indexable cutting tools - user · indexable cutting tools pvd coating grades grade iso special...
TRANSCRIPT

IND
EX
AB
LE
CU
TT
ING
TO
OL
SINDEXABLE CUTTING TOOLS
E187
INDEXABLE CUTTING TOOLS
Special Features
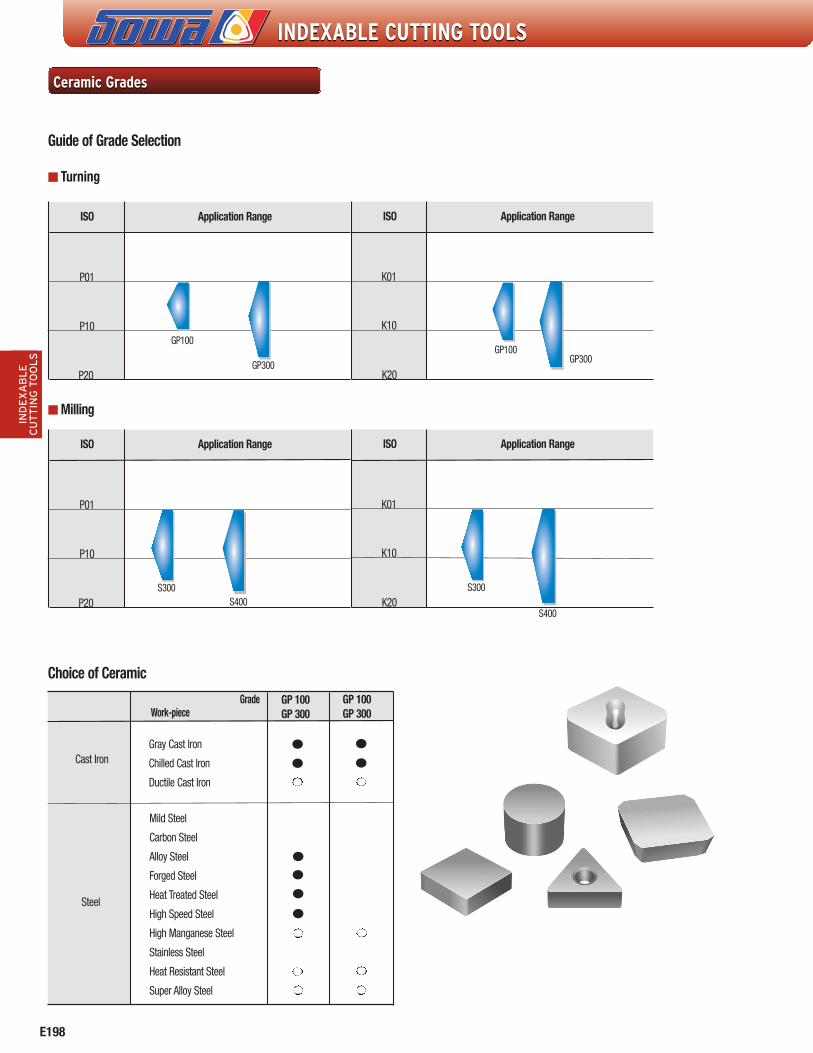
Guide of Grade Selection
1) Having superior wear resistance and toughness at the same time due to special crystalline structure of film.
2) High bonding strength between film and substrate by adopting new-coating technology.
TiN
Al2O3
TiC
TiCN
Reduces Friction-Force
Wear Resistance, Prevents Edge Build-Up
Wear Resistance
Enhancing Wear-resistance and toughness by adopting New-Coating Tech.
Cross-sectional view ofCVD coating film
Work-piece
Work-piece
Steel
Steel
Continuous cutting
Continuous cutting
Continuous cutting
Intermittentcutting
Intermittentcutting
Intermittentcutting
Cast Iron
Cast Iron
StainlessSteel
1st choice
1st choice
Cutting Speed (sfm)Cutting Condition
Cutting Speed (sfm)
ISO
ISO
Application Range
Application Range
Turning
Milling
PT10C
PT22C
PT20C
PT30C
KT05C
KT10C
KT10C
MT20C
PT30C
PM25C
PM30C
KM20C 650(500 ~ 825)
K10
K20
K30
825(500 ~ 975)
650(500 ~ 825)
550(400 ~ 725)
325(250 ~ 400)
825(500 ~ 975)
725(500 ~ 875)
600(500 ~ 825)
925(725 ~ 1150)
918(590 ~ 1,246)
600(500 ~ 650)
500(400 ~ 650)S
P01
P10
P20
P30
P40
K01
K10
K20
K30
M01
M10
M20
M30
P20M20
P30M30
P40M40
PT10C
MT20C PT30C
PT22C
PT15CPT30C
PT40C
KT05C
KT10C
PM25CPM30C
KM20C
CVD Coated Grades

