induction processed separable tubular brazed connectors · · 2017-06-26induction processed...
TRANSCRIPT

N A S A C O N T R A C T O R R E P O R T
INDUCTION PROCESSED SEPARABLE TUBULAR BRAZED CONNECTORS
Prepared by AEROJET-GENERAL CORPORATION
Sacramento, Calif. for Lewis Research Center
NATIONAL AERONAUTICS AND S P A C E ADMINISTRATION 0 WASHINGTON, D,. . C . JULY, 1966 . . .
https://ntrs.nasa.gov/search.jsp?R=19660019933 2018-06-11T19:34:44+00:00Z

0099484 NASA CR-515
INDUCTION PROCESSED SEPARABLE TUBULAR BRAZED CONNECTORS
By V. Hunt
Distribution of this report is provided in the interest of information exchange. Responsibility for the contents resides in the author or organization that prepared it.
Prepared under Contract No. NAS 3-2555 by
Sacramento, Calif. AEROJET-GENERAL CORPORATION
for Lewis Research Center
NATIONAL AERONAUTICS AND SPACE ADMINISTRATION
For sale by the Clearinghouse for Federal Scientific and Technical Information Springfield, Virginia 22151 - Price $2.00


FOREWORD
The research descr ibed herein, which w a s conducted by Aerojet- General Corporation, Liquid Rocket Operations, w a s performed under NASA Contract NAS 3-2555 with M r . J. M. Kazaroff, Chemical Rocket Div is ion , NASA L e w i s Research Center, as Technical Manager. The r e p o r t w a s o r i g i n a l l y i s s u e d as Aerojet-General Report No. 8800-24, November 1965.

Methods for p roducing separable tube jo in ts , o ther than mechanica l , were i n v e s t i g a t e d f o r a p p l i c a t i o n of t h e s e j o i n t s t o t h e M - 1 engine l i n e s . The induct ion process was s e l e c t e d f o r b r a z i n g t h e s e p a r a b l e tube connectors. Spec ia l p l i e r - type i nduc t ion b raz ing tools were made t o p e r m i t t h e b r a z i n g of M - 1 t h r u s t chamber t r a n s i t i o n t u b e j o i n t s t o t h e f u e l t o r u s . An 82% gold-18% n icke l b raz ing a l loy was used with a brazing temperature range of 19OOOF t o 1950OF. The tubes and s l e e v e s i n t h i s a p p l i c a t i o n were of 0,032-in. wall AISI, Type 347 s t a i n l e s s steel.
V


TABLE OF CONTENTS
I. SUMMARY
11. INTRODUCTION
111. TECHNICAL DISCUSSION
A.
B.
C.
D.
E .
F.
G.
SELECTION OF J O I N I N G P R O C E S S
EQUIPMENT AND TOOLING
BRAZING QUALIFICATION TEST SPECIMENS
RE-BRAZING O F SLEEVE TUBE JOINTS
1. R e p a i r M e t h o d N o . 1
2. R e p a i r M e t h o d N o . 2
3 . R e p a i r M e t h o d N o . 3
I N S P E C T I O N O F BRAZE J O I N T S
1. V i s u a l I n s p e c t i o n
2. R a d i o g r a p h i c I n spec t ion
T E S T I N G OF BRAZED J O I N T S
METALLOGRAPHIC EXAMINATION OF BRAZED J O I N T S
I V . CONCLUSIONS
V. RECOMMENDATIONS
Page
1
\ 1
2
2
5
10
1 7
1 7
19
19
19
19
19
19
24
29
29
vii
I. SUMMARY
The induc t ion b raz ing p rocess fo r jo in ing separable tube connec tors is d iscussed i n t h i s r e p o r t . To o b t a i n l e a k - t i g h t j o i n t s on t h e M - 1 engine spe- c ia l cons ide ra t ion was requi red because of t h e l i m i t e d a c c e s s i b i l i t y t o t u b u - l a r j o i n t s . The l a r g e s i z e of t h e M - 1 engine components , par t icu lar ly the t h r u s t chamber assembly, coupled with the required assembly sequence created t h e n e e d f o r s p e c i a l i z e d j o i n i n g t e c h n i q u e s . Easy access for making r e p a i r s was a l s o d e s i r a b l e .
The j o i n i n g of c lose ly spaced t ubu la r j o in t s , o f t h e M - 1 t h r u s t cham- b e r t r a n s i t i o n tubes t o t h e f u e l t o r u s , was an i n i t i a l requirement. Automated welding and var ious brazing processes were given major consideration. Equip- ment des ign complex i ty , p rocess r epez tab i l i t y , nondes t ruc t ive t e s t ing relia- b i l i t y , j o i n t c l e a n l i n e s s , and economic c o n s i d e r a t i o n s l e d t o t h e s e l e c t i o n of po r t ab le i nduc t ion b raz ing as t h e most d e s i r a b l e method.
S p e c i a l p o r t a b l e i n d u c t i o n b r a z i n g t o o l s were designed t o permit acces- s i b i l i t y between t h e c l o s e l y s p a c e d t u b e s . I n a d d i t i o n t o t h e p l i e r - t y p e s p l i t i n d u c t i o n coi l , t h e t o o l s c o n t a i n e d p u r g e p o r t s f o r p r o t e c t i o n a g a i n s t ox ida t ion du r ing t he t he rma l cyc le .
A number o f t u b e j o i n t s , w i t h s l e e v e s t h a t were pre-loaded with a 82% go ld -18% n i cke l b raze a l loy , were .b razed t o qua l i fy t he spec ia l ly -des igned i n d u c t i o n b r a z e t o o l . The j o i n t s were success fu l ly b razed and exceeded the mechan ica l p rope r t i e s of t h e 0.032-in. wall th i ckness , AIS1 Type 347, s t a i n - less steel tubes .
11. INTRODUCTION
Methods for p roducing separable tube jo in ts , o ther than mechanica l , were i n v e s t i g a t e d f o r a p p l i c a t i o n o f t h e s e , j o i n t s t o t h e M - 1 engine l ines . S e v e r a l f a c t o r s , s u c h as a c c e s s i b i l i t y t o t h e e x t e r n a l and i n t e r n a l j o i n t areas, in spec t ion cr i ter ia , reproducibi l i ty , and environmental condi t ions l i m i t e d t h e s e l e c t i o n o f t h e j o i n i n g method. Separable- type tube jo in ts are h i g h l y d e s i r a b l e for j o i n t areas exposed t o h i g h p r e s s u r e s a n d v i b r a t o r y stresses a t var ious t empera tures dur ing engine opera t ion . The d i f f i c u l t y i n making and ma in ta in ing l eak - t igh t j o in t s was the p r imary r eason fo r elimi- nat ing mechanical connect ions. Weight was a l s o a factor.
High qua l i ty au tomat i c GTAW-welded lap joints can be produced provid- i n g t h a t t h e c l e a r a n c e near t h e j o i n t s is s u f f i c i e n t t o a l l o w r o t a t i o n of t h e welding head. The lap- type welded joint has several drawbacks; there is d i f - f i c u l t y i n s e p a r a t i o n a n d r e w e l d i n g , as well as t h e p o s s i b i l i t y o f e n t r a p p i n g c o n t a m i n a n t s i n t h e l a p i n t e r f a c e area. S leeve j o in t s b razed by a pa ten ted exo the rmic p rocess u s ing s i l ve r b raze a l loy were eva lua ted on a l i m i t e d b a s i s ; however, t h e p o s s i b i l i t y o f f l u x e n t r a p m e n t on c losure b razed tube j o i n t s made t h i s method unacceptable . Separat ion of t h i s t ype o f b razed j o i n t w a s no t examined.

