes a careful evaluation of the waste stream constituents and a discussion of their pollution potential.
, f .
Chapter 3 presents a matrix which summarizes the s t a t u s of resource It also includes an explanation of how recovery within the textile industry.
the matrix can be used to analyze both the current status of resource recovery ' and the potential for advancement of the state-of-the-art.
Chpater 4 presents all of the resource recovery processes which have been utilized or proposed for use within the textile m i l l products industry. information :
The discussion includes, where available, the following
o A description of the resource recovery processes. o Any advantages (such as decreased raw materials
cost) from process reuse.
1-1
...

o Any d i sadvan tages (such as decreased product q u a l i t y ) due t o use of r ecove red process chemicals.
Chapter 5 h i g h l i g h t s s e l e c t e d resource recovery p r a c t i c e s u t i l i z e d The p rocesses included a r e t h o s e w i t h i n t h e t e x t i l e mill p r o d u c t s i n d u s t r y .
which have been determined by FAL t o have t h e g r e a t e s t p o t e n t i a l f o r expanded use w i t h i n t h e t e x t i l e i n d u s t r y . Each of t h e s e p rocesses i s c a r e f u l l y ana- lyzed u s i n g t e c h n i c a l , economical, r e g u l a t o r y , and i n s t i t u t i o n a l criteria t o determine t h e p o t e n t i a l f o r accep tance and increased u t i l i z a t i o n by t h e tex- t i l e m i l l p roduc t s i n d u s t r y .
Appendices of r e l e v a n t was te s t r eam d a t a , a l ist of r e f e r e n c e s , and a b ib l iog raphy a r e i n c l u d e d a t t h e end of t h e r e p o r t .
I..
1-2

I
T'
! s . -
2 . 0 TEXTILE MILL PRODUCTS INDUSTRY OVERVIEW
The Standard I n d u s t r i a l C l a s s i f i c a t i o n (SIC) Manual c l a s s i f i e s textile mill p r o d u c t s a s Major Group 22 and d i v i d e s t e x t i l e m i l l p roduc t s i n t o the f o l l o w i n g groups:
Group Number
2 2 1 222 223 224
225 226 227
229 228
Broad woven f a b r i c m i l l s , c o t t o n Broad woven f a b r i c m i l l s , man-made f i b e r and s i l k Broad woven f a b r i c m i l l s , wool ( i n c l u d i n g dyeing and f i n i s h i n g ) Narrow f a b r i c s and o t h e r smallwares m i l l s : c o t t o n , wool, s i l k , and man-made f i b e r K n i t t i n g m i l l s Dyeing and f i n i s h i n g t e x t i l e s , e x c e p t wool f a b r i c s and kni t goods F loor cove r ing mills Yarn and thread mills Misce l l aneous t e x t i l e goods
The manufacture of s y n t h e t i c f i b e r s f o r use i n f a b r i c s , f l o o r covering, y a r n , and t h r e a d i s i n c l u d e d i n SIC 282.
In g e n e r a l , t h e t e x t i l e m i l l conver t s n a t u r a l f i b e r s ( c o t t o n , wool, s i l k ) and s y n t h e t i c f i b e r s to v a r i o u s f a b r i c s , f l o o r cover ings , f i n i s h e d goods, yarn, t h r e a d , and cordage. The s p e c i f i c p r o c e s s i n g which must occur depends upon f i b e r t y p e and t h e d e s i r e d f i n a l end product . v a r i a t i o n among i n d i v i d u a l m i l l s i n t h e type of p r o c e s s i n g chosen.
I n a d d i t i o n , t h e r e i s
T e x t i l e p r o c e s s i n g occurs i n d i s t i n c t m i l l c a t e g o r i e s . These m i l l c a t e g o r i e s i n c l u d e :
?
I ..
1. Wool s c o u r i n g m i l l - - w e t c l e a n i n g of raw wool. 2 . Wool f i n i s h i n g mi l l - -p rocess ing of raw wool
t o f i n i s h e d wool f a b r i c . I n c l u d e s , where a p p r o p r i a t e , c a r b o n i z i n g , f u l l i n g , dye ing , b l e a c h i n g , r i n s i n g , and s p e c i a l f i n i s h i n g . Dry p r o c e s s i n g m i l l - - p r i m a r i l y g r i e g e mills which produce yarn and wovengriege goods. F a b r i c c o a t i n g , f a b r i c lamina t ing , t i r e cord and f a b r i c d ipping , c a r p e t - t u f t i n g , and c a r p e t backing a r e a l s o d r y p r o c e s s e s . With t h e excep t ion o f g r i e g e o p e r a t i o n s , was t e i s produced p r i m a r i l y due t o s p i l l a g e and c leanup. Griege m i l l s p rocesses i n c l u d e f i b e r p r e p a r a t i o n , s l a s h i n g , and weaving.
f i n i s h i n g of woven goods. P rocesses i n c l u d e d e s i z i n g , s c o u r i n g , merce r i z ing , dyeing, p r i n t i n g , and s p e c i a l f i n i s h e s . The degree of f i n i s h i n g depends l a r g e l y on f i b e r t y p e .
3.
4 . Woven f a b r i c f i n i s h i n g mill--dyeing and

5. Knit fabric finishing--manufacture of knit fabrics, hosiery, and apparel. Unit operations include: bleaching, dyeing, printing, and application of special finishes.
6 . Carpet mill--carpet manufacture. Unit operations include: bleaching, scouring, dyeing, printing, application of special finishes, and backing. Stock and yarn dyeing and finishing mill--cleaning, dyeing, and finishing of fiber stock or raw yarn to produce finished thread or yarn.
7 .
The following subsections will characterize the textile industry and Section 2 . 1 takes a broad look at the textile industry,
size and location of textile mills, typical raw materials, water its waste products. including: use requirements, and trends in textile manufacturing. closer look at textiles manufacturing operations. Schematics of the different m i l l categores are included showing unit operations and areas where liquid and solid wastes are produced. Waste Stream Characteristics is the topic of Section 2 . 3 . Becase waste water quality is to a large extent dependent upon the fiber being processed, this section is organized by fiber type. The quantity of waste water production is considered in Section 2 . 4 . ations are once again largely due to fiber type. The potential hazardous or toxic nature of textile wastes is considered in Section 2.5.
Section 2 . 2 takes a
Vari-
2.1 CHARACTERIZATION OF THE TMTILE INDUSTRY
Processing of natural fibers by spinning, dyeing, and weaving to produce fabric has been practiced for many thousand years. vancements have been the development of synthetic fibers and dyes, and the automization of weaving. porated into the textile mill and in the case of the automization of weav- ing patterns, the inventiveness of textile manufacturers is believed to have influenced the development of computers (1).
2 . 1 . 1 Structure and Organization of the Industry
The major ad-
Technical advancements have been readily incor-
,,. .- _I The 1977 Census of Manufactures reported 7,202 establishments
engaged in the manufacture of textile mill products (SIC 2 2 ) , but only 4 , 1 3 1 (57 percent) of these had more than 20 employees. The average number of employees per mill was 122 in 1977, indicating that many of the estab- lishments are quite large ( 2 ) .
. .~ . .: . .. . . *,,-
The majority of textile mills are located in the Southeast, Middle Atlantic, and the New England areas, primarily due to the historical prox- imity of natural fiber sources.

2.1.2 Raw Materials
United S t a t e s f i b e r consumption i n 1981 was dominated by man-made f i b e r a t 8.990 m i l l i o n pounds, followed by 2,770 m i l l i o n pounds of c o t t o n a n d 135.4 m i l l i o n pounds of wool. P o l y e s t e r is t h e most commonly used s y n t h e t i c f i b e r w i t h nylon i n second p l a c e (3) .
The t y p e of p r o c e s s i n g chemica l s and dyes used by t h e i n d u s t r y a r e f i b e r , equipment, and f a s h i o n dependent. The degree of p r i n t i n g VS.
dyeing, f o r i n s t a n c e , i s d i c t a t e d by f a s h i o n t rends . The processes used f o r t h e v a r i o u s f i b e r s a r e d i scussed in d e t a i l i n Sec t ion 2.2.
Water i s t h e o t h e r necessa ry r e s o u r c e f o r t h e o p e r a t i o n of most Water use r equ i r emen t s a r e q u i t e high f o r many processes . t e x t i l e m i l l s .
: Natural f i b e r s , e s p e c i a l l y wool and c o t t o n , have v e r y h igh water use . . - r equ i r emen t s due t o t h e i n i t i a l c l e a n i n g necessa ry t o remove n a t u r a l
i m p u r i t i e s . S y n t h e t i c f i b e r s do n o t r e q u i r e th i s i n i t i a l c l e a n i n g .
2.1.3 I n d u s t r y Trends
i
P r i o r t o World War 11, t h e only major f i b e r s used i n t e x t i l e manu- f a c t u r e were c o t t o n , l i n e n , s i l k , wool, and j u t e . After the war, s y n t h e t i c f i b e r s , e s p e c i a l l y p o l y e s t e r and polyamide began t o have an impact on the market. S y n t h e t i c f i b e r s have commanded a n i n c r e a s i n g p o r t i o n of t he market share w i t h each p a s s i n g y e a r . S y n t h e t i c s a r e e a s i e r t o p r o c e s s , r e q u i r i n g l i t t l e p r e p a r a t i o n p r i o r t o weaving, and o f t e n produce f a b r i c s w i t h pre- f e r r e d p r o p e r t i e s such a s permanent p r e s s . causing an i n c r e a s e i n p r i c e of s y n t h e t i c f i b e r s . This combined w i t h f a s h i o n changes i s c a u s i n g c o t t o n consumption t o make a s l i g h t comeback, a s shown i n Table 2-1. S y n t h e t i c s , however, w i l l cont inue t o dominate the market w i t h p o l y e s t e r a s t he primary a p p a r e l f i b e r and nylon a s the primary c a r p e t f i b e r ( 4 ) .
One of t he main f a c t o r s which may r e s u l t i n an e v e n t u a l decrease
Decontrol of o i l p r i c e s i s
4. i n c o t t o n consumption i s r e g u l a t i o n f o r p o l l u t i o n c o n t r o l . t i o n s l i m i t c o t t o n d u s t du r ing manufactur ing, and t h i s i s expected t o s t i m u l a t e manufac tu re r s t o swi t ch t o s y n t h e t i c f i b e r s . A t l e a s t one major manufac tu re r h a s a l r e a d y done so ( 5 ) .
OSHA regula-
The u s e of formaldehyde i n c o t t o n f i n i s h i n g p rocesses f o r c r e a s e r e s i s t a n c e i s under f i r e by consumer groups. I f the use of formaldehyde i s p r o h i b i t e d , c o t t o n consumption may expec t f u r t h e r d e c l i n e s , u n l e s s fash ion r e t u r n s t o t h e wrinkled look .
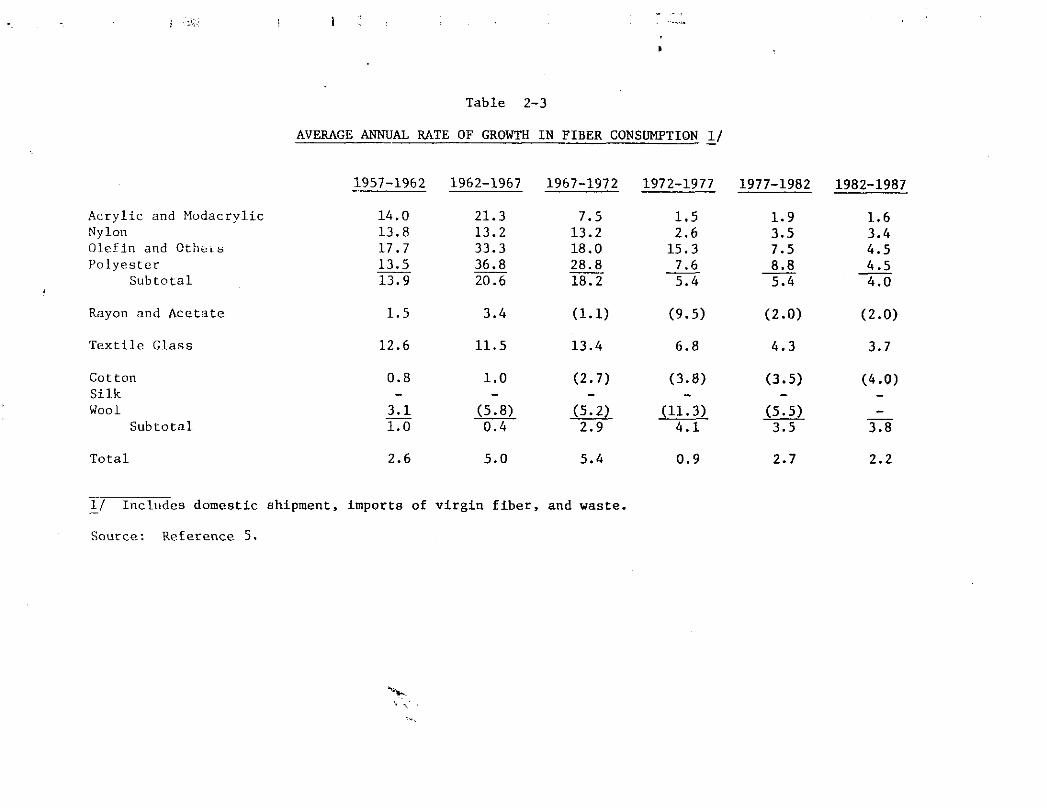
Cur ren t p r e d i c t i o n s a r e t h a t c o t t o n consumption w i l l d r o p t o 15 Pe rcen t of t h e market s h a r e by 1990 ( 6 1. Tables 2-2 and 2-3 give U.S. m i l l f i b e r consumption and the average growth i n f i b e r consumption by f i b e r from 1957 through 1987 ( 5 ) .
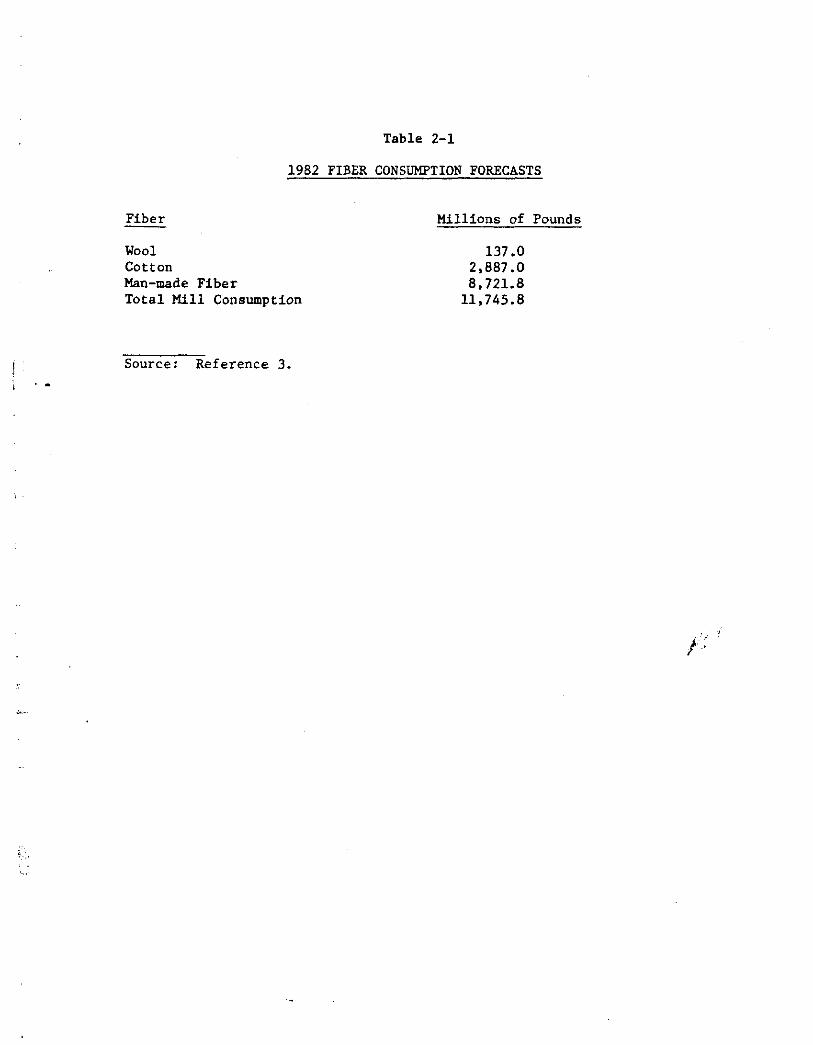
Table 2-1
1982 FIBER CONSUMPTION FORECASTS
Fiber
Wool Cotton Man-made Fiber Total Mill Consumption
-
I Source: Reference 3. ? , I -
Millions of Pounds
137 .O 2,887.0 8,721.8 11.745.8

F i b e r l M i l l i o n s of Pounds
Arcyl ic and Modacrylic Nylon Olef in and Others P o l y e s t e r
S u b t o t a l
Rayon :ind Aceta te
T e x t i l e Glass
Cotton Silk Wool
Sub t o t a l
T o t a l
Table .2-2
U . S . MILL FIBER CONSUMPTION
1957
84 316
20 78
498
1,208
97
4,040 8
369 4,417
6 ,220
-
-
1962
162 803
45 147 957
1 ,299
1 7 7
4,203 7
429 4,639
7,072
-
--
1967
426 1 ,119
189 704
2,438
1 ,535
304
4.414 3
319 4,736
9,013
- 1972
612 2,075
432 2,503 5,622
1 ,450
569
3,850 2
245 4,097
11,738
-
-
1977
660 2,354
680 3,609 7,303
880
791
3,174 3
134 3 ,311
12,285
- 1982
725 2,795
915 5,010 9,505
795
975
2,655 5
100 2,760
14,035
- 1987
785 3,310 1,215 6,235
-
11.545 7 20
1.115
2.165 5
100 2,270
15 ,650
Source: Reference 5.
Acry l i c and Modacrylic Nylon O l e f i n and C t h c l s P o l y e s t e r
S u b t o t a l
Rayon and Acetate
T e x t i l e Glass
Cotton Si1.k Wool
Sub t o t a l
T o t a l
Table 2-3
AVERAGE ANNUAL RATE OF GROWTH I N FIBER CONSUMPTION 1/ -
1957-1962 1962-1967 1967-1972 1972-1977 1977-1982
14.0 21.3 7.5 1.5 1.9 13.8 13.2 13.2 2.6 3.5 -~ 17.7 33.3 18.0 15.3 7.5
13.9 20.6 18.2 5.4 5.4 13.5 36.8 __ 28.8 8.8 - 7.6 -
1.5 3 . 4 (1.1) (9.5) (2.0)
12.6 11.5 13.4 6.8 4 . 3
(3 .8 ) (3.5) - - 0.8 1.0 (2.7) - - - - 3.1 (5.8) o_ (11.3) (5.5) 1.0 0 .4 2.9 4.1 3.5
2.6 5.0 5.4 0.9 2.7
1982-1987
1.6 3.4 4.5 4.5 4.0
(2.0)
3.7
(4.0)
-
- - - 3.8
2.2
- - 1/ Source: Reference 5 .
Inc ludes domest ic shipment , impor ts of v i r g i n f i b e r , and waste.

Consumption of dyebath a d d i t i v e s i s expected t o dec rease due t o the d e c l i n e i n consumption of c o t t o n f i b e r s and the i n c r e a s e of more r e a d i l y dye- a b l e s y n t h e t i c s . I n a d d i t i o n , lower dyebath t o f i b e r r a t i o s are becoming more predominant due t o t h e need f o r wa te r conse rva t ion and reduced waste wa te r genera t ion . Table2-4 shows t h e p r o j e c t e d consumption of dyebath a d d i t i v e s (Tp.
Table 2-4
U.S. CONSUMPTION OF TEXTILE DYEBATH ADDITIVES, 1980 TO 1986
( I n pounds)
1986 - 1983 - 1980 - ! Dyebath A d d i t i v e s 1,278,300,000 1,347,100,000 1,338,800,000
. - Dyed F i b e r Poundage 7,800,000,000 8,400,000,000 8,700,000,000 Poundage of Dyes Used 171,000,000 183,500,000 190,000,000
Source: Reference 7 .
In a d d i t i o n , the t y p e of dyes used i s expected t o change. The o v e r a l l poundage of dyes used w i l l i n c r e a s e due t o the i n c r e a s e d poundage of f i b e r dyed, b u t t he v a t and d i r e c t dyes commonly used f o r c o t t o n are expected t o decrease . Conversely, d i s p e r s e and ac id dyes used f o r poly- e s t e r and nylon are expected t o i n c r e a s e i n usage ( 7) .
P o l l u t i o n c o n t r o l r e g u l a t i o n s and the need f o r wa te r c o n s e r v a t i o n have s t i m u l a t e d changes i n p roduc t ion processes . decrease p r o c e s s wa te r r equ i r emen t s and consequently the amount of waste" water t o be t r e a t e d . I n a d d i t i o n , r e u s e of process w a t e r s , e s p e c i a l l y dye- b a t h w a t e r s , i s b e i n g developed. Some recovery of s i z e s has been shown t o be f e a s i b l e and w i l l probably l e a d t o an i n c r e a s e i n t he use of s y n t h e t i c
and e x e r t s a high BOD.
2 . 2 TECHNOLOGY OF THE TEXTILE INDUSTRY
E f f o r t s have been m a d e i t o '
. s i z e s (PVA and CMC) and a dec rease i n s t a r c h use, which i s non-recoverable ,
I n t h e t e x t i l e i n d u s t r y , technology tends t o vary acco rd ing t o t h e type of product be ing manufactured o r the degree t o which a f i b e r i s processed. This s e c t i o n w i l l c o n s i d e r the u n i t opera t ions commonly used i n the t e x t i l e i n d u s t r y f o r seven major f i b e r o r product c a t e g o r i e s . c a t e g o r i e s used i n t h i s r e p o r t a r e c o n s i s t e n t w i t h those used by EPA ( 8 ) ( 9 ) .
The

2.2.1 Wool Scouring Mill
f
L.
A wool scour ing m i l l u s e s a w e t c l e a n i n g p rocess t o c l e a n raw wool. Raw wool c o n t a i n s from 25 t o 75 p e r c e n t i m p u r i t i e s , c o n s i s t i n g of d i r t , vege- t a b l e m a t t e r , and s e c r e t i o n a l d e p o s i t s such as wool wax, s u i n t (water s o l u b l e p e r s p e r a t i o n s a l t s ) , u r i n e , f a e c e s , and blood. Wool wax i s present i n the l a r g e s t amounts. processed i n t o a f i n i s h e d product .
These i m p u r i t i e s must be removed b e f o r e the wool can be
Most wool i s scoured s imply w i t h d e t e r g e n t and warm water , b u t t h e s o l u t i o n s may a l s o c o n t a i n an a lkal i such as sodium carbonate . The l o o s e wool i s passed through a s e r i e s of three or f o u r bowls where the scour ing l i q u o r f lows i n a coun te r - cu r ren t d i r e c t i o n ( 8 ) (9) (10).
Some v a r i a t i o n s i n raw wool scour ing have been developed and a r e i n u s e , p r i m a r i l y t o i n c r e a s e t h e e f f i c i e n c y of wool g r e a s e recovery. v a r i a t i o n s i n c l u d e aqueous and s o l v e n t s cour ing processes . The s e c t i o n on wool g r e a s e recovery d i s c u s s e s these p rocesses i n g r e a t e r d e t a i l . Because of t h e v a l u e of wool g r e a s e , r ecove ry i s o f t e n an i n t e g r a l p a r t of t he s c o u r i n g processes . s c o u r i n g m i l l w i t h a grease recovery process .
2.2.2 Wool F i n i s h i n g M i l l
These
F i g u r e 2 - l i s a schematic of a t y p i c a l aqueous wool
A wool f i n i s h i n g m i l l may p r o c e s s pure wool f o r t he manufacture of 100 p e r c e n t woolen i tems , or t h e wool may be blended w i t h s y n t h e t i c s . The wool f i n i s h i n g p rocess i s d e p i c t e d i n F igu re 2-2 . The t h r e e d i s t i n c t f i n i s h i n g p r o c e s s e s a r e shown a s t o p dye ing , ya rn dyeing, and f a b r i c f i n i s h i n g . Because the p o l l u t i o n gene ra t ed by t h e f a b r i c f i n i s h i n g oper- a t i o n is s i m i l a r t o t h a t gene ra t ed by t h e o t h e r two, only f a b r i c f i n i s h i n g is i nc luded i n t h i s d i s c u s s i o n . I f t h e g r e i g e goods a r e 100 percent wool, they a r e f i r s t c leaned of v e g e t a b l e m a t t e r by ca rbon iz ing and then cleaned of s p i n n i n g o i l s and any weaving s i z e s by a l i g h t scour . The 100 percen
mechanical working of t he wet f a b r i c i n t h e p re sence of d e t e r g e n t s , t o produce a c o n t r o l l e d shr inkage or " f e l t i n g . " s y n t h e t i c b l ends a r e not f u l l e d . Worsteds a r e h a r d , t i g h t l y woven, and d imens iona l ly s t a b l e a s received a t t h e f i n i s h i n g p l a n t ; woolens a r e l o o s e l y woven, s o f t , and o f t e n a r e f i rmed up by f u l l i n g . The f a b r i c is t h e n d r i e d , dyed, and washed. S p e c i a l f i n i s h i n g such a s moth-proofing or f i r e - p r o o f i n g may fo l low.
woolens a r e then dimensional ly s t a b i l i z e d , p r i n c i p a l l y by " f u l l i n g " or F . Worsteds and most wool-
The t y p i c a l wool f i n i s h i n g p r o c e s s e s of s c o u r i n g , carbonizing, f u l l i n g , b l e a c h i n g , dyeing, and a p p l i c a t i o n of s p e c i a l f i n i s h e s a r e d i s - cussed i n t he fol lowing s u b s e c t i o n s .

A = Air Emissions Vapor
A - Alr Emissions Particulate
Figure 2-1. Wool scouring mill ( 9 ) .

N
I N
W L 3
m
.-

2.2.2.1 Scouring. In t h e wool f i n i s h i n g process , s cour ing i s accomplished by t h e a d d i t i o n of d e t e r g e n t s , wet t ing a g e n t s , e m u l s i f i e r s , a l k a l i , ammonia and o t h e r washing a g e n t s . The purpose of t h i s scour i s t o remove o i l s , g rease , d i r t , f u l l i n g s o l u t i o n s , emul s i f i ed o i l , l u b r i - cants or any o t h e r subs t ances t h a t a r e e i t h e r introduced i n p r i o r proces- s i n g s t e p s or t h a t a r e c a r r i e d to t h e f i n i s h e d f a b r i c from t h e raw s t o c k . This p r o c e s s i s one of t h e most important s t e p s i n wool f i n i s h i n g because i f a l l of t h e f o r e i g n m a t e r i a l s a r e n o t completely washed out , t h e f i n i s h e d f a b r i c i s s u s c e p t i b l e to r o t t i n g , s m e l l i n g , bleeding, and w i l l no t accept dyes uniformly. de t e rmine t h e deg ree of s c o u r i n g r e q u i r e d ( 8 ) (9) .
The f a b r i c weight. s o i l conten t , and e x t e n t of f u l l i n g w i l l
2.2.2.2 Carbonizing. The purpose of carbonizing i s to remove Pure woolen f a b r i c is usua l ly carbonized as p i e c e v e g e t a b l e i m p u r i t i e s .
goods, b u t wool b l ends must be carbonized p i r o r to t h e a d d i t i o n of t h e s y n t h e t i c s , most commonly immediately a f t e r scouring.
I I . e
&,.
.-
Carbonizing c o n s i s t s of s o a l i n g t h e f a b r i c i n s t r o n g s u l f u r i c a c i d , squeez ing o u t t h e excess , and then h e a t i n g the w e t f a b r i c i n an oven. ho t a c i d reacts chemica l ly with v e g e t a b l e mat te r and a c e l l u l o s i c f i b e r contaminant and o x i d i z e s t h e s e contaminants t o gases and a s o l i d carbon r e s i d u e . m a t e r i a l i s c rushed so t h a t i t may be separa ted by mechanical a g i t a t i o n and f lowing a i r (8) (10).
The
The f a b r i c is then passed between pressure rolls where the c h a r r e d
2.2.2.3 F u l l i n g . The f u l l i n g process is p r i m a r i l y l i m i t e d to 100 p e r c e n t woolen f a b r i c s , a l t hough it may occas iona l ly be a p p l i e d to p o l y e s t e r / wool b l ends and some worsteds. Blends and worsted a r e g e n e r a l l y t i g h t l y woven and do n o t r e q u i r e f u l l i n g .
F u l l i n g g i v e s wool f a b r i c s a t h i c k e r , more dense appearance. It , is accomplished by s u b j e c t i n g t h e wet m a t e r i a l t o an a l k a l i n e soapy o r *id b a t h and r e p e a t e d compression and r e l a x a t i o n . Alkali f u l l i n g u s e s soap or s y n t h e t i c d e t e r g e n t , soda ash , and s e q u e s t e r i n g . In a c i d f u l l i n g , t h e f a b r i c i s impregnated w i t h an aqueous s o l u t i o n of s u l f u r i c a c i d , hydrogen pe rox ide , and minor amounts of me ta l c a t a l y s t s (chromium, copper, and c o b a l t ) . I n e i t h e r c a s e t h e wa te r i s hea ted from 90' to 100°F. Acid f u l l i n g i s always fol lowed by a l k a l i f u l l i n g . \
After f u l l i n g , t he r e s i d u a l m a t e r i a l s a r e washed out of t he c l o t h , g e n e r a l l y i n a s t r i n g OT rope washer. The c l o t h i s p u l l e d between t h e r o l - lers of t h e w.isher w i t h t he ends of t h e c l o t h sewn toge ther t o form a con- t i n u o u s s t r i n g End c i r c u l a t e d through t h e washer approximately 10 t o 20 t imes. The usual procedure i n t h i s p r o c e s s i s t o s u b j e c t t he f u l l e d c l o t h t o two s o a p i n g s , two warm r i n s e s , and one cold r i n s e . In t h e f i r s t soaping , n o t h i n g i s added t o t h e water ; t he soaping a c t i o n t a k e s p l a c e when a g i t a t i o n
2-11

of the f a b r i c causes the soap o r s y n t h e t i c de te rgent t o produce suds, t h u s washing t h e f a b r i c . I n the second soaping, a 2 percent s o l u t i o n of soap o r s y n t h e t i c d e t e r g e n t i s used. llO"F, whi le t h e cold r inse is done below 100°F. machines i s u s u a l l y 15,000 t o 40,000 g a l l o n s per hour. of water used p e r 1,000 g a l l o n s of wool processed averages about 40,000 g a l l o n s t o 100,000 g a l l o n s ( 9 ) .
The warm water r i n s i n g s a r e done a t 100 t o The r i n s e r a t e on most
The t o t a l amount
2.2.2.4 Bleaching. Wool is bleached when wh i t e o r v e r y l i g h t shades of c o l o r are d e s i r e d . Because many color shades do n o t r e q u i r e b leaching , t h e amounts of wool bleached c u r r e n t l y i s f a i r l y small . i n g of wool f i b e r s may be accomplished a f t e r t he scour ing p r o c e s s or a f t e r f i n i s h i n g . w i t h hydrogen or sodium p e r i o x i d e , and wi th o p t i c a l b r i g h t e n e r s ( o f t e n or -
6 1 ganic compounds which r e f l e c t w h i t e l i g h t ) (9) . I . . -
Bleach-
There are t h r e e methods of bleaching wool: w i t h s u l f u r d i o x i d e ,
2.2.2.5 Dyeing. Wool may be dyed i n f i b e r form ( top dyeing) o r a f t e r sp inn ing (yarn dyeing) o r i t may be dyed as a f a b r i c (p iece dyeing) . Due t o the c u r r e n t p o p u l a r i t y of mult i -colored f a b r i c s , ya rn or s t o c k dye- i ng i s used more o f t e n than p i e c e dyeing. In a t y p i c a l dyeing o p e r a t i o n a pre-scour i s conducted u s i n g d e t e r g e n t and water a s a f i n a l c l e a n i n g s t e p and w e t t i n g o p e r a t i o n . The s o l u t i o n is then discarded. Fresh water and d e t e r g e n t a r e then added and b rough t t o the appropr ia te temperature fo r dyeing. The dyes and dyeing a u x i l i a r i e s a r e then added. Atmospheric becks w i t h temperature r a n g e s of 35 t o 98°C o r pressur ized equipment w i t h temperatures g r e a t e r than b o i l i n g may be used. Curren t ly , s t o c k and y a r n a r e u s u a l l y dyed i n p r e s s u r e v e s s e l s w i t h cont ro l led l i q u i d r e c i r c u l a t i o n by pumping. Formerly, s t o c k and y a r n dyeing processes used open vats where padd les moved the wool through t h e dye bath. A f t e r from 1 t o 4 hours , when the proper c o l o r h a s been achieved, the spent dye b a t h l i q u o r i s removed and the dyed m a t e r i a l thoroughly r insed .
The more commonly used dyes f o r wool o r wool components i n b l e d s ' t a r e ac id o r me ta l i zed dyes. Mordants and r e a c t i v e dyes a r e used t o a les- s e r e x t e n t . Chrome mordants a r e s t i l l important i n wool dyeing, but t h e i r use has decreased due t o e f f l u e n t t r ea tmen t problems. The a c i d or met-
used t o a g r e a t e x t e n t w i t h 100 p e r c w t wool m a t e r i a l s . These dyes have a very h igh a f f i n i t y f o r wool, even a t low temperatures and m i l d y a c i d i c c o n d i t i o n s . A s a r e s u l t t h e dye and m e t a l s a r e almost completely exhausted from the ba th . Wool b l ends a r e n o t a s f a s t due t o t he poorer a f f i n i t y of s y n t h e t i c f i b e r s .
. a l i z e d dyes a r e e x c e p t i o n a l l y l i g h t and wash f a s t and a r e consequent ly -
A f t e r dyeing, the m a t e r i a l s a r e cooled w i t h water and r i n s e d u n t i l the r i n s e wa te r i s c l e a r ( 9 ) .
2-12

L...
2 . 2 . 2 . 6 Finish ing . S p e c i a l f i n i s h i n g p r o c e s s e s f o r wool i n c l u d e s o i l r e p e l l e n t s and mothproofing. monly added by padding treatment.
These and o t h e r s p e c i a l f i n i s h e s a r e com- Rinsing a f t e r padding i s sometimes neces-
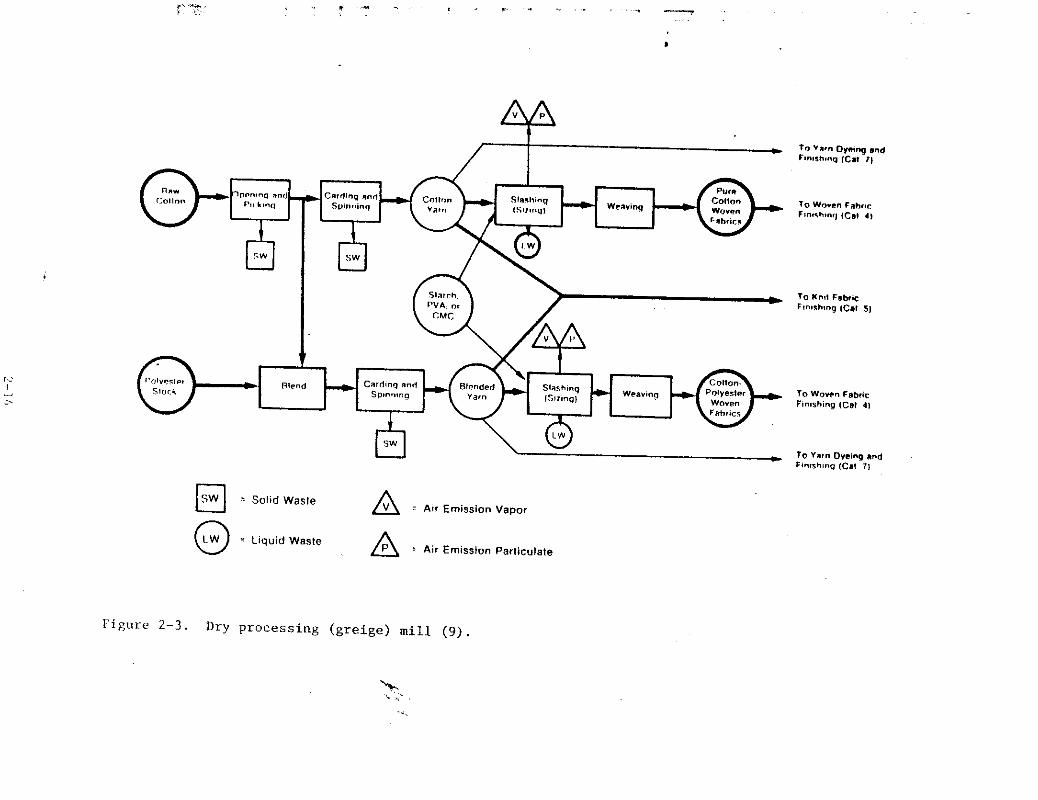
s a r y ( 9) (lo). 2 . 2 . 3 Dryprocess ing (Greige) Mill
Greige m i l l s manufacture “grey” goods which are unbleached, undyed Weaving t e x t i l e y a r n s i n t o a f a b r i c r e q u i r e s a p p l i c a t i o n of s i z e f a b r i c s .
t o t h e warp yarns i n o r d e r t o resist t h e a b r a s i v e e f f e c t s of t he f i l l i n g y a r n s a s these a r e p o s i t i o n e d by t h e shut t le a c t i o n of t h e loom. Greige mills app ly the s i z e and complete t h e weaving. F igure2-3 shows o p e r a t i o n s g e n e r a l l y performed a t t h i s type of g r e i g e mill.
The p r o c e s s of s i z e a p p l i c a t i o n i s known as s l a s h i n g . S ta rch i s c u r r e n t l y t h e most commonly used s i z e , bu t s y n t h e t i c r e c o v e r a b l e s i z e s are i n c r e a s i n g i n p o p u l a r i t y . P o l y v i n y l a l c o h o l (PVA) and carboxymethylcel lulose (CMC) are t h e most commonly used s y n t h e t i c sizes. Othe r chemica l s , such as l u b r i c a n t s , s o f t e n e r s , e m u l s i f i e r s , humectants, p r e s e r v a t i v e s (ZnCL2, phenol , e t c . ) , p e n e t r a n t s , anti-foam a g e n t s , and f i l l e r s a r e o f t e n added t o impart a d d i t i o n a l p r o p e r t i e s t o a f a b r i c .
Weaving i s a dry o p e r a t i o n , b u t because s t a r c h s i z i n g is b r i t t l e a t low h u m i d i t i e s , weaving i s normally done i n b u i l d i n g s which maintain a h igh humidi ty . on t h e loom a r e minimized. humidity weaving b u i l d i n g s (9).
Under t h e s e c o n d i t i o n s the s i z e i s f l e x i b l e and yarn breaks Yarns s i z e d w i t h PVA o r CMC do n o t r e q u i r e high
2.2.4 Woven Fabr ic F i n i s h i n g M i l l
Woven f a b r i c f i n i s h i n g m i l l s perform f i n i s h i n g o p e r a t i o n s on f a b r i c s which may be made from c o t t o q r e g e n e r a t e d c e l l u l o s e m a t e r i a l s o r s y n t h e t i c s . , The pr imary u n i t o p e r a t i o n s which may be employed, depending on f a b r i c a n t : ’
t ype , a r e : d e s i z i n g , scour ing , merce r i z ing , b leaching , dyeing, p r i n t i n g , and s p e c i a l f i n i s h i n g .
Wet p rocesses which a r e used i n f i n i s h i n g woven g r e i g e f a b r i c may be d i v i d e d i n t o two groups: those used t o remove i m p u r i t i e s ; c l e a n o r modify t h e c l o t h ; and t h o s e i n which a chemical i s added to t h e c lo th . The f i r s t of t h e s e groups i n c l u d e s d e s i z i n g , scour ing , b l e a c h i n g , and merce r i z ing . Only c o l t o n and c o t t o n b l ends a r e mercer ized. The second group of p r o c e s s e s i n c l u d e s dyeing, p r i n t i n g , and s p e c i a l f i n i s h e s .

