improvement method marking code products … method marking code products shaft butterfly valve for...
TRANSCRIPT

. . 2556 16-18 2556
Improvement Method Marking Code Products Shaft Butterfly Valve For
Productivity With Design techniques jigs
1* 2 3 4 1,2
3 E-mail: [email protected]*
Yuthanarong jongjun1* Punya Sumranhun2 Nara buripun3 Teerapat Kamsit4
1*,2 Department of Industrial Engineering, Faculty of Engineering, Thonburi University, Bangkok 101 60 2Department of Industrial Management Technology, Faculty of Engineering, Thonburi University, Bangkok
10160
E-mail: [email protected]*
Z011-A DN100
60,000 20,000
4
7 7
11.44 68.68%
4 33.33% 1 50% 97.68%
Abstract
The process barcode symbologies (Marking CODE). Valve core parts (Shaft). Butterfly (Butterfly Valve) Model Z011-A DN100 the sample. Current needs of customers, 60,000 pieces per month. But the capacity to
produce up to 20,000 pieces per month. For companies, it is necessary to open up an additional four hours of overtime. This Research aims to increase production to the production line. By trying to reduce the cycle time
for stroke outweigh the needs of the client, which is the main reason for the company to extend the time of performance. Tools used in the operation of this feature. The seven wastes, reduce seven quality control tools
. . 2556 16-18 2556
used for data collection. In order to analyze the problem. And define solutions. Then, to improve performance, reduce cycle time, make the value equal to or less than the timing requirements of the clients. Design
techniques jig. Results showed that the cycle time can not be beat for customer needs. To 11.44 seconds per
piece, representing 68.68% reduction in hours of work for 4 hours per day, representing a 33.33% reduction in the number of employees not one person representing a 50% productivity increase of 97.68%.
Keywords: Marking CODE, Shaft Butterfly Valve, Takt Time
1.
( )
(Butterfly
Valve) Z011-A DN100
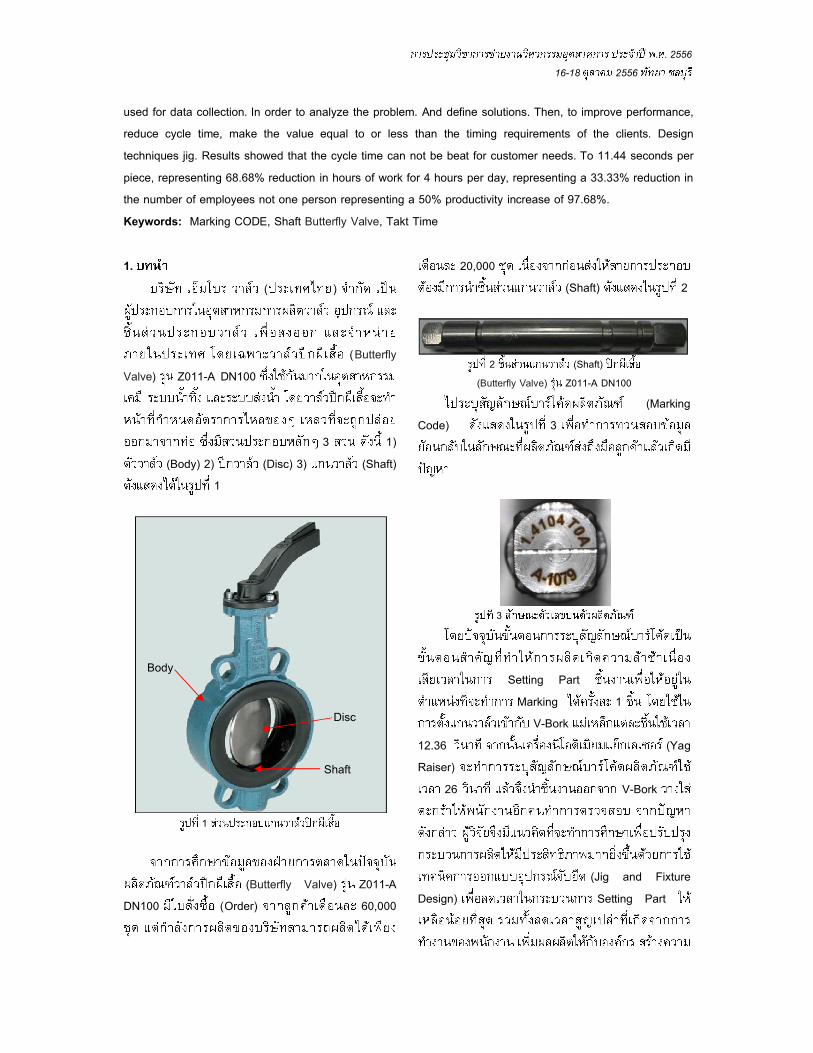
3 1)
(Body) 2) (Disc) 3) (Shaft) 1
1
(Butterfly Valve) Z011-A DN100 (Order) 60,000
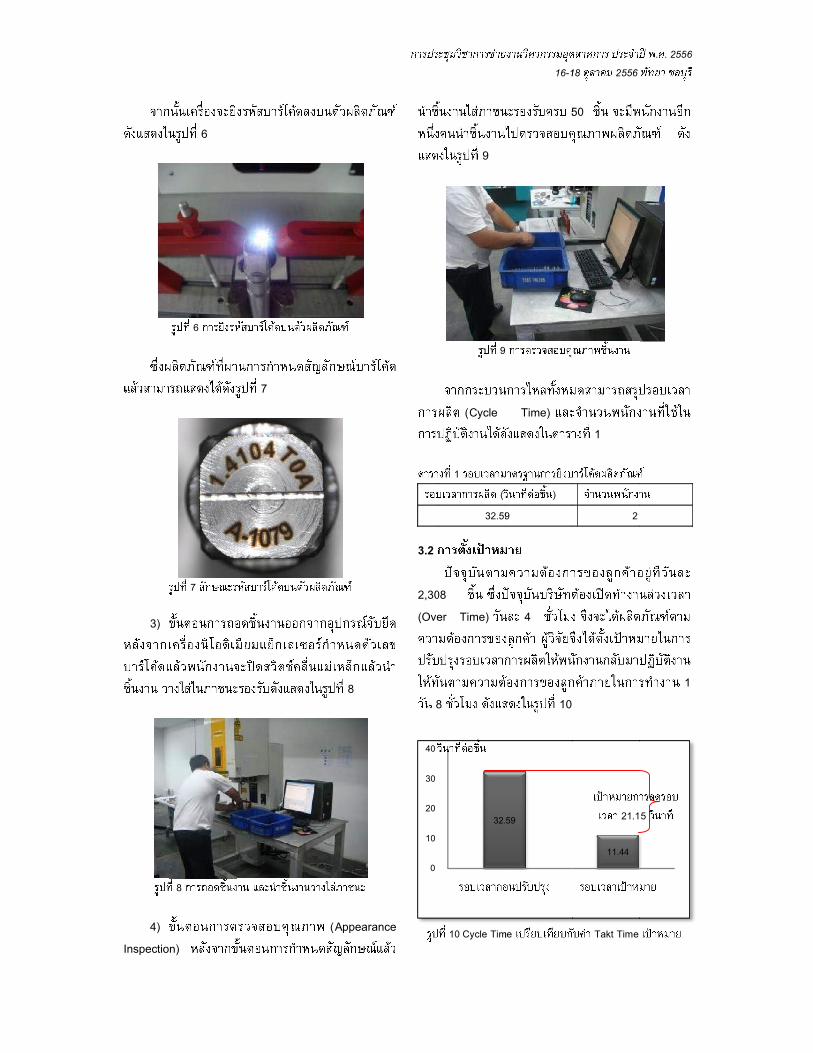
20,000 (Shaft) 2
2 (Shaft)
(Butterfly Valve) Z011-A DN100
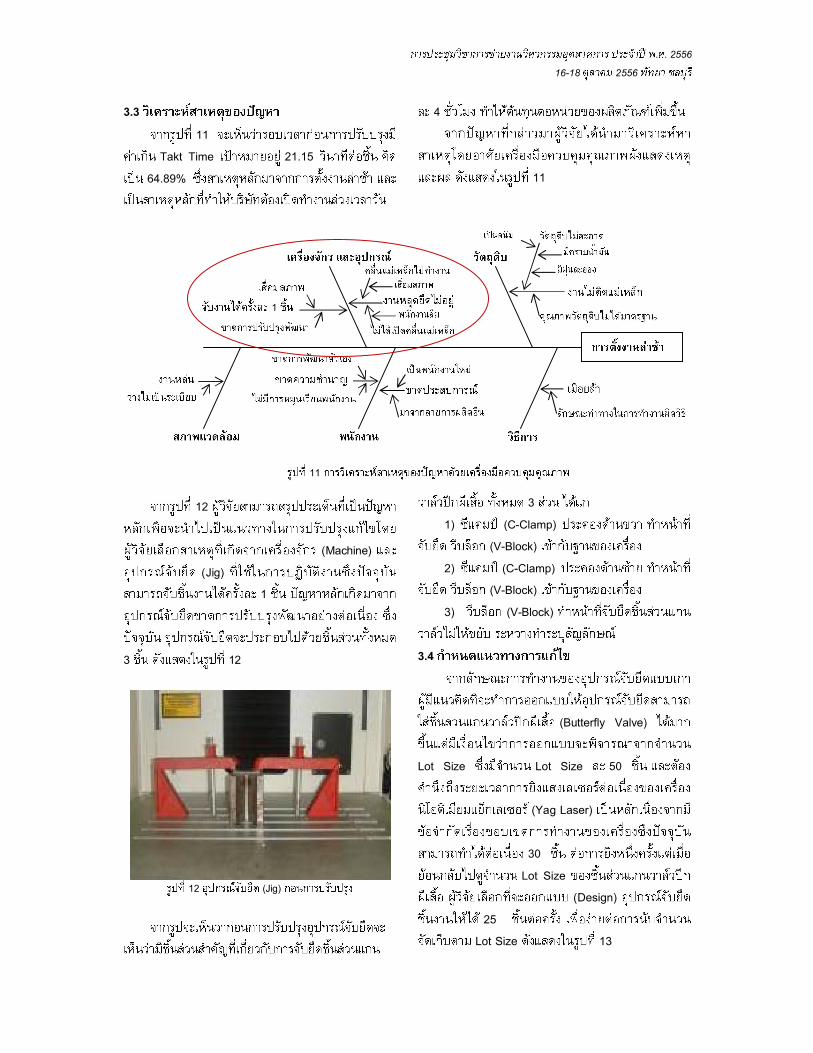
(Marking Code) 3