IND
EX
AB
LE
CU
TT
ING
TO
OL
S
E188
INDEXABLE CUTTING TOOLS
C oa ting with ox id a tion r e s is ta nc e a t hig h te mp e r a tur e a nd p la s tic d e for ma tion r e s is ta nc e . Improved wear res is tanc e on the rake s urfac e of ins ert
E x c lus iv e s u b s tr a te ma te r ia l for c oa ting imp r ov ing we a r r e s is ta nc e . Improved wear res is tanc e on the flank s urfac e of ins ert
C oa ting with good s urfa c e roughnes s a nd welding res is ta nc e.C oa ting with oxida tion res is ta nc e a t high tempera ture a nd pla s tic deforma tion res is ta nc e.C oa ting with exc ellent c hipping res is ta nc edue to improved a dhes ion.F ine c oa ting la yer with toughnes s a nd wea r res is ta nc e.E xc lus ive s ubs tra te ma teria l for c oa ting improving wea r res is ta nc e.
F ea tures of PT22C [New c oa ting la yer with oxida tion res is ta nc e a nd a dhes ion]
S uperior s urfa c e finis h
[ C urrent gra de ] [ New gra de (PT22C ) ]
Imp r ov e d a d he s ion a nd
s ur fa c e f in is h
S table mac hining and inc reas ed welding res is tanc e and wear res is tanc e
[ C urrent gra de ]
[ S ubs tra te of c oa ting la yer ] [ S ubs tra te of c oa ting la yer ]
[ New gra de (PT22C ) ]
[ F or F inis hing ] [ F or medium- finis hing ] [ F or medium ma c hining ]
VF 08 VM 08
Introducing The New & Improved PT22C
Features of PT22C [New coating layer with oxidation resistance and adhesion]
• Coating with good surface roughness and welding resistance• Coating with oxidation resistance at high temperature and plastic deformation resistance
• Coating with excellent chipping resistance due to improved adhesion
• Fine coating layer with toughness and wear resistance• Exclusive substrate material for improving wear resistance
[ Current grade ]
[ For Finishing ] [ For Medium Machining ] [ For Medium Machining ]
[ New grade (PT22C) ]
• Coating with oxidation resistance at high temperature and plastic deformation resistance••• Improved wear resistance on the rake surface of insert
• Exclusive substrate material for coating improving wear resistance••• Improved wear resistance on the flank surface of insert
Superior surface finish
[ Current grade ] [ New grade (PT22C) ]
• Improved adhesion and surface finish
••• Stable machining and increased welding resistanceand wear resistance