.L::
05
C
Y

C e r t a i n f a b r i c s , i n c l u d i n g denims and some drapery goods, a r e "loom f i n i s h e d . " In produc t ion of t h e s e goods, t he warp yams a r e dyed, woven t o a f a b r i c , and t h e f a b r i c f i n i s h e d w i t h a permanent s i z e . For t h e s e f a b r i c s , t h e f irst group of p r o c e s s e s l i s t e d above ( c l e a n i n g and prepar ing the c l o t h ) i s avoided e n t i r e l y . f o r sale depends s i g n i f i c a n t l y on t he f i b e r ( s ) being processed. f i b e r s ( c o t t o n and wool) c o n t a i n s u b s t a n t i a l i m p u r i t i e s , even a f t e r they have been woven a s g r e i g e goods, and r e q u i r e s p e c i a l t rea tments t o convert them t o t h e completely w h i t e , uniformly absorbent form that i s e s s e n t i a l f o r dyeing, r e s i n t r e a t m e n t , e t c . S y n t h e t i c f i b e r s c o n t a i n only those i m p u r i t i e s t h a t were necessa ry f o r manufacture of the f i b e r and sp inning t o o b t a i n yarn . f low s h e e t f o r woven f a b r i c f i n i s h i n g i s given i n F igure 2-4
The degree of f i n i s h i n g necessa ry t o provide f a b r i c ready The n a t u r a l
A ( 9).
The u n i t o p e r a t i o n s a r e d i scussed in g r e a t e r d e t a i l i n t he fo l lowing s u b s e c t i o n s .
2.2.4.1 Desizing. The o p e r a t i o n of d e s i z i n g removes the s i z i n g compound t h a t w a s a p p l i e d t o t h e t h r e a d s i n the s l a s h i n g opera t ion a s w e l l as mildewcides, f u n g i c i d e s , and i m p u r i t i e s . The d e s i z i n g opera t ion depends upon the type of s i z e a p p l i e d d u r i n g s l a s h i n g .
I : ! . . -
S t a r c h , t h e most commonly used size, i s removed by e i t h e r a c i d o r The a c i d d e s i z i n g pro- enzyme d e s i z i n g .
c e s s u t i l i z e s a s o l u t i o n of d i l u t e s u l f u r i c a c i d t o hydrolyze the s t a r c h and r e n d e r i t wa te r s o l u b l e , whereas the enzyme d e s i z i n g process u t i l i z e s v e g e t a b l e o r animal enzymes t o decompose s t a r c h e s t o a water s o l u b l e form. In e i t h e r c a s e , t h e d e s i z i n g mixture i s normally appl ied t o the f a b r i c by means of a padder w i t h a paper r o l l covering and pressure t o i n s u r e t h a t t he f a b r i c w i l l be w e l l s a t u r a t e d . I n a c i d d e s i z i n g , t he f a b r i c soaks i n a s o l u t i o n of s u l f u r i c a c i d , a t room temperature , f o r a per iod of 4 t o 1 2 hours and i s then washed. I n enzyme d e s i z i n g , t h e f a b r i c and s o l u t i o n a r e ma in ta ined a t a temperature of 130 t o 180'F and a pH of 6 t o 7.7 f o r a pe r iod of 4 t o 8 hours . After the s i z e h a s been s o l u b i l i z e d , t he f a b r i c : i s r i n s e d c l e a n .
Sodium chromite may a l s o be used.
i
P o l y v i n y l a l c o h o l (PVA) and carboxymethyl c e l l u l o s e (CMC) a r e bo th d i r e c t l y s o l u b l e i n water . t empera tu res above 7OoC (180OF) wi thou t t h e use of padders , J-boxes o r s t eamers ( 9 ) (10).
The m a t e r t a l s a r e t y p i c a l l y washed i n water w i t h
2 . 2 . 4 . 2 Scouring. Cotton and s y n t h e t i c f a b r i c s a r e r e a d i l y woven wi thou t a raw f i b e r s c o u r . Scouring i s normally done a f t e r weaving and d e s i z i n g . I t s purpose i s the removal of n a t u r a l i m p u r i t i e s (wax, p e c t i n s , a l c o h o l , e t c . ) , and p r o c e s s i n g i n p u r i t i e s ( s i z e , a u x i l i a r y chemicals , d i r t , o i l , g r e a s e , e t c . ) .
2-15

9 :
, .. ..
b L
0
m >
c 0
n
n
n
.- I
E
a W
L
.-
h
v
m
M
c

I - . .
I
. .
i.
A wide range of s cour ing methods a r e used i n the i n d u s t r y , depending on m a t e r i a l f i b e r and form and the equipment a v a i l a b l e . K i e r b o i l i n g and open width s c o u r i n g a r e t h e two most common processes .
Cotton and c o t t o n b l ends a r e most o f t e n processed i n a n open width The j i g is loaded w i t h a s c o u r i n g solu- b o i l - o u t machine ( p r o g r e s s i v e j i g ) .
t i o n and t h e goods a r e f e d con t inuous ly through by t h e use of e i g h t o r t e n t r a n s f e r r o l l s . The s y s t e m is heated w i t h steam c o i l s and the temperature and r e s i d e n c e t i m e a r e maintained f o r proper scour ing of t h e goods. The goods are wound onto r o l l s i n t h e machine and maintained i n c o n t a c t w i t h s c o u r i n g l i q u i d s f o r t he necessa ry per iod . wash boxes and f o l d e d i n t o a c l o t h t r u c k o r onto a r o l l .
Then they are u n r o l l e d through
K i e r b o i l i n g i s a more v igo rous and e x t e n s i v e c l e a n i n g p r o c e s s , During t h i s p rocess c o t t o n and c o t t o n b u t i s c u r r e n t l y d e c l i n i n g i n use.
blend f a b r i c s , i n rope form, are scoured under p r e s s u r e . The scour ing chemicals a r e r e c i r c u l a t e d w i t h h e a t suppl ied by an e x t e r n a l h e a t exchanger.
Caus t ic soda (NaOH) and soda a s h (Na2C03) a r e used i n most s cour ing o p e r a t i o n s , t h e former i n c o n c e n t r a t i o n s of 1 t o 8 percen t of t h e c l o t h weight , t h e l a t t e r only 1 t o 3 p e r c e n t on weight of f i b e r s . is g e n e r a l l y used i n s m a l l e r doses (0.25 t o 1 percent on weight of f i b e r ) . P ine o i l soap t o remove wax, and f a t t y a l c o h o l s u l f a t e s t o a i d i n mel t ing , a r e a l s o sometimes used i n scouring. Although the f r e s h scour s o l u t i o n i s c l e a r , a f t e r s cour ing under p r e s s u r e (5 t o 15 p s i ) and a t e l e v a t e d temp- e r a t u r e (ZOOOF) f o r 2 t o 1 2 hours , t h e scour l i q u i d is an opaque brown. Methods of s c o u r i n g and dumping of t he scour waste va ry from m i l l t o m i l l ; however, i n a l l m i l l s t he c l o t h i s r i n s e d completely un t i l no brown c o l o r i s l e f t i n t h e r i n s e water (9) (IO).
Sodium s i l i c a t e (Na2Si03)
2.2.4.3 Mercer iz ing. The p rocess of m e r c e r i z a t i o n r e s u l t s i n i n c r e a s e d t e n s i l e s t r e n g t h , i n c r e a s e d s u r f a c e l u s t e r , increased a b r a s i o n r e s i s t a n c e , r e d u c t i o n i n p o t e n t i a l sh r inkage and increased a f f i n i t y f o r , dyes. M e r c e r i z a t i o n is accomplished by s a t u r a t i n g t h e f a b r i c w i th c o l d / , NaOH (15 t o 30 p e r c e n t ) . P h y s i c a l l y , merce r i za t ion causes s w e l l i n g of t h e c e l l u l o s e f i b e r s a s a l k a l i i s absorbed i n t o them, w i t h h igher concen- t r a t i o n s , longer r e s i d e n c e t imes , and lower temperatures f a v o r i n g g r e a t e r s w e l l i n g . M e r c e r i z a t i o n may be conducted on gre ige goods ( a f t e r d e s i z i n g ) , on scoured goods ( a f t e r k i e r bo i l i ng ’o r c a u s t i c t rea tment ) o r on bleached goods. More complete m e r c e r i z a t i o n r e s u l t s from t rea tment of bleached f a b r i c s ( i n terms of f i b e r s w e l l i n g ) , but merce r i za t ion of g r e i g e goods o r scoured goods r e s u l t s i n g r e a t e r t e n s i l e s t r e n g t h s .
Merce r i za t ion i s a cont inuous o p e r a t i o n , c o n s i s t i n g of many s t e p s . The scoured f a b r i c if f i r s t opened out t o i t s f u l l w i d t h and passed through a mangle which reduces f a b r i c moi s tu re conten t t o a low, uniform l e v e l . I t i s then passed through a s e r i e s of bowls con ta in ing NaOH u n t i l t he m a t e r i a l
2-17

k.2
?.
I ,'
is s a t u r a t e d and placed i n a t e n t e r frame. i t is washed wi th h o t water s p r a y s t o remove some of t h e caus t ic soda. The f a b r i c i s t h e n given a f i n a l wash which removes t h e remainder of t h e sodium hydroxide from t h e f a b r i c and lowers pH levels t o about 8. Washing i s gen- e r a l l y c o u n t e r c u r r e n t so t h a t s t r o n g wash water may be c o l l e c t e d f o r recovery and r e u s e ( 9 ) .
While t h e f a b r i c i s under t e n s i o n
2 . 2 . 4 . 4 Bleaching. Bleaching of c o t t o n c l o t h may be done w i t h many o x i d i z i n g a g e n t s , b u t sodium hypochlor i te , sodium c h l o r i t e , and hydro- gen peroxide are t h e most common. Bleaching may be c a r r i e d o u t immediately a f t e r s c o u r i n g o r a f t e r m e r c e r i z i n g , and may be done i n b i n s , j i g s , o r on a cont inuous b a s i s .
I n sodium h y p o c h l o r i t e b leaching , t h e c l o t h i s f i r s t r i n s e d , scoured w i t h a weak s o l u t i o n of s u l f u r i c o r hydrochlor ic a c i d and r i n s e d aga in . The c l o t h i s then passed through a s o l u t i o n of sodium h y p o c h l o r i t e (about 0 .25 t o 0.50 p e r c e n t a v a i l a b l e c h l o r i n e ) and p i l e d i n t o l a r g e c o n c r e t e b i n s o r f e d i n t o a J-box i f cont inuous o p e r a t i o n i s d e s i r e d . The time r e q u i r e d f o r h y p o c h l o r i t e b leaching v a r i e s w i t h t h e type of c l o t h and may t ake from a few hours t o as long as 24 hours a t room temperature . A f i n a l r i n s e , which may c o n t a i n a n a n t i c h l o r such as sodium b i s u l f i t e o r s u l f u r i c a c i d , i s used t o remove r e s i d u a l c h l o r i n e from t h e f a b r i c . h'hen bleaching w i t h sodium chlor - i t e , a c e t i c a c i d i s used i n p l a c e of s u l f u r i c o r hydrochlor ic a c i d , t h e tempera ture of t h e b a t h i s h o t (108 t o 185'F), and t h e pH i s 3.5 t o 5.5.
Hydrogen peroxide i s g e n e r a l l y used f o r b leaching i n t h e cont inuous p r o c e s s . Continuous b leaching r a n g e s are employed f o r process ing t h e m a j o r i t y of t h e c o t t m and c o t t o n blended f a b r i c s today. F a b r i c i s fed i n e i t h e r rope or open w i d t h form and, i n c e r t a i n c a s e s , t h e d e s i z i n g , s c o u r i n g , and mer- c e r i z i n g o p e r a t i o n s are p laced i n tandem w i t h t h e cont inuous b l e a c h i n g range . The cont inuous b leaching p r o c e s s begins w i t h a ho t water (140 t o 175'F) wash t o i n s u r e renoval of a l l contaminants . As t h e goods l e a v e t h e washer exc5s6 water i s removed and s o d i m hydroxide i s added. The s a t u r a t e d mater ia l / . . remains a t 175 t o 180°F f o r approximately 40 minutes t o one hour r e s u l t i n g i n t h e convers ion of f a t s and waxes t o soaps. The m a t e r i a l i s t h e n r i n s e d , passed through a peroxide s o l u t i o n and allowed t o b l e a c h o u t a t a temper- a t u r e of 195°F f o r approximately 40 minutes t o one hour ( 9 ) .
2.2.4.5 Dyeing. Dyeing i s t h e process of apply ing c o l o r t o t h e f i b e r s t o c k , yarn or f a b r i c . There a re v a r i o u s methods of dyeing and many more t y p e s of d > e s f o r each method. There a r e , however, s i x main c l a s s e s of dyes f o r c o t t o n f a b r i c : v a t , d i r e c t , developed, n a p h t h o l , s u l f u r , and a n i l i n e b l a c k .
Vat dyes, kiown a s f a s t d y e s , a r e i n s o l u b l e i n water . They a c t u a l l y bond-in t h e c o l o r a n t a n d a r e t h e most r e s i s t a n t of any types t o l i g h t , dry c l e a n i n g , s u n l i g h t , and washing. I n t h e v a t dyeing p r o c e s s , t h e i n s o l u b l e
2-18

dye i s f i r s t made s o l u b l e i n wa te r by use of reducing chemicals and i s t h e n a p p l i e d t o t h e f i b e r s . The absorbed d y e s t u f f i s then reoxid ized t o i t s i n s o l u b l e h igh ly c o l o r e d form. used t o n e u t r a l i z e t h e a l k a l i p r e s e n t i n t h e dye b a t h followed by d e t e r g e n t washing t o produce b r i g h t n e s s and wash r e s i s t a n c e . complished i n i n d i v i d u a l ba t ches o r i n cont inuous dye ranges.
An a c i d r i n s e ( u s u a l l y a c e t i c a c i d ) i s
Vat dyeing may be ac-
D i r e c t dyes a r e so named because they may be appl ied t o t h e f i b e r s w i thou t p r e - a p p l i c a t i o n of chemicals r e q u i r e d for r e t e n t i o n . The advan tages of d i r e c t d y e s a r e their ease of a p p l i c a t i o n , low c o s t , and v a r i e t y of shades w h i l e t h e d i sadvan tages a r e poor l i g h t and wash r e s i s t a n c e , and poor r e s i s t a n c e t o a c i d s and a l k a l i s . D i r e c t dyeing may be accomplished i n dye becks, dye ing j i g s , dye ranges, and package dyeing u n i t s . Di rec t dyes may be a p p l i e d w i t h o r w i t h o u t h e a t b u t w i t h h ighe r dye u t i l i z a t i o n a t higher temperatures . Some d i r e c t d y e s a r e s u b j e c t e d t o p o s t t rea tment w i th copper s u l f a t e and a c e t i c a c i d t o i n c r e a s e l i g h t f a s t n e s s and w i t h potassium dichromate and a c e t i c a c i d
I . - o r formaldehyde t o i n c r e a s e wash f a s t n e s s .
Developed dyeing i s a procedure wherein two d i f f e r e n t chemicals a r e employed. The f i r s t chemical (1 /2 t o 4 percen t dye) i s appl ied and absorbed i n t o t h e f i b e r s . The second chemical (developer) i s then appl ied and a re- a c t i o n w i t h the f i r s t t a k e s p l a c e d i r e c t l y on the f i b e r f o r s t a b l e c o l o r development. major advantage of developed dyeing i s t h e product ion of a dyed f a b r i c which p o s s e s s e s g r e a t e r wash f a s t n e s s . r e s i s t a n c e .
Dyeing i s followed by r i n s i n g t o complete t h i s process .
However, i t may not have good l i g h t
The
Naphthol dyeing i s developed dyeing i n reverse . The c l o t h i s f i r s t impregnated wi th the developer and then the dye i s formed on t h e f i b e r by s a t u r a t i o n i n the dye ba th . d i s s o l v e d by mixing w i t h e i t h e r sodium hydroxide under heat o r e t h y l a l c o h o l and a co ld s o l u t i o n of sodium hydroxide. i s then added t o t h e dye b a t h where t h e goods a r e dyed from 20 t o 40 min &e6 a t 80 t o 100°F. coupled t o the o t h e r p o r t i o n of t h e f i n a l dye molecule. The so -ca l l ed " f a s t c o l o r bases" a r e compounds w i t h a f r e e amino a c i d group which may be diazo- t i z e d so t h a t they w i l l r e a c t w i t h t h e naphthol . The base i s p laced i n a s o l u t i o n t o which sodium n i t r i t e and hydroch lo r i c a c i d have been added. Temperature i s maintained a t o r below 40°F and the chemical r e a c t i o n s a r e s i m i l a r t o those employed i n developed d y e i n g . Sodium a c e t a t e i s employed t o n e u t r a l i z e excess chemicals which would hinder the coupling r e a c t i o n ; a c e t i c a c i d i s used t o n e u t r a l i z e e x c e s s a l k a l i .
I n t h e a c t u a l process , the naphthol dye i s
The d isso lved naphthol d y e s t u f f
The naph tho l i s then ready f o r development i n which i t K s
The naph tho la t ed goods a r e then t r e a t e d wi th a d i a z o t i z e d b a s ? f o r 20 to 30 minutes w i t h i n t he dye b a t h a t room temperature. This coup l ing r e a c t i o n can a l s o be done i n a dye box o r on a continuous dyeing range.

F i n a l l y , t h e goods are d e t e r g e n t washed and r i n s e d , u s i n g a soap s o l u t i o n c o n t a i n i n g soda ash f o r 15 minu tes a t up t o 200°F. The s u r f a c e dye i s re- moved, the shade i s developed and fas tness i s improved. The advantages of naph tho l dyes are good f a s t n e s s and economy. a l i m i t e d range of c o l o r s .
Thei r major d i sadvantage i s
Sulphur dyes are p r i m a r i l y used t o dye heavy c o t t o n s i n shades of b l a c k s , da rk b l u e s , browns, and o t h e r da rk co lo r s . The dyes are g e n e r a l l y water i n s o l u b l e and r e q u i r e d i s s o l v i n g i n an a l k a l i n e s o l u t i o n b e f o r e a p p l i - c a t i o n . u s i n g sal t as an exhaus t ing a g e n t . Reoxidat ion i s commonly done w i t h sodium dichromate , a c e t i c a c i d , sodium pe rbora t e or hydrogen peroxide. After dye r e o x i d a t i o n , s u r p l u s d y e s t u f f s are removed by thorough washing w i t h d e t e r - g e n t s .
The dye i s u s u a l l y a p p l i e d a t h igh tempera tures (140 t o 212'F)
... A n i l i n e b l a c k dye i s an i n s o l u b l e pigment produced by t h e o x i d a t i o n o f a n i l i n e . 90 pounds o f a n i l i n e hydroch lo r ide , 35 pounds of sodium c h l o r a t e , and 13 pounds o f CuSO4 i n 100 g a l l o n s of water. After impregnat ion, t h e c l o t h i s g iven a steam t r ea tmen t t o deve lop t h e b l a c k pigment. A lka l ine sodium d i - chromate t r ea tmen t completes t h e p rocess . Since the dye b a t h i s n o t ex- haus t ed , i t i s seldom dumped.
The c l o t h i s passed through a dye b a t h t y p i c a l l y c o n s i s t i n g of
Both ba t ch and cont inuous dye ing are p r a c t i c e d , bu t ba t ch dyeing i s t h e normal procedure u n l e s s demand f o r a s i n g l e shade i s h igh ( e .g . , denim). t i n u o u s p r o c e s s i n g , i s normally done i n becks o r j i g s . A f t e r t h e p i e c e i s dyed t h e dyebath i s normally d i s c a r d e d and a f r e s h b a t h prepared f o r t h e n e x t shade t o be dyed ( 9 ) .
P i e c e dyeing, on r u n s which a r e n o t l ong enough t o j u s t i f y con-
2 . 2 . 4 . 6 P r i n t i n g . P r i n t i n g i s the a p p l i c a t i o n of dyes or pigments i n t h e form of a p a t t e r n o n t o f a b r i c . The dyes p e n e t r a t e and c o l o r t h e fabr , ic while pigments a r e bonded t o t h e f a b r i c w i th r e s i n . I n gene ra l , t h e col$r.ing i s a p p l i e d w i t h a roller t o one s i d e of the f a b r i c . The c l o t h is r o l l e d around a l a r g e c e n t r a l c y l i n d e r on top o f a "dark" c l o t h used t o absorb any p r i n t i n g p a s t e which may seep through. Copper rolls w i t h engraved des igns on t h e circumference of t h e c y l i n d e r are padded w i t h dye p a s t e (from close-by c o l o r boxes) . These rolls, wiped free of excess p a s t e by a "doctor" b l ade , p a s s t i g h t l y a g a i n s t t he c l o t h . Dye p a s t e i n t h e engraved depres s ions i s impr in t ed on t h e c l o t h . Steaming or ag ing treatments f i n a l l y f i x t h e c o l o r p r i o r t o washing, r i n s i n g , dy r ing and f i n i s h i n g (9) (10) .
2 . 2 . 4 . 7 S p e c i a l I ' i n i shes . F i n i s h i n g i s a gene ra l term which covers --__ t h e t r e a t m e n t of a f a b r i c t c g i v e i t a d e s i r e d s u r f a c e e f f e c t such as ca len- d e r e d , embossed, l acque red , napped, e t c . S p e i c a l f i n i s h e s can be a p p l i e d t o make a f a b r i c c r e a s e r e s i s t a n t , c r e a s e r e t e n t i v e , waterproof , e t c . S t a r c h , d e x t r i n , wax, t a l low, o i l , c l a y , t a l c , and o t h e r weight ing compounds a r e t y p i c a l f i n i s h i n g compeunds. In r e c e n t y e a r s , res ins , c e l l u l o s i c s o l u t i o n s ,
n

l a c q u e r s , s u l f o n a t e d compounds, and qua ternary amnonium sa l t s have been used. Other f i n i s h i n g p r o c e s s e s , such a s l e v e l i n g o f f (hot d e t e r g e n t s ) t o produce a uniform appearance, s o f t e n i n g (ho t soap) t o produce a s o f t f e e l , and r u s t s t a i n removal ( o x a l i c a c i d and sodium a c i d f l u o r i d e ) t o improve c o l o r a r e a l s o sometimes used.
These f i n i s h e s are g e n e r a l l y a p p l i e d by impregnation of the f a b r i c by padding fol lowed by squeezing t o achieve t h e d e s i r e d add-on. material is then d r i e d and cured wi thout a d d i t i o n a l hea t . Rinsing i s not a c o n " p r a c t i c e (9).
The mois t
2 . 2 . 5 K n i t F a b r i c F i n i s h i n g M i l l
F a b r i c s may be k n i t t e d from dyed or undyed yarns . F a b r i c s k n i t t e d from dyed y a r n s a r e scoured or d r y cleaned t o remove process ing chemicals ,
i s u c h as k n i t t i n g o i l s , and any n a t u r a l i m p u r i t i e s which may be p r e s e n t . A ' . a s o f t e n i n g agent may t h e n be padded i n t o t h e f a b r i c and f i x e d by drying.
K n i t f a b r i c s manufactured from undyed y a r n s a r e u s u a l l y processed a s p i e c e goods. t e r g e n t removes l u b r i c a n t s and n a t u r a l i n p u r i t i e s and genera l ly precedes dyeing.
Light s c o u r i n g w i t h warm water and a small amount of de-
The type of dyeing p r o c e s s depends on t h e f i b e r composition i n t h e k n i t t e d material , and are b a s i c a l l y t h e same as those d iscussed under Woven F a b r i c F i n i s h i n g (Sec t ion 2 .2 .4 ) . K n i t t e d f a b r i c s are somewhat e a s i l y deformed, however, s o consequent ly drum, paddle , and package machinery i s p r e f e r r e d i n a d d i t i o n t o h i g h tempera ture and p r e s s u r e t o reduce p r o c e s s i n g time.
Most f a b r i c s are t r e a t e d w i t h s o f t e n e r s and r e s i n f i n i s h e d a f t e r dyeing or p r i n t i n g . Occas iona l ly , water and o i l r e p e l l e n t f i n i s h e s may ' '
a l s o b e a p p l i e d . #'> ;'
The pr imary d i f f e r e n c e s between k n i t and woven f a b r i c f i n i s h i n g
and v e g e t a b l e o i l , e t c . ) , r a t h e r than s i z e s ( s t a r c h , PVA, CMC, e t c . ) , and t h a t k n i t good are n o t mercer ized. The k n i t f a b r i c s f i n i s h i n g m i l l oper- a t i o n s are d e p i c t e d i n F igure 2-5 ( 9 ) .
? " o p e r a t i o n s are t h a t k n i t t i n g y a r n s are t r e a t e d w i t h l u b r i c a n t s (mineral o i l I- .
2.2.6 Carpe t M i l l
Carpet m i l l s form a d i s t i n c t p a r t of t h e t e x t i l e s i n d u s t r y , a l though t h e y do employ many of t h e same u n i t o p e r a t i o n s as those of t h e Knit F a b r i c F i n i s h i n g and Dry Process ing M i l l c a t e g o r i e s . Carpet m i l l s are c h a r a c t e r i z e d by any o r a l l of t h e fo l lowing u n i t o p e r a t i o n s : b leaching , scour ing , carbon- i z i n g , d y e i n g , p r i n t i n g , r e s i n t r e a t m e n t , water p r o o f i n g , flame p r o o f i n g , s o i l r e p e l l e n c y , and Sacking w i t h foamed and unfoamed l a t e x and j u t e . F igure 2-6 d e p i c t s a t y p i c a l c a r p e t m i l l o p e r a t i o n .
2-21
I

I ... .r
S
Lc
.v
Ln
I N

...
42
a,
L
m
u a

. . C a r p e t s can be made from predyed ya rn or t h e grey goods can be p i e c e dyed or p r i n t e d . p e t s made of s y n t h e t i c materials a r e t y p i c a l l y dyed a f t e r the t u f t i n g process . P r i n t i n g is done w i t h a semi-continuous s c r e e n p r i n t i n g process , followed by a wash and r i n s e s t e p i n the same machine. Dyeing i s commonly done i n becks i n t h e same manner as d e s c r i b e d i n S e c t i o n 2.3 (Dry Processing M i l l ) . Con- t i n u o u s dyeing c o n s i s t s of dye a p p l i c a t i o n , followed by steam under m i l d l y a c i d i c c o n d i t i o n s . This i s followed by washing and dry ing and t h e a p p l i c a - t i o n of e i t h e r l a t e x adhes ive or l a t e x foam backing ( 9 ) .
Wool c a r p e t s are normally made from predyed yarn wh i l e car-
2.2.7 Stock and Yarn Dyeing and F i n i s h i n g M i l l
Yarn dyeing and f i n i s h i n g may be c h a r a c t e r i z e d by any o r a l l of t h e f o l l o w i n g u n i t o p e r a t i o n s : c l e a n i n g , s c o u r i n g , bleaching, merce r i z ing , dye ing , and s p e c i a l f i n i s h i n g . It d i f f e r s from woven f a b r i c f i n i s h i n g i n
f a b r i c f i n i s h i n g by i t s i n c l u s i o n of m e r c e r i z a t i o n . I . - t h a t t h e r e i s no s i z i n g or d e s i z i n g o p e r a t i o n , and i t d i f f e r s from k n i t
.. , . . . . I
Stock and y a r n dyeing and f i n i s h i n g i n c l u d e s p l a n t s which c l e a n , dye, and f i n i s h f i b e r s t o c k or yarn. Sewing t h r e a d , t e x t i l e and c a r p e t y a m are t y p i c a l p r o d u c t s . In t h i s c a t e g o r y crude yarn may be ob ta ined from a s p i n n i n g f a c i l i t y or i t may be spun i n t h e p l a n t . The yarn may be n a t u r a l , s y n t h e t i c or blended.
S e v e r a l t e c h n i q u e s a r e a v a i l a b l e for process ing raw yarn i n t o the f i n i s h e d p r o d u c t . The most common p r o c e s s i s probably package dyeing, b u t o t h e r p r o c e s s e s , such a s space dyeing, are widely used. In the former pro- cess, y a r n wound on p e r f o r a t e d t u b e s is p laced i n a l a r g e v e s s e l , which i s s e a l e d . The dye s o l u t i o n , a t a n a p p r o p r i a t e temperature , i s c i r c u l a t e d through t h e yarn . The dyed yarn i s washed, r i n s e d , and dr ied . In space dyeing, y a r n i s k n i t t e d and t h e f a b r i c i s dyed or p r i n t e d , washed, r i n s e d , and d r i e d . The f a b r i c i s then u n r a v e l l e d and the yarn i s wound on cones ~
f o r subsequent use by o t h e r m i l l s . F igure2-7 r e p r e s e n t s t y p i c a l o p e r a p b n of a s t o c k and yarn dyeing and f i n i s h i n g m i l l (9).
2 . 3 WASTE STREAM CHARACTERISTICS
The t e x t i l e p r o d u c t s i n d u s t r y g e n e r a t e s wastes which a r e q u i t e d i v e r s e i n n a t u r e . Waste s t ream components v a r y , p r i m a r i l y due t o t h e f i n a l p roduc t and t h e f i b e r from which i t i s manufactured. The primary s o l i d w a s t e s produced a r e s c r a p f i b e r and f a b r i c , and waste water t r e a t - ment s l u d g e s . Scrap f i b e r and f a b r i c p r e s e n t no concerns and can be d i s - posed of a s s o l i d was te or r e c y c l e d by p r o c e s s i n g i n t o recycled p roduc t s or burned i n a waste-to-energ:7 i n c i n e r a t o r . Waste water t reatment s ludges vary a c c o r d i n g t o t h e waste wa te r t r e a t e d , t rea tment process , and degree of waste w a t e r r e c y c l i n g which occurs .
2-24

r r-
P
rc >
k? .- In
VI ._ E a
W
L
.-
C L
m
h
1 i ;

This section considers the textile manufacturing processes which
The produce aqueous wastes. ducts are more consistently characterized by this method of grouping. fibers considered are: cotton, wool, various synthetics, and synthetic blends.
Organization is by fiber type because waste pro-
Tables 2-5 through 2-11 list waste stream constituents which
Additional may be expected from textile process by fiber type and the pollution para- meters by which these constituents are typically measured. information on aqueous pollutants from textile processes i s presented in Appendix A.
Treatment of the waste streams results in sludges and effluent which may be recycled or released. stream constituents. The form of the contaminants within the sludge de- pends upon the type of treatment process. It was not within the scope of this report to make a detailed examination of waste water treatment prac- tices employed by the textile industries. In general, it can be said that biological treatment is frequently used to lower BOD, converting organics to a stable, nontoxic form. Sludge from biological treatment also may irreversibly (except in reducing environments) bind metal ions such as chromium.
The sludge contains concentrated waste
' f . . I
2-26
I

Table 2-5
COTTON PROCESSING WASTE STREAM CHARACTERISTICS
Waste Stream Materials Input Constituents Process
Slashing
I . . - Des iz ing
Souring
’
f ir.
I
i
i... 5 :<
Size (PVA, CMC, starch) Washings from Lubricants slasher boxes Emulsifiers Humec tan t s Preservatives (ZnCL phenol) Penetrants Anti-foam agents Fillers
2’
Acid Enzymes Sodium chromate
Detergents Soap solutions Caustic soda (NaOH) Soda ash (Na2CO3) Sodium silicate (Na2Si03)
Mercerizing Caustic soda (NaOH)
Bleaching Bleach (sodium hypo- chlorite, sodium chlorite, hydrogen peroxide)
bisulfite, sulfuric acid)
Anti-chlor (sodium
Sodiiun hydroxide
Pollution Parameters
BOD COD Solids Phenol
Size (degraded BOD starch, PVA, CMC, COD etc.) Solids Lubricants Phenol Emulsifiers Temperature Humectants Preservatives Penetrants Anti-foam agents Fillers Vegetable impurities
Wax Pectin Alcohols Size Processing impuri- ties (dirt, oil, and grease)
Caustic soda Impurities
Bleach Impurities
EOD COD O&G Solids ,
Temperature Foam Phosphorus
BOD COD PH Solids Temperature
BOD COD Solids
Temperature c1
PH ,b ’
PH
2-27

Table 2-5 (cont inued)
.-
COTTON PROCESSING WASTE STREAM CHAEiCTERISTICS (cont inued)
Waste S t ream P o l l u t i o n P r o c e s s M a t e r i a l s Input C o n s t i t u e n t s Parameters
P r i n t i n g Dyes ( v a t , f i b e r , Dyes r e a c t i v e , pigments) Resins
Resins
Dyeing ( s e e 4Te s Spent dyes BOD Table 2 - 6 ) Dye a u x i l i a r i e s Dye a u x i l i a r i e s COD
S o l i d s ( d i s s o l v e d ) Cr PH Color Temperature S u l f i d e s
BOD COD S o l i d s (SS + DS) cr PH Color Temperature
S p e c i a l F i n i s h e s S t a r c h , d e x t r i n , wax, -- c l a y , t a l c , t a l l o w , o i l
s o l u t i o n s , l a c q u e r s , s u l f u n a t e d compounds, qua te rna ry ammonium s a l t s
Res ins , c e l l u l o s i c
Hot d e t e r g e n t s Hot soaps Rust s t a i n removers
( o x a l i c a c i d , sodium a c i d f l u o r i d e ) ( c r e a s e r e s i s t a n c e formaldehyde)
Source: F rank l in A s s o c i a t e s , , L t d .
2-28