The induct ion process was s e l e c t e d for b r a z i n g o f t h e s e p a r a b l e t u b e connectors. The b r a z e j o i n t s t h a t were produced and tes ted were s t r o n g e r t h a n t h e p a r e n t metal tubing and were free f rom in t e rna l j o in t con tamina t ion . Spe- c ia l p l i e r - t y p e i n d u c t i o n b r a z i n g t o o l s were made t o pe rmi t t he b raz ing of M - 1 t h r u s t chamber t r a n s i t i o n t u b e j o i n t s t o t h e f u e l t o r u s . An 82% gold-18% n i c k e l b r a z i n g a l l o y was used with a brazing temperature range of 19OOOF t o 1950OF. The t u b e s a n d s l e e v e s i n t h i s a p p l i c a t i o n were 0.032-in. wall AISI, Type 347 s t a i n l e s s steel.
111. TECHNICAL DISCUSSION
A. SELECTION OF THE J O I N I N G PROCESS
Seve ra l p rocesses fo r j o in ing s epa rab le t ube connec to r s were exp lo red fo r u se on t h e M - 1 t h r u s t chamber t r a n s i t i o n t u b e s - t o - f u e l t o r u s joints . These included var ious mechanical- type joints , automatic fusion weldd ing, and various brazing methods.
Mechanical- type joints were i n v e s t i g a t e d b u t n o t e s t i n g was per- formed because the need for ob ta in ing and main ta in ing leak- t igh t jo in ts p re- c l u d e d t h e u s e o f t h i s method. Other d i sadvantages inc luded the f i t t ing o f mechan ica l j o in t s i n to a l i m i t e d access area and t he po ten t i a l we igh t pena l ty .
Automatic GTAW-welded t u b e j o i n t s were examined. Sample weldments were made w i t h f u l l weld p e n e t r a t i o n o f t h e j o i n t s a n d t h e weld q u a l i t y was good. Mechanical t e s t i n g r e s u l t e d i n f a i l u r e o f t h e t u b e s , u s u a l l y i n t h e weld-heat-affected zones. Fit-up and repair-replacement c r i t e r i a d i c t a t e d t h e need for a l a p - t y p e j o i n t ; however, disadvantages of t h i s t y p e o f j o i n t i nc lude t he space r equ i r emen t s fo r t he moving weld head and t h e p o t e n t i a l en- trapment of contaminants. Typical welded joints are shown i n F i g u r e 1.
Brazing of j o i n t s u s i n g a pa ten ted exothermic hea t ing process was i nves t iga t ed . The s l e e v e f i t t i n g s c o n t a i n e d p r e - p l a c e s i l v e r b r a z e a l l o y a n d self-contained heat ing e lements . T o i n i t i a t e t h e b r a z e c y c l e , t h e t u b e e n d s were f l u x e d , i n s e r t e d i n t o t h e s l e e v e c o n n e c t o r , t h e n t h e h e a t c y c l e was i n i - t i a t e d by an e lec t r ica l charge t o t h e s t a r t i n g l e a d s c o n n e c t e d t o t h e h e a t i n g element. The process produced sound braze joints ; however , f lux deposi ts , e x c e s s i v e d i s c o l o r a t i o n i n t h e j o i n t s , a n d t h e s i z e o f t h e h e a t i n g e l e m e n t prevented its u s e f o r t r a n s i t i o n t u b e j o i n t s . A view of a completed braze j o i n t is shown as Figure 2. Brazed j o in t s o f t h i s con f igu ra t ion wer,e not t e s t ed because t he p rocess would not l end i tself t o t h e r e q u i r e d a p p l i c a t i o n .
Induct ion brazed tube j o i n t s were a l so eva lua ted . S leeve tube connectors of AISI, Type 347 s t a i n l e s s s t ee l , containing pre-placed 82% gold- 18% n i cke l b raze a l loy , were used on tub ing o f t he same composition as t h e s leeves. Prel iminary braze tests were conduc ted u s ing t he s t anda rd p l i e r - t y p e b r a z e t o o l s t o e v a l u a t e t h e i n d u c t i o n b r a z i n g p r o c e s s . The b r a z e d j o i n t s were inspected, fol lowed by hydrostat ic and mechanical tests. The brazed j o i n t s were of h igh qua l i ty and exceeded the paren t tube material i n mechan- i ca l proper t ies . Brazed jo in t sur faces are clean and free o f d i s c o l o r a t i o n ;
2

