improvement of surface properties of low density wood ... · improvement of surface properties of...
TRANSCRIPT

Improvement of Surface Properties of Low Density Wood: Mechanical Modification with Heat Treatment
Project No. UNB57
Value to Wood No. UNB57
Research Report 2007
by
Meng Gong, Ph.D. Research Scientist
Wood Science and Technology Centre Faculty of Forestry and Environmental Management
University of New Brunswick
and
Clevan Lamason, M.Sc.F.E. Research Scientist
Wood Science and Technology Centre Faculty of Forestry and Environmental Management
University of New Brunswick
July 2007
This report was produced as part of the Value to Wood Program, funded by Natural Resources Canada

Notice This report was prepared with financial assistance from the Canadian Forest Service, Natural Resources Canada. No part of this report may be reproduced, stored in a retrieval system or transmitted, in any form or by any means, without the prior written consent of the University of New Brunswick. If cited in whole or in part, acknowledgement of the source and the authors would be appreciated. Neither the University of New Brunswick nor the authors (or any other persons acting on their behalf) make any warranty, express or implied, or assume any legal responsibility or liability for the completeness of any information, apparatus, product or process disclosed, or represent that the use of the disclosed information would not infringe upon privately owned rights, or represent that the disclosed information is fit for a particular purpose. Any reference in this report to any specific commercial product, process or service by trade name, trade mark, manufacturer or otherwise does not constitute or imply its endorsement by the University of New Brunswick. This report is designed to provide accurate, authoritative information but it is not intended to provide professional advice. If such advice is sought, then services of University of New Brunswick professional could be retained. © 2007 University of New Brunswick. All rights reserved.

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
iii
Abstract For most non-structural applications, wood is subjected to indentation and abrasion in one form or another. Since wood is a relatively soft material, even in applications where abrasion and indentation loadings are light, wood must still possess a certain degree of surface hardness in order to reduce maintenance and replacement. Mechanical densification of wood is a technology whereby wood is compressed in the radial direction using heat, water and steam to produce a higher density product exhibiting better mechanical performances. This densified wood is an environmentally friendly product that presents new product opportunities for the wood products industry. This project was focused on producing mechanically modified wood by expanding their end uses. The specific objectives of this study were to: (1) enhance the current surface hardening technology of combining mechanical densification and heat treatment to produce wood with various levels of surface hardness that suit selected end applications, and (2) expand markets and extend use for under-utilized, low-density wood. The test materials consisted of two hardwoods, aspen (Populus tremuloides Michx.) and red maple (Acer rubrum L.), and four softwoods, balsam fir (Abies balsamea (L.) Mill.), eastern white pine (Pinus strobus L.), tamarack (Larix laricina (Duroi) K. Koch) and western hemlock (Tsuga heterophylla Raf. Sarg.). This project was started with a study on compressibility using small clear wood blocks to examine the maximum compression ratio under selected levels of temperature and moisture content. Secondly, the proper softening parameters for wetting the surface layers of wood were tested and decided using clear stick specimens. Thirdly, the following hot-pressing parameters were selected, compression ratio, press temperature and pressing time. These parameters were optimized using the full factorial factor experiment design. To minimize warping of densified wood, a cooling system was developed to release the internal pressure generated during densification of a specimen. Fourthly, the optimum pressing conditions were verified using aspen and balsam fir. In the course of optimization and verification, the following properties were measured, surface hardness, wear abrasive resistance, modulus of elasticity (MOE), nail withdrawal resistance, and thickness swelling. As monitoring indexes, the moisture content, density and density profile across the thickness were also determined. Finally, the selected aspen and balsam fir specimens were treated using high temperature heat (around 200oC) with an aim at reducing thickness swelling. The key findings of this project are summarized below:
• Generally o Mechanical surface-densification of wood using a platen press is a promising
technology. It is an environmentally friendly process which is capable of producing value-added appearance products using low-density wood species.
o The surface hardness of densified low-density wood such as aspen and balsam fir can match or even exceed that of red oak. The surface-densified wood is good for

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
iv
manufacturing appearance wood products such as flooring, stair treads and table tops.
• Specifically o Compression ratio is the most significant factor influencing surface hardness,
MOE, abrasive resistance and nail withdrawal resistance. A strong linear relationship exists between compression ratio and hardness, as well as, compression ratio and density.
o The maximum compression ratio is suggested to be 60% for the softwoods studied and aspen at water-saturated condition and temperature of above 50oC.
o The softening approach which boils the surface layer at a depth of 3 mm for 5 minutes is suitable in surface densification.
o The optimum pressing conditions are compression ratio = 24%, temperature = 145oC and press closing time = 4 or 7 minutes.
o With increasing compression ratio, there is an increase in surface hardness, abrasive resistance, MOE and nail withdrawal resistance. Conversely, dimensional stability decreases with an increasing compression ratio.
o Heat treatment assists in greatly reducing thickness swelling of densified wood, but decreases mechanical properties to some degrees.
Keywords: Density profile, heat treatment, low density wood, mechanical densification, modulus of elasticity, nail withdrawal resistance, surface hardness, thickness swelling and wear abrasive resistance.

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
v
Acknowledgements
The University of New Brunswick wishes to acknowledge the financial support of Natural Resources Canada to this research project. Thanks are also due to research partner, Dr. Hui Wan (FPInnovation, Forintek Division) for his consistent and timely support in materials, testing and suggestions, and industry liaisons and champions, Stewart Garden (Canfor), Bill Love (Tembec) and Bruno Dufresne (Preverco) for their support and technical advice.
Staff
- Dr. Meng Gong, Project Leader and Research Scientist - Mr. Clevan Lamason, Research Scientist - Dr. Muhammad Afzal, Project Co-leader and Associate Professor - Dr. Y. H. Chui, Director of WSTC and Professor - Mr. Michael Albright, Manager of WSTC - Mr. Andrew Sutherland, Technician Supervisor - Mr. Dean McCarthy, Chief Technician - Mr. Donny Johnson, Technician - Mr. Dave Doherty, Technician - Dr. Makoto Nakatani, Visiting Researcher from Japan - Mr. Chen Huang, Graduate Research Assistant - Mr. Yin Yang, Graduate Research Assistant - Mr. Donghua Jia, Graduate Research Assistant - Mr. Nan Gao, Summer Student - Mr. Yuchao Wang, Summer Student

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
vi
Table of Contents Abstract .........................................................................................................................................................iii Acknowledgements........................................................................................................................................ v Staff ............................................................................................................................................................... v Table of Contents ......................................................................................................................................... vi 1 Objectives ...............................................................................................................................................1 2 Introduction .............................................................................................................................................1 3 Materials and Methods............................................................................................................................2
3.1 Materials .........................................................................................................................................2 3.2 Methods ..........................................................................................................................................2
4 Results and Discussion...........................................................................................................................3 4.1 Compressibility................................................................................................................................3 4.2 Softening parameters......................................................................................................................4 4.3 Optimization and verification of densifying conditions .....................................................................5
4.3.1 Optimization.......................................................................................................................5 4.3.2 Verification .........................................................................................................................6
4.4 Improvement of selected properties of surface densified wood ......................................................7 4.4.1 Relationship between compression ratio and hardness or density ....................................7 4.4.2 Hardness versus density....................................................................................................9 4.4.3 Density profile ..................................................................................................................10 4.4.4 Comparison of selected properties between densified and virgin wood...........................11
4.5 Impact of heat treatment on surface densified wood.....................................................................13 4.6 Development of a roller press .......................................................................................................13
5 Conclusions ..........................................................................................................................................14 6 Future Work ..........................................................................................................................................14 7 References............................................................................................................................................15 8 Appendices ...........................................................................................................................................15
Appendix I: Transversely compressed deformation, bending deformation and fixation of deformation.16 Appendix II: Optimization of pressing parameters for mechanically surface densified Aspen ...............56 Appendix III: Maximum compression ratios of softwoods produced in eastern Canada........................69 Appendix IV: Modeling of moisture diffusion and heat transfer during softening in wood densification.78 Appendix V: Surface-densified softwoods.............................................................................................87 Appendix VI: Effect of heat treatment on surface densified wood .........................................................97

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
1
1 Objectives Hardened and impregnated wood are new materials that present new product opportunities for the wood products industry. These new materials have different properties and applications than untreated wood. This project, which focused on producing mechanically modified wood by expanding their end uses, was conducted in parallel with the FPInnovation, Forintek Division project entitled: Improving Wood Hardness and Dimensional Stability by Densification and Impregnation. The specific objectives of this study were to:
• enhance the current surface hardening technology by combining mechanical densification and heat treatment to produce wood with various levels of surface hardness that suit selected end applications; and
• expand markets and extend use for under-utilized, low-density wood. 2 Introduction For most non-structural applications, wood is subjected to indentation and abrasion. Since wood is a relatively soft material, even in applications where abrasion and indentation loadings are light, wood must still possess a certain degree of surface hardness in order to reduce maintenance and replacement. In general, dense hardwood species are used in applications such as flooring where indentation loading is high. Canadian export of wood flooring product totalled $430 million in 2003, most of which was to the United States of America. It is estimated that Canada’s wood market share in the United States flooring market was only 10% in 2003. Therefore, there is great potential for Canadian wood flooring producers to grow their market share in the United States. Popular wood applications, where indentation loading is relatively light, such as kitchen cabinets, window and door frames, the total Canadian export was about $1.4 billion in 2003. Each of these applications uses traditionally preferred wood species, such as white oak and hard maple, because of their desirable surface hardness and dimensional stability properties. For some of these sectors, especially those that have experienced rapid growth, there is an anticipated shortage of raw materials leading to escalating material costs. Therefore, it is desirable to secondary wood product manufacturers to develop technology capable of effectively modifying wood surface properties and dimensional stability of under-utilized species. Obviously, such a technology must be cost effective to be commercially successful. According to the results of preliminary studies at FPInnovation, Forintek Division, and University of New Brunswick, it was predicted that an effective low cost wood hardening process is potentially economically feasible. Softwood species are considerably less expensive than hardwood species and aspen is only one-third the price of hard maple. Also, only the surface of the wood is treated,

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
2
which reduces the magnitude of chemicals used and the volume of wood lost due to compression. Wood densification is a technology which involves mechanically compressing wood in transverse directions (especially in radial direction) using heat, steam and water to produce a higher density product exhibiting better mechanical properties. It could also use chemicals to impregnate wood cells during compression. This technology has been extensively studied in Japan over the past several decades leading its commercialization. A well documented Japanese report regarding wood densification has been translated into English (Appendix I). This project, which studied surface modification techniques using both mechanical densification and/or chemical impregnation, was performed in collaboration with Eastern Laboratory of Forintek Division, FPInnovation. The UNB team focused on the mechanical densification using heat treatment to improve the surface hardness, abrasive resistance and dimension stability of low density wood species. 3 Materials and Methods 3.1 Materials The following six wood species were selected as testing materials, aspen (Populus tremuloides Michx.), red maple (Acer rubrum L.), balsam fir (Abies balsamea (L.) Mill.), eastern white pine (Pinus strobus L.), tamarack (Larix laricina (Duroi) K. Koch) and western hemlock (Tsuga heterophylla Raf. Sarg.). Two types of test specimens were used, (1) small clear blocks and (2) clear sticks. The clear blocks which were used to study the compressibility of selected species were 30 mm [tangential direction (T)] by 30 mm [longitudinal direction (L)] by 25 mm [radial direction (R)]. The clear sticks which were used to determine physical and mechanic properties, as well as, to examine softening and optimized densifying parameters, were 38 mm (T) by 280 mm (L) by 25 mm (R). 3.2 Methods A softening container designed to soften the wood surface of a clear stick and a hot press with cooling system designed to densify the wood surface of a clear stick were developed. Heat treatment tests were conducted using a one metre cubed steam injected chamber. The following properties were measured in accordance with relevant American Society for Testing and Materials standards, moisture content, specific gravity, surface hardness, abrasive resistance, modulus of elasticity (MOE) and nail withdrawal resistance. Additionally, thickness swelling and density profile were measured (Appendix II). Figure 1 shows the experimental set-up for testing mechanical properties.

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
3
Minitab® software was employed to design the experiment and analyze data.
Bending test
Hardness test
Nail withdrawal test
Abrasive resistance test Figure 1- Experimental set-up for testing mechanical properties
4 Results and Discussion 4.1 Compressibility Wood is a natural bio-composite having the hollow cellular structure and showing hygroscopic nature. This makes it possible to densify wood in the perpendicular to the grain direction with an aim at improving its surface qualities and strength properties in application of appearance products such as flooring, windows, and furniture. The compressibility of wood is important in that it refers to the degree of structural change without sustaining unrecoverable deformation in

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
4
cell walls. Compressibility can be evaluated by the ratio of the reduced dimension to the original dimension, called the compression ratio. The maximum compression ratio is the critical value below which no damage is induced into wood cell walls during mechanical densification at a particular temperature and wood moisture content. Prior to examination and development of densifying parameters, an understanding of the maximum compression ratio is important. The effects of initial moisture content (water-saturated and air-dried) and temperature (20oC – 90oC) on the compression ratio of selected species were examined. The compression ratio of 60% was suggested as a critical value for white pine and balsam fir at the water-saturated condition and temperature up to 90oC (Appendix II). The same conclusion was made for tamarack, hemlock and aspen. The maximum compression ratio for red maple was found to be 40% at the same treatment conditions. At the air-dried condition and temperature above 50oC, a maximum compression ratio of 50% was suggested for selected species except red maple. After examining the compressibility of six species using small blocks and discussion with FPInnovation, Forintek Division partner, UNB was dedicated to two softwoods, balsam fir and white pine. Other relevant results include, (1) Species has minimal effect on relative change in thickness, and compression ratio has a stronger influence than temperature. (2) High temperature assists in softening water-saturated wood. (3) Balsam fir seems slightly more compressible than white pine. See Appendix III for further details on this component of this study. 4.2 Softening parameters The cell walls of wood can be considered as a matrix consisting of lignin and hemicelluloses and fibers (celluloses). Wood exhibits its plastic behavior when subjected to heat and water. Applying the right amount of heat and water in the proper combination will cause the matrix to significantly soften, changing from glass state to rubber state. This provides a theoretical basis on the compressibility of wood. Softening is an essential step prior to densification. A well controlled surface softening is vital to high quality surface densification. In this study, the surface to be densified for each stick specimen was soaked (about 1 mm depth) in boiling water for 5 minutes (Appendix II). The tangential surface to be densified was the side closest to the bark. A more fundamental study was conducted to understand the moisture diffusion and temperature transfer in wood during softening. It is discussed in Appendix IV that the prominent wet thickness of surface layers is less than 5 mm after 5 minutes of soaking for both balsam fir and aspen. The average moisture content in the surface layers was approximately 25%. It was also found that the surface of a specimen to be softened could be heated to a temperature of 80°C to 90°C in 3-5 minutes for these two species. The temperature of the opposite face layers was approximately 60°C. A numerical modelling of the softening process (moisture and temperature) was developed in Appendix IV.

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
5
4.3 Optimization and verification of densifying conditions
4.3.1 Optimization Three key pressing parameters for wood densification were identified as, compression ratio (CR), press temperature (PT) and pressing time. A 305 mm by 305 mm hot press was used to compress test specimens. The pressing time includes three phases, press closing time (PCT), press holding time (PHT) and press opening time (POT) of platens. The effect of compression ratio (9.5%, 17.4% and 24.0%), press temperature (145oC, 175oC and 205oC) and press closing time (4 to 7 minutes) on the physical and mechanical properties of densified wood was investigated (Appendix II). The face of a specimen to be softened was placed in contact with the hot platen of the press, while the opposite face was in contact with the cold platen. Once the designated closing time was reached, the specimen was kept under controlled pressure and temperature. Prior to releasing the pressure, the platens were cooled down to room temperature using a cooling system. Finally, the compressed specimen was then removed from the press. The full factorial factor experiment was designed using Minitab® software which allows a statistical analysis of three factors with different levels in order to graphically describe the effect of the three factors on individual response of interest such as hardness strength and MOE. Minitab® software provides multiple response optimizers to help identify the combination of factor settings that jointly optimize a set of responses. Numerical and graphical optimizations were used to optimize the data from responses. In this optimization, goals were targeted at maximizing surface hardness, MOE and nail withdrawal resistance. It was found in the study of densified aspen (Appendix II) that, (1) Compression ratio was the most significant factor influencing surface hardness, MOE and nail withdrawal resistance. (2) The optimum pressing conditions were found to be compression ratio = 24.0%, temperature = 145oC and closing time = 7 minutes. (3) Temperature and press closing time had no significant effect. (4) After mechanical densification of aspen hardness increased by 140%, MOE increased by 23% and nail withdrawal resistance increased by 132%. The optimized pressing parameters for all six species tested are given in Table 1. Balsam fir and white pine were tested to examine the press holding time (PHT) while the remaining four species were evaluated for press closing time (PCT). For balsam fir and white pine it was found that the PHT and press temperature (PT) had no significant effect on hardness and MOE in this study. Also, as aforementioned, PCT and PT did not influence the mechanical properties. Therefore, it is concluded that only compression ratio (CR) played a dominating role in improving mechanical properties. The compression ratio of 24% listed in Table 1 is the overall compression ratio. The compression ratio in localized areas could reach as high as 50%. In a summary, the optimized pressing parameters for all species were CR=24%, PT=145oC and PCT=4 minutes. The PHT was controlled at 5 minutes. The cooling phase under pressure is a necessary approach to release

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
6
internal pressure of wood being densified. If the cooling phase occurs too fast there is a possibility that the densified wood will split, thereby negatively affecting the mechanical properties.
Table 1 – Optimized pressing parameters Optimized conditions Predicted responses
Species CR (%)
PT (oC)
PCT (min)
PHT (min)
Hardness (kN)
MOE (GPa)
Nail withdrawal resistance (kN)
Balsam fir 24 180 - 30 3.7 - 0.368 Eastern white pine 24 205 - 5 3.6 1.019 0.428 Western hemlock 24 145 4 - 4.3 1.171 0.585
Tamarack 24 145 4 - 8.2 1.105 0.904 Aspen 24 145 7 - 4.8 11.630 0.578
Red maple 24 145 4 - 9.6 12.637 1.232 4.3.2 Verification The optimum conditions were verified for aspen and balsam fir only. Table 2 compares the control, predicted and verified values for the various properties tested. With the exception of the hardness of balsam fir the general trend shows that verified are generally larger than predicted values, suggesting that the predicted properties are somewhat conservative. This may be due to the higher variation of wood and smaller sampling size (only three specimens in each group). It was discovered in Table 2 that there is a substantial increase in hardness and nail withdrawal resistance of both selected species. However, MOE is increased by only 20% to 50%. The results also show that the verified mean hardness of surface densified aspen was 6.00 kN which exceeds that of uncompressed red maple (mean = 4.4 kN) tested in this study.
Table 2 - Selected mechanical properties of surface densified wood Aspen Balsam fir Control Predicted Verified % change Control Predicted Verified % change
Hardness (kN) 2.50 4.80 6.00 140 1.50 3.70 3.14 109
MOE (GPa) 10.150 11.630 12.371 22 6.217 -- 9.267 49 Nail
withdrawal resistance
(kN)
0.299 0.578 0.694 132 0.226 0.368 0.433 92
The above verification indicates that the proposed surface densification technique is feasible in the utilization of under-utilized low-density wood species to add more alternate material sources to produce appearance products such as flooring.