Table 2-6
CHEMICALS PRESENT I N COTTON DYEBATHS
Jlye Type
Aniline Black
Developed
Direct
Naph t h o 1
S u l f u r
V a t
Chemicals P r e s e n t
A n i l i n e hydroch lo r ide , sodium fer rocyanide , sodium c h l o r a t e , pigment, soap, sodium di-chromate
Dye, p e n e t r a n t , sodium c h l o r i d e , sodium n i t r i t e , hydrochlor ic a c i d o r s u l f u r i c a c i d , developer (be t a naphthol ) . soap or s u l f a t e d soap o r f a t t y a l c o h o l
Dye. sodium c a r b o n a t e , sodium c h l o r i d e , hydroch lo r i c a c i d , we t t ing agent o r s o l u b l e o i l o r sodium s u l f a t e
Dye , ,caus t ic soda , s o l u b l e o i l a l c o h o l , soap, soda a sh , sodium c h l o r i d e , base , sodium n i t r a t e , sodium n i t r i t e , sodium a c e t a t e
Dye, sodium s u l f i d e , sodium ;arbonate , sodium c h l o r i d e , sodium di-chromate, hydrogen p e r i o x i d e
Dye, c a u s t i c soda , sodium h y d r o s u l f i t e , , s o l u b l e o i l , g e l a t i n , perbora te or hydrogen peroxide
,” .
Source : Reference 9.
. . . .
2-29

Table 2-7
WOOL PROCESSING WASTE STREAM CHARACTERISTICS
Process Materials Input
R a w wool scouring Detergent, soap or solvent
other alkali Sodium carbonate or
Fulling/Washing Detergent o r soap Sequestering agents Sulfuric acid Hydrogen peroxide Metal catalysts (Cr, cu, CO)
Carbonization
Bleaching
Sulfuric acid Sodium carbonate
Sulfur dioxide Hydrogen or sodium
Optical brightness peroxide
Dyeing (see Table Dyes 2-8) Dye auxiliaries
Waste Stream Constituents
Wool wax Suint Urine Faeces Blood Dirt Vegetable matter Detergent or soap
Detergent Soap Wool wax Suint
Carbonized vege- table matter
Unspent acid and carbonate Surfactants Wool grease suint
Unspent chemicals
Dyes Dye auxiliaries
Special finishing Soil repellents Unfixed chemicals Mothproofing com- pounds (Mitten FF, dieldrin, etc.)
Pollution Parameters
BOD COD Solids
O& G Temperature Phosphorus
PH
BOD COD Solids
Phosphorus Cr cu co
BOD COD PH Solids Temperature
PH
:3:’ Solids
BOD COD
Temperature Cr Color Solids
PH
COD Toxic organics
- Source: Franklin A s s o c i a t e s , L t d .
2-30
i
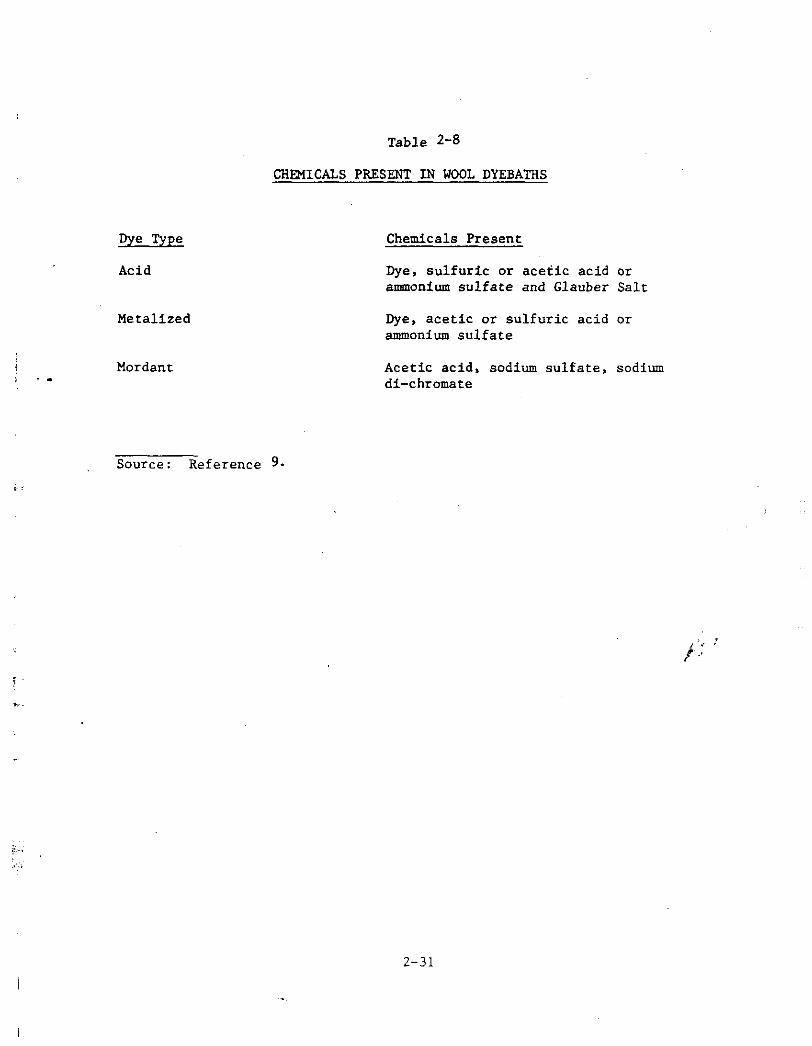
2 Y C Y . F Acid
Metalized
i Mordant ! . I
Source: Reference 9.
Table 2-8
CHplICALS PRESENT IN WOOL DYEBATHS
Chemicals Present
Dye, sulfuric or acetic acid or ammonium sulfate and Glauber Salt
Dye, acetic or sulfuric acid or ammonium sulfate
Acetic acid, sodium sulfate, sodium di-chromate
2-31
i

. . Table 2-9
SYNTHETICS PROCESSING WASTE STREAM CHARACTERISTICS
Waste Stream F i b e r I P r o c e s s M a t e r i a l s Input C o n s t i t u e n t s
Rayon Scouring
i
Soluble o i l s S i z e ( s t a r c h , Weak a l k a l i s PVA, CMC) Soap o r d e t e r g e n t G e l a t i n Enzymes A n t i - s t a t i c
l u b r i c a n t s Soap o r d e t e r g e n t
Dyeing and Rinse Dyes ( a c i d , v a t , Dyes t . - d i s p e r s e d ) Dye a u x i l i a r i e s and
c a r r i e r s Dye a u x i l i a r i e s and carriers
S a l t b a t h Detergent S a l t
S p e c i a l F i n i s h e s F i r e r e t a r d a n t s 1
? .. . A c e t a t e
Des iz ing Enzymes ( d i a s t a t i c o r p r o t e o l y t i c )
Soap or d e t e r g e n t
Dyeing and Rinse Dyes ( d i s p e r s e d , de- veloped, a c i d , n a p t h o l )
c a r r i e r s Dye a u x i l i a r i e s and
Detergent S a l t Res idua l scour ing
and dye m a t e r i a l
Unfixed chemical.
Degraded s t a r c h
Soap or de t e rgen~ . A n t i s t a t i c lub -
s i z e
r i c a n t s
Dyes Dye a u x i l i a r i e s and
c a r r i e r s
P o l l u t i o n Parameters
BOD COD S o l i d s PH Temperature Phosphorus
BOD COD S o l i d s
Temperture Color S u l f i d e s Phenol C r
PH
S a l t BOD COD S o l i d s Phosphate
BODk ' cow '
Nitrogen Phosphorus
BOD COD S o l i d s Temperature
Phosphorous
BOD COD S o l i d s FJH Temperature Co lo r Phenol
PH
2-32
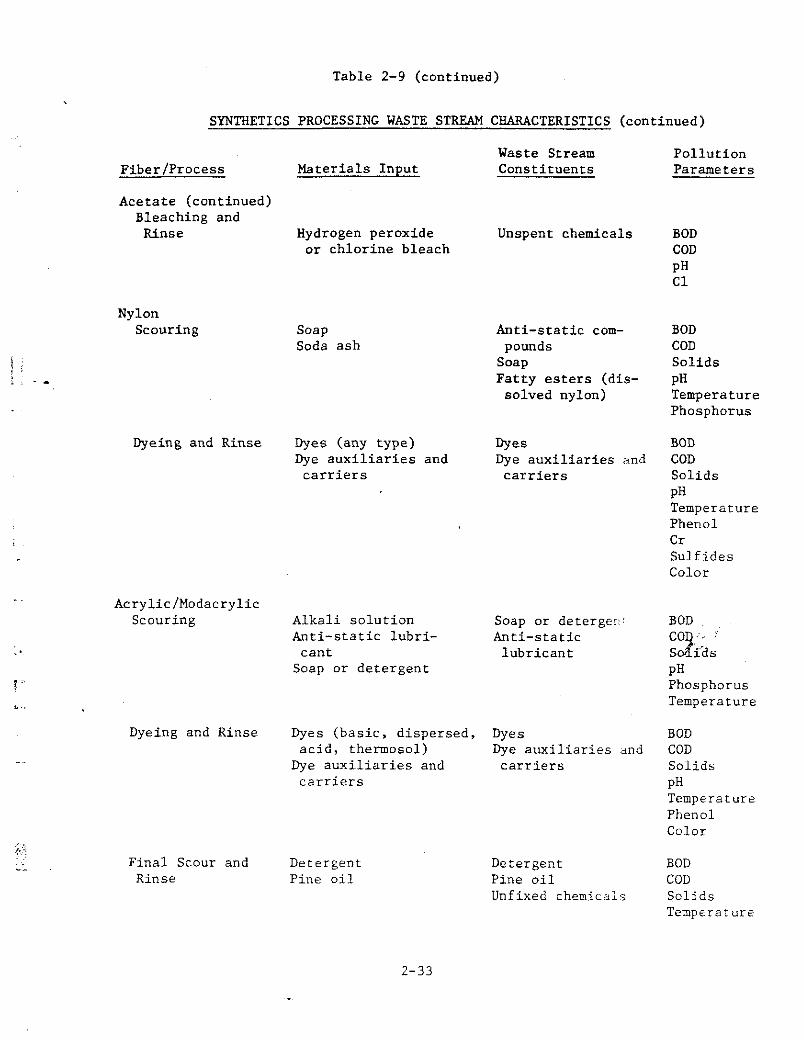
Fiber /Process
Acetate (continued) Bleaching and Rinse
Nylon Scouring
! " . I
1 . . . <. ., . . . . - ..
Table 2-9 (continued)
SYNTHETICS PROCESSING WASTE STREAM CfIARACTERISTICS (continued)
Dyeing and Rinse
AcrylicIModacrylic Scouring
Dyeing and Rinse
Final Scour and Rinse
Waste Stream Materials Input Constituents
Hydrogen peroxide Unspent chemicals or chlorine bleach
Soap Soda ash
Anti-static com-
Soap Fatty esters (dis-
pounds
solved nylon)
Dyes (any type) Dyes Dye auxiliaries and Dye auxiliaries and carriers carriers
Alkali solution Soap o r deterger' Anti- sta t ic lubri- Anti-static cant lubricant Soap or detergent
Dyes (basic, dispersed, Dyes
Dye auxiliaries and carriers acid, thennosol) Dye auxiliaries dnd
carriers
Detergent Pine oil
Detergent Pine oil Unfixed chemicals
Pollution Parameters
BOD COD PH c1
BOD COD Solids PH Temperature Phosphorus
BOD COD Solids PH Temperature Phenol Cr Sulfides Color
BOD
PH Phosphorus Temperature
BOD COD Solids
Temperature Phenol Color
BOD COD Solids Temper ai ur e
PH
2 - 3 3

Table 2-9 (continued)
. ..
.
SYNTHETICS PROCESSING WASTE STREAM CHARACTERISTICS (continued)
Waste Stream Pollution FiberIProcess Materials Input Constituents Parameters
Polyester Scouring Weak alkalis
Lubricants Soap
Dyes Eye carriers
Soap Lubricants
Heat Setting -- -- Special Finishes Water-proofing agents --
Water-repellent agents Oil-repellent agents Resins Latex Water retardant agents
Unfixed dyes and dye carriers
source: Franklin Associates, Ltd.
BOD COD Phosphorus Temperature PH
BOD COD PH Temperature Phenol
Temperature
f ' L..
2 - 3 4

j
i
1 ._
L?Y!cwZ
Vat
Table 2-10
CHEMICALS USED IN APPLICATION OF DYES
Fiber Type
Cotton Rayon Polyesterlcotton
Direct Cotton Rayon Polyesterlcotton - Nylon/cotton
Disperse Acrylic Acetate Polyester Polyester/cotton Nylon
Sulfur
Acid
Cat ionic
Cotton Rayon Polyesterlcotton
Acrylic Wool Nylon Nylonlcotton
Acrylic Acetate Polyester Polyester/cotton Nylon
Auxiliary Chemicals Necessary
Sodium hydroxide Sodium hydrosulf ire Dispersing agent Hydrogen peroxide Acetic acid Sodium perborate alternative
Sodium chloride Sequestering agent Sodium sulfate
Orthophenylphenol Butyl benzoate carriers Chlorobenzene Acetic acid Dispersing agent and many other carriers
Sodium sulfide Sodium carbonate Sodium dichromate Acetic acid alternatives Hydrogen peroxide Acetic acid
Acetic acid Ammonium sulfate Ammonium acetate Sulfuric acid Sodium sulfate Monosodium phosphate
Acetic acid Formic acid Oxlaic acid Sodium sulfate Sodium acetate Ethylene carbonate
2-35

Table 2-10 (continued)
CEENICALS USED IN APPLICATION OF DYES (continued)
Dye Type Fiber Type
Reactive Cotton Polyesterlcotton Nylon
Developed Cotton Rayon
Auxiliary Chemicals Necessary
Sodium chloride Urea Sodium carbonate Sodium hydroxide
Developer Sodium chloride Sodium nitrite Sulfuric acid Sodium carbonate Hypochloric acid
Source: Reference 8 .
2-36

xx
x
xx
xx
x
x
xx
xx
x
x
xx
x
xx
xx
x
x
m
al u C al Y
m
u-i
l2
1-17

2.4 WASTE STREAM QUANTITIES
Textile mill industrial waste quantities and constituents depend on the type of fiber processed, the unit operation, and final end product. The most common methods for measurement of textile waste constituents in- clude: BOD, COD, pH, solids (total, suspended, dissolved), temperature, color, oil and grease, foam, and tests for specific chemicals (e.g., Cr, phenol, etc.). The following sections discuss the range of concentrations which may be expected in textile wastes by fiber type and unit operation. Sludges from waste water treatment operations are also considered. Appendix B tabulates some of the data available on the quantities of pollutants pres- ent in textile waste streams.
2.4.1 Cotton Processing
. . I , . . - The basic cotton fabric manufacturing processes which produce
aqueous wastes are: slashing, desizing, scouring, mercerizing, bleaching, dyeing or printing and application of special finishes. are generally low in volume, resulting only from equipment cleaning. The BOD of slashing waste can be quite high, depending on the type of size being applied. Even with such extremely high BODS. slashing wastes normally contribute only 5 percent
low volume of generation. Waste waters from typical slashing operations are characterized by the following range of pollutants: BOD = 600-2,500 mg/l, TS = 8,500-22,600 mg/l, pH = 7-9.5 and water use of 60 to 940 gal- longs per 1,000 pounds product ( 9 ) .
Slashing wastes
Corn starch has a BOD of 810,000 mg/l.
*. . BOD and 4.5 percent total solids to the total plant waste load due to the
Desizing requires high volumes of water to remove size from the fabric. As a result, waste waters contribute the largest BOD ( 4 5 percent) and suspended solids (86 percent) of cotton finishing operations. Depend- ing upon the type of size waste,concentrations ranges are: BOD = ZOO-5,200, , mg/l, TS = 3,800-32,000 mg/l, pH = 6-8 and water use of 300 to 2,500 gallobs per 1,000 pounds product ( 9 ) .
. , i
1 "
L Scouring also requires high volumes of water, but the impurities . removed from the fabric have a lower BOD than the size removed in the pre-
.i vious process. Scour liquor waste contributes approximately 16 percent of the total plant BOD. percent of the total. This is due to natural wax, oil, and dirt present in cotton. Waste water characteristics f o r scour liquor are within the follow- ing range: BOD = 100 to 2,900 mg/l, TS = 2,200 t o 17,400 mg/l, pH = 10 to 13 units, temperature = 250"F, and water use = 300 to 5,100 gallons per 1,000 pounds product ( 9 ) .
The grease and oil contribution is approximately 67 _.
-4: .. r : i i
2-38

Mercer iz ing was te s a r e a l k a l i n e , h igh i n ino rgan ic s o l i d s and c a u s t i c a l k a l i n i t y and low i n BOD. Mercer iz ing waste water c h a r a c t e r i s - t i c s depend upon t h e degree of c a u s t i c recovery p r a c t i c e d . are t y p i c a l ranges : BOD = 50-80 mg/l, TS = 320-18,000 mg/l, pH = 5.5-14 and water u s e of 2,000 t o 37,000 g a l l o n s pe r 1,000 pounds product (9 ) .
The fo l lowing
Bleaching i s n o t c a r r i e d o u t on a l l c o t t o n f a b r i c processed , only t h o s e f o r which a l i g h t c o l o r is d e s i r e d . the lowes t BOD t o the t o t a l p l a n t load . 100-1,700 mg/ l , TS = 840-14,400 mg/l , pH = 8.5-12 and water u s e of 300 t o 14,000 g a l l o n s pe r 1,000 pounds product (9) . Ch lo r ine l e v e l s may a l s o be h i g h b u t c o n c e n t r a t i o n v a l u e s are n o t a v a i l a b l e .
The b l each ing p rocess c o n t r i b u t e s Waste waters range from: BOD =
Dyehouse waste w a t e r s may con ta in q u a n t i t i e s of chromium i f a n i l i n e of s u l f u r dyes a r e employed, b u t use of these dyes is d e c l i n i n g . e r a t e d i s about 18 p e r c e n t of t h e p l a n t load , and d i s s o l v e d s o l i d s genera ted are a b o u t 34 p e r c e n t of t h e t o t a l p l a n t load. Temperature, c o l o r , and pH v a l u e s are a l s o s ign i f icant . t h e waste water c h a r a c t e r i s t i c s a r e i n t h e fo l lowing ranges : BOD = 60 t o 600 mg/l , TDS = 600 t o 5,400 mg/l, C r = 40 t o 168 mg/l, pH = 6 t o 1 2 u n i t s , and water use = 5,000 t o 30,000 g a l l o n s pe r 1,000 pounds product (9 ) .
BOD gen-
Depending upon dye types and dyeing methods,
P r i n t i n g waste wa te r s are g e n e r a l l y low i n volume. They may, however, c o n t a i n h igh concen t r a t ions of BOD and d i s so lved s o l i d s a long w i t h lower suspended s o l i d s l e v e l s . Waste water c h a r a c t e r i s t i c s a r e : BOD = 100-650 mg/ l , TSS = 10-750 mg/l , TDS = 200-1,000 mg/l, pH = 6-11 and w a t e r u s e of 1,500 t o 4,000 g a l l o n s pe r 1,000 pounds of product ( 9 ) .
F i n i s h i n g waste water volumes are gene ra l ly low because of the They low p r o p o r t i o n of f a b r i c which i s s u b j e c t e d t o s p e c i f i c f i n i s h i n g .
are t y p i c a l l y low i n BOD b u t may have low concen t r a t ions of s p e c i a l f i n i s h - i n g chemica ls . Concent ra t ion ranges are: BOD = 20-500 mg/l , TS = 40-2,34 ' mg/l , pH = 6-8 and water u se of 1,500 g a l l o n s pe r 1,000 pounds of p r o d u c t t ( 9 ) . P 2.4.2 Wool P rocess ing
Wool p r o c e s s i n g p o l l u t a n t s a r e p r imar i ly produced by t h e fo l lowing p rocesses : raw wool scour ing , ca rbon iz ing , f u l l i n g , b l each ing , dyeing, and f i n i s h i n g . Raw wool scour ing produces t h e h ighes t s t r e n g t h was te s , measured as BOD o r s o l i d s load . The soap-a lka l i scour ing b a t h s a r e g e n e r a l l y charac- t e r i z e d by a tempera ture of 115 t o 130°F and a pH of 9.5 t o 10.5 wh i l e t h e n e u t r a l d e t e r g e n t b a t h s normally have a pH of 6.5 t o 7.5 and a tempera ture of 135 t o 160'F. The scour ing p rocess e m u l s i f i e s t he d i r t and g rease and produces a brown, t h i c k l y t u r b i d waste which is o f t e n covered w i t h a greasy scum and c o n t a i n s c o n s i d e r a b l e , s e t t l e a b l e minera l m a t t e r . I t i s s t r o n g l y a l k a l i n e and v e r y p u t r e s c i b l e . The bowls a r e gene ra l ly dumped once a t t he end of each 8-hour day a t which t i m e BOD concen t r a t ion may reach 40,000 mg/l
2-39

i n t h e f i r s t bowl and t h e BOD concen t r a t ion i n each succeeding bowl i s u s u a l l y about 10 p e r c e n t of t h a t i n the p rev ious bowl. The scour ing p r o c e s s c o n t r i b u t e s 55 t o 75 percent of t h e t o t a l BOD produced du r ing t h e p r o c e s s i n g of t he wool f i b e r s . i z e d by the fo l lowing: u n i t s , and wa te r use of 2,000 t o 12,000 g a l l o n s p e r 1,000 pounds of product
Scoured wool l i q u o r can be cha rac t e r - BOD = 13,000 mg/l , TS = 36,000 mg/l , pH = 9 t o 12
(9) .
F u l l i n g wash w a t e r s a r e the second l a r g e s t source of BOD from wool p r o c e s s i n g , c o n t r i b u t i n g 20 t o 35 pe rcen t of t he t o t a l . Common waste w a t e r c h a r a c t e r i s t i c s a r e : BOD = 200-9,000 mg/l , TS = 4,900 mg/l, pH = 9-12 (9) .
Ca rbon iza t ion r e q u i r e s a f i n a l f a b r i c r i n s e f o r a c i d removal and n e u t r a l i z a t i o n . Waste waters from t h i s p rocess a r e low i n BOD, bu t suspended
BOD = 15-100 mg/l , TS = 4,000 mg/l, pH = 2-9 and water use of 2,000 t o 16,000 g a l l o n s p e r 1,000 pounds product (9 ) .
I s o l i d s and pH may be a problem. Typical waste w a t e r c h a r a c t e r i s t i c s a r e : i I . -
Bleaching waste w a t e r s c o n t r i b u t e t o a ve ry s m a l l f r a c t i o n of the t o t a l p l a n t waste wa te r load because the m a j o r i t y of wool f a b r i c s a r e n o t bleached. Bleaching waste wa te r c h a r a c t e r i s t i c s are: BOD = 390 mg/l, TS = 900 m g / l , pH = 6 , and wa te r use of 300 t o 2,700 g a l l o n s p e r 1,000 pounds product ( 9 ) .
Waste wa te r c h a r a c t e r i s t i c s f o r wool dye ing p r o c e s s e s vary widely, depending on the dye method used. Many of t he chemicals used f o r wool dye- i n g a r e t o x i c , and the pH v a r i e s depending on t h e amount of r e s i d u a l a l k a l i l e f t i n t he wool f i b e r s a f t e r t h e scour ing process . The BOD load i s con- t r i b u t e d by t h e p r o c e s s chemicals u s e d , and t h e c o n t r i b u t i o n of wool dyeing t o t h e m i l l ' s t o t a l BOD i s 6 to 9 percent . waste water c h a r a c t e r i s t i c s w i l l be i n the fo l lowing range: BOD = 140 t o 3,500 mg/l , TS = 2,500 t o 9,100 m g / l , pH = 4.8 t o 8.0 u n i t s , and water use
Depending upon t h e dye method used,
of 2,000 t o 3,000 g a l l o n s p e r 1,000 pounds product (9 ) . # ,*
r L
S p e c i a l f i n i s h i n g i s a ve ry low volume p r o c e s s and i n many c a s e s , no was te wa te r i s produced. r e a l concern, because of t h e t o x i c i t y of t h e s u b s t a n c e s a p p l i e d . Wastes from t h i s p r o c e s s a r e s t i l l minimal, p r i m a r i l y r e s u l t i n g from s p i l l s and c l eanups .
Mothproofing i s t h e only f i n i s h i n g p rocess of
Tables B-8 through B-11, i n Appendix B , show i n g r e a t e r d e t a i l , t he q u a n t i t i e s of was te s which may be expected from wool process ing .
2 . 4 . 3 S y n t h e t i c s P rocess ing
2 . 4 . 3 . 1 Rayon. Rayon p rocess ing may i n c l u d e : s i z i n g , s c o u r i n g , d y e i n g , a s a l t ba th , and s p e c i a l f i n i s h i n g . Scouring removes s i z e s or l u b r i - c a n t s , and waste w a t e r s u s u a l l y c o n t a i n s o l u b l e o i l s , weak a l k a l i s , and
2-40

1 ; k , . -
soap or d e t e r g e n t s . The average BOD f o r t h i s waste i s 2,800 mg/l (50 t o 60 p e r c e n t from a n t i - s t a t i c compounds, 30 t o 40 percent from s o l u b l e o i l s , and 10 to 20 p e r c e n t from d e t e r g e n t s . and i t s was te w a t e r s may be c h a r a c t e r i z e d by: BOD = 2,800 mg/l , TS = 3,300 mg/l , TSS = 90 m g / l , pH = 8.5, and a water use of 2,000 t o 4,000 g a l l o n s p e r 1.000 pounds product (9). A f i n a l salt bath, t o remove r e s i d u a l scour ing m a t e r i a l and a s s u r e dye f a s t n e s s , c o n t a i n s d e t e r g e n t s and s a l t s o l u t i o n . The was te wa te r has an average BOD - 58 mg/l, pH = 6.8, and a s a l t conten t of 4,000 t o 12,000 m g / l .
Dyeing i s o f t e n performed concurren t ly
The composite waste water w i l l have a BOD of 1,445 mgll and 2,000 t o 6,000 m g / l s a l t . S p e c i a l f i n i s h i n g , when used, may have a s i g n i f i c a n t e f f e c t on t o t a l p l a n t l oad , w i t h BOD c o n t r i b u t i n g a s much a s 20 t o 30 per- cent and suspended s o l i d s up t o 60 t o 85 percent . F i r e r e t a r d a n t f i n i s h e s will a l s o c o n t r i b u t e high l e v e l s of n i t r o g e n and phosphorous (9) . B-12 through B-14 i n Appendix B g i v e t y p i c a l c o n c e n t r a t i o n s of BOD and s o l i d s f o r rayon p rocess ing wastes.
Tables
2.4.3.2 Aceta te . A c e t a t e f a b r i c f i n i s h i n g u s u a l l y beg ins w i t h s c o u r i n g t o remove s i z e and a n t i - s t a t i c l u b r i c a n t s w i th concurrent drying. Wastes from t y p i c a l scour and d y e b a t h s e x h i b i t a pH of 9 .3 u n i t s and av- e r a g e 2,000 mg/l BOD w i t h 50 pounds of BOD produced f o r each 1,000 pounds of a c e t a t e f a b r i c f i n i s h e d . T o t a l suspended s o l i d s generated a r e approxi- ma te ly 600 mg/l . The combined dye/scour b a t h w i l l conta in a n t i - s t a t i c de- s i z e was te (40 t o 50 pe rcen t of t h e BOD l o a d ) , su l fona ted o i l swel l ing a g e n t s (30 t o 40 percen t of t he BOD l o a d ) , a l i p h a t i c e s t e r s w e l l i n g a g e n t s (10 t o 20 p e r c e n t of t h e BOD l o a d ) , and the s o f t e n e r ( n e g l i g i b l e BOD l o a d ) . Two r inses f o l l o w t h e scour ing /dye ing o p e r a t i o n , each of which c o n t a i n s some amount of t h e r e s i d u a l chemicals . The t h r e e processes--scour/dye/rinse produce a composite waste of 666 m g / l BOD f o r each 1,000 pounds of f a b r i c p rocessed . e r a g e s 9,000 g a l l o n s .
The amount of water used t o process 1,000 pounds of f a b r i c av-
I f b l each ing i s s u b s t i t u t e d f o r dyeing, t he BOD of the d ischarke '
of t h e s c o u r i n g and b l each ing b a t h i s approximately 750 mg/l. The equa f i - z a t i o n of t h i s b a t h w i t h t h e d i s c h a r g e s from the two r i n s i n g s w i l l average 250 mg/l and 15 t o 20 pounds of BOD i n 9,000 ga l lons of waste water f o r t h e p r o c e s s i n g of 1,000 pounds of c l o t h (9).
Tables B-15 through B-17 i n Appendix B give t y p i c a l v a l u e s f o r BOD, and t o t a l and suspended s o l i d s from a c e t a t e f i n i s h i n g opera t ions .
2 .4 .3 .3 m. The u s u a l procedure f o r nylon f i n i s h i n g i s scovr- i n g , two r i n s e s , dyeing, and ano the r r i n s e . Soap and soda ash a r e used i n t h e s c o u r i n g process . producing compounds: proximately one pe rcen t of the nylon f i b e r d i s s o l v e s when scoured) . The t y p i c a l nylon s c o u r b a t h ave rages 1,360 mg/l and 34 pounds of BOD f o r each
Waste w a t e r s from scouring conta in the fol lowing BOC a n t i - s t a t i c compounds, soaps, and f a t t y e s t e r s (ap-
i
2-41
I

1,000 pounds of c lo th -p rocessed . t r i b u t e t h e fo l lowing p e r c e n t a g e s t o t h e t o t a l BOD of t he ba th : sizing compound (40 t o 50 p e r c e n t ) , soap (40 t o 50 p e r c e n t ) , and f a t t y e s t e r s (10 t o 20 p e r c e n t ) 1,900 mg/l, and wa te r use of 7,000 g a l l o n s p e r 1,000 pounds product . nylon i s dyed, s u l f o n a t e d o i l s a r e used as dye d i s p e r s a n t s . d i s p e r s a n t s c o n t r i b u t e p r a c t i c a l l y a l l of t he p rocess BOD, which amounts t o an ave rage of 600 mg/l and 15 pounds f o r each 1,000 pounds of c l o t h dyed. Dye waste w a t e r s e x h i b i t a pH of approximately 8.4 u n i t s . The two r i n s e s between t h e s c o u r i n g and dyeing p r o c e s s e s and the r inse fo l lowing dyeing a r e low i n BOD, which i s caused by s c o u r i n g and dyeing p rocess chemicals t h a t remained on the f a b r i c . s c o u r i n g and dyeing 1,000 pounds of nylon f a b r i c r e s u l t s i n a waste s t ream which w i l l average 340 mg/l and 43.2 pounds of BOD i n 15,000 g a l l o n s of waste water. p e r c e n t , t he remaining BOD b e i n g c o n t r i b u t e d by the dyeing p r o c e s s 8 ) .
The subs t ances p r e s e n t i n the b a t h con- a n t i - s t a t i c
Other c h a r a c t e r i s t i c s inc lude : pH = 10.4 u n i t s , TS = When
These dye
I f the wastes from these f i v e p r o c e s s e s are e q u a l i z e d ,
The BOD c o n t r i b u t i o n of t h e scour ing p r o c e s s i s roughly 65 I ! . -
Tables B-18 and B-19 i n Appendix B g i v e t y p i c a l BOD and t o t a l and suspended s o l i d s v a l u e s f o r t h e nylon f i n i s h i n g process .
2.4.3.4 Acryl ic /Modacryl ic . F i n i s h i n g p rocesses f o r a c r y l i c / modacryl ic f a b r i c i n c l u d e : s c o u r i n g , dyeing o r b leaching , and a l i q u i d s c o u r and r i n s e . A c r y l i c f a b r i c i s normally scoured wi th a weak a l k a l i s o l u t i o n , an a n t i - s t a t i c l u b r i c a n t , and soap or d e t e r g e n t . A f t e r scour- i n g , t h e m a t e r i a l i s r i n s e d t o remove excess chemicals i n p r e p a r a t i o n f o r t h e dye b a t h . A c r y l i c scour and r i n s e waste have an average BOD of 2,190 mg/l of which 30 t o 40 p e r c e n t i s due t o a n t i - s t a t i c l u b r i c a n t s and 50 t o 70 p e r c e n t i s due t o soap. The pH ranges from 8.8 t o 9.7 u n i t s .
There a r e s e v e r a l a l t e r n a t e methods a v a i l a b l e f o r dyeing acrylics,
' i n c l u d i n g : b a s i c , d i s p e r s e d , a c i d , and thermal padding, b u t b a s i c dyeing i s the most p r e v a l e n t method. f o l l o w i n g ranges: BOD = 175-2,000 mg/l , TS = 800-1,900 m g / l , pH = 1.5- & . 7 , and wa te r use of 2,000 t o 4,000 g a l l o n s per 1,000 pounds product .
Typ ica l dye was te s a r e c h a r a c t e r i z e d by t e
I
% A c r y l i c s normally r e c e i v e a f i n a l scour and r i n s e w i t h s y n t h e t i c d e t e r g e n t and pine o i l . The scour waste has an average BOD of 700 mg/l , 90 p e r c e n t of which i s c o n t r i b u t e d by t h e pine o i l . i n c l u d e TS = 800-1,900 m g / l , pH = 7 . 1 , and water use of 8,000 t o 10,000 g a l l o n s p e r 1,000 pounds product .
Other c h a r a c t e r i s t i c s
Tables B-20 through B-22 i n Appendix B give t y p i c a l v a l u e s of BOD and t o t a l and suspended s o l i d s from ac ry l i c /modac ry l i c f i n i s h i n g p rocesses ( 9 ) .
I.'
.. . 2-42