The top view is of an automatic TIG welded lap jo int . Weld f i l ler wire was not added. The lower view shows the in terna l sur face of t h e welded lap j o i n t . S l i g h t s u r f a c e d i s c o l o r a t i o n is present in the weld heat a f fected zones.
FIGURE 1
Typical Welded J o i n t s

A view of an exothermic brazed s leeve-type tube connector joint made by a pa ten ted p rocess . F lux depos i t s ex is t on t h e tube s u r f a c e a t the ends of the s leeve and a dark carbonaceous deposit on s u r f a c e of the s l eeve . In t e r - nal examinat ion of t h e j o i n t r e v e a l e d flux d e p o s i t s and d i s c o l o r a t i o n of t h e tubes a t the joint . The j o i n t was brazed, using pre-placed 45% S i l v e r alloy, having a flow po in t of 1145OF.
FIGURE 2
Completed Braze J o i n t
4
t h e r e f o r e t h e y d o n o t r e q u i r e i n t e r n a l f l u s h i n g p r i o r t o engine operat ion. Uniform braze f i l le ts were formed at the i n t e rna l t ube ends , p reven t ing en t r ap - ment of fore ign elements i n t h e j o i n t s .
Repairs were made by sec t ion ing t he s l eeve w i th a cut-off tool. The s leeve ends were s t r ipped f rom the tube ends using an induct ion heat ing p l i e r - type t oo l and a s l e e v e s t r i p p i n g t o o l . The depos i ted b raze a l loy was removed with a c leaning tool, then the tube ends were re -b razed i n t he same manner as i n t h e i n i t i a l b r a z e o p e r a t i o n . The re-brazed joints were equal i n q u a l i t y t o t h e j o i n t s i n i t i a l l y b r a z e d ( i . e . , j o i n t s e x p o s e d t o only one bra- z ing cycle) . The success of the re-braze tests proved t h i s p r o c e s s t o be a feasible method f o r making separable connections.
Because of space l imitat ion between the torus- to-chamber trans%.- t ion tubes , the s tandard p l ie r - type b raze too l could no t be used . A s p e c i a l p l i e r - type b raze t oo l con ta in ing r eces sed areas was designed and fabr icated by the Aeroquip Corporation, Jackson, Michigan. A s e r i e s o f b r a z e j o i n t t e s t s were conducted t o d e t e r m i n e t h e f e a s i b i l i t y o f u t i l i z i n g t h e i n d u c t i o n b r a z i n g p r o c e s s f o r t h e M - 1 to rus- to-chamber t rans i t ion tubes p r ior to p rocur ing the c a p i t a l equipment required for t h i s process.
B. EQUIPMENT AND TOOLING
The v o l t a g e r e g u l a t o r and t h e 25 KW radio f requency induct ion heat- i n g g e n e r a t o r i n s t a l l a t i o n a r e shown in F igure 3. The automatic voltage regu- l a t o r is for 440 v o l t s , 3 phase, 60 c y c l e l i n e c u r r e n t and 100 amperes capac- i t y . The output or secondary vol tage remains constant within + 1% f o r i n p u t o r pr imary vol tage var ia t ions between 440 t o 520 v o l t s . The secoKdary voltage may be set f o r any value ranging from 440 t o 480 v o l t s . The f r o n t view of t h e remote control console and pendant control s ta t ion is shown in F igu re 4. A l l b r az ing va r i ab le s are- set and control led a t the con t ro l conso le , which is remotely located and is connected t o t h e g e n e r a t o r by 150 f t of radio f requency power cable and water l i n e s . The control pendant is connected t o t h e c o n t r o l console by a 25 ft cable . Once a braz ing cyc le is e s t a b l i s h e d , it can be repeated by s t a r t i n g t h e c y c l e u s i n g t h e pendant start button.
The spec ia l p l i e r - type b raze t oo l s ( s ee F igu re 5) were designed with reliefs, ind ica t ed by a r r o w s , t o p e r m i t a c c e s s i n j o i n t - r e s t r i c t e d a r e a s between the t ubes and t he M - 1 th rus t chamber- to- torus t rans i t ion jo in ts . One t o o l h a s a swive l a t t ached , w h i c h a l l o w s t h e t o o l t o move 90 d e g r e e s . t o a i d i n a l i g n i n g t h e t o o l w i t h t h e j o i n t s . A b r a z e t o o l is opened by moving the whi te lever toward the swivel , which releases the lock . Electrical power, water, and i n e r t g a s are c a r r i e d t o the b raze too ls th rough the tubes ex tending from t h e connect ion end of the tools . These braze tools are capable of producing uni- form h e a t p a t t e r n s a t the j o in t s t o ma in ta in un i fo rm b raz ing a l loy f l ow wi th in t h e b r a z e j o i n t .
A spec ia l va r i ab le speed power -d r iven c l ean ing t oo l is shown i n Figure 6. T h i s t o o l is used t o clean and deburr the tube ends. A vacuum l i n e can b e a t t a c h e d t o t h e h o s e f i t t i n g t o p r e v e n t f o r e i g n p a r t i c l e s from en te r ing i n t o t h e l i n e s and contaminat ing the joint dur ing the deburr ing operat ion.
5