IND
EX
AB
LE
CU
TT
ING
TO
OL
SINDEXABLE CUTTING TOOLS
E189
INDEXABLE CUTTING TOOLS
Applic a tion a nd F e a ture s
R ec ommended c utting
G enera l gra de for a ll k inds of s teel(c arbon s teel, a lloy s teel, rolled s teel, tool s teel, mild s teel, bearing s teel, etc .) in both c ontinuous a nd interrupted ma c hiningLonger tool life in high s peed ma c hining due to improved wea r res is ta nc e a nd pla s tic deforma tion res is ta nc eImproved c oa ting la yer with s uperior a dhes ion improves c hipping res is ta nc e a nd s ta bility of ma c hining.F ine finis hed c oa ting s urfa c e provides welding res is ta nc e, s uperior lubric a tion a nd lower c utting loa d.
Inc rea s ed we a r re s is ta nc e , we lding re s is ta nc e , a nd c hipping re s is ta nc e
Wea
r re
sist
ance
(%)
C ompetitor A C ompetitor B
We a r r e s is ta nc e
Wel
ding
res
ista
nce
(%)
C ompetitor A C ompetitor B
We ld ing r e s is ta nc e
Chi
ppin
g re
sist
ance
(%)
C ompetitor A C ompetitor B
C hip p ing r e s is ta nc e
A p p lic a tion F e a tur e s
PT30C
PT10C
PT20C
PT22C
F e e d ra te , fn(ipr)
Cu
ttin
g s
pe
ed
, vc
(sfm
)
S te e lP
P 0 1
P 10
P 15
P 20
P 20
P 30
P 35
P 40
984(656~ 1,312)
918(590 ~ 1,246)
820 (492~ 1,148)
656(492~ 820 )
623(328~ 754)
Work pie c e R ecomme nde dgra de IS O A pplic a tion ra ngevc (s fm)
C ontinuous
c utting
Interrupted
c utting
PT10C
PT22CPT20C
PT30CPTM50C
PT22C PT22C PT22C
PT10C
PT22C
PT20C
PT30C
PTM50C
Increased wear resistance, welding resistance, and chipping resistance
Application and Features
Recommended Cutting
• Wear resistance • Welding resistance • Chipping resistance
• General grade for all kinds of steel (carbon steel, alloy steel, rolled steel, tool steel, mild steel, bearing steel, etc.)in both continuous and interrupted machining
• Longer tool life in high speed machining due to improved wear resistance and plastic deformation resistance
• Improved coating layer with superior adhesion improves chipping resistance and stability of machining
• Fine finished coating surface provides welding resistance, superior lubrication, and lower cutting load

IND
EX
AB
LE
CU
TT
ING
TO
OL
S
E190
INDEXABLE CUTTING TOOLS
CVD Coating Grades
Grade ISO Special Features Use
PT10C P05 - P15
.For high speed machining of steel
.Optimal for high speed machining of steel due to the combination of high hardnesssubstrate and CVD Al2O3 film.MT-TiCN + Al2O3 + TiN
.For high speed machining of steel
.Optimal for high speed machining of steel due to the combination of high hardnesssubstrate and CVD Al2O3 film.MT-TiCN + Al2O3 + TiN
Turning
PT15C P10 - P20
PT22C P15 - P30
.For medium cutting of steel
.Excellent combination of tough substrate and coating having superior chippingresistance providing stable and consistent cutting performance..MT-TiCN + Al2O3 + TiN
.For medium to high speed machining of steel
.Excellent combination of toughness and wear resistance
.Stable consistent cutting performance
.MT-TiCN + Al2O3 + TiN
Turning
PT30CP25 - P35M15 - M25
P25 - P40M15 - M25
.For medium to roughing and intermittent cutting of steel and stainless steel.
.Toughest substrate provides wide available application range.
.MT-TiCN + Al2O3 + TiN
.For medium to roughing and intermittent cutting of steel and stainless steel.
.Toughest substrate provides wide available application range.
.MT-TiCN + Al2O3 + TiN
Turning
Turning
PT40C Turning
KT05C K05 - K15
.For high speed cutting of cast iron.
.High hardness substrate and thick CVD Al2O3 coating provide excellent wearresistance..MT-TiCN + Al2O3 + TiN
Turning
KT10C K10 - K25
.For general, high efficient cutting of cast iron.
.Special substrate suitable for fast feed and deep depth of cut and thick CVD Al2O3coating provide stable and consistent cutting performance..MT-TiCN + Al2O3 + TiN
Turning
MT20C
PM10C
M10 - M20
P05 - P15
.For high speed cutting of stainless steel.
.Special substrate having excellent thermal properties and CVD coating having superiorchipping resistance provide longer tool life..MT-TiCN + Al2O3 + TiN
Turning
Milling
PM25CP20 - P30M20 - M30
.For high speed milling of steel and stainless steel
.Optimal substrate and coating having optimal wear resistance and toughness provideconsistent tool life..MT-TiCN + Al2O3 + TiN
Milling
PM30CP30 - P40M30 - M40
.For intermittent and rough milling of steel and stainless steel
.Tough substrate provide stable cutting even at severe intermittent cutting
.MT-TiCN + Al2O3 + TiNMilling
KM20C K15 - K25
.For general milling of cast iron
.Tough substrate and fine grain size Al2O3 coating provide wide available cutting rangefor both dry and wet cutting..MT-TiCN + Al2O3
Milling
CVD Coated Grades