2.4.3.5 P o l y e s t e r . P o l y e s t e r is the most p r e v a l e n t s y n t h e t i c f i b e r on t h e American market. Because of i t s l a r g e consumption, c h a r a c t e r of t h e f i b e r , and m u l t i t u d e of u s e s , a v a r i e t y of f i n i s h i n g processes a r e employed. P o l y e s t e r f a b r i c f i n i s h i n g i s u s u a l l y c a r r i e d out i n the follow- ing o r d e r : scour , rinse, dye, and scour again. S c o u r i n g ' s o l u t i o n s c o n s i s t of weak a l k a l i s , l u b r i c a n t s , and soap. A f t e r scour ing , t he m a t e r i a l i s rinsed t o remove excess chemicals and t o prepare i t f o r dyeing. ester s c o u r was te average 500 t o BOO m g / l of BOD. pounds of p o l y e s t e r f a b r i c w i l l produce 15.5 pounds of BOD, of which 90 p e r c e n t i s c o n t r i b u t e d by t h e a n t i - s t a t i c compounds used f o r l u b r i c a t i o n and s i z i n g .
The poly- The p rocess ing of 1,000
P o l y e s t e r may be dyed i n several d i f f e r e n t ways. Conventional dye- ing r e q u i r e s the use of high c o n c e n t r a t i o n s of dye c a r r i e r s (0.06-0.41 car - r iershs . f a b r i c ) which r e s u l t i n h igh s t r e n g t h BOD wastes . Dyeing a t h i g h t e m p e r a t u r e s and p r e s s u r e s and thermos01 of padding processes bo th produce lower s t r e n g t h BOD wastes . Rinse w a t e r s from dyeing are a l s o low i n BOD, c o n t a i n i n g Unly r e s i d u a l chemicals from dyeing and scour ing . of p o l y e s t e r u s e s an average of 15,000 g a l l o n s p e r 1,000 pounds f i b e r .
I
The p rocess ing . -
A v a r i e t y of s p e c i a l f i n i s h i n g processes a r e used but wastes gen- e r a t e d are small. v e r y h i g h temperature w a t e r s may be produced.
Heat s e t t i n g is t h e only o t h e r p r o c e s s of concern because
T a b l e s B-23 through B-25 i n Appendix B summarize t y p i c a l BOD, t o t a l and suspended s o l i d s c o n c e n t r a t i o n s which may be produced by p o l y e s t e r f i n i s h - i n g p r o c e s s e s (9 ) .
2 .4 .3 .6 S y n t h e t i c Blends. M a t e r i a l s of c o t t o n and s y n t h e t i c f i b e r s or wool and s y n t h e t i c f i b e r s a r e u s u a l l y processed a s would normally be per- formed on t h e 100 percent n a t u r a l f i b e r . Tables B-26 and B-27 i n Appendix B p r e s e n t t y p i c a l d a t a f o r v a r i o u s f i n i s h i n g o p e r a t i o n s of c o t t o n l s y n t h e t i c blended f a b r i c (9 ) .
2.4.4 T o t a l M i l l Wastes i'.
Some waste d a t a a r e a v a i l a b l e by the t e x t i l e m i l l c a t e g o r i e s descr ibed i n S e c t i o n 2.2. These d a t a a r e composite waste d a t a , b u t a r e e s p e c i a l l y u s e f u l i n t ha t c o n c e n t r a t i o n s a r e a v a i l a b l e f o r such parameters a s chrome, o i l and g r e a s e , pheno l , s u l f i d e , and o t h e r s . These d a t a a r e taken from s t u d i e s done by t h e American T e x t i l e Manufacturers I n s t i t u t e , Inc. (ATMI) and the Nat ional Commission on Water Qua l i ty (NCWQ) as presen ted by t h e U . S . Environmental P r o t e c t i o n Agency ( 9 ) , and a r e shown i n Tables C-1 through C-7 i r Appendix C .
2 .4 .5 Sludges from Waste Water Treatment
Sludges from t e x t i l e waste wa te r t rea tment processes have been ana lyzed by two major s t u d i e s . The f i r s t was performed by Versar, I n c . (12)
2-43

i n 1976 and showed t h a t s i g n i f i c a n t l e v e l s of hazardous subs tances were p r e s e n t in t e x t i l e was te water t rea tment s ludges from t h e fo l lowing pro- cesses: wool f a b r i c dyeing and f i n i s h i n g (SIC 2231) , woven f a b r i c dyeing and f i n i s h i n g (SIC 2261). knit f a b r i c dyeing and f i n i s h i n g (SIC 2250) , y a r n and s t o c k dyeing and f i n i s h i n g (SIC 2269), c a r p e t dyeing and f i n i s h - i n g (SIC 2279), and wool s cour ing (SIC 2299). The d a t a a r e presented i n Appendix D. As a r e s u l t of t h i s s tudy , s ludges from t h e previous ly l i s t e d p r o c e s s e s were placed on the hazardous waste l i s t publ i shed i n the December 18, 1978 Fede ra l Reg i s t e r (13).
The American T e x t i l e Manufacturers I n s t i t u t e d i spu ted the determi- n a t i o n t h a t t e x t i l e s ludges were hazardous and con t r ac t ed w i t h Monsanto Research Corpora t ion , Dayton, Ohio t o run EP t o x i c i t y tests on t he s ludges . Thetest r e s u l t s showed t h a t t h e leve ls of metals and organic t o x i c con- s t i t u e n t s which leached from t h e s l u d g e s were n o t h igh enough t o c o n s t i t u t e a h a z a r d , as de f ined by EPA (14) . Table D-7 i n Appendix D p r e s e n t s a sum- mary of a n a l y t i c a l r e s u l t s . On J u l y 1 6 , 1980, EPA d e l i s t e d s ludges from t e x t i l e manufac tur ing p l a n t s from the hazardous was te l i s t (15).
; . -
2 . 5 POTENTIAL HAZARDOUS WASTES
The t e x t i l e m i l l p roduc t s i n d u s t r y has no processes which produce The indus t ry does, w a s t e s s p e c i f i c a l l y des igna ted as hazardous by t h e EPA.
however, u s e a number of subs t ances i n t h e i r manufactur ing p rocesses which may be cons ide red hazardous. These inc lude : s o l v e n t s , dyes, f i n i s h i n g chemica l s and p e s t i c i d e s . The c o n t a i n e r s i n which the chemicals are shipped may be s u b j e c t t o r e g u l a t i o n , and chemical s p i l l s a long w i t h m a t e r i a l s con- tamina ted by s p i l l s may a l s o be of concern.
A l ist of subs tances f o r which c o n t a i n e r s , s p i l l s , and contam;nated m a t e r i a l ~ s a r e cons idered hazardous i s given in S e c t i o n 261.33 of the Ju ly 1, 1981 Code of Federa l Regula t ions (16) .
Es t ima tes as t o the q u a n t i t i e s of contaminated c o n t a i n e r s and i$e
These d a t a were developed by m i l l c a t egory f o r each s t a t e , w i t h amount of material still p r e s e n t i n t h e s e c o n t a i n e r s were made by Versar , Inc. ( 1 2 ) . waste q u a n t i t y p r o j e c t i o n s through 1984.
Residues of chemical a p p l i c a t i o n t o f i b e r s and f a b r i c e n t e r in - The waste streams from a l l p l a n t processes p l a n t p r o c e s s was te s t reams.
are g e n e r a l l y combined f o r a n - s i t e t rea tment or r e l e a s e d t o municipal sewers. These r e s i d u e s a r e concen t r a t ed i n t r ea tmen t p l a n t s ludges . Tests of t h e s e s l u d g e s have shown t h a t they a r e not. t o x i c ( 1 4 ) . A s t e x t i l e pro- c e s s i n g and was te water t r ea tmen t p r a c t i c e s change, a d d i t i o n a l t e s t i n g w i l l be n e c e s s a r y t o show wherher EP tox i . c i ty m a y be a problem. r ecove ry p r a c t i c e s may gene ra t e sma l l vo iu i”s of concent ra ted waste which a r e hazardous i n n a t u r e . w i t h c o n c e n t r a t e d dye ba th chemica ls frorr h y p e r f i l t r a t i o n , and water r e c y c l e p r o c e s s e s .
Recycle and
I n p a r t i c u l a r , d i s p o s a l problems may be encountered

3.0 STATE-OF-THE-ART RESOURCE RECOVERY I N THE TEXTILE MILL PRODUCTS INDUSTRY
I n t h i s s e c t i o n , t h e c u r r e n t s ta te -of - the-ar t of resource recovery , by i n d i v i d u a l t e x t i l e m i l l wastes, i s p resen ted . recovery technologies by s t a g e of development and range of t r a n s f e r a b i l i t y has been compiled and can be seen i n F igu re 3-1. The fo l lowing s e c t i o n s d e s c r i b e how t h e m a t r i x can be used and what i t means.
3.1 MATRIX DEVELOPMENT AND STRUCTURE
A ma t r ix summarizing r e s o u r c e
The b a s i s of t h i s m a t r i x i s founded on a thorough review and a n a l y s i s of more t h a n a decade of t r a d e j o u r n a l r e p o r t s , government documents, and gen- eral s c i e n t i f i c l i t e r a t u r e . A complete b ib l iog raphy of r e f e r e n c e s can b e found at the end of t h i s r e p o r t . Curren t s t a t u s and e x t e n t of use have been confirmed by i n d u s t r y o f f i c i a l s , independent r e s e a r c h e r s , and from d i s c u s s i o n s w i t h au th-
I o r s of t e c h n i c a l papers be ing reviewed. I b . - Key areas of t h i s i n v e s t i g a t i o n and a n a l y s i s inc lude :
. ..
o T e x t i l e m i l l p roduc t s i n d u s t r y waste s t reams o Appl icable r e source recovery t e c h n o l o g i e s o Stage of development and e x t e n t of u se f o r t h e
o Range of t r a n s f e r and u s e of the recovered i n d i v i d u a l recovery t echno log ie s
m a t e r i a l
These f o u r key a r e a s d e f i n e t h e parameters of the ma t r ix t h a t summarizes t h e s t a t e -o f - the -a r t of waste recovery i n t h e t e x t i l e i n d u s t r y . T e x t i l e m i l l i n d u s t r y waste stream produc t s , which a r e on t h e h o r i z o n t a l axis, are c o r r e l a t e d w i t h the a p p l i c a b l e r e s o u r c e recovery technologies on t h e v e r t i c a l a x i s . These two parameters are l i n k e d by codes rhar r s p r e s e n t bo th t h e s t a g e of development a n d e x t e n t of u se of each recovi-ry techno1 g '
material i s t r a n s f e r r e d f o r reuse. as a p p l i e d t o a waste s t ream and the a r e a to which t h e waste or recovered t.:
3.1.1 M a t r i x Waste Streams 7 - The matrix inc ludes a l l i n d u s t r y was te streams wi th recoverable
I t was found t h a t some form of r e s o u r c e recovery has been pro-
L-,
m a t e r i a l s f o r which r e source recovery t e c h n o l o g i e s have been i d e n t i f i e d o r proposed. posed o r i s be ing p r a c t i c e d by every major t e x t i l e m i l l ca tegory except g r e i g e m i l l s . Rineteen was te s t r eams from seven t e x t i l e m i l l p roducts c a t e g o r i e s have been i d e n t i f i e d and a r e a r ranged a c r o s s the top of t he columns.
I .
-
y .. p .' ri- ,:
3- 1


3.1.2 Matrix Resource Recovery Technologies
This area includes those technologies that have at least been proposed for recovering materials from the identified industry waste streams; only those technologies cited by persons in the industry o r with- in the surveyed literature are included on the matrix.
Resource recovery processes are grouped in the same manner as that used in Section 4.0. Further information on the individual recovery proces- ses is available there. In addition, a bibliography is included at the end of the report which is arranged by resource recovery process.
3 . 1 . 3 Matrix Technology Development Stage and Waste Material Transfer Codes
The waste streams on the horizontal axis of the matrix and the resource recovery technologies on the vertical axis, are correlated by the development stage and waste transfer codes that appear in the boxes on the matrix. It should be noted that, due to the matrix design, only appropriate technologylwaste stream combinations are coded. Such combinations are de- fined as those resource recovery technologies that Fa's investikations have shown can or potentially could be applied to a particular waste stream to recover a valuable material. Hence, those combinations with technologies that are not being or cannot be applied to a particular waste stream, ac- cording to Fa's investigations, are not coded.
The development stage codes for the resource recovery technologies are ranked according t o a numeiical scale that indicates the degree to which the processes are applied throughout the industry. The numbers correspond to the following definitions:
1. Proposed Research Area. No actual testing has been performed on any systems. Investigation has revealed
theoretically be used to recover potentially valuable materials from a waste stream.
a citation to the effect that the technology could ,,:
2 . Bench Scale. Laboratory testing and experiments have been done to perform initial evaluation on the possi- bility of recovering potentially valuable materials from a waste stream using a specific technology.
3. Pilot Scale. Evaluations of a small version of a planned recovery system applied to a waste stream to recover a potentially valuable material have been csmpleted.
4 . Full Scale Demonstration Project. Evaluations of factory-size systems installed within plants f o r recovering potentially valuable materials from actual process waste streams have been completed.
3- 3

5 . Full Scale, Sporadically Practiced. Actual industrial recovery process used by a small segment of the indus- try to recover valuable materials from process waste streams.
6 . Full Scale, Commonly Practiced. Actual industrial recovery process used by a majority of the industry to which the process can be applied to recover valu- able materials from process waste streams.
The second part of the technology/waste stream matrix code is the waste material transfer code. This code denotes where the waste stream, any part of the waste stream, or any recovered product of the wast stream is transferred for use upon recovery. following material transfer activities:
The alphabetic code corresponds to the
a. Within the generating facility b. Between the generating facility and another
facility; which are in the same industry c. Between the generating facility and another
facility; which are in different industries.
The development stage and waste transfer codes assigned to each recovery process are derived from conversations with persons in the industry or .information obtained from the literature. While most recovery technology1 waste stream combinations are correlated by a single pair of c,odes, some ti.I','e
multiple codes indicating different development stages for different wasti- transfer areas. In these situations, a recovered material can, O I ' pot en ti^.; ' ! ~ > ~ could, be transferred for use in more than one area. In each cas(!, the de- velopment f o r each waste transfer area is noted.
3.2 MATRIX APPLICATION
The matrix, in Figure 3-1 represents the most important part f. ' this report. An understanding of the parameters and associated codes a$-
report. First, this graphic summarization of FAL's investigation allows ' the reader to surmise the current state of resource recovery practices
within the textil mill products industry. The waste streams with recover- able resources, the nature of the recovery technologies available, the development stage of the technologies, and the transfer of recovered mater- ials are all summarized within the matrix.
- lows the user to derive from the matrix the two overall objectives of the
..
The second major objective of the report, to identify those areas in which the current state of resource recovery can be advanced, can also be surmised from this matrix. Based upon this graphic sumary of FAL's findings, the state-of-the-art can be advanced in three fundamental ways:
3-4

.'-
o
o
o
I n c r e a s i n g r e s o u r c e recovery technology development s t a g e Expanding a p p l i c a t i o n and r e u s e of recovered waste m a t e r i a l I n c r e a s i n g r e s e a r c h i n t o and a p p l i c a t i o n o f , new or proposed r ecove ry a r e a s .
By i n c r e a s i n g t h e technology development s t a g e , a technology may be f u r t h e r implemented throughout t h e i n d u s t r y . All those technologies . t h a t are u t i l i z e d less than f u l l - s c a l e , commonly p r a c t i c e d ( i . e . , those ranked a t 5 o r below) could b e f u r t h e r developed. The development of a r e s o u r c e recovery technology p r o c e s s may be i n c r e a s e d , f o r example, by moving from an experimental s t a g e t o a small-scale f u n c t i o n a l v e r s i o n of t h e p r o c e s s , o r by moving from a p rocess being s p o r a d i c a l l y p r a c t i c e d i n t h e i n d u s t r y t o commonly p r a c t i c e d . of p o l y v i n y l a l c o h o l (PVA) s i z e i n t h e woven f a b r i c f i n i s h i n g i n d u s t r y . An i n c r e a s e i n t h e p r a c t i c e of PVA recovery would r e s u l t i n an advancement i n t h e s t a t e - o f - t h e - a r t . T h i s advancement would be r e f l e c t e d by a ma t r ix change from '5 ' t o ' 6 ' .
Many of t he r e s o u r c e r ecove ry p rocesses i d e n t i f i e d could a l s o be a p p l i e d t o waste from p a r a l l e l p r o c e s s e s wi th in o t h e r indus t ry c a t e g o r i e s . An example would be the a p p l i c a t i o n o f dye chemicals recovery processes used i n woven f a b r i c f i n i s h i n g t o dye w a s t e s from c a r p e t mills.
An example i s t h e recovery and reuse
I n c r e a s i n g t h e t r a n s f e r a b i l i t y of t he recovered m a t e r i a l w i l l a l s o advance the s t a t e - o f - t h e - a r t . I n the t e x t i l e i n d u s t r y most recovered mater- i a l s a r e most economically r eused o n - s i t e . The processes w i t h p o t e n t i a l f o r s t a t e - o f - t h e - a r t advancement by i n c r e a s e d t r a n s f e r a b i l i t y a r e : land a p p l i - c a t i o n of t e x t i l e s l u d g e , s i z e r ecove ry by p r e c i p i t a t i o n and so lvent recovery
A d d i t i o n a l l y , f u r t h e r r e s e a r c h i n t o the a p p l i c a t i o n of technologies not i d e n t i f i e d i n t h e m a t r i x t o was te s t reams generated by t h e i n d u s t r y m y '
s t a t e - o f - t h e - a r t of r e s o u r c e r ecove ry would be r e f l e c t e d through an i n c r e a s e i d e n t i f y o t h e r s u i t a b l e r e s o u r c e recovery p r a c t i c e s . This i n c r e a s e i n t k' e '
_ _ i n t he scope of the m a t r i x .
In summary, t he m a t r i x i n F igure 3-1 r e p r e s e n t s a synopsis of FAT.' , *-
e x h a u s t i v e i n v e s t i g a t i o n of t h e c u r r e n t s t a t u s of resource recovery i n t he t e x t i l e m i l l p roducts i n d u s t r y . Yet , due t o the scope of the i n v e s t i g a t i o n , n e i t h e r t he m a t r i x nor t h e accompanying t e x t d i s c u s s e s every p o t e n t i a l o r e x i s t i n g resource recovery technologylwaste s t ream combination. Those combi- n a t i o n s n o t included i n t h e surveyed l i t e r a t u r e nor d iscussed w i t h i n d u s t r y r e p r e s e n t a t i v e s a r e not i nc luded i n t h i s r e p o r t .
3-5

4.0 RESOURCE RECOVERY TECHNOLOGY DESCRIPTIONS
Resource recovery i n t h e t e x t i l e m i l l p roduc t s i ndus t ry i s c u r r e n t l y an a r e a of much i n t e r e s t . energy c o s t s make r e s o u r c e r ecove ry an a t t r a c t i v e op t ion . ments a r e high i n t h e w o o l s c o u r i n g a n d the dyeing and f i n i s h i n g segments of t h e i n d u s t r y . Energy u s e i s h i g h because of the n e c e s s i t y t o hea t water t o h i g h tempera tures for scour ing , d e s i z i n g . and dye ing ope ra t ions . Waste waters a re o f t e n h i g h l y p o l l u t e d , p r e s e n t c o s t l y treatment problems, and a t t h e same t ime c o n t a i n v a l u a b l e p r o c e s s chemicals and o t h e r u s e f u l materials.
Water u s e , waste water q u a l i t y requirements and Water use r equ i r e -
This s e c t i o n c o n s i d e r s r e c y c l i n g of waste water and t rea tment of waste s t reams f o r recovery of s p e c i f i c materials. Resource recovery i n t h e a r e a s of wa te r , energy, and s c r a p is p r a c t i c e d e x t e n s i v e l y b u t i s cons idered o u t s i d e the scope of t h i s r e p o r t .
4 . 1 DIRECT RECYCLE OF DYEBATH WASTE WATERS
D i r e c t r e c y c l e o f t e x t i l e waste water i s dependent upon waste w a t e r c h a r a c t e r i s t i c s and p r o c e s s water q u a l i t y requi rements . In genera l , t h e r e i s less r e s t r i c t i o n on was te w a t e r r e c y c l e i f i t i s done w i t h i n a s i n g l e u n i t o p e r a t i o n . Concern w i t h chemica l i n t e r a c t i o n is g r e a t e r when waste water from one p rocess i s t o b e r eused i n another.
Dyebath was te waters can b e d i r e c t l y r e c y c l e d wi thout any waste wa te r t r ea tmen t . Data from bench and p i l o t scale tes ts were f i r s t r epor t ed by Tincher ( 1 7 ) i n 1977 when s p e n t dyebath waters were s u c c e s s f u l l y r e c o n s t i - t u t e d and reused i n c a r p e t dye ing . Continued work i n t h i s a r e a p r e d i c t s tha t dyebaths can be reused i n d e f i n i t e l y because water added to r ep lace t h a t re- moved w i t h t h e dyed m a t e r i a l s l e v e l s o u t t h e bu i ldup of i m p u r i t i e s (18).
Direct r e c y c l e of dyeba th w a t e r s has now been s u c c e s s f u l l y app$&d t o dye ing of nylon pantyhose (19) . nylon c a r p e t (ZO), and j e t dyeing of woven f a b r i c (21). Recycle c u t s the consumption of dye a u x i l i a r i e s d rama t i ca l ly and a l s o r e su l t s i n r e p o r t e d r e d u c t i o n s i n waste water volume of a s much a s 72 p e r c e n t (21).
The implementat ion of dyebath r e c y c l e r e q u i r e s c a r e f u l e v a l u a t i o n of the dyeing process . t o v a r y i n g degrees and d e t e r m i n a t i o n of r e fo rmula t ion procedures must be c a r e f u l l y analyzed. The r e s u l t s of t h i s a n a l y s i s a r e worth the t roub le . The only c a p i t a l o u t l a y f o r new equipment i s t h e purchase of necessary a n a l y t i c a l equipment and a h o l d i n g t a n k f o r spen t dyebath wastes . c a s e of dyeing of nylon hose , d y e usage was c u t 1 9 p e r c e m , a long wi th a 35 Percen t s av ings i n chemica l a u x i l i a r i e s , 4 3 p e r c e n t drop i n water /sewer Cos t s , and a 57 pe rcen t s a v i n g s i n energy (19) . The manufac turer , Adams- M i l l i s , p l a n s t o conver t s i x 100-pound hos i e ry machines t o dyebath r e u s e .
Dye a u x i l i a r i e s , c a r r i e r s , and dyes may be exhausted
In the

4 . 2 CHPiICAL RECOVERY
A wide v a r i e t y of chemicals a r e used by t h e t e x t i l e m i l l p r o d u c t s i n d u s t r y . Some chemicals m u s t be appl ied f o r t he s u c c e s s f u l opera t ion of one p r o c e s s only t o be removed b e f o r e the s u c c e s s f u l completion of a n o t h e r . Valuable chemicals which remain i n p a r t i a l l y spent ba ths , a r e removed i n scour and r i n s e o p e r a t i o n s , and a r e l o s t as vapors to t h e atmosphere. Chemical recovery can r e s u l t i n c o s t r e d u c t i o n s f o r t he t e x t i l e mill by reducing p r o c e s s chemical pu rchases and by c u t t i n g waste wa te r t reatment or sewer c o s t s . Recovery p r o c e s s e s are be ing i n v e s t i g a t e d or are i n use i n the fo l lowing areas: s i z e r ecove ry , dye chemicals recovery, sodium hydroxide r ecove ry , ammonia r e c o v e r y , PVC recovery , alumina recovery, s o l v e n t r e c o v e r y , and o i l recovery. and t h e e x t e n t of recovery p r o c e s s e s a r e discussed i n the fol lowing s e c t i o n s .
4 .2 .1 S i z e Recovery
The p r o c e s s e s a v a i l a b l e f o r recovery of t h e s e chemicals
I . - S i z e s r e p r e s e n t t h e s i n g l e l a r g e s t group of chemicals used by the
I t e x t i l e i n d u s t r y ( 2 2 ) , so s i z e recovery can r e s u l t i n major savings i n chemical purchases and i n was te wa te r t reatment requirements. a p p l i e d p r i o r to weaving and removed p r i o r t o dyeing. The g r e a t e s t impedi- ment t o s i z e recovery i s t h a t t h e s e two processes o f t e n occur i n d i f f e r e n t m i l l s . I t is the v e r t i c a l l y i n t e g r a t e d m i l l which does both weaving and
recovery.
S i z e s a r e
8. f i n i s h i n g o p e r a t i o n s which w i l l r e c e i v e the g r e a t e s t b e n e f i t from s i z e
S tarch i s the most predominant s i z e i n u s e , but because i t m u s t be degraded enzymat i ca l ly d u r i n g d e s i z i n g o p e r a t i o n s , i t cannot be recovered . Po lyv iny l a l c o h o l (PVA), carboxy-methyl-cellulose (CMC), l i n e a r , water- d i s p e r s i b l e p o l y e s t e r s , and hydroxypropy c e l l u l o s e (HPC) ( 2 2 ) a r e being i n v e s t i g a t e d or a r e i n commercial use a s recoverable s i z e s .
3": Polyvinyl a l c o h o l i s be ing commercially recovered a t a number i n s t a l l a t i o n s by u l t r a f i l t r a t i o n . C a p i t a l o u t l a y fo r u l t r a f i l t r a t i o n equipment i s h i g h , bu t s a v i n g s ' n chemical purchases a r e enormous. J . P. S tevens , Sp r ing M i l l s and M i l l i t & a l l have u l t r a f i l t r a t i o n u n i t s f o r PVA recovery and toge ther a r e r e c o v e r i n g i n excess of 5 m i l l l o n pounds per ysdr
i t can be expected t h a t t h e m a j o r i t y of v e r t i c a l l y i n t e g r a t e d m i l l s w i l l conver t t o PVA recovery p r o c e s s e s ( 2 3 ) .
7
' of PVA s i z e . Payback on equipment investments a r e one year or l e s s , s o
i I
I
About 50 p e r c e n t of PVA s i z e goes t o non-ve r t i ca l ly i n t e g r a t e d mills, s o the ou t look f o r s i z e recovery i n t h i s a r e a i s not a s good. U l t r a f i l t r a t i o n recovered s i z e is only about 9 t o 10 percent s o l i d s and i s , t h e r e f o r e , o n l y s u i t a b l e f o r o n - s i t e reuse . There has been some work by t h e Japanese on PVA p r e c i p i t a t i o n followed by f i l t r a t i o n t o a d r y cake ( 2 3 ) which might be s u i t a b l e f o r use i n a non-ver t ica l ly i n t e - g r a t e d m i l l , but e a r l y work i n t h e U.S . found no a t t r a c t i v e procedure f o r PVA p r e c i p i t a t i o n and recovery ( 2 4 ) .
4 -2

CMC ( 2 5 ) and linear, water-dispersible polyesters ( 2 2 ) are also recoverable by ultrafiltration. Millican is recovering 2 million pounds per year of polyester size, but CMC recovery is not currently being done on a commercial scale ( 2 3 ) .
CMC recovered by precipitation with alum has been used success- f u l l y in plant trials at the Wake Finishing Plant of Burlington Industries. Dewatering procedures still resulted in only a 10 percent solids content, so the precipitate was not suitable for long term storage (26)c27),
Hydroxypropylcellulose (KPC) has been investigated f o r recovery by thermal precipitation ( 2 8 ) . HPC is removed from fabric in cool water (40°C) and then precipitated for recovery above 45°C.
sulfate. it to be as efficient as PVA. f o r this process ( 2 9 ) .
A colloid is f0rmi.d , . a which must be destabilized by addition of a cation source such as aluminiar
HPC is not currently being used commercially, but lab tests show Auburn University has applied for a patent
4 . 2 . 2 Dye Chemicals Recovery
s.. Recovery of dyes and dye auxiliaries is being extensively investi- gated. eration of a purified filtrate and a high strength concentrate. the main thrust of the research has been toward filtrate reuse for water and energy conservation (30 to 4 5 ) . Reuse of the concentrate is also being investigated because of the serious problems it could cause in waste water treatment and because of savings which would be realized due to reduced chemicals consumption. A pilot plant, operated at the Riegel Textile Division of LaFrance Industries found no problems in the reuse of either product water or concentrate residue. Savings varied, depending on whether dye color was a part of regular production, but in t’ a l l cases a t least a minimum savings due to reductions in waste water treatment was achieved (32) ( 3 9 ) . The main problem with concentrate
Hyperfiltration has been used on spent dyebath water for the gen- To date,
.
L ’: ;’ r -
< . . reuse is that it limits the colors which may be used on the next dye l o t .
The most effective area for dye chemical recovery is that of indigo dye used on blue jeans. In this case, the same dye is used repeatedly and can be readily reused if recovered. Ultrafiltration rather than hyperfiltration is used in this process. A full scale indigo recovery process is in operation in Italy ( 4 6 ) . Abcor Inc. reports that they have five units recovering indigo dye ( 4 7 ) .
-~
In this country,
!..
4-3

t
An e a r l i e r a r e a of i n v e s t i g a t i o n of dye chemicals recovery involved t h e a p p l i c a t i o n of a c e n t r i f u g a l s e p a r a t i o n , e x t r a c t i o n process . The p r o c e s s made use of v a r i o u s s o l v e n t s t o s e p a r a t e dyes from the aqueous phase (80). No r e p o r t s of follow-up on t h i s l a b o r a t o r y demonstration nave been found.
Oxidat ion of dyes , s o t h a t dyebath waters conta in ing dye a u x i l i a r i e s can be reused , h a s been i n v e s t i g a t e d both i n t h e U.S. and abroad. A unique p r o c e s s has been r e p o r t e d i n Japan f o r r e u s e of mordant dye a u x i l i a r i e s (chrome l i q u o r ) . The waste chrome l i q u o r w a s oxidized w i t h H202. Level ing and wash f a s t n e s s of s i l k and nylon y a r n s dyed with the t r e a t e d waste chrome l i q u o r were found t o be similar to t h o s e ob ta ined w i t h pure chrome l i q u o r (77). c h l o r i n e have been i n v e s t i g a t e d a s o x i d i z i n g agents i n t h i s country. was i n e f f e c t i v e as a d e c o l o r i z i n g agent and problems were encountered w i t h t he use of c h l o r i n e t r e a t e d w a s t e s i n dyeing t e s t s (78) ( 7 9 ) .
Ozone and Ozone
4 . 2 . 3 Soldium Hydroxide Recovery
. . - Sodium hydroxide from merce r i z ing i s r o u t i n e l y recovered f o r r e u s e . Recovery may simply i n v o l v e d i r e c t r e c y c l e t o mercer iz ing or k i e r i n g opera- t i o n s or i t may be c o n c e n t r a t e d by evaporat ion or d i a l y s i s ( 4 8 ) ( 4 9 ) .
Kier w a s t e s may a l s o be recovered f o r reuse . Sodium hydroxide Re- recovery of k i e r was te s by d i a l y s i s i s being i n v e s t i g a t e d i n Ind ia .
covery r a t e s of up t o 98 p e r c e n t have been achieved (50).
4 . 2 . 4 Ammonia Recovery
Liquid ammonia may a l s o be used i n mercer iz ing processes . Recovkry of gaseous ammonia a f t e r use i n merce r i z ing has been repor ted i n Russia (51).
4 . 2 . 5 Solvent Recovery
A number of s o l v e n t f i n i s h i n g processes a r e a v a i l a b l e t o t h e
consumption, lowered waste wa te r t rea tment requirements and almost i n - t e x t i l e f i n i s h i n g i n d u s t r y . So lven t f i n i s h i n g r e s u l t s i n lowered wa te r 4 ' :
i v a r i a b l y i n c l u d e s s o l v e n t recovery because of high chemical c o s t s . 1 ,,
S o l v e n t s can be used i n s l a s h i n g , scour ing , and printin); . 'The Dow Chemical Company h a s r e p o r t e d development of a closed-loop, scili-imt s i z e - d e s i z e p r o c e s s . polymers d i s s o l v e d i n one of t h e t h r e e major commercially a v a : i l a b l e c h l o r i n a t e d s o l v e n t s . The s o l v e n t i s recovered and recycled t@ t h e s l a s h e r , and r ecove ry of t h e o r g a n i c polymer s i z e i s under i n v e s t i - g a t i o n ( 5 2 ) .
Yarn i s s i z e d i n a s o l v e n t s l a s h e r u s i n g organic

I ' I "
-
The u s e of s o l v e n t s i n scour ing a l s o i n c l u d e s r ecove ry and r ecyc le p rocesses . Bueckner Machinery Corporat ion r e p o r t s development of a system f o r s cour of kn i t f a b r i c which i n c l u d e s a n a c t u a t o r c h a r c o a l recovery s y s - tem (53) . Solven t use has dropped s i n c e development of t h e system due t o d e c l i n e i n the manufacture of double knits, and only a small number o f s o l v e n t r ecove ry systems are i n use ( 5 4 ) .
The u s e of s o l v e n t s i n p r i n t i n g has been r e p o r t e d as s u c c e s s f u l by a West German f i n i s h i n g p l a n t , Druckerei F a r b e r e i A y s t e t t e n (DFA). T h i s sys tem has e l i m i n a t e d the i r water p o l l u t i o n problems. The system i n - c l u d e s s o l v e n t p r e s c o u r i n g and pos t scour ing of p r i n t e d f a b r i c . For each s c o u r i n g machine there is a d i s t i l l a t i o n system and an a c t i v a t e d carbon u n i t f o r s o l v e n t recovery and a i r p o l l u t i o n c o n t r o l ( 4 7 ) .
Solvent recovery systems are gene ra l ly d i s t i l l a t i o n or a c t i v a t e d carbon sys tems. Ac t iva t ed carbon i s used f o r s o l v e n t vapor recovery . It i n v o l v e s p a s s i n g t h e vapor through t h e cha rcoa l where the s o l v e n t i s ab- so rbed onto the c h a r c o a l s u r f a c e . The so lven t i s then desorbed and re- covered for r e u s e . Richard Garrett Engineer ing, Ltd. r e p o r t s a p rocess i n which steam i s used f o r s o l v e n t deso rp t ion fol lowed by c o o l i n g and s e p a r a t i o n of t h e wa te r and l i q u i d so lven t (55).
Lohmann of Germany r e p o r t s t h a t t h e i r Adsko-System deso rbs t h e s o l v e n t which i s absorbed on a c t i v a t e d charcoa l by f lood ing w i t h n i t r o g e n . Recovery t a k e s p l a c e by c o o l i n g t h e n i t r o g e n gas u n t i l t h e s o l v e n t con- denses a s a p u r e l i q u i d (56) .
Another system f o r s o l v e n t vapor recovery has been developed by Lohmann i n which the use of a c t i v a t e d carbon i s n o t r equ i r ed . The Lohmanii Serco-System w a s designed f o r use i n a so lven t c o a t i n g p rocess . Oxygen is t o t a l l y exc luded from t h e c o a t i n g chamber, while n i t r o g e n i s f e d i n t o the chamber a s a c a r r i e r gas f o r s o l v e n t vapors . The n i t r o g e n can then be coo led , a l l o w i n g f o r a condensa t ion of n i t rogen vapors . T h i s p r o c e s s i s . ,,
r e p o r t e d t o b e much more c o s t e f f e c t i v e than a c t i v a t e d carbon recovery systems (56) .
. ,
) ;
D i s t i l l a t i o n i s used i n the p u r i f i c a t i o n of l i q u i d s o l v e n t s . The p r o c e s s u t i l i z e s e v a p o r a t i o n fol lowed by condensat ion of t h e p u r i f i e d so':^. v e n t . Contaminants such as dyes a r e l e f t behind and may be reused o r d b - posed o f .
Some t e x t i l e was te s such a s k n i t t i n g o i l s and contaminated s o l v ~ n : c l e a n i n g s o l u t i o n s from p r i n t i n g o p e r a t i o n s may be accepted b ) ~ w.2ste nanagc~.- ment f a c i l i t i e s and processed f o r so lven t recovery ( 5 3 ) ( 7 6 ) .
4.2.6 O i l Recovery
Recovery of p r o c e s s i n g o i l s has been accomplished w i t h a n .4uto- condenser ( 5 7 ) a n d by u l t r a f i l t r a t i o n ( 4 7 ) . In a d d i t i o n , o i l s c;iz 5- s e n t t o oil r ecove ry p l a n t s ( 5 3 ) .
4-5

T' L*
J. P. Stevens i s u s i n g t h e Autocondenser p rocess , developed by Nick Ince , S tevens ' manager o f environmental engineer ing , as a means of o i l recovery and a i r p o l l u t i o n c o n t r o l packed-column scrubber , which h a s t y p i c a l l y been unsuccessfu l on o i l m i s t s because the o i l d r a p l e t s are n o t i n c l i n e d t o e n t e r the f a l l i n g water stream. I n t h e Autocondenser, the scrubbing f l u i d i s the o i l i t s e l f . I n the pro- cess, t h e h o t - o i l , vapor-laden gas s t ream i s passed upward through a column packed w i t h ceramic packing. Cold o i l i s d i s t r i b u t e d over t he top of t he packing. It falls by g r a v i t y coun te rcu r ren t t o t h e gas stream. A s t h e gas is cooled , a m i s t i s formed and i s absorbed i n the f a l l i n g o i l . Some of the vapor p a s s e s i n t o t h e o i l stream wi thout condensing. The o i l i s heated as t h e g a s stream i s cooled . and r e t u r n e d t o the t o p of t h e column.
The Autocondenser i s a type of
T h i s o i l i s then cooled i n a hea t exchanger
Abcor has developed an u l t r a f i l t r a t i o n s y s t e m which i s r epor t ed t o be i n u se a t a number o f f a c i l i t i e s i n t h e recovery of kni tgoods f i n - i s h i n g o i l s ( 4 7 ) . Gaston Co. Dyeing Maching Co. a l s o has u l t r a f i l t r a t i o n equipment which h a s been shown to be e f f e c t i v e w i t h k n i t t i n g o i l recovery ( 4 6 ) . The economics of these sys tems a r e n o t advantageous, and to d a t e recovery p r o c e s s e s are s t r i c t l y l i m i t e d to p o l l u t i o n c o n t r o l , and the re- covered o i l s are n o t p u r i f i e d f o r r e u s e ( 5 8 ) .
One r e f e r e n c e w a s found i n which i t was suggested recovered k n i t - t i n g o i l s could be combined w i t h f u e l o i l s (53). Evidence of t h i s type of usage h a s n o t been found.
4.2.7 Aluminum h i d e Recovery
The recovery of aluminum oxide from wool scour ing e f f l u e n t s has S t u d i e s i n d i c a t e d t h a t 50 t o 60 percent re- been i n v e s t i g a t e d i n R u s s i a .
covery could be achieved and t h a t optimum cond i t ions f o r recovery were: pH = 2.0 t o 2 . 5 , time = 1 hour ( 5 9 ) .
4.3 SLUDGE RECOVERY # 1: ;'
Sludge from t e x t i l e t r ea tmen t p l a n t s has been cha rac t e r i zed i n S e c t i o n 2 . 4 . 5 and it h a s been shown t h a t t he concen t r a t ions of t ox ic c o n s t i t u e n t s i s so low as t o p rec lude c l a s s i f i c a t i o n a s a hazardous mater- i a l . For t h i s r eason , most t e x t i l e s ludge recovery p rocesses a r e conven- t i o n a l . Land a p p l i c a t i o n accoun t s f o r t he ma jo r i ty of s ludge rec lamat ioc . Sludge i n c i n e r a t i o n ha5 p o t e n t i a l b u t has not been developed on a l a r g e s c a l e . Recovery of wool g r e a s e f o r t he product ion of l a n o l i n i s the only unique t e x t i l e s ludge recovery p r o c e s s . Magnesium recovery from sludge genera ted by t r ea tmen t f o r c o l o r removal i s p o s s i b l e , bu t t h i s t reatment p rocess hzs been r epor t ed only i n l a b o r a t c r y s c a l e systems.
4-6