FIGURE 3
Induct ion Brazing Generator
FIGURE 4
Braze Control Console

FIGURE 5
Special Braze Tool

The manua l ly ope ra t ed cu t -o f f t oo l (see Figure 7 ) conta ins four c u t t i n g w h e e l s t h a t c a n be used t o p a r t t h e j o i n t by manual ly ro ta t ing the too l 90 t o 95 degrees a round t he j o in t and p rog res s ive ly t u rn ing t he knur l ed screw t o t h e r i g h t . Also shown i n F i g u r e 7 is a brazed s leeve tube j o i n t and a similar j o i n t p a r t e d a t the s l eeve by t he cu t -o f f t oo l .
The upper view i n F i g u r e 8 shows a b r a z e d s l e e v e f i t t i n g , as p a r t e d by the cu t -of f tool ; the expandab le s l eeve s t r ipp ing t oo l ; and t he induc t ion hea t ing de -b raze t oo l . The lower view is o f t he expandab le s t r i p - p i n g t o o l a n d s l e e v e j o i n t p o s i t i o n e d i n the de-braze induct ion hea t ing too l . This induct ion heat ing de-braze tool con ta ins one i nduc t ion hea t ing co i l t o c o n f i n e t h e h e a t i n g zone t o a narrow band on the sleeve. (The braze tool con- t a i n s two i n d u c t i o n h e a t i n g c o i l s a l l o w i n g b o t h s l e e v e e n d s t o b e b r a z e d s imultaneously.) Removal o f t h e s l e e v e j o i n t is accomplished by assembly of t h e t o o l s , as shown i n t h e lower view of Figure 8, then apply ing hea t t o t h e b r a z e j o i n t u n t i l t h e b r a z e a l l o y becomes semi-molten. The de-braze t o o l is t h e n p r e s s e d a g a i n s t t h e e x p a n d a b l e s t r i p p i n g tool and t h e s l e e v e is removed from the tube end .
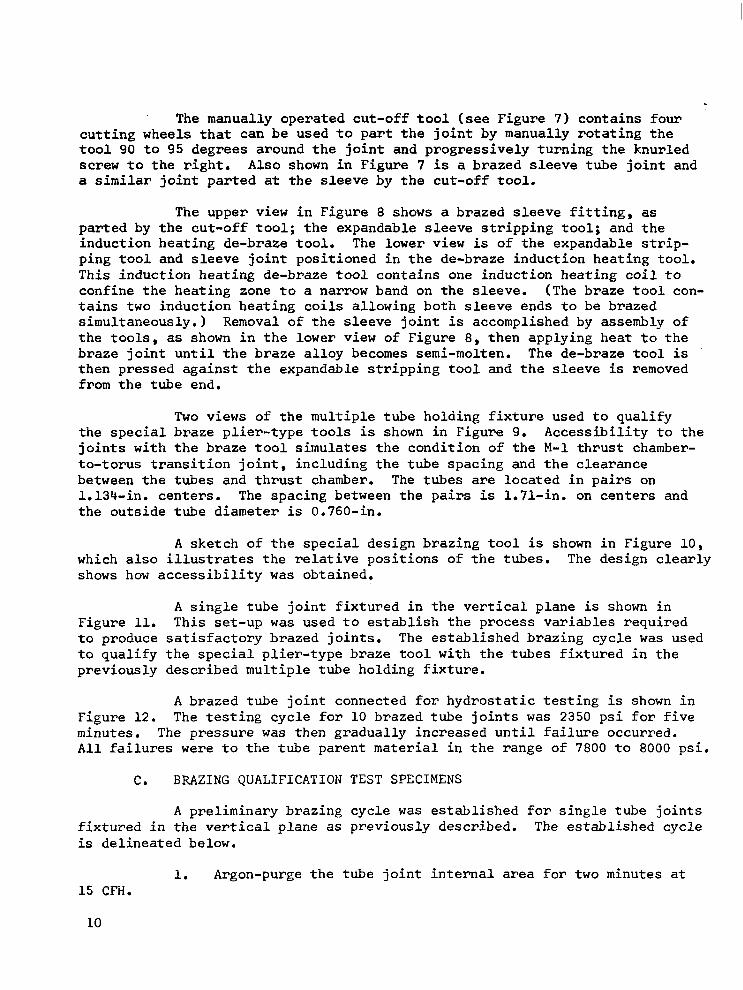
Two views of t h e m u l t i p l e t u b e h o l d i n g f i x t u r e u s e d t o q u a l i f y t h e s p e c i a l b r a z e p l i e r - t y p e t o o l s is shown i n F i g u r e 9. A c c e s s i b i l i t y t o t h e j o i n t s w i t h t h e b r a z e t o o l s i m u l a t e s t h e c o n d i t i o n o f t h e M - 1 t h r u s t chamber- t o - t o r u s t r a n s i t i o n j o i n t , i n c l u d i n g t h e t u b e s p a c i n g a n d t h e c l e a r a n c e between t h e t u b e s a n d t h r u s t chamber. The tubes are l o c a t e d i n p a i r s on 1.134-in. cen te r s . The spacing between the pairs is 1.71-in. on centers and the ou t s ide t ube d i ame te r is 0.760-in.
A s k e t c h o f t h e s p e c i a l d e s i g n b r a z i n g t o o l is shown in F igu re 10 , which a l s o i l l u s t r a t e s t h e r e l a t i v e p o s i t i o n s of t h e t u b e s . The d e s i g n c l e a r l y shows how a c c e s s i b i l i t y was obtained.
A s i n g l e t u b e j o i n t f i x t u r e d i n t h e v e r t i c a l p l a n e is shown i n Figure 11. This se t -up was used t o e s t a b l i s h t h e p r o c e s s v a r i a b l e s r e q u i r e d t o p roduce s a t i s f ac to ry b razed j o in t s . The e s t a b l i s h e d b r a z i n g c y c l e was used t o q u a l i f y t h e s p e c i a l p l i e r - t y p e b r a z e t o o l w i t h t h e t u b e s f i x t u r e d i n t h e prev ious ly descr ibed mul t ip le tube ho ld ing f i x tu re .
A b razed tube jo in t connec ted for h y d r o s t a t i c t e s t i n g is shown i n Figure 12. The t e s t i n g c y c l e f o r 10 b r a z e d t u b e j o i n t s was 2350 p s i f o r f i v e minutes. The p res su re was t h e n g r a d u a l l y i n c r e a s e d u n t i l f a i lu re occurred. A l l f a i l u r e s were t o t h e t u b e p a r e n t m a t e r i a l i n t he r ange of 7800 t o 8000 p s i .
C. BRAZING QUALIFICATION TEST SPECIMENS
A pre l iminary b raz ing cyc le was e s t a b l i s h e d f o r s i n g l e t u b e j o i n t s f i x t u r e d i n t h e v e r t i c a l p l a n e as previously descr ibed. The e s t a b l i s h e d c y c l e is de l inea ted below.
1. Argon-purge t h e t u b e j o i n t i n t e r n a l area f o r two minutes a t 15 CFH.
10

I
c
" rS . . . . ' . .