IND
EX
AB
LE
CU
TT
ING
TO
OL
SINDEXABLE CUTTING TOOLS
E191
INDEXABLE CUTTING TOOLS
Special Features
Guide of Grade Selection
1) PVD coating technique has inherent advantage such as superior chipping resistance of coated film itselfand maintains the toughness of carbide substrate. Thus it is possible to increase the tool life approximately2~4 times longer than carbide cutting tools.
2) PVD coating can make sharp cutting edge without blunting of sharp substrate.3) Ti-base coating film can provide excellent surface finish and high accuracy machining due to the lowaffinity of Ti film and work piece.
SOWA PVD Trio
Work-piece
Steel
TiAlN
TiAlN
TiAlN MT30P 420(160 ~ 260)
Cast Iron
Stainless Steel
1st choice Cutting Speed (sfm)Cutting Condition ISO Application Range
Turning
TiAlN
TiCN
650(500 ~ 825)
550(400 ~ 700)
500(325 ~ 650)
600(400 ~ 750)
425(305 ~ 525)
P10
P20
P30
P40
K01
K10
K20
M20
M30
M40MT30P
Work-piece
Steel
TiAlN
TiAlN
TiAlN MM30P 420(160 ~ 260)
Cast Iron
Stainless Steel
1st choice Cutting Speed (sfm) ISO Application Range
Milling
TiAlN PM10P
PM30P
PM40P
650(500 ~ 825)
550(400 ~ 700)
500(325 ~ 650)
650(500 ~ 825)
400(325 ~ 500)
P10
P20
P30
P40
K01
K10
K20
M20
M30
M40
PM10P
PM30P
PM40P
MM30P
PM30P : Steel milling grade equipped with tough substrate and Nano-TiAlN coating film.MT30P : Exclusive grade for turning of stainless steel consisting of tough substrate and
TiAlN coating film.MM30P : Exclusive grade for milling of stainless steel consisting ultra fine grain size
substrate and TiAlN coating film.
Cross-sectional view of PVD coating film
PVD Coated Grades
Cutting Condition

IND
EX
AB
LE
CU
TT
ING
TO
OL
S
E192
INDEXABLE CUTTING TOOLS
PVD Coating Grades
Grade ISO Special Features Use
PM30P P10 - P25
.For milling of steel
.Tough exclusive substrate with Nano-TiAlN coating provides excellent wear resistanceand toughness at the same time..Nano-TiAlN coating
.For milling of steel
.Tough exclusive substrate with Nano-TiAlN coating provides excellent wear resistanceand toughness at the same time..Nano-TiAlN coating
.For milling of steel
.Tough exclusive substrate with Nano-TiAlN coating provides excellent wear resistanceand toughness at the same time..Nano-TiAlN coating
Milling
PM35P P25 - P40
.For milling of steel
.Tough exclusive substrate with Nano-TiAlN coating provides excellent wear resistanceand toughness at the same time..Nano-TiAlN coating
Milling
PM10P P05 - P15 Milling
PM40P P25 - P40 Milling
MT30P M20 - M35
.For medium to roughing, intermittent turning of stainless steel
.Toughest sub-micron substrate with PVD TiAlN coating prevents edge build-up, thusproviding extended and consistent tool life..TiAlN coating
TurningThreading
MM30P M35 - M45
.For medium to rough milling of Stainless Steel
.Toughest sub-micron substrate provides excellent cutting performance at fast feedmachining..TiAlN coating
Milling
KT15P K10 - K20. Optimal grade for milling of cast iron at medium to low speed cutting. Available for machining aluminum as well..TiAlN coating
Milling
SM20P S20
. For milling high temp alloys (inconel, titanium, stellite, haynes hastelloy)
. Special substrate with increased toughness for better shock resistance
. Special coating for increased oxidation resistance and anti-adhesion
. TiAl(ME)N coating
Milling
ST10P S10
. For turning high temp alloys (inconel, titanium, stellite, haynes hastelloy)
. Unique substrate combining high wear resistance and toughness
. Special PVD coating provides good wear resistance and anti-adhesion
. TiAl(ME)N coating
Turning
PVD Coated Grades