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
7
4.4 Improvement of selected properties of surface densified wood
4.4.1 Relationship between compression ratio and hardness or
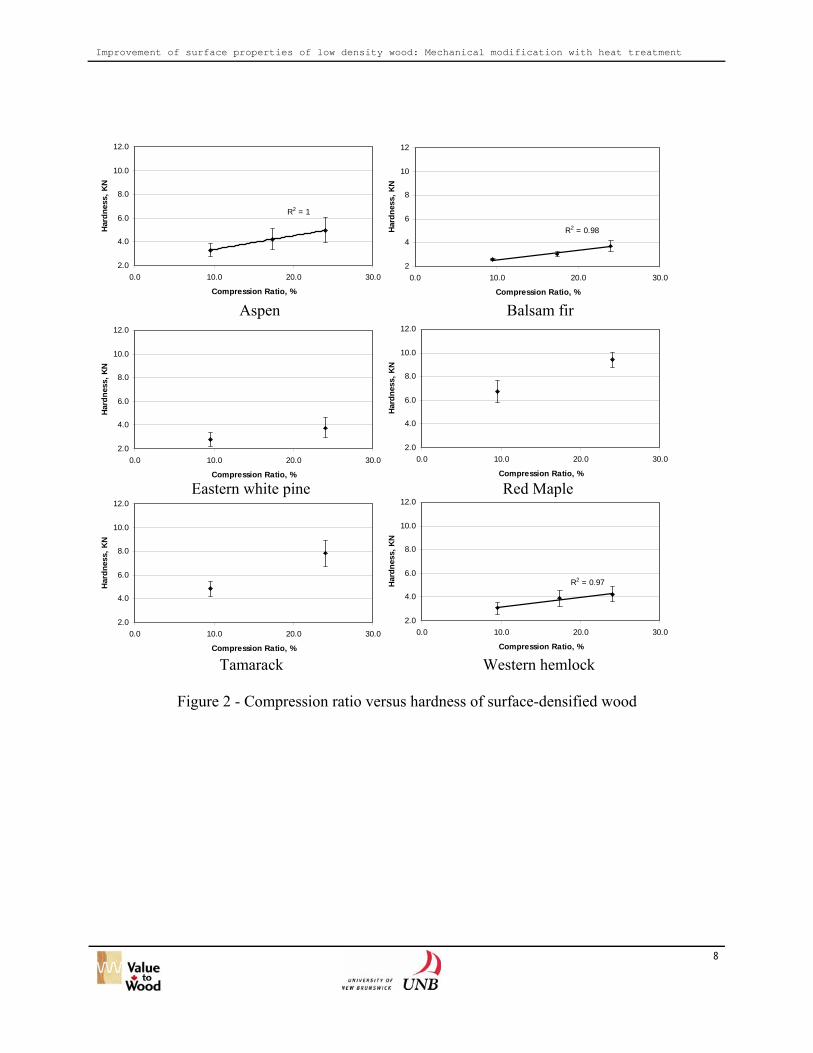
density As discussed in section 4.3.1, only compression ratio (CR) plays a dominant role in the properties of densified wood. The relationship between CR and hardness and CR and density is plotted in Figures 2 and 3, respectively for all six species. It is clear that a strong linear relationship (R2 = 0.97 to 1.00) exists for aspen, balsam fir and hemlock. It can be also reasonable to predict that this relationship exists for the other three species despite that they were only tested at two CR levels. This suggests that the surface hardness and density of densified wood could be easily predicted. In other words, the densified wood products are designable in terms of end-use requirements. More research is required to reach this goal.
Improvement of surface properties of low density wood: Mechanical modification with heat treatment
8
R2 = 1
2.0
4.0
6.0
8.0
10.0
12.0
0.0 10.0 20.0 30.0
Compression Ratio, %
Hard
ness
, KN
R2 = 0.98
2
4
6
8
10
12
0.0 10.0 20.0 30.0
Compression Ratio, %
Hard
ness
, KN
Aspen Balsam fir
2.0
4.0
6.0
8.0
10.0
12.0
0.0 10.0 20.0 30.0
Compression Ratio, %
Hard
ness
, KN
2.0
4.0
6.0
8.0
10.0
12.0
0.0 10.0 20.0 30.0
Compression Ratio, %
Hard
ness
, KN
Eastern white pine Red Maple
2.0
4.0
6.0
8.0
10.0
12.0
0.0 10.0 20.0 30.0
Compression Ratio, %
Har
dnes
s, K
N
R2 = 0.97
2.0
4.0
6.0
8.0
10.0
12.0
0.0 10.0 20.0 30.0
Compression Ratio, %
Hard
ness
, KN
Tamarack Western hemlock
Figure 2 - Compression ratio versus hardness of surface-densified wood

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
9
R2 = 0.995
0.40
0.50
0.60
0.70
0.80
0.0 10.0 20.0 30.0
Compression Ratio, %
Dens
ity, g
/cm
3
R2 = 0.98
0.40
0.50
0.60
0.70
0.80
0.0 10.0 20.0 30.0
Compression Ratio, %
Dens
ity, g
/cm
3
Aspen Balsam fir
0.40
0.50
0.60
0.70
0.80
0.0 10.0 20.0 30.0
Compression Ratio, %
Dens
ity, g
/cm
3
0.40
0.50
0.60
0.70
0.80
0.0 10.0 20.0 30.0
Compression Ratio, %
Den
sity
, g/c
m3
Eastern white pine Red maple
0.40
0.50
0.60
0.70
0.80
0.0 10.0 20.0 30.0
Compression Ratio, %
Dens
ity, g
/cm
3
R2 = 0.98
0.40
0.50
0.60
0.70
0.80
0.0 10.0 20.0 30.0
Compression Ratio, %
Dens
ity, g
/cm
3
Tamarack Western hemlock
Figure 3 - Compression ratio versus density of surface-densified wood
4.4.2 Hardness versus density Surface hardness is the one of most important indices reflecting the quality of flooring, stair treads and table tops. It is clear from Figure 4 that surface hardness increases in an almost linear way with increasing density. Red maple, red oak and yellow birch purchased from a local building supplies store, yielded hardness values of 4.4kN, 7.3kN and 8.3 kN, respectively (not shown on Figure 4). It is obvious, from Figure 4 that most densified wood species show a hardness exceeding that of red maple (4.4 kN). The hardness values of densified hemlock and

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
10
red maple are larger than those of undensified red oak and yellow birch. This demonstrates that once low density wood is densified it can be used in applications traditionally occupied by high density hardwoods.
0.01.02.03.04.05.06.07.08.09.0
10.0
0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9
Density (g/cm3)
Har
dnes
s (K
N)
Aspen Balsam firEastern white pineRed mapleTamarackWestern hemlockDensified aspenDensified firDensified pineDensified mapleDensified tamarackDensified hemlock
Figure 4 – Hardness versus density of densified and undensified wood
4.4.3 Density profile Figure 5 gives two examples showing the density thickness profiles before and after densification. The relative distance from the densified surface is given along the x-axis, with the densified surface being zero and the opposite face being one. It is evident that the density of surface layers increase up to about 40% relative thickness in both aspen and hemlock. The higher density values occur with the range from 5% to 35% relative thickness. This indicates that the surface densifying method used in this study is successful. It is also discovered that the density of the top most layer is similar to the density of undensified wood. Beyond the top most layer, the density increases quickly to the maximum density. This characteristic is similar to wood-based composites such as oriented strand board (OSB). The reason is attributed to the processing technology and has not yet been resolved.

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
11
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.00
100
200
300
400
500
600
700
800
900
1000
Before densification After densification
Den
sity
(kg/
m3 )
Relative position
Specimen: A4B
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.00
100
200
300
400
500
600
700
800
900
1000
Specimen: H3B
Den
sity
(kg/
m3 )
Relative position
Before densification After densification
Figure 5 - Density profile examples, aspen (left) and western hemlock (right) 4.4.4 Comparison of selected properties between densified
and virgin wood The change in physical and mechanical properties of surface densified wood is summarized in Tables 4 to 7. The details on softwoods are given in Appendix V. A summary of the conclusions are as follows, (1) The increase in magnitude of mechanical properties listed in ascending order are hardness, nail withdrawal resistance, wear abrasive resistance and MOE. The surface hardness is increased by 50% to 120% at a compression ratio of 24%. It is reasonably inferred that the hardness will increase with increasing compression ratio since a linear relationship is shown in above in sections 4.4.1 and 4.4.2. (2) On average, the overall density of densified wood increases by 30%. This trend is similar among the six species studied. The increase in density is directly due to the volumetric change of test specimens, which was measured to be about 33% for all species. (3) The equilibrium moisture content (EMC) of densified wood is slightly lower than that of undensified wood. It is thought that this could be predominantly due to the use of high temperature during compression. (4) The thickness swelling of densified wood is about 20 times larger than that of undensified wood. This drawback causes potential problems in dimensional stability in end use of densified wood and further research is necessary to resolve this issue.

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
12
Table 4 - Surface hardness and abrasive resistance
Hardness (kN)
Wear Abrasive Resistance (percent weight loss) Species
Control Predicted Percent increase Control Predicted Percent
increase Aspen 2.5 4.8 92 0.303 0.248 18
Balsam fir 2.0 3.7 84 0.626 0.547 13 Eastern white
pine 2.9 4.3 48 0.451 0.264 41 Red Maple 1.8 3.6 101 0.420 0.396 6 Tamarack 6.1 9.6 57 0.212 0.168 21 Western Hemlock 3.8 8.2 116 0.208 0.142 32
Table 5 - Modulus of elasticity and nail withdrawal resistance MOE (GPa) Nail Withdrawal Resistance (kN)
Species Control Predicted Percent increase Control Predicted Percent
increase Aspen 10.45 11.63 11 0.299 0.578 93
Balsam fir --- --- --- 0.315 0.368 17 Eastern white
pine 10.921 11.71 7 0.443 0.585 32 Red Maple 8.828 10.19 15 0.333 0.428 29 Tamarack 11.313 12.637 12 0.831 1.232 48 Western Hemlock 8.042 11.05 37 0.636 0.904 42
Table 6 - Moisture content and density Density (g/cm3) Moisture content (%)
Species Control Predicted Percent increase Control Predicted Percent
increase Aspen 0.45 (0.019) 0.58 (0.064) 29 9.9 (0.153) 9.6 (0.153) -3
Balsam fir 0.40 (0.055) 0.54 (0.077) 35 9.8 (0.330) 9.3 (0.368) -5 Eastern white
pine 0.42 (0.104) 0.56 (0.057) 32 11.4 (1.028) 9.8 (0.427) -14
Red Maple 0.61 (0.016) 0.74 (0.029) 23 10.9 (0.361) 10.8 (0.153) -1 Tamarack 0.53 (0.031) 0.73 (0.040) 36 11.7 (0.058) 11.3 (0.231) -3 Western Hemlock 0.44 (0.0290 0.55 (0.057) 27 11.0 (0.173) 10.3 (0.173) -6

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
13
Table 7 - Thickness swelling
Thickness swelling (%) Species Control Optimised Ratio of ‘optimised’ to ‘control’ Aspen 2.0 (0.346) 34.2 (1.159) 17
Balsam fir 0.9 (0.492) 31.9 (0.770) 38 Eastern white pine 1.0 (0.281) 29.3 (0.436) 29
Red Maple 3.2 (0.513) 34.6 (1.054) 11 Tamarack 2.2 (0.907) 31.3 (0.896) 14
Western Hemlock 2.6 (0.208) 30.8 (1.664) 12 4.5 Impact of heat treatment on surface densified wood Heat treatment is a technology by which wood is heated to about 200oC to permanently change the wood’s molecular structure of chemical components. This technology is aimed at improving dimensional stability and biological resistance of wood. Heat treatment is an environmentally friendly process since it only uses water, steam and heat. This technology can be used to significantly reduce the thickness swelling of wood. The main disadvantage of this technique is that it negatively affects the mechanical properties of wood. Balsam fir and aspen were selected for heat treatment in this project. Both surface densified and undensified stick specimens were treated at three levels, HT1 (T=190oC), HT2 (T=200oC) and HT3 (T=210oC). It was found that the surface densified wood subjected to heat treatment resulted in a significant reduction in thickness swelling. The downside, however, is that there was a decrease in the mechanical properties compared to the untreated densified wood. Despite this decrease, however, the mechanical properties of the heat treated densified wood were still greater than that of undensified wood. More details are given in Appendix VI. An optimal combination of densification and heat treatment needs to be studied in the future work. 4.6 Development of a roller press As indicated in the proposal, a roller press could be developed with an aim at commercializing surface hardening technology. Failure to manufacture this press was due to two reasons (see the Appendix in the second quarterly report of year 2006-2007), (1) unsuccessful application for matching funds from New Brunswick Innovation Foundation, and (2) speculated unsuitability to use a roller press to mechanically densify wood due to occurrence of surface checks and end splits. The only company commercializing the surface densifying technology, without application of chemicals, uses a platen press.

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
14
5 Conclusions The key findings of this project are summarized below.
• Mechanical surface densification of wood using a platen press is a promising technology. It is an environmentally friendly process and can produce value-added appearance products using low-density wood species.
• Compression ratio is the most significant factor influencing surface hardness, MOE, abrasive resistance and nail withdrawal resistance. There is a strong linear relationship between compression ratio and hardness, as well as, compression ratio and density.
• Press temperature, press closing time and press holding time did not show any significant effects on the mechanical properties of the wood in this study.
• The maximum compression ratio for the softwoods studied and for aspen is suggested to be 60% at water-saturated condition and temperature of above 50oC.
• The softening approach, which boils the surface layers of wood at a depth of 3 mm for 5 minutes, is suitable in surface densification.
• The optimum pressing conditions are compression ratio = 24%, temperature = 145oC and press closing time = 4 or 7 min.
• The developed cooling system can greatly improve the surface quality and dimensional stability of densified wood.
• With increasing compression ratio, there is an increase in surface hardness, abrasive resistance, MOE and nail withdrawal resistance, and a decrease in dimensional stability.
• Heat treatment assists in greatly reducing thickness swelling of densified wood, but decreases the mechanical properties to some degrees.
• Under-utilized species such as balsam fir and aspen can be well surface-densified to produce appearance wood products such as flooring and stair treads.
6 Future Work The following work is suggested for future research.
• Even though the selected press closing time, press holding time and temperature did not have a significant effect on mechanical properties of surface-densified wood in this study, it is thought that they may influence dimensional stability to some extent. An in-depth understanding of this effect will assist in the commercialization of mechanical surface densification.
• It would be worthwhile to examine the interaction of heat treatment and mechanical densification. An optimum combination of heat treatment and densification would be obtained to utilize these environmentally friendly technologies.
• To commercialize wood densification technology, an energy efficient press needs to be developed.

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
15
7 References See specific reports for relevant references. 8 Appendices

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
16
Appendix I: Transversely compressed deformation, bending deformation and fixation of deformation
(Translation of a Japanese report)

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
17
TRANSVERSELY COMPRESSED DEFORMATION, BENDING DEFORMATION AND FIXATION OF DEFORMATION
Authored by Misato Norimoto
Translated by Makoto Nakatani and Meng Gong (July 2005)
1 Introduction In the future, a large amount of wood will come from softwood species such as Sugi (Crytomeria japonica D. Don). It is necessary to improve the surface qualities and strength properties of these species in applications of furniture and interior materials. A considerable compressed deformation of wood perpendicular to the grain is possible due to its hollow cellular structure. As a result, the strength increases due to this compressed deformation. It is noted that compressed wood is comparatively stabile in dry conditions, but its dimensions can be recovered close to its original size by soaking and heating. Therefore, when compressed wood is used as a new material, an important issue is the fixation of dimension. This paper discusses the mechanisms of radially compressed deformation and fixation, an actual manufacturing method, and utilization of compressed wood. 2 Transversely compressed deformation of wood
Figure 1-1 Stress versus strain during lateral compression.
The thick line in Figure 1-1 shows the stress-strain relationship of transverse compression of wood at saturated conditions and at a temperature of 20oC. The initial small strain (A) shows an elastic region, i.e. stress increases proportionally with strain. The increase rate of stress decreases over the yield point (B). Within this region the bending strain of cell walls is predominant and
Improvement of surface properties of low density wood: Mechanical modification with heat treatment
18
the volume of cell lumens decreases. After cell walls are squeezed and contacted each other during compression, the stress increases rapidly. Eventually, the cell lumens vanish and the stress reaches a densification region (D). When a deformation is over point D, an obvious expansion of lateral dimensions occurs perpendicular to the loading direction. The degree of compressed deformation must be controlled under point D to produce a compressed wood product. With immediate release of a load after compression, the compressed strain is almost recovered (the fine line in Figure 1-1). This property is different from that of many kinds of metal. In a drying process under restraint (the dotted vertical line in Figure 1-1), an initial compressive force decreases slowly and reaches zero due to drying shrinkage of wood. At this point the deformation is temporarily fixed. This phenomenon is called “Dried Set”. Figure 1-2 shows the cross sections of an untreated Japanese cedar (A) and a compressed Japanese cedar (B, compressed ratio 67%). When Japanese cedar wood is compressed in the radial direction, the deformation occurs in form of buckling (in the shape of ‘<’). A macroscopic failure does not occur, and the earlywood is compressed to a large extent, and the width of annual rings decreases significantly. Due to the hollow cellular structure of wood, the deformation perpendicular to the load direction is very small compared to metals. Buckling of cell walls and disappearance of lumens are investigated based on SEM images. 3 Hygrothermal recovery of compressed deformation Temporarily fixed deformation, i.e. dried set, is relatively stable at dry condition. It would be noted that this deformation would be recovered to almost original dimension when it exposed to moisture and heat. Figure 1-2(C) shows a cross section of recovered compressed wood by soaking and boiling. Compressed wood is recovered to its original shape by water and heat. A small residual deformation at the cell walls is observed but the shape of cells is almost recovered to the original state. At this time the breaking and peeling of cell walls is not discovered. Figure 1-3 shows the relationship between recovery ratio and compression ratio of densified Sugi wood treated by soaking and boiling (the recovery ratio is the percentage of recovery deformation over compressed deformation). The recovery ratio is not affected by compressed deformation as it is almost constant. In other words, about 85% of compressed deformation is recovered unless a notable failure occurs.