4 . 3 . 1 Wool Grease Recovery
Wool grease i s removed from raw wool du r ing i n i t i a l w e t s cour ing a l o n g w i t h d i r t , s u i n t , and o t h e r n a t u r a l i m p u r i t i e s . Recovery of wool grease h a s been p r a c t i c e d f o r y e a r s because of i t s va lue i n l a n o l i n manu- f a c t u r e .
The t r a d i t i o n a l method of wool grease recovery has been t h a t of c e n t r i f u g a t i o n (60 t o 63 ) . Improvements i n t h e e f f i c i e n c y of c e n t r i f u g a l g rease recovery have inc luded an i n i t i a l c o o l water r i n s e t o remove d i r t and s u i n t fo l lowed by h o t water scour ing . Cen t r i fuga t ion of t h e scour ing water produced a h i g h e r q u a l i t y wool g rease ( 6 4 ) . cess m o d i f i e s r a w wool s c o u r i n g t o produce a more concent ra ted waste stream. I n t h i s p r o c e s s a h i g h t empera tu re c e n t r i f u g e removes d i r t , fol lowed by a low t empera tu re c e n t r i f u g e f o r g r e a s e recovery (65).
The CSIRO low flow pro-
S o l v e n t s can be used to enhance g rease recovery by i n c r e a s i n g g r e a s e removal from t h e wool. Unfo r tuna te ly , t h e g rease i s recovered i n an o x i d i z e d , d a r k l y c o l o r e d form which i s 1 e s s . d e s i r a b l e f o r l a n o l i n manufacture (66) . N e v e r t h e l e s s , s o l v e n t recovery systems have been de- veloped and a r e r e p o r t e d i n use i n A u s t r a l i a where s t a n d a r d s f o r g rease recovery are n o t s o s t r i n g e n t (67) .
!
The u s e of u l t r a f i l t r a t i o n f o r wool grease recovery has been inves:i- ga t ed . The q u a l i t y o r v a l u e o f t h e wool g rease was n o t cons idered (68).
4 . 3 . 2 Land A p p l i c a t i o n
The b e n e f i t s of a p p l i c a t i o n of o rgan ic matter t o s o i l have been recognized f o r a number of y e a r s w i t h regard t o sewage. More r e c e n t l y , l and a p p l i c a t i o n of i n d u s t r i a l was t e s h a s been of i n t e r e s t . T e x t i l e waste s ludges v a r y wide ly i n composi t ion ( 1 4 ) (69) , b u t s u c c e s s f u l f u l l s c i l e l and a p p l i c a t i o n has been achieved w i t h both wool scour ing s ludge ( 6 J ) and denim p l a n t s ludge (70 ) . I n a d d i t i o n , bench s c a l e t e s t s have been condu {ed w i t h most t e x t i l e p l a n t s l u d g e t y p e s w i t h promising r e s u l t s (69). chemical c o n s t i t u e n t s o f concern are m e t a l s , p r imar i ly z inc and chromium from p r i n t i n g , and o r g a n i c chemica ls from dyes. Research has shown t h a t
' w i t h p rope r pH management, metals w i l l remain i n s o l u b l e and not be taken up by p l a n t growth. Research on t h e e f f e c t of o rgan ic chemica ls i s c o n t i n u i n g (69) .
The d i n
4 . 3 . 3 Sludge I n c i n e r a t i o n
The p o s s i b i l i t y of s ludge i n c i n e r a t i o n f o r energy recovery has been proposed ( 7 1 ) ( 7 2 ) , but i n c i n e r a t i o n of t e x t i l e s ludge f o r energy re- covery i s not c u r r e n t l y o c c u r r i n g i n any U.S. f a c i l i t i e s . Wanson Co. Ltd . has proposed c o i n c i n e r a t i o n of s ludge w i t h f a c t o r y b o i l e r f u e l f o r steain or h o t wa te r g e n e r a t i o n and i s c u r r e n t l y i n v e s t i g a t i n g t h i s p rocess ( 7 2 ) .
4-7

The f e a s i b i l i t y of s ludge i n c i n e r a t i o n f o r energy recovery was d iscussed a t t h e 1980 Environmental Symposium of t h e American A s s o c i a t i o n of T e x t i l e Chelhists and C o l o r i s t s . n o l o g i e s , Inc. which i n d i c a t e d p o t e n t i a l f o r energy recovery from i n d u s t r i a l w e t s l u d g e s ( 7 1 ) . I n c i n e r a t i o n of municipal s ludge f o r energy genera t ion has been shown f e a s i b l e ( 7 3 ) and t h e technologies should r e a d i l y t r a n s f e r t o t h e t e x t i l e i n d u s t r y .
C a l c u l a t i o n s were p r e s e n t e d by Conservat ion Tech-
4.3.4 Anaerobic Generat ion of Methane
Anaerobic t rea tment of t e x t i l e was tes f o r methane g e n e r a t i o n h a s been sugges ted ( 7 4 ) . This p r o c e s s has t h e p o t e n t i a l f o r a p p l i c a t i o n w i t h b o t h b i o l o g i c a l s ludges and h i g h s t r e n g t h process wastes such as those c o n t a i n i n g s t a r c h .
4.3 .5 Magnesium Recovery and Reuse . -
Magnesium carbonate h a s been shown t o be a p o s s i b l e t rea tment method f o r t h e removal of c o l o r from t e x t i l e dye wastes. Recovery of magnesium from t h e t rea tment s l u d g e h a s been demonstrated i n l a b t r i a l s and r e u s e i n c o l o r removal t rea tment was s u c c e s s f u l . Recoveries of 87 t o 97 p e r c e n t were achieved by bubbl ing carbon d i o x i d e through t h e s ludge u n t i l a pH of approximately 7 . 0 was achieved ( 7 5 ) .
1-8

5.0 SELECTED RESOURCE RECOVERY PROCESSES AND WASTE MANAGEMENT APPROACHES
The p reced ing s e c t i o n s of t h i s r e p o r t have p r e s e n t e d d e s c r i p t i o n s of t h e v a r i o u s t e x t i l e mill produc t s i n d u s t r i e s and t h e p a s t , p r e s e n t , and proposed r e s o u r c e recovery t echn iques a v a i l a b l e t o t h e i n d u s t r y . This has i n c l u d e d d e s c r i p t i o n s of each resource recovery p r o c e s s , i t s s t a g e of de- velopment, t h e waste s t r eams t o which i t can be a p p l i e d , and t h e m a t e r i a l t h a t can be r ecove red . This s e c t i o n will h i g h l i g h t s e l e c t e d r e s o u r c e recovery p r a c t i c e s o r p rocesses which have p o t e n t i a l f o r g r e a t e r a p p l i c a t i o n w i t h i n t h e i n d u s t r y . This i s not t o say t h a t t h e s e was te u t i l i z a t i o n tech- n i q u e s w i l l b e advanced by i n c r e a s e d awareness, b u t t h a t t h e s e s e l e c t e d u t i l i z a t i o n s a r e among those which have the l e a s t amount of d i sadvan tages to overcome.
S e c t i o n 5.1 p r e s e n t s those p rocesses from Sect ion 4 which FAL f e e l s have t h e g r e a t e s t p o t e n t i a l f o r f u r t h e r a p p l i c a t i o n . Technological , economical, r e g u l a t o r y , and i n s t i t u t i o n a l f a c t o r s are eva lua ted f o r t h e i r e f f e c t s upon expanded use of t h e i d e n t i f i e d resource r ecove ry processes .
S e c t i o n 5.2 d i s c u s s e s t h o s e key a r e a s f o r f u r t h e r r e s e a r c h and development which have been i d e n t i f i e d . These p r o c e s s e s have b o t h tech- n o l o g i c a l and economic advantage, and a r e not s e v e r e l y hampered by regula- t i o n s , t h u s g i v i n g them p o t e n t i a l , i f not c u r r e n t i n s t i t u t i o n a l suppor t .
5.1 ANALYSIS OF RECOVERY PROCESSES WITH POTEXTIAL FOR GREATER APPLICATION
There are f o u r ways t o i n c r e a s e t h e s t a t e - o f - t h e - a r t of resource r ecove ry of t h e t e x t i l e i n d u s t r y :
L..
o I n c r e a s i n g t h e l e v e l of development of recovery p rocesses o Expanding the t r a n s f e r a b i l i t y of waste or recovered m a t e r i a l s o Developing a d d i t i o n a l r e c o v e r y l u t i l i z a t i o n p rocesses o r
i d e n t i f y i n g a d d i t i o n a l waste s t reams from which m a t e r i a l s may be recovered A p p l i c a t i o n of r e c o v e r y l u t i l i z a t i o n p rocesses t o wastes from p a r a l l e l p rocesses w i t h i n o t h e r t e x t i l e m i l l p roduc t s c a t e g o r i e s .
j:
o
In o r d e r t o s u c c e s s f u l l y expand c u r r e n t r e s o u r c e r ecove ry lwas te u t i l i z a t i o n p r a c t i c e s , t h e s e methods mus t be a p p l i e d t o those a r e a s w i t h t h e g r e a t e s t l i k e l i h o o d of s u c c e s s . These f o u r methods d e s c r i b e how the s t a t e - o f - t h e - a r t can be advanced, b u t they a lone do not determine which resource recavery p r o c e s s e s have t h e b e s t p o t e n t i a l f o r being advanced. A d d i t i o n a l f a c t o r s m u s t be cons ide red i n s e l e c t i n g those p rocesses t h a t have the g r e a t e s t p o t e n t i a l .
I . ~
i: 2.
5-1

Each o f the 54 r e s o u r c e recovery p rocesses or p r a c t i c e s reviewed i n t h i s s t u d y have v a r y i n g degrees of p o t e n t i a l f o r advancement. However, some of t h e p r o c e s s e s have more p o t e n t i a l , as mentioned ear l ie r , i n t h e form of fewer d i sadvan tages t o overcome. This s e c t i o n p r e s e n t s t hose pro- cesses which were f e l t t o b e r e p r e s e n t a t i v e of r e s o u r c e recovery p r o c e s s e s i n t h e t e x t i l e m i l l p roduc t s i n d u s t r y , which e x h i b i t fewer d i sadvan tages , and t h u s t h e b e s t p o t e n t i a l f o r f u r t h e r use. Those s e l e c t e d a r e :
0
0 0 0
0
0
0
0
0 0
0
D i r e c t r e c y c l e of sodium hydroxide wastes from m e r c e r i z a t i o n p r o c e s s e s Direct r e c y c l e of dyeba th waste wa te r s S i z e r e c o v e r y / u t i l i z a t i o n by u l t r a f i l t r a t i o n S i z e r e c o v e r y / u t i l i z a t i o n by p r e c i p i t a t i o n Mixed d y e s and dye a u x i l i a r y recovery by h y p e r f i l t r a t i o n R e c o v e r y / u t i l i z a t i o n of pure dyes ( ind igo) by u l t r a f i l t r a t i o n Sodium hydroxide r e c o v e r y / u t i l i z a t i o n by evapora t ion or d i s t i l l a t i o n Solvent r e c o v e r y / u t i l i z a t i o n w i t h a c t i v a t e d carbon Solvent r e c o v e r y / u t i l i z a t i o n w i t h n i t r o g e n gas Land a p p l i c a t i o n of t e x t i l e s ludge I n c i n e r a t i o n o f t e x t i l e s ludge
S e l e c t i o n of these r e s o u r c e recovery and waste u t i l i z a t i o n proces',e:. was based on examinat ion and c o n s i d e r a t i o n of v a r i o u s f a c t o r s . These f a c t p r s used t o assess t h e advantages and d i sadvan tages of each r e s o u r c e recovery p r o c e s s can b e grouped i n t o f o u r g e n e r a l a r e a s :
o Technologica l o Economic o Regula tory o I n s t i t u t i o n a l
,# .'
Inc luded i n t h e s e f o u r g e n e r a l a r e a s a r e such f a c t o r s as: of t h e p r o c e s s t o more than one waste stream; q u a l i t y and volume of r e s e a r c h sugges t ing t h e p o t e n t i a l f o r advancement; s t a g e of p rocess or technology development o u t s i d e t h e United S t a t e s ; and c u r r e n t and f u t u r e market f o r recovered m a t e r i a l s or waste-der ived products . Thus, t h e advancement poten- t i a l f o r each p rocess can be de f ined by examining each of t h e s e gene ra l a n a l y s i s a r e a s ( s e l e c t i o n c r i t e r i a ) w i t h i n t h e contex t of t he a v a i l a b l e in fo rma t ion .
App l i ca t ion
This s e c t i o n and fo l lowing s u b s e c t i o n s p re sen t t he a n a l y s i s of t h e s e r e source r ecove ry and was te u t i l i z a t i o n a r e a s w i t h regard t o the f o u r s e l e c - t i o n c r i t e r i a . These c r i t e r i a a r e d e s c r i b e d i n more d e t a i l below.
5 - 2
I

5.1.1 Technological Selection Criterion
The technological evaluation of a process primarily determines whether or not the technology is developed, or significantly far enough along, to successfully recover or utilize waste materials. This evalua- tion includes the use of the process in the United States as well as the successful technological development of the same, or similar process, in other industries or countries. For example, a technology may be commonly practiced in Europe, but not implemented nor researched in the United Sates. Under these circumstances, the technology would have good potential for advancement through implementation in the United States.
Even if the technology exists or has been proven, there may be other technological considerations affecting its potential. These con- siderations include, but are not limited to, adaptability of present equipment, changes in product quality, limited process applications, or equipment problems due to waste streams being treated. Such factors can either enhance or prevent the use of a technologically proven system.
Figure 5-1 presents the various technological advantages and dis- advantages that were evaluated for each resource recovery or waste utiliza- tion process in order to assess the overall influence of this criterion.
Studying Figure 5-1, it can be seen that all of the processes are technically feasible and that the advantages generally outweigh the disadvantages. This corresponds to the need for a process to be techno- logically feasible in order for it to be considered for implementation within the industry. Few establishments will opt for a technologically unproven or problem-ridden process for resource recovery when other proven waste management practices exist.
A l l of these processes have the technological potential for ad- vancement. The most significant technical problems are encountered by: direct recycle of dyebath waste waters, size recovery by precipitation, k i d mixed dye and dye auxiliaries recovery with hyperfiltration due to product quality problems encountered in some situations. Further research is required in these areas and in solvent recovery with nitrogen gas and sludge recovery by land application or incineration before expanded use of these processes can be expected.
5 .1 .2 Economic Selection Criterion
The main purpose 'of the economic evaluation is to illustrate whether or not the process is economically feasible. This considers cost competitiveness with conventional materials or with conventional waste treatment/disposal techniques. A l s o considered are factors such as additional capital investment required and market and marketing conditions.
5- 3

t d i ,-._
8

Economics plays a very decisive role in the utilization of textile wastes. Technlogically proven processes will rarely be considered if they cannot provide a savings of some sort. These savings can be in the form of marketability of the recovered material, reduced disposal costs, reduction in raw material requirements or some combination of these three factors.
All of the textile wastes recovery processes illustrated in Figure 5-2 have been proven to be economically feasible in at least a few facilities with the exception of the two sludge recovery processes. The economics of solvent recovery is restricted by a declining market for double-knits. Size recovery by hyperfiltration is very advantageous economically, but only in vertically integrated mills which conduct both slashing and desizing operations.
5.1.3 Regulatory Selection Criterion
Federal, state, and local regulations can limit the use of a resource recovery process or a recovered material. These regulations may specify contaminent levels in products or the quality of the material used in other products. Installation of pollution control devices for resource recovery processes may be required in order to meet emission, health, and safety standards. In addition, costly monitoring systems may be required.
Regulations can indirectly foster the use of a resource recovery The waste gen- 1 process by making current disposal practices uneconomical.
erator is thus forced to change the disposal practice. Resource recovery may appear more attractive under these circumstances due to its increased cost effectiveness. charged waste may remove it from regulatory permit programs.
In addition, recovery and reuse of a formerly dis-
Figure 5-3 summarizes the advantages and disadvantages associated i with the individual resource recovery processes, due to various regulat’ond.
A key issue is whether or not the process or product is Of regulatory 2;- $ cern at either the Federal, state, or local levels. The absence of regula-
tory concern can beviewed as a clear advantage to a recovery process since ’ , this eliminates the need to conform to regulatory requirements.
I.., I -
I.. . .
Application of recoverylreuse processes to textile waste streams - is a significant regulatory advantage in every case except for the two sludge recovery processes. regulatory concern due to the presence of low levels of metals and organic chemicals. Strict monitoring of soil concentrations may be required. but the systems are conventional and should cause no special problems.
Land application of textile sludge is of
Sludge incineration requires pollution control equipment,
5-5

9 '1 Crl,?rion app1ielr
? Unable ro determine x nay 01 aus not be trve depending on fscillty
Blank Ciiiorinn does not a p p l y
rlpure 5-1. Economic advanrages and d isadranfsges of $ e l e c t e d resource recovery pr~cesses


5.1.4 I n s t i t u t i o n a l S e l e c t i o n C r i t e r i o n
I n d u s t r y a t t i t u d e s toward resource recovery p r a c t i c e s depend on a number of f a c t o r s i n c l u d i n g : f a v o r a b l e or unfavorable impression of success c r e a t e d by t h e o t h e r t h r e e s e l e c t i o n c r i t e r i a , r e s i s t a n c e to change, and t h e s p e c i f i c n a t u r e of t h e t e x t i l e i n d u s t r y . I n g e n e r a l , t h e only way a change i n c u r r e n t waste management p r a c t i c e s w i l l occur i s i f the o t h e r t h r e e c r i - t e r i a ( t e c h n o l o g i c a l , economic, and r e g u l a t o r y ) a r e p o s i t i v e . These f a c t o r s l a r g e l y govern an i n d u s t r y ’ s p e r c e p t i o n as to whether or not a recovery pro- c e s s w i l l be s u c c e s s f u l . This p e r c e p t i o n , i n t u r n , i n f l u e n c e s the w i l l i n g - ness of an i n d u s t r y to t r y a recovery process . For example, i f a resource r ecove ry p r o c e s s i s pe rce ived a s not being s u c c e s s f u l based on p o t e n t i a l o r actual t e c h n o l o g i c a l or economic problems, then indus t ry i s l i k e l y to be u n w i l l i n g t o implement t h e p r o c e s s whether or n o t t he percept ion i t s e l f is a c c u r a t e .
i
. - A t t i t u d e s of i n d u s t r y pe r sonne l and l o c a l r e s i d e n t s a l s o a f f e c t t h e implementat ion of r e s o u r c e r ecove ry processes . A t t he management l e v e l , t h e r e may be r e s i s t a n c e t o changing or r e p l a c i n g proven processes or m a t e r i a l s w i t h newer ones , e s p e c i a l l y i f t he o l d e r p rocesses and m a t e r i a l s have been used f o r a long t ime. Such s i t u a t i o n s may be perceived by the workers a s a t h r e a t to t h e i r j o b s e c u r i t y . Also, implementation of new processes may r e q u i r e workers to l e a r n new j o b s o r p r o c e s s i n g techniques. Addi t iona l ly , r e s i d e n t s n e a r an i n d u s t r i a l f a c i l i t y may o b j e c t to t he i n s t a l l a t i o n of new equipment, e s p e c i a l l y i f such equipment i s pe rce ived a s a source of subtances t h a t may t h r e a t e n t h e i r h e a l t h or t h e su r round ing environment.
*.*
A d d i t i o n a l l y , t h e r e is a n a t u r a l r e l u c t a n c e on the p a r t of i n d u s t r y e n g i n e e r s to use m a t e r i a l s t h a t by t h e i r very name, “waste m a t e r i a l s , “ imply t h a t they a r e i n f e r i o r to conven t iona l m a t e r i a l s . On the o t h e r hand, one m u s t guard a g a i n s t t h e e n t h u s i a s t i c and sometimes exaggerated claims of r e s e a r c h e r s who have i n v e s t i g a t e d t h e process in l abora tory s t u d i e s .
4 : ! A t t i t u d e s toward r e s o u r c e recovery and waste u t i l i z a t i o n depe d on t h e o v e r a l l i n f l u e n c e of t h e o t h e r t h r e e c r i t e r i a ( t e c h n o l o g i c a l , economic, r e g u l a t o r y ) a s w e l l as a number of s u b j e c t i v e c o n s i d e r a t i o n s . Figure 5-4 p r e s e n t s t h e i n s t i t u t i o n a l f a c t o r s t h a t were eva lua ted t o determine the o v e r a l l i n f l u e n c e of t h i s c r i t e r i o n on the advancement p o t e n t i a l of t he s e l e c t e d r e s o u r c e recovery p r o c e s s e s .
. . I , .
- F i g u r e 5-4 i l l u s t r a t e s t h e a t t i t u d e of the t e x t i l e i n d u s t r y toward i n c o r p o r a t i o n of r e s o u r c e recovery processes . i n d u s t r y managers have proven q u i t e w i l l i n g t o research and i n c o r p o r a t e r e s o u r c e recovery technologiCBs. The t e x t i l e i n d u s t r y has h i s t o r i c a l l y op- e r a t e d w i t h a t h i n p r o f i t margin and i s t y p i c a l l y open t o any new p rocess which may g i v e chem an econouic advantage.
It can be seen t h a t i n g e n e r a l ,
5-8

I
*..
c
x
s
2 /y
c
1)

5.1.5 Summary of A n a l y s i s
T h i s s e c t i o n i s a summary of t he ana lyses of t h e key r e source re- covery and waste u t i l i z a t i o n areas wi th regard t o t h e f o u r s e l e c t i o n c r i t e r i a . The r e s u l t s of t h i s a n a l y s i s are presented i n F igure 5-5. t ra tes t h e i n f l u e n c e of the s e l e c t i o n c r i t e r i a on t h e p o t e n t i a l f o r g r e a t e r a p p l i c a t i o n and development of t h e s e s e l e c t e d processes .
This f i g u r e i l l u s -
T h i s i n f l u e n c e may be p o s i t i v e , nega t ive , o r even v a r i a b l e depending on s p e c i f i c i n d u s t r y or p r o c e s s parameters and c h a r a c t e r i s t i c s . The o v e r a l l p o t e n t i a l of a r ecove ry p rocess depends on a l l f o u r f a c t o r s , t h u s a nega t ive i n f l u e n c e of one f a c t o r does not n e c e s s a r i l y prec lude the p r o c e s s from having good advancement p o t e n t i a l . Although these f o u r s e l e c t i o n c r i t e r i a have been l a r g e l y d i s c u s s e d independen t ly , they a r e i n f a c t in te rdependent . The i n s t i - t u t i o n a l s e l e c t i o n c r i t e r i a i s most a f f e c t e d by the o t h e r t h r e e c r i t e r i a , a s d i scussed i n S e c t i o n 5.1.4. The o t h e r t h r e e f a c t o r s ( t e c h n o l o g i c a l , economic, and r e g u l a t o r y ) are a l s o in te rdependent . For example, r e g u l a t o r y c o n t r o l s on emis s ions can r e s u l t i n t e c h n o l o g i c a l problems i n t r y i n g t o adapt t h e s y s t e m t o meet t h e s e r e g u l a t o r y s t anda rds . This i n t u r n can i n c r e a s e t h e c o s t of t h e sys tem t o t h e p o i n t t h a t i t i s no longe r economical.
A n a l y s i s of F igu re 5-5 r e v e a l s t h a t most of t h e s e l e c t e d resource recovery p r o c e s s e s have an advantage f o r cont inued o r i nc reased u t i l i z a t i o n . Sodium hydroxide recovery by evapora t ion o r d i s t i l l a t i o n sco red h i g h e s t , w i t h f o u r p l u s s e s , and i s t h e most widely p r a c t i c e d recovery p rocess i n the t e x t i l e i n d u s t r y . Those i n d u s t r i e s w i th a combination of p l u s s e s and p l i : s / minuses have good p o t e n t i a l f o r i nc reased recovery. A l l of t h e s e p r i x ? s s ? s have d i s t i n c t advan tages f o r s e l e c t e d t e x t i l e was te s t reams. Processes i n t h i s ca t egory i n c l u d e :
o D i r e c t r e c y c l e of sodium hydroxide o D i r e c t r e c y c l e of dyebath waste wa te r s
o S i z e recovery by p r e c i p i t a t i o n o Mixed dye and dye a u x i l i a r y recovery by h y p e r f i l t r a t i o n o Pure dye recovery by h y p e r f i l t r a t i o n
* o S i z e r ecove ry by u l t r a f i l t r a t i o n .:
Those p r o c e s s e s which have s i g n i f i c a n t d i f f i c u l t e s t o overcome b e f o r e r e s o u r c e recovery can be implemented or f u r t h e r advanced inc lude :
o Solvent recovery w i t h a c t i v a t e d carbon o Solvent recovery w i t h n i t r o g e n gas o Land a p p l i c a t i o n of t e x t i l e s ludge o I n c i n e r a t i o n of t e x t i l e s ludge
5-10

,, 14 _.... 1 , . .

5 . 2 KEY AREAS FOR FURTHER RESEARCH AND DEVELOPMENT
Of t h o s e p rocesses p re sen ted i n Sec t ion 5 . 1 , s e v e r a l have good p o t e n t i a l f o r i nc reased recovery and i t i s the op in ion of FAL t h a t t h e s e areas should and w i l l be t a r g e t e d f o r f u r t h e r research and development. These p r o c e s s e s are:
o D i r e c t r e c y c l e of dyebath waste waters o S i z e recovery by u l c r a f i l t r a t i o n o Size recovery by p r e c i p i t a t i o n o I n c i n e r a t i o n of t e x t i l e s ludge
The f i r s t and second a r e p r a c t i c e d s p o r a d i c a l l y w i t h i n t h e t e x t i l e i n d u s t r y , the t h i r d has only been done a s bench s c a l e r e s e a r c h wi th a d d i t i o n a l work i n Japan , and the f o u r t h has been p r a c t i c e d w i t h munic ipa l s ludge but
i only proposed f o r t e x t i l e s ludges . I
D i r e c t Recycle of Dyebath Waste Waters i . -
5.2.1
D i r e c t r e c y c l e of dyebath waste wa te r s has the economic advantage of low c a p i t a l investment coupled w i t h t h e p o t e n t i a l f o r s i g n i f i c a n t s av ings i n chemica l c o s t s . I t h a s been s u c c e s s f u l l y used i n the dyeing of nylon h o s i e r y and would p rov ide s i g n i f i c a n t s av ings f o r any o t h e r p rocess i n which s u c c e s s i v e dye l o t s have similar shades and co lo r s .
5 . 2 . 2 S i z e Recovery by U l t r a f i l t r a t i o n
The a p p l i c a t i o n of u l t r a f i l t r a t i o n t o s i z e recovery i s expanding r a p i d l y . C a p i t a l investment i s h igh , b u t paybacks a s e a r l y a s a yea r or l ess have been r epor t ed ( 2 3 ) . S i z e recovery i s l i m i t e d t o v e r t i c a l l y i n t e - g r a t e d m i l l s who do both s l a s h i n g and d e s i z i n g as t h e recovered s i z e can n o t b e r e a d i l y dewatered f o r t r a n s p o r t t o a g re ige m i l l . s t a r c h must be enzymat i ca l ly degraded dur ing d e s i z i n g and i s ;hus not s u ’ t - ,
expected due t o the economic advantages of s i z e recovery.
5 . 2 . 3 S i z e Recovery by P r e c i p i t a t i o n
I n addi tLon, t yp ica l . ;
: a b l e f o r r ecove ry . Some convers ion from s t a r c h t o s y n t h e t i c s i z e can b 2
/j
S i z e recovery by p r e c i p i t a t i o n has been seen t o be f e a s i b l e i n bench s c a l e tests, but i t cannot compete economically w i t h u l t r a f i l t r a t i o n recovery f o r a v e r t i c a l l y i n t e g r a t e d m i l l . I ts g r e a t e s t p o t e n t i a l f o r a p p l i c a t i o n i s a t p i e c e goods dyeing and f i n i s h i n g m i l l s because the re - covered s i z e can be dewatered and t r a n s p o r t e d back t o t h e g re ige m i l l . The major impetus toward ::his type of recovery w i l l be economic due t o t h e need t o remain compet i t ivv w i t h l a r g e v e r t i c a l l y i n t e g r a t e d m i l l s . I n o r d e r f o r t h i s p r o c e s s t o work, t h e r e w i l l have t o be b e t t e r commirnication between t h e g r e i g e m i l l and t h e dyeing and f i n i s h i n g m i l l t o i z s u , G con- s i s t e n c y i n s i z e a p p l i c a t i o n . C u r r e n t l y , t he type of s i z e and w::-,ud of a p p l i c a t i o n v a r i e s widely over t i m e and from m e g r e i g e m i l l t o : : . ~ t h e r .
5-12

5 . 2 . 4 I n c i n e r a t i o n of Textile Sludge
The p o t e n t i a l of energy recovery from i n c i n e r a t i o n of t e x t i l e s ludge
Energy recovery from municipal s ludge has been shown t o be f e a s i b l e h a s been proposed, bu t t h i s p r o c e s s i s not c u r r e n t l y p r a c t i c e d i n the t e x t i l e i n d u s t r y . (73) and t h e t echno log ie s should r e a d i l y t r a n s f e r t o t e x t i l e s ludges . Two f a c t o r s make t h i s form of r ecove ry promising: i n the form of h o t w a t e r , r e q u i r e d by many t e x t i l e processes ; and ( 2 ) t he r e g u l a t o r y d i f f i c u l t i e s encountered wi th l a n d f i l l d i s p o s a l and land a p p l i - c a t i o n of t e x t i l e s ludges.
(1) t h e l a r g e amount of energy
5-13

REFEWCES
i : I: i . ..
r'
r...
1. Burke, J., Connections, Little, Brown and Co., Boston, Massachusetts, 1978.
2. Census of Manufacturers - Subject Series, Table 2, 1977. 3. Stodden, J. R.. "What U . S . Textiles Will be Like in 1982," Textile
World, Vol. 132, No. 1, 1982.
4 . Koedam, H., "Cotton's Future - The Vital Market Factors," Textile Month, July 1980. -
5. "Fiber Economics in 1987," Textile Industries, February 1979.
6 . Seidel, L. E., "Cotton's 15% 1990 Share," Textile Industries, May 1981.
7. "Dye Chemicals Usage Seen Peaking in '83." American Dyestuff Reporter, Vol. 70, No. 10, 1981.
8. Train, R. E., Agee, J., Cywin, A.. Gallup, J. D., m o m e n t Document for Effluent Limitations Guidelines and New Source Perif.:. ..:>!:e Standardl; for the Textile Point Source Category, EPA-440/1-74-07'--a, . j \ j i '9'4.
9. Environmental Pollution Control, Textile Processing hilustrv, ::PA-.6?5/7- 78-002, October 1978.
10. Office f o r Economic Co-operation and Development (OECD), tmission Control Costs in the Textile Industry, OECD Publications, Paris, France, 1981.
1-1 . 12. Versar, Inc., Assessment of Industrial Hazardous Waste Practices, Textiles Industry, June 1976, NTIS PB-258 953.
13. Federal Register, Vol. 143, No. 243, Monday, December 18, 1978.
14. Rawlings, G. D., "Analysis of Textile Wastewater Treatment Plant Sludge Samples by RCRA Procedures," Textile Industry andthe Environmentil981, Environmental Symposium of AATCC, March 30-31, 1981, Washington, D.C.
15. Federal Register, Vol. 45, No. 138, Wednesday, July 16, 1980.
16. " Protection of Environment," Code of Federal Regulations, Vol. 4 0 , Section 261.33, July 1, 1981.
REF-1

'17.
4 8 .
f : , . -
L"
...
19. /
/ 20.
L1. 4. 4 3 .
.s 2 4 .
25.
'26.
4 7 .
/ 28.
29.
T iche r , W. C.. "Energy Conserva t ion i n Carpet Dyeing by Dyebath Recycling," American Dyes tuf f Repor t e r , Vol. 66, May 1977.
Car, W. W . , Cook, F. L . , Savings i n Dyebath Reuse Depend on V a r i a t i o n s i n Impur i ty Concent ra t ions ," Textile C h e m i s t and C o l o r i s t , Vol. 12 , No. 5 , 1980.
I ,
Cook, F. L. , T incher , W. C . , Carr, W. W . , Olson,L.H., Avere t te , M . , "P lan t R i a l s on Dyebath Reuse Show Savings i n Energy, Water, Dyes and Chemicals." T e x t i l e Chemist and C o l o r i s t , Vol. 12, No. I, 1980.
Cook, F. L., T incher , W. C., "Dyebath Reuse i n Batch Dyeing," T e x t i l e Chemist and C o l o r i s t , Vol. 10, No. 1, 1978.
Tincher , W . C . , Cook, F. L . , Barch, L. A . , "Reusing Dyebaths i n Jet Dyeing," T e x t i l e Chemisc and C o l o r i s t , V o l . 13, No. 12, 1981.
Queen, L . , 11 S i z e Recovery Using U l t r a f i l t r a t i o n Membranes," Textile
I n d u s t r i e s , August 1981.
P r i v a t e communication w i t h La r ry Queen, Eastman Chemical Products , I n c . , A p r i l 23, 1982.
P o r t e r , J. J . , Black, D. E . , "Water, Energy and Chemical Recovery," American Dyestuff R e p o r t e r , V o l . 68, No. 12 , 1979.
Cacho, J. W . , "CMC Warp S i z i n g vs. Po lyv iny l Alcohol," Textile Chemist and C o l o r i s t , Vo l . 12 , No. 4 , 1980.
Bryan, C. E . , Ha r r i son , P. S . , "Recycle of Syn the t i c Warp S izes from T e x t i l e Des iz ing Wastewater ," T e x t i l e I n d u s t r y and the Environment/ - 1973, Environmental Symposium of AATCC, May 22-24, 1973, Washington, J ) . ( ,
Bryan, C . E . , Recycle of S y n t h e t i c Warp S i z e s from T e x t i l e Desizing ,k '
Wastewater, EPA-660/2-75-014, June 1975.
P e r k i n s , W. S . , Walker, R. P . , H i r t h , L. J . , "Reclamation of Warp S i z e s Using Thermal P r e c i p i t a t i o n , " i n Symposium Proceedings: Technologx, December 1978, EPA-60012-79-104, May 1 9 7 9 .
T e x t i l e Indus t ry
Auburn Un ive r s i ty Research Foundat ion and W. S . Perk ins . USP 4.106.900:lS. ~, ~~ , ~ - - , ~ ~ -
August 1978 i n World T e x t i l e A b s t r a c t s , "Process for Recycling T e x t i l e Warp Yarn S ize , " Vol. 10, C i t a t i o n 8767, 1978.
"30. Brandon, C. A . , P o r t e r , J. J . , 1 1 H y p e r f i l t r a t i o n ( r eve r se osmosis) demon- s t r a t i o n p i l o t p l a n t f o r complete r e u s e of t e x t i l e dyehouse wastewater ," American Chemcial S o c i e t y , 165 th K a t i o n a l Meeting, Abs t rac t cf Papers , D a l l a s , Texas, A p r i l 9-11, 1973.
:.r. ;* /
'i<
E F - 2

.*
! . -
I
31.
32.
33.
34.
35.
36.
37.
38.
f
::.. .. . ,!
*,
35.
40.
41.
42.
43.
Brandon, C. A . , Johnson, J. S . , Mintursa, R. E., Porter, J. J., "Complete Reuse of Dyeing Wastes Processed with Dynamic Membrane Hyperfiltration," Textile Chemist and Colorist, Vol. 5, No. 7 , 1973.
Brandon, C. A . , Nashar, A . M., Porter, J. J., "Hyperfiltration Pilot Plant for Textile Wastewater Renovation," American Dyestuff Reporter, Vol. 64 , No. 10, 1975.
Brandon, C. A . , Porter, J. J . , Hyperfiltration for Renovation of Textile Finishing Plant Wastewater, EPA-600/2-76-060, March 1976.
Brandon, C. A . . El-Nashar, A. M., Porter, J. J . , "The Potential for Reuse of Textile Dyeing and Finishing Wastewater by Hyperfiltration," NWSIA Journal, Vol. 4 , No. 2 , 1977.
Brandon, C. A . , Gaddis, J. L., "Full-scale Demonstration of Hyperfiltra- tion for Closed-cycle Textile Dyeing Facility," Desalinization, Vol. 23, 1977.
Brandon, C. A . , Gaddis, J. L.. "New Technology in Hyperfiltration Promises Sizeable Savings to Textiles," Textile World, Vol. 128, No. 9 , 1978.
Brandon, C. A., Porter, J. J., Todd, D. K., Hyperfiltration for Renova- tion of Composite Waste Water at Eight Textile Finishing Plants, EPA-600/ 2-78-047, March 1978.
Brandon, C. A., Samfield, M., "Application of High-Temperature Hyper- filtration to Unit Textile Processes for Direct Recycle," Desalination, - .
Vol. 2 4 , 1978.
Brandon, C. A., Closed-cycle Textile Dyeing: Full-scale Hyperfiltrn -~ ... .i .
Demonstration (Design), EPA-600/2-80-056, March 1580. 1 . ,' El-Nashar, A . M., "The Desalting and Recycling of Wastewaters from
Textile Dyeing Operations Using Reverse Osmosis," Desalinization, Vol. 20, 1977.
Gaddis, J. L . , Brandon, C. A., Porter, J. J., Energy Conservation Thrc,t i@ Point Source Recycle with High Temperature Hyperfiltration, EPA-600/7-75- lel, June 1979.
"Is Recircu1,ation of Dye Wastes Feasible?" Textile Industries, Vol. 135, No. 2 , 1971.
Porter, J. J., "The Reuse of Treated Wastewater in the Textile Finishing Plant," American Chemical Society, 165th National Meeting, Dallas, Texas, April 5-11, 1973.
REF-3