IND
EX
AB
LE
CU
TT
ING
TO
OL
SINDEXABLE CUTTING TOOLS
E193
INDEXABLE CUTTING TOOLS
Guide of Grade Selection
Work-piece
Steel650(500 - 825)
650(425 - 825)
P01
P10
P20
PT10S
PT20S
Finishing
Light to medium cutting
1st choice Cutting Speed (sfm)Cutting Condition ISO Application Range
Turning
PT10SPT20S
Work-piece
Steel
PM20S 750(500 - 975)
650(500 - 825)
P01
P10
P20PM30S
Finishing
Light to medium cutting
1st choice Cutting Speed (sfm) ISO Application Range
Milling
PM20S
PM30S
Comparing with Coated Carbide1. Suitable for light cutting (finishing). 2. Better wear resistance and surface finish can be acquired at the same cutting condition.
Cermet Grades
Cutting Condition

IND
EX
AB
LE
CU
TT
ING
TO
OL
S
E194
INDEXABLE CUTTING TOOLS
Cermet Grades
SOWA Grade ISO Special Features Use
PT10S P05 - P15 For turning of steel.* Hard cermet having superior wear resistance
MillingTurning
PM20S P10 - P20 For milling and turning of steel.* General grade has optimal wear resistance and toughness at the same time.
MillingTurning
PT20S P05 - P15 Comprehensive grade can cover from roughing to finishing of steel.* Special cermet developed with Functionally-Gradiented-Material technology.
Turning
PM30S P20 - P30 Exclusive for steel milling Milling
Cermet Grades

IND
EX
AB
LE
CU
TT
ING
TO
OL
SINDEXABLE CUTTING TOOLS
E195
INDEXABLE CUTTING TOOLS
Special FeaturesCBN is a cutting tool material made under ultra high pressure and temperature sinteringmixture of cubic boron nitride and special ceramic binder material.CBN tool is suitable for machining of high speed precise machining of hardened steels andcast irons. Machining with CBN can replace conventional grinding process effectively.
SOWA CBN grades
Cutting Condition Special Features Work piece
KB320.Suitable for general cutting, intermittent and continuouscutting..Superior toughness..Comprehensive grade having optimal wear resistanceand toughness.
Hardened steel HRC : 40~65
Hardened steel HRC : 40~65
Cast ironHB : 180~250
FC, Sintered alloy,Heat resisting alloy , Carbide roll
Hardened steel HRC : 40~65
KB330.Suitable for intermittent cutting.
KB350.Suitable for high speed finishing of cast iron..Comprehensive grade for machining of cast iron.
KB360.Suitable for high speed cutting of cast iron and milling ofhigh hardness roll, sintered alloy as well.
KB420.Unsurpassed tool life at high speed cut..High productivity.
C.B.N. Grades