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
19
Figure 1-2 Compressed deformation and recovered Sugi wood.
Figure 1-3 Recovery of compressed wood by boiling.
4 Softening, dried set and recovery mechanism In the cell walls of wood, the matrix consisting of lignin and hemicellulose fills the framework of microfibrils composed of a chain of cellulose molecules. In dry condition, hydrogen bonds between components enhance the cohesion force of each matrix. At high moisture contents, hydrogen bonds are broken, and compressed wood swells. At this condition the matrix is

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
20
significantly softened when subjected to heat and is changed from glass state to rubber state. At this time, microfibrils are easily compressed by elastic deformation under an external force. It is assumed that lignin has a three-dimensional net structure, therefore a cellular flow does not occur under compression, and lignin deforms elastically. Due to the release of external stresses from matrix components during softening, the compressed deformation is almost completely recovered by removing stresses accumulated in the microfibril and matrix (the fine line in Figure 1-1). Hydrogen bonds are reconstructed due to drying in compressed conditions (the dotted line in Figure 1-4 b), and the matrix is back to the glass condition due to cooling. The deformation of a matrix is frozen over this process, and the elastic deformation of microfibrils is also fixed. As a result, the deformation is temporarily fixed. At this state energy is stored in the framework, and entropic elastic recovery is stored in the matrix. When hydrogen bonds are cut by moisture and the molecular motion is activated by heating, the compressed deformation is recovered to original state by stored elastic recovery stress (Figure 1-4-c).
Figure 1-4 Mechanism of softening, drying set, deformation recovery and fixation.

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
21
5 Fixation of compressive deformation Mechanism of fixation Fixation of deformation is a key issue in the use of compressed wood as a material. Based on the mechanism of dried set and recovery by moisture and heat, the following three methods have been used to permanently fix the compressed deformation (1). The first method is to prevent it from softening, in other words cell walls develop a hydrophobic condition as shown in Figure 1-4-d. At dried conditions, the deformation doesn’t recover due to hydrogen bonds between wood components. After hydrogen bonds are broken, deformation is recovered due to the softening of matrix, together with increasing molecular motion in wood due to swelling and heating of wood components. Therefore, we can control the recovery by preventing compressed wood from softening due to moisture and heat. The second method is to construct cross-linking bonds between wood constituents under compressed conditions, as shown in Figure 1-4-e. Because hydrogen bonds holding the compressed deformation at dry conditions are broken by water, the deformation is recovered. Thus, if these bonds between wood components are formed, which are not affected by water at the deformed condition, the compressed deformation can be fixed. The third method is to release the elastic recoverable stress stored in compressed wood as shown in Figure 1-4-f. The recoverable stress is considered to be stored in microfibrils and matrix. Since part of the recoverable stress formed at the compressed condition is released, the deformation can be fixed. Typical fixation techniques are explained below. In an actual process, it is necessary to choose a proper processing approach in terms of the final use of a product. Fixation by resin impregnation hardening treatment A phenol resin having a molecular weight of 200-600 or a melamine resin is impregnated into wood. The wood is air-dried and the resin is hardened by compressing and heating. Compressed wood with high dimensional stability is produced (2, 3). Due to the treatment using a phenol resin of over 15% concentration or a melamine resin of over 25% concentration, the deformation is perfectly fixed (Figure 1-5). Strength properties are slightly decreased due to a low concentration treatment but increased with increasing concentration. The treated wood becomes brittle, its abrasion resistance is decreases, and its surface hardness is remarkably increased. Also, the bio-deterioration resistance of treated wood is increased. It is noted that a phenol resin is found to be easier to soften wood than water. After hardening treatment, the cellular structure of wood is highly densified, which makes it possible to produce a high strength wood product having a value of over 3,000 tonnes force per cm2 (294 GPa).

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
22
Figure 1-5 Recovery of compressed wood, treated by resin-impregnation hardening, after
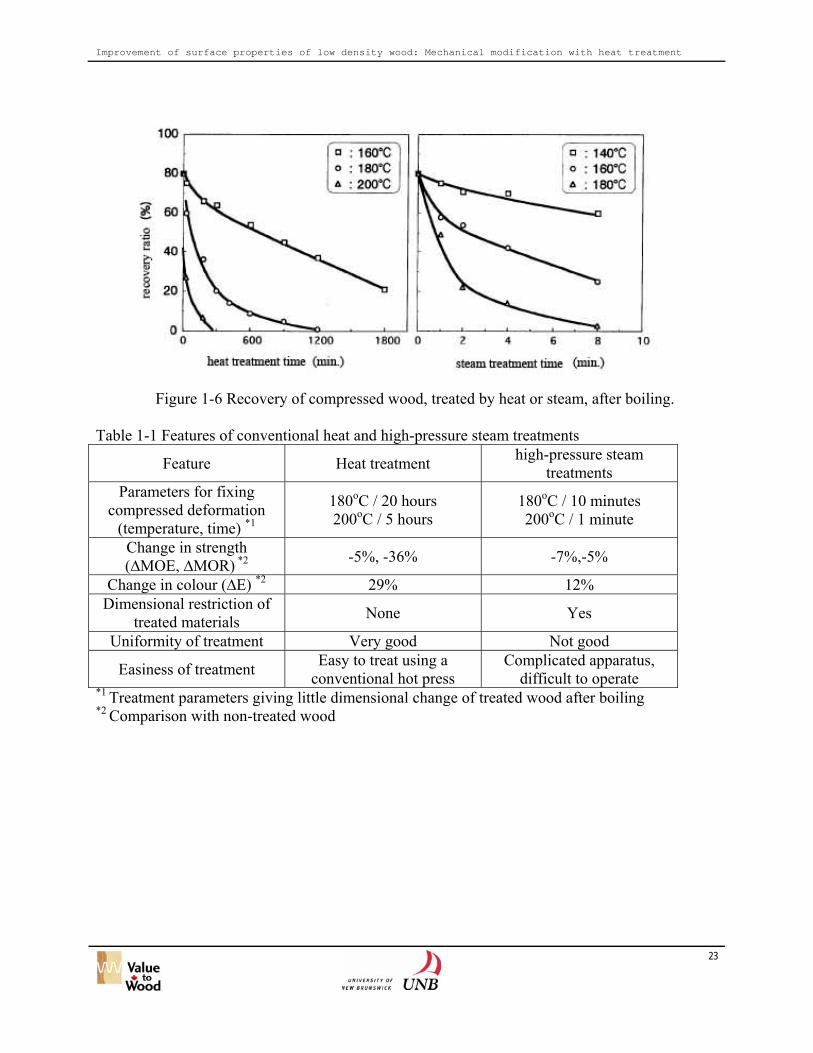
soaking and boiling. Fixation by heating treatment (heat treatment or steam treatment) Heat treatment, which is a technology applying high temperature to wood at dried condition, has been used to stabilize the dimension of compressed wood for a long time. The compressed deformation can be fixed using a press at 180~200oC for 5~20 hours (Figure 1-6). Pre-compressed and fixed woods are sometimes treated in the high temperature chamber (4). Steam treatment is the other method using steam of 180-200oC (10-16atm) together with a press in a high pressure airtight container. Figure 1-6 shows the relationship between recovery ratio of wood subject to boiling and heat/steam treatment time. Besides the heat treatment, there is another method to treat compressed wood in a high pressure airtight vessel. However, this method has to treat compressed wood under restriction of the recoverable stress (5). Table 1-1 shows results of this aforementioned treatment. The heating treatment has the advantage of being able to use an existing press to treat large samples uniformly. But, a long time treatment is required to permanently fix a compressed deformation, resulting in decrease in strength and change in surface color. On the other hand, the steam treatment can fix the compressed deformation in a very short time compared to heat treatment. The changes in mechanical and visual properties are relatively small after this treatment. The steam treatment machine is very expensive, and the operation and management are complex. In addition, the dimension of wood is limited due to application of steam from outside, and uniform treatment is difficult. In summary, the heat treatment is easy to apply, but the properties of treated wood using steam treatment are better.
Improvement of surface properties of low density wood: Mechanical modification with heat treatment
23
Figure 1-6 Recovery of compressed wood, treated by heat or steam, after boiling.
Table 1-1 Features of conventional heat and high-pressure steam treatments
Feature Heat treatment high-pressure steam treatments
Parameters for fixing compressed deformation
(temperature, time) *1
180oC / 20 hours 200oC / 5 hours
180oC / 10 minutes 200oC / 1 minute
Change in strength (∆MOE, ∆MOR) *2 -5%, -36% -7%,-5%
Change in colour (∆E) *2 29% 12% Dimensional restriction of
treated materials None Yes
Uniformity of treatment Very good Not good
Easiness of treatment Easy to treat using a conventional hot press
Complicated apparatus, difficult to operate
*1 Treatment parameters giving little dimensional change of treated wood after boiling *2 Comparison with non-treated wood

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
24
6 Variation in wood composition by high pressure steam treatment The following section describes why a large deformation is permanently fixed by high pressure steam treatment. The high pressure steam treatment is not only performed in attempt to fix compressed deformations, but also meant to apply to a wide range of wood products. The wood composition is significantly changed by exposure to high pressure steam for a short time. Therefore, in order to effectively use this technology, we should accurately understand change in wood composition, shrinkage and mechanical properties. This section summarizes variations of wood composition by high pressure steam treatment. Hemicelluloses in wood components are slightly hydrolyzed in the course of steam treatment having a temperature of 160oC or less (Pressure = 0.6MPa) for a few minutes. In the range from 160 to 200oC (Pressure = 0.6 ~1.6MPa), hemicellulose becomes a low-molecular polymer by hydrolysis, partly because of its water solubility. It seems that lignin and cellulose don’t vary remarkably. Cellulose and Klason lignin hardly vary due to the treatment at about 200oC (Pressure = 1.55 MPa) for 4 minutes. Hemicellulose component is decreased, but monosaccharide component is increased a little. It seems that most water solubility elements are hydrolysed hemicelluloses (Hsu et al. 1988). In the course of treatment at 210oC (Pressure = 2.0 MPa), Hemicelluloses are significantly decomposed and water soluble oligosaccharide increases. However, a small amount of monosaccharides are produced and a degradation reaction of allyl ether linkage in lignin occurs. Even if the same temperature is used, the decomposed product of lignin from the steam treatment is significantly different from the water treatment. In the steam treatment, the allyl ether linkage is homolytically degraded, while in the water treatment, the solubility of the decomposed product of lignin happens (Tanahashi 1990). On the other hand, it seems that the chemical constitution of cellulose doesn’t vary significantly. Over half of hemicelluloses are changed to monosaccharide due to the treatment at 230oC (Pressure = 2.8 MPa). The degradation of lignin to low-molecular polymer happens, and water soluble components in methanol increase. At this stage, it seems that significant changes in lignin molecular construction are resultant. Figure 1-7 shows the variation of X-ray diffraction pattern of wood treated by steam. In the same figure, results of heat treatment are given for comparison purpose. Sugi (Japanese cedar) wood flour of 30~40 mesh was used for testing. Heat was applied for 20 hours in a constant temperature oven under the air temperature of 120~210oC or under exhaust gas of 220oC. On the other hand, the steam was applied for 10 minutes in a pressure tight container made of stainless steel and filled with saturated steam at 120~229oC. 0.3 grams of wood flour was compressed for 20 minutes under 200kgf/cm2, and a disk of 1 mm in thickness and 20mm in diameter was moulded. These disks were used for measurements of X-ray diffraction pattern. Figure 1-7 shows the expanding tendency, in heat treatment, of the peak with an increase in temperature. It is found that compressed deformation is permanently fixed by heat treatment at 180oC for 20 hours. On the other hand, in steam treatment the shape of peak becomes sharp with a rise at the treating temperature. It is also noted that compressed deformation is permanently fixed by steam

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
25
treatment at 180oC for 10 minutes. A degree of crystallinity (DC) calculated by equal area criterion is shown in Figure 1-7 and a half peak width B of X-ray diffraction (200) is given in Figure 1-8. DC decreases due to heat treatment and increases due to steam treatment with an increase in treating temperature. In addition, B decreases at 120oC and increases beyond this value by heat treatment with an increase in treating temperature, and B decreases by steam treatment with an increase in treating temperature. This decreasing tendency of B reflects an increase in crystal regularity and crystal width. During heat treatment, a cellulose crystal is destroyed with a rise in temperature. In steam treatment, it is assumed that an apparent crystallinity degree increases due to the decomposition and dissolution of matrix elements such as hemicelluloses at low temperature, and that the crystallization of cellulose proceeds with a rise in temperature. It is reported that the crystal of wood cellulose is cellulose I and its non-crystal part doesn’t fit Iα and Iβ, which can, however, be changed into Iβ in the course of steam treatment (Tanahashi et al. 1989). According to recent report (Wada et al. 1994), the crystal form of wood cellulose is Iβ but it is difficult to confirm it because of the movement of quasi-crystal and amorphous elements between crystals. However, it is clearly changed into crystal Iβ by steam treatment. Figures 1-9 and 1-10 show the variation of IR absorption by heat and steam treatment. Specimens were 60-mesh Sugi wood flour, and IR absorption was measured by KBr method (0.005 gram of wood flour and 0.5 gram of KBr). In both figures, it is recognised that the variation of absorption exists in CO and COO group at 1736, 1719 and 169cm-1. This tendency under steam treatment is especially remarkable compared with heat treatment. In heat treatment, it is obvious that oxidation solution of elements is the significant cause

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
26
Figure 1-7 X-ray diffraction pattern of Sugi (Japanese cedar) wood flour under 20-hour heat
treatment and 10-minute steam treatment.

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
27
Figure 1-8 Relationship between the degree of crystallinity (DC) and the half peak width B of
X-ray diffraction (200) of Sugi wood flour treated by heat and steam.

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
28
Figure 1-9 IR absorption of Sugi wood flour under heat treatment.

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
29
Figure 1-10 IR absorption of Sugi wood flour under steam treatment

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
30
7 Dimensional stabilization of compressed wood using closed heat treatment The difference between heat and steam treatment is whether or not heated wood is in swelling state with moisture or not. Therefore, the authors focused on this characteristic, and developed a new permanent fixation method using an easy-to-use hot press in a short time. 7.1 Experiment Wood specimens Wood specimens were Sugi (Cryptomeria japonica D.Don) sapwood. The air-dried density was 0.35 g/cm3 and the average width of annual rings was 3.16 mm. The specimen had a dimension of 20 mm (longitudinal direction, L), 20mm (tangential direction, T) and 10~25mm (radial direction, R). The number of samples was six at each test condition. The moisture content of treated specimens was controlled from oven-dried condition to 20%. Treatment method The densified specimens were heat-treated in a hot press machine closed by silicon rubber (Figure 1-11). The silicon rubber was made from a silicon sheet having an allowable temperature limit of 250oC and dimension of 60 mm in width, 60 mm in depth, and 8 mm in thickness, which created a space to house a specimen inside. A thickness stopper was used, giving a 5-mm thickness of compressed specimens. The compression ratios (4) were controlled at 20, 30, 40, 50, 60, 70 and 80% by changing a thickness stopper. The treating temperatures were 120, 140, 160, 180, 200 and 220oC. Treatment time was set at 1, 2, 4, 8, 12, 16 minutes. After heating, the hot press was compulsorily cooled down to a temperature of about 60oC by flowing water before a specimen was taken out. This compulsory cooling process lasted approximately 8 minutes. The internal pressure of the closed chamber was measured in several tests using pressure gauges (Balcom Co.) of load cell type.

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
31
Figure 1-11 Closed heating treatment device.
Dimensional recovery tests due to soaking and boiling Specimens for soaking were treated in 20oC water for 1 hour under vacuum pressure and kept in water for 5 hours under atmospheric pressure. Then, specimens for boiling were soaked and then boiled in water at 98oC for 1 hour. Specimens were dried at 40oC for 20 hours and then 105oC for 4 hours by using a hot-air drying oven. Recovery ratio is calculated using the following equation.
(%)IlIlratioRecoveryCo
CR 100×−−
=
In this equation, lo, lC and lR show the dimensions of R direction before treatment, after compression and after recovery treatment, respectively. 7.2 Results and Discussion As shown in Figure 1-11, specimens are heated and compressed using a hot platen. At this time, the silicon rubber is also compressed, and the press is closed. Part of moisture in wood becomes steam, and the steam is kept in the press during the heat treatment. The internal pressure rises due to compression and thermal expansion of air and vaporization of moisture. Figure 1-12 shows variation of internal pressure over heating. In this figure, the internal pressure rises to saturated steam pressure at a given temperature. It is possible to treat a wood in a swollen state by heat treatment at a temperature over 100oC. This is because part of moisture remains in wood.

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
32
After heat treatment, the inside pressure is decreased with the cooling of wood. The specimen is then taken out. In this test, in order to shorten the cooling time, a forced cooling approach by flowing water was used. It is better to take out the specimens at 60~80oC or less, which corresponds to the softening temperature at swollen state. An abnormal contraction to the tangential direction was observed due to treatment at 220oC. The reason is that a cell wall isn’t able to resist the pressure and collapse occurs. A slight crack along a grain direction was observed at compression ratio of 80% or more. The main collapses were observed along the radial direction on the cross section of a specimen. It is considered that the strain perpendicular to the compressive loading direction is excessively increased and neighbouring cells are separated (4) due to the excessive deformation at the point of lumen disappearance. Macroscopic failure wasn’t observed at a compression ratio of 80% and below. Figure 1-13 shows the relationship between recovery ratio and heat treatment time of treated wood specimens that were compressed to 50% at 180oC from the specimen having a moisture content of 17% and being treated by soaking and boiling. ● and ○ show results of hydro-thermal treatment closed using silicon rubber, and ▲ and � show results of conventional heat treatment. Solid symbols show the recovery after boiling and hollow symbols show recovery after soaking. The recovery ratios of non-treated specimens by soaking and boiling were about 73% and 86%, respectively. Using conventional heat treatment, the decrease in recovery ratios is very small with an increase in heating time. Specimens even treated by heat for 16 minutes were recovered over 80% by boiling. The latest publication (9) shows that heat treatment at 180oC for about 20 hours is required to permanently fix the compressed deformation. However, the treatment with silicon rubber for about 2 minutes, 8 minutes or more is needed to permanently fix the compressed deformation subjected to soaking and boiling, respectively. The recovery-control effect is similar to conventional high-pressure stream heat treatment. Figure 1-14 shows the relationship between recovery and treatment temperature after soaking and boiling densified woods that were treated for 8 minutes and had a compressed ratio of 50%. In heat treatment, the recovery ratio decreases a little with increased heating temperature, giving a small deformation. However, in steam treatment, the recovery ratio decreases significantly with an increasing heating temperature. The recoverable deformation during soaking and boiling is completely fixed at temperatures of 160oC and 180 oC, respectively. Therefore, it is apparent that the recovery ratio is greatly influenced whether or not a silicon rubber is used. Figure 1-15 shows the change in moisture content before and after treatments. After heating, moisture content decreases during conventional heat treatment. However, moisture content is hardly changed during the closed heat treatment. Therefore, it is apparent that moisture remains in cell walls during the course of heating. Figure 1-16 shows the influence of moisture content of treated specimens on recovery ratio. Heating temperature, heating time, and compressed ratio are 180oC, 8 minutes, and about 50%, respectively. During heat treatment, the recovery ratio isn’t affected too much by moisture content of treated specimens. If it is boiled, the recovery ratio ranges from 80 to 90%. It seems that the recovery ratio at a moisture content of 0% is small due

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
33
to the brittle failure of wood. During steam treatment, with silicon rubber, on a specimen with a moisture content of 0%, the treatment effect is not observed and the specimen can be recovered at the same recovery ratio as heat treatment. But the recovery ratio decreases with an increase in moisture content, and deformation is almost fixed after moisture content is over 16%. For this reason, it is clear that moisture kept by silicon rubber influences the fixation. Figure 1-17 shows the relationship between recovery and compression ratios. □ and � show the results of specimens having a moisture content of 17% and being heat-treated at 80 and 180oC, and ○ and � shows the results of specimens having a moisture content of 17% and 20% and being steam-treated at 180oC. The duration of two treatments was 8 minutes. Through heat treatment, the change in recovery ratio is very small at a compressed ratio of 70%. When the compression ratio is over 80%, the difference in recovery ratio between 80 and 180oC is very small. The recovery ratio of wood when compressed at a compression ratio of over 80% decreases remarkably, because the compression ratio is beyond the compressive limit of wood. During the steam treatment with silicon rubber, the compression ratios of specimens having moisture contents of 17% and 20% are about 50 and 40% or more, the compressed deformation of which is almost permanently fixed. The recovery ratio increases slightly with decreasing compression ratio. In this experiment, the compression ratio was adjusted by altering the thickness of an original specimen due to the fixed thickness of compressed specimens. Therefore, it seems that specimens with lower compression ratios and low moisture contents cannot be well compressed. Table 1-2 shows the surface properties of treated specimens. The surface hardness and abrasion resistance are improved due to compression and are almost kept. Change in surface colour is very small compared with the conventional heat treatment. Bending strength does not change in the range of the possible permanent fixation of compressed deformation. Therefore, the direct application of a hot press can obtain the same recovery resistance as the treatment of high-temperature and high-pressure steam. Change in surface colour is very small compared with the conventional heat treatment, and the surface hardness and abrasion resistance, which are improved over compression, are almost kept. The variation of treatment is slight, and there is no limitation to specimen size. Treated specimens have a low and uniform moisture content.