The upper view shows a brazed s leeve as sec t ioned by t h e p a r t i n g tool, t h e induct ion de-braze too l and t h e s l e e v e s t r i p p i n g t o o l .
The lower view shows the s l eeve s t r ipp ing t oo l pos i t i oned i n t he de -b raze too l r eady fo r r emova l of t h e s l e e v e .
FIGURE 8
Brazed Sleeve (Top V i e w ) and Stripping Tool (Bottom View)
12
An end view of the tube-locat ing f ixture which was used t o q u a l i f y t h e s p e - c ia l p l i e r t y p e b r a z i n g t o o l s . The b r a z e t o o l access area s imula ted the M-1 t o r u s t o t h r u s t chamber area.
A f r o n t view of t h e tube l o c a t i n g f i x t u r e h o l d i n g t h e tube s p a c i n g t h e same as on t h e M-1 t o r u s t o t h r u s t chamber t r a n s i t i o n j o i n t s p r i o r t o b r a z i n g .
FIGURE: 9
Mul t ip le Tube Holding Fixture
13

0 .O32 in. wall . . _"_"
1.71 in.
Tool pivot point
\Power Wster and " Inert . . ." - Gas - - Line Connections
Sectional view of t r a n s i t i o n t u b e s showing special braze tool d e s i g n t o p r o v i d e a c c e s s i b i l i t y .
FIGURE 10
S e c t i o n a l View of Transi t ion Tubes
14

A s i n g l e tube j o i n t f i x t u r e d i n t h e v e r t i c a l p o s i t i o n . T h i s s e t - u p was used t o develop the braz ing cyc le t o qua l i fy t he spec ia l b raze t oo l . A l so shown a re a rgon gas pu rge l i nes t o t he b raze t oo l and l ower end of t h e j o i n t . The clamp below t h e tool was used to p revent rn i s loca t ion of the b raze t oo l .
FIGURE 11
Single Tube J o i n t F ix tu red i n Vertical Plane
15

This view shows a brazed tube f i x t u r e d for h y d r o s t a t i c t e s t i n g . The hydro- s ta t ic test cycle used was 2350 p s i fo r f ive minutes then pressure increased u n t i l f a i l u r e o c c u r r e d . T h e r e was no leakage of the brazed joint . A l l f a i l u re s occu r red i n t h e t u b e s i n t h e r a n g e of 7800 t o 8000 ps i .
FIGURE 12
Brazed Tube J o i n t Connected fo r Hydros t a t i c Tes t ing
16
2. Argon-purge t h e b r a z i n g t o o l ( l o c a t e d a r o u n d t h e j o i n t ) f o r 30 sec.
3. Braze a t 1900 ' t o 195OOF for 25 sec. This b raz ing tempera ture was determined by using four thermocouples a t tached t o t h e i n s i d e d i a m e t e r o f t h e j o i n t s .
4. Pos t -purge for two minutes t o allow t h e b r a z e d j o i n t t o c o o l s u f f i c i e n t l y t o p reven t su r f ace ox ida t ion .
After s e v e r a l j o i n t s were brazed us ing the es tab l i shed procedure t o v e r i f y t h e r e p e a t a b i l i t y of t h e b r a z i n g c y c l e , t h e t u b e j o i n t s were then b r a z e d i n t h e m u l t i p l e tube h o l d i n g f i x t u r e as shown i n F i g u r e 13. The tube ends were c l eaned w i th s i l i con ca rb ide pape r and t hen c l eaned w i th ace tone p r i o r t o assembly. Sleeve couplings and tube joints were handled with white l i n t - f r e e g l o v e s t o p r e v e n t s u r f a c e c o n t a m i n a t i o n of t h e p a r t s . The t u b e j o i n t s were b r a z e d i n random sequence t o de te rmine t he effects of hea t conduc- t i o n f o r t h e b r a z i n g t o o l upon the unbrazed jo in ts . The maximum temperature du r ing t he hea t ing o f t he unbrazed ad jacen t tube jo in t s du r ing t he b raz ing cycle did not exceed 200OF. Contamination from oxida t ion on the ad jacen t un- b razed j o in t s d id no t occu r .
J o i n t v a r i a b l e s were i n v e s t i g a t e d d u r i n g t h e b r a z i n g of t h e tubes i n t h e m u l t i p l e h o l d i n g f i x t u r e . Some tubes were i n s e r t e d i n t o t h e s l e e v e s t h e recommended minimum d i s t ance wh i l e o the r s were i n s e r t e d i n t h e maximum d i s t a n c e . S e v e r a l j o i n t s were pre-s t ressed to s imulate misal ignment condi- t i o n s , which caused zero c learance in some areas o f t h e j o i n t . The remaining t u b e j o i n t s were b r a z e d i n t h e free s ta te (un res t r a ined ) . The j o i n t s were shrouded in an argon a tmosphere dur ing the b raz ing cyc le and un t i l the jo in t had s u f f i c i e n t l y c o o l e d t o p r e v e n t o x i d a t i o n a f te r the b raze cyc le was com- p le ted . A l l b r azed j o in t s r evea led b raze f i l l e t s a t t he ends o f t he s l eeves excep t one j o in t i n an area approximately l /s- in . long. A l l j o in t s con ta ined uniform braze f i l l e t s a t t h e tube ends i n t he s l eeve . Th i s was v e r i f i e d by v i sua l i n spec t ion w i th a borescope.
D. RE-BRAZING OF SLEEVE TUBE JOINTS
When no v i sua l ev idence o f b raze a l loy exis ts a t t h e s l e e v e e n d s and r ad iog raph ic i n spec t ion shows l a r g e i n t e r n a l v o i d s p r e s e n t i n t h e s l e e v e - to - tube contac t areas, var ious repa i r p rocedures may be used t o produce an acceptab le j o i n t .
1. Repair Method No. 1
This procedure involves c leaning the area t o be repa i red wi th a c e t o n e , t h e n r e - b r a z i n g t h e j o i n t u s i n g t h e same braze cyc le as f o r t h e i n i - t i a l braze. When t h e j o i n t is r e j e c t e d for l a c k of braze a t one end, the b r a z e s l e e v e s t r i p p i n g t o o l is used . This hea t ing too l conta ins one hea t ing c o i l and w i l l con f ine t he hea t zone t o one end of the sleeve. When both ends r e q u i r e r e p a i r s , t h e r e g u l a r b r a z e t o o l is used.
17