IND
EX
AB
LE
CU
TT
ING
TO
OL
S
E196
INDEXABLE CUTTING TOOLS
Cutting Conditions
Grade
KB320
KB330
KB420
Application rangeComprehensive grade for
hardened steel
Severe intermittentcutting
For difficultintermittent operations
Hardness
>HRC45 100 ~ 110
>HRC45 110 ~ 120
>HRC45 110 ~ 120
TRS (kgm2)
TRS = Transverse ruptural strength
TRS = Transverse ruptural strength
TRS = Transverse ruptural strength
TRS = Transverse ruptural strength
Hardened Steel
Cast Iron
Sintered Alloy
Grade Application
Grade
KB350
KB360
Application range
Cast Iron, Ductile Cast Iron
Milling of cast iron
Hardness
180~230HB 100 ~ 110
180~230HB 95 ~ 110
TRS (kgm2)Grade
Application range
Work piece Hardness(HB) Part name Cutting speed(sfm)325 650 1325 1975 2625
Grade
KB360
Application range
Machining of sin-tered alloy, roll, heatresistant alloy
Hardness
180~230HB 95 ~ 110
TRS (kgm2)Grade
Cutting test examplesHeat Treated Steels Gray Cast Iron (No45B) Gray Cast Iron (No35B)
Heat Resistant Alloy
Grade
KB360
Application range
Machining of sin-tered alloy, roll, heatresistant alloy
Hardness
180~230HB 95 ~ 110
TRS (kgm2)Grade
550
400
Cutting speed(sfm
)
Continuous operation
Intermittent opera-tion
KB420
KB320 KB330
180
250
150
300
GC250(Ferrite & Pearlite)
Oil Pump HousingBrake Disc
Engine BlockScroll Compressor
Brake DrumLiner
Differential Case
Brake body
Knuckle
GC300Pearlite
Alloy IronPearlite
GCD400Ferrite & Pearlite
GCD700Bainite
KB350
KB360
KB350
Application range
Valve seat of gasoline engineValve seat of gasoline engine
Flange cutting
Traverse cutting
Hardness ofwork piece
KB360 KB320 KB360 KB330
KB360 KB350 KB360 KB350
Hv300low high
Hv300low high
Cutting speed(sfm
)
Cutting time(min)
Work piece : SUJ2(HRC62~64)Insert : SNGN 432
Cutting condition : V=250, 325, 650, 825sfm f=0.004ipr d=0.008inch
Cutting condition : BM200,BM300,BM400
Flank Wear(inch)
Cutting length(mile)
Work piece : Gray cast irons(No35B)
Cutting condition : V=1650sfm f=0.012ipr d=0.005inch, Wet cut
Flank Wear(inch)
Cutting length(mile)
Work piece : Gray cast irons(No35B)
Cutting condition : V=2300sfm f=0.01ipr d=0.01inch, Wet cut
C.B.N. Grades

IND
EX
AB
LE
CU
TT
ING
TO
OL
SINDEXABLE CUTTING TOOLS
E197
INDEXABLE CUTTING TOOLS
Recommended Cutting Condition
Grade
GP100
GP300
•Gray Cast Iron (FC)•Malleable (FCMB)•Ductile Cast Iron (FCD)
•Carbon Steel•Alloy Steel•Bearing Steel
•Chilled Cast Iron
•Hard Steel (HRC 45 >)
RoughFinish
450~2,400600~3,600
.008~.02
.012~.02.118~.236.004~.020
.020~.059
.004~.020
.079~.197
.004~.020
.020~.059
.004~.020
.004~.008
.002~.006
.008~.02.002~.008
.004~.008.002~.02
90~300150~600
450~1,200600~2,400
60~300120~600
RoughFinishRoughFinish
RoughFinish
GrayCast Iron
Steel
Work-piece Speed(sfm)
Feed(in/rev)
Depth ( D.O.C)(in)Cutting Style
Turning
Milling
SOWA Ceramic Grades
SOWA Grade ISO Special Features Use
GP100P01 - P10K01 - K10
Universal grade for machining cast iron and hardened steel.Tougher alternative to GP300. High thermal shock resistance.Al2O3+TiC grade with micrograin structure.
Turning
GP300P01 - P15K01 - K15
GP300 was developed for extremely hardened steel and high hardness alloy steel. It is aAl2O3+TiCN grade with micrograin structure. Turning
S300P01 - P15K01 - K15 Designed for high cutting speed of Cast Iron with heavy interruption. Milling
S400P01 - P20K01 - K20
The toughness and hardness of the edge were highly improved against wear for highspeed cutting with heavy interruption. Especially in the automobile industry.
Milling
Grade
S300
S400•Ductile Cast Iron•Alloy Steel
RoughFinish
300~3,600450~4,500
.012~.020
.012~.028.118~.236.004~.020
<0.197<0.118<0.118
.004~.012
.004~.016
.004~.020
270~1,500300~2,100600~4,500
RoughMediumFinish
•Gray Cast Iron
Work-piece Speed(sfm)
Feed(in/rev)
Depth ( D.O.C)(in)Cutting Style
Ceramic Grades
IND
EX
AB
LE
CU
TT
ING
TO
OL
S
E198
INDEXABLE CUTTING TOOLS
Turning
Gray Cast Iron
Chilled Cast Iron
Ductile Cast Iron
Mild Steel
Carbon Steel
Alloy Steel
Forged Steel
Heat Treated Steel
High Speed Steel
High Manganese Steel
Stainless Steel
Heat Resistant Steel
Super Alloy Steel
Cast Iron
Steel
Work-pieceGrade GP 100
GP 300GP 100GP 300
P01
P10
P20
ISO Application Range
GP100
GP300
K01
K10
K20
ISO Application Range
GP100GP300
Milling
P01
P10
P20
ISO Application Range
S400S300
K01
K10
K20
ISO Application Range
S400
Guide of Grade Selection
Choice of Ceramic
Ceramic Grades
S300