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
34
Figure 1-12 Initial pressure of jig in a closed heating system.
Figure 1-13 Relationship between recovery ratio and heat treatment time (Initial moisture
content: 17%, heating temperature: 180oC, compression ratio: 50%).

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
35
Figure 1-14 Relationship between recovery ratio and heat treatment temperature (Initial moisture
content: 17%, heating time: 8 minutes, compression ratio: 50%).
Figure 1-15 Change in moisture content between heat treatment and non-treatment and between
closed and open treatment systems.

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
36
Figure 1-16 Relationship between recovery ratio of treated woods and moisture content of non-
treated wood (Heating temperature: 180oC, heating time: 8 minutes).

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
37
Figure 1-17 Relationship between recovery ratio and compression ratio between opened and
closed heat treatment systems (Heating temperature: 180oC, heating time: 8 minutes).

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
38
Table 1-2 Surface properties of compressed wood in a closed hydro-thermal treating system
Test Non-treated Sugi Wood (1 mm)
1/2 compression ( from 2 to 1 mm)
1/3 compression (from 3 to 1 mm)
Wearing loss (g/100 cycles) 0.042 0.056 0.046
Wearing depth (μm) 240 (Earlywood) 180 (Latwood) 124 59
Brinell hardness (MPa) 11.8 13.7 24.5
Pencil hardness 3B (Earlywood) 3B (Latewood)
3H 4H
3H 6H
Peeling strength (MPa) 2.14 1.36 2.15
Note: (1) Hydro-thermal treating parameters for veneer were 180oC and 8 minutes; (2) Compressed veneer at test was bonded on a piece of 12-mm-thick plywood; (3) A Taber abraser was used to measure wearing loss and depth. 7.3 Future work The aforementioned treatment approach needs to repeat heating and cooling cycles, which would be expensive and take a lot of time. Therefore, it is necessary to improve the heating and cooling methods for manufacturing. In addition, a multi-press system or a continuous manufacturing system is expected. Heating method At present, the heating method for wood is a process of thermal conduction in a hot-press. When a thicker specimen (the compressed thickness is 2cm or more) is treated, the heating time is long and a temperature gradient occurs. As for the heating and cooling process, it seems that the combination of dielectric heating (high frequency wave and microwave heating) with high heat efficiency is effective. A pilot experiment has been successful in use of microwave power to preheat so as to shorten treatment time. Cooling method After treatment, the internal pressure of a sample will have to be decreased prior to its removal from a press to prevent any collapse in wood. During the treatment, the lumens of compressed wood cells disappear, resulting in worse ventilation. And steam is produced in the course of heating until water in wood is removed. Therefore, it would take a long time to release the internal pressure by only opening the leak valve. When a sample is thin (finished thickness: 1~2mm), the sample can be taken out without a cooling process because the release of steam is several times faster. However, this method is very technical. In order to use this method for practical application, a big challenge would be

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
39
how to make a good manufacturing schedule. It seems that this method could not be used in the manufacturing of a thick product. After opening of a leak valve, a metal panel was absorbed onto the jig due to the aspiration of a vacuum pump as shown in Figure 1-18, although it was successful in some specimens. But the results were influenced by the moisture content and the cross-sectional area of specimens. Further examination is necessary. In order to effectively repeat heating and cooling cycles during treatment of a specimen, it was considered to separate the heating part from the cooling part. But in this situation, the specimen is needed to be taken out at compressed condition along with a jig from the press. Other improved approaches were also considered, for example, by reducing the volume of a jig in removal of a specimen and by using a material of low heat capacity to make a jig.
Figure 1-18 Extraction of a jig by vacuum method.
8 Performance and application of compressed wood The density of wood increased after transverse compression. Compressed wood specimens would reach about 1.0 at a compression ratio of 60%. The properties, such as modulus of

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
40
elasticity (MOE), modulus of rupture (MOR), surface hardness and abrasion resistance, are accordingly increased (Figure 1-19). When Sugi wood is transversely compressed, its property becomes more uniform. The density of earlywood increased close to that of latewood (the low density earlywood is densified). This is a unique feature of densified wood. Besides density, both strength and surface properties are increased. Therefore, it makes easier to cut, sculpture and coat. The typical applications of compressed woods are shown below (Figure 1-21, omitted).
• Top board (panel) of furniture • Wooden floor • Furniture and chair of western design • Wooden sash, threshold and rail of threshold • Handrail • Joint material • Handiwork • Others
9 Permanent fixation of bent deformation Wood composition differs a lot between the grain direction and the perpendicular-to-grain direction. It is not clear if a bending deformation is effectively fixed by steam treatment that fixes the transverse compressed deformation. Furthermore, if a deformation can be fixed, the compressed condition would not be the same. If a bending deformation is fixed by steam treatment, it may be possible to develop a new bending machine that can bend and fix a wood piece at the same time by application of the developed method in this research. Therefore, to investigate the fixation condition, wood specimens were prepared and treated by steam treatment at various temperatures and heating times. Experiment method The specimen species was hackberry (Celtis occidentalis) imported from America and used as a furniture material. The material was air-dried and had an air-dried density of 0.57g/cm3 and a dimension of 350mm (L), 20mm (T) and 10mm (T). After 2 week treatment at a condition of 20oC and 60% RH, the preset lines at the centre and 100mm away from the centre of a specimen were drawn, as shown in Figure 1-23. The specimen was treated to a saturated condition, wrapped using a chloroethene film and radiated for 90 seconds in a microwave oven having a frequency of 2.45GHz and output power of 500W. Thonet method was used for bending process. The film was removed, and the specimen was dried by air under a deformation constraint. This bending specimen was controlled at a curvature radius of 60mm.

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
41
The bending specimens were dried to the oven-dry condition at 105oC for 24 hours (D), and left in the atmosphere of 20oC and 60RH for 2 weeks to reach the air-dried condition (A). Afterwards, the specimens were treated by steam. The steam treatment was performed in a pressure tight container made of stainless steal with a saturated high pressure steam for a given period. Table 1-3 shows the treatment temperatures and time. After treatment, the bending specimens were sequentially treated as follows: oven-dried condition (D) → air-dried condition (A) → saturated condition (W) → oven-dried condition (D). Saturated condition and oven-dried condition were repeated 4 times. The specimens were controlled at saturated condition (W), boiled for 1 hour (B), air-dried condition, and oven-dried condition. In all conditions, the shapes of specimens were traced and the curvature radiuses were calculated. The strain of front and back surfaces were calculated by the equations shown in Figure 1-23. Results and Discussion Figure 1-24 shows the variation of curvature radius at the convex and concave surfaces of non-treated specimens by repeating wetting and drying processes. The curvature radius increased with the repetitions of wetting and drying processes, especially in the boiling process. Figure 1-25 shows the variation of surface strain at the convex and concave faces. Figures 1-26 to 1-29 show results of bending specimens treated by steam. The recoverable deformation was smaller than those untreated at various temperatures and times. Figure 1-30 compares the results at each treatment temperature and of a duration of 10 minutes. The change in curvature radius is not observed at the treatment temperature of 180oC or more. Curvature recovery is defined as follows:
(%)100ρ
ρρrecoveryCurvatureo
o ×−
=
Where, the curvature is reciprocal of a curvature radius. ρ0 and ρ are defined as the curvatures of after D1 and D7 treatments, respectively. Figure 1-31 shows the relationship between the curvature recovery and temperature/time. The negative value shows that the curvatures decrease by repetitions of wetting and drying processes. Figure 1-32 shows the relationship between the temperature (T: oC) and time (t: time), when the curvatures recovery becomes 0. The recovery of curvatures shows a negative value in Figure 1-33, when the treatment is not softened. Therefore, the relationship between strain and temperature of the convex and concave faces was investigated before and after wetting and drying cycles. Figure 1-34 and Figure 1-35 illustrate the results. The solid line and dotted line show the strain of the convex and concave face before the steam treatment (D1), and the solid circles and hollow circles show the strains of the convex and concave faces after wetting and drying (D7) cycles. Both strains of the convex and concave faces decrease significantly at a specific temperature. This shows that the length of a specimen shortens over this temperature. In other words, it is deducted that the thickness of cell walls becomes smaller in the course of drying due to dissolution of wood components, and the collapse

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
42
of cell occurs. Therefore, the relationship between temperature (T) and time (t) would be established when D1 is equal to D7, i.e. the surface strain does not vary during wetting and drying cycles. Figure 1-36 compares the results shown in Figure 1-32, suggesting that the curvature and surface strain matches well each other at the same treatment condition. The relationship of both can be described using the following equation. T=207-35.8 log t (R2 = 0.96) It is impossible for a bended wood component to be exposed to severe conditions such as boiling. Therefore, after four repetitions at oven-dried and saturated conditions, the curvatures and surface strain prior to the treatment may, from a practical point of view, be considered a fixed condition. The relationship can be described using the following equation. T=203-41.7 log t (R2 = 0.93) The mechanical tests show that this treatment causes a decrease in strength by 10% or less. The decrease of strength is 2%, especially at the treatment of 170 oC and 5 minutes. The change in colour at the condition of fixed deformation is not visually observed.
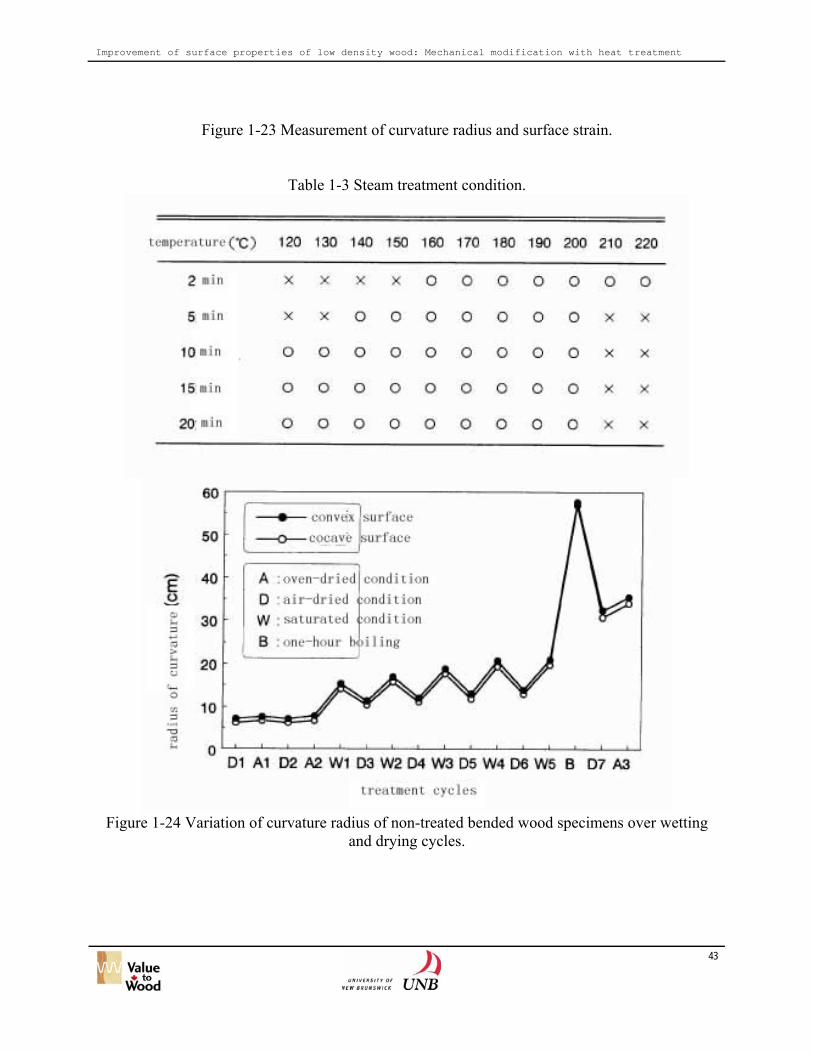
Improvement of surface properties of low density wood: Mechanical modification with heat treatment
43
Figure 1-23 Measurement of curvature radius and surface strain.
Table 1-3 Steam treatment condition.
Figure 1-24 Variation of curvature radius of non-treated bended wood specimens over wetting
and drying cycles.

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
44
Figure 1-25 Variation of surface strain of non-treated bending wood specimens over wetting and
drying cycles

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
45
Figure 1-26 Variation of curvature radius of steam treated bending specimens over wetting and
drying cycles (D: oven-dried condition, A: air-dried condition, W: saturated condition, B: boiling for one hour, D1 and A1: before steam treatment).

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
46
Figure 1-27 Variation of curvature radius of steam treated bended specimens over wetting and
drying cycles (D: oven-dried condition, A: air-dried condition, W: saturated condition, B: boiling for on hour, D1 and A1: before steam treatment).

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
47
Figure 1-28 Variation of curvature radius of steam treated bending specimens over wetting and
drying cycles (D: oven-dried condition, A: air-dried condition, W: saturated condition, B: boiling for on hour, D1 and A1: before steam treatment).

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
48
Figure 1-29 Variation of curvature radius of steam treated bended specimens over wetting and
drying cycles (D: oven-dried condition, A: air-dried condition, W: saturated condition, B: boiling for on hour, D1 and A1: before steam treatment).

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
49
Figure 1-30 Variation of curvature radius of steam treated bending specimens over wetting and
drying cycles (D: oven-dried condition, A: air-dried condition, W: saturated condition, B: boiling for on hour, D1 and A1: before steam treatment).

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
50
Figure 1-31 Relationship between curvature recovery and temperature/time

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
51
Figure 1-32 Steam treatment condition (complete fixation) of curvature radius after wetting and
drying cycles (D7)
Figure 1-33 Steam treatment condition (complete fixation) of curvature radius and surface strain
after wetting and drying cycles (D7)

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
52
Figure 1-34 Surface strain of bended wood treated by steam treatment after wetting and drying
cycles (Solid line: strain of convex surface before steam treatment; dotted line: strain of concave surface).

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
53
Figure 1-35 Surface strain of bended wood treated by steam treatment after wetting and drying
cycles (Solid line: strain of convex surface before steam treatment; dotted line: strain of concave surface).

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
54
Figure 1-36 Steam treatment condition (complete fixation) of curvature radius and surface strain
after wetting and drying cycles (D6). References (1) Inoue, M. et al.: Permanent Fixation of Compressive Deformation of wood. II,
Mechanisms of Permanent Fixation, FRI Bulletin, No.176, 31-41 (1992). (2) Inoue, M. et al.: Surface Compression of Coniferous Wood Lumber II,
Mokuzaigakkaishi, 37 (3), 227-233 (1991). (3) Inoue, M. et al.: Fixation of Compressed Wood Using Melamine-formaldehyde Resin,
Wood and Fiber Sci., 25(4), 404-410 (1993). (4) Inoue, M. and Norimoto, M.: Permanent Fixation of Compressive Deformation in Wood
by Heat Treatment, Mokuzaikenkyu Shiryou, No.27, 31-41 (1993). (5) Inoue, M. et al.: Steam or Heat Fixation of compressed Wood, Wood and Fiber Sci., 25,
224-235 (1993). (6) Inoue, M. et al.: Permannent Fixation of Compressive Deformation by Hygro-thermal
Treatment Using Moisture in Wood, Mokuzaikenkyu Shiryou, No.29, (1993). (7) Oita Industrial Research Institute. (8) TRY・ WOOD Inc. (Kamitue Village, Oita ) (9) Wood Pro, Forest corp. No.24, 18-23 (1994).
Improvement of surface properties of low density wood: Mechanical modification with heat treatment
55
(10) Daiken Corporation. (11) Industrial Research Institute of Niigata Prefecture. (12) Jiro Ogasawara, 暮らしの中の人間工学,実況出版㈱,p.166 (1971). (13) Woody Tec Corporation. (Kanagawa Prefecture). (14) Nakata, K. Sugimoto, E. Inoue, M. Kawai, S.:Mokuzaigakkaishi, 43 (1).

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
56
Appendix II: Optimization of pressing parameters for mechanically surface densified Aspen
(Accepted for publication in Forest Products Journal)

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
57
Optimization of Pressing Parameters for Mechanically Surface Densified Aspen
Clevan Lamason Research Scientist
Wood Science and Technology Centre, University of New Brunswick 1350 Regent Street, Fredericton, NB, Canada E3C 2G6
Meng Gong Research Scientist and Adjunct Professor
Wood Science and Technology Centre, University of New Brunswick 1350 Regent Street, Fredericton, NB, Canada E3C 2G6
The authors would like to acknowledge Natural Resources Canada for its support and funding under its Value to Wood Program.