The above photograph shows t h e b r a z i n g t o o l i n p l a c e a n d b r a z i n g t h e j o i n t . The j o i n t t o t h e l e f t of the too l has been brazed .
The above photograph shows the b raz ing of a j o i n t w i t h t h e j o i n t t o t h e l e f t of the b raz ing too l unbrazed .
FIGURE 13
Brazing in Mul t ip le F ix ture
18

2. Repair Method No. 2
This method is used when one Loose tube end resul ts after t h e s l e e v e is cut . The s l e e v e is p a r t e d u s i n g t h e t o o l shown i n Figure 7. Then, t h e sleeve ends are removed u s i n g t h e s t r i p p i n g t o o l s shown i n F i g u r e 8.
The tube ends are cleaned, u s i n g t h e t o o l shown in F igure 6 , t o remove o l d braze d e p o s i t s or o ther poss ib le contaminants . The j o i n t is then wiped clean with acetone and a new s l eeve is used t o r e p a i r t h e j o i n t . The e s t a b l i s h e d b r a z e c y c l e is used du r ing t h i s ope ra t lon .
3. Repair Method No. 3
This method is used when b o t h t h e tube meders are perma- nent ly connected a t one end, such as t h e M - 1 thrust chamber- to- torus t ransi- t i on t ubes . A step-by-step repair procedure is explained in Figure 14. To b r a z e t h e male-female f i t t i n g t o t h e t u b e , t h e s i n g l e c o i l s t r i p p i n g t o o l is used. Then t h e r e g u l a r b r a z e t o o l is a p p l i e d t o b r a z e t h e s t a n d a r d s l e e v e j o i n t .
E. INSPECTION OF BRAZE JOINTS
1. Visua l Inspec t ion
A v i s u a l i n s p e c t i o n was made of a l l b razed j o in t s , u s ing 10 power magni f ica t ion for e x t e r n a l d e f e c t s . One jo in t con ta ined an area approximately 1/8- in . long that d id not show evidence of a braze f i l l e t a t one s leeve end. After t h i s j o i n t was t e s t e d , it was sec t ioned th rough the area t h a t had no braze f i l l e t . Examination under higher magnification showed t h e b r a z e a l l o y had flowed t o t h e s l e e v e end. This is shown by t h e u p p e r r i g h t arrow i n t h e lower view of Figure 15. A borescope was used t o make a v i s u a l i n t e r n a l i n s p e c t i o n o f a l l b razed j o in t s . A l l jo in ts conta ined un i form braze f i l l e t s a t t h e tube ends and there was no s u r f a c e d i s c o l o r a t i o n i n t h e j o i n t areas t h a t had been heated during the brazing cycle .
2. Radiographic Inspect i o n
A l l b r a z e d j o i n t s were rad iographica l ly inspec ted . This inspec t ion revea led minute vo ids in tube- to-s leeve contac t l ap areas of speci- mens 1, 3 , 7, and 11, as ind ica t ed by the arrows in Figures 16 and 17. V i e w 2 (V2) shows t h e same specimens as V i e w 1 (V1) except tha t the spec imens were r o t a t e d 90 d e g r e e s f o r f u l l X-ray coverage. Voids appearing i n t h e s l e e v e b r a z e a l l o y r e s e r v o i r are not cons idered defec ts and are n o t d e t r i m e n t a l t o t h e b r a z e j o i n t s .
F. TESTING OF BRAZE JOINTS
Five brazed specimens were picked a t random. They were hydro- s t a t i c a l l y p r o o f - t e s t e d a t 2350 p s i f o r f i v e m i n u t e s . The p res su re was then s l o w l y i n c r e a s e d u n t i l f a i l u r e o c c u r r e d . No l eakage ex i s t ed a t the p roof p r e s s u r e o r p r i o r t o t h e tube f a i l u r e s . 19
I

Condition - 3.25 i
". 1. Original, Reheated, o r Rejected Braze Joint.
/
2. Removal of Original Union by Sectioning Fitting & Transition Tube.
3. Removal of Fitting Stub by Debrazing Tools - Joint Prepared for Rebraze.
4. Male-female Fitting in Place.
5. Completed Male-female Repair Joint.
FIGURE 14
Repair Method No. 3
20

I
Cross-section view of brazed specimen No. 1. This specimen was brazed in t h e f i x t u r e w i t h t h e j o i n t i n t h e free state with normal joint c learance and d i f f e ren t tube inser t ion depths .
Cross-sectional view of specimen No. 3. This specimen was pre-s t ressed d u r i n g t h e b r a z i n g c y c l e to produce zero clearances between mating mem- b e r s i n t h e areas shown by the a r rows .
FIGURE 15
Cross-Sections of Brazed Connector Joints 21

V I V' 2
Radiographs taken of seven qual i f icat ion brazed spec imens . V2 shows t h e same specimens as V 1 except the specimens were rotated 90°. Minute s c a t t e r e d poros i ty i s e v i d e n t i n t h e b r a z e j o i n t s shown by arrows.
FIGURE 16
Brazed Specimens
22

. . . . . . . .
Radiographs taken of s i x q u a l i f i c a t i o n test specimens 8 through 13. The arrow i n d i c a t e s p o r o s i t y i n t h e b r a z e j o i n t i n t e r f a c e area.
FIGURE 17
Test Specimens
23