44. Porter, J. J., Brandon, C. A . , "Zero Discharge as Exemplified by Textile Dyeing and Finishing," Chemical Technology, Vol. 6, No. 6 , 1976.
45. Porter, J. J., Sargent, T. N . , "Waste Treatment vs. Waste Recovery," Textile Chemist and Colorist, Vol. 9, No. 11, 1977.
46. Private communication with Tom Grizzle, Gaston County Dyeing Machine Co., April 27, 1982.
47. Suchecki, S.M., "The Emerging Science of Warp Sizing," Textile Industries, August 1981.
48. Carrique, C. S., Jauregui, L. U., "Sodium Hydroxide Recovery in the Textile Industry," Proc. 21st Industrial Waste Conference, Purdue University, 1966. I
I . -
49. Masselli, J. W., Masselli, N. W., Buford, M. G., A Simplification of Textile Waste Survey and Treatment, Prepared for: New England Inter state Pollution Control Commission, July 1951.
50. K u l k a r k i , H. R., Khan, S. U., Deshpande, W. M., "Characterization of Textile Wastes and Recovery of Caustic Soda from Kier Wastes," Envir. Health, India, Vol. 13, 1971, in World Textile Abstracts, Vol. 4, Citation 3171, 1972.
51. Nikiforov, A. I., Strel'tsov, V. V . , Mironov, V. P., "Study of An Ammonia Regeneration System in the Mercerization of Fabrics," Izv. Vyssh. Uchebn. Zaved., Khim. Tekhnol, Vol. 22, No. 3, in - World Textile Abstracts, Vol . 11, Citation 6770, 1979.
d 52. Daniels, R. D., "Pollution Abatement Through Closed Loop Processing,",
Textile Industry and the Environment, AATCC Symposium, Atlanta, &fgia, March 31-April 1, 1971.
53. Pester, W., "Improved Solvent Recovery from Scoured Knits," Americdri Dyestuff Reporter, Vol. 65, 1976.
..
54. Private communication with Wolfgang Pester, Bruckner MacHinery Corp., April 30, 1982.
I' Activated Carbon in Solvent Recovery," International Dyer and Textile Printer, Vol. 151, No. 1 2 , 1974.
"New Systems for Solvent Recovery," Chemiefasern/Textilindustrie, April 1981..
55.
56.
REF-4

57. Sibley, W. A. L., "Recycling Saves," American Dyestuff Reporter, October 1979.
58 . Private communication with Carl Hoffman, Abcor, Inc., April 2 9 , 1982.
59. Tendryakov, V. F., Zelen'ko, A. P., Artamonov, V. V., "Alumina Recovery In Effluent Treatment," Tekstil'naya Promyshlennost', Vol. 3 4 , No. 11, in World Textile Abstracts, Vol. 7 , Citation 887, 1975.
60 . Anderson, C. A . , Wood, G. F., "Investigations into the Centrifuging of Wool Scouring Liquors for Wool Grease Recovery,'' Journal Textile Institute, Vol. 5 1 , 1966.
61 . McCracken, J. R., Chaikin, M., "The Treatment of Wool-scouring Effluent: Centrifugation Studies," Journal Textile Institute, Vol. 6 5 , 1974.
62. Anderson, C. A., Wood, G. F., "Liquor Systems in Raw Wool Scouring and Grease Recovery," Textile Institute and Industry, Vol. 13, No. 10, 1975.
I i:-
63 . Barker, G. V., Chisnall, P. E., Stewart, R. G., "Studies in Wool Sco;;ri.ng - Part 11: and Industry, Vol. 15, No. 7 , 1977.
Efficient Centrifugal Wool Grease Recovery," Textile J ? ' ; - : .i t ' i t e
64. Hoare, J. L., "Wool-scouring Effluent - Part 111: The Effect or , ' / I
Initial Rinse on Grease Recovery," Journal Textile I n s t j t u t e , . V i ) ! . 62, No. 9 , 1974 .
"Wool Scouring Process is Environmentally Sound," +c,':i&3n- Dyestuff Reporter, Vol. 6 6 , No. 9 , 1977.
65 .
6 6 . Wood, G. F., "How Much Wool Grease Can be Recovered," ~:l$. .InstiLute and Industry, Vol. 1 4 , No. 3 , 1976.
k'- " 67. McCracken, J. R., Chaikin, M., "Economic Extraction of Wool Wax from
i Wool Scouring Sludge," Textile JournalfAustralia, AprilIMay 1978. & -.
68. Beaton, N. C., "Application of Ultrafiltration to Textile Effluents," Textile Institute and Industry, Vol . 13, 1975.
.~ 6 9 . Private communication with Dr. Sharon Hornich, U.S. Department of
Agriculture, Beltsville, Maryland, April 5, 1982.
1 '
70. Private communication with Dr. Larry King, North Carolina State Uni- versity, April 30, 1982.
7 1 . Terrell, G. C., "Optimizing Energy Recovery from Industrial Wastes," Textile Industry and the Environmentil981, AATCC Environmental Sym- posium, Washington, D.C., March 30-31, 1981.
REF-5

72.
73.
74.
75.
76.
I I - -
77.
G
, ..
78.
79.
80.
"New Waste Water Recycling System," Textile Month, April 1980.
Private communication with Dave Waldo, Kansas Department of Health and Environment, May 7, 1982.
,, Barnhart, E. L., The Coming Changes in Textile Waste Treatment Tech- nology," Textile Industry and The Environment/1981, Environmental Symposium of AATCC, Washington, D.C.. March 30-31, 1981.
Judkins, J. F., Hornsby, 3 . R., "Color Removal from Textile Dye Waste Using Magnesium Carbonate," Journal Water Pollution Control Federation, November 1978.
Private communication with Kevin Wagemaker, William Carter Co., May 17, 1982.
Sasaki, K., Sekiguchi, T.. Ohnuki, K., Kobayashi, K., "Recycling System of Chromium - Containine Exhaust Solution in Chromium Mordanting Pro- ~~~~ ~~
L
cess," Sen'i Kako, Vol. 3 2 , No. 10, 1980, in Chemical Abstracts, Vol. 94, Citation 48714d, 1981.
Perkins, W. S., Judkins, J . F., Perry, W. D, "Renovation of Dyebath Water by Chlorination or Ozonation, Part 1: Reactions of Dyes," Textile Chemist and Colorist, Vol. 1 2 , No. 8, 1980.
Perkins, W. S.. Judkins, J. F., Perry, W. D., "Renovation of Dyebath Water by Chlorination or Ozonation, Part 2 : Dyeing S t u d i e s , " Textile Chemist and Colorist, Vol. 1 2 , No. 9, 1980.
-
Todd, D. B., Hopper, C. A., "Centrifugal Extraction of Weste Dyes," Chemical Engineering Progress, Vol. 67, No. 9 , 1971.
P ,

TEXTILE MILL TECHNOLOGY
TEXTILE Ih'DUSTRY TENDS
POTENTIALLY HAZARDOUS TEXTILE WASTES . -
DYEBATH REUSE
SIZE RECOVERY
DYE CKEMICALS RECOVERY
..
SODIbX HYDROXIDE RECOVERY
AMMONIA RECOVERY . . ,, . - . .
SOL\"ENT RECOVERY

O I L RECOVERY
ALUMINUM OXIDE RECOVERY
i ; . -
WOOL GREASE RECOVERY
LAND APPLICATION OF TEXTILE SLUDGES
SLLVGE INCINERATION
~.
AVAEROBIC METHkVE GENERATION
MAGNESILY RECOVERY AND REL'SE

TEXTILE WASTES RECOVERY - GENERAL i -

BIBLIOGRAPHY
TEXTILE MILL TECHSOLOGY
Environmental Pollution Control, Textile Processing Industry, EPA-625/7-78-002, October 1978.
Maselli, J. W.. Masselli. N. W., Burford, M. G., A Simplification of Textile Waste Survey and Treatment, Prepared for: New England lnterstate Water Pol- lution Control Commission, July 1951.
Office for Economic Co-operation and Development (OECD), Emission Control Costs in the Textile Industry, OECD Publications, Paris, France, 1981.
. I Train, R. E., Agee, J., Cywin, A., Gallup, J . D., Development Document for Effluent Limitations Guidelines and New Source Performance Standards for the Textile Point Source Category, EPA-440/1-74-022-a, June 1974.
TEXTILE INDUSTRY TRENDS
Alcorn, D. S., "Trends in the American Textile Industry," Textile Chemist and Colorist, Vol. 12, No. 5, 1980.
Burke, J., Connections, Little, Brown and Co., Boston, Massachusetts, 1978.
Census of Manufactuerers - Subject Series, Table 2, 1977. "Dye Chemicals Usage Seen Peaking in '83," American Dyestuff Reporter, Vol. 70, No. 10, 1981. j . "Fiber Economics in 1987," Textiles Industries, February 1979.
Kcedan, H., "Cotton's Future - The Vital Market Factors," Textile Month, . June 1980.
"Manmade Textile Fibers will Edge Natural as World Consumption Doubles," Canadian Textile Journal, Vol. 96, No. 22, 1979.
Novik, S., "Commission Finishing: The Next Decade," American Dyestuff Reporter, Vol. 70, No. 8, 1981.
"Problems Mounting for Synthetic Fibers," Chemical and Engineering News, March 10, 1980.
"Repor t Defines Changing Textile Marhets - Stresses Polyester Role," Canadian Textlle Journal, 1'01. 96, No. 2 2 , 1 9 7 9 .

S e i d e l , L. E . , "Tex t i l e s i n t h e 1980-81 Economy," T e x t i l e I n d u s t r i e s , September 1980.
S e i d e l , L . E . , "Cot ton ' s 1 5 % 1990 Share," T e x t i l e I n d u s t r i e s , May 1981.
Stodden, J . R . , "What U.S. T e x t i l e s W i l l be Like i n 1982," T e x t i l e World, Vol . 1 3 2 , No. 1, 1982.
Tanzer, K . E. , "Dyes and Dyebath Add i t ives , A Marketing Research Appra isa l , " American Dyestuff Repor t e r , Vol. 68, No. 11, 1979.
"The Big T e x t i l e P i c t u r e f o r 1981," Textile I n d u s t r i e s , Ju ly 1980.
"The T e x t i l e Economy: 1980.
Another Drumbeat?," T e x t i l e World, Vol . 130, No. 1,
- Turner , R. G . , "What's New i n Fabr i c P repa ra t ion , " T e x t i l e Chemist and C o l o r i s t , Vol. 13, No. 11, 1981.
"What's Ahead i n Technology," T e x t i l e I n d u s t r i e s , October 1979.
POTEXTIALLY HAZARDOUS TEXTILE WASTES
B i x l e r , D. A . , "Management of Hazardous Wastes," American Dyestuff Repor te r , Vol. 69, No. 7 , 1980.
B i x l e r , D. A . , "The Resource Conservat ion and Recovery Act," T e x t i l e Chemist and C o l o r i s t , Vol . 11, No. 6 , 1979.
Fede ra l R e g i s t e r , Vol. 4 5 , No. 138, Wednesday, Ju ly 16 , 1980.
b . Federa l R e g i s t e r , Vol. 143, KO. 243, Monday, December 18, 1978. ,I
Odom, R . N., "Hazardous Waste Management," T e x t i l e Chemist and C o l o r i s t , Vol . 13 , No. 5 , 1981.
Odom, R . N . , "Hazardous Waste Management," T e x t i l e Chemist and C o l o r i s t , Vol. 1 2 , No. 6 , 1980.
" P r o t e c t i o n of Environment," &de of Fede ra l Regula t ions , V o l . 4 0 , Sect ion 261.33, J u l y 1, 1961.
Raxl ings , G . D . , .~ F i n a l Report : Metals AnaILsis - of Ten T e x t i l e Manufacturing Sludge Samples, Monsanto Restiarch Corp., Dayton, Ohio, January 1 6 , 1981.
Rawlings, G . D., "Analysis of T e x t i l s k 'astewater Treatment P la : i t Sludge Samples b:; RCR4 Procedures ," T e x t i l e ~ 1 : i d u s t ~ and The Envi.ronment ;'19S1, Environmental S;mposium of AATCC, ?:arch 30-31, 1981, Washington, D . C .
Rawlings, G. D., Textile Nanufacturing: Analyses by the RCRA Proposed Procedures, (Fed. Reg. Vol. 4 3 ( 2 4 3 ) , December 18, 1978) , Monsanto Research Corp., Dayton, Ohio, August 28, 1980.
Wastewater Treatment Plant Sludge
Versar, Inc., Assessment of Industrial Hazardous Waste Practices, Textiles Industry, June 1976, NTIS PB-258 953.
DYEBATH REUSE
Carr, W. W., Cook, F. L . , "Savings in Dye ith Reuse Depend on Variations in Impurity Concentrations," Textile Chemist and Colorist. Vol. 12, No. 5, 1980.
Cook, F. L., Tincher, W. C., Cass, W. W., Olson, L. H. Averette, M., Plants Trials on Dyebath Reuse Show Savings in Energy, Water, Dyes, and Chemicals,"
I t
. - Textile Chemist and Colorist, Vol. 12, No. 1, 1980.
Cook, F. L., Tincher, W. C . , "Dyebath Reuse in Batch Dyeing," Textile Chemist and Colorist, Vol. 10, No. 1, 1978.
,, Durig, G., Hausmann, J. P., Recycling Aqueous Dyehouse Effluent," Canadian Textile Journal, V o l . 96, No. 5, 1979.
Durig, G., Hausmann, J. P., O'Hare, B. J., "A Review of the Possibilities for Recycling Aqueous Dyehouse Effluent," Journal of the Society of Dyers and Colorists, Vol. 94, August 1978.
Goodman, G. A., Porter, J. J., "Water Quality Requirements for Reuse in Textile Dyeing Processes," American Dyestuff Reporter, Vol. 69, No. 10, 1980.
Tincher, W. C., Cook, F. L., Barch, L. A., "Reusing Dyebaths in Jet Dyeing," Textile Chem' t and Colorist, Vol. 13, No. 1 2 , 1981.
Tincher, W. C., Cook, F. L., Olson, L. H., Carr, W. W., "Reconstitution and Reuse of Dyebaths," Symposium Proceedings: Williamsburg, Virginia, December 1978.
Tincher, W. C., "Energy Conservation in Carpet Dyeing by Dyebath Recycling," American Dyestuff Reporter, Vol. 66, May 1977.
Tincher, W. C., Cook, F. L., "Dyebath Reuse in Carpet Beck Dyeing,'' Abstract of Papers, 173rd American Chemical Society National Meeting, New Orleans, Louisiana, March 2 1 - 2 4 , 1977.
/ . Textile Industry Technology,

SIZE RECOVERY
1 . i . -
Auburn University Research Foundation and W. S . Perkins, USP 4,106,900:15, August 1978 in World Textile Abstracts, "Process for Recycling Textile Warp Yarn Size." Vol. 10, Citation 8767, 1978.
Aurich, C. W., "PVA Recovery by Ultrafiltration," AATCC Symposium No. 16, 1975, in World Textile Abstracts, Vol. 7, Citation 5836, 1975.
Bryan, C. E., Recycle of Synthetic Warp Sizes from Textile Desizing Wastewater, EPA-660/2-75-014, June 1975.
Bryan, C. E., Harrison, P. S., "Recycle of Synthetic Warp Sizes from Textile Desizing Wastewater," Textile Industry and The Environment/l973, Environmental Symposium of AATCC, May 22-24, 1973, Washington, D.C.
Cacho, J. W., "CMC Warp Sizing vs. Polyvinyl Alcohol," Textile Chemist and Colorist, Vol. 12, No. 4, 1980.
Deschler, D., "Problems and Possibilities of Size Recovery," Melliand Textilberichte, Vol. 60, No. 12, 1979, in World Textile Abstracts, Vol. 12, Citation 2497, 1980.
Drexler, P., Reclamation and Sound Ecology in Sizing," Third International Symposium, Shirley Institute, Manchester (Pub. 529), 1977, in World Textile Abstracts, Vol. 10, Citation 4824, 1978.
Exbrayat, P. E., et al, "Emission Control and Recycling of Sizes by Ultra- filtration," Melliand Textilberichte, Vol. 12, Citation 7832, 1980.
11
Gaston County Dyeing Machine Co., "Reclamation of Polyvinyl Alcohol Size from
1977, in World Textile Abstracts, Vol. 10, Citation 1191, 1978. Waste Streams, I, International Textile Bulletin, DyeingIPrint ing/Finishing, No. 3,
Groves, G. R., Buckley, C. A., Dalton, G. L., "Textile Size and Water Recdvery by Means of Ultrafiltration," Prog. Water Tech., Vol. 10, No. 1 / 2 , 1978.
c
Harbereder, P., "Economic Desizing," Textil Praxis International, Vol. 32, No. 9, 1977, in World Textile Abstracts, Vol. 9, Citation 8185, 1977.
J. P. Stevens & Co., Inc. Gaston County Dyeing Machine Co., Bost, C. C., Irwin, E. S., Keineth, Russell, R. Q., Ince, H. C., Parsons, G. L., Turner, J. K., Apparatus for Treatment of Textile Desizing Effluent," USP 3998,740:21 December 1976, in World Textile Abstracts, Vol. 9, Citation 1334, 1977.
Perkins, W. S., Walker, R . P., Hirth, L . J., "Reclamation of Warp Sizes Using
- 1 1
Thermal Precipitation," in Symposium Proceedings: Textile Industry Technology, December 1978, EPA-600/2-79-104, May 1979.

P o r t e r , J. J., Black, D. E . , "Water, Energy and Chemical Recovery," American Dyestuff Repor t e r , Vol. 68, No. 12 , 1979.
Queen, L . , "Size Recovery Using U l t r a f i l t r a t i o n Membranes," T e x t i l e I n d u s t r i e s , August 1981.
"Recovering PVA from Des ize Waste," I n t e r n a t i o n a l D y e r and T e x t i l e P r i n t e r , May 1980.
"Recovering Warp Size ." America's T e x t i l e s Repor t e r /Bu l l e t in , Vol. AT-1, No. 9, 1972.
"Real P o s s i b i l i t i e s f o r Recovering S h e s , " I n d u s t r i a Co ton ie r i a , Vol. 33, No. 4 , 1980, i n World T e x t i l e A b s t r a c t s , Vol . 12 , C i t a t i o n 9623, 1980.
! . . - Saad, S. G. A. H.. " P r e p a r a t i o n of Modified Po lyv iny l Alcohol t o be Reclaimed from Des iz ing Waste E f f l u e n t s , " D i s s . Abs. I n t . B , Vol. 34, No. 6 , 1973, i n World T e x t i l e A b s t r a c t s , Vol. 6, C i t a t i o n 2694, 1974.
S ib l ey , W . A. L . , "Recycl ing Saves," American Dyestuff Repor te r , October 1979.
"Sizing: Keystone t o Q u a l i t y F a b r i c s , " T e x t i l e Chemist and C o l o r i s t , Vol. 13, No. 7 , 1981.
S tevens Reclaims PVA f o r Warp Siz ing , ' ' T e x t i l e I n d u s t r i e s , Vol. 138, October 9 ,
1974.
Suchecki, S . M . , "Warp S i z i n g : The V i e w from a F i n i s h i n g P l a n t , " T e x t i l e I n d u s t r i e s , January 1982.
Suchecki, S. M . , "The Emerging Sc ience of Warp Siz ing , ' ' T e x t i l e I n d u s t r i e s , August 1981.
Tomasino, C . , Livingood, C . D . , Thorp, S . N . , "Cold Water S i z i n g f o r Siz'e Recovery," T e x t i l e Chemist and C o l o r i s t , Vol. 13, No. 7 , 1981.
4 .
. T i c u i t e r , J . , Ahmed, M . , "Recovery of S i z e s w i t h Reference i n P a r t i c u l a r t o U l t r a f i l t r a t i o n . " T e x t i l P r a x i s I n t e r n a t i o n a l , Vol. 34, No. 4 , 1980, i n World T e x t i l e A b s t r a c t s , Vol. 1 2 , C i t a t i o n 7172, 1980.
T r a u t e r , J . , "Reuse of S i z e s Which Have Been Squeezed O u t of t h e Woven F a b r i c , " Chemie faErn /Tex t i l I n d u s t r i e , V o l . 28/81), No. 4 , 1978, i n World T e x t i l e A b s t r a c t s , Vol. 19, C i t a t i o n 3394, 1978.
T r a u t e r , J . , R u e s s , B . , "Recovery of Polyvinyl Alcohol S izes by U l t r a f i l t r a - t i o n , " ? le l l iand T e x t i l b e r i c h t e , Vol. 58, No. 9 , 1977, i n World T e x t i l e Ab- - s t r a c t s , Vol. 9 , C i t a t i o n 6 4 6 3 , 1977.

Trauter, J.. Ruess, B., "Ultrafiltration of Polyvinyl Alcohol Sizes,'' Milliand Textilberichte, Vol. 58, No. 2, 1977, in World Textile Abstracts, Vol. 9, Citation 2901. 1977.
"Utilization of Fats and Waxes in the Sizing Bath or for Surface Waxing: Effect on Different Recycling Procedures," Industrie Textile, No. 1103, 1980, in World Textile Abstracts, Vol. 12, Citation 8307, 1980.
Wysocki, G., "PVA Size Recovery by Ultrafiltration," Chemiefasern/Textil-In- dustrie, Vol. 27/79, No. 4 , 1977, in World Textile Abstracts, Vol . 9, Citation 4006, 1977.
Wysocki, G., "Size Recovery by Ultrafiltration," Melliand Textilberichte, Vol. 58, No. 2, 1977, in World Textile Abstracts, Vol. 9, Citation 2902, 1977
Their
DYE CHEMICALS RECOVERY
Brandon, C. A., Closed-cycle Textile Dyeing: Full-Scale Hyperfiltration Demonstration (Design), EPA-600/2-80-056, March 1980.
Brandon, C. A., El-Hashar, A. M., Porter, J. J., "The Potential for Reuse of Textile Dyeing and Finishing Wastewater by Hyperfiltration," NWSIA Journal, Vol. 4 , No. 2 , 1977.
Brandon, C. A., El-Nashar, A. M., Porter, J . J., Hyperfiltration Pilot Plant for Textile Wastewater Renovation," American Dyestuff Reporter, Vol. 64, No. 10, 1975.
Brandon, C. A., Gaddis, J . L . , New Technology in Hyperfiltration Promises Sizeable Savings to Textiles," Textile World, Vol. 128, No. 9, 1978.
Brandon, C. A., Gaddis, J. L. , Full-scale Demonstration of Hyperfiltration for Closed-cycle Textile Dyeing Facility," Desalinization, Vol. 23, 1977.r
I t
9 ,
A
Brandon, C. A., Porter, J . J., Hyperfiltration for Renovation of Textile finishing Plant Wastewater, EPA-600/2-76-060, March 1976.
I f Brandon, C. A . , Porter, J. J., Hvuerfiltration (reverse osmosis) Reuse of ,. Textile behouse h'astewater," American Chemical Society, 165th National Meeting, Abstract of Papers, Dallas;Texas, April 9-11, 1973.
Brandon, C. A . , Porter, J. J . , Todd, D. K., Hyperfiltration for Renovation of Composite Waste Water at Eight Textile Finishing Plants, EPA7)00/2-78-047, March 1978.
Brandon, C. A., Samfield, M., "Application of High-Temperature Hyperfiltration to Unit Processes for Direct Recycle," Desalination, Vol. 2 4 , 1978.
J

SODIUM HYDROXIDE RECOVERY
Carrique, C. S . , Jauregui, L. U., "Sodium Hydroxide Recovery in the Textile Industry," Proc. 21st Industrial Waste Conference, Purdue University, 1966.
Gassmann, E., "Preparation of Mercerizing Liquor," Textileveredlung, Vol. 13, No. 12, 1978, in World Textile Abstracts, Vol. 11, Citation 989, 1979.
Kulkarki, H. R., Khan, S. U., Deshpande, W. M., "Characterization of Textile Wastes and Recovery of Caustic Soda from Kier Wastes," Envir. Health, India, Vol. 13, 1971, in World Textile Abstracts, Vol. 4, Citation 3171, 1972.
Masselli, J. W., Masseli, N. W., Buford, M. G., A Simplification of Textile Waste Survey and Treatment, Prepared f o r New England Interstate Water Pol- lution Control Commission, July 1951.
V'yushin, V. D., Bogatyreva, L. M., Zakharova, T. D., Agafonov, I. I., Re- use of Solutions after Mercerization," Tekstil'naya Promyshlennost'. Vol. 37, No. 2 , 1977, in World Textile Abstracts, Vol. 9, Citation 3209, 1977.
i . ,, I . -
ANMOXIA RECOYERY
Jensen, H., "Recovery of Ammonia," Norw. 142,516, in Chemical Abstracts, Vol. 94, Citation 17022x, 1981.
Nikiforov, A. I., Moronov, V. P., Blinichev, V . N., "Modeling and Optimization - of Recovery Units in the Treatment of Fabrics with Liquid Ammonia," Izv. Vyssh. Uchebn. Zaved., Khim. Tekhnol, Vol. 23, No. 4 , 1980 in World Textile Abstracts, Vol. 12, Citation 8848, 1980.
Nilioforov, A. I., Strel'tsov, V. V., Mironov, V. P., "Study of an Ammonia Regeneration System in the Mercerization of Fabrics," Izv. Vussh. Uchebn Zaved., Khim. Tekhnol., Vol. 22, No. 3 , in World Textile Abstracts, Volfll, Citation 6770, 1979.
L..
SOLVEST RECOVERY
"Activated Carbon in Solvent Recovery,'' International Dyer and Textile Printer, Vol. 151, No. 12, 1974.
. .
...
Allied Chemical Corp., Sievenpiper, F. L., Bement, E. L., "Recirculation Back to Solvent Dye Bath of an Aqueously Separated Halo-hydrocarbon-Alkylene Gly- col Ether Mixture with Further Hydrocarbon Removing Water from the Ether," USP 3,809,536: 7 May 1974, in World Textile Abstracts, Vol. 6, Citation 5092, 1974.

Bowe, Bohler 6 Weber, K.G., "Method and Apparatus for Solvent Recovery." BP 1,424,820: 11 February 1976, in World Textile Abstracts, Vol. 8, Cita- tion 2502, 1976.
Bruckner-Apparatebau G.m.B.H., "Apparatus for Wet Treatment and Subsequent Drying of Textiles." BP 1,427.684: 10 March 1976, in World Textile Abstracts, Vol. 8, Citation 3135, 1976.
Bruckner Machinery Corp., "Remaflam" (Manufactuer's Literature).
Bruckner Machinery Corp., "Solvanit, Solvent Scouring Plant," (Manufac- turer's Literature).
Bruckner Machinery Corp., Petersohn, G . , "Practical Experience in Dyeing and Drying with the @ Remaflam process" (Manufacturer's Literature) TI 29/80.
Ciba-Geigy, A. G., "Apparatus Suitable for Carrying Gut a Process for the Dyeing of Organic Material from Organic Solvents by Application of a Short Goods to Liquor Ratio," BP 1,428,782: 17 March 1976, in World Textile Abstracts, Vol. 8, Citation 3139, 1976.
Daniels, R. D., "Pollution Abatement Through Closed Loop Processing," Textile Industry and the Environment, AATCC Symposium, Atlanta, Georgia, March 31- April 1, 1971.
J. 6 P. Coats, Ltd., Gray, R. B., "Process f o r Producing Dyed and Cleaned Material," USP 3,801,276: 2 April 1974, in World Textile Abstracts, Vol. 6, Citation 3526, 1974.
Kazama, K., Muramoto, I., Katsumata, Y., "Recovery of l,l,l-Trichloroethylene from Textile Materials," Ger. Offen. 2,905,683, in Chemical Abstracts, Vol. 93, Citation 2?1897v, 1980.
Martin Processing, Inc., Hermes, J., "Process for the Rapid, Continuouspnd Waterless Dyeing of Textile and Plastic Materials," USP 4,047,889: 13 Septem-
5 . . -
~ ber 1977, in World Textile Abstracts, Vol. 9, Citation 8263, 1977.
f" . "New Systems for Solvent Recovery," ChemiefasernlTextilindustrie, April 1981.
Pester, W., "Improved Solvent Recovery from Scoured Knits ," American Dyestuff Reporter, Vol. 65, 1976.
Pester, W., "Solvent Scour and Finish Systems," American Dyestuff Reporter, January 1976.
Riggs 6 Loiobard, Inc., Wilcox, H. R., "Apparatus for Applying Liquids to a Running Web," USP 3,701,269: 31 October 1972, in World Textile Abstracts, Vol. 5, Citation 271, 1973.

..
i . --
Sieber . J. A., "Machine and Process Development f o r Solvent-Based F i n i s h i n g , " American Dyestuff R e p o r t e r , Vol. 59, 1970.
Shaw. N. R . , "Solvent Recovery from T e x t i l e Dryers," Symposium Proceedings: Text i le I n d u s t r y Technology (December 1978, Williamsburg, V i r g i n i a ) , EPA- 600/2-79-104.
S t r eeb , R . , "Recovery of Organic So lven t s , " I n t e r n a t i o n a l T e x t i l e B u l l e t i n , Dyeing/Printing/Finishing, No. 3 , 1977, in World T e x t i l e A b s t r a c t s , Vol. 10, C i t a t i o n 1192, 1978.
Sucheckl. S . M., "The Emerging Science of Warp S i z i n g , " T e x t i l e I n d u s t r i e s , August 1981.
Suchecki, S. M . , "New All-Solvent Technology f o r P r i n t i n g P o l y e s t e r , " T e x t i l e I n d u s t r i e s , December 1981.
U.S.D.A., Rosenbaum, S . , F o s t e r , R. E., "Solvent Dyeing and Aqueous Perchloro- ethylene/Hydrocarbon Mixture and Recovery of Solvents a f t e r Dyeing," USP 3,806,315: 23 A p r i l 1974, i n World T e x t i l e A b s t r a c t s , Vol. 6 , C i t a t i o n 4520, 1974.
V I C Manufacturing Co., "Carbon Ad.sorption/Emission Control ," (Manufacturer 's L i t e r a t u r e ) .
V I C Manufacturing Co., "Solvent Vapor Adsorbers and How They Work," (Manufac- t u r e r ' s L i t e r a t u r e ) .
. -
Wommack, C. C . , F a v i e r , M. P . , "Solvent Dyeing of Nylon Carpet Using t h e STX Solvent Dyeing P r o c e s s , " Symposium Proceedings: T e x t i l e Indus t ry Technology (December 1978, Wil l iamsburg, V i r g i n i a ) , EPA-600/2-79-104.
P . OIL RECOVERY
P e s t e r , W . , "Improved So lven t Recovery from Scoured Knits ," American Dyestuff Repor te r , Vol. 65, 1976.
S i b l e y , W. A: L . , "Recycling Saves," American Dyestuff Repor te r , October 1979 .
Suchecki, S. M . , "The Emerging Science of Warp S i z i n g , " T e x t i l e I n d u s t r i e s , August 1981.
AL.L?4INX .OXIDE RECOVERY
Tendryakov, V . F . . Zelen 'ko. A. P . . Artamonov. V. V . . "Alumina Recoverv i n E f f l u e n t Treatment, ' ' T e k s t i l ' n a y a Promyshlennost ' , Vol . 34, ?io. 11, i n World T e x t i l e A b s t r a c t s , Vol. 7 , C i t a t i o n 887, 1975.
.-
DTD I n

WOOL GREASE RECOVERY
Anderson,,C. A . , Wood, G. F . , "Liquor Systems i n Raw Wool Scouring and Grease Recovery," T e x t i l e I n s t i t u t e and Indus t ry , Vol. 15, No. 10, 1975.
Arderson. C. A . , Wood. G. F.. " I n v e s t i g a t i o n s i n t o the Cent r i fuging of Wool Scour ing-Liquors f o r Wool Grease Recovery," Jou rna l T e x t i l e I n s t i t u t e , Vol. 57 , 1966.
Barker , G. V., C h i s n a l l , P. E . , S t ewar t , R. G . , "Studies i n Wool Scouring - P a r t 11: and I n d u s t r y , Vol. 15, No. 7 , 1977.
Beaton, N. C . , "Appl ica t ion o f U l t r a f i l t r a t i o n t o Tex t i l e E f f l u e n t s , " Text i le I n s t i t u t e and I n d u s t r y , Vol. 13, 1975.
Bent. G . . "Po l lu t ion Cont ro l and Lanol in E x t r a c t i o n of Wool Scouring Liquors ,"
E f f i c i e n t C e n t r i f u g a l Wool Grease Recovery," T e x t i l e I n s t i t u t e
. - Ind ian Text i le J o u r n a l , Vol . 87 , No, 8 , 1977, i n World Textile Abs t r ac t s , Vol. 9, C i t a t i o n 8935, 1977.
Ciba-Geigy, A . G . , "Process f o r Obta in ing Wool F a t by Washing Raw 7001 w i t h Reac t ive Surface-Act ive Agents ," BP 1,276,578: 1 June 1972, i n World T e x t i l e Abstracts, V o l . 4 , C i t a t i o n 7318, 1972.
Hoare, J. L . , Recovery and C h a r a c t e r i s t i c s of Wool Grease i n N e w Zealand, WXONZ Report KO. 32 , 1976, i n World T e x t i l e A b s t r a c t s , Vol. 8 , C i t a t i o n 8172, 1976.
>.
Hoare, J. L . , "Wool-scouring E f f l u e n t - P a r t 111: The E f f e c t of an I n i t i a l Rinse on Grease Recovery," J o u r n a l T e x t i l e I n s t i t u t e , Vol. 65, No. 9, 1974.
McCracken, J. R . , Chaik in , M . , "Economic E x t r a c t i o n of Wool Wax from Wool Scouring Sludge," T e x t i l e J o u r n a l / A u s t r a l i a , April/May 1978.
McCracken, J. R . , Chaik in , M . , "The Treatment of Wool-scouring E f f l u e n t : C e n t r i f u g a t i o n S t u d i e s , " J o u r n a l Text i le I n s t i t u t e , Vol. 65, 1974. i b . New Zealand I n v e n t i o n s Development Au thor i ty , e t a l , "Methods of Recovering Wool Grease from Spent Scouring Liquor ," USP 4,007,117: 8 February 1977, i n World T e x t i l e A b s t r a c t s , Vol. 9 , C i t a t i o n 2903, 1977.
P e r c h e t , A . , "Treatment of Wool Scouring E f f l u e n t s : An Example: Le Peignage du Cateau," Nuisances et Environment, June 1977, i n World T e x t i l e A b s t r a c t s , Vol. 9 , C i t a t i o n 8658, 1977.
Turp ie , D. W . F . , Musmeci, S. A . , "Prel iminary Notes on t h e Cen t r i fuga l Trea t - ment of Mohair Scouring Liquor ," SAWTRI B u l l e t i n , - Vol. 10 , 1976, i n World T e x t i l e A b s t r a c t s , Vol. 8 , C i t a t i o n 5270, 1976.
HTR-11

t 1 . -
T .
..-
Wood, G. F., "How Much Wool Grease Can Be Recovered," Textile Institute and Industry, Vol. 14, No. 3 , 1976.
"Wool Scouring Process is Environmentally Sound," American Dyestuff Reporter, Vol. 66, No. 9. 1977.
LkNl APPLICATIOX OF TEXTILE SLUDGES
Alspaugh. T. A., Hodges, J. L., Toompas, A. J., "Land Application of Textile Sludge," Textile Industry and the Environment, - AATCC Symposium No. 23, 1979.
Bauer, D. H., Woodyard. J. P., Shelton, S . P., "Textile Sludge Treatment and Disposal," Symposium Proceedings: Textile Industry Technology (December 1978, Williamsburg, Virginia), EPA-600/2-79-104.
Hornick, S. B., Kaufman, D. B., Chaney, R. L., "Agricultural Use of Textile Wastes," Textile Industry and the Environment/l981, Environmental Symposium AATCC, Washington, D.C., March 30-31, 1981.
Humenik, F. J., "Land Applications of Waste - A Cost-Effective Alternative," Textile Industry and the Environment, AATCC Symposium No. 2 3 , 1979.
SLUDGE INCINERATION
"New Waste Water Recycling System," Textile Month, April 1980.
Terrell, G. C., "Optimizing Energy Recovery from Industrial Wastes," Textile Industry and the Environment/l981, AATCC Environmental Symposium, Washington, D.C., March 30-31, 1981.
1 . ANAEROSLC METHSE GEKEFL4TIOh'
Barnhart, E. L., "The Coming Changes in Textile Waste Treatment Technology," Textile Industry and the Environment/l981, Environmental Symposium of AATCC, Washington, D.C., March 30-31, 1981.
MAG?;ESILT?l RECOERY Ah3 REUSE
Judkins, J. F . , Hornsby, J. R., "Color Removal from Textile Dye Waste Using Magnesium Carbonate," Journal Water Pollution Control Fed., November 1978.
B I B - 1 2

I
TEXTILE WASTES RECOVERY - GENERAL
Alspaugh, T. A . , " T e x t i l e Waste," J o u m a l Water P o l l u t i o n Con t ro l Fed. , Vol. 4 4 , No. 6, 1972 .
Alspaugh, T. A . , " T e x t i l e Waste," J o u r n a l Water P o l l u t i o n Control Fed., Vol. 4 3 , No. 6, 1971 .
Alspaugh, T. A., "Textile Waste," J o u r n a l Water P o l l u t i o n Con t ro l Fed., Vol. 4 2 , No. 6 , 1970 .
Ayers. F. A. (compi le r ) , Symposium Proceeding: Tex t i l e I n d u s t r y Technology, (December 1 9 7 8 , Williamsburg, V i r g i n i a ) , EPA-600/2-79-104.
Booz-Allen & Hamilton, I n c . , I n d u s t r i a l Recovered M a t e r i a l s U t i l i z a t i o n T a r g e t s f o r the T e x t i l e M i l l P roduc t s I n d u s t r y , Prepared f o r : U.S. Department of Energy,
, . - SAN-1694-TI.
Groves, G. R . , Buckley, C . A., T u m b u l l , R. A., "Closed Looped Recycle Recycle Systems f o r T e x t i l e E f f l u e n t s , " J o u r n a l Water P o l l u t i o n Control F e d e r a t i o n , Vol. 5 1 , No. 3 , 1979 .
Judkins , J. F . , "Textile Wastes," J o u r n a l Water P o l l u t i o n Control F e d e r a t i o n , 3 . Vol. 5 3 , No. 6 , 1 9 8 1 .
Judkins , J. F. , " T e x t i l e Wastes," J o u m a l Water P o l l u t i o n Con t ro l F e d e r a t i o n , V o l . 5 2 , No. 6, 1980 .
Kornegay, B. H . , " T e x t i l e Wastes," Journal Water P o l l u t i o n Con t ro l F e d e r a t i o n , Vol. 4 6 , No. 6 , 1 9 7 4 .
Kornegay, B. H . , " T e x t i l e Wastes," J o u r n a l Water P o l l u t i o n Con t ro l F e d e r a t i o n , Vol. 4 5 , No. 6 , 1973.
" P o l l u t i o n Control - P a r t 11, Recycl ing P rocess Waters," America's Text R e p o r t e r / B u l l e t i n , Vol.AT-3, No. 1, 1974 .
' S i b l e y , W. A. L . , "Recycling Saves!," American Dyestuff Repor te r , October 1979 .
Suchecki, S . M . , "Clean Up - And Save Money," T e x t i l e I n d u s t r i e s , September 1977 .
T a l b o t , R. S., " T e x t i l e Wastes," J o u r n a l Water P o l l u t i o n Con t ro l F e d e r a t i o n , Vol. 51, No. 6 , 1979 .
2 -
.8 ,
T a l b o t , R. S . , " T e x t i l e Wastes," J o u r n a l Water P o l l u t i o n Control F e d e r a t i o n , Vol. 5 0 , No. 6 , 1978.