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
58
ABSTRACT Low-density wood can be mechanically densified to produce value-added wood products.
It is vital to have an understanding of the pressing parameters in order to fully utilize low-density wood and optimize its mechanical properties. Three pressing parameters (compression ratio, press temperature and press closing time) were evaluated and their effects on surface hardness, modulus of elasticity (MOE) and nail withdrawal resistance were determined. The purposes of this present study are to enhance the surface properties of aspen (Populus tremuloides Michx.) by mechanical densification and to optimize the densification process. Plainsawn specimens were prepared and mechanically densified on one face only using a softening-pressing-cooling technique. It was found that among the three chosen parameters, compression ratio was the most significant factor in influencing surface hardness, MOE and nail withdrawal resistance. The effect of press temperature was not significant in most of the responses in this study. The optimum pressing conditions were found to be: compression ratio = 24.0%, temperature = 145oC and closing time = 7 minutes. After verifying the optimum pressing conditions, the hardness, MOE and nail withdrawal resistance of surface densified aspen was improved by an average of 140, 23 and 132%, respectively. The hardness of surface densified aspen was almost equal to that of uncompressed red maple tested in this study. The surface densified specimens exhibited a glossy and smooth surface, suggesting that no surface coating would be required in end use.
INTRODUCTION
Wood is widely used for furniture and flooring because of its excellent workability, good
mechanical properties and beautiful appearance. For most non-structural applications such as flooring, wood is subjected to indentation and abrasion in one form or another. This requires that wood possess a certain degree of surface hardness in order to reduce maintenance and replacement. Traditionally, dense hardwood species like white oak and sugar maple are used in applications where indentation loading is high. With a decrease in the supply of high-quality hardwoods, wood scientists and manufacturers are seeking alternatives and looking into low quality materials for value-added uses. Aspen (Populus tremuloides Michx.), a relatively low density species, if properly treated could be an alternative material source.
Various improvements have been done in order to improve surface properties of wood. Inoue et. al. (1990) introduced a new technique of producing surface-densified coniferous lumber. They produced lumbers from sugi (Cryptomeria japonica D. Don), hinoki (Chamaecyparis obtuse Endl.) and western hemlock (Tsuga heterophylla Sarg.). The technique they introduced involves making narrow grooves (2 mm wide and 5 mm deep) on the surface across the grain at 150 mm intervals to increase water penetration. They impregnated the surface of the lumber with water then heated specimens by microwave irradiation before compression in the radial direction. They reported an increase in abrasion resistance and hardness of 40 to 50% and 120 to 150%, respectively.
Wan (2004) studied different chemical treatments and processes to improve performance of Amabilis fir (Abies amabilis Dougl. Forbes), aspen (Populus tremuloides Michx.), Douglas fir

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
59
(Pseudotsuga menziesii Mirb. Franco), hard maple (Acer saccharum Marsh.) and western hemlock (Tsuga heterophylla Raf. Sarg.) for flooring applications. He found that chemical treatments increased the density and improved the dimensional stability and water absorption property of the five wood species. He also found that for a particular treatment, western hemlock had the greatest improvement in hardness and was even harder than untreated hard maple. However, the chemical treatment is costly and could raise an environmental issue. Gong et. al. (2006) examined the maximum compression ratios of eastern white pine (Pinus strobus L.) and balsam fir (Abies balsamea (L.) P. Mill.) softwoods in Eastern Canada. They found that temperature and compression ratio significantly affected the relative change in thickness and peak load applied during compression. A wide range of research on wood compressibility has been reported (Norimoto 1993, Uhmeier et. al. 1998, Ito et. al. 1998, Ellis and Steiner 2002, Wang and Cooper 2005). However, limited publications are available regarding the effects of surface densification parameters and their influence on mechanical properties of densified products.
The long-term objective of this study is to expand wood products markets and extend use of under-utilized, low-density wood species. The specific goal is to enhance the current surface hardening technology by mechanical densification to produce wood with improved surface properties that would suit selected end applications such as flooring.
MATERIALS AND METHODS
The average oven-dried density of aspen used in this study varied from 0.37 to 0.45
g/cm3. Plainsawn specimens were prepared with dimensions of 25 mm (1 in.) thick (radial direction) x 38 mm (1.5 in.) wide (tangential direction) and 280 mm (11 in.) long (grain direction). Specimens were air dried and conditioned at a temperature 20oC and a relative humidity of 65% prior to mechanical modification. Stratified sampling method was used to sort the specimens based on density distribution, i.e. all specimens with density outside the range [Mean ± 1.96 x Standard Deviation] were rejected. The sorted specimens were classified into three groups. Lowest density specimens were assigned in Group A while Group C had the highest density specimens. The groupings were used as blocks in the design of experiments. Experimental Design Three factors were investigated in this study: compression ratio, press temperature and press closing time. A general full factorial design with three variables was used in this study. Minitab® (Minitab Inc. 2005) was used in the design and analysis of experiments. Detailed information on the experimental design is given in Table 1. Compression ratio is defined as the ratio of the change in dimension to the original dimension and expressed in percent (Gong et. al. 2006).
Three replicates were prepared for each run. The responses considered were surface hardness, modulus of elasticity (MOE) and nail withdrawal resistance. Surface Densification and Mechanical Testing
Improvement of surface properties of low density wood: Mechanical modification with heat treatment
60
The mass and thickness of each specimen were measured prior to surface densification. The surface to be densified for each specimen was then soaked (about 1 mm depth) in boiling water for 5 minutes. This process assisted in softening the cell walls in the surface layers of a wood specimen. The tangential surface to be densified was the side close to the bark. After soaking, the specimen was then placed in the laboratory hot press for compression in the radial direction.
A 305 mm (12 in) by 305 mm (12 in) hot press was used to compress a specimen. Compression ratio, press temperature and press holding time were given in Table 1. The face of a specimen to be softened was placed in contact with the hot platen of the press, and the other face was in contact with the cold platen. Loading rate was kept constant at 1 ton per minute. Press pressure was monitored while compressing a specimen. Press closing time was set at either 4 or 7 minutes. Once the designated closing time was reached, the specimen was kept under pressure and temperature for 5 minutes. Prior to removal of pressure, the platens were cooled to room temperature using the cooling system developed in the Wood Science and Technology Centre of the University of New Brunswick. The compressed specimen was then removed from the press. After compression, mass and thickness were determined. Then specimens were conditioned for at least three weeks at 20oC and 65% relative humidity prior to mechanical properties tests. After conditioning, specimens were cut to the desired lengths and sizes for moisture content, specific gravity, surface hardness, MOE and nail withdrawal resistance tests with reference to American Society for Testing and Materials (ASTM 2004). The testing procedures and set-up were also referenced to ASTM standard. The span-to-depth ratio used in bending tests was 14. Statistical Analysis
All test results were subjected to analysis of variance (ANOVA). This was done using Minitab® software (Minitab Inc. 2005) which allows a statistical analysis of three factors with different levels in order to graphically describe the effect of the three factors on individual response of interest such as hardness strength and MOE.
For factorial designs, main effects and interaction plots were used to show the effect of all the factors (compression ratio, press temperature or press closing time) at a particular point of the design space. The main effects plots were used to compare the relative strength of the effects across factors. A steep slope shows that the response is sensitive to that factor. A relatively flat line shows insensitivity to change in that particular factor. On the other hand, an interaction plot is a plot of means for each level of a factor with the level of a second factor held constant. An interaction between factors occurs when the change in response from the low level to the high level of one factor is not the same as the change in response at the same two levels of a second factor.
A statistical model for each response was determined based on the results of the statistical analysis. Once the model was established, response surfaces were plotted in a three-dimension graph with two actual factor variables and one actual factor constant.

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
61
Multiple Response Optimization Minitab® software provides multiple response optimizers to help identify the combination
of factor settings that jointly optimize a set of responses (Minitab Inc. 2005). Numerical and graphical optimizations were used to optimize the data from responses. In this optimization, goals were targeted at maximum values for surface hardness, MOE and nail withdrawal resistance. During optimization, the weight and degrees of importance of all responses were held equal. A value of weight equal to 1 was used. Weight value can be set from 0.1 to 10. A weight of 0.1 puts less emphasis on the target, thus a response value far from the target may have a high desirability. On the other hand, a weight of 10 puts more emphasis on the target, therefore a response value must be very close to the target to have a high desirability. One can vary the value of degree of importance to different responses during optimization if one response is more important than the other. In this study, the degree of importance for all responses was also set to 1.
Desirability score was used to rank the tradeoffs to get the best possible goal for all responses.
Verification of Optimized Conditions The optimum conditions were verified by densifying another pre-grouped set of aspen
specimens. The same testing procedures aforementioned were used.
RESULTS AND DISCUSSION After conditioning, the average moisture content (MC) was 9.3%, ranging from 8.8% to 9.9%. The average specific gravity of surface densified aspen was 0.55, ranging from 0.43 to 0.65. Table 2 gives a summary of mean values of the selected mechanical properties tested in this study. The mean values of hardness, MOE and nail withdrawal resistance of the control (not densified) specimens were also given in Table 2. Effects of Compression Ratio, Press Temperature and Press Closing Time The effects of compression ratio, press temperature and press closing time on surface hardness, MOE and nail withdrawal resistance were investigated. Main effect, factors interaction and response surface plots were generated and analyzed. To illustrate the main effect and interaction plots, results for hardness were chosen since it is one of the most important indices for flooring application. Figures 1 to 3 illustrate the effects of the 3 factors chosen on each response. ANOVA indicated that compression ratio was the most significant factor affecting hardness (P-value < 0.001), MOE (P-value = 0.021) and nail withdrawal resistance (P-value = 0.005). The significant factors were analyzed at a significance level of 5%. Although press temperature was thought to influence the mechanical properties of densified aspen, it has no significant effect within the range selected in this study.
Figure 1 illustrates that increasing compression ratio from 9.5 to 24.0% resulted in an increase in hardness. There seemed to be a slight decrease in hardness if press temperature was increased from 145 to 175OC. However, hardness increased if press temperature was increased

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
62
form 175 to 205OC. No further investigation was done for this trend since ANOVA indicated that press temperature had no significant effect on hardness within the range selected in this study. Press closing time also had no significant effect on hardness. Compression ratio (P-value < 0.001) was the most significant factor affecting hardness.
Figure 2 shows that hardness changes at different levels of each factor; however, no significant interaction effect was observed among the factors chosen for this study. Statistical linear models were determined based on the statistical analysis. The linear models were then fitted and surface plots were generated. Surface plots (Figure 3) indicated that there was an increase in hardness, MOE and nail withdrawal strength from the control group to that of the compressed groups regardless of what level of compression ratio, press temperature and press closing time was used. Hardness (Figure 3a), MOE (Figure 3b) and nail withdrawal resistance (Figure 3c) increased with the increase of compression ratio at all levels of press temperature (Figure 3a and Figure 3c) and press closing time (Figure 3b). Process Optimization Minitab® software provides response optimization for experiments. Numerical and graphical optimizations were used to optimize the data from the responses. The goals for optimization of responses (surface hardness, MOE and nail withdrawal resistance) were targeted at maximum values and should not be less than the control group. During optimization, the weight and degrees of importance of chosen responses were held equal. A value of 1 was used for both weight and degree of importance. A weight equal to 1, places equal emphasis on the target and the boundary.
Desirability score was used to rank the tradeoffs to get the best possible goal for all responses. It was found that compression ratio = 24%, temperature = 145oC and closing time = 7 minutes, were the optimum conditions with a desirability value of 0.67. Figure 4 illustrates the results of process optimization. At these optimum conditions, the predicted response values for hardness, MOE and nail withdrawal resistance were 4.8 KN, 11,630 MPa and 0.58 KN, respectively. Individual desirability score for the predicted values of hardness, MOE and nail withdrawal resistance were 0.65, 0.65 and 0.71, respectively. The closer the desirability score to 1, the closer the predicted response is to the set target for that particular response. Improvement of Selected Mechanical Properties Results showed that there was an increase in selected mechanical properties of surface densified aspen. Figure 5 shows a comparison between the mean values of the control group, mean values of densified specimens (after verification) and predicted values (values from Minitab®). There was an increase of 140, 23 and 132% for hardness, MOE and nail withdrawal resistance, respectively. The mean hardness of surface densified aspen for verification was 6.0 KN which was almost equal to that of uncompressed red maple (mean = 6.1 KN) tested in this study. This indicates that the surface densification technique proposed in this study could help the wood products manufacturers to use low density and under utilized wood species for other value-added applications such as flooring.

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
63
It would be reasonable to predict that mechanical properties of surface densified aspen can be further increased by increasing the compression ratio. However, compression ratio should be carefully controlled below the maximum value in order to avoid any permanent cellular damage in wood. Preliminary tests showed, for example, that small visual cracks appeared in the small air-dried clear aspen specimens pressed at a localized compression ratio of 50% at the room temperature.
FUTURE WORK
A thorough investigation on the changes in the vertical density profiles of the surface densified wood is on-going using an x-ray scanner. It is also anticipated that mechanical densification will affect physical properties, e.g. color change, thickness swelling, water absorption and linear expansion, which could be the focus of future work. Likewise, examination of the effects of high temperature heat treatment and other technologies to stabilize the dimensional property of surface densified wood will be studied.
CONCLUSIONS The influence of compression ratio, press temperature and press closing time on the
selected mechanical properties of surface densified aspen were evaluated in this study. The main findings can be summarized as follows: 1. Compression ratio was the most significant factor influencing surface hardness, MOE and
nail withdrawal resistance. 2. The optimum pressing conditions were found to be compression ratio = 24%, temperature =
145oC and closing time = 7 min. 3. There was an increase of 140, 23 and 132% in hardness, MOE and nail withdrawal
resistance, respectively, of surface densified aspen after mechanical densification.
LITERATURE CITED American Society for Testing and Materials (ASTM). 2004. Standard Test Methods for Small Clear Specimen of Timber. ASTM D 143 – 94. Vol. 04.10. ASTM International, West Conshohocken, PA. Ellis, S., and P. Steiner. 2002. The behavior of five wood species in compression. IAWA Journal 23(2):201-211. Gong, M., M. Nakatani, Y. Yang, and M. T. Afzal. 2006. Maximum Compression Ratios of Softwoods Produced in Eastern Canada. Proceedings of 9th World Conference on Timber Engineering, Portland, OR, USA. p. 330.

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
64
Inoue, M., M. Norimoto, Y. Otsuka, and T. Yamada. 1990. Surface compression of coniferous wood lumber. 1: A new technique to compress the surface layer. Mokuzai Gakkaishi 36(11):969-975. Ito, Y., M. Tanahashi, M. Shigematsu, Y. Shinoda, and C. Ohta. 1998. Compressive molding of wood by high-pressure steam-treatment. Part 1. Development of compressively molded squares from thinnings. Holzforschung 52:211-216. Minitab Inc. 2005. Minitab® Statistical Software (Release 14). State College, Pennsylvania, PA 16801-3008. Norimoto, M. 1993. Large compressive deformation in wood. Mokuzai Gakkaishi 39(8):867-874. (in Japanese) Uhmeier, A., T. Morooka, and M. Norimoto. 1998. Influence of thermal softening and degradation on the radial compression behavior of wet spruce. Holzforschung 52:71-81. Wan, H. 2004. Wood Hardening technologies. National Research Project No. 3678, Forintek Canada Corporation. Wang, J., and P. A. Cooper. 2005. Vertical density profiles in thermally compressed balsam fir wood. Forest Products J. 55(5):65-68.
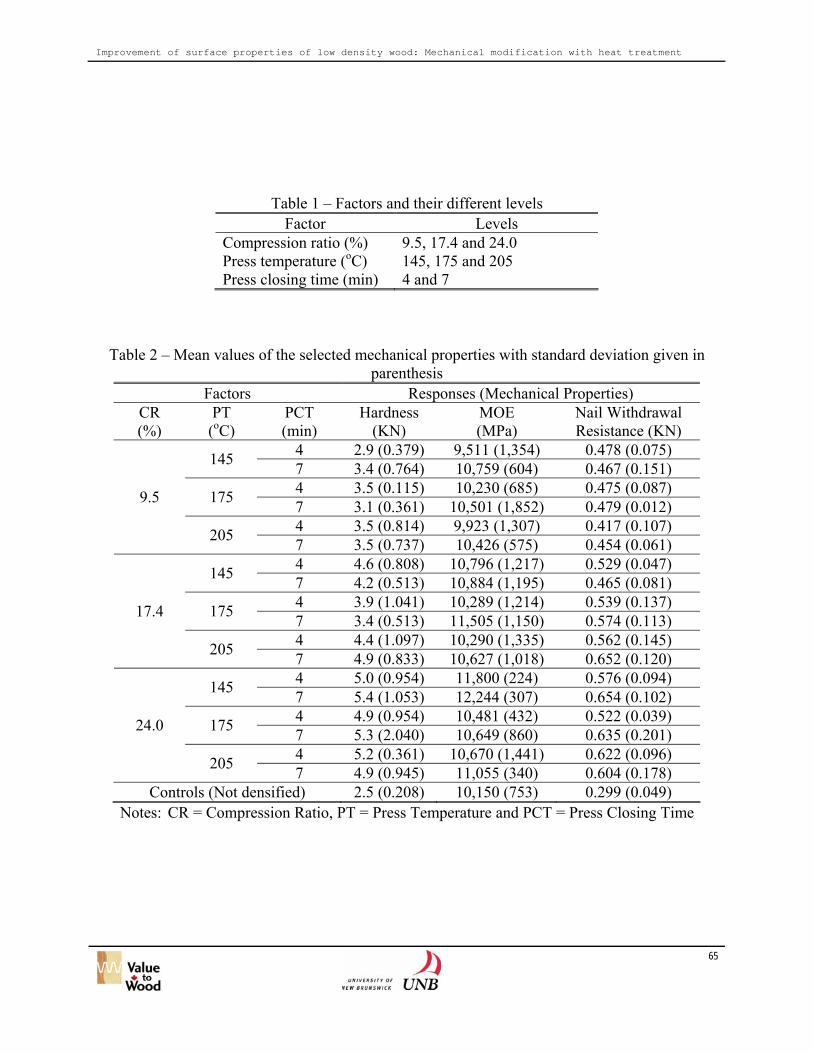
Improvement of surface properties of low density wood: Mechanical modification with heat treatment
65
Table 1 – Factors and their different levels Factor Levels
Compression ratio (%) 9.5, 17.4 and 24.0 Press temperature (oC) 145, 175 and 205 Press closing time (min) 4 and 7
Table 2 – Mean values of the selected mechanical properties with standard deviation given in parenthesis
Factors Responses (Mechanical Properties) CR (%)
PT (oC)
PCT (min)
Hardness (KN)
MOE (MPa)
Nail Withdrawal Resistance (KN)
4 2.9 (0.379) 9,511 (1,354) 0.478 (0.075) 145 7 3.4 (0.764) 10,759 (604) 0.467 (0.151) 4 3.5 (0.115) 10,230 (685) 0.475 (0.087) 175 7 3.1 (0.361) 10,501 (1,852) 0.479 (0.012) 4 3.5 (0.814) 9,923 (1,307) 0.417 (0.107)
9.5
205 7 3.5 (0.737) 10,426 (575) 0.454 (0.061) 4 4.6 (0.808) 10,796 (1,217) 0.529 (0.047) 145 7 4.2 (0.513) 10,884 (1,195) 0.465 (0.081) 4 3.9 (1.041) 10,289 (1,214) 0.539 (0.137) 175 7 3.4 (0.513) 11,505 (1,150) 0.574 (0.113) 4 4.4 (1.097) 10,290 (1,335) 0.562 (0.145)
17.4
205 7 4.9 (0.833) 10,627 (1,018) 0.652 (0.120) 4 5.0 (0.954) 11,800 (224) 0.576 (0.094) 145 7 5.4 (1.053) 12,244 (307) 0.654 (0.102) 4 4.9 (0.954) 10,481 (432) 0.522 (0.039) 175 7 5.3 (2.040) 10,649 (860) 0.635 (0.201) 4 5.2 (0.361) 10,670 (1,441) 0.622 (0.096)
24.0
205 7 4.9 (0.945) 11,055 (340) 0.604 (0.178) Controls (Not densified) 2.5 (0.208) 10,150 (753) 0.299 (0.049)
Notes: CR = Compression Ratio, PT = Press Temperature and PCT = Press Closing Time