IND
EX
AB
LE
CU
TT
ING
TO
OL
SINDEXABLE CUTTING TOOLS
E199
INDEXABLE CUTTING TOOLS
Special Features
SOWA uncoated carbide grades have exceptional wear resistance and toughness at the sametime through special alloy design with WC, Co, and additives like TaC, TiC etc.
1 Excellent resistance to thermal crack allows cutting with coolant.2. Specially designed alloys have fine micro structure and low affinity with work piece.3. They have excellent toughness in general.
ISO
ISO GradeHardness(HRA)
TRS (kg/mm2)Young’s modulus(x103kg/mm2)
Thermal conductivity(cal/cm.Sec .°C)
Thermal expansion coefficient(x10-6/°C)
Composition Characteristics Work piece
P
M
K
WC-TiC-TaC-Co
WC-TiC-TaC-Co
WC-Co
Excellent thermal shock resistance and resistanceagainst plastic deformation.
Carbon Steel, Alloy Steel,
Alloy Steel, Stainless Steel
Cast Iron, Non-ferrous metalPlastic, Acryl, etc
Comprehensive grades have excellent thermal shockresistance and superior strength.
Hard and strong grades
Special Features
PT20U 91.8 180 5.6 0.10 5.2
P PM20U 91.5 200 5.3 - 5.2
PTM30U 91.3 210 5.3 - 5.2
M
K KT10U 92.8 190 6.6 0.26 4.7
Uncoated Carbide Grades

IND
EX
AB
LE
CU
TT
ING
TO
OL
S
E200
INDEXABLE CUTTING TOOLS
Special Features
Work Piece
Work Piece
Steel
Steel
Cast Iron
Cast Iron
Aluminum Alloy
Aluminum Alloy
Copper, Bronze
Copper, Bronze
1st choice
1st choice
Recommended cutting speed(sfm)
Recommended cutting speed(sfm)
ISO
ISO
Application Range
Application Range
PT20U
PM20U,PTM30U
PM20U
PTM30U
KTM10U
KTM10U
KTM10U
1650(975 - 2625)
650(500 - 975)
500(325 - 650) K01
K10
K20
K30
425(225 - 600)
425(225 - 600)
P20
P30
KTM10U 500(325 - 650)
KT10U
KT10U
1650(975 - 2625)
650(500 - 975)
425(225 - 600)
425(225 - 600)
P10
P20
P30
K01
K10
K20
K30
KTM10U
KT10U
PT20U
PM20U
PTM30U
For Milling
For Turning
PM20U
PTM30U
KTM10U
Uncoated Carbide Grades