Talbot. R. S., "Textile Wastes," Journal Water Pollution Control Federation, Vol. 49, No. 6, 1977.
Talbot, R. S., "Textile Wastes," Journal Water Pollution Control Federation, Vol. 48, No. 6, 1976.
Talbot, R. S . , "Textile Wastes," Journal Water Pollution Control Federation, Vol. 47, No. 6, 1975.
The Textile Industry and The Environment/1981, Environmental Symposium No. 28, AATCC . The Textile Industry and The Environment/1979, Environmental Symposium No. 23, AATCC.
The Textile Industry and The Environmenth973, Environmental Symposium, AATCC. : - The Textile Industry and The Environment/1971, Environmental Symposium, AATCC.
Textiles Processing Wastes and Their Control, 1970-1978, (Citations from the Engineering Index Data Base), NTIS, SpriFgfield, Virginia, PB81-801805, January 1981.
Textile Technology/Ecology Interface, AATCC, 1977.
Turner, R. G., "Regulating the Textile Environment: A Slower Pace But Tougher Enforcement," Textile Chemist and Colorist, Vol. 13, No. 6, 1981.

[ ' . -
e
Appendix A

Table A - 1
AQUEOUS POLLUTANTS FROM TEXTILE PROCESSES
Substances Contributing to Residual Pollution Load Biodegradability
Operation/ Inorganic of Organic Fiber Cations Anions Organic Fraction
&sizing Cotton Sodium Linen Calcium
Viscose Ammonium*
Silk Sodium Acetates Ammonium Synthetics Sodium
f .
--
Degumming Silk
Scouring Cotton
Sodium Ammonium
Sodium
Chloride Sulphate
Carbonate
Phosphate
Carbonate Phosphate
Carbonate Phosphate
Enzymes Nonionic sur-
Starch Modified starches Carboxymethyl
Hemicelluloses Fats, waxes, and
Gelatine Polyvinylalcohol Enzymes Starch Carboxye thy1
Polymeric sizes Fats, waxes, and
f ac tant s
cellulose
oils
cellulose
oils
Sencin (silk gum) Soap
Soaps Anionic surfac-
Non-ionic surfac-
HemiceLlulose Cotton waxes Pectic matter Starch and other
Fats
tants
tants
sizes
Glycerol
A
A B B S , NB
A
S, NB A A A B S, NB
h'B
S, NB
A s, NBJ !
A
A
A A NB A
A s , B
A- 1

L
AQUEOUS POLLUTANTS FROM TEXTILE PROCESSES (cont inued)
Substances Con t r ibu t ing t o Res idua l P o l l u t i o n Load B i o d e g r a d a b i l i t y
Operat i o n I I n o r g a n i c of Organic F iber C a t i o n s Anions Organic F r a c t i o n
Scouring (con’ t ) Viscose rayon Sodium Carbonate Soaps, a n i o n i c B Ace ta t e rayons Phosphate and non-ionic B
S y n t h e t i c s Sodium Carbonate Phosphate
Wool Sodium Carbonate (yards 6 Ammonium Phosphate f a b r i c s )
Wool Sodium Carbonate ( l o o s e f i b e r ) Calcium Chlo r ide
Potassium Phosphate Ammonium
Creping Cott-on
d e t e r g e n t s S i z e s F a t s , waxes, and
o i l s Soaps, a n i o n i c and non-ionic d e t e r -
g e n t s S i z e s F a t s , waxes, and
o i l s A n t i s t a t i c a g e n t s Petroleum s p i r i t Soaps Anionic d e t e r g e n t Non-ionic d e t e r g e n t Glycols Mineral o i l s Wool, grease or wax Suin t Soaps Nitrogenous m a t t e r Anionic sur fac-
Formate, Acetate t a n t s
Sodium Carbonate Phenol ic w e t t i n g
B B
S, NB A A A B
S , NB NB A A A A S, NB S, NB s , NB A A U
A p : B
agents NB Viscose r ayon Borate Anionic d e t e r g e n t A Silk Ammonium
Crabbing
Potting
Rol l -Bo i l ing Wool Sodium Carbonate O i l s U
B Amonium Sulphide
A-2

AQUEOUS POLLUTANTS FROM TEXTILE PROCESSES (cont inued)
Subs tances Cont r ibu t ing t o Res idua l P o l l u t i o n Load B i o d e g r a d a b i l i t y
Opera t ion / Ino rgan ic of Organic F ibe r C a t i o n s Anions Organic F r a c t i o n
Carboniz ing Wool Aluminum Sulphate S u r f a c t a n t s A
Magnesium Chlor ide Wool g rease S. NB Carbonate S u i n t A
M i l l i n g (Ful l - ing) Sodium Carbonate Wool grease s, NB
Sulphate Su in t A Soaps A Aceta te , Formate B
O i l i n g
Sof ten ing Wool
S y n t h e t i c s
Cotton
Sodium Bromide
Sodium Sulphate
Ammonium* Ch lo r ide
Cetylpyridinium bromide
Soaps and non- i o n i c and a n i o n i c s u r f a c t a n t s
Oleine o i l Mineral o i l Polypropylene
Fat ty-acid con- oxides
densa t ion p roduc t s (non-ionic)
Quaternary ammonium compounds
Non-ionic su r fac - t a n t s
Vegetable, an imal , and minera l o i l s
Soaps and f a t t y a c i d s
Sulphonated o i l s and a l coho l s
F a t t y ac id con- c e n t r a t e s
Quaternary am- monium compounds
Glycerol/Poly-
Aceta te g lyco l s
NB
A A 5 , NB
A
U
NB
A
U
A
A
U
NB
A , IT% B
A- 3
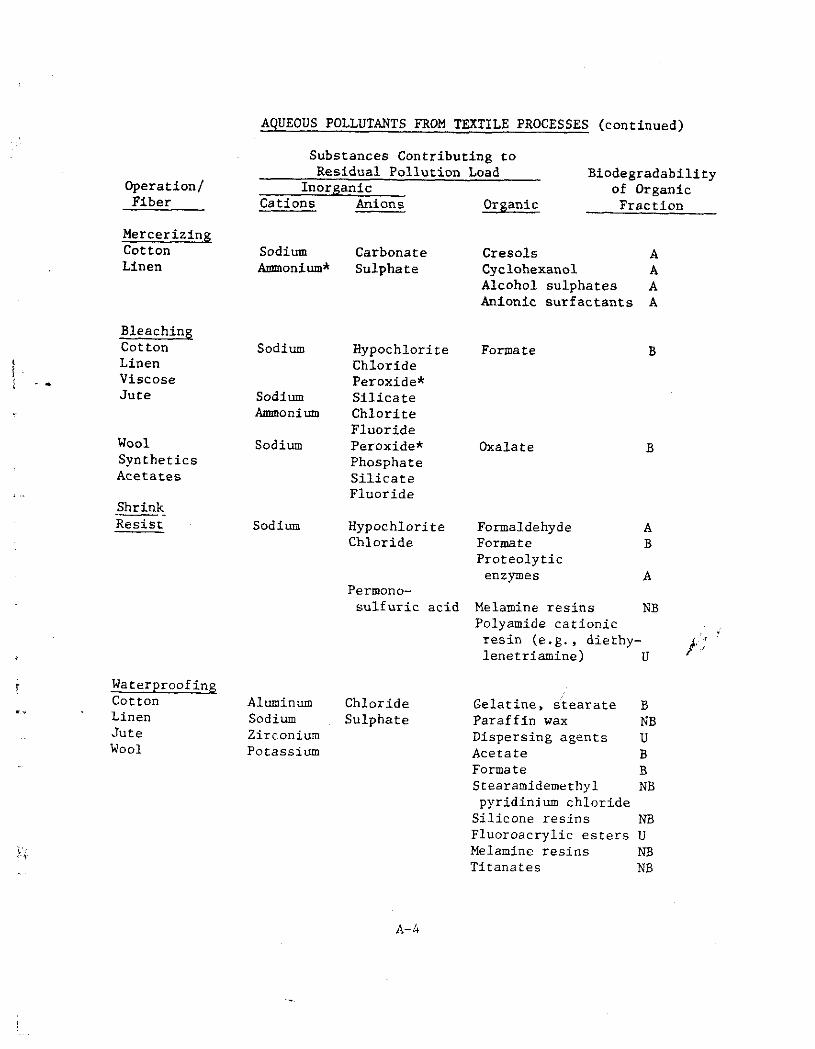
AQUEOUS POLLUTANTS FROM TEXTILE PROCESSES (continued)
Operation/ Fiber
Linen
Bleaching Cotton Linen Viscose Jute
Wool Synthetics Acetates
Shrink Resist -.
Substances Contributine to - Y
Residual Pollution Load Biodegradability Inorganic of Organic
Fraction Cations Anions Organic
Sodium Carbonate Cresols A Ammonium* Sulphate Cyclohexanol A
Alcohol sulphates A Anionic surfactants A
Sodium Hypochlorite Formate B Chloride Peroxide*
Sodium Silicate Ammonium Chlorite
Fluoride Sodium Peroxide* Oxalate
Phosphate Silicate Fluoride
B
Sodium Hypochlorite Formaldehyde A Chloride Formate B
enzymes A Proteolytic
Permono- sulfuric acid Melamine resins NB
Polyamide cationic resin (e .g . , diethy- j : lenetriamine) U
I Waterproofing Cotton Aluminum Chloride
‘ Linen Sodium Sulphate Jute Zirconium Wool Potassium
.* Gelatine, stearate B Paraffin wax NB Dispersing agents U Acetate B Format e B Stearamidemethyl NB pyridinium chloride Silicone resins NB Fluoroacrylic esters U Melamine resins NB Titanates NB
A- 4


AQUEOUS POLLUTANTS FROM TEXTILE PROCESSES (continued)
Substances Contributing to Residual Pollution Load Biodegradability
Operation/ Inorganic of Organic Fiber Cations Anions Organic Fraction
Mothproofing Wool Sodium Fluoride Pentachlor phe-
no1 laurate NB Potassium Silico- Formate B
Aluminum Chlorinated com- pounds (such as MITIN and DIELDRIN) NB
fluoride
Rot-and Mildew
Cotton I . - Proofing
Jute Copper Sulphate
Ammonium" Carbonate Zinc 3 Sodium Aluminum
L L
3 . L
I_ Fireproofing Cotton Ammonium* Phosphate
Sodium Borate
Antimony Chloride
Wool
Loading Silk
Titanium Nitrate Bromide
Fluorides
Tin Chloride Sodium Phosphate
Sulphate Silicate
Salicylanilide Dihydroxydichloro-
8-hydroxy quinoline Naphthenic acid Petroleum solvents Laurylpenta chloro-
Formate Sulphonated oils "Eulans"
phenyl
phenate
A
NB NB A A
NB B A NB
Chlorinated rubber NB Synthetic resin binders U Tetrabishydroxy- methylphosphonium chloride U
Melamine resin NB Thiourea resin
# ,'
Soaps B
Sulphonated oils A Sulphated alcohols A
A-5


AQUEOUS POLLUTANTS FROM TEXTILE PROCESSES (cont inued)
Subs tances Con t r ibu t ing to Res idua l P o l l u t i o n Load B i o d e g r a d a b i l i t y
Opera t ion / I n o r g a n i c of Organic F ibe r Ca t ions Anions Organic F r a c t i o n
. . .. . . ./ ~.
Sur face Coat ing Cot ton Ammonium* S u l p h a t e Urea B Viscose rayon Magnesium Chlo r ide Formaldehyde A Linen Zinc Nitrate* Methylol u r e a s A
Sodium Carbonate Melamine r e s i n and precondensa tes h i
S u b s t i t u t e d u r e a s and precondensa tes U
Phenol and PF r e s i n NB Po lyv iny l c h l o r i d e NB Buna and c h l o r i n a t e d
rubber NB Polyure thane NB Polys ty rene NB Polye thylene NB Polypropylene NB
Polya lky l s NB
s t a r c h e s B
P o l y a c r y l i c s NB
S t a r c h and modi f ied
F i n i s h i n g (wi th r e s i n s ) Cot ton Ammonium Su lpha te
Magnesium Chlo r ide Zinc Nitrate* Sodium Carbonate
D y e i n g Cot ton Sodium C h l o r i d e
Viscose rayon Chromium Su lpha te Linen Copper Carbonate
Antimony F l u o r i d e Potassium R i t r i t e * Ammonium Sulphides*
Thiosulphate"
- Hydrosulpni te
Pr r c a r b ?na t e
Formaldehyde A
S u b s t i t u t e d u r e a s A Methylol u r e a s A S u b s t i t u t e d u r e a ( s ) precondensa tes U
UF r e s i n NB MT r e s i n Nn DMEU r e s i n N n
Urea B 1:
DMPU r e s i n NB
Res idua l d y e s t u f f s
Sulphanted o i l s Anionic d is pe r s ing
agen t s
( 5 ) (1s)
Formaldehyde B naphthol Ca t ion ic f i x i n g agen t s
Tannic a c i d Aceta te Format e Soaps
NB A
A
A A
NB A B B A

AQUEOUS POLLUTANTS FROM TEXTILE PROCESSES (continued)
Substances Contributing to Residual Pollution Load Biodegradability
Operation1 Inorganic of Organic Fiber Cations Anions
Linen (con't)
Wool
Silk
Jute
i
Coir (Coconut fiber)
Acetate
Sodium
honium* Chromium Potassium Antimony
Aluminum Copper Sodium Aluminum Calcium Chromium Iron Copper
Sodium
Sodium Alwiaum
Sodium
Perborate
Peroxide*
Sulphate
Sulphite Carbonate Chloride Hydrosulphite
Sulphate Carbonate Nitrate* Chloride Silicate Ferrocyanide Hydrosulphite Nitrite* Chloride
Sulphate Sulphide* Sulphite* Chloride Sulphate
Chloride
Organic Fraction
Anionic sur- f acant s A
Nonionic sur- facants A
Urea B Amides of naphthoic acids, etc. Nitro and chlo- roamines, etc. Soluble oils Residual dyestuffs
( S ) (1s)
Acetate Formate Sulphonated oils Dispersing agents Lactate Tartrate Residual dyestuffs Sericin (S) (IS) Acetate Soaps Tannic acid Vegetable oils Sulphonated oils Anionic detergents Residual dyestuffs (S) (IS)
Acetate
Residual dyestuffs
Acetate Residual dyestuffs
Soluble oils
(S)
(IS)
B
S, NB s, NB NB
B B A U B B NB S, NB B A A A U
A # , h%
B
NB B
NB S, NB
Sulphanated alcohols A Drea B
A- 7

AQUEOUS POLLUTANTS FROM TEXTILE PROCESSES (cont inued)
Subs tances Cont r ibu t ing to Res idua l P o l l u t i o n Load B iodegradab i l i t y
I n o r g a n i c of Organic Ca t ions Anions Organic F r a c t i o n
Opera t ion / F ibe r
S y n t h e t i c s Polyamide
P o l y a c r y l i c
.~ ... *,>.
P o l y e s t e r
P r i n t i n g Cotton
Linen
Viscose
Sodium Chlo r ide
Carbonate
Sodium Sulphate
Copper Ammonium*
Sodium Chlo r ide
Ammonium* Te t r a th iona te f t
Su lph i t e*
Hypochlor i te
K i t r a t e *
Sodium Hydrosulphi te
Chromium Carbonate
N i t r i t e
Residual d y e s t u f f s
Ace ta t e Formate Sulphonated o i l s Polyamide o l i g e i n e s Residual d y e s t u f f s
Phenol ic compounds Aromatic amines S u r f a c t a n t s Leve l l ing and
Format e Ace ta t e Thio-urea d ioxide Residual d y e s t u f f s
Antistatic agen t s Mineral o i l s Nonionic s u r -
Anionic s u r f a c t a n t s Aceta te , Formate Soaps Dispers ing agen t s Solvents Dye " c a r r i e r s " Ethylene oxide
condensates Ethylene diamine
t e t r a - a c e t a t e
(S) (IS)
(SI
r e t a r d i n g agen t s
(1s)
f a c t a n t s
NE B B A u
NB A A A
U B B A
NB NB S, NB
A A B A
A s , NB
U
NB
A / ,
Dyestuffs (S)(IS) NB Formaldehyde A Starch and modi- f i e d s t a r c h e s B
Vegetable gums h?) A lg ina te s A Carboxymethyl
Anionic s u r f a c t a n t s A Nonionic sur fac-
t a n t s A Acetate B Urea B Petroleum s o l v e n t
(keros ine) A
c e l l u l o s e h%

AQUEOUS POLLUTANTS FROM TEXTILE PROCESSES (cont inued)
...
Subs tances Con t r ibu t ing t o Res idua l P o l l u t i o n Load B iodegradab i l i t y
Opera t i o n / Ino rgan ic of Organic F i b e r Ca t ions Anions Organic F rac t ion
P r i n t i n g ( c o n ' t ) Acetates Sodium Carbonate Dyes tu f f s
(SI (1s) S y n t h e t i c s Chromium N i t r i t e Formaldehyde
Ammonium Hydrosulphi te Acetate S t a r c h and modi-
Phosphate f i e d s t a r c h e s Vegetable gums Anionic s u r -
fac tan ts Nonionic sur-
f a c t a n t s Urea Alg ina te s Petroleum s o l v e n t s Dyes tu f f s (IS) Petroleum s o l v e n t s Pigment b inde r Glycol , Thio-
Tartrate , Aceta te Oxa l a ce Urea Algina t e s Vegetable gums
d i g l y c o l
A n t i - s t a t i c t r ea tmen t of s y n t h e t i c s Po lyg lyco l s
Glass f i b e r
Wool Sodium Chlo ra t e
Ammonium*
NB A B
A NB
A
A B A A NB A U
B B B B A NB
s, N B / : '
Explana tory Notes: ( S ) = Soluble: (IS) I n s o l u b l e : B = Readi ly b iodearadable : A = Biodegradable - - I . , a f t e r a c c l i m a t i s a t i o n ; NB = Non-biodegradable; S , NB = slowly degradable - e f f e c t i v e l y non-degradable d u r i n g n o m a 1 b i o l o g i c a l t rea tment ; U = Do n o t know - i n some c a s e s t h e d e s c r i p t i o n of t he m a t e r i a l involved i s t o o imprecise f o r t h e subs t ance t o he c l a s s i f i e d ; * Some r a d i c a l s , such a s ammonium n i t r i t e , s u l p h i d e , t h i o s u l p h a t e , t e t r a t h i o n a l e , and s u l p h i t e can be oxidized by micro-organisms t o n i t r a t e and s u l p h a t e , and t o t h i s e x t e n t may be cons idered t o b e b iodegradable . Under a p p r o p r i a t e c o i d i t i o n s , n i t r a t e can b s reduced t o n i t r o g e n gas or a s s i m i l a t e d by p l a n t l i f e and t h u s removed from the water . Also pe rox ides can be c a t a l y t i c a l l y decomposed by enzymes prosuced by micro- organisms.
Source: Reference 10.
A- 9

i I . -
Appendix B
t

Table B-1
BOD CONTRIBUTED BY COTTON FABRIC MANUFACTURING PROCESSES
Process
SLASHING
BOD ( l b p e r Water Cse
1,000. l b (Gal lons per BOD Sources Product) (mg/l) 1,000 l b Product)
N a t u r a l s t a r c h e s , r e s i n s 0.5-5.0 (620- 60-940 2 ,500)
DESIZING Enzyme s t a r c h Glucose f r o m s t a r c h 45.6 ( 3 , 6 4 5 ) 1 ,500 Acid s t a r c h Glucose f r o m s t a r c h 45.6 ( 3 , 6 4 5 ) 1,500 Po lyv iny l a l c o h o l S o l u b l e po lyv iny l a l c o h o l 2.5 (200 ) 1 , 5 0 0 Carboxymethyl So lub le carboxymethyl 3.93 (314 ) 1 ,500 C e l l u l o s e C e l l u l o s e - - -
SCOURING Unmercerized
Mercerized Greige N a t u r a l waxes, p e c t i n s ,
,
Griege f a b r i c 21.4 ( 8 5 5 ) 3,000
f a b r i c a l c o h o l , e t c . 16.4 ( 6 5 5 ) 3,000
MERCERIZING Greige f a b r i c P e n e t r a n t s such a s NaOH 12 .9 ( 7 7 3 ) 2,000 Scoured f a b r i c 4.0 ( 2 4 0 ) 2,000 Bleached f a b r i c 1 . 6 6 (100) 2,000
I
. . i..: A i
BLEACHING Hydrogen pe rox ide
Hydrogen pe rox ide
Sodium h y p o c h l o r i t e
(woven goods)
( k n i t goods)
(woven goods)
DYEING D i r e c t
(woven goods)
D i r e c t
Developed ( k n i t goods)
(woven goods)
Devel oped ( k n i t goods)
P e n e t r a n t s
1 . 4
23 .5
0 .08
Sodium s u l f a t e , s o l u b l e o i l 2 .59
Wetting a g e n t , e t c . 2 1 . 1
P e n e t r a n t , sodium n i t r a t e , 5.22 d e v e l o p e r , soap , e t c .
26.8
( 6 2 ) 5,000
( 8 4 ) 30,000
(125) 5 ,000
(107) 30,000
i '
I
B-1

BOD CONTRIBUTED BY COTTON FABRIC MANUFACTURING PROCESS (cont inued)
P rocess
DYEING (cont inued) Vat
(woven goods)
V a t
S u l f u r
! . Sulfur 1 . - (kni t goods)
(kn i t goods)
(woven goods)
Naph t h o 1 (woven goods)
Naphthol (kn i t goods)
F i b e r r e a c t i v e (woven goods)
F i b e r r e a c t i v e ( k n i t goods)
PRINTING Pigment
Pigment (woven goods)
( k n i t goods)
. . ? - .”
V a t dye
Vat dye (woven goods)
( k n i t goods)
FINISHING S t a r c h Res i n Res in f i n i s h i n g &
S o f t e n e r f l a t c u r i n g
BOD Sources
Sodium h y d r o s u l f i t e , s o l u b l e o i l , gela- t i n e , e tc .
Sodium s u l f i d e , sodium ca rbona te
Sodium a c e t a t e , s o l u b l e o i l , soap , e t c .
Sodium Ferrocyanide , sodium c h l o r i t e , pigment
S t a r c h , g l y c e r o l , r educ ing a g e n t , d e t e r g e n t s , soaps , e t c .
Glucose, c e l l u l o s i c s o l u t i m s , s u l f o n a t e d compounds, d e t e r g e n t s , soaps , e t c .
BOD ( l b p e r Water Use
1,000 l b (Gal lons p e r Product ) (mg/l) 1,000 l b Product )
19.1
42.4
24.0
42.4
5.4
30.6
5.8
26.6
1.3
1.3
21.5
21.5
2.3 0.7
6.3 0.25
5,000
30,000
5,000
30,000
5,000
30,000
5,000
30,000
1,500
1 i , 5 0 0
4,000
4,000
1,500 1,500
1,500 1,500
Source: R ~ f e r e n c e 9.
B- 2
f

Table B-2
, t :. .._,
Process
SLASHING
DESIZING Enzyme starch Acid starch Polvinyl alcohol Carboxymethyl cellulose
SCOURING Mercerized or unmercerized greige fabric
TOTAL SUSPENDED SOLIDS (TSS) CONTRIBUTED BY COTTON FABRIC MANUFACTURING PROCESSES
Bod Sources --
Toxic Material (lb per Water Use
1,000. l b (Galiors per Product) (mg/l) 1,000 lb Product)
- 60-940
89.0 (7 ,114 ) 1,500 Sub stance removed 89.5 (7 154) 1 ,500 from the yarn ap- 5.0 ( 4 0 0 ) 1,500 plied in the slash- 5.0 ( 4 0 0 ) 1 ,500 ing operation
Cotton, wax, non-cel- 5.0 ( 2 0 0 ) 3,000 ulosic components of the cotton
MERCERIZIKG Greige fabric Natural impurities from 5.0 (300) 2,000 Scoured fabric rinsed water 5.0 (300) 2,000 Bleached fabric 5.0 (300) 2,000
BLEACHING Hydrogen peroxide
Hydrogen perioxide
Sodium hypochlorite
(woven goods j Residual from rinsed water 4.0 ( 2 4 0 ) 2,. 000
(knit goods) Impurities in the fiber - - io ,000
(woven goods) 4.0 (240 ) 2,000
DYEING No TSS - - 5,000-30,000
PRINTING Pi gmen t
Pigment (woven goods j Printing paste, thickener 0.13 (10)
cleaning equipment 0.13 (10)
(woven goods) 25.0 ( 7 4 9 )
(knit goods) 25.0 ( 7 4 9 )
(knit goods) Rinse water used f o r
Vat Dye
Vat Dye
1,500
1,500
4,000
4,000
B-3

TOTAL SUSPENDED SOLIDS (TSS) CONTRIBUTED BY COTTON FABRIC MANUFACTURING PROCESSES (cont inued)
Toxic M a t e r i a l ( l b p e r Water Use
1,000 l b (Gal lons p e r Bod Sources Product) (mg/l) 1,000 l b Product) P rocess
FINISHING S t a r c h Resin Resin f i n i s h i n g 6
S o f t e n e r f l a t c u r i n g Resin, wax, t a l c
1,500 1,500
- - - -
12.0 (959) 1,500 1,500 - -
Source: Reference 9.
i i
i <.
B-4

Table B-3
TOTAL DISSOLVED SOLIDS (TDS) CONTRIBUTED BY COTTON FABRIC MANUFACTURING PROCESS
TDS ( l b p e r Water Use
1,000 l b (Gal lons p e r TDS Sources Product) (mg/l) 1,000 l b Product) Process
SLASHING S i z i n g l i q u i d 47-67 (8,500- 60-940 22,600)
DES I Z I N G Enzyme s t a r c h Di s so lved o r g a n i c 5.1 (408) 1 ,500 Acid s t a r c h compounds i n d e s i z i n g 7 . 5 (600) 1 ,500 Polyvinyl a l c o h o l l i q u i d 48.0 (3,837) 1,500 Carboxymethyl 45.0 (3,597) 1,500 Ce l lu lose
SCOURING Unmercerized
Mercerized Greige f a b r i c
Greige f a b r i c
MERCERIZING Greige f a b r i c Scoured f a b r i c Bleached f a b r i c
BLEACHING Hydrogen peroxide
Hydrogen peroxide
Sodium hypoch lo r i t e
(woven goods)
( h i t goods)
(woven goods)
DYEING D i r e c t
(woven goods)
D i r e c t
Developed ( k n i t goods)
(woven goods)
S o l u b l e i m p u r i t i e s
By h o t a l k a l i and soap removed
d e t e r g e n t s
49.9
49.9
3,000
3,000
Disso lved s o l i d s i n NaOH and a c i d wash r i n s e w a t e r
148.0 148.0 142.0
(8,873) (8,873) (8,513)
2,000 2,000 2,000
Res idua l c h l o r i n e from t h e f a b r i c i n r i n s e d water
21.9 2,000
10,000 #'
70.7
55.0 r 2,000
Dye, sodium ca rbona te , sodium c h l o r i d e , w e t - t i n g agen t
106.0 (2,542) 5 ,000
260.0
225.0
30,000
5.000 Dye, p e n e t r a n t s , sodium c h l o r i d e , soap and f a t t y a l c o h o l
Developed ( k n i t goods) 318.0 (1,271) 30,000
B-5

Process
DYEING (cont inued) Vat
(woven goods)
Vat
S u l f u r ( k n i t goods)
(woven goods) I ! . -
S u l f u r
Naphthol ( k n i t goods)
(woven goods)
Naph t h o l (kn i t goods)
F i b e r r e a c t i v e (woven goods)
F i b e r r e a c t i v e ( k n i t goods)
PRINTING Pigment
Pigment (woven goods)
( k n i t goods) ? ’
L- Vat dye
Vat dye (woven goods)
(knit goods)
FIN1 SHING S t a r c h Resin Res in f i n i s h i n g 6
Sof t ene r f l a t c u r i n g
TOTAL DISSOLVED SOLIDS (TDS) CONTRIBUTED BY COTTON FABRIC MANUFACTURING PROCESS (cont inued)
TDS ( l b per Water Use
1,000. lb (Gal lons p e r TDS Sources Product ) (mg/l) 1,000 lb Product )
Dye, c a u s t i c soda, g e l a t i n e , sodium h y d r o s u l f i t e
Dye, sodium s u l f i d e , sodium c h l o r i d e
Dye, soda a s h , c a u s t i c soda , soap , a l c o h o l
Sodium c h l o r i d e , pigment soap
P r i n t i n g p a s t e , dye ing a s s i s t a n t , hydroscopic s u b s t a n c e s and o t h e r chemica l s
S t a r c h , d e x t r i n , t a l l o w , l a c q u e r s , s u l f o n a t e d compound, ammonia s a l t
Hot soap
117-127 (2.806-39046)
1 9 4 . 0
1 5 4 . 0
193.0
48.5
143.0
180.0
273.0
2 . 5 2 . 5
34.0
3 4 . 5
4.65 2 2 . 0 1 7 . 3
0 . 5
5,000
30,000
5,000
30,000
5,000
30,000
5,000
30 ,000
1,500 I .1,500 z
4 ,000
4,000
1 , 5 0 0 1 ,500 1 , 5 0 0
1 , 5 0 0
Source: Reference 9 .
..
L B-6

Table B-4
Process
SLASHING
DESIZING
CHARACTERISTICS OF WASTE WATER BY pH FROM COTTON FABRIC MANUFACTURING PROCESSES
Characteristic pH Unit
Neutral 7.0-9.5
6-8 Neutral Except acid starch which is low pH (1-2) resulted from solution of sulfuric acid
SCOURING High alkalinity resulted 12.5 i - - from hot alkaline de- tergents or soap solutions
MERCERIZING High alkalinity resulted 12.0 from 15 to 30 percent solution of sodium hydrox- ide used in process
BLEACHING Alkaline pH resulted from 9-12 bleaching solutions
DYEING
f .- PRINTING
- FINISHING
Neutral to alkaline pH 6-12 resulted from dye used except developed dyeing which is low pH (1-2) due to sulfuric acid solution used in dyeing process
Neutral to high alkaline 6-11
Neutral 6-8
Water Use (Gallons per
1,000 l b Product))
60-940
1,500
3,000
2,000
2,000-10,000
5,000-30,000
1,500-4,OOO
1,500
Source: Reference 9 .
,j.; .. ... B- 7

Table B-5
COLOR CONTRIBUTED BY COTTON FABRIC MANUFAaURING PROCESS
Process
SLASHING
DESIZING
SCOURING
. - BLEACHING
DYEING Direct (woven goods)
Direct (knit goods)
Deve 1 oped (woven goods)
Developed (knit goods)
Vat (woven goods)
Vat i (knit goods)
' Sulfur (woven goods)
Sulfur (knit goods)
Naphthol (woven goods)
Naphthol (knit goods)
Color Sources
Dye, chemicals, penetrants
Dye, chemicals, penetrants
Dye, chemicals, penetrants
Dye, chemicals, penetrants
Dye, chemicals, penetrants
Dye, chemicals, penetrants
Dye, chemicals, penetrants
Dye, chemicals, penetrants
Dye, chemicals, penetrants
Dye, chemicals, penetrants
Coldr (lb per Water Use
1,000 lb (Gallons per Product) 1,000 lb Product)
0.75 (3)
1.0 ( 2 4 )
1.0 ( 4 )
60-940
1,500
3,000
2,000-10,000
5,000
30,000
5,000
30,000
r / <,OD0
30,000
5,000
30,000
5,000
30,ODO
B- 8
e

COLOR CONTRIBUTED BY COTTON FABRIC MANUFACTURING PROCESS (cont inued)
Color ( l b p e r Water Use
P rocess
DYEING (cont inued) F iber r e a c t i v e
(woven goods)
F i b e r r e a c t i v e ( k n i t goods)
PRINTING Pigment
Pigment (woven goods)
( k n i t goods)
..
Vat dye
Vat dye (woven goods)
( k n i t goods)
FINISHING
Source: Reference 9.
Color Sources
Dye, chemicals , p e n e t r a n t s
nye chemicals , p e n e t r a n t s
P r i n t i n g p a s t e , dyeing a s s i s t a n t chemicals
1,000 lb (Gal lons p e r Product) (mg/l) 1,000 l b Product)
0.6 ( 1 4 ) 5,000
0.6 ( 2 ) 30,000
0.05
- 0.5
0.5
-
( 4 ) 1,500
1,500
4,000
4,000
I, 500
!
B-9
.-
I

Table B-6
OIL AND GREASE CONTRIBUTED BY COTTON FABRIC MANUFACTLIRING PROCESS
Process
Oil and Grease (lb per Water Use
1,000 lb (Gallons per Oil and Grease Sources Product) g / l 1,000 lb Product:
- 60-940 SLASHING - - DESIZING Enzyme starch 4.8 ( 3 8 4 ) 1,500 Acid starch Natural oil, impurities 4.8 ( 3 8 4 ) 1,500 Polyvinyl alcohol from yarn 2.4 ( 1 9 2 ) 1,500 Carboxymethyl 9.4 (751) 1,500 cellulose
SCOURING Unmercerized
Mercerized Greige fabric Cotton oil, wax, dirt
Greige fabric
MERCERIZING Graige fabric Scoured fabric Cotton oil, w a x , dirt Bleached fabric
BLEACHING - DYEING - PRINTING - FINISHING -
Source: Reference 9 .
40.0
30.0
10.0 - -
3,000
3,000
2,000 2,000 2,000
2,000-10,000
5,000-30,000
1,500
B-10
Y

Table B-7
I !
I .-
. .
TOXIC MATERIAL/DETERGENT NUTRIENT CONTRIBUTED BY COTTON FABRIC W U F A C T U R I N G PROCESSES
Process
SLASHING
DESIZING
SCOURING - Unmercerized Greige f a b r i c
Greige f a b r i c Mercerized
MERCERIZING
BLEACHING Hydrogen pe rox ide
Hydrogen pe rox ide
Sodium h y p o c h l o r i t e
(woven goods)
( k n i t goods)
(woven goods)
D Y E l J G D i r e c t
D i r e c t
. Developed
Developed
Vat
Vat
S u l f u r
S u l f u r
(woven goods)
( k n i t goods)
(woven goods)
( k n i t goods)
(woven goods)
( k n i t goods)
(woven goods)
( k n i t goods)
Toxic Material Sources
- -
D e t e r g e n t , p e n e t r a n t s
Bleached and r i n s e d s o l u t i o n
-
- -
-
Chemicals i n dye b a t h
- Dye, dyeing a s s i s t a n t s
Chemical
Toxic M a t e r i a l ( l b p e r Water Use
1,000 l b Product)
-
-
P=l .04
P=l . 04
-
P=O. 76
P=2.5
-
-
-
- - Cr=3.5
-
Cr=7.0
C r = l O
(Gal lons p e r (mg/l) 1,000 l b Product)
- 60-940
- 1,500
( 4 2 ) 3,000
(42) 3,000
- 2,000
2,000
10,000
2,000
J;' ! 5,000
30,000
5,000
30,000
5,000
30,000
5,000
30,000
B-11