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
66
Mea
n of
Har
dnes
s, K
N
24.017.49.5
5.0
4.5
4.0
3.5
205175145
74
5.0
4.5
4.0
3.5
Compression Ratio (%) Press Temperature (C)
Press Closing Time (min)
Figure 1 – Main effects plot for hardness
Compression Ratio (%)
Press T emperature (C)
Press Closing T ime (min)
205175145 74
5
4
35
4
3
Compression
24.0
Ratio (%)9.5
17.4
Press
205
Temperature(C)145175
Figure 2 - Interaction plot for hardness

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
67
Figure 3 – Surface plots: (a) hardness as influenced by compression ratio and press temperature,
(b) MOE as influenced by compression ratio and press closing time, and (c) nail withdrawal resistance as influenced by compression ratio and press temperature
Hi
Lo0.66832D
Optimal
Cur
d = 0.70590
MaximumNail Res
d = 0.64586
MaximumMOE, MPa
d = 0.65474
MaximumHardness
y = 0.5778
y = 1.163E+04
y = 4.7916
4.0
7.0
145.0
205.0
9.50
24.0Press Te Press ClCompress
[24.0] [145.0] [7.0]
Figure 4 – Optimization results

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
68
2.5
6.0
4.8
0.0
1.0
2.0
3.0
4.0
5.0
6.0
7.0
Control Verified Predicted*
Hard
ness
, KN
10,150
12,37111,630
0
2,000
4,000
6,000
8,000
10,000
12,000
14,000
Control Verified Predicted*
MO
E, M
Pa
(a) (b)
0.299
0.694
0.578
0.0000.1000.200
0.3000.4000.5000.600
0.7000.800
Control Verified Predicted*
Nail
with
draw
al re
sist
ance
, KN
(c)
Figure 5 – Bar charts showing the values (mean ± standard deviation) of selected mechanical
properties of ‘control’, ‘verified’ and ‘predicted’ sets of aspen specimens: (a) hardness, (b) MOE, and (c) nail withdrawal resistance
Note: * values predicted by Minitab® software after numerical optimization

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
69
Appendix III: Maximum compression ratios of softwoods produced in eastern Canada
(Published in Proceedings of the 9th World Conference on Timber Engineering, Portland, USA)

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
70
Maximum Compression Ratios of Softwoods Produced in Eastern Canada
Meng Gong Research Scientist and Adjunct Professor
Wood Science and Technology Centre, University of New Brunswick Fredericton, NB, Canada
Makoto Nakatani
Post Doctoral Research Fellow Institute of Wood Technology, Akita Prefecture University
Noshiro, Akita, Japan
Yin Yang Graduate Research Assistant
Faculty of Forestry and Environmental Management, University of New Brunswick Fredericton, NB, Canada
Muhammad T. Afzal Associate Professor
Faculty of Forestry and Environmental Management, University of New Brunswick Fredericton, NB, Canada
Summary This study investigated the compressibility of two low-density softwoods, eastern white pine (Pinus strobes) and balsam fir (Abies balsamea). It was found that: (1) Both temperature and compression ratio have a strong effect on the relative change in thickness and the peak load applied during compression. (2) Unrecovered set increases with increasing compression ratio and temperature. (3) High temperature helps in softening water-saturated wood. (4) Minute buckling and cracks exist in the ‘recovered’ specimens, even at a compression ratio of 5% and at room temperature, even though no visible cracks appear during compression. (5) Balsam fir seems more compressible than white pine. (6) For both species tested, the maximum compression ratio is approximately 60% at water-saturated condition and temperature ranging from 21 to 90oC. 1. Introduction A large proportion of the conifers that grow in Canada have relatively wide growth rings resulting in low density and thinned walled cells. To better utilize what is often thought of as ‘junk wood’ for structural purposes, this type of wood can be mechanically densified under appropriate combination of temperature and wood moisture content. The densification of wood is a good approach to add value to underutilized species because a higher strength can be achieved. Surface-densified lumber (Inoue et al., 1990) and compressively squared logs (Ito et al., 1998)

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
71
are two pioneering products of this kind. A wide range of research has been performed to understand wood compressibility in order to provide a foundation for applying wood densifying techniques (Norimoto 1993; Uhmeier et al., 1998; Ellis and Steiner, 2002; Wang and Cooper 2005). However, limited publications are available regarding the densification of Canadian wood species. The objective of this study was to investigate the compressibility of low-density softwoods produced in eastern Canada and to estimate their maximum compression ratios. The term compressibility refers to the degree of structural change in wood without sustaining unrecoverable deformation in cell walls during densification. Compression ratio is the ratio of the reduced dimension to the original dimension. The maximum compression ratio is the critical value below which no damage is induced into wood cell walls during mechanical densification at a particular temperature and wood moisture content. 2. Methodology The species tested were eastern white pine (Pinus strobes) and balsam fir (Abies balsamea). The average oven-dried relative density values of pine and fir used in this study are 0.412 (standard deviation = 0.020) and 0.375 (standard deviation = 0.037), respectively. The dimension of a specimen was 30mm (grain direction) x 30mm (tangential direction) x 25mm (radial direction). Specimens were grouped based on density with each group having a similar average and standard deviation. Five specimens were tested at a given condition indicated in Table 1. Specimens were vacuum-soaked in water at room temperature (about 21oC) until they were saturated. The water-saturated specimens of pine and fir had an average initial moisture content of about 180% and 200%, respectively. The specimens tested at higher temperatures were heated prior to compression. After densification, the specimens were stored in a conditioning chamber of 20oC and 65% relative humidity until they reached equilibrium moisture content. Then, the specimens were oven-dried at 103 oC to measure their oven-dried dimension and mass values. Finally, the specimens were vacuum-soaked again in room temperature water, following by a 2-hour boiling treatment in water, with an aim at recovering the dimensions of the specimens. Table 1 Nominal and actual compression ratios used water-soaked specimens
Compression ratio (%) Species Temperature (oC) Nominal 5 10 25 50 60 65 21 Actual 4.4 8.9 24.1 48.9 58.6 50 Actual 8.9 24.0 48.5 58.4 63.0 Pine 90 Actual 9.3 24.0 49.0 62.8 21 Actual 4.6 8.9 24.2 48.9 63.5 50 Actual 9.3 23.8 48.6 63.7 Fir 90 Actual 9.3 24.4 48.9 63.0

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
72
A specimen was compressed using an Instron machine in the radial direction to a pre-set deformation, held and unloaded as shown in Fig. 1. Two linear variable differential transducers (LVDTs) were used to measure the average deformation. A compressing device with two temperature-controlled ‘hot’ platens was used to maintain a constant temperature during pressing. The nominal compression ratios ranged from 5% to a value not causing visual cracks. The actual compression ratios slightly differ from the nominal values as shown in Table 1. To facilitate discussion, only nominal compression ratios are used in this paper. The thickness and mass of each specimen was measured after each of abovementioned treatments. Relative change in thickness (radial dimension) was calculated using equation 1.
An unrecovered set means the relative change in thickness after all treatments in this study, which reflects the damage in wood during densification. Selected specimens were used for damage examination using electronic scanning microscopy.
Fig 1 Experimental set-up (left) and compressing history (right) 3. Results and Discussion 3.1 Effect of species, temperature and compression ratio The commercial statistical software Minitab® was used to analyze the effect of species, temperature and compression ratio (Minitab Inc., 2005). Two species (pine and fir), three temperatures (21, 50 and 90 oC) and three compression ratios (10, 25 and 50%) were used to determine their effects on the relative change in thickness at various conditions. Fig. 2 illustrates the main effect species, temperature and compression ratio have on the average relative change in thickness after the treatment AD (i.e. air drying). An analysis of variance (ANOVA) shows
100thicknessinitial
testatthicknessthicknessinitial(%)thicknessinchangerelative ×−
= [1]

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
73
that temperature (P-value = 0.000) and compression ratio (P-value = 0.000) have a significant effect on the relative change in thickness at AD, but the effect of species (P-value = 0.858) is not significant. A P-value greater than 0.05 indicates no significant effect. Similar conclusions can be drawn regarding the effect these three influencing factors have on the average relative change after other treatments mentioned in section 2. The influence of the compression ratio on the relative change in thickness is more significant than temperature. However, the ANOVA analysis indicates all three selected factors have significant effects on the peak load applied during compression tests as indicated in Fig. 3. The temperature has the strongest impact on the peak load, and the compression ratio is more influential than species.
Fig 2 Main effects plot for average relative change (%) in thickness after air-drying treatment (AD)
Fig 3 Main effects plot for average peak load applied during compression

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
74
3.2 Unrecovered set It can be seen from Fig. 4 that the unrecovered set increases with increasing temperature or/and compression ratio. Also, shown in here is that the compressed deformation could not be fully recovered after the treatments used in this study, suggesting that some permanent damage might exist even for a compression ratio as low as 5% at room temperature. Fig. 4 also shows that the unrecovered sets of pine specimens are systematically larger than those of fir at various levels of temperature and compression ratio, suggesting that the compressibility of fir is better than pine. It would be reasonable to deduce that the compressibility of wood is largely dependent on its porosity at a given test condition. The porosity of pine and fir is estimated to be 73% and 75%, respectively, based on their oven-dried relative density values. Fir has a slightly higher porosity value, exhibiting a lower unrecovered set value.
0.00
1.00
2.00
3.00
4.00
5.00
6.00
7.00
8.00
0.0 10.0 20.0 30.0 40.0 50.0 60.0 70.0
Compression ratio (%)
Unr
ecov
ered
set
(%)
Fir: 21C Pine: 21C
Fir: 50C Pine: 50C
Fir: 90C Pine: 90C
Fig 4 Effect of temperature and species on unrecovered set at various compression ratios
3.3 Peak load applied during compression Fig. 5 shows that the peak load applied during compression increases with increasing compression ratio. This is a result of the elimination of cell lumens. The peak load decreases with increasing temperature. The water-saturated wood behaves much softer as temperature increases. It is reported by Irvine (1984) that the softening of water-saturated wood is mainly governed by the lignin response. Glass transition temperature (Tg) of native lignin ranges from 60-90oC at wet condition (Irvine, 1984). A water-saturated wood specimen tested at 90oC may

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
75
reach Tg, resulting in a lower peak load. At the same testing condition, pine achieves a higher peak load than fir because the density of pine is slightly greater than fir. Denser wood has a greater modulus of elasticity and achieves higher stress levels (Ellis and Steiner, 2002).
0.00
2.00
4.00
6.00
8.00
10.00
12.00
14.00
0.0 10.0 20.0 30.0 40.0 50.0 60.0 70.0
Compression ratio (%)
Peak
load
app
lied
(kN)
Fir: 21C Pine: 21C
Fir: 50C Pine: 50C
Fir: 90C Pine: 90C
Fig 5 Effect of temperature and species on peak load applied during tests at various compression ratios
3.4 Observation of structural change in cell walls It was found in both pine and fir specimens that the visual cracks appeared during compression when the nominal compression ratios exceeded 65%. Visual cracks did occur, however, at a compression ratio of greater than 60% for the pine specimens tested at room temperature. No visual cracks were observed at compression ratios below the abovementioned values. However, buckling and possible minute fracture of cell walls were captured under an electronic scanning microscope (SEM) in those specimens experiencing all treatments (after re-soaking and 2-hour boiling) as illustrated in Figs. 6 and 7. The permanent micro-structural changes (i.e. buckling and minute cracks) were discovered in the cell walls of those specimens compressed at compression ratio of as low as 5% and room temperature. The SEM observation supports the existence of unrecovered set shown in Fig. 4, suggesting that compressed wood can not be fully recovered for pine and fir tested in this study.

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
76
Fig 6 Balsam fir: uncompressed cell walls (left) and unrecovered cell walls (right, after recovery treatment) at compression ratio of 50% and room temperature
Fig 7 White pine: uncompressed cell walls (left) and unrecovered cell walls (right, after recovery treatment) at compression ratio of 50% and room temperature 3.5 On-going work It appears that a higher initial moisture content will increase the softening of wood, thus leading a lower modulus of elasticity and lower levels of stress during compression. Increasing moisture content, however, will also cause greater springback after the release of stress and a greater recovery after swelling in water (Ellis and Steiner, 2002). The findings in this study support this. The drying of compressed water-saturated wood is a time and energy consuming process. It has been reported that the mechanical behaviour of Norway spruce (Piece abies) is similar at the water-saturated condition and fibre saturation point, suggesting extra water in cell lumens does not aid in the softening of wood (Uhmeier et al., 1998). To increase the efficiency of wood densification technology, a reduction in the initial moisture content of wood is suggested.

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
77
Research on the compressibility of air dried softwoods produced in eastern Canada is in progress. 4. Conclusions Based on the above findings, the following conclusions would be drawn: (1) Species has minimal effect on relative change in thickness, and compression ratio has a stronger influence than temperature. (2) Temperature has the most significant impact on the peak load applied during compression, and compression ratio has stronger effect than species. (3) Unrecovered set increases with increasing compression ratio and temperature. (4) High temperature assists in softening water-saturated wood. (5) Minute buckling and cracks exist in the ‘recovered’ specimens, even at a compression ratio of 5% and at room temperature. (6) Compressibility of the two tested species is similar, although balsam fir seems slightly more compressible than white pine. (7) The maximum compression ratio of white pine and balsam fir is about 60% at the water-saturated condition and temperature up to 90oC. 5. References [1] Inoue M., Norimoto M., Otsuka Y., and Yamada T. 1990. Surface compression of coniferous wood lumber. 1: A new technique to compress the surface layer. Mokuzai Gakkaishi Vol. 36, No. 11, pp. 969-975. [2] Ito Y., Tanahashi M., Shigematsu M., Shinoda Y., and Ohta C. 1998. Compressive molding of wood by high-pressure steam-treatment. Part 1. Development of compressively molded squares from thinnings. Holzforschung Vol. 52, pp. 211-216. [3] Norimoto M. 1993. Large compressive deformation in wood. Mokuzai Gakkaishi Vol. 39, No. 8, pp. 867-874. [4] Uhmeier A., Morooka T. and Norimoto M. 1998. Influence of thermal softening and degradation on the radial compression behaviour of wet spruce. Holzforschung Vol. 52, pp. 77- 81. [5] Ellis S. and Steiner P. 2002. The behaviour of five wood species in compression. IAWA Journal Vol. 23, No. 2, pp. 201-211. [6] Wang J. and Cooper P.A. 2005. Vertical density profiles in thermally compressed balsam fir wood. Forest Products Journal Vol. 55, No. 5, pp. 65-68. [7] Minitab Inc. 2005. Minitab® Statistical Software (Release 14). [8] Irvine, G. 1984. The glass transition of lignin and hemicellulose and their measurement by DTA. TAPPI Vol. 67, No. 5, pp. 118-121. 6. Acknowledgements This study was supported by Natural Resources of Canada under its Value to Wood Program and Natural Sciences Engineering Research Council of Canada (Grant #: RGPIN 311808-05).

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
78
Appendix IV: Modeling of moisture diffusion and heat transfer during softening in wood densification
(Will be submitted to Journal of Wood Science and Technology)

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
79
Modeling of moisture diffusion and heat transfer during softening in wood densification
(Draft)
Introduction With the importance of wood in man’s environment, the demand for hardwood used for furniture and interior materials keeps increasing. In Canada, coniferous woods account for about 80% of the total volume of merchantable timber. Compared with hardwoods, coniferous softwoods show low density and are generally soft. Therefore, to utilize softwoods for interior materials, it is necessary to improve their surface properties such as abrasion resistance and hardness as well as their dimension stability. Inoue et. al. (1990) studied the improvement of surface properties of lumber by surface compression. In comparison with untreated wood, abrasion resistance and hardness increased by 40 to 50% and 120 to 150%, respectively. Softening is an important step in the manufacture of surface-densified wood. Softening process involves soaking and heating of wood. It is vital to study and determine the distribution of moisture content and temperature across the thickness of a wood board in order to understand and control the degree of surface densification. This study was aimed at understanding the moisture diffusion and heat transfer in the coniferous wood boards during softening process, and eventually proper softening parameters can be determined and optimized.
Governing equations At low temperature, moisture in wood mainly moves by a diffusion process that is driven by a gradient in the moisture content. Fick’s second law offers one generalized method to describe the diffusion process (Simpson and Liu 1991, Simpson 1993). This approach allows the estimation of moisture gradients at any time during heating period. In the literature, the thermally induced mass transfer, which contributed considerably to the total moisture flux, was also taken into account in the model construction (Avramidis et al. 1992). Moisture transfer should be considered a coupled process with heat transfer, or described by a non-isothermal diffusion model. Non-isothermal diffusion was analyzed by different methods. Siau (1995) indicated that the thermodynamic model provided the best fit to the experimental data. The model derived from non-equilibrium thermodynamics was presented by Nelson (1991), and the steady state mass flux was shown as,

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
80
⎟⎠⎞
⎜⎝⎛ +−=
dxdM
dxdT
dTdMkJ mm (1)
The temperature gradient coefficient was given as,
TE
HM
RTH
dTdM b
∂∂
= (2)
Where
DGk mm= , (3) MEb 290500,38 −= (4)
Taking Eq. 1 as the starting point, the differentiated unsteady-state equation was derived as,
( )MDTDt
MMeffTeff ∇+∇⋅∇=
∂∂
,, (5)
As a complete model for moisture movement, the energy balance equation is also required in addition to Eq. 5. Heat transport in wood occurs via heat conduction in all the three phases (free water, bound water, and vapor), and by convection through mass transportation. In the slow heating condition the vapor and free liquid bulk flows can be ignored, and the term of heat transfer by convection can also be omitted. With the simplification of conventional heat transfer, the heat balance equation was derived as,
( ) ( )Tt
Tceff
pwoodwood ∇∇=∂
∂λ
ρ (6)
In this study, the soaking process makes a two dimensional model necessary. In the experiments, the water was sucked into wood mainly in the thickness direction. However, the wood specimen was heated in two scenarios: heat transfer along specimen thickness from the boiling water, and heat transfer along specimen width from surrounding hot evaporated vapor. Thus, the cross section (i.e. width and thickness) of a specimen was taken into consideration in the model study.