Five brazed specimens were pressure p roof - t e s t ed at 2350 p s i f o r one minute. The p r e s s u r e was s l o w l y i n c r e a s e d u n t i l f a i l u r e o c c u r r e d . No jo in t l eakage ex i s t ed . All fa i lures o c c u r r e d i n t h e tube p a r e n t metal (AISI, Type 347, 0.032-in. w a l l ) i n t h e r a n g e o f 7800 t o 8000 p s i . T y p i c a l f a i l u r e s are shown i n Figure 18.
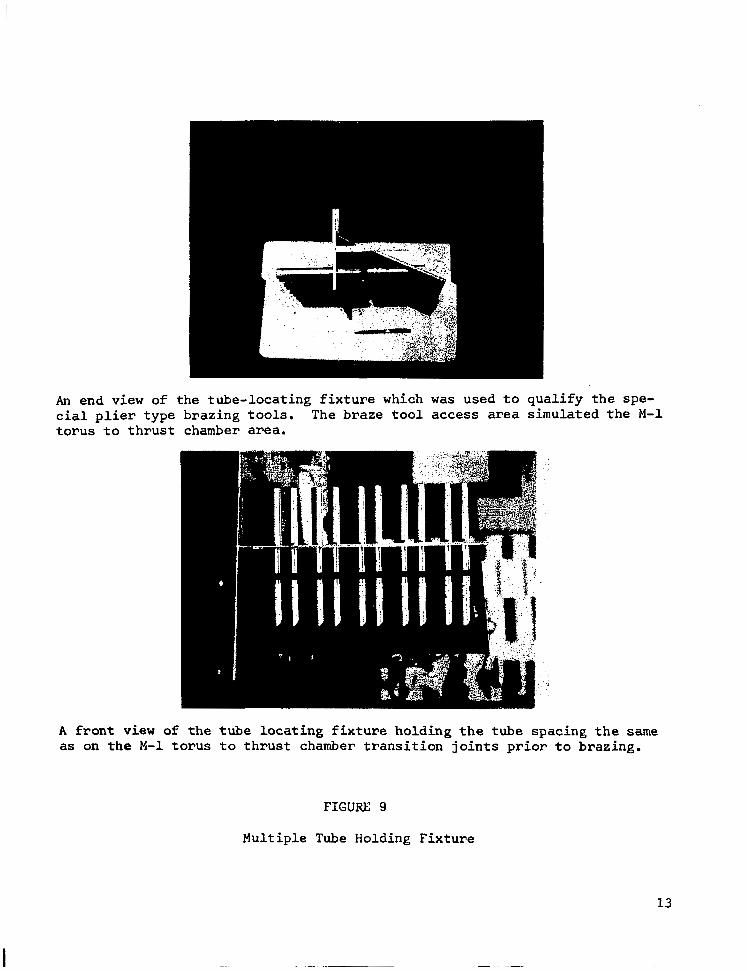
To p roduce f a i lu re i n t h e b r a z e j o i n t s l e e v e area, t h e t u b e s were sect ioned approximately 1/2- in . from t h e s l e e v e e n d s . P r e s s u r e f i t t i n g s were welded t o t h e specimen as shown in F igu re 19 . Fa i lu re of t h e j o i n t o c c u r r e d a t 11,400 ps i w i th no ev idence o f l eakage p r io r t o fa i lure .
The two brazed joints shown i n t h e u p p e r view of Figure 20 were exposed t o t e n s i l e tests a t room tempera tu re . Fa i lu re s occu r red i n t he tubes a t 7160 l b and 7200 l b l o a d s o r a p p r o x i m a t e l y 97,000 p s i u l t i m a t e t e n s i l e s t r e n g t h . The f a i l u r e o c c u r r e d well away from t h e b r a z e d s l e e v e , as shown i n the lower view of Figure 20.
G. METALLOGRAPHIC EXAMINATION OF BRAZED JOINTS
S e v e r a l b r a z e d j o i n t s were cross-sectioned and examined following b u r s t t e s t i n g . A l l brazed specimens contained uniform braze fillets a t t h e tube ends wi th no ev idence o f d i sco lora t ion caused by the b raz ing cyc le hea t i npu t . The t o p view of Figure 15 shows minute porosity in Specimen No. 1 v e r i f i e d by radiographic examinat ion as shown i n F i g u r e 1 6 , j o i n t No. 1. This j o i n t was brazed i n t h e free s ta te al lowing uniform c learance between the tubes and the s leeve . Gap widths could vary from 0.001-in. t o 0.006-in. on the d iameter because o f tube ou ts ide d iameter and s leeve ins ide d iameter dimen- s iona l t o l e rances . D i s to r t ion o f t he s l eeve and t ubes shown i n F i g u r e 1 5 was c a u s e d b y h y d r o s t a t i c t e s t i n g o f t h e j o i n t s p r i o r t o s e c t i o n i n g .
A c r o s s - s e c t i o n a l view o f b raze t ube Specimen No. 3 is shown i n the lower view of Figure 15. This specimen was o n e o f f i v e t h a t was pre- s t ressed dur ing the b raz ing cyc le to p roduce zero c learances be tween the s leeve and tubes i n areas i n d i c a t e d by arrows t o t h e l e f t o f t h e j o i n t . The arrow on t h e u p p e r r i g h t of the lower view i n F i g u r e 1 5 i n d i c a t e s t h e area where no braze f i l l e t e x i s t e d . B r a z i n g a l l o y f l o w e d t h e f u l l l e n g t h of t h e j o i n t up t o t h e i n t e r n a l r a d i u s a t t h e s l e e v e end. The braze was n o t v i s i b l e d u r i n g v i s u a l ex te rna l i n spec t ion .
A l l j o i n t s t h a t were sec t ioned had uniform braze f i l l e t s a t t h e inne r po r t ions o f t he t ube ends . The i n t e r n a l j o i n t surfaces were f ree of sur face d i sco lora t ion and contaminat ion in areas t h a t had been exposed t o t h e 19OOOF t o 195OOF t empera tu re du r ing t he b raz ing cyc le .
The upper view shown i n F i g u r e 2 1 is a photomicrograph taken of an area where ze ro c l ea rance ex i s t ed du r ing t he b raz ing ope ra t ion shown by t h e lower l e f t arrow in F igu re 15 . A l though ze ro c l ea rance ex i s t ed , t he b raze a l l o y was p resen t i n t h e f u l l l e n g t h of t h e j o i n t and there was a minimum b r a z e t h i c k n e s s o f 0.000085-in.
24