TOXIC MATERIAL/DETERGENT NUTRIENT CONTRIBUTED BY COTTON FABRIC MAhTJFACTURING PROCESSES (continued)
Process
DYEING (continued) Naph tho1 (woven goods)
Naphthol (knit goods)
Fiber reactive (woven goods)
Fiber reactive (knit goods) I
I . - PRINTING
FINISHING Starch Resin Resin finishing 6
Softener flat curing
Toxic Material Sources
Toxic Material (lb per
1,000 lb Product) mg/l
Source: Reference 9.
- - Resin, cellulosic Solutions, finishing compounds -
Water Use (Gallons per
1,000 lb Product)
5,000
30,000
5,000
, 30,000
1.500
1,500 1,500 1,500
1,500 1,500
. . . i ..
.. .
B-12

Process
SCOURING Soap-Alkali method
Bowl 1 Bowl 2 Bowl 3
Detergent Na2S04 method
Bowl 1 Bowl 2 Bowl 3
Table B-8
BOD CONTRIBUTED BY WOOL WET PROCESSES
WASHING AFTER FLILLING F i r s t soaping Second soaping
NEUTRaLIZATION AFTER CARBON I N Z I N G F i r s t running r i n s e F i r s t soda a s h b a t h
BLEACHING
D Y E I N G Ace t i c a c i d used
o r Ammonia s u l f a t e used
BOD Lb p e r 1,000 l b
BOD Sources Product (mg/l)
N a t u r a l i m p u r i t i e s , (11,900-27,000) s u i n t , d i r t , g rease (2,340- 7,350)
T o t a l P rocess (150- 400)
104.5-221.4
N a t u r a l i m p u r i t i e s , (11,000-25,000) L/ s u i n t , d i r t , Erease (775- 1,560) 11 -
T o t a l P rocess
Res idua l m a t e r i a l , (3,900-24,000) soap or de te rgen t (4,000- 4,000) p e n e t r a n t s and card- i n g o i l
T o t a l P rocess 31-94 - 21
Residual vege tab le (20-35) m a t t e r (very l i t t l e ) (21-36)
T o t a l P rocess 1 . 7 - 2 . . 1 21
Organic compounds, chemica l used i n p ro= 1 .4 c e s s (very l i t t l e ) (390)
P rocess chzmicals (1,440-3,450)
(140-1,020) Average of Process 9.0-34.3 - 2 1
Water Use (Gal lons p e r
1,000 l b Product )
N / I N / I N / I
5,500-12,000
N / I N / I N / I
5,500-12,000
40,000-100,000
N / I 12,500-15,700
300-2,680
N / I 1,900-2,680
- 1/ These samples were t aken e a r l y i n the day and g ive a f a l s e impression of l o w v a l u e s over t h e s o a p - a l k a l i method. Ac tua l ly , a t t h e end of day r e s u l t s be- tween p rocesses should be s i m i l a r .
- 2 1 No in fo rma t ion i n (mg/l), on ly lb/1,000 l b product were given. However, t h e average c o n c e n t r a t i o n i n m g / l of t he process can be c a l c u l a t e d us ing water u se .
N / 1 No Informat ion Ava i l ab le .
Source: Reference 9. .-
B-I3

Table B-9
TOTAL SOLIDS CONTRIBUTED BY WOOL WET PROCESSES
Process Tota l So l ids
To ta l So l ids Sources mg/l
SCOURING Soap-Alkali method
Bowl 1 D i r t , n a t u r a l i m - 42,116-76,950 Bowl 2 p u r i t i e s , s u i n t 16,650-32,532 Bowl 3 ( so lub le excre- 834- 1,424
t i o n s and se- c r e t i o n s )
T o t a l Process N/ I . -
Detergent - NazS04 Method
B o w l 1 D i r t sand , n a t u r a l 47,108-91,456
B o w l 3 ( s o l u b l e excre- 1,052- 2,406 Bowl 2 i m p u r i t i e s , s u i n t 5,024- 7,856
t i o n s and secre- t i o n s )
T o t a l Process N / I
WASHING AFTER FVLLING F i r s t soaping Residual m a t t e r , 11,270-23,120 Second soaping chemical from
p rocess 4,516- 5,144 To ta l Process
NEUTRALIZATION AFTER CARBON12 I N G F i r s t running r i n s e Very f i n e carbon 494- 1,988 F i r s t soda ash ba th p a r t i c l e s , r e s idua l 8,678-10,884
ma t t e r from treatment To ta l Process N / I
BLEACHING Organic compounds used i n process 908
DYEING Acet ic ac id used Process chemicals 2,418-5,880
or Ammonia s u l f a t e used 7,344-9,160
Average of Process N / I
Water Use (Gallons p e r
1,000 l b Product)
N/I N/I Nf I
5,500-12,000
NfI N / I N f I
5,500-12,000
N / I
40,000-100,000 40,000-100,000
N/ I
12,500-15,700
300-2,680
N/ I
N / I 1,900-2,680
N / I NO Information Avai lable .
Source: Reference 9 .
B-14

CHARACTERISTICS OF WASTE WATER BY pH FROM WOOL WET PROCESSES
Process C h a r a c t e r i s t i c s
Water Use (Gal lons p e r
1,000 lb Product ) pH Unit
SCOURING Soap-Alkali method High a l k a l i n i t y r e s u l t e d 9.5-10.5 5,500-12,000 Detergent - N2SO4 method N a t u r a l t o h igh a l k a l i n e 6.4- 9 .1 5,500-12,000
from h o t a l k a l i soap
WASHING AFTER FULLING High a l k a l i n i t y r e s u l t e d 9.0-10.7 40,000-100,000 from soap and d e t e r - g e n t s o l u t i o n
. * NEUTRALIZATION AFTER CARBONIZING F i r s t running Acid pH r e s u l t e d from 1.9-2.4
F i r s t soda ash r i n s e A l k a l i n e pH r e s u l t e d 7.9-9.0 r i n s e s u l f u r i c a c i d
from soda a s h Tota l P rocess N/I
BLEACHING
DYEING Ace t i c a c i d used
Ammonia s u l f a t e used
N e u t r a l 6.0
No Informat ion A v a i l a b l e .
Source: Reference 9.
Acid pH t o n e u t r a l 4.8-8.4
N e u t r a l 5.0-8.3 r e s u l t e d from a c i d used
Average P rocess NJI
NII NII
12,500-15,700
300- 2,680
NI I
N / I 1,900-2,680
B-15

Table B-11
AN MAMPLE OF POLLUTIONAL LOADS CONTRIBUTED BY WOOL WET PROCESSES
BOD Percent Water U s e
Pr oc e 6 s
SCOURING Soap-Alkali method
WASHING AFTER FULLING
: . - NEUTRALIZATION AFTER I
CARBONIZING
BLEACHING
DYEING Acetic acid used
TOTAL
Source: Reference 9.
~~.
Contribution (Gallons per Lb per 1,000 lb Product) p~ 1,000 lb Product of Total
9.5-10.5 104.5-221.4 63-71 5,500-12,000
9,O-10.7 31-94 21-27 40,000-100,000
1.9-9.0 1.7-2.1 0.6-1 12,500-15,700
6.0 1.4 0.4-1 300-2,680
4.8-8.4 9.0-34.3 - 6-9 1,900-2,680
6-11 147.6-353.2 100 60,200-133,060
. .: f :
.* B-16

Table B-12
BOD LOADS CONTRIBUTED BY RAYON F I B E R PROCESSES
Process BOD Sources
SCOUR 6 DYE A n t i - s t a t i c s com- pounds, so lub le oil, synthe t i c de tergents
SALT BATH Synthetic detergent . -
SPECJAL FINISHING Process chemicals
BOD Lb per 1,000 lb Product (mg/l)
50-70 (2.832)
Water Use (Gallons per
1,000 lb Product)
2,000-4,000
500-1,500
500-1,500
Source: Reference 9 .
B-17

I
Table B-13
TOTAL SOLIDS AND TOTAL SUSPENDED SOLIDS CONTRIBUTED BY RAYON FIBER PROCESSES
T o t a l S o l i d s 6 T o t a l S o l i d s TSS Water Use Tota l Suspended Lb per 1,000 l b Lb p e r 1,000 lb (Gal lons pe r
_.__ Process - ___ S o l i d s Sources Product ( m g / l ) Product (mg/l) 1,000 lb Product)
SCOUR 6 DYE Anti-static com- 25-39 pounds r e s i d u a l ( 3 , 3 3 4 )
0- 3 ( 9 0 )
2,000-4,000
SALT BATH Res idua l matter from 20-200 2-6 500-1,500 scour 6 dye, c h l o r i d e ( 4 , 8 9 0 ) (160-480) s u l f a t e
SPECIAL FINISHING Process chemica ls 3-100 3-50 7 w 0 3
500-1,500
__-__ Source: Reference 9.

Table B-14
AN EXAWLE OF POLLUTIONAL LOADS CONTRIBLITm BY WLYON FIBER PROCESSES
BOD Total Solids Total Suspended Solids percent Percent Percent water use
Lb per 1.000 lb Contribution Lb per 1.000 lb Contribution Lb per 1.000 lb Contribution (Gallons per rrucess Product (mgll) of Total Product (mgll) of Total Product (mgll) of Total 1,000 l b Product) ~-
SCOllR b DYE 8.5 50-70 71-75 (2,832)
SALT BATH 6.8 0-3 (58)
0- 3
25-39 52-12 ( 3 . 3 3 4 )
0- 3 (90)
0-5 2.000-4000
20-200 42-59 2-6 40-10 500-1.500 (4.890) 060-480)
SPECIAL FINISHING N1l 20 29-22 3-100 6-29 3- 50 60-85 500-1.500 (1.600) NII NII
GRAND TOTAL 70-93 100 48-339 100 5-59 100 3 .OOO-7,000 w
'E L
311 NO Information Available.
Source: Reference 9.

Table B-15
BOD LOADS CONTRIBUTED BY ACETATE FIBERS
Process
SCOUR 6 DYE
SCOUR b BLEACHED or
FIRST RINSE
SECOND RINSE
SPECIAL. FINISHING
.)
SCOUR 6 DYE
Source: Reference 9.
BOD (lb per
1,000- lb BOD Sources Product)
Anti-static 40-60 lubricants, (2,000) oil, dye
gent, hydrogen (750) Synthetic deter- 25-38
peroxide Negligible -- Negligible -- Process chemicals 40
(1,000-1,600)
Surfactant and 6 disperse dye ( 7 2 )
Water Use (Gallons per
1,000 lb Product)
4,000-6,000
4,000-6,000
-- 3,000-5,000
1,000
B-20

. ...
Table B-16
.
Process
TOTAL SOLIDS AND TOTAL SUSPENDED SOLIDS CONTRIBUTED BY ACETATE FIBER PROCESSES
Total Solids TSS Wacer Use Total Solids h ( l h per (lb per
Total Suspended 1,000 lb Solids Sources
1,000 lb (Gal lons per Product (mg/l) Product (mg/l) 1,000 lb Product)
SCOUR 6 DYE Anti-static com- 60 i compounds residual ( 1 , 7 7 8 )
or SCOUR & BLEACHED Synthetic detergent 26-47
residual from scour (799-946)
1-20 4,000-6,000 (600)
N / I 4.000-6.000
-- -- FI?ST RINSE Negligible -- d SECOND RINSE Negligible -- -- --
SPECIAL FINISHING Process chemicals 3-300 3-50 3,000-5,000 (120-2,400) (120-1,200)
SCOUR 6 DYE Residual from scour
N/I No Informat ion Available.
Source: Reference 9 .
TDS 10 (120)
Indeterminate 10,000

, ... I , . .
Table B-17
AIl OVLWLE OF POLLUTIONAL LOADS CONTRIBUTED BY ACETATE FIBER PROCESSES
BOD Total Solids Total Suspended Solids Water Use Lb per Percent Lb per Percent Lb per Percent
1.000 lb Product Contribution 1.000 lb Product Contribution 1,000 lb Product Contribution Per
Of 'Iota1 1,000 l b Product) :os= & ( m g l l ) of Total (mgl l ) of Total (mdl)
SCOUR
b DYt 9.3 40-60 50 60 95-38 1-20 25-29 4.000-6.000 (2.000) (1.778) (600)
SPECIAL FINISHING N/I 40 50 3-100 5-62 3-50 75-71 3.000-5.000
- (120-1.2001 - (1,000-1,600) - (120-2,400)
m GPAND TOTAL 80-120 100 63-160 100 4-70 100 7.000-11,000 N I _ )
Nil No Information Available.
Source: Reference 9.

W I N w
I’roces s
SCOUR
-. -_
DYE
Table B-18
TOTAL SOLIDS AND TOTAL SUSPENDED SOLIDS CONTRIBUTED BY NYLON FIBER PROCESSES
Total Solids TSS Total Solids 6 Lb per Lb per Water Use Total Suspended 1,000 l b Product 1,000 lb Product (Gallons per
1,000 lb Product Solids Sources (mg/l) (mg/l)
Anti-static com- 30-50 pounds residual (1 ,882 )
Residual from scour 20-34 (641)
6,000-8,000
2-42 2.000-4,000 (N/I)
SPECIAL FINISHING Process chemicals 3-100 3-50 4,000-6,000 (N/I) W/I)
SCOUR 6 DYE Disperse Dye
Acid Dye
Cationic Dye
TDS 55-60 Indeterminate 10,000-16,000 Residual from scour
Residual from scour TDS (507-553)
125-135 Indeterminate 10,000-16,000 (1,150-1,250)
Residual from scour TDS 105-115
(970-1,060)
Indeterminate 10,000-16,000
--____ N/1 No Information Available.
Source: Reference 9 .

Table 8-19
DYE 8 . 4
SPECIAL FINISHING NII
w G W D TOTAL NII w P ___
N i l Nu Information Available.
AN EXAWLE OF POLLUTIONAL LORDS CONTRIBUTED BY NYLON FIBER PROCESSES
BOD Total Solids ~ Total Suspended Solids LE per Percent Lb per Percent Lb per Percent Water Use
(mgll) - of Total (mall) of Total (mall) 1,000 lb Product Contribution 1,000 lb Product Contribution 1.000 lb Product Contribution (Gallons per
of Total 1,000 I b Product)
6.000-8,OOcI 30-40 67-57 30-50 57-28 20-00 80-30 (1.360) (1.882) N1I
5-20 (368)
11-29
10 22-14 -
20-34 (641)
3-100 'm
38-18
5-56 -
2-42 NII
2,000-4.000 8-32
3-50 12-38 4,000-6,000 (N/I) -
45-70 100 53-184 100 25-132 100 12,000-18,000
Source: Reference 9 .

Table B-20
BOD LOADS CONTRIBUTED BY ACBYLIC/MODACRYLIC FIBERS PROCESSES
Process
SCOUR
DYE f ! j . - FINAL SCOUR
SPECIAL FINISHING
BOD Lb per
1,000 l b Product bgl) BOD Sources
Synthetic de- 4 5- 90 tergent. pine (2,190) oil
Dye, residual 2-40 from scour (175-2,000)
Anti-static, lubri- 10-25 cants, synthetic (668) detergent
Process chemicals 60 (N/I)
Water Use (Gallons per
1,000 lb Product)
6,000-8,000
1,000-4,000
8,000-10,000
5,000-7,000
N/I No Information Available.
Source: Reference 9.
. . I Y
B-25

I
Process
SCOUR
DYE
FINAL SCOUR
9"
Table B-21
. ..
1
TOTAL SOLIDS AND TOTAL SUSPENDED SOLIDS CONTRIBUTED BY A C R Y L ~ G A C R Y I J C FIBERS PROCESSES
To ta l Sol ids To ta l So l ids 6 Lb p e r Total. Suspended 1,000 l b Product So l ids Sources (mg/1)
Residual ma t t e r 12-20 (1,874)
Dye, r e s i d u a l from 6-9 scour (833-1,968)
Detergent , a n t i - 4-12 s t a t i c compound (833-1,968)
SPECIAL F I N I S H I N G Process chemicals 3-100 N m
(N/I)
NII No Information Avai lab le .
Source: Reference 9.
TSS Water Use Lb p e r
(mg/l) 1,000 1.b Product) 1,000 l b Product (Gallons per
25-50 6,000-8,000 (NII)
5-20 2,000-4.000 W/I)
3- 7 8,000-10,000 (N/I)
3-50 5,000-7,000 ( N I I )

Table 8-22
AN W L E OF POLLUTIONAL LOADS CONTRIBUT~ BY ACRYLIClKJOACRYLIC FIBERS PROCESSD
Total Solids Total Suspended Solids - - BOO Lb per percent Lb per Percent Lb per Percent Water Use
1,000 lb Product Contribution 1,000 lb Proouct Contribution 1.000 lb Product Contribution (Gallons per i Process x (mgll) of Total (mgll) of Total (mgl1) of Total 1,000 lb Product)
SCOUR
OYE
9.7 45-90 38-42 (2.190)
12-20 48-14 (1.874)
1.5- 2-40 2-10 6-9 24-6 3.7 (175-2,000) (833-1.968)
FINAL SCOUR 7.1 10-2s (668)
9-12 4-12 16-9 (833-1,968)
6.00O-8,OoO 25-50 69-39 (NI1)
5-20 14-16 2,000-4,000 (NII)
3- 7 (NII)
8-6 8,000-10,000
w N SPECIAL FINISHING N/I 60 51-28 3-100 12-71 3-50 9-39 5,000-7.000
(NII) - (N/1) - (N/I) - u
GRAND TOTAL 11 7- 215 100 25-241 100 36-127 100 21.000-29.000
__- N / I No information Available.
source: Reference 9.
...
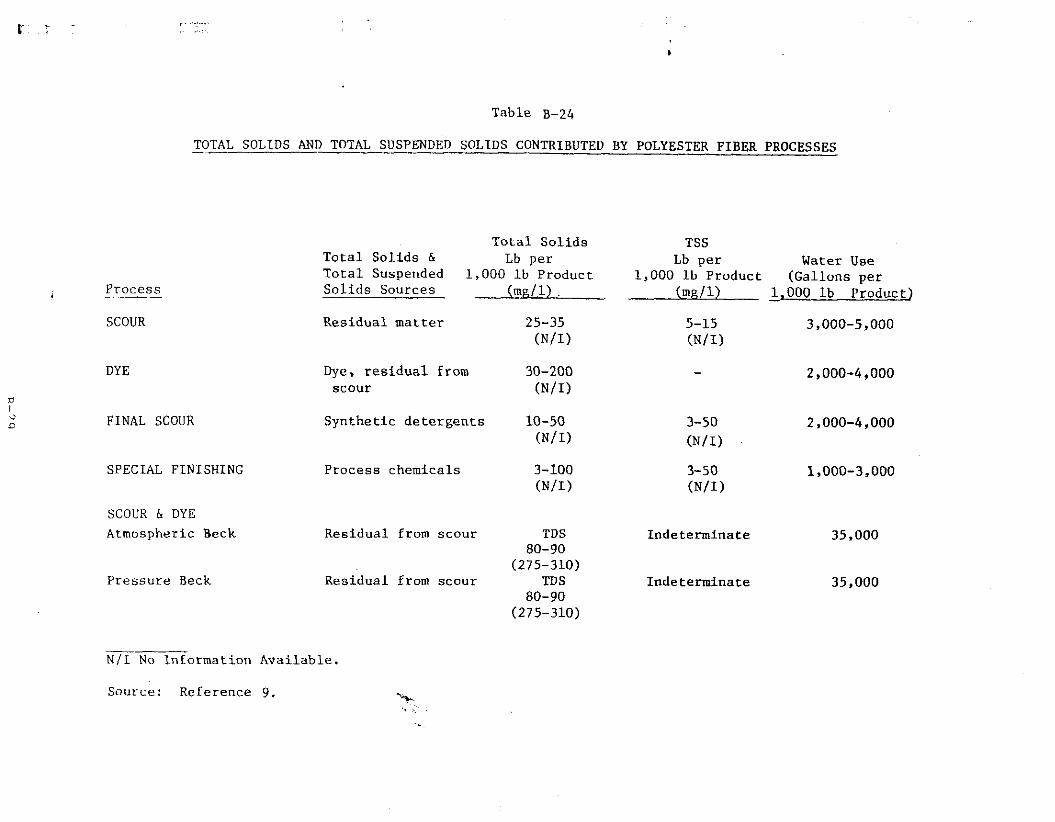
1 :
Process ___ scoun
DYE
, . ._..._ :. ,,.,.
FINAL SCOUR
Table B-24
TOTAL SOLIDS AND TOTAL SUSPENDED SOLIDS CONTRIBUTED BY POLYESTER FIBER PROCESSES -
SPECIAL FINISHING
SCOUR & DYE Atmospheric Beck
Pressure Beck
Total Solids TSS Total Solids h Lb per Lb per Water Use Total Suspended 1,000 lb Product 1,000 lb Product (Gallons per Solids Sources 1.000 lb Product) (mdl). (mF,/U - Residual matter
Dye, residual from 30-200 scour (N/I)
3,000-5,000
- 2,000-4,000
Synthetic detergents 10-50 3-SO 2,000-4,000 (N/I) (N/I)
Process chemicals 3-100 ( N / I )
1,000-3,000
Residual from scour TDS Indeterminate 35,000 80-90
(275-310)
80-90 (275-310)
Residual from scour TDS Indeterminate 35,000
N / L No Information Available.
Source: Reference 9.

Pr "L'eS? J L SCOUR N / I
DYE N/1
FINAL SCOLrR N/I
m SPECLAL FINISHING N/I w - 0
G W D TOTAL NII
Table 8-25
AN EXAMPLE OF POL_L_UTIONU LOADS CONTRlBUTED BY WLYESTER FIBER PROCESSES
BOD Total Solids Total Suspended Solids Lb Per Percent Lh per Percent Lb per Percent
1,000 lb Product Contribution 1.000 lb Product Contribution 1.000 Ib Product Contribution . . 2 m A I _ ? _ _ __-__ of Trrlal __ (msl l ) of Total (mgll) of Total
15-25 32-3 25-35 37-9 5-15 45-13
15-800 32-86 30-200 44-52 0
(500-800) (N/l) (NIL)
- (480-27,000) 0411)
15-25 32-3 10-50 15-13 3-50 27-43 ( 6 5 0 ) (N/I) (N-I 1
2-80 4-8 3-100 4-26 3-50 28-44 (N/I) - (N/1) (NII) - - 47.930 100 68-385 100 11-115 100
water use (Gallons per
1,000 lb Product)
3.000-5.000
2.000-4,0w
2.000-4,000
1,0053.M)O
8,000-16.000
NII No Information Available.
Source: Reference 9.

Table 8-26
P o u v T i m u UUDS C O N I I I B ~ IT 501m c o m " L m T c I I BLRIII 1m1c m " x n c P ~ C I W ~ S
Total tm.1 BOD Suspended Solid. M*solued Sul ld . O i l & CT-I Color T O l i C llaceri.1 Lb per Lb pez Lb per Lb per Lb p r Lb per
J!!L ( 4 1 ) - (-/I) 1.811) ( . I l l ) (.'/I) (../I) 1.000 I b Product 1.000 l h Product 1.m l b Product 1.000 l b Product 1.000 I b Rodduct 1.w Ib Product
6-8 18.5 (3.078) 77 (6.155) 19.8 (1.583) 3.6 (288) - - - - 6-8 2 . 5 (200) 5.0 (400) 50.1 ( 4 . 0 2 9 ) 2 .4 (192) - - - - 6-8 3.93 (314) 5.0 (400) 51.5 (1.369) 9.1 (751) - - - -
1 2 . 0 10.8 (kl2) 5.0 (200 ) 9 . 8 (192) 20
12.0 8.14 (333) 5.0 (200) 9.7 (387) 15
12.0 5.72 (UI) 5.0 (100) 77 (4.616) 5 12.0 3.2 ( 1 9 2 ) 5.0 (3MI) 7 7 (1.616) - 1 2 . 0 1.1 (76) 5.0 (100) 72 (4.317) -
10.0 1.1 (78) 4.0 (210) 20 (1.199) - 12.0 15.3 (183) - - - - -
- 10.0 13.8 (138) - SO (500) 1.0
6-8 10.7 (257) - - 111 (2.734) - - 12.0 22.8 (567) - 122 (2.926) -
11.0 2 2 . 8 (547) - - 6 9 . 7 (1.671) - 11.0 11.8 (131) - - 57.2 (1.372) - 12 .0 13.5 (321) - - 192 (4,60k) -
6-8 1.2b (101) 0.11 (10) 2 . 5 (200) - 6-8 1 . 2 6 (101) 0.11 (10) 2.5 (2W) - 10.0 2 1 . 5 (641) 25 ( 1 5 0 ) 3(1 (1.019) - 10.0 21.5 (616) 25 (750) 15 (1.049) -
6-8 - (96) - - 22 (1.759) - 6-8 6.32 ( 5 0 5 ) 12 ( 9 5 9 ) 17.3 (1.183) -
P - 0.64 (26)
P - 0.66 (26)
P - 0.68 141)
P - 0.6 0)
P - 0.6 (65
P - 0 . 7 6 (18)
P - 0.76 (18)
P - 0.76 (18)
P - 0.76 (18)
P - 0.76 (181
Y.C.. v.* 1.000 l b RodyQ
(GIllana
1.500
1 .m 1,500
1.000
3.000
2 . w 2 ,000 2.000
2.000
in.ow 12.000
5.wo
5.000
5 . m
5.000
5 . W
1.500
1,500
__- source: Reference 9.

: : ...
I.
r:. -.
- n A
a
^
a
^
n
-,
-I
-,
-
,,
,,
,,
,I
^^
^^
"0""
n
an
-
?:::
0
.-. n
n
,-
I-
0
,i
o.
-
9

APPENDIX c

Table C-1
BOD TSS COD Oil 6 Grease Total Chrome
Sulfide Color (ADMI) Fecal Coliform pH (units) Temperature Water Use (gal/lb)
. * Phenol
ESTABLISHED WASTE WATER CHARACTERISTICS WOOL SCOURING MILLS
Source: Reference 9 .
ATMI Avg . Std. Dev.
( m m Q g / l )
3,700 6 ,600
15,270 3,200
0.87 0.10
-
- - 7.23
7.45 -
3,600 2,500
14,700 2,900
1.02 - - - -
0.46
6.76 -
NmQ Arith. Mean
(mg/l)
5,500 7,500
30,500 5,340 0.05 1.50 0.20 2,000
6-9
4.3
- 82°F
Use (mg/l)
6,000 8,000
30,000 5,500 0.05 1.50 0.20 2,000
8.0
4 . 3
- 82°F
. .
c-1

Table c-2
ESTABLISHED WASTE WATER CHARACTERISTICS WOOL FINISHING MILLS
BOD TSS COD Oil & Grease Total Chrome
Sulfide Color (ADMI) Fecal Coliform pH (units) Temperature Water Use (ga l / lb )
- Phenol
- - 6.92 -
13.83 4.59 - -
"Q
(mpl l ) Arith. Mean
300 130
1,041
4 0.5 0.1
-
500-1,700 - 6-1 1
144°F 40*
Use (W)
300 130
1,040
4 0.5 0.1 1,000
-
- 7 1 4 4 ° F 40
3 Based upon data f o r 6 mills as supplied by the Northern Textile Association.
Source: Reference 9.
c-2

ESTABLISHED WASTE WATER CHARACTERISTICS DRY PROCESSING MILLS
ATMI "Q Avg. Std. Dev. kith. Mean Use
BOD TSS COD O i l 6 Grease Total Chrome Phenol Sulfide Color (ADMI) Fecal Coliform
Temperature Water Use (gal/lb)
-
pH (units)
274 87 871 -
a.65* - 8.00 - -
11.53
1.51 -
* May be due to cooling tower discharges.
Source: Reference 9.
123 163 230
4.82* - - - - - 5.78
1.52 -
300 350 150 200 950 1,000
- .014
- 8.0
- - - - - - - - 6-11 10
1.5 1.5 70°F 70°F
c-3

Table C-4
BOD TSS COD O i l 6 Grease Tota l Chrome Phenol Sulfide Color (ADMI) Fecal Coliform PH (units) Temperature water Use (gal/lb)
ESTABLISHED WASTE WATER CHARACTERISTICS WOVEN FABRIC FINISHING MILLS
ATMI Avg . Std. Dev. @€i!Q bdl)
313 533 592 392
513 1 , 0 9 3 14 -
4 .3* 4 . 2 3 0.01 0.01 2 . 7 2 4.57 - -
- - 1 1 . 6 2 2 .89 - - 1 8 . 1 4 9 . 9 3
* High value may be due to sul fur dyeing.
Source: Reference 9 .
"Q bgI1)
kith. Mean
550 185
1 ,850
0 . 0 4 0 .04 2 . 7 2
325
-
- 6-11
99°F 13 .5
Use @!E!)
650 300
1 ,200 14
0 .04 0 .04 3 . 0
325
10 99°F
-
1 3 . 5
c-4

Table C-5
i ) . -
ESTABLISHED WASTE WATER CHARACTERISTICS KNIT FABRIC FINISHING MILLS
BOD TSS COD O i l & Grease Total Chrome Phenol Sulf l d e Color (ADMI) Fecal Coliform pH (units) Temperature Water Use (gal/lb)
ATMI Avg . Std. Dev. (" Q g / l )
335 303 115 1 2 3
1,105 345 5 3 -
23.0* - 1 ,295 1,046
6 .90 2 .05
20.05 9.77
- - - - - - - -
N W Q Arith. Mean
GPg/l)
250 300 850
0.05 0.24 0.20
400
-
- 6-9 102°F
18.0
Use bm)
350 300
1.000 5 3
0.05 0.24 0.20
400
8 102°F
18.0
-
* One sample mill only. Source: Reference
I I
c-5

Table C-7
ESTABLISHED WASTE WATER CHARACTERISTICS STOCK 6 Y A R N D Y E I N G 6 F I N I S H I N G MILLS
BOD TSS COD Oil 6 Grease Total Chrome
Sulfide Color (ADMI) Fecal Coliform pH (units) Temperature Water Use (gal/lb)
. - Phenol
Source: Reference 9 .
ATMI Avg . Std. Dev. @&, "1)
240 166 77 69
882 733 - - 0.27 - - - - - 12 -
8.93 2.60
22.26 17.38
- - - -
NmQ (me/l)
200 50
524
0.013 0.12
600
7-12 100DF 18
k i t h . Mean
-
- -
Use W)
250 75 800
0.27 0.12 0.09 600
11 100°F 18
-
-
c - 7

APPENDIX D

Table D-1
WOOL SCOURING SLUDGE ANALYSIS (mg/kg of dry sludge)
Drinking Water Limit* (ppm)
0.05 1.0 0.01 0.05
1.0 0.3 0.05 0.05 0.002
* x
** **
5 . 0
I
Parameter
Arsenic Barium Cadmium Chromium Cobalt Copper Iron Lead Manganese Mercury Molybdenum Nickel Zinc
Average 1/
eo.1 59 1 . 2 19 4 . 2
4,820 28 205 <0.01 <2 12.5 106
i a
Total Heavy Metals 5,275 - 2 r
Aluminum Magnesium Potassium Sodium Strontium
** 60.0 **
** **
4,860 5,560 9,240 675 21.6
Total Chlorinated Organics 0.7 1.28
Suspended Solids ( X ) Total Solids (2)
** ** 9.8 p .
10.1
- 1/ 2 /
Average of 4 measurements from one plant. Less than values were considered to be at the maximum in computing the totals.
-
* U . S . Public Health Service, Drinking Water Standards, 1962. ** No drinking water standards have been set f o r these metals.
Source: Reference 1 2 .
D-l

Table D-2
WOOL FABRIC DYEING AND FINISHING SLUDGE ANALYSES
(mglkg of d ry s ludge)
1 Parameter
1 Barium ! ' Arsenic
Cadmium Chromium Cobal t I
i Copper I r o n Lead Manganese Mercury Molybdenum Nickel
I . -
I I
I Zinc
To ta l Heavy Metals
Aluminum Magnesium Potassium Sodium Stront ium
1 Tota l Chlor ina ted Organics
1 Tota l S o l i d s (%) Suspended S o l i d s ( X )
Drinking Water Limi t* (ppm)
0.05 1.0 0.01 0.05
1.0 0.3 0.05 0.05 0.002
**
** ** 5.0
** 60.0 ** ** **
0.7
** **
Average 11
<17 <170 4 7 267 <67 117 1,100 ~170 8,000
1.7 <333 <33 1,130
11,423 2/ 11,500 12,000 14,000 137,000 170
0.11
0.008 d . 0.06
1/ - 2/
Average of 4 measurements from one p l a n t . Less than v a l u e s were cons ide red t o be a t the maximum i n computing t h e t o t a l s .
. - 1 * U.S. Pub l i c Heal th Se rv ice , Dr inking Water Standards, 1962.
** No d r i n k i n g water s t a n d a r d s have been se t f o r t hese meta ls .
Source: Reference 12.
D-2

Table D-5
Parameter
Arsenic Barium Cadmium Chromium Cobal t Copper Iron Lead Manganese Molybdenum Nickel Zinc
, . -
,...
TUFTED CARPET DYEING AND FINISHING SLUDGE ANALYSES
(mg/kg of dry sludge)
T o t a l Heavy Metals
A1 umin um Magnesium Potassium Sodium St ront ium
T o t a l C h l o r i n a t e d Organics
Suspended S o l i d s (%) T o t a l S o l i d s (%)
Drinking Water L i m i t * (ppm)
0.05 1.0 0.01 0.05
1.0 0 .3 0.05 0.05
**
x*
** 5 . 0
Range 11
<7-<12 <70-<120 <7-<12 100-123 <36-212 22-400 660-9,750 <70-150 101-412 <145-<250 < 3 6 - 4 2 254-3,325
Average 2 1
< l o <95 e10 112 124 2 1 1 5,200 110 256 <198 <49 1 ,790
8,117 31
** 1,740-7,120 4,430 60.0 1,580-2,060 1,820 ** 1,490-6,540 4,020 ** 41,000-91,250 66,100 ** 29-<38 33
0 .7 1.03-51.4 26.2
** 0.016-0.03 o.o2y, ** 0 08-0.14 0.11
' - 11 Range of t h e i n d i v i d u a l p l a n t averages . - 2 / - 3/ * U.S. P u b l i c Heal th Serv ice , Dr inking Water Standards, 1962. ** No d r i n k i n g water s t a n d a r d s have been set for these meta ls .
Source: Reference 1 2 .
Grand average of 1 2 measurements from 3 p l a n t s . Less than v a l u e s were cons idered t o be a t the maximum i n computing t o t a l s .
D-5

1 1 I 1 1 I ..
I I
Parameter
Arsenic Barium Cadmium Chromium Cobal t Copper I r o n Lead Manganese Mercury Molybdenum Nickel Zinc
Table D-6
YARN AND STOCK DYEING AND FINISHING SLUDGE ANALYSES
( m g l k g of d ry s ludge)
Drinking Water Limit* (ppm)
0.05 1.0 0.01 0.05
1.0 0.3 0.05 0 . 0 5 0.002
**
** ** 5 . 0
Range 1/
<o. 01-<5 co. 1 4 5 0 <0.01-<5
<0.05-<24 105-423 605-2,715 <0.1-<50 10-122 <O. 5-0.81 <o. 2-<100 < 0 . 0 5 - ~ 2 4 571-2,439
24.4-38
Average 21
Q.5 31 e25 ~ 2 . 5 31 12 264 1 ,660 <25 66 0.66 50 12 1,505
T o t a l Heavy Metals 3,656 - 3 1
Aluminum Magnesium Potassium Sodium Stront ium
T o t a l Chlor ina ted Organics 0.7
Suspended So l ids (%) T o t a l S o l i d s (%)
** **
** 357-2,276 1,320 60.0 405-6,172 3,590 ** 2,100-7.431 4,770
** 14-65 40 ** 221,000-497,000 359,000
3.3-76.8 40.1
0.013-0.018 0.015 0.12-0.21 0 .165
f .
- 1/ - 2 / - 31 * U.S. Publ ic Heal th S e r v i c e , Drinking Water S tandards , 1962. ** No d r ink ing water s t a n d a r d s have been s e t f o r t h e s e me ta l s .
Source: Reference 1 2 .
Razge of t h e i n d i v i d u a l p l a n t averages . Grand average of 8 measurements from 2 p l a n t s . Less than v a l u e s were cons idered to be a t t h e maximum i n computing t o t a l s .
D-6