3
Setting Part
Marking 1 V-Bork
12.36 (Yag Raiser)
26 V-Bork
(Jig and Fixture
Design) Setting Part
Body
Disc
Shaft

. . 2556 16-18 2556
(Over Time) 1.1
(Productivity) (Shaft) (Butterfly
Valve) Z011-A DN100 60,000
1.2
Z011-A
DN100 60,000 8
1.3
(Jig and fixture)
(Shaft) Z011A-DN100
2.
(Work Study) [1] (Productivity) [2]
7 (7WASTES)
[3, 4]
[5] 7 (7 Qc tools)
2
(Check sheet) (Cause-and-Effect Diagram) [6]
[7]
(Jig Design) [8, 9]
3.
3.1
1) (Jig)
V-Block 1
(Laser)
4
4
2)
(Switch)
5
5
3)
4)
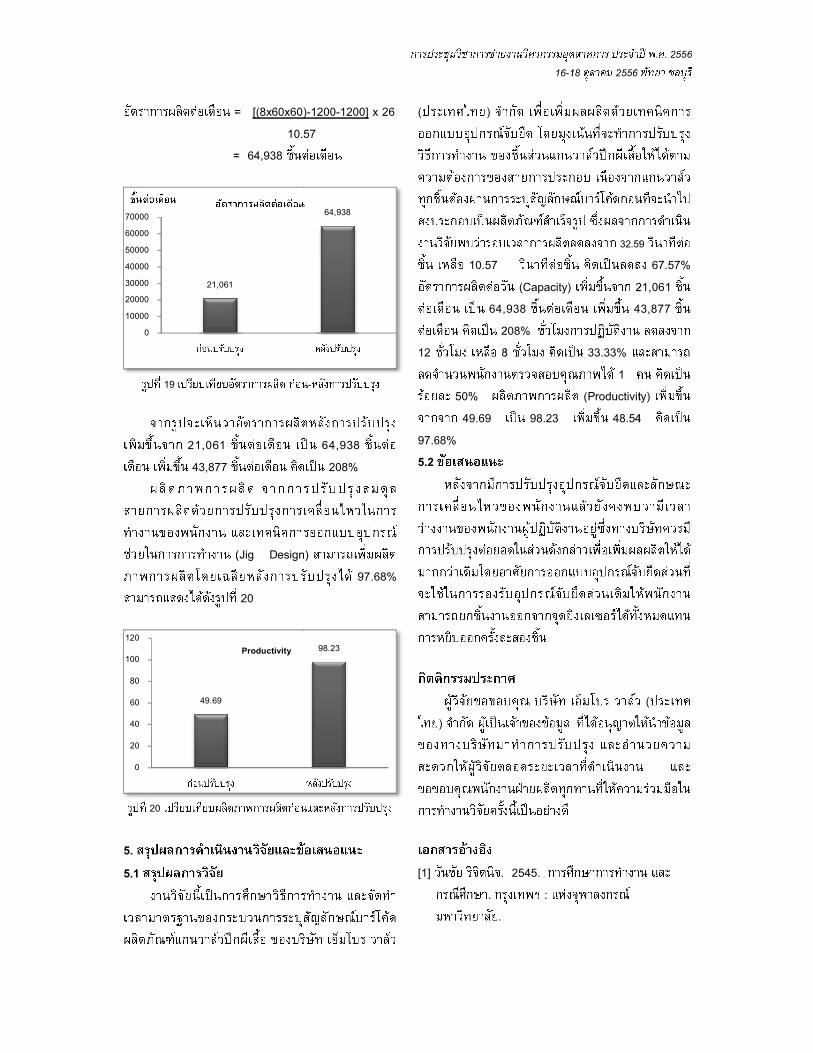
Inspectio
6
6
7
8
n)
7
8
(Appear
rance
3.2
2,30
(Ove
8
0
10
20
30
40
9
9
(Cycle
1
(
32.59
08
er Time)
8
10 Cycle Tim
32.
16-1
5
Time)
)
9
4
10
me
59
18 2556
50
1
2
Takt Time
11.44
21.1
. . 2556
1
5
. . 2556 16-18 2556
3.3
11 Takt Time 21.15
64.89%
12
(Machine)
(Jig) 1
3 12
12 (Jig)
4
11
3
1) (C-Clamp) (V-Block)
2) (C-Clamp) (V-Block)
3) (V-Block)
3.4
(Butterfly Valve)
Lot Size Lot Size 50
(Yag Laser)
30
Lot Size (Design)
25 Lot Size 13
1
11

13
14
15
14
15
16-1
x
16
18.1
18 2556
170x170 15
4
Las1
. . 2556
13
14
10
Jig
ser 25

16
16
(Bu 17
17
utterfly Valv
ve)
4.
(But
(Yag
(