Typica l type fa i lures o f t h e tubes which occu r red du r ing bu r s t t e s t ing i n t he range of 7800 t o 8000 p s i .
FIGURE 18
Typica l Type Tube F a i l u r e s
25
I
Brazed s leeve burst specimen showing fai lure in the connector s leeve.
FIGURE 19
Brazed Sleeve Burst Specimen
26
I

I
~~
Two typical brazed specimens prepared for t e n s i l e t e s t i n g .
I
The same two specimens after t e n s i l e t e s t i n g at room temperature. Failures occurred at 7160 and 7200 pounds i n t h e t u b e s .
FIGURE 20
Connector Brazed Tensile Specimens
27

. .
Magnificat ion lOOX
An enlarged view of a brazed joint taken f rom the end of the s leeve where zero c learance ex is ted . The b raze t h i ckness is 0.000085 in . a t t h e minimum gap
Magnification lOOX
A view of the con tac t area between t h e s l e e v e b r a z e a l l o y r e t a i n i n g c a v i t y and the tube end of a r e s t r a ined j o in t du r ing b raz ing .
28
FIGURE 21
Two Braze Joint Areas

The lower view of Figure 21 i s a photomicrograph taken from an area b e t w e e n t h e b r a z e a l l o y r e t a i n i n g c a v i t y a n d t h e tube end. The j o i n t was p re - s t r e s sed du r ing t he b raz ing cyc le t o p roduce ze ro c l ea rance be tween the ma t ing members.
Uniform b raze a l loy f l owed i n a l l j o i n t s s e c t i o n e d t h a t were i n e i t h e r t h e free or r e s t r a i n e d s ta te dur ing t he b raz ing cyc le .
An end view of one joint that was p r e - s t r e s s e d d u r i n g t h e b r a z i n g ope ra t ion is shown i n F i g u r e 22. This pre-s t ress ing caused zero clearance i n t h e area i n d i c a t e d by the arrow and maximum gap width at t h e o p p o s i t e s i d e of t h e arrow. Another end view of o n e j o i n t t h a t was i n t h e free state dur ing the b raz ing cyc le is shown i n F i g u r e 23. T h i s j o i n t is r e p r e s e n t a t i v e of normal jo in t c learance . A small void is p r e s e n t i n t h e area i n d i c a t e d by an arrow. Voids of t h i s magnitude were d e t e c t e d by radiographic examinat ion, as shown in F igures 16 and 17 . These spher ica l vo ids exhib i t a b r i g h t s u r f a c e condi t ion which indicates a comple te a rgon shrouding of the s leeve jo in t dur - i ng t he b raze cyc le .
IV. CONCLUSIONS
The induc t ion b raz ing p rocess fo r j o in ing s epa rab le t ube connec to r s is t h e b e s t method a v a i l a b l e as compared wi th t he o the r t ube - jo in ing methods examined . Induc t ion b razed j o in t s r equ i r e no add i t iona l i n t e rna l c l ean ing , which is an advantage for complex hardware such as t h e M-l t h r u s t chamber. P o r t a b i l i t y of the i nduc t ion b raz ing p rocess is an asset t o f a b r i c a t i o n o f extremely large and complex components. Accomplishing the brazing operation is l imi ted on ly by t h e l e n g t h o f t h e power leads f rom the rad io f requency gene ra to r . B raze j o in t s of h igh qua l i t y can be p roduced i n i naccess ib l e areas and in mi sa l igned j o in t s where minimum and maximum g a p s e x i s t at j o i n t areas. Three methods for r e p a i r i n g or r e p l a c i n g b r a z e d f i t t i n g s are f e a s i b l e . Induc t ion b razed l eak - t igh t j o in t s show pa ren t t ube material f a i l u r e d u r i n g t h e b u r s t and t e n s i l e tests. Minute voids i n t h e j o i n t s can be detected from radiographic inspec t ion ; however , vo ids o f the ex ten t found were n o t d e l e t e - r i o u s as ev idenced by success fu l p re s su re t e s t ing ( i . e . , no l eakage and frac- t u r e i n t h e t u b e p a r e n t m a t e r i a l ) .
V. RECOMMENDATIONS
Fur the r work should be conducted on brazed sleeves, elbows, and Tee j o i n t s i n v a r i o u s d i a m e t e r s t o de te rmine the effects of thermal and pressure cyc l ing and v ibra t ion on jo in t s t rength and leakage .
Addi t iona l work is needed for repair and replacement techniques. This is needed t o b o t h r e f i n e t h e t e c h n i q u e s a n d t o p e r f o r m tests f o r t h e p u r p o s e o f e v a l u a t i n g t h e q u a l i t y o f t h e r e p a i r e d u n i t s . O t h e r e n g i n e a p p l i c a t i o n s s h o u l d b e i n v e s t i g a t e d f o r t h e p o t e n t i a l o f i m p r o v i n g r e l i a b i l i t y a n d r e d u c i n g weight.
29

An end view of a r e s t r a ined j o in t showing b raze a l loy f l ow in areas ranging from zero t o 0.006 in. gap width. The area having zero c learance is shown by t h e arrow.
FIGURE 22
Pre -S t r e s sed Jo in t (End View)
30

End view of a brazed jo int showing fu l l braze f low and a small void i n t h e upper portion of t h e j o i n t .
FIGURE 23
Brazed Joint (End View)
NASA-Langley. 1966 E-3377 31