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
81
Boundary conditions
Figure 1 - Configuration of 2-D model computation domain
In Figure 1, there were three types of boundary conditions. Boundary 1 was emerged into the water; boundaries 2 and 4 were heated by hot evaporated vapor; boundary 3 was exposed to open air. Using the relation between surface emission coefficient (S) and moisture transfer on the surface, the external surface, boundaries 2, 3, and 4 can be expressed as,
( )∞−−=∂∂ MMS
xMD (7)
The boundary condition for heat exchange could be written as,
( )∞−−=∂∂ TTh
xT
heateffλ , at the external surface
(8) At the boundary 1 (in water), the condition is imposed as:
maxMM = (9) T = 100 oC, (10)
Numerical procedures The non-isothermal model equations are solved numerically. The finite element method is used to discretize the mass diffusion and heat transfer equations. The weak form of Eq. 5 and Eq. 6 is expressed as,
X
Y
W
T
0
Soaking boundary
Computation domain
1 2
34

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
82
∫∫∫⎟⎟⎟⎟
⎠
⎞
⎜⎜⎜⎜
⎝
⎛
∂∂
∂∂
+∂∂
∂∂
⎥⎦
⎤⎢⎣
⎡+
⎟⎟⎟⎟
⎠
⎞
⎜⎜⎜⎜
⎝
⎛
∂∂
∂∂
+∂∂
∂∂
⎥⎦
⎤⎢⎣
⎡=⎥
⎦
⎤⎢⎣
⎡∂∂
⎥⎦
⎤⎢⎣
⎡V
y
TyMy
i
i
Vx
TxMx
i
i
Vi
i
yTk
yTD
yMD
yNN
xTk
xTD
xMD
xNN
TCpwoodM
tNN
00
00
00
ρ
(11) Following the procedure of integration by parts, Eq. 12 can be obtained:
dy
yTk
yTD
yMD
NN
ydx
xTk
xTD
xMD
NN
x
dS
xTk
xTD
xMD
NN
TCpwoodM
tNN
Vy
TyMy
i
i
Vx
TxMx
i
i
Sx
TxMx
i
i
Vi
i
∫∫
∫∫
⎟⎟⎟⎟
⎠
⎞
⎜⎜⎜⎜
⎝
⎛
∂∂
∂∂
+∂∂
⋅⎥⎦
⎤⎢⎣
⎡∂∂
−⎟⎟⎟⎟
⎠
⎞
⎜⎜⎜⎜
⎝
⎛
∂∂
∂∂
+∂∂
⋅⎥⎦
⎤⎢⎣
⎡∂∂
−⎟⎟⎟⎟
⎠
⎞
⎜⎜⎜⎜
⎝
⎛
∂∂
∂∂
+∂∂
⎥⎦
⎤⎢⎣
⎡=⎥
⎦
⎤⎢⎣
⎡∂∂
⎥⎦
⎤⎢⎣
⎡
00
00
00
00
ρ
(12) where Ni is the weighting function. The finite element approximation can be derived by considering
( ) [ ]{ }MNyxM =, (13) ( ) [ ]{ }TNyxT =, (14)
where M, T represents the nodal point values with respect to time. Substitution of these finite element approximations into the weak form gives,
[ ] [ ] [ ]∑ ∫∑ ∫∑ ∫ =⎭⎬⎫
⎩⎨⎧
+⎭⎬⎫
⎩⎨⎧
∂∂ dSB
TM
dVSTM
tdVC
See
e
Vee
e
Ve (15)
where [ ] [ ] [ ]NcNC pρ= (16) [ ] [ ] [ ]NDNS eff ′′= (17)
Eq. 18 can be obtained, in terms of central time difference,
[ ] [ ] [ ] [ ] [ ]n
e
et
nn
e
et T
MSC
tB
TM
Ct
S⎭⎬⎫
⎩⎨⎧⎟⎠⎞
⎜⎝⎛ −Δ
+=⎭⎬⎫
⎩⎨⎧⎟⎠⎞
⎜⎝⎛
Δ+ +
+
2111
21
21
1
(18)
A computer code was developed to solve above algebraic equations.

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
83
Experiment and verification
Some experiments were done to determine the moisture profile of wood in the soaking process and to verify the model calculation. Aspen (Populus tremuloides Michx.) and Balsam fir (Abies balsamea (L.) Mill.) speccimens were used for moisture distribution tests. The dimension of each specimen was 280 mm long, 25 mm thick, and 37 mm wide. All specimens were stored in a conditioning chamber set at 20oC and 65% relative humidity prior to the tests. In the soaking process, the water was heated to the boiling point, and then a specimen was put on the top of a shelf in the water with 1mm of the specimen in the radial direction (thickness) being emerged into the water. The whole soaking process took approximately 5 minutes. After soaking, the specimen was cut into several small slides along the thickness to determine the moisture profiles. The test results are shown in Figures 2 and 3 for aspen and balsam fir, respectively. The soaking depth of a specimen shown in the figures is approximately 8 mm for both species.
Figure 2 - Distribution of average moisture content along thickness for three aspen specimens
after soaking process
0
5
10
15
20
25
0 5 10 15 20 25
Distance from unsoaked surface (mm)
Moi
stur
e C
onte
nt (%
)

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
84
Figure 3 - Distribution of average moisture content along thickness for three balsam fir specimens after soaking process
To simulate the soaking process by model calculation, the following diffusion coefficient was used in the model for wood (Siau, 1995),
( )TD Meff /3574exp1078.4 5, −×= −
Thermal conductivity of wood with moisture content was approximated by the following empirical equation (Koumoutsakos et al., 2001):
024.0)004.02.0( ++= MGk (19) Where G is the specific gravity based on volume at moisture content M. The heat capacity of wet wood is a function of both moisture content and temperature. Koumoutsakos (2001) showed that the heat capacity was not related to wood species and density, and was assumed to be constant over the temperature range of interest,
( ) ( )MMCpwood ++= 1/58591176 (20) The results of model simulation and corresponding experimental data are shown in Figures 4 and 5. Both figures show a very good model prediction of temperature and moisture distribution. Figure 4 illustrates that the temperature gradient along the thickness is minimal; this can be
0
5
10
15
20
25
30
0 5 10 15 20 25
Distance from unsoaked surface (mm)
Moi
stur
e C
onte
nt (%
)
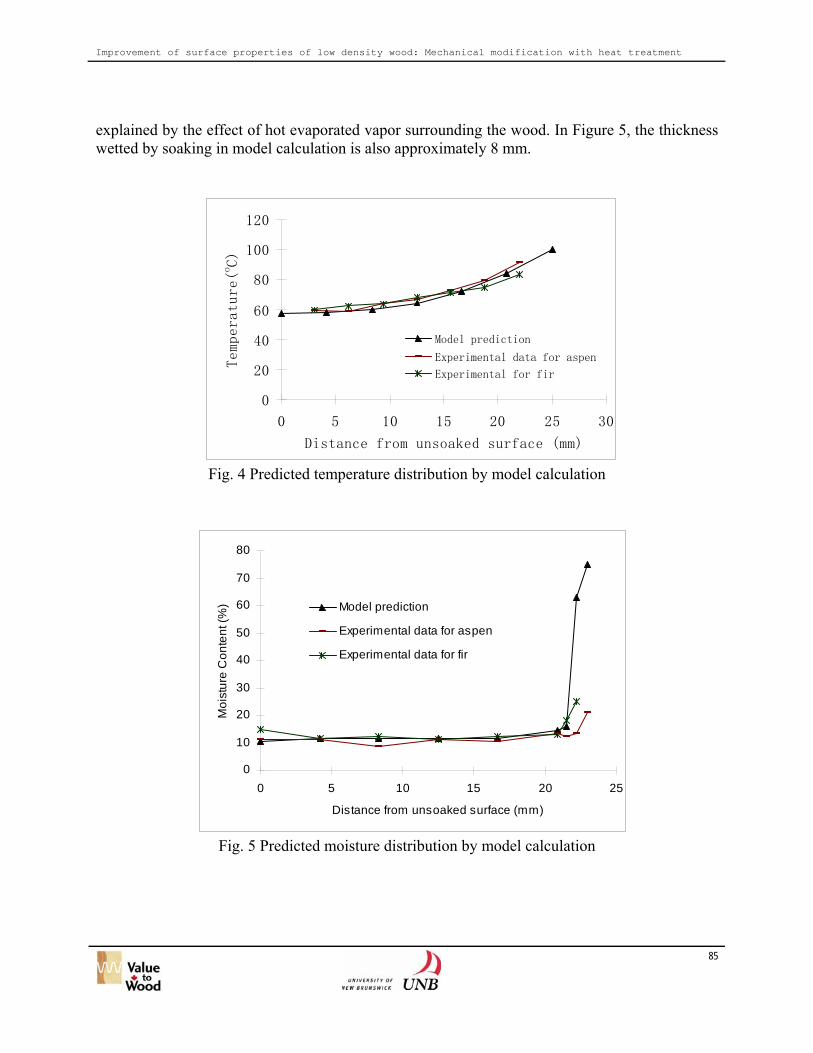
Improvement of surface properties of low density wood: Mechanical modification with heat treatment
85
explained by the effect of hot evaporated vapor surrounding the wood. In Figure 5, the thickness wetted by soaking in model calculation is also approximately 8 mm.
Fig. 4 Predicted temperature distribution by model calculation
Fig. 5 Predicted moisture distribution by model calculation
0
20
40
60
80
100
120
0 5 10 15 20 25 30
Distance from unsoaked surface (mm)
Temperature(o C)
Model prediction
Experimental data for aspen
Experimental for fir
0
10
20
30
40
50
60
70
80
0 5 10 15 20 25
Distance from unsoaked surface (mm)
Moi
stur
e C
onte
nt (%
) Model prediction
Experimental data for aspen
Experimental data for fir
Improvement of surface properties of low density wood: Mechanical modification with heat treatment
86
Conclusions
From the above analysis and comparison between model prediction and experimental data, it can be concluded that:
(1) The principal mechanism of moisture movement in the soaking process is the diffusion of moisture caused by moisture and temperature gradients, also the numerical model for moisture and heat transfer can be suitably used to predict the variables of moisture content (M) and temperature (T) in the soaking process.
(2) The boundary conditions selected can accurately describe the moisture and heat transfer processes through the material surfaces.
(3) The average moisture content in the surface layers was approximately 25%. (4) The surface of a specimen to be softened could be heated to a temperature of 80°C
to 90°C in 3-5 minutes for these two species. The temperature of the opposite face layers was approximately 60°C.
References Avramidis, S., P. Englezos, and T. Papsthansiou. 1992. Dynamic nonisothermal transport in hygroscopic porous media, Moisture diffusion in wood, AIChE J. 38(8): 1279-1287. Inoue, M., M. Norimoto, Y. Otsuka, and T. Yamada. 1990. Surface compression of coniferous wood lumber. 1: A new technique to compress the surface layer. Mokuzai Gakkaishi 36(11): 969-975. Koumoutsakos, A., S. Avramidis, and S. G. Hatzikiriakos. 2001. Radio Frequency Vacuum Drying of Wood. I. Mathematical Model, Drying Technology 19(1): 65-84. Nelson, R.M., Jr. 1991. Heats of Transfer and Activation Energy for Bound-water Diffusion in Wood, Wood Sci. Tech. 25: 193-202. Simpson, W.T. and J. Y. Liu. 1991. Dependence of the Water Vapor Diffusion Coefficient of Aspen on Moisture Content, Wood Sci. Tech. 26: 9-21. Simpson, W. T. 1993. Determination and Use of Moisture Diffusion Coefficient to Characterize Drying of Northern Red Oak, Wood Sci. Tech. 27: 409-420. Siau, J. F. 1995. Wood: Influence of Moisture on Physical Properties, Virginia Tech., USA. Acknowledgement The authors would like to acknowledge Natural Resources Canada for its support and funding under its Value to Wood Program.

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
87
Appendix V: Surface-densified softwoods
(Will be submitted to Journal of the Institute of Wood Science)

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
88
Surface Densified Softwoods
(Draft)
INTRODUCTION Most softwoods have relatively lower density than hardwoods. This limits the utilization of softwoods in appearance products such as flooring and table tops where wood is subjected to certain degrees of indentation and abrasion. Various improvements have been done in order to improve surface properties of wood (Inoue et. al.1990, Norimoto 1993, Uhmeier et. al. 1998, Ito et. al. 1998, Ellis and Steiner 2002, Wan 2004, Wang and Cooper 2005, and Gong et. al. 2006). However, limited publications are available regarding the effects of surface densification parameters and their influence on mechanical properties of densified products. This study was aimed at investigating the effect of pressing parameters: compression ratio, press temperature and press closing time on selected mechanical properties of several softwoods chosen. MATERIALS AND METHODS Balsam fir (Abies balsamea (L.) Mill.), eastern white pine (Pinus strobus), tamarack (Larix laricina) and western hemlock (Tsuga heterophylla) were selected for this study. Clear sticks with dimensions of 25 mm (1 in.) thick (radial direction), 38 mm (1.5 in.) wide (tangential direction) and 280 mm (11 in.) long (grain direction) were prepared for each species. Specimens were air dried and conditioned at a temperature 20oC and a relative humidity of 65% prior to mechanical modification. Stratified sampling method was used to sort the specimens based on density distribution, i.e. all specimens with density outside the range [Mean ± 1.96 x Standard Deviation] were rejected. The sorted specimens were classified into three groups. Lowest density specimens were assigned in Group A while Group C had the highest density specimens. The groupings were used as blocks in the design of experiments. Surface Densification and Mechanical Testing The mass and thickness of each specimen were measured prior to surface densification. Moisture content (MC) and specific gravity (SG) were also determined. The surface to be densified for each specimen was then soaked (about 1 mm depth) in boiling water for 5 minutes. This process assisted in softening the cell walls in the surface layers of a wood specimen. The tangential surface to be densified was the side close to the bark. After soaking, the specimen was then placed in the laboratory hot press for compression in the radial direction.

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
89
A 305 mm (12 in) by 305 mm (12 in) hot press was used to compress a specimen. Compression ratio, press temperature, press closing time and press holding time were the pressing parameters investigated in this study. The face of a specimen to be softened was placed in contact with the hot platen of the press, and the other face was in contact with the cold platen. Loading rate was kept constant at 1 ton per minute. Press pressure was monitored while compressing a specimen. Press closing time was set at either 4 or 7 minutes. Once the designated closing time was reached, the specimen was kept under pressure and temperature for a given holding time (either 5 or 30 minutes). Prior to removal of pressure, the platens were cooled to room temperature using the cooling system developed in the Wood Science and Technology Centre of the University of New Brunswick. The compressed specimen was then removed from the press. After compression, mass and thickness were determined. Then specimens were conditioned for at least three weeks at 20oC and 65% relative humidity prior to mechanical properties tests. After conditioning, specimens were cut to the desired lengths and sizes for moisture content, specific gravity, surface hardness, MOE and nail withdrawal resistance tests with reference to American Society for Testing and Materials (ASTM 2004). The testing procedures and set-up were also referenced to ASTM standard. The span-to-depth ratio used in bending tests was 14. Statistical Analysis All test results were subjected to analysis of variance (ANOVA). This was done using Minitab® software (Minitab Inc. 2005) which allows a statistical analysis of the factors with different levels in order to graphically describe the effect of the factors on individual response of interest such as hardness strength and MOE. For factorial designs, main effects and interaction plots were used to show the effect of all the factors (compression ratio, press temperature or press closing time) at a particular point of the design space. The main effects plots were used to compare the relative strength of the effects across factors. A steep slope shows that the response is sensitive to that factor. A relatively flat line shows insensitivity to change in that particular factor. On the other hand, an interaction plot is a plot of means for each level of a factor with the level of a second factor held constant. An interaction between factors occurs when the change in response from the low level to the high level of one factor is not the same as the change in response at the same two levels of a second factor. A statistical model for each response was determined based on the results of the statistical analysis. Once the model was established, response surfaces were plotted in a three-dimension graph with two actual factor variables and one actual factor constant.

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
90
Multiple Response Optimization Minitab® software provides multiple response optimizers to help identify the combination of factor settings that jointly optimize a set of responses (Minitab Inc. 2005). Numerical and graphical optimizations were used to optimize the data from responses. In this optimization, goals were targeted at maximum values for surface hardness, MOE and nail withdrawal resistance. During optimization, the weight and degrees of importance of all responses were held equal. A value of weight equal to 1 was used. Weight value can be set from 0.1 to 10. A weight of 0.1 puts less emphasis on the target, thus a response value far from the target may have a high desirability. On the other hand, a weight of 10 puts more emphasis on the target, therefore a response value must be very close to the target to have a high desirability. One can vary the value of degree of importance to different responses during optimization if one response is more important than the other. In this study, the degree of importance for all responses was also set to 1. Desirability score was used to rank the tradeoffs to get the best possible goal for all responses. RESULTS AND DISCUSSION Moisture content and density of raw materials Table 1 gives the average moisture content (MC) and density of all raw specimens after conditioning. The average MC of softwoods used in this study was within the range of 10.0% to 11.2%. Also, the average density of softwoods used was within the range of 0.40 g/cm3 to 0.57 g/cm3. Balsam fir had the lowest density while tamarack had the highest. Table 1 – Average MC and density of raw specimens with standard deviations given in parenthesis
Species MC, % Density, g/cm3 balsam Fir 10.6 (0.959) 0.40 (0.044)
eastern white pine 10.0 (0.830) 0.44 (0.059) tamarack 11.2 (0.386) 0.57 (0.045)
western hemlock 10.8 (0.638) 0.44 (0.030) Change of MC and density of surface densified softwoods The overall densities of surface densified balsam fir, eastern white pine, tamarack and western hemlock were increases by 35%, 32%, 36% and 27%, respectively. The increase in densities was due to the volumetric change of test specimens which was about 33% and was the same among the species. The equilibrium moisture content (EMC) of surface-densified softwood was slightly

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
91
lower than that of virgin softwood. This was due mainly to the use of high temperature during compressing. Table 2 gives a summary of the change of MC and density of surface-densified softwoods. Table 2 - Moisture content and density of surface densified softwoods with standard deviations given in parenthesis
Density, g/cm3 Moisture content, % Species Control Best
Performers Percent increase Control Best
Performers Percent increase
Balsam fir 0.40 (0.055)
0.54 (0.077) 35 9.8
(0.330) 9.3 (0.368) -5
Eastern white pine
0.42 (0.104)
0.56 (0.057) 32 11.4
(1.028) 9.8 (0.427) -14
Tamarack 0.53 (0.031)
0.73 (0.040) 36 11.7
(0.058) 11.3
(0.231) -3
Western Hemlock
0.44 (0.0290
0.55 (0.057) 27 11.0
(0.173) 10.3
(0.173) -6
Effects on mechanical properties Statistical analysis showed that among the chosen pressing parameters, compression ration was the most significant factor in affecting mechanical properties. Also, specific gravity was slightly increased after densification. Figures 1 and 2 illustrate the influence of compression ratio on hardness and density of surface-densified softwoods. It can be found that there is a strong positive linear relationship between hardness/density and compression ratio for balsam fir and hemlock. It can also be inferred that the same trend exists for white pine and tamarack.

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
92
R2 = 0.98
2
4
6
8
10
12
0.0 10.0 20.0 30.0
Compression Ratio, %
Hard
ness
, KN
2.0
4.0
6.0
8.0
10.0
12.0
0.0 10.0 20.0 30.0
Compression Ratio, %
Hard
ness
, KN
Balsam fir Eastern white pine
2.0
4.0
6.0
8.0
10.0
12.0
0.0 10.0 20.0 30.0
Compression Ratio, %
Har
dnes
s, K
N
R2 = 0.97
2.0
4.0
6.0
8.0
10.0
12.0
0.0 10.0 20.0 30.0
Compression Ratio, %
Hard
ness
, KN
Tamarack Western hemlock
Figure 1 – Effect of compression ratio on hardness of each softwood species

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
93
R2 = 0.98
0.40
0.50
0.60
0.70
0.80
0.0 10.0 20.0 30.0
Compression Ratio, %
Dens
ity, g
/cm
3
0.40
0.50
0.60
0.70
0.80
0.0 10.0 20.0 30.0
Compression Ratio, %
Dens
ity, g
/cm
3
Balsam fir Eastern white pine
0.40
0.50
0.60
0.70
0.80
0.0 10.0 20.0 30.0
Compression Ratio, %
Dens
ity, g
/cm
3
R2 = 0.98
0.40
0.50
0.60
0.70
0.80
0.0 10.0 20.0 30.0
Compression Ratio, %
Dens
ity, g
/cm
3
Tamarack Western hemlock
Figure 2 – Effect of compression ratio on density of each softwood species
Percent increase of selected mechanical properties After optimization, the predicted value for each response of interest was compared to the values of the controls (not densified). Tables 3 to 6 give the summary of percent increase of the selected mechanical properties of surface densified softwoods. All softwoods improved their mechanical properties after densification. The amount of increase varied from one species to another. Results showed that the hardness of tamarack can be increased to 116%. This might be due to the density of virgin tamarack which is as high as 0.57, giving a high hardness at the same compression ratio. Although the hardness balsam fir was increased to about 84%, it was believed that hardness can further be increased if a compression ratio higher than 24% was used. A trial test on balsam fir compressed by 50% had a hardness of as high as 9.0 kN, exceeding that of uncompressed red oak (7.3 kN) and yellow birch (8.3 kN).

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
94
Table 3 – Percent increase of hardness of surface densified softwoods Hardness, kN Species Control Predicted Percent Increase
balsam fir 2.0 3.7 84 Eastern white pine 1.8 3.6 101
tamarack 3.8 8.2 116 western hemlock 2.9 4.3 48
Table 4 – Percent increase of MOE of surface densified softwoods
MOE, GPa Species Control Predicted Percent Increase
balsam fir 6.217 9.267* 47 eastern white pine 8.828 10.19 15
tamarack 8.042 11.05 37 western hemlock 10.921 11.71 7
MOE value after conducting verification test
Table 5 – Percent increase of nail withdrawal resistance of surface densified softwood Nail Withdrawal Resistance, kN Species Control Predicted Percent Increase
balsam fir 0.315 0.368 17 Eastern white pine 0.333 0.428 29
tamarack 0.636 0.904 42 western hemlock 0.443 0.585 32
Table 6 – Percent increase of wear abrasive resistance of surface densified softwood
Wear Abrassive Resistance, percent weight loss Species Control Best Performer Percent Increase
balsam fir 0.626 0.547 13 Eastern white pine 0.42 0.396 6
tamarack 0.208 0.142 32 western hemlock 0.451 0.264 41
Comparison of surface densified softwoods and selected hardwoods Two hardwoods commonly used for flooring applications were also tested. MC, density and hardness of red oak (Quercus rubra) and yellow birch (Betula alleghaniensis) were measured.
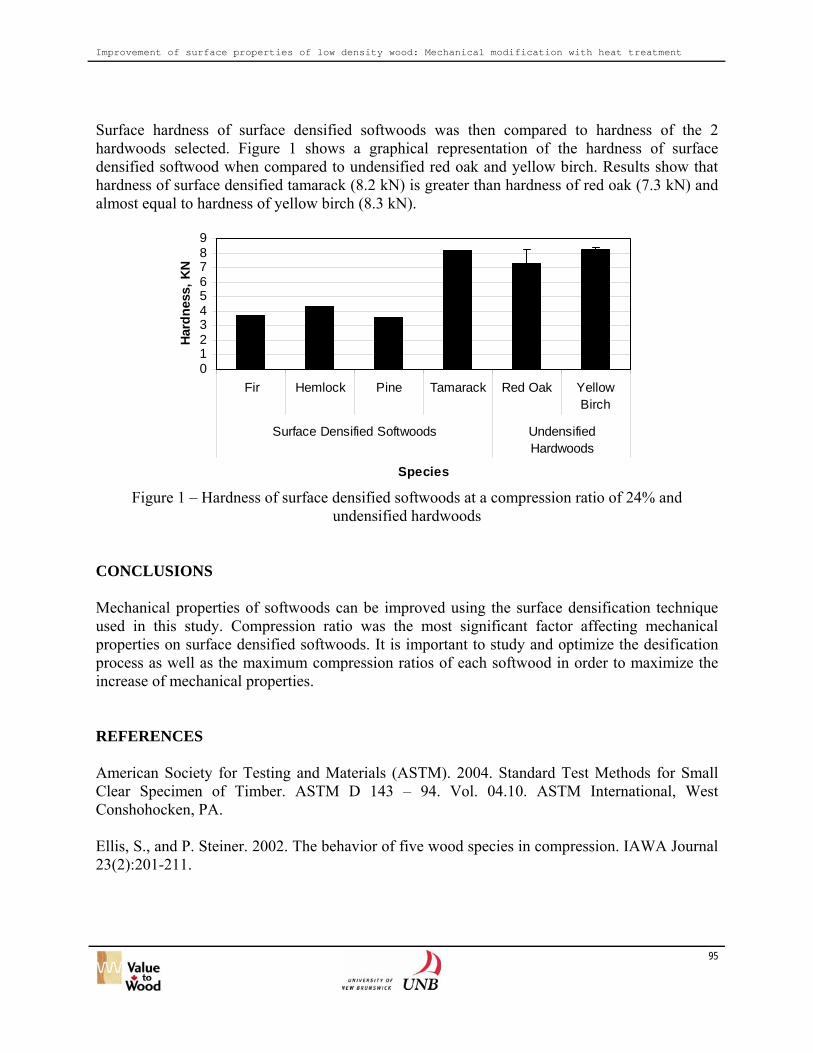
Improvement of surface properties of low density wood: Mechanical modification with heat treatment
95
Surface hardness of surface densified softwoods was then compared to hardness of the 2 hardwoods selected. Figure 1 shows a graphical representation of the hardness of surface densified softwood when compared to undensified red oak and yellow birch. Results show that hardness of surface densified tamarack (8.2 kN) is greater than hardness of red oak (7.3 kN) and almost equal to hardness of yellow birch (8.3 kN).
0123456789
Fir Hemlock Pine Tamarack Red Oak YellowBirch
Surface Densified Softwoods UndensifiedHardwoods
Species
Hard
ness
, KN
Figure 1 – Hardness of surface densified softwoods at a compression ratio of 24% and
undensified hardwoods CONCLUSIONS Mechanical properties of softwoods can be improved using the surface densification technique used in this study. Compression ratio was the most significant factor affecting mechanical properties on surface densified softwoods. It is important to study and optimize the desification process as well as the maximum compression ratios of each softwood in order to maximize the increase of mechanical properties. REFERENCES American Society for Testing and Materials (ASTM). 2004. Standard Test Methods for Small Clear Specimen of Timber. ASTM D 143 – 94. Vol. 04.10. ASTM International, West Conshohocken, PA. Ellis, S., and P. Steiner. 2002. The behavior of five wood species in compression. IAWA Journal 23(2):201-211.

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
96
Gong, M., M. Nakatani, Y. Yang, and M. T. Afzal. 2006. Maximum Compression Ratios of Softwoods Produced in Eastern Canada. Proceedings of 9th World Conference on Timber Engineering, Portland, OR, USA. p. 330. Inoue, M., M. Norimoto, Y. Otsuka, and T. Yamada. 1990. Surface compression of coniferous wood lumber. 1: A new technique to compress the surface layer. Mokuzai Gakkaishi 36(11):969-975. Ito, Y., M. Tanahashi, M. Shigematsu, Y. Shinoda, and C. Ohta. 1998. Compressive molding of wood by high-pressure steam-treatment. Part 1. Development of compressively molded squares from thinnings. Holzforschung 52:211-216. Minitab Inc. 2005. Minitab® Statistical Software (Release 14). State College, Pennsylvania, PA 16801-3008. Norimoto, M. 1993. Large compressive deformation in wood. Mokuzai Gakkaishi 39(8):867-874. (in Japanese) Uhmeier, A., T. Morooka, and M. Norimoto. 1998. Influence of thermal softening and degradation on the radial compression behavior of wet spruce. Holzforschung 52:71-81. Wan, H. 2004. Wood Hardening technologies. National Research Project No. 3678, Forintek Canada Corporation. Wang, J., and P. A. Cooper. 2005. Vertical density profiles in thermally compressed balsam fir wood. Forest Products J. 55(5):65-68.
ACKNOWLEDGEMENT The authors would like to acknowledge Natural Resources Canada for its support and funding under its Value to Wood Program.

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
97
Appendix VI: Effect of heat treatment on surface densified wood
(Will be submitted to Holz als Roh-und Werkstoff )

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
98
Effect of heat treatment on surface densified wood
(draft) Introduction The thickness of surface densified wood treated only using heat and water can be recovered to almost its original thickness after soaking in boiling water (Blomberg 2006; Gong et al 2006). Although this severe condition doesn’t exist in the actual application, it could be an issue to be resolved for densified wood. Heat treatment is a technology of heating wood to a temperature close to or above 200oC, which will permanently change the molecular structure of chemical components in wood. This technology is aimed at improving dimensional stability and biological resistance of wood. Heat treatment is an environmentally friendly process since it only uses water, steam and heat, but has some negative effects on mechanical properties of wood. This technology can be used to significantly reduce the thickness swelling of wood. However, the application of this technology in Canada just started recently. Cooper and Wang (2005) well reviewed the literature on heat treatment of wood in their NRCan project “Enhanced value of moderate grade wood through high temperature modification in oil”. Shi et al (2007) heat-treated five commercially important Québec wood species at temperatures of 200°C or higher, spruce (Picea spp.), pine (Pinus spp.), fir (Abies spp.), aspen (Populus spp.), and birch (Betula spp.) and tested their static bending properties and hardness. They observed the decreases of 0% to 49% in modulus of rupture of heat-treated spruce, pine, fir, and aspen and slight increase in modulus of rupture of birch after the heat treatment. The decrease in modulus of elasticity of heat-treated spruce and pine ranged from 4% to 28%; but the modulus of elasticity of heat-treated fir, aspen, and birch increased. Hardness of the heat-treated wood increased or decreased depending on the species and treatment schedules. There are no reports regarding the effect of heat treatment on densified wood. This study was aimed at investigating the effect of heat treatment on thickness swelling and selected mechanical properties of surface densified wood. Materials and Methods Balsam fir (Abies balsamea (L.) Mill.) and aspen (Populus tremuloides Michx.) were selected due to their low density and good compressibility. Clear sticks of dimensions of 25 mm (1 in.) thick (radial direction), 38 mm (1.5 in.) wide (tangential direction) and 280 mm (11 in.) long (grain direction) were used. A group of three specimens were tested, giving a total of 24 specimens for each species.

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
99
The optimized densifying parameters were determined in the previous study (Appendix III), i.e. overall compression ratio (CR) of 24%, press temperature (T) of 145oC and press closing time (PCT) of 7 minutes. Heat treatment on specimens was done by a private company using a 1 m3 chamber equipped with steam ejection. Both surface densified and un-densified stick specimens were treated at three levels, HT1 (T=190oC), HT2 (T=200oC) and HT3 (T=210oC). As comparison property indexes, surface hardness, modulus of elasticity (MOE), nail withdrawal resistance and thickness swelling were measured with reference to the relevant standards of American Society for Testing and Materials (ASTM 2004). In addition, moisture content and density of each specimen were measured. Results and Discussion The average values of selected properties of surface densified wood are given in Tables 1 and 2 for balsam fir and aspen, respectively. As a comparison, the averages of virgin wood (non-densification) are also listed. Table 1 – Average values of selected properties of surface densified and virgin balsam fir wood with/without heat treatment
Balsam fir Hardness (kN)
MOE (GPa)
Nail Withdrawal (kN)
Thickness Swelling (%)
Control 1.530 6.217 0.226 1.10% HT1 1.321 5.773 0.213 1.47% HT2 1.442 5.473 0.200 1.00%
Uncompressed
HT3 1.467 5.480 0.211 1.57% Control 3.141 9.267 0.433 28.67%
HT1 2.017 6.607 0.306 12.07% HT2 1.862 6.377 0.367 4.57%
Compressed
HT3 2.233 6.700 0.375 7.10%

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
100
Table 2 – Average values of selected properties of surface densified and virgin aspen wood with/without heat treatment
Aspen Hardness (kN)
MOE (GPa)
Nail Withdrawal (kN)
Thickness Swelling (%)
Control 2.538 10.574 0.369 1.60% HT1 2.428 7.917 0.325 1.60% HT2 2.527 8.270 0.318 2.10%
Uncompressed
HT3 2.400 8.270 0.354 1.60% Control 5.430 11.932 0.615 31.50%
HT1 3.426 8.470 0.417 16.27% HT2 3.539 9.037 0.372 3.13%
Compressed
HT3 3.931 9.600 0.382 8.37% Figures 1 and 3 illustrate the results of balsam fir and aspen from Tables 1 and 2. It is clear that the mechanical properties of surface densified wood decrease after heat treatment, but are still higher than virgin wood. There is an observed stronger effect of heat treatment on densified wood than virgin wood. It appears that the level of heat treatment does not significantly influence hardness, MOE and nail withdrawal resistance, and has some effect on thickness swelling. Figure 2 illustrates the relative property change compared to the virgin balsam fir wood. It can be found that hardness, MOE and nail withdrawal resistance of the densified wood treated using heat still increase by 20-46%, 3-8% and 35-66%, respectively. Thickness swelling of densified wood after heat treatment drops from 26% to as low as 4%. Figure 4 illustrates the relative property change compared to the virgin aspen wood. It can be found that hardness, MOE and nail withdrawal resistance of the densified wood treated using heat still increase by 35-55%, 8-9% and 1-13%, respectively. Thickness swelling of densified wood after heat treatment drops from 19% to as low as 2%. The above discussion suggests an interaction between densification and heat treatment, which calls for an optimal solution in use of both processes. Figures 5 and 6 show that heat treatment decreases the density values of both densified and virgin wood. Its effect on virgin aspen wood is very slight.

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
101
Control HT1 HT2 HT30
2
4
6
8
10
Control HT1 HT2 HT30
5
10
15
20
25
30
Control HT1 HT2 HT30.00
0.05
0.10
0.15
0.20
0.25
0.30
0.35
0.40
0.45
Control HT1 HT2 HT30.0
0.5
1.0
1.5
2.0
2.5
3.0
3.5
MO
E (G
Pa)
Treatment
Un-densified Surface-densified
Un-densified Surface-densified
Thic
knes
s sw
ellin
g (%
)
Treatment
Un-densified Surface-densified
Nai
l with
draw
al re
sist
ance
(kN
)
Treatment
Un-densified Surface-densified
Har
dnes
s (k
N)
Treatment
Figure 1 – Property change of surface densified balsam fir wood after heat treatment
0.000
5.000
10.000
15.000
20.000
25.000
30.000
Control HT1 HT2 HT3 Control HT1 HT2 HT3
Uncompressed Compressed
Treatment on balsam fir
Rel
ativ
e va
lue
of p
rope
rty
inde
x
Hardness (kN)MOE (GPa)Nail Withdrawal (kN)Thickness Swelling (%)
Figure 2 – Property comparison of surface densified balsam fir wood after heat treatment

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
102
Control HT1 HT2 HT30
1
2
3
4
5
6
Control HT1 HT2 HT30
3
6
9
12
15
Control HT1 HT2 HT30.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
Control HT1 HT2 HT30
5
10
15
20
25
30
35
Un-densified Surface-densified
Har
dnes
s (k
N)
Treatment
Un-densified Surface-densified
MO
E (G
Pa)
Treatment
Un-densified Surface-densified
Nai
l with
draw
al re
sist
ance
(kN
)
Treatment
Un-densified Surface-densified
Thic
knes
s sw
ellin
g (%
)
Treatment
Figure 3 – Property change of surface densified aspen wood after heat treatment
0.000
5.000
10.000
15.000
20.000
Control HT1 HT2 HT3 Control HT1 HT2 HT3
Uncompressed Compressed
Treatment on aspen
Rel
ativ
e va
lue
of p
rope
rty
inde
x
Hardness (kN)MOE (GPa)Nail Withdrawal (kN)Thickness Swelling (%)
Figure 4 – Property comparison of surface densified aspen wood after heat treatment

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
103
0
100
200
300
400
500
600
Control HT1 HT2 HT3 Control HT1 HT2 HT3
Uncompressed Compressed
Treatment on balsam fir
Den
sity
(kg/
m3 )
Figure 5 – Density values of surface densified balsam fir wood after heat treatment
0
100
200
300
400
500
600
700
Control HT1 HT2 HT3 Control HT1 HT2 HT3
Uncompressed Compressed
Treatment on aspen
Den
sity
(kg/
m3 )
Figure 6 – Density values of surface densified aspen wood after heat treatment

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
104
0.0
2.0
4.0
6.0
8.0
10.0
12.0
Control HT1 HT2 HT3 Control HT1 HT2 HT3
Uncompressed Compressed
Treatment on balsam fir
MC
(%)
Figure 7 – Moisture content of surface densified balsam fir wood after heat treatment
0.0
2.0
4.0
6.0
8.0
10.0
12.0
Control HT1 HT2 HT3 Control HT1 HT2 HT3
Uncompressed Compressed
Treatment on aspen
MC
(%)
Figure 8 – Moisture of surface densified balsam fir wood after heat treatment
Conclusions The surface densified wood subjected to heat treatment caused a significant reduction in thickness swelling and a decrease to some degrees in mechanical properties. The values of these mechanical properties were still higher than those of virgin wood. An optimal process in combination of densification and heat treatment is needed to investigate in future research.

Improvement of surface properties of low density wood: Mechanical modification with heat treatment
105
References American Society for Testing and Materials (ASTM). 2004. Standard test methods for small clear specimen of timber. ASTM D 143 – 94. Vol. 04.10. ASTM International, West Conshohocken, PA. Blomberg, J. 2006. Mechanical and physical properties of semi-isostatically densified wood. Doctoral Dissertation, Luleå University of Technology, Sweden. Cooper, P. and Wang, J. 2005. Enhanced value of moderate grade wood through high temperature modification in oil. Value-to-wood Research Report, Project UT1. Gong, M., M. Nakatani, Y. Yang and M. T. Afzal. 2006. Maximum Compression Ratios of Softwoods Produced in Eastern Canada. Proceedings of 9th World Conference on Timber Engineering, Portland, OR, USA. p. 330. Shi, J.L., Kocaefe, D. and Zhang, J. 2007. Mechanical behaviour of Québec wood species heat-treated using ThermoWood process, Holz als Roh- und Werkstoff, Volume 65, Number 4: 255-259. Acknowledgement The authors would like to acknowledge Natural Resources Canada for its support and funding under its Value to Wood Program.