13579
111315
tterfly Valve
g Laser)
2
)
264.26
18
18
10.57
11.
16-1
(Yag Laser)
e)
2
( )
1
= (264.26/25)
10.57
.44
18 2556
(
25
) = 10.57
10.57
. . 2556
)
5
1
20
5.
5.1
0
10000
2000030000
40000
50000
60000
70000
0
20
40
60
80
100
120
=
=
9
21,061
43,877
(
21,061
49.69
= [(8x60x60)
10.= 64,938
(Jig Design
20
Productivity
)-1200-1200]
57
-
64,938
208%
n)
97
64,938
98.23
x 26
.68%
(
12
97.65.2
[1]
)
10.57
64,
2 8
50% 49.69
68%
)
.
. .
16-1
(Capacity) 938
208% 8
98.23
2545.
:
18 2556
32.59
2 4
33.33%
1 (Productivit
48.54
. . 2556
9
67.57%
21,061 3,877
ty)
4
(

. . 2556 16-18 2556
[2] . 2548. (Productivity Improvement). 5.
: .
[3] Barnes, Ralph M., 1980. Motion and Time Study: Design and Measurement of work.,7th edition,
John Wiley and Sons, Inc. [4] Lowry, S.M.,H. B. Maynard. 1940. Time and
Motion Study and Formulas for Wage Incentives, 3rd ed., NY: McGraw-Hill.
[5] . . 2554. 7 (7 Wastes).
: .
[6] 7 (New QC 7 Tools).� 2554,( )
http://www.elecnet.chandra.ac.th/ [ 17 2556].
[7] . (Standard Time), ( )
http://www.pteonline.org/img-lib/staff/file/ [
12 2553] [8] . 2545. .
12. : . . . ( � ).
[9] . 2547